Embed Size (px)
Citation preview

Composite Storage Module Phase I ProgramCustomer: Office of Naval Research (ONR)
The primary objective of this program is to produce a CSM as a temporaryattachment to a submarine for trials and evaluation of its suitability forSEALS SPECWARFARE. The purpose of the CSM is for dry storage ofSEAL’s equipment for nesting in the ADVANCED Sail being developed forthe Virginia class submarine. Under the program, Production Products wasresponsible for the development and demonstration of filament wound thick-section, composite technologies from concept/design stage to fabricationstage.Two carbon/epoxy 30 inch diameter thick Composite Storage Modules(CSM) were designed and filament wound. One CSM incorporating integralend domes was designed for concept validation to be tested at Naval SurfaceWarfare Center – Carderock Division (NSWC-CD). The second CSM wasdesigned to incorporate a door and will be used for system evaluation by theNavy.
Research & Development Div.

Composite Storage Module Phase 2 ProgramCustomer: Office of Naval Research (ONR)
Production Products was also responsiblefor the substructure fabrication andassembly for the 48 inch diameterthermoplastic CSM. The substructureincluded carbon/epoxy resin transfermolded I-stiffening segments, AS4/3501-6flange straps, and titanium splice plates.And finally, the AS4/PEEK thermoplasticjoint specimens to verify the joint on the48 inch diameter thermoplastic CSM werefabricated and assembled at ProductionProducts.
Research & Development Div.

Composite Storage ModuleContracted Research with Office of Naval Research (ONR)
The objective of the program is to develop a Storage Module,that can be fitted to the deck of a submarine, capable ofholding the mission equipment that a Navy Seal team would
deploy with. The current Storage Module is made of steal andIs heavy, it severely affects the performance the performance of the submarine. The Storage Module developed in this programIs made of carbon fiber eliminating the performance problem.
688 Los Angeles Class SubmarineWith Storage Module Installed
Navy Seal Storage for Mission EquipmentLocation: Outside of Submarine Designed to take Depth Pressures and to Be Light Weight
1200 Pounds of Filament Wound Carbon/Epoxy
Research & Development Div.

Liquid Molded Composite Armor Smart Structures Using Embedded SensorsCustomer: ARL “Army Research Laboratory” SBIR Phase 1
Preform being manufactured
Under the Phase I program, Production Productsdemonstrated that both Bragg Grating fiber optic sensors andfluorescence optrode cure sensors could be used for curemonitoring, measuring dynamic response, strain, andstructural health monitoring of resin infusion moldedcomposite structures. In Phase I we developed low costtechniques to place the fiber optic sensors in the liquid molded(resin infusion molded) composite structures; fabricatedrepresentative Army composite armor components (1” thickpanels); performed cure monitoring using embedded BraggGrating and Fluorescence Oprode sensors; performedstructural tests (4 point bending, impact, and 4 point bendafter impact) on components to demonstrate the ability of thefiber optic sensors to accurately measure strain; and trackedcosts to show the impact on overall system cost ofincorporating smart structures in armor components.
Fiber Optic Brag Grating Sensorsbeing installed in the Preform
Sensor Lead Egress
Fiber Optic Sensor Test Setup
Static Panel Test in a 700 ton press
Research & Development Div.

Liquid Molded Composite Armor Smart Structures Using Embedded SensorsCustomer: ARL “Army Research Laboratory” SBIR Phase 2
In the Phase II program, we developed an integrated, embedded,distributed fiber optic sensor system, demodulation system, andmodeling and simulation based software system to provide real timeengineering data on cure monitoring and health monitoring. Thecure monitoring focused on Fluorescence Optrode Cure Sensors(FOCS), both single, three axis, and multiple sensors on a strandBragg Grating Sensors, and SMARTweave. The Bragg Gratingallows axial strain, transverse strain, and strain gradientmeasurements both during cure and in service for health monitoring,including high dynamic rate loadings, such as low velocity andballistic impact. All sensor systems that were developed allowed forsimultaneous measurement of strain and temperature. We utilizedthe Vacuum Assisted Resin Transfer Molding (VARTM) LiquidMolding Process. We also demonstrated that Bragg Grating fiberoptic sensors could be used for detection and identification of ballisticevents in thick walled composite structures, such as tank walls.
VARTM of PanelsContaining Bragg,FOCS, andSMARTweave
Impact Test onVARTM PanelsComposite Load
Cell ContainingBragg GratingSensors
Research & Development Div.
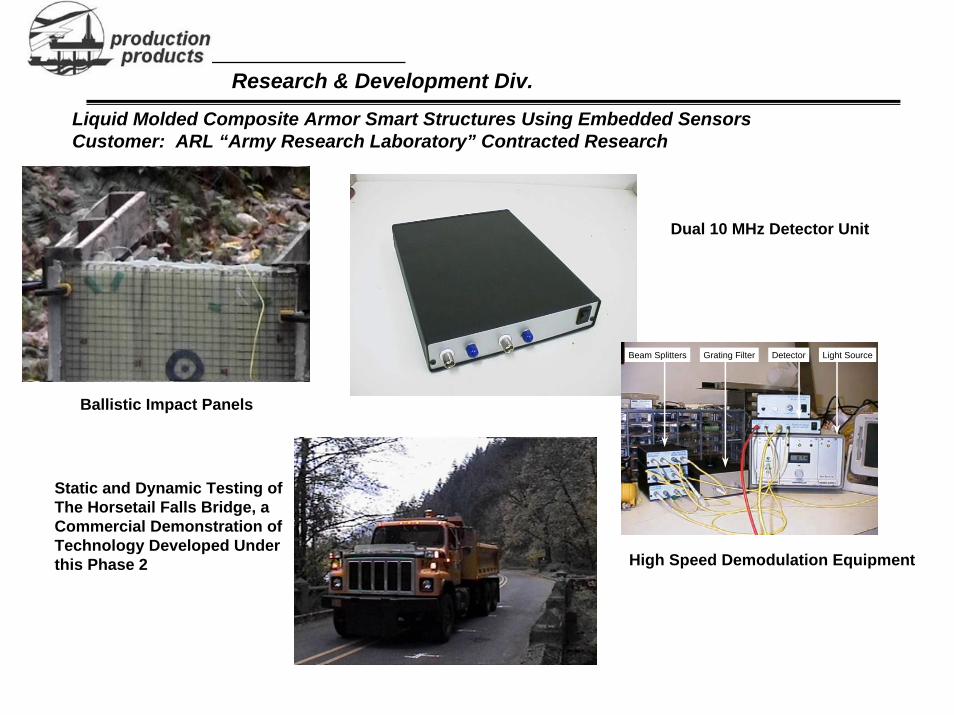
Liquid Molded Composite Armor Smart Structures Using Embedded SensorsCustomer: ARL “Army Research Laboratory” Contracted Research
Beam Splitters Grating Filter Detector Light SourceBeam Splitters Grating Filter Detector Light Source
Ballistic Impact Panels
High Speed Demodulation Equipment
Dual 10 MHz Detector Unit
Static and Dynamic Testing ofThe Horsetail Falls Bridge, aCommercial Demonstration ofTechnology Developed Underthis Phase 2
Research & Development Div.

Smart Tank Armor with Army Research LaboratoryLiquid Molded Composite Armor Smart Structures Using Embedded Sensors (Phase I and II SBIR)
Fiber Optic Sensors Embedded inThick Section Composite Armor of Tank• Intelligent Processing of Thick Composites• Identify Area of Damage and notify
the Tank Crew
Sensors Used for Staticand Dynamic Testing of the Horsetail Falls Bridge, WA
Research & Development Div.

Design & Develop F22 Nose BoomCustomer: Lockheed Fort Worth Tx.
F22 Light Weight Carbon Fiber Nose Boom
Nose Boom being Filament Wound
F22 Raptor Air Superiority Fighter
Nose Boom during Machining Process
Production Products was subcontracted toLockheed Fort Worth for the development andfabrication of filament wound Nosebooms for theF-22 and Joint Strike Fighter (JSF). Theseprograms involved process development, tooldesign, process specification, tooling fabrication,and fabrication of four Nosebooms for the F-22and two Nosebooms for the JSF. The advancedfilament winding process has been tailored forutilization of advanced materials and highmodules carbon fibers. The four nosebooms forthe F-22 and two nosebooms for the JSF havebeen completed, delivered to Lockheed, andinstalled on the aircraft. They met all customerrequirements and are currently in use on theflight test aircraft.
Research & Development Div.

Affordable High Performance Reinforced Polyurethane Shock and Vibration MountCustomer Naval Surface Warfare Center - NAVSEA SBIR Phase 1
The objective of this SBIR is to develop a lowcost high performance generic elastomericmachinery mount system which has varyingstatic and dynamic vibration properties toprovide vibration and shock isolation over awide operating load range. These mounts will becapable of meeting performance specificationsfor several mounts / load ranges as given in MIL-M-17185 (General Mount Spec.), MIL-M-17191(P-Type Mounts), MIL-M-17508 (E-TypeMounts), MIL-M-19379 (M-Type Mounts), MIL-M-19863 (5B5000 Mounts), and MIL-M-21649(5M10000 Mounts). A reinforced polyurethaneshock and vibration mount system configurationwas designed, a prototype was fabricated usingresin transfer molding and vacuum resininfusion, and its shock and vibrationperformance was analytically predicted, andtests were performed to demonstrate its ability tomeet those analytical predictions.
In Phase II we are transitioning the analyticaland experimental findings of Phase I into asecond generation prototype mount concept for afamily of mounts. We will design, fabricate, andcharacterize the static and dynamic properties ofthese mount concepts. Production Products willmanufacture mounts for sea trials by the Navyand for commercial applications.
5MMPH700Mount
5MMPH120 Mount
Research & Development Div.

Shock & Vibration Mount for Equipment and Pipe HangersAffordable High Performance Polyurethane Shock and Vibration Mitigating Mounts (Phase 2 SBIR) Naval Surface Warfare Center – Carderock Division
Mounts are used by the Navy to protect equipment on ships andSubmarines and to help lower the noise signature of the vessels.
•The Goal of program was to develop a mount that had constant frequency and consistent shock and vibration performance over alarge load range to reduce inventory requirements and to extend the life of the parts.•Numerous polyurethane materials were studied and mounts underwentMilitary specification mount testing.
The PP mount operates at 5Hz over a 0 to 450
pound range and one size replaces the current
inventory of over 30 sizes in this load range. The PP designed mounts meet
the Navy’s 2000oF Fire requirement
Research & Development Div.

Non-Invasive Communication with Embedded Sensors in CompositesCustomer: DARPA “Defense Advanced Research Project Agency” SBIR Phase 1
Pole being manufactured with embedded sensors
Light Weight Adjustable Tooling
Physical Property Testing
Modular Test Article
The objective of this program was to investigate the use of fiber optic sensor technology for monitoring composite structures. The sensor system was identified and tested in a composite utility pole demonstration article. The article was a modular, tapered glass/epoxy utility pole that had Bragg Grating Fiber Optic Sensors embedded in it.
The joint of the pole was tested in three point bend to verify it's ability to meet the requirements of a 40 foot long pole. The utility pole concept exceeded the requirements of the customer and a Phase II program was awarded.
Modular Construction
Research & Development Div.

Non-Invasive Communication with Embedded Sensors in CompositesCustomer: DARPA “Defense Advanced Research Project Agency” SBIR Phase 2
This is a Small BusinessInnovation Research Phase IIProgram that ProductionProducts was contracted byDefense Advanced ResearchProject Agency. The contract wascompleted 30 December 1997.The objective of this program wasto investigate the use of fiberoptic sensor technology formonitoring composite structures.The program identified low cost,highly reliable sensor systemsand manufacturing processes toallow for economic/widespreaduse in composite DODapplication as well as civilstructure applications. Thissystem was identified and testedin a composite utility poledemonstration article.
In Phase I of the program, thedemonstration article was amodular, tapered glass/epoxyutility pole test article that hadBragg Grating Fiber OpticSensors embedded in it. Thejoint of the pole was tested inthree point bend to verify it’sability to meet the requirementsof a 40 foot long pole. The utilitypole concept exceeded therequirements of the customer anda Phase II program was awarded.
In Phase II of this SBIR,Production completed thedevelopment and qualification ofa low cost fiber optic BraggGrating demodulation system anda modular composite utility pole.We have designed and fabricatedEducation Kits for working withBragg Gratings and demodulatingthe signal. We have designedand fabricated Stand Alone Unitsof the Bragg Grating Demodulatorfor demodulating high speedchanges in longitudinal strain ortemperature events. We havealso designed, fabricated, andqualified a 65 foot long modularcomposite utility pole thatdirectly meets the needs of theUtility Industry as well as theDoD, including the Army Corps ofEngineers. The poles haveundergone environmentalqualification tests as well asstructural tests and currently arebeing outfitted for field testing byAmaron UE. The pole developedis a unique, modular, filamentwound, composite pole designwhich is very lightweight (9-13%of a comparable size wood poleweight).
The Pole is affordable, durable,environmentally far superior, andoffers significant operationaladvantages because of it’slightweight, modularity and longlife. The unique modularityfeature allows reducedstockpiles, easy handling withsmaller work crews andequipment, and simplifiedinstallation and repair.
Pole, driven with pile driver,12’into frozen ground with no damage
65’ Pole being tested
Pole passes class 1 testfor Utility Poles
Installed Fiber Optic Sensors
Research & Development Div.

Modular 65’ Composite Utility PoleNon-Invasive Communication with Embedded Sensors in Composites Program (Phase I and II SBIR)Advanced Research Project Agency (ARPA)
1200 Pounds Deflection
Deflection at 2812 pounds
Pile Driven in Frozen Ground
85% Lighter Than WoodNonconductive, Non-corrosive, NontoxicResistant to Animals and BirdsResistant to Air PollutantsCost Competitive for over 40’ polesLow Cost Filament WindingModular for Easy Handling Benign Failures – Tested at Production ProductsSmart Sensor Tailorable
Filament Wound Constructionallows the fieres to be orientedgo give maximum strength
Research & Development Div.
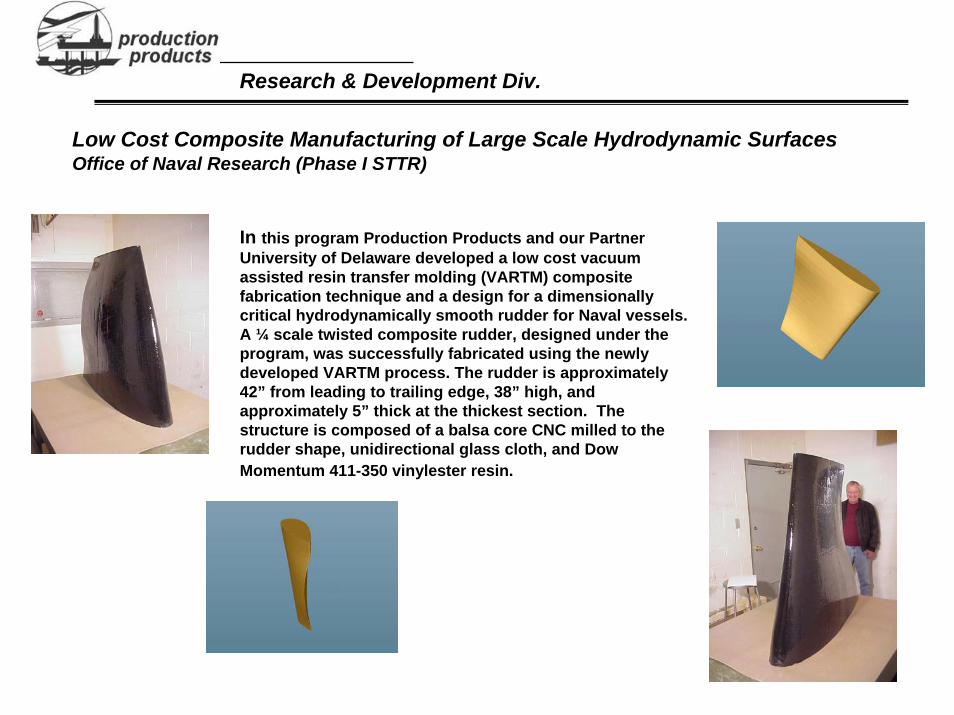
Low Cost Composite Manufacturing of Large Scale Hydrodynamic SurfacesOffice of Naval Research (Phase I STTR)
In this program Production Products and our Partner University of Delaware developed a low cost vacuum assisted resin transfer molding (VARTM) composite fabrication technique and a design for a dimensionally critical hydrodynamically smooth rudder for Naval vessels. A ¼ scale twisted composite rudder, designed under the program, was successfully fabricated using the newly developed VARTM process. The rudder is approximately 42” from leading to trailing edge, 38” high, and approximately 5” thick at the thickest section. The structure is composed of a balsa core CNC milled to the rudder shape, unidirectional glass cloth, and Dow Momentum 411-350 vinylester resin.
Research & Development Div.

Filament Wound “Tuning Fork Housing” for Submarine Sonar Towed ArrayDeveloped for Lockheed to be used on the Los Angeles Class Attack Submarines
The objective of the program was to develop a housing with zero void content to house the Tuning Fork on the AdvancedTowed Sonar Array (voids distort the signature quality). This Array is capable of detecting ships at a distance of over 1000miles. The Array is extended from the rear of the submarineand is 1.25 miles in length.
Los Angeles 688 Class Submarine
Towed Array Deployed
Research & Development Div.

SOCOM Mark V Advanced Composite CanopyContracted Research with the Office of Naval Research (ONR)
The objective of the program was to develop a lightWeight, high strength composite forward canopycombined with a soft rear canopy that was capableof providing Chemical/Biological protection to the crew members.
SOCCOM Mark V
Research & Development Div.

Chemical/Biological (CB) Protected Mobile Maintenance SheltersAir Force Research Laboratories USAF/AFMC (Phase I SBIR)
In Phase I, Production Products developed the design concept for the CB Maintenance Shelter (CAB-MS). Thisshelter enables Air Force ground crews to service fighter aircraft in a mobile enclosure that can be quickly positioned to allow the aircraft to be parked in an environment that is protected from Chemical and Biological (CB) contamination. For this design, the aircraft will fit completely into the shelter. This design allows for incorporating a CB resistant shelter material, CB overpressure filtration unit, recirculation filtration unit, HVAC equipment, closures, and adaptable hydraulic ballast interfacing mechanism to seal to the tarmac or floor making the shelter airtight and able to be over-pressurized. The shelter also contains a main aircraft door, an airlock for personnel entry and exit, windows, lighting, power outlets, and structural airbeams. To demonstrate the feasibility of the CAB-MS Concept, subscale test components were fabricated and pressure tested. The units were used to verify the adaptive seals ability to seal theshelter when subjected to overpressure. The test results approached the target operation pressure of 0.5 iwg. The second test shelter was able to reach .45 iwg. There are still some design changes that need to be made to minimize leakage at the seal of the shelter to the tarmac, but Phase I verification testing proved the concept viable for use as the CAB-MS. In the Phase II program, the necessary design changes will be incorporated into the full scale system and it will be prototyped and tested for verification.
Research & Development Div.

Light Weight Bump Through Door System for Military CB Protective SheltersAir Force Directed R&D Program
The Goal of the program was to develop a Bump “Through Door System” for usein current CB protected shelter systems that is light weight, provides an effectiveseal to prevent excessive leakage, and easy to install & use.
Reduced WeightReduced Pack VolumeImproved TransportabilityReduced Leak Rate
Tested to Meet RigidMilitary Specifications
Light Weight CompositeConstruction
Research & Development Div.

Elimination of Wood Dunnage in ISO Containers and Combat Ship Cargo Holds (Phase I SBIR) FISC Norfolk
Shipboard Reusable Dunnage System for Ship Holds (SRDS)
Hard Surface Airbag System
In Phase I, Production Products worked on developing a bracing system to reduce the huge TOC associated with blocking and bracing ordnance loads for intra-station and over-the-road land transportation and stowage aboard CLF ships. In this program we developed innovative advanced composite structural concepts to provide a bracing system that will be launched off of the existing legacy CLF fleet ordnance cargo hold track system and the floor to ceiling stanchions. No alterations are required to the metal tracks, and there is no reduction in the capabilities of the present system as in accommodation of varied cargo sizes and shapes. We also developed and demonstrated a hard surfaced airbag system to replace dunnage used during land transportation of cargo. This low cost concept is applicable to the ISO containers to allow intermodal shipping of the cargo with no damage to the cargo during truck to rail transfer and vice versa.
Research & Development Div.

Affordable Polymeric Composite Material & Synthesis ProgramCustomer: DARPA “Defense Advanced Research Project Agency”
The Defense Advanced Research Project Agency (DARPA), contracted ProductionProducts to develop an intelligent manufacturing process for the manufacture ofaffordable large polymeric composite structures. The goal of the Production Productsportion of the program was to develop concrete filled composite wrapped tubes that arestructural for increasing the strength of concrete bridge structures. The first set ofdeliverables were filament wound tubes (2” dia. x 4” long) (glass and carbon/epoxy) formaterial characterization studies of the composi-wrap process. The tubes were filled withconcrete and compression tested, at Washington University, to determine the optimumspecimen configuration and to verify the process. The composi-wrap specimens wereable to achieve a ten fold increase in compression strength over the concrete onlyspecimens. The second set of articles fabricated were much larger (12” diameter x 8’long). These were filament wound with carbon/epoxy and embedded with Bragg GratingFiber Optic Sensors using techniques developed by Production Products. WashingtonUniversity filled them with concrete. The flexure specimen (12” dia. x 8’ long) were testedat Washington University and the compression specimens (12” dia. x 2’ and 4’ long) atUniversity of Illinois. The strain measurements from the sensors were monitored by NRL.At completion of this program, the Composi-wrap Process was verified and modeled andis currently being planned for production bridge programs. Also, the use of fiber opticsensors in civil structures was proven and shown to be amenable to compositeprocessing.
Fiber Optic Sensorsbeing installed
12” Carbon Fiber Tube
2” Sample FW Tubes
Flat Panel Fabrication Typical Failure of CompositeWrap Concrete Filled Tubing
University Of Illinois3,000,000# Press
The 4’ Concrete filled Carbon Tube did not fail
Research & Development Div.

Elastomeric Composite BumpersCustomer: NSWC “Naval Surface Warfare Center” SBIR Phase 1
In this program Production Products isunder contract to Naval Surface WarfareCenter - Carderock Division to design anddevelop novel marine impact bumpers fordual use military and commercial marketsusing highly abrasion resistant and damagetolerant elastomeric matrix composites.These materials have unique properties withsignificant potential for use in impactapplications including bumpers for ships,moorings in shipyards and commercialmarinas.
In Phase I we have designed, manufactured,and structurally evaluated a new elastomericmatrix composite (EMC) bumper system withsignificantly improved energy dissipationand the ability to minimize loading on a shiphull during docking. Multiple energyabsorbing systems including the EMCbumper structure, thepneumatic/foam/hydraulic system in thebumper, and supporting tension tubes canbe engineered for any bumper designrequirements to produce an optimum loadstroke curve. In Phase I, we havedemonstrated the potential for improvementin energy absorption capability with ourprototype over conventional systems.
In Phase II, we will be tailoring the design ofthe EMC bumpers to meet any bumperdesign requirements with the load strokecurve optimized and hull load minimized. Wewill then design, manufacture, andstructurally evaluate a full scale EMC fender.These full scale articles will also undergostructural and marine field tests to qualifythem for commercialization.
Life Cycle Test StandBumper being manufactured
Finished Bumper Bumper Compression Test
Bumper during Life Cycle Test
Research & Development Div.
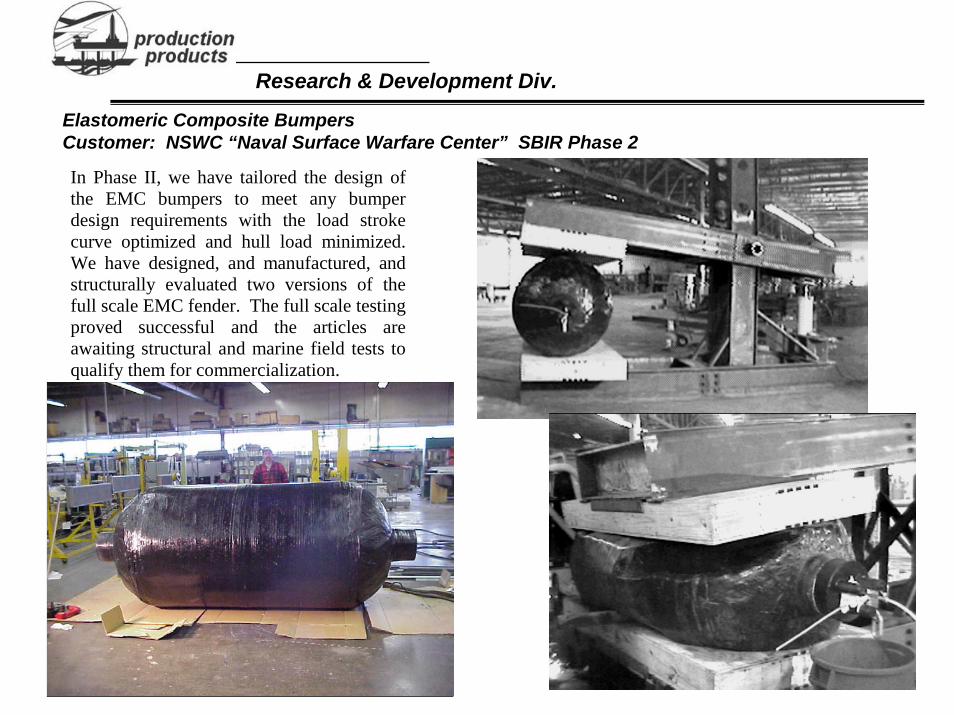
Elastomeric Composite BumpersCustomer: NSWC “Naval Surface Warfare Center” SBIR Phase 2
In Phase II, we have tailored the design ofthe EMC bumpers to meet any bumperdesign requirements with the load strokecurve optimized and hull load minimized.We have designed, and manufactured, andstructurally evaluated two versions of thefull scale EMC fender. The full scale testingproved successful and the articles areawaiting structural and marine field tests toqualify them for commercialization.
Research & Development Div.

Composite Wicket Gate ProgramCustomer: US Army Corps of Engineers
Production Products was subcontracted toMcDonnell Douglas on this program, which issponsored by the Army Corps of Engineers.Under this program the first prototype compositewicket gate was developed and fabricated fortest in the Ohio River. Production Productsperformed final assemble and delivery of thegate. This program is a prime example of acost effective application of composites in civilstructures. Handling, machining, drilling,adhesive bonding, assembly, and inspection oflarge (nine feet by twenty-five feet) compositestructures was demonstrated by ProductionProducts.
Wicket Gate Installed inOhio River
Wicket Gate installation
Wicket Gate during assembly Wicket Gate During Transport Gate Actuator
Research & Development Div.
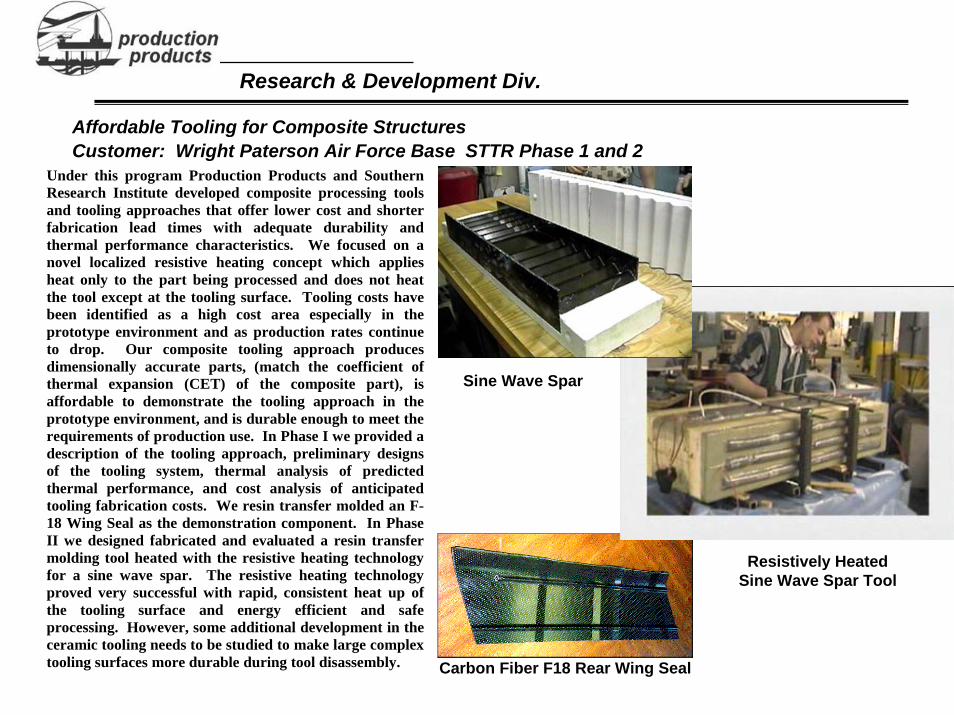
Affordable Tooling for Composite Structures Customer: Wright Paterson Air Force Base STTR Phase 1 and 2
Carbon Fiber F18 Rear Wing Seal
Rear View of Prepreg Stiffiners
Under this program Production Products and SouthernResearch Institute developed composite processing toolsand tooling approaches that offer lower cost and shorterfabrication lead times with adequate durability andthermal performance characteristics. We focused on anovel localized resistive heating concept which appliesheat only to the part being processed and does not heatthe tool except at the tooling surface. Tooling costs havebeen identified as a high cost area especially in theprototype environment and as production rates continueto drop. Our composite tooling approach producesdimensionally accurate parts, (match the coefficient ofthermal expansion (CET) of the composite part), isaffordable to demonstrate the tooling approach in theprototype environment, and is durable enough to meet therequirements of production use. In Phase I we provided adescription of the tooling approach, preliminary designsof the tooling system, thermal analysis of predictedthermal performance, and cost analysis of anticipatedtooling fabrication costs. We resin transfer molded an F-18 Wing Seal as the demonstration component. In PhaseII we designed fabricated and evaluated a resin transfermolding tool heated with the resistive heating technologyfor a sine wave spar. The resistive heating technologyproved very successful with rapid, consistent heat up ofthe tooling surface and energy efficient and safeprocessing. However, some additional development in theceramic tooling needs to be studied to make large complextooling surfaces more durable during tool disassembly.
Sine Wave Spar
Resistively HeatedSine Wave Spar Tool
Research & Development Div.
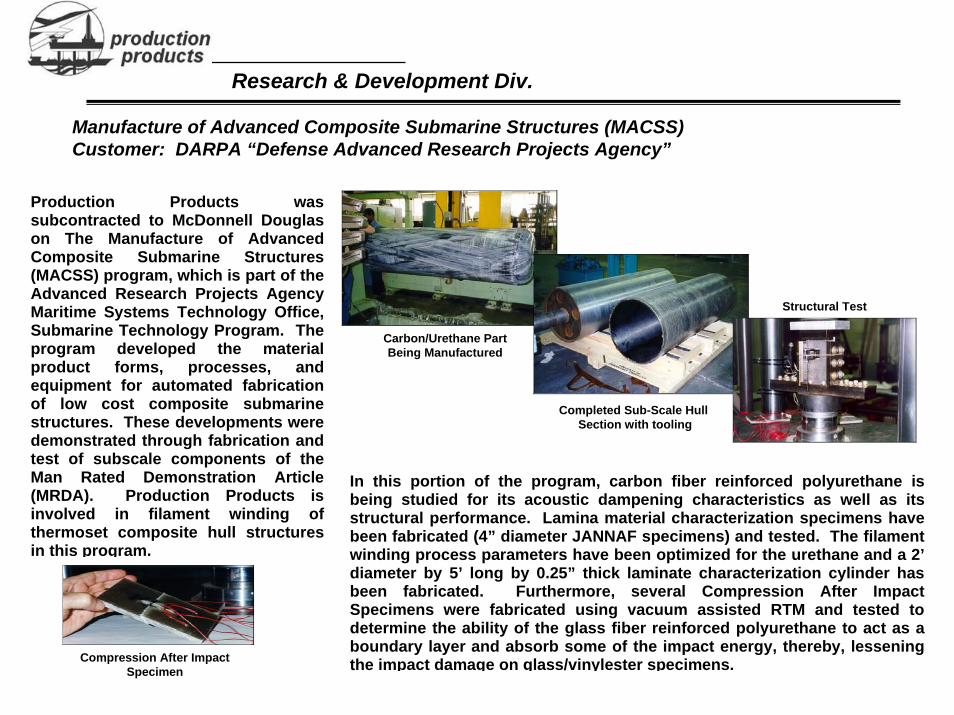
Manufacture of Advanced Composite Submarine Structures (MACSS)Customer: DARPA “Defense Advanced Research Projects Agency”
Structural Test
Carbon/Urethane PartBeing Manufactured
Completed Sub-Scale Hull Section with tooling
In this portion of the program, carbon fiber reinforced polyurethane isbeing studied for its acoustic dampening characteristics as well as itsstructural performance. Lamina material characterization specimens havebeen fabricated (4” diameter JANNAF specimens) and tested. The filamentwinding process parameters have been optimized for the urethane and a 2’diameter by 5’ long by 0.25” thick laminate characterization cylinder hasbeen fabricated. Furthermore, several Compression After ImpactSpecimens were fabricated using vacuum assisted RTM and tested todetermine the ability of the glass fiber reinforced polyurethane to act as aboundary layer and absorb some of the impact energy, thereby, lesseningthe imCompression After Impact
Specimen pact damage on glass/vinylester specimens.
Production Products wassubcontracted to McDonnell Douglason The Manufacture of AdvancedComposite Submarine Structures(MACSS) program, which is part of theAdvanced Research Projects AgencyMaritime Systems Technology Office,Submarine Technology Program. Theprogram developed the materialproduct forms, processes, andequipment for automated fabricationof low cost composite submarinestructures. These developments weredemonstrated through fabrication andtest of subscale components of theMan Rated Demonstration Article(MRDA). Production Products isinvolved in filament winding ofthermoset composite hull structuresin this program.
Research & Development Div.

Low Cost, Out-of Autoclave Composite Manufacturing ProcessCustomer: NASA “National Aeronautical Space Administration” SBIR Phase 1
This is a Small BusinessInnovation Research Program thatProduction Products wascontracted by NASA Langley. Theobjective of the program was toperform a study of thermosetcomposite materials, out-of-autoclave manufacturingprocesses, tooling concepts, andequipment, which will then bedeveloped and productionized toprovide NASA and our militaryand commercial customers withlow cost, high performancecomposite structures. We utilizedthermoset resins which could becured at low temperature and withnovel processing methods.
We outfitted our McClean Anderson 6 Axisfilament winding machine with a resininjection system that will allow for minimizedresin scrap during filament winding, willimprove the resin wet-out of the tow, and willallow for resin cure advancement to minimizepart processing time and optimize plyconfiguration possibilities. Furthermore,material scrap will be minimized, plyorientation will be more controlled, and curetime will be decreased. We alsodemonstrated cure advancement of thematerial prior to winding onto the mandrel,decreasing the processing time required tocure the parts.
Material Feed System
Part being manufactured with RIH Process Resin Injection Head
Resin Injection Head Installed
Research & Development Div.

Composite Scrap Reclamation ProgramCustomer: US Navy
Scrap Material from Boeing Production Line Being Separated
Regrind Station
Scrap Reclamation Production l line
Under the Program ProductionProducts was tasked by the Navy todevelop a process to take uncuredcomposite material and recycle it.Carbon Prepreg was collected fromthe Boeing St. Louis compositedepartment and shipped toProduction Products. The materialwas taken directly from the “trashcans” in Boeing’s composite area, nospecial attempt was made to keep itclean. In addition to contaminationthe material was in various stages ofcuring since it was not keptrefrigerated. We developed a matrixwhich dictated the process underwhich the material could be used.Parts were successfullymanufactured for the Apache GroundSupport Kit, and Housings for control
Demonstration Tooling & PartMade from Recycled Material
panels.
Research & Development Div.

Alternate Heating Technology for Thermoplastic Composites & Adhesive Bond ProcessingCustomer: ONR “Office of Naval Research” SBIR Phase 1 & Phase 2
Thermoplastic Oven Enclosure
ATBW Advanced TechnologyBun Warmer
Thermoplastic Fiber PlacementComponent Being Manufactured
In Phase I Production Products Manufacturing & Sales(PPMS) has developed focused / directed energy heatingtechniques for the processing of thermoplasticcomposites and adhesive bonds with the support of oursubcontractor Southern Research Institute (SRI) andour aerospace mentor McDonnell Douglas Aerospace.SRI’s Development of graphite fabric heating elementshas broad applicability to low cost integrally heatedtools, thermoforming cells and filament winding asdemonstrated by PPMS and SRI in Phase I. Use ofdirected energy to heat only the polymer in thecomposite or the bond line eliminates the need forexpensive, high-temperature bagging materials,sealants, tooling, and equipment and also allowsthermoplastic bonding/repair with low temperaturesubstrates, such as epoxy matrix composites oraluminum. In Phase I, Production Products hasdemonstrated the feasibility and physics understandingof directed energy heating for thermoplastic compositeand adhesive bond processing. In Phase II wedemonstrated scale-up of these fabrication methods infabrication of a thermoforming tooling cell forfabrication of a thermoplastic Navy Director RoomHatch. Also, an integrally heated filament winding tooland filament winding tow-heating head was developedfor fabrication of a filament-wound thermoplasticcomposite Advanced Amphibious Armored VehicleDrive Shaft.
IR Camera Monitoring Cure Cycle
Integral Heated Thermoplastic Tooling in operation
Research & Development Div.
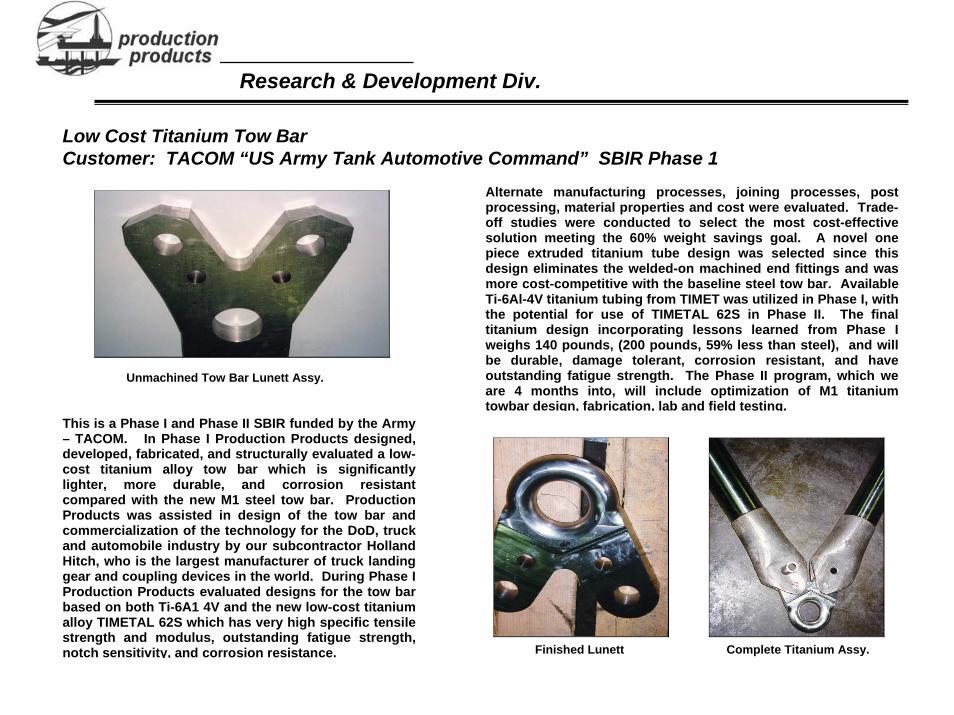
Low Cost Titanium Tow BarCustomer: TACOM “US Army Tank Automotive Command” SBIR Phase 1
This is a Phase I and Phase II SBIR funded by the Army– TACOM. In Phase I Production Products designed,developed, fabricated, and structurally evaluated a low-cost titanium alloy tow bar which is significantlylighter, more durable, and corrosion resistantcompared with the new M1 steel tow bar. ProductionProducts was assisted in design of the tow bar andcommercialization of the technology for the DoD, truckand automobile industry by our subcontractor HollandHitch, who is the largest manufacturer of truck landinggear and coupling devices in the world. During Phase IProduction Products evaluated designs for the tow barbased on both Ti-6A1 4V and the new low-cost titaniumalloy TIMETAL 62S which has very high specific tensilestrength and modulus, outstanding fatigue strength,notch sensitivity, and corrosion resistance.
Alternate manufacturing processes, joining processes, postprocessing, material properties and cost were evaluated. Trade-off studies were conducted to select the most cost-effectivesolution meeting the 60% weight savings goal. A novel onepiece extruded titanium tube design was selected since thisdesign eliminates the welded-on machined end fittings and wasmore cost-competitive with the baseline steel tow bar. AvailableTi-6Al-4V titanium tubing from TIMET was utilized in Phase I, withthe potential for use of TIMETAL 62S in Phase II. The finaltitanium design incorporating lessons learned from Phase Iweighs 140 pounds, (200 pounds, 59% less than steel), and willbe durable, damage tolerant, corrosion resistant, and haveoutstanding fatigue strength. The Phase II program, which weare 4 months into, will include optimization of M1 titaniumtowbar design, fabrication, lab and field testing.
Finished Lunett
Unmachined Tow Bar Lunett Assy.
Complete Titanium Assy.
Research & Development Div.

Low Cost Titanium Tow BarCustomer TACOM “US Army Tank Automotive Command” SBIR Phase 2
This was a Phase II SBIR funded by ArmyTank- Automotive and Armaments Command(TACOM). In Phase II Production Productsdesigned, developed, fabricated, and structurallytested a low-cost titanium alloy tow bar which issignificantly lighter, more durable, andcorrosion resistant compared with the new M1steel tow bar. During Phase I ProductionProducts evaluated designs for the tow bar basedon both Ti-6A1 4V and the new titanium alloyTIMETAL 62S. Alternate manufacturingprocesses, joining processes, post processing,material properties and cost were evaluated.Trade-off studies were conducted to select themost cost-effective solution meeting the 60%weight savings goal. A novel one piece extrudedtitanium tube design, which eliminates thewelded-on machined end fittings, was fabricatedand tested in Phase I. The final titanium design,which is a modular cast design incorporatinglessons learned from Phase I, weighs 140 pounds,(200 pounds, 59% less than steel), and will bedurable, damage tolerant, corrosion resistant,and have outstanding fatigue strength. Themodular cast tow bar components were HotIsostatically Pressed. The tow Bar assemblywas successfully structurally tested and wasprovided to TACOM for field evaluation. Cast Titanium Clevis
Assembled Tow Bar
Tow Bar in Test Set-Up
Cast Titanium Lunette
Research & Development Div.

Research & Development Div.





























