-
Research ArticleGrinding Parameter Optimization
ofUltrasound-Aided Electrolytic in Process Dressing forFinishing
Nanocomposite Ceramics
Fan Chen, Bo Zhao, Xiao-feng Jia, Chong-yang Zhao, and Jing-lin
Tong
School of Mechanics and Power Engineering, Henan Polytechnic
University, Jiaozuo 454003, China
Correspondence should be addressed to Bo Zhao;
[email protected]
Received 9 April 2016; Revised 26 June 2016; Accepted 15 August
2016
Academic Editor: Yuri Vladimirovich Mikhlin
Copyright © 2016 Fan Chen et al.This is an open access article
distributed under theCreativeCommonsAttribution License,
whichpermits unrestricted use, distribution, and reproduction in
any medium, provided the original work is properly cited.
In order to achieve the precision and efficient processing of
nanocomposite ceramics, the ultrasound-aided electrolytic in
processdressingmethod was proposed. But how to realize grinding
parameter optimization, that is, themaximum processing efficiency,
onthe premise of the assurance of best workpiece quality is a
problem that needs to be solved urgently. Firstly, this research
investigatedthe influence of grinding parameters on material
removal rate and critical ductile depth, and their mathematic
models based onthe existing models were developed to simulate the
material removal process. Then, on the basis of parameter
sensitivity analysisbased on partial derivative, the sensitivity
models of material removal rates on grinding parameter were
established and computedquantitatively byMATLAB, and the key
grinding parameter for optimal grinding process was found. Finally,
the theoretical analyseswere verified by experiments: thematerial
removal rate increaseswith the increase of grinding parameters,
including grinding depth(𝑎𝑝), axial feeding speed (𝑓𝑎), workpiece
speed (𝑉𝑤), and wheel speed (𝑉𝑠); the parameter sensitivity of
material removal rate wasin a descending order as 𝑎𝑝 > 𝑓𝑎 >
𝑉𝑤 > 𝑉𝑠; the most sensitive parameter (𝑎𝑝) was optimized and it
was found that the bettermachining result has been obtained when 𝑎𝑝
was about 3.73 𝜇m.
1. Introduction
Nanocomposite ceramics is composite that at least one of
itsphases is at nanoscale size, and this substance has revealedthat
it is suitable as an alternative to overcome limitations
ofmicrostructure and being monolithic, while posing prepara-tion
challenges related to the control of elemental composi-tion and
stoichiometry in the nanocluster phase. They havebeen used for
getting better physical properties, such as a highstrength at high
temperatures, show low thermal expansion,have good wear resistance,
and are chemically inert, whichare superior to conventional
microscale composites and canbe synthesized using simple and
inexpensive technique [1].As a result, this material has become a
popular research topicinmilitary, aerospace, precise instruments,
andmachine-toolindustries, but the applications for it have been
impeded byhigh finishing costs and by damage caused during the
finish-ing process due to the material’s brittleness, poor
uniformity,
low reliability, and lowmalleability [2].Therefore,
developingcost-effective nanocomposites ceramic machining
techniquecan significantly broaden its possible applications. To
solvethe problem, researchers have examined many ultrapre-cise
machining methods, such as prestressed machining,ELID grinding,
magnetic abrasive polishing, and ultrasonicvibration machining
[3–7]. Currently, ELID grinding andultrasonic vibration-aided
grinding are considered to befairly mature methods. ELID grinding
can obviously increasegrinding efficiency, but in general the
influence degree israther limited. However, ultrasonic
vibration-aided grindingcan improve surface quality and grinding
efficiency, but itsabrasive grains cannot retain sharpness during
grinding. Sowe proposed the ultrasound-aided electrolytic in
processdressing (U-ELID grinding) to combine the benefits of
thesetwo methods [8].
A common problem for grinding is that the choiceof process plan
still counts on traditional trial cutting and
Hindawi Publishing CorporationMathematical Problems in
EngineeringVolume 2016, Article ID 7896035, 13
pageshttp://dx.doi.org/10.1155/2016/7896035
-
2 Mathematical Problems in Engineering
fa
Vs
A, f
Diamond grain
Diamond grain
Plastic deformationarea
Workpiece
Indentation zone
Vw
2CL
Brittle fracture area
2aOxidation film
Ch
hd
a pc
a pc
P
Workpiece
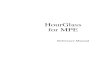
Figure 1: Motion state of a grain on diamond wheel in U-ELID
grinding.
empirical method, which heavily rely on the field
engineer’sexperiences, and is poor in processing efficiency and
flexibil-ity [9]. The U-ELID grinding system is complex because
ofinterdependence of ultrasonic vibration and ELID grinding,the
processing can be affected by many conditions, andthe processing
parameters have difficulty realizing real-timemonitoring precisely.
So the manufacturer is always puzzledhow to choose a best process
plan of grinding process.How to realize the overall improvement of
grinding quality,the maximization of economic benefits, and the
biggest useof machining capacity, that is, the maximum
processingefficiency being realized on the premise of the
assuranceof best workpiece quality, is a problem that cannot waitto
be solved [10]. Therefore, the material removal rate andcritical
ductile depth models for the U-ELID grinding weredeveloped based on
the principle of grinding and the existingmaterial removal models,
and the effects degree modelsof various grinding parameters were
obtained by partialderivative. Finally the experiments have proved
the reliabilityof these models, and the rational process parameters
havebeen determined, which can be used to optimize otherparameters
and guide machining in the U-ELID grinding fornanocomposite
ceramics.
2. Theoretical Analysis about GrindingParameter Optimization
In the U-ELID grinding, the motion state of a grain ondiamond
wheel and the interaction process of a grain andworkpiece were
shown in Figure 1. Parameter optimizationis to realize the maximum
processing efficiency on thepremise of the assurance of best
workpiece quality, whichshould mainly include two parts: machining
efficiency and
machining quality. As the critical ductile depth has a
greaterimpact on both material removal rate and machining
surfacequality, it was necessary to theoretically analyze it in
detailwhen optimizing grinding parameter.
2.1. Critical Ductile Depth. From Figure 1, we can see that
theinteraction process between a grain and workpiece is similarto
an indentation experiment. So, assuming the workpiecematerial is
rigid-plastic, the relationship between contactforce (𝑃) and
feature size (2𝑎) on the indentation experimentcan be expressed as
follows [11]:
𝑃 = 𝜉 ⋅ 𝐻V ⋅ 𝑎2. (1)
In Figure 1, the material damage is controlled by
plasticdeformationwhen the external load (P) is less than the
criticalductile depth (𝑃𝑐), and at the moment the ductile mode
isthe main material removal method, as shown in the regionwhich was
bounded by green circle. However, when the loadincreases more than
the critical ductile depth, more portionsof material were removed
by crack propagation. Moreover,Bifano et al. [12] found that there
is a radial crack at thebottom of the plastic deformation zone, and
it expands inreach; during unloading, under the combined action of
localplastic deformation and the stress field, the transverse
crackappears and extends forward until it reaches the
workpiecesurface to form the partial peeling block when
satisfyingthe transversal crack expanding condition, as shown
theregionwhichwas bounded by green circle and carmine
circle.Wilshaw et al. [13] also described that having an
externalload that is higher than the critical ductile depth can
lead
-
Mathematical Problems in Engineering 3
to crack propagation and brittle fractures, and the
criticalductile depth can be expressed as follows:
𝑃𝑐 = 𝜆0𝐾𝐼𝐶 (𝐾𝐼𝐶
𝐻V)
3
. (2)
According to the grinding working principle, we learnedthe
vertical load is determined by indentation depth orgrinding depth.
From Figure 1, the actual grinding depth canbe written as
𝑎 = 𝑎
𝑝𝑐⋅ tan 𝜃. (3)
In an indentation experiment there are all the contactsurfaces
of diamond indenter in close contact with specimen,but in machining
there are only about half. So the criticalindentation depth or the
critical ductile depth of singlediamond grit can be obtained.
𝑎
𝑝𝑐=
𝐾2
𝐼𝐶
𝐻2V tan 𝜃
√
2𝜆0
𝜉
. (4)
Equation (4) was obtained in the static condition. Indynamic
grinding, it was subjected to the complicated inter-mitted
machining and there was a great impact when thegrit hit the
workpiece, so the wearing surface differed inshape and size
compared with that in the static condition,and (4) cannot reflect
the real response. Since the dynamiccharacteristic is influenced by
many factors in the U-ELIDgrinding such as ultrasonic and grinding
parameters, in orderto simplify the analytical process, the
specific impacts ofdynamic parameters on dynamic fracture toughness
have notbeen further analyzed, but the total impact was considered
byintroducing one coefficient (𝐾𝑑). So, in the dynamic grinding,(4)
can be rewritten as follows:
𝑎
𝑝𝑐= 𝐾𝑑 ⋅
𝐾2
𝐼𝐶
𝐻2V tan 𝜃
√
2𝜆0
𝜉
. (5)
ELID, namely, electrolytic in-process dressing, can
ensurein-process diamond wheel dressing by the combined effect
ofboth the wheel wear and electrolysis, which not only relatesto
grindingwheel surface topography and grinding depth, butalso
influences the shape accuracy and the surface quality ofworkpiece
[14].Therefore, when the critical ductile depth wasanalyzed, it was
necessary to consider the combined effectin ELID grinding. Because
the combined effect can reach adynamic equilibrium, the wheel mass
loss can be representedby the electrolyte content.Using the
principle of Faraday’s law,through simple integration, the
electrolyte content (𝑉V) can bewritten:
𝑉V = 𝜂𝑀 ⋅ 𝐼 ⋅ 𝑡
𝑧 ⋅ 𝐹 ⋅ 𝜌
. (6)
Oxidation film on grinding wheel surface was formedby the
product produced in the electrolysis and plays animportant role in
the ELID grinding [15]. The thickness ofoxidation film (ℎ𝑑) can be
expressed as follows [8]:
ℎ𝑑 =𝑉V
𝐴𝑎
= 𝜂
𝑀 ⋅ 𝐼 ⋅ 𝑡
𝑧 ⋅ 𝐹 ⋅ 𝜌 ⋅ 𝐴𝑎
=
𝜂 ⋅ 𝑀 ⋅ 𝑡 ⋅ 𝑈 ⋅ 𝐴𝑐
𝑧 ⋅ 𝐹 ⋅ 𝜌 ⋅ 𝐴𝑎 ⋅ 𝑅
. (7)
From Figure 1, we could find the relationship betweengrinding
depth and thickness of oxidation film. Based onthese formulas, the
actual critical ductile depth can beexpressed as follows:
𝑎
𝑝𝑐= 𝑎𝑝𝑐 − ℎ𝑑
= 𝐾𝑑 ⋅
𝐾2
𝐼𝐶
𝐻2V ⋅ tan 𝜃
√
2𝜆0
𝜉
−
𝜂 ⋅ 𝑀 ⋅ 𝑡 ⋅ 𝑈 ⋅ 𝐴𝑐
𝑧 ⋅ 𝐹 ⋅ 𝜌 ⋅ 𝐴𝑎 ⋅ 𝑅
.
(8)
Similarly, the actual grinding depth can be written as
𝑎
𝑝= 𝑎𝑝 −
𝜂 ⋅ 𝑀 ⋅ 𝑡 ⋅ 𝑈 ⋅ 𝐴𝑐
𝑧 ⋅ 𝐹 ⋅ 𝜌 ⋅ 𝐴𝑎 ⋅ 𝑅
. (9)
2.2. Material Removal Rate. In summary, there were twokinds of
material removal: ductile mode and brittle fracturemode [16]. From
Figure 1, according to the reference materi-als, the material
removal rate can be expressed as [8].
𝑀𝑟 = 𝑁𝑑 ⋅ 𝑉 ⋅ 𝑆 =
{{{{{{{{
{{{{{{{{
{
𝐶𝑠 ⋅ tan 𝜃 ⋅ 𝑓𝑎 ⋅ 𝑎2
𝑝⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒 ⋅ (
𝑉𝑠
𝑉𝑤
)
𝐶𝑔
⋅[
[
tan−1(𝑉𝑤
𝑉𝑠
√
𝑎
𝑝
𝑑𝑠𝑒
)]
]
𝐶𝑔
⋅ √𝑉2𝑥+ 𝑉2𝑦
𝑎
𝑝< 𝑎
𝑝𝑐
𝐶𝑠 ⋅𝜋
2
⋅ 𝐶𝐿 ⋅ 𝐶ℎ ⋅ 𝑓𝑎 ⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒 ⋅ (
𝑉𝑠
𝑉𝑤
)
𝐶𝑔
⋅[
[
tan−1(𝑉𝑤
𝑉𝑠
√
𝑎
𝑝
𝑑𝑠𝑒
)]
]
𝐶𝑔
⋅ √𝑉2𝑥+ 𝑉2𝑦𝑎
𝑝> 𝑎
𝑝𝑐.
(10)
Suppose the diamond grit was adequate stiff and the workmaterial
was an isotropic composite during machining. Themovement track of
one diamond grit on a part of workpiecewas established in theU-ELID
grinding, as shown in Figure 2.The cutting trace of single diamond
grit in U-EILD grindingwas marked in red curve and its velocity
equation of the
diamond grit in U-EILD grinding can be represented
asfollows:
𝑉𝑥 = 𝑉𝑠 − 𝑉𝑤,
𝑉𝑦 = 𝐴 ⋅ 𝜔 ⋅ cos (𝜔 ⋅ 𝑡 + 𝜑) + 𝑓𝑎.(11)
-
4 Mathematical Problems in Engineering
A, fWorkpiece
Grit
fa
ap
Vw
Cutting trace
Vs
O
y
x
Figure 2: Cutting trace of a diamond grit in U-EILD
grinding.
In the U-ELID grinding, geometrically generating inter-action
between grits and workpiece surface was differentfrom that in the
ordinary ELIDgrinding.Thiswas because theeffect by the axial
ultrasonic vibration of grinding wheel andthe interaction of
adjacent grains had a proportionately largerimpact on it. According
to movement equation under U-ELID grinding and ELID grinding, using
MATLAB, Figure 3shows the difference.
From Figure 3, the movement track was a spiral line andnot to
interfere with another in the normal ELID grinding,
Adjacent grit in U-ELID grindingAdjacent grit in ELID
grinding
Single grit in U-ELID grindingSingle grit in ELID grinding
1020
A, ffa
−40−30
−20−10
0
0−10
−20
−0.08−0.07−0.06−0.05−0.04−0.03−0.02−0.01
00.010.02
Z(m
m)
Y (mm)X (mm
)
Figure 3: Cutting trace of single abrasive grains in axial
directionwith ultrasonic vibration.
but it was a sinusoid along the spiral and intervened with
thatof other adjacent grits in theU-ELID grinding. In
theU-ELIDgrinding, many sinusoids overlapped seriously and
formedthe interlaced situation, increasing the removal volume
ofworkpiece, which was the fundamental reason for the ultra-sonic
grinding being able to greatly increase the machiningefficiency.
Therefore, the weight coefficient (𝐾𝑚) was intro-duced in order to
consider the influence of the ultrasonicvibration, and the material
removal rate can be rewritten as
𝑀𝑟 = 𝐾𝑚 ⋅ 𝑁𝑑 ⋅ 𝑉 ⋅ 𝑆
=
{{{{{{{{{{{{
{{{{{{{{{{{{
{
𝐾𝑚 ⋅ 𝐶𝑠 ⋅ tan 𝜃 ⋅ 𝑓𝑎 ⋅ 𝑎2
𝑝⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒 ⋅ (
𝑉𝑠
𝑉𝑤
)
𝐶𝑔
⋅[
[
tan−1(𝑉𝑤
𝑉𝑠
√
𝑎
𝑝
𝑑𝑠𝑒
)]
]
𝐶𝑔
⋅ √(𝑉𝑠 − 𝑉𝑤)2+[
[
[
𝐴 ⋅ 𝜔 ⋅ cos(𝜔 ⋅√𝑎𝑝⋅ 𝑑𝑠𝑒
𝑉𝑠
+ 𝜑) + 𝑓𝑎
]
]
]
2
𝑎
𝑝< 𝑎
𝑝𝑐
𝐾𝑚 ⋅ 𝐶𝑠 ⋅𝜋
2
⋅ 𝐶𝐿 ⋅ 𝐶ℎ ⋅ 𝑓𝑎 ⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒 ⋅ (
𝑉𝑠
𝑉𝑤
)
𝐶𝑔
⋅[
[
tan−1(𝑉𝑤
𝑉𝑠
√
𝑎
𝑝
𝑑𝑠𝑒
)]
]
𝐶𝑔
⋅ √(𝑉𝑠 − 𝑉𝑤)2+[
[
[
𝐴 ⋅ 𝜔 ⋅ cos(𝜔 ⋅√𝑎𝑝⋅ 𝑑𝑠𝑒
𝑉𝑠
+ 𝜑) + 𝑓𝑎
]
]
]
2
𝑎
𝑝> 𝑎
𝑝𝑐,
(12)
where 𝑎𝑝= 𝑎𝑝 − (𝜂 ⋅ 𝑀 ⋅ 𝑡 ⋅ 𝑈 ⋅ 𝐴𝑐)/(𝑧 ⋅ 𝐹 ⋅ 𝜌 ⋅ 𝐴𝑎 ⋅ 𝑅).
From (12), in the U-ELID grinding, the material removalrate was
determined by ultrasonic parameters, ELID elec-trical parameters,
and grinding parameters. Among them,ultrasonic parameters and ELID
electrical parameters haddifficulty in realizing real-time control
during processing. So,in order to verify the reliability of the
model, these modeswere quantitatively analyzed by MATLAB under
differentgrinding parameters, and the related parameters were
shownin Table 1.
After calculation, the removal model changed from duc-tile
removal to brittle fracture when grinding depth wasabout 3.73 𝜇m.
Due to the fact that the brittle fracture modelremoves materials in
the form of large size and irregu-lar shape, the machining surface
quality was deteriorated
seriously. So it can be predicted that the surface quality
wasgood only when the grinding depth was less than 3.73𝜇m.Moreover,
the variation of material removal rate with grind-ing parameters
was shown in Figure 4.
As can be seen from Figure 4, the material removal rateincreases
overall within certain boundaries; it increases asgrinding depth,
axial feed velocity, and wheel speed increase.However, the
workpiece speed has no obvious influence,which suggests that
further increasing the workpiece speedwill not effectively increase
the material removal rate andneed to consider the grinding quality
to determine the scopeof workpiece speed for parameter
prioritizing.
2.3. Models of Grinding Parameter Sensitivity to MaterialRemoval
Rate. Parameter sensitivity mathematic models on
-
Mathematical Problems in Engineering 5
material removal rate can be determined via parametersensitivity
based on the partial derivative. By seeking thefirst order partial
differential of material removal rate with
respect to these grinding parameters, the mathematic modelsof
the parameter sensitivity to material removal rate can beexpressed
as follows in the U-ELID grinding:
𝜕𝑀𝑟
𝜕𝑉𝑠
=
{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{
{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{
{
𝑎2
𝑝⋅ 𝐾1 ⋅ 𝑉 ⋅ 𝑓𝑎 ⋅ √𝑎
𝑝⋅ 𝑑𝑠𝑒
{{
{{
{
[tan−1 ((𝑉𝑤/𝑉𝑠)√𝑎𝑝/𝑑𝑠𝑒)]
𝑉𝑤
−
𝑉𝑠 ⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒
𝑑𝑠𝑒 ⋅ 𝑉2𝑠+ 𝑉2𝑤⋅ 𝑎𝑝
}}
}}
}
+
𝑎2
𝑝⋅ 𝑉𝑠 ⋅ 𝐾1 ⋅ 𝑓𝑎 ⋅ [tan
−1((𝑉𝑤/𝑉𝑠)√𝑎
𝑝/𝑑𝑠𝑒)]
𝑉𝑤 ⋅ 𝑉
⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒
⋅
{{
{{
{
𝑉𝑠 + 𝑉𝑤 +
𝐴 ⋅ 𝜔2⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒 ⋅ sin (𝜔 ⋅ √𝑎𝑝 ⋅ 𝑑𝑠𝑒/𝑉𝑠)
𝑉2𝑠
⋅[
[
[
𝐴 ⋅ 𝜔 ⋅ cos(𝜔 ⋅√𝑎𝑝⋅ 𝑑𝑠𝑒
𝑉𝑠
)+ 𝑓𝑎
]
]
]
}}
}}
}
𝑎
𝑝< 𝑎
𝑝𝑐
𝐾2 ⋅ 𝑓𝑎 ⋅ 𝑉 ⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒 ⋅
{{
{{
{
[tan−1 ((𝑉𝑤/𝑉𝑠)√𝑎𝑝/𝑑𝑠𝑒)]
𝑉𝑤
−
𝑉𝑠 ⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒
𝑑𝑠𝑒 ⋅ 𝑉2𝑠+ 𝑉2𝑤⋅ 𝑎𝑝
}}
}}
}
+
𝑉𝑠 ⋅ 𝐾2 ⋅ 𝑓𝑎 ⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒 ⋅ [tan
−1((𝑉𝑤/𝑉𝑠)√𝑎
𝑝/𝑑𝑠𝑒)]
𝑉𝑤 ⋅ 𝑉
⋅
{{
{{
{
𝑉𝑠 + 𝑉𝑤 +
𝐴 ⋅ 𝜔2⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒 ⋅ sin (𝜔 ⋅ √𝑎𝑝 ⋅ 𝑑𝑠𝑒/𝑉𝑠)
𝑉2𝑠
⋅[
[
[
𝐴 ⋅ 𝜔 ⋅ cos(𝜔 ⋅√𝑎𝑝⋅ 𝑑𝑠𝑒
𝑉𝑠
)+ 𝑓𝑎
]
]
]
}}
}}
}
𝑎
𝑝> 𝑎
𝑝𝑐,
𝜕𝑀𝑟
𝜕𝑉𝑤
=
{{{{{{{{{{{
{{{{{{{{{{{
{
𝑎2
𝑝⋅ 𝐾1 ⋅ 𝑓𝑎 ⋅ 𝑉𝑠 ⋅ √𝑎
𝑝⋅ 𝑑𝑠𝑒
𝑉𝑤
⋅
{{
{{
{
𝑉 ⋅ 𝑉𝑠 ⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒
𝑑𝑠𝑒 ⋅ 𝑉2𝑠+ 𝑉2𝑤⋅ 𝑎𝑝
−
𝑉 ⋅ tan−1 ((𝑉𝑤/𝑉𝑠)√𝑎𝑝/𝑑𝑠𝑒)
𝑉𝑤
+
tan−1 ((𝑉𝑤/𝑉𝑠)√𝑎𝑝/𝑑𝑠𝑒)
𝑉 ⋅ 𝑉𝑤
}}
}}
}
𝑎
𝑝< 𝑎
𝑝𝑐
𝐾2 ⋅ 𝑓𝑎 ⋅ 𝑉𝑠
𝑉𝑤
√𝑎𝑝⋅ 𝑑𝑠𝑒 ⋅
{{
{{
{
𝑉 ⋅ 𝑉𝑠 ⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒
𝑑𝑠𝑒 ⋅ 𝑉2𝑠+ 𝑉2𝑤⋅ 𝑎𝑝
−
𝑉 ⋅ [tan−1 ((𝑉𝑤/𝑉𝑠)√𝑎𝑝/𝑑𝑠𝑒)]
𝑉𝑤
+
tan−1 ((𝑉𝑤/𝑉𝑠)√𝑎𝑝/𝑑𝑠𝑒)
𝑉 ⋅ 𝑉𝑤
}}
}}
}
𝑎
𝑝> 𝑎
𝑝𝑐,
𝜕𝑀𝑟
𝜕𝑎𝑝
=
{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{
{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{{
{
1
2
𝑎
𝑝⋅ 𝐾1 ⋅ 𝑉 ⋅ 𝑓𝑎 ⋅ √𝑎
𝑝⋅ 𝑑𝑠𝑒
{{
{{
{
5𝑉𝑠 ⋅ [tan−1((𝑉𝑤/𝑉𝑠)√𝑎
𝑝/𝑑𝑠𝑒)]
𝑉𝑤
+
𝑉2
𝑠⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒
(𝑑𝑠𝑒 ⋅ 𝑉2𝑠+ 𝑉2𝑤⋅ 𝑎𝑝)
}}
}}
}
−
𝑎2
𝑝⋅ 𝐴 ⋅ 𝜔
2⋅ 𝐾1 ⋅ 𝑓𝑎
2𝑉𝑤 ⋅ 𝑉
⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒
⋅[
[
tan−1(𝑉𝑤
𝑉𝑠
√
𝑎
𝑝
𝑑𝑠𝑒
)]
]
⋅[
[
[
𝐴 ⋅ 𝜔 ⋅ cos(𝜔 ⋅√𝑎𝑝⋅ 𝑑𝑠𝑒
𝑉𝑠
)+ 𝑓𝑎
]
]
]
⋅ sin(𝜔 ⋅√𝑎𝑝⋅ 𝑑𝑠𝑒
𝑉𝑠
) 𝑎
𝑝< 𝑎
𝑝𝑐
1
2
𝐾2 ⋅ 𝑓𝑎 ⋅ 𝑑𝑠𝑒 ⋅ 𝑉𝑠 ⋅ 𝑉 ⋅
{{
{{
{
[tan−1 ((𝑉𝑤/𝑉𝑠)√𝑎𝑝/𝑑𝑠𝑒)]
𝑉𝑤 ⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒
−
𝑉𝑠
𝑑𝑠𝑒 ⋅ 𝑉2𝑠+ 𝑉2𝑤⋅ 𝑎𝑝
}}
}}
}
−
𝐴 ⋅ 𝜔2⋅ 𝐾2 ⋅ 𝑓𝑎 ⋅ [tan
−1((𝑉𝑤/𝑉𝑠)√𝑎
𝑝/𝑑𝑠𝑒)] ⋅ 𝑑𝑠𝑒
2𝑉𝑤 ⋅ 𝑉
⋅[
[
[
𝐴 ⋅ 𝜔 ⋅ cos(𝜔 ⋅√𝑎𝑝⋅ 𝑑𝑠𝑒
𝑉𝑠
)+ 𝑓𝑎
]
]
]
⋅ sin(𝜔 ⋅√𝑎𝑝⋅ 𝑑𝑠𝑒
𝑉𝑠
) 𝑎
𝑝> 𝑎
𝑝𝑐,
-
6 Mathematical Problems in Engineering
𝜕𝑀𝑟
𝜕𝑓𝑎
=
{{{{{{{{{{{
{{{{{{{{{{{
{
𝐾1 ⋅ 𝑎2
𝑝⋅ 𝑉𝑠
𝑉𝑤
⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒 ⋅
[
[
tan−1(𝑉𝑤
𝑉𝑠
√
𝑎
𝑝
𝑑𝑠𝑒
)]
]
⋅
{{
{{
{
𝑓𝑎 ⋅ [2𝐴 ⋅ 𝜔 ⋅ cos (𝜔 ⋅ √𝑎𝑝 ⋅ 𝑑𝑠𝑒/𝑉𝑠) + 𝑓𝑎]
2𝑉
+ 𝑉
}}
}}
}
𝑎
𝑝< 𝑎
𝑝𝑐
𝐾2 ⋅ 𝑉𝑠
𝑉𝑤
⋅ √𝑎𝑝⋅ 𝑑𝑠𝑒 ⋅
[
[
tan−1(𝑉𝑤
𝑉𝑠
√
𝑎
𝑝
𝑑𝑠𝑒
)]
]
⋅
{{
{{
{
𝑓𝑎 ⋅ [2𝐴 ⋅ 𝜔 ⋅ cos (𝜔 ⋅ √𝑎𝑝 ⋅ 𝑑𝑠𝑒/𝑉𝑠) + 𝑓𝑎]
2𝑉
+ 𝑉
}}
}}
}
𝑎
𝑝> 𝑎
𝑝𝑐,
(13)
where
𝑉
= √(𝑉𝑠 − 𝑉𝑤)2+[
[
[
𝐴 ⋅ 𝜔 ⋅ cos(𝜔 ⋅√𝑎𝑝⋅ 𝑑𝑠𝑒
𝑉𝑠
)+ 𝑓𝑎
]
]
]
2
,
𝑎
𝑝= 𝑎𝑝 −
𝜂 ⋅ 𝑀 ⋅ 𝑡 ⋅ 𝑈 ⋅ 𝐴𝑐
𝑧 ⋅ 𝐹 ⋅ 𝜌 ⋅ 𝐴𝑎 ⋅ 𝑅
,
𝐾1 = 𝐾𝑚 ⋅ 𝐶𝑠 ⋅ tan 𝜃,
𝐾2 = 𝐾𝑚 ⋅ 𝐶𝑠 ⋅𝜋
2
⋅ 𝐶𝐿 ⋅ 𝐶ℎ.
(14)
These mathematical models of parameter sensitivity tomaterial
removal rate were calculated by MATLAB, and therelated parameters
were shown in Table 1. The change ratesof material removal rate
under different grinding parameterswere shown as in Figure 5.
Figure 5 shows that grinding parameters have variousinfluences
on the material removal rate. Grinding depthwas the most important,
followed by axial feed velocity,then wheel speed, and then
workpiece speed. In order tovalidate the reliability of these
models and the correctness oftheoretical analysis, the following
relevant experiments werecarried out.
3. U-ELID Grinding Experiments
3.1. Equipment and Method. Experiments were carried outon a
modified CNC machine center assisted with self-designed ultrasound
and ELID devices. In order to make theresultsmore comparable, the
experiment used the contrastiveanalysis method, and the absence or
presence of ultrasoundand ELID devices was used to control the
experiment state,as shown in Table 2, and the experimental setup
was shownin Figure 6.
Workpieces were held in place on the working table andrevolved
under the rotating abrasive wheel, as shown in Fig-ure 6(a). Before
experiments were conducted, the workpieceswere
preciselymanufactured to ensure that they had the sameinner
diameter. Each experiment was performed on eachparameter group and
repeated ten times, and the averagevalue of the ten groups of
experimental data was the finalresult. Before and after
experiments, workpieces were washedwith acetone and dried in a
drier for about 30 minutes, andthen the quality of workpiece was
weighed with a precision
electronic balance, as shown in Figure 6(b).The
experimentalconditions were described in detail in Table 3.
3.2. Results and Discussion. Under experimental
conditions,grinding depth was greater than the critical ductile
depthbecause it was 7 𝜇m in most experiments, so the
theoreticalanalysis in the case of 𝑎𝑝 < 𝑎𝑝𝑐 can be ignored.
Figures 7 and8 show the comparison between the theoretic analysis
andexperimental result after data processing.
From Figures 7 and 8, the material removal rate increasesas the
grinding parameters increase. Grinding depth has thegreatest
impact, followed by axial feed velocity, then wheelspeed, and then
workpiece speed. In addition, the change ofmaterial removal rate
with the increase of grinding depthwas shown in Figure 7, and there
is a prominent change inthe range of 3∼5 𝜇m, whether in theoretical
or experimentalresults.Thismay be because the critical ductile
depth is about3.73 𝜇m according the computational result in Section
2; themanner of material removal may transform from ductileto
fracture in that range. Although the experimental databasically
coincides with the theoretical analysis either inmaterial removal
rate or in parameter sensitivity, there isclear difference between
them.This is because, to simplify theanalysis, the theory analysis
was merely to scratch the largerfactors and ignore these less
important factors. Moreover,these larger factorswere described
bymathematical formulas,which cannot fully express all the
characteristics of thesefactors. So the theoretical analysis was
just at the ideal state,and it cannot completely represent the
realistic situations.But it captures the main contradiction, and we
can havea deeper understanding of the U-ELID machining processand a
guiding significance for the actual processing by thetheoretical
analysis. To examine the accuracy of the analysis,at the same time,
the surface roughness was measured underdifferent grinding depths
by the White-Light Interferometryprofilometer, and the machined
surface was shown in Fig-ure 9.
Figure 9 shows that when grinding depth was less than3 𝜇m,
although there were some micro concavoconvex fea-tures and clear
grinding traces on the machined surface,the overall surface quality
was fairly good, so it can beconcluded that the manner of material
removal was domi-nated by the ductile mode at this point. Along
with grindingdepth increases, plowing ridges and grain traces
weaken,and the workpiece surface becomes matte. This
situationgradually intensifies, especially when the grinding
depthwas 7 𝜇m; the surface quality decreases prominently, and
-
Mathematical Problems in Engineering 7
ap > apc
ap < apc ap > apcap < apc
ap > apcap < apc
ap > apcap < apc
1.00E − 05
1.00E − 04
1.00E − 03
1.00E − 02
1.00E − 01
1.00E + 00
Mat
eria
l rem
oval
rate
(mm
3/s
)
300 350 400 450 500 550 600250
fa : 2mm/sVs: 5200mm/s
Vs: 5200mm/s
1.00E − 06
1.00E − 05
1.00E − 04
1.00E − 03
1.00E − 02
1.00E − 01
1.00E + 00M
ater
ial r
emov
al ra
te (m
m3/s
)
1800 2300 2800 3300 3800 4300 48001300
Wheel speed Vs (mm/s)
ap: 7m/pass
ap: 3m/pass
ap: 7m/pass
ap: 3m/pass
ap: 3m/pass
fa : 2mm/sap: 7m/pass fa : 2mm/s
fa : 2mm/s
Vw : 500mm/s
Vw : 500mm/s
1.00E − 05
1.00E − 04
1.00E − 03
1.00E − 02
1.00E − 01
1.00E + 00
Mat
eria
l rem
oval
rate
(mm
3/s
)
2 3 4 5 6 71Grinding depth ap (m/pass)
fa : 2mm/sVs: 5200mm/s Vw : 50mm/s
1.00E − 05
1.00E − 04
1.00E − 03
1.00E − 02
1.00E − 01
1.00E + 00
Mat
eria
l rem
oval
rate
(mm
3/s
)
1.2 1.4 1.6 1.8 21
Axial feed velocity fa (mm/s)
Vs: 5200mm/s Vw : 500mm/s
Vs: 5200mm/s Vw : 500mm/s
Workpiece speed Vw (mm/s)
Figure 4: Comparison of theoretical analysis for material
removal rate under grinding parameters.
the tiny broken particles and the scaly traces can be
seenstarkly on the machined surfaces. Therefore, the
materialremoval method was brittle fracture mode at this time.Based
on above experimental analysis, it can be predictedthat the
critical ductile depth must be in the range of 3∼5 𝜇m, which was
just coinciding with the calculated resultsin Section 2. In order
to make the results of evaluation morecomparable, the surface
roughness, under different grindingdepths in different machining
processes including ELIDgrinding (ELID), ultrasonic vibration-aided
grinding (U),and U-ELID grinding (U-ELID), was measured and shownin
Figure 10.
Figure 10 shows that in the U-ELID grinding the averageheight of
the profile (𝑅𝑎) and the point height of irregularities(𝑅𝑧) were
obviously lower than those in ELID grinding,but there was little
difference compared with the ultrasonicvibration-aided
grinding.Thismay be because the ultrasoundproduced the softening
effect [17], and workpiece hardnessdecreases to some degree, while
the electrolytic in-processdressing had less effect. So, the
critical depth increases, andthe machined quality was greatly
improved. Moreover, theU-ELID grinding was proved to be an
efficient method ofductile machining for nanocomposite ceramics,
comparedwith ELID grinding and ultrasonic vibration-aided
grinding.
-
8 Mathematical Problems in Engineering
ap > apc
ap < apc
ap > apc
ap < apc
1900 2500 3100 3700 4300 49001300
Wheel speed Vs (mm/s)
ap: 7m/pass fa : 2mm/sVw : 500mm/s
ap: 3m/pass fa : 2mm/sVw : 500mm/s
2 3 4 5 6 71
Grinding depth ap (m/pass)
fa : 2mm/sVs: 5200mm/s Vw : 500mm/s
1.00E − 08
1.00E − 07
1.00E − 06
1.00E − 05
1.00E − 04
1.00E − 03
1.00E − 02
1.00E − 01
1.00E + 00Ra
te o
f cha
nge o
f mat
eria
l rem
oval
rate
ap > apc
ap < apc
300 350 400 450 500 550 600250
ap: 3m/pass
ap: 7m/pass fa : 2mm/sVs: 5200mm/s
fa : 2mm/sVs: 5200mm/s
Workpiece speed Vw (mm/s)
1.00E − 07
1.00E − 06
1.00E − 05
1.00E − 04
1.00E − 03
1.00E − 02
1.00E − 01
1.00E + 00
Rate
of c
hang
e of m
ater
ial r
emov
al ra
te
1.00E − 02
1.00E − 01
1.00E + 00
1.00E + 01
1.00E + 02
1.00E + 03
1.00E + 04
Rate
of c
hang
e of m
ater
ial r
emov
al ra
te
ap > apc
ap < apc
1.2 1.4 1.6 1.8 21
Axial feed velocity fa (mm/s)
ap: 3m/passVs: 5200mm/s Vw : 500mm/s
ap: 7m/passVs: 5200mm/s Vw : 500mm/s
1.00E − 05
1.00E − 04
1.00E − 03
1.00E − 02
1.00E − 01
1.00E + 00Ra
te o
f cha
nge o
f mat
eria
l rem
oval
rate
Figure 5: Comparison of theoretical analysis for parameter
sensitivity under grinding parameters.
Ultrasonic vibration-aidedacoustic system
Electrolysis deviceof ELID
(a) Experimental setup (b) Measuring equipment
Figure 6: Experimental setup.
-
Mathematical Problems in Engineering 9
1.00E − 08
1.00E − 06
1.00E − 04
1.00E − 02
1.00E + 00
Mat
eria
l rem
oval
rate
(mm
3/s
)
2 3 4 5 6 71Grinding depth ap (m/pass)
3800 43002800 33001800 23001300 4800
Wheel speed Vs (mm/s)
ap: 7m/pass fa : 2mm/s
fa : 2mm/s
Theoretical resultsExperimental results
Theoretical resultsExperimental results
Vw : 500mm/s
Vs: 5200mm/s Vw : 500mm/s
0
0.2
0.4
0.6
0.8
1
Mat
eria
l rem
oval
rate
(mm
3/s
)
600250 400 450 500 550300 350
ap: 7m/pass fa : 2mm/s
Theoretical resultsExperimental results
Vs: 5200mm/s
Workpiece speed Vw (mm/s)
0
0.2
0.4
0.6
0.8
1M
ater
ial r
emov
al ra
te (m
m3/s
)
1.2 1.4 1.6 1.8 21
Axial feed velocity fa (mm/s)
ap: 7m/pass
Theoretical resultsExperimental results
Vs: 5200mm/s Vw : 500mm/s
0
0.2
0.4
0.6
0.8
1M
ater
ial r
emov
al ra
te (m
m3/s
)
Figure 7: Comparison of theoretical and experimental analysis
for material removal rate under grinding parameters.
4. Conclusions
In this study, some new formulas including material removalrate
and sensitivity models of material removal rates ongrinding
parameter had been proposed, calculated, andexperimented in U-ELID
grinding, compared with ELIDgrinding and ultrasonic vibration-aided
grinding. From thisstudy the following conclusions can be
drawn:
(1) The U-ELID grinding was analyzed to create math-ematic
models for material removal rate and param-eter sensitivity, which
were proved reliably and have
greater significance for further optimizing otherparameters.
(2) The removal rate increases as the grinding
parametersincrease. In order, the most important parameterswere
grinding depth, axial feed velocity, wheel speed,and workpiece
speed. Considering the machiningsurface quality, the optimal
comprehensive perfor-mance was obtained when grinding depth
(keyparameter) was about 3.73𝜇m.
-
10 Mathematical Problems in Engineering
Theoretical resultsExperimental results
Theoretical resultsExperimental results
Theoretical resultsExperimental results
Theoretical resultsExperimental results
ap: 7m/pass fa : 2mm/s
1.00E − 06
1.00E − 05
1.00E − 04
1.00E − 03
1.00E − 02
1.00E − 01
1.00E + 00Ra
te o
f cha
nge o
f mat
eria
l rem
oval
rate
1800 2300 2800 3300 3800 4300 48001300
Wheel speed Vs (mm/s)
Vw : 500mm/s ap: 7m/pass fa : 2mm/s
1.00E − 06
1.00E − 05
1.00E − 04
1.00E − 03
1.00E − 02
1.00E − 01
1.00E + 00
Rate
of c
hang
e of m
ater
ial r
emov
al ra
te
300 350 400 450 500 550 600250
Vs: 5200mm/s
fa : 2mm/s
1.00E − 02
1.00E − 01
1.00E + 00
1.00E + 01
1.00E + 02
1.00E + 03
1.00E + 04
Rate
of c
hang
e of m
ater
ial r
emov
al ra
te
2 3 4 5 6 71
Grinding depth ap (m/pass)
Vs: 5200mm/s Vw : 500mm/s
ap: 7m/pass
1.00E − 06
1.00E − 05
1.00E − 04
1.00E − 03
1.00E − 02
1.00E − 01
1.00E + 00Ra
te o
f cha
nge o
f mat
eria
l rem
oval
rate
1.20 1.40 1.60 1.80 2.001.00
Axial feed velocity fa (mm/s)
Vs: 5200mm/s Vw : 500mm/s
Workpiece speed Vw (mm/s)
Figure 8: Comparison of theoretical and experimental analysis
for parameter sensitivity under grinding parameters.
(3) The U-ELID grinding has a wider efficient duc-tile machining
range which makes it a highly effi-ciency, ultra-precise mirror
processing technologyfor nanocomposite ceramics, compared with
ELIDgrinding and ultrasonic vibration-aided grinding.
Nomenclature
𝐴: Amplitude of ultrasonic vibration (𝜇m)𝐴𝑎: Effective
conducting area on anode (mm
2)𝑎: Feature size on indentation (mm)𝑎𝑝: Grinding depth (mm)
𝑎
𝑝: Actual grinding depth (mm)
𝑎𝑝𝑐: Nominal critical grinding depth (mm)𝑎
𝑝𝑐: Actual critical grinding depth (mm)
𝐶𝑔: Constant caused by dynamic performanceof wheel
𝐶ℎ: Depth of transversal crack (mm)𝐶𝐿: Length of transversal
crack (mm)𝐶𝑠: Static effective grains’ number per unit area
(/mm2)𝑑𝑠𝑒: Equivalent diameter of wheel (mm)𝐹: Faraday’s
constant𝑓: Frequency of ultrasonic vibration (Hz)
-
Mathematical Problems in Engineering 11
0.450.4
0.350.3
0.250.2
0.150.1
0.050
(mm
)
0 0.1 0.2 0.3 0.4
(mm)
0
2
4
6
8
10
12
(m
)
(a) 1𝜇m
0.450.4
0.350.3
0.250.2
0.150.1
0.050
(mm
)
0 0.1 0.2 0.3 0.4
(mm)
02468101214
(m
)
(b) 3𝜇m
0.90.80.70.60.50.40.30.20.10
(mm
)
0246810121416182022
(m
)
0 0.2 0.4 0.6 0.8
(mm)
(c) 5𝜇m
0 0.2 0.4 0.6 0.8
(mm)
05101520253035
(m
)
0.90.80.70.60.50.40.30.20.10
(mm
)
(d) 7𝜇m
Figure 9: Surface topography under different grinding
depths.
0
0.03
0.06
0.09
0.12
0.15
0.18
Surfa
ce ro
ughn
ess (
m
)
71 4 5 62 3
Grinding depth (m/pass)
Ra-ELID Rz-ELIDRa-U Rz-URa-U-ELID Rz-U-ELID
Figure 10: Surface roughness under different grinding
depths.
𝑓𝑎: Axial feed velocity of wheel (mm/s)𝐻V: Hardness of workpiece
(Pa)ℎ𝑑: Thickness of oxidation film (mm)𝐼: Current of electrolysis
(A)𝐾𝐼𝐶: Fracture toughness of workpiece (Pa⋅mm)𝐾𝑚: Impact
coefficient of ultrasonic vibration
on movement state
Table 1: Relevant parameters.
Objects Parameters Value
Workpiece
MaterialNano-zirconia
toughened aluminananocomposite
ceramicDensity (𝜌) 4.9 g/cm3
Fracture toughness (𝐾𝐼𝐶) 7.9Mpa⋅m1/2
Vickers hardness (𝐻V) 10.9GpaElasticity modulus 315GpaPoisson’s
ratio 0.3
Average grain size 50 nmInner diameter (𝑑𝑤) 35mm
Wheel
Material Cast iron bonddiamond wheel
Concentration 100%Model W40
Outer diameter (𝑑𝑠) Φ25mmWidth 17mm
Half taper angle (𝜃) 60∘
Grindingparameters
Wheel speed (𝑉𝑠) 1.3m/s–5.2m/sWorkpiece speed (𝑉𝑤)
0.28m/s–0.5m/sAxial feed velocity (𝑓𝑎) 1mm/s-2mm/sGrinding depth
(𝑎𝑝) 1 𝜇m/pass–7𝜇m/pass
Ultrasonic frequency (𝑓) 35000HzUltrasonic amplitude (𝐴)
10𝜇m
-
12 Mathematical Problems in Engineering
Table 2: Experiment methods.
Experiment state Ultrasonicgenerator Special power source of
ELID
U-ELID grinding Open OpenELID grinding Close OpenUltrasonic
grinding Open Close
Table 3: Conditions of experiment.
Parameters Conditions
Wheel truingVoltage: 120V; duty ratio:5 𝜇s : 5 𝜇s; wheel
speed:1000 r/min
Wheel sharpeningTruing wheel speed: 1000 r/min;voltage: 120V;
duty ratio:5 𝜇s : 5 𝜇s; electrode gap: 1mm;wheel speed: 1000
r/min
Workpieces
Nano-zirconia toughenedalumina nanocomposite ceramic,outer
diameter: Φ60mm, innerdiameter: Φ35mm, height:40mm
Diamond wheelDiameter: 25mm, height: 17mm,particle size: 280#,
cast ironbond, concentration: 100%
Wheel speed 1.3m/s, 2.6m/s, 3.9m/s, 5.2m/s
Workpiece speed 0.28m/s, 0.37m/s, 0.43m/s,0.5m/s
Axial feed velocity 60mm/min, 80mm/min,100mm/min, 120mm/min
Grinding depth 1 𝜇m/pass, 3𝜇m/pass, 5 𝜇m/pass,7𝜇m/pass
Grinding fluids Ratio of mother liquor todistilled water: 1 :
50
Special power supply voltage 90VDuty ratio 5 𝜇s : 5
𝜇sInterelectrode gap 0.3mm
Ultrasonic parameters Frequency: 34.835 kHz,amplitude: 10𝜇m
“#” is the grain size unit of Japan.
𝐾𝑑: Impact coefficient of dynamic parameterson dynamic fracture
toughness
𝑀: Molecular weight of metal bond (g/mol)𝑁𝑑: Dynamic effective
grains𝑃: External load (N)𝑃𝑐: Critical load (N)𝑅: Total resistance
in ELID circuit (Ω)𝑆: Cross-sectional area (mm2)𝑡: Valid time of
electrolysis (s)𝑈: Electrode voltage (V)𝑉: Relative velocity
between wheel and work
piece (mm/s)𝑉𝑤: Linear velocity of work piece (mm/s)𝑉𝑠: Linear
velocity of wheel (mm/s)
𝑉V: Electrolyte content (mm3)
𝑧: Valence of metallic element𝜉: Geometrical factor of diamond
indenter𝜂: Current efficiency𝜃: Half-angle of indenter or grain
(rad)𝜆0: Correlation coefficient𝜌: Density of metal bond (g/mol)𝜑:
Initial angle of ultrasonic vibration (rad)𝜔: Angular velocity
(rad/s).
Competing Interests
The authors declare that there is no conflict of
interestsregarding the publication of this paper.
Acknowledgments
The authors sincerely acknowledge the National ScienceFoundation
of China (Contract nos. 51175153 and 51475148)and the Fostering
Foundation of Henan Polytechnic Univer-sity for the Excellent Ph.D.
Dissertation, for their financialsupport of this research
project.
References
[1] S.-D. Yoon, H.-S. Byun, and Y.-H. Yun, “Characterization
andphotocatalytic properties of ceramics TiO2
nanocomposites,”Ceramics International, vol. 41, no. 6, pp.
8241–8246, 2015.
[2] C. M. Zhang, “Study of small cracks on nanocompositeceramics
cut by WEDM,” International Journal of AdvancedManufacturing
Technology, vol. 83, no. 1–4, pp. 187–192, 2016.
[3] M. L. Wu, K. F. Zhang, and C. Z. Ren, “Study on the
non-uniform contact during ELID groove grinding,” Precision
Engi-neering, vol. 39, pp. 116–124, 2015.
[4] Q. L. Zhao and B. Guo, “Ultra-precision grinding of
opticalglasses using mono-layer nickel electroplated
coarse-graineddiamond wheels. Part 1: ELID assisted precision
conditioningof grinding wheels,” Precision Engineering, vol. 39,
pp. 56–66,2015.
[5] J. Murata, Y. Ueno, K. Yodogawa, and T. Sugiura,
“Polymer/CeO2–Fe3O4 multicomponent core-shell particles for
high-efficiency magnetic-field-assisted polishing processes,”
Interna-tional Journal of Machine Tools &Manufacture, vol. 101,
pp. 28–34, 2016.
[6] K. Egashira, R. Kumagai, R. Okina, K. Yamaguchi, and M.Ota,
“Drilling of microholes down to 10 𝜇m in diameter usingultrasonic
grinding,” Precision Engineering, vol. 38, no. 3, pp.605–610,
2014.
[7] A. Zahedi, T. Tawakoli, and J. Akbari, “Energy aspects
andworkpiece surface characteristics in ultrasonic-assisted
cylin-drical grinding of alumina-zirconia ceramics,”
InternationalJournal ofMachine Tools&Manufacture, vol. 90, pp.
16–28, 2015.
[8] F. Chen, B. Zhao, X. F. Jia, and X. B. Wang, “Material
removalrate for nanocomposite ceramics in ultrasound-aided
elec-trolytic in process dressing,” Proceedings of the Institution
ofMechanical Engineers Part C: Journal of Mechanical
EngineeringScience, 2016.
[9] M. K. Gupta, P. Sood, and V. S. Sharma, “Optimization
ofmachining parameters and cutting fluids during nano-fluidbased
minimum quantity lubrication turning of titanium alloy
-
Mathematical Problems in Engineering 13
by using evolutionary techniques,” Journal of Cleaner
Produc-tion, vol. 135, pp. 1276–1288, 2016.
[10] L. Selvarajan, C. Sathiya Narayanan, R. Jeyapaul, and
M.Manohar, “Optimization of EDM process parameters in ma-chining
Si3N4-TiN4 conductive ceramic composites to improveform and
orientation tolerances,” Measurement, vol. 92, no. 1,pp. 114–129,
2016.
[11] M. V. Swain and B. R. Lawn, “Indentation fracture in
brittlerocks and glasses,” International Journal of Rock Mechanics
andMining Sciences & Geomechanics Abstracts, vol. 13, no. 11,
pp.311–319, 1976.
[12] T. G. Bifano, T. A. Dow, and R. O. Scattergood,
“Ductile-regimegrinding: a new technology for machining brittle
materials,”Journal of Engineering for Industry, vol. 113, no. 2,
pp. 184–189,1991.
[13] T. R. Wilshaw, C. A. Rau, and A. S. Tetelman, “A general
modelto predict the elastic-plastic stress distribution and
fracturestrength of notched bars in plane strain bending,”
EngineeringFracture Mechanics, vol. 1, no. 1, pp. 197–211,
1968.
[14] D. J. Stephenson, X. Sun, and C. Zervos, “A study on
ELIDultra precision grinding of optical glass with acoustic
emission,”International Journal ofMachine Tools andManufacture,
vol. 46,no. 10, pp. 1053–1063, 2006.
[15] B. Kersschot, J. Qian, and D. Reynaerts, “The electrical
behav-iour of the dressing process in ELID-grinding,”
InternationalJournal of Nanomanufacturing, vol. 9, no. 2, pp.
137–147, 2013.
[16] Z. J. Pei, P. M. Ferreira, and M. Haselkorn, “Plastic flow
inrotary ultrasonic machining of ceramics,” Journal of
MaterialsProcessing Technology, vol. 48, no. 1–4, pp. 771–777,
1995.
[17] G. S. Kelly, S. G. Advani, J. W. Gillespie Jr., and T. A.
Bogetti,“A model to characterize acoustic softening during
ultrasonicconsolidation,” Journal of Materials Processing
Technology, vol.213, no. 11, pp. 1835–1845, 2013.
-
Submit your manuscripts athttp://www.hindawi.com
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
MathematicsJournal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttp://www.hindawi.com
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Probability and StatisticsHindawi Publishing
Corporationhttp://www.hindawi.com Volume 2014
Journal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
OptimizationJournal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
CombinatoricsHindawi Publishing
Corporationhttp://www.hindawi.com Volume 2014
International Journal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing
Corporationhttp://www.hindawi.com Volume 2014
International Journal of Mathematics and Mathematical
Sciences
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
The Scientific World JournalHindawi Publishing Corporation
http://www.hindawi.com Volume 2014
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Hindawi Publishing Corporationhttp://www.hindawi.com Volume
2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttp://www.hindawi.com
Volume 2014 Hindawi Publishing Corporationhttp://www.hindawi.com
Volume 2014
Stochastic AnalysisInternational Journal of