Embed Size (px)
Citation preview

Computers and Chemical Engineering 28 (2004) 2109–2129
Review
Continuous-time versus discrete-time approaches forscheduling of chemical processes: a review
Christodoulos A. Floudas∗, Xiaoxia Lin
Department of Chemical Engineering, School of Eng/Applied Science, The Engineering Quadrangle,Princeton University, Princeton, NJ 08544-5263, USA
Received 11 September 2002; received in revised form 27 March 2003; accepted 25 March 2004
Available online 13 July 2004
Abstract
An overview of developments in the scheduling of multiproduct/multipurpose batch and continuous processes is presented. Existingapproaches are classified based on the time representation and important characteristics of chemical processes that pose challenges to thescheduling problem are discussed. In contrast to the discrete-time approaches, various continuous-time models have been proposed in theliterature and their strengths and limitations are examined. Computational studies and applications are presented. The important issues ofincorporating scheduling at the design stage and scheduling under uncertainty are also reviewed.© 2004 Elsevier Ltd. All rights reserved.
Keywords:Process scheduling; Multiproduct plants; Multipurpose plants; Discrete-time model; Continuous-time model; Mixed-integer linear programming(MILP); Mixed-integer nonlinear programming (MINLP); Design and scheduling; Uncertainty; Reactive scheduling
1. Introduction
The research area of batch and continuous processscheduling has received great attention from both theacademia and the industry in the past two decades. This ismotivated, on one hand, by the increasing pressure to im-prove efficiency and reduce costs, and on the other hand, bythe significant advances in relevant modeling and solutiontechniques and the rapidly growing computational power.
In multiproduct and multipurpose batch, semicontinuousand continuous plants, different products are manufacturedvia the same or different sequence of operations by sharingavailable pieces of equipment, intermediate materials andother production resources. They have long been acceptedfor the manufacture of chemicals that are produced in smallquantities and for which the production process or the de-mand pattern is likely to change. The inherent operationalflexibility of these plants provides the platform for great sav-ings reflected in good production schedules.
In general, scheduling is a decision making process to de-terminewhen, whereandhow to produce a set of products
∗ Corresponding author. Tel.:+1 609 258 4595; fax:+1 609 258 0211.E-mail address:[email protected] (C.A. Floudas).
given requirements in a specific time horizon, a set of limitedresources, and processing recipes. Due to the discrete deci-sions involved (e.g., equipment assignment, task allocationover time) these problems are inherently combinatorial innature, and hence very challenging from the computationalcomplexity point of view (Pekny & Reklaitis, 1998). Theseproblems are known to belong to the set of NP-completeproblems (Garey & Johnson, 1979). As a result, all existingalgorithms scale exponentially in the worst case. Therefore,a modest growth in problem size can lead to a significantincrease in the computational requirements. This has impor-tant implications for the solution of scheduling problems.
Reklaitis (1992)reviewed the scheduling and planningof batch process operations, focusing on the basic elementsof scheduling problems of chemical manufacturing systemsand the available solution methods.Rippin (1993)summa-rized the development of batch process systems engineeringwith particular reference to the areas of design, planning,scheduling and uncertainty.Bassett, Dave, et al. (1996)pre-sented an overview of existing strategies for implementingintegrated applications based on mathematical programmingmodels and examined four classes of integration includingscheduling, control, planning and scheduling across singleand multiple sites, and design under uncertainty.Applequist,Samikoglu, Pekny, and Reklaitis (1997)discussed the
0098-1354/$ – see front matter © 2004 Elsevier Ltd. All rights reserved.doi:10.1016/j.compchemeng.2004.05.002

2110 C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129
Nomenclature
αij parameter, fixed processing time of task (i) in unit ( j)αis parameter, processing time for state (s) by task (i)βij parameter, linear coefficient of the variable term of the processing time of task (i) in unit ( j)ρ
pis, ρ
cis parameters, fractions of state (s) produced and consumed by task (i), respectively
τii ′j parameter, duration of the cleaning operation required for unit (j) to switch from order (i) to (i′)τjff′ parameter, duration of the cleaning operation required for unit (j) to switch from product family (f) to ( f ′)τji ′i parameter, duration of the cleaning operation required for unit (j) to switch from task (i′) to (i)τk continuous variable, durations of time slot (k)Bijt continuous variable, amount of material which starts undergoing task (i) in unit ( j) at time interval (t)B(i, j, n) continuous variable, amount of material which starts undergoing task (i) in unit ( j) at event point (n)Cil continuous variable, completion time of order (i) at stage (l)Cs parameter, storage capacity limit for state (s)di parameter, due date of order (i)Dst continuous variable, amount of state (s) delivered at time interval (t)D(s, n) continuous variable, amounts of state (s) delivered at event point (n)dasn parameter, amount of the demand for state (s) at event point (n)ddsn parameter, due date of the demand for state (s) at event point (n)f , f ′ indices, product familiesf set of product familiesH parameter, time horizoni, i′ indices, tasks or ordersijff′ index, cleaning task required for unit (j) to switch from product family (f ) to (f ′)I set of all tasks or ordersIj set of tasks or orders that can be performed in unit (j)
I(f)j , I
(f ′)j sets of tasks for family (f ) and (f ′) that can be performed in unit (j), respectively
Ips , I
cs sets of tasks that produce and consume state (s), respectively
j, j′ index, unitsJ set of all unitsJi set of units suitable for task or order (i)Jl set of units for stage (l)Jil set of units for stage (l) of order (i)Jii ′l set of units for stage (l) of both orders (i) and (i′)k, k′ indices, time slots or eventsK set of eventsKj set of time slots of unit (j)l index, stagelli index, the last stage for order (i)Li set of stages included in the processing of order (i)Lj set of stages that can be performed in unit (j)Lii ′ set of stages included in the processing of both orders (i) and (i′)M parameter, a sufficiently large positive numbern index, event pointN set of event pointsnlast index, the last event pointp index, time pointptij parameter, processing time for order (i) in unit ( j)Rst parameter, amount of state (s) received from external sources at time interval (t)Rmin
ij , Rmaxij parameters, minimum and maximum processing rates of unit (j) when performing task (i), respectively
roi parameter, earliest time at which order (i) can startruj parameter, earliest available time of unit (j)s index, material stateS set of material states

C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129 2111
Sst continuous variable, amount of material state (s) during time interval (t)SL(s, n) continuous variable, difference between the amount
of the demand for state (s) and the amount of state (s) delivered at event point (n)suij parameter, setup time for order (i) in unit ( j)ST(s, n) continuous variable, amount of state (s) stored at event point (n)t, t′, t1, t2 indices, time intervalstijk continuous variable, duration of task (i) which starts atTk in unit ( j)T set of time intervalsTk continuous variable, timing of event (k)Ts(i, j, n), T f (i, j, n) continuous variables, starting and ending times of task (i) in unit ( j) at event point (n),
respectivelyTsjk continuous variable, the starting time of time slot (k) of unit ( j)Tsiil, Teiil continuous variables, the starting and completion times of stage (l) of order (i)Xii ′l binary variable, whether or not order (i) precedes order (i′) at stage (l)Xijkk′ binary variable, whether or not task (i) starts atTk in unit ( j) and completes atTk′y(s, p) binary variable, whether or not state (s) is used at time point (p)Yij binary variable, whether or not to allocate order (i) to unit (j)Yikk′ binary variable, whether or not task (i) starts at time (k) and is active over slot (k′) ≥ (k)yv(j, n) binary variable, whether or not unit (j) starts being utilized at event point (n)Vmin
ij , Vmaxij parameters, minimum and maximum capacity of unit (j) for task (i), respectively
Wijkl binary variable, whether or not stage (l) of order (i) is assigned to time slot (k) of unit ( j)Wijt binary variable, whether or not task (i) starts in unit (j) at the beginning of time interval (T )Wijk binary variable, whether or not task (i) starts atTk in unit ( j)wv(i, n) binary variable, whether or not task (i) starts at event point (n)
formulation and solution of process scheduling and planningproblems, as well as issues associated with the developmentand use of scheduling software.Shah (1998)examined firstdifferent techniques for optimizing production schedules atindividual sites, with an emphasis on formal mathematicalmethods, and then focused on progress in the overall plan-ning of production and distribution in multi-site flexiblemanufacturing systems.
Pekny and Reklaitis (1998)discussed the nature and char-acteristics of the scheduling/planning problems and pointedout the key implications for the solution methodologyfor these problems. They reviewed the available schedul-ing technologies, including randomized search, rule-basedmethods, constraint guided search, simulation-based strate-gies, as well as mathematical programming formulationbased approaches using conventional and engineered so-lution algorithms.Pinto and Grossmann (1998)presentedan overview of assignment and sequencing models used inprocess scheduling with mathematical programming tech-niques. They identified two major categories of schedulingmodels—one for single-unit assignment and the other formultiple-unit assignment—and discussed the critical issuesof time representation and network structure.
Given the computational complexity of combinatorialproblems arising from process scheduling, it is of crucialimportance to develop effective mathematical formulationsto model the manufacturing processes and to explore ef-ficient solution approaches for such problems. All of the
mathematical models in the literature can be classified intotwo main groups based on the time representations. Earlyattempts relied on the discretization of the time horizoninto a number of time intervals and inevitably has the mainlimitations of model inaccuracy (i.e., discrete approxima-tion of the time horizon which leads to suboptimal solutionby definition) and unnecessary increase of the overall sizeof the resulting mathematical programming problems dueto the introduction of large number of binary variablesassociated with each discrete time interval. To addressthese limitations, methods based on continuous-time rep-resentations have attracted a great amount of attentionand provide great potential for the development of moreaccurate and efficient modeling and solution approaches.The main objective of this review paper is to provide anoverview of the discrete-time and continuous-time modelsfor chemical process scheduling. The rest of this paper isorganized as follows. First, the mathematical models areclassified based on the time representation and we discussthe major characteristics and challenges of the processscheduling problems. Then, the discrete-time approachis presented. Subsequently, the various continuous-timemodels that have been proposed in the literature are pre-sented along with their strengths and limitations. A sum-mary of computational studies and applications follows.Finally, two important issues of integrated design, synthe-sis and scheduling, and scheduling under uncertainty arepresented.

2112 C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129
2. Classification of scheduling formulations
2.1. Time representation
The key issue for process scheduling problems concernsthe time representation. All existing scheduling formulationscan be classified into two main categories: discrete-timemodels and continuous-time models.
Early attempts in modeling the process scheduling prob-lems relied on the discrete-time approach, in which the timehorizon is divided into a number of time intervals of uni-form durations and events such as the beginning and endingof a task are associated with the boundaries of these time in-tervals. To achieve a suitable approximation of the originalproblem, it is usually needed to use a time interval that issufficiently small, for example, the greatest common factor(GCF) of the processing times. This usually leads to verylarge combinatorial problems of intractable size, especiallyfor real-world problems, and hence limits its applications.The basic concept of the discrete-time approach is illustratedin Fig. 1 and further discussion will be given inSection 3.
Due to the aforementioned limitations of the discrete-time approach, researchers have started developingcontinuous-time models in the past decade. In these mod-els, events are potentially allowed to take place at anypoint in the continuous domain of time. Modeling of thisflexibility is accomplished by introducing the concepts ofvariable event times, which can be defined globally or foreach unit. Variables are required to determine the timingsof events. The basic idea of the continuous-time approachis also illustrated inFig. 1. Because of the possibility ofeliminating a major fraction of the inactive event-time in-terval assignments with the continuous-time approach, theresulting mathematical programming problems are usuallyof much smaller sizes and require less computational effortsfor their solution. However, due to the variable nature of thetimings of the events, it becomes more challenging to modelthe scheduling process and the continuous-time approachmay lead to mathematical models with more complicatedstructures compared to their discrete-time counterparts.A detailed examination of the existing continuous-time
Fig. 1. Discrete and continuous representations of time.
formulations for various process scheduling problems willbe provided inSection 4.
2.2. Characteristics of process scheduling problems
There are a number of common components involved inmost process scheduling problems, such as equipment-taskassignment, sequencing and timing of activities. Neverthe-less, different problems may also vary significantly in thefollowing aspects, which present different requirements ordegrees of difficulty for the modeling of these processes.
2.2.1. Processing sequencesBased on the complexity of processing sequences em-
ployed to produce products, we classify all the processes inmultiproduct/multipurpose plants into two different groups:
• Sequential processes: Different products follow the sameprocessing sequence. It is usually possible to define pro-cessing stages, which can be single stage or multiplestages. There can be only one unit per stage or parallelunits at each stage. For this type of process, batches areused to represent production and it is thus not necessaryto consider mass balances explicitly.
• Network-represented processes: When production recipesbecome more complex and/or different products have lowrecipe similarities, processing networks are used to rep-resent the production sequences. This corresponds to themore general case in which batches can merge and/or splitand material balances are required to be taken into accountexplicitly. Kondili, Pantelides, and Sargent (1993)pro-posed a general framework of State-Task Network (STN)for the ambiguity-free representation of such processes.The STN representation of a chemical process is a directedgraph with two types of distinctive nodes: thestatenodesdenoted by a circle, representing raw materials, interme-diate materials or final products, and thetasknodes de-noted by a rectangle box, representing an operation. Thefraction of a state consumed or produced by a task, if notequal to one, is given beside the arch linking the corre-sponding state and task nodes. As an example,Fig. 2gives

C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129 2113
Fig. 2. Example of State-Task Network.
the STN representation of a process involving the merg-ing/splitting of materials/batches and recycle that havebeen widely studied in the literature.Pantelides (1993)extended the STN to the Resource-Task Network (RTN)framework, which describes processing equipment, stor-age, material transfer and utilities as resources in a uni-fied way. The RTN representation of the same process asin the STN example is provided inFig. 3. In addition tothe resources of materials, denoted also by circles, the re-lated four pieces of equipment, denoted by ellipses, arealso included. Tasks taking place in different units are nowtreated as different tasks.
2.2.2. Intermediate storage policiesThere exist four major categories of treating intermediate
storage.
Fig. 3. Example of Resource-Task Network.
• Unlimited intermediate storage (UIS): In this case, thereis no need to model inventory levels.
• No intermediate storage (NIS): There are no storage tanksavailable for intermediate materials. However, the mate-rials can be held in the processing unit after the task isfinished before they are transfered into the next unit.
• Zero-wait (ZW): Relevant intermediate materials are re-quired to be consumed immediately after being produced.Special timing constraints are required to be incorporated.
• Finite intermediate storage (FIS): This correspond to themost general case.
2.2.3. ChangeoversThere exist three main types of changeovers.
• Sequence dependent: When switched between tasks, a unitmay require clean-up or setup for safety or quality rea-

2114 C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129
sons. The requirement depends on the unit and the tasksinvolved.
• Time or frequency dependent: A changeover may beneeded after a certain amount of time or a certain numberof batches (tasks).
• None: No changeover is needed between two tasks in aunit.
2.2.4. Operation modes of processing tasksThe processing tasks can be classified into batch and con-
tinuous tasks.
• Batch task: Materials are fed at the start of the task; aftera certain period of time, products are produced at the endof the task.
• Continuous task: Materials are fed and/or products areproduced continuously during the course of the task. Theprocessing rate can either be fixed or within a certainrange.
2.2.5. Demand patternsThere exist two main classes of demand patterns.
• Demands due at the end of horizon: Demands for productsare specified at the end of the horizon under consideration.
• Demands due at intermediate dates: Demands for prod-ucts are specified at designated time instances within thetime horizon.
2.2.6. Resource considerationsThere are two primary types of resource considerations.
• Renewable resources: The operations may require utili-ties, such as steam, cooling water, electricity, and/or man-power. These are regarded as renewable resources whichare completely recovered at the time a task finishes. Theseresources can never exceed the maximum availability atany time during the production.
• None: No restrictions on resources are considered.
2.2.7. ObjectivesTypical examples of overall objectives in process schedul-
ing problems include:
• Minimize makespan: Given the production requirement,the objective is to find the optimal schedule with the short-est completion time of the whole process.
• Minimize earliness/tardiness/costs: Given the productionrequirement, the optimal schedule is considered to be theone with the lowest cost, which is measured by eithersimple deviations from specified due dates or total costscalculated in more sophisticated ways.
• Maximize profit: Given available equipment and other re-sources, the objective is to find the optimal schedule withthe highest value of overall profit in a specified time hori-zon.
The complexity of the scheduling problems necessitatesthe development of effective schemes for organizing thelarge amount of information required to describe mostscheduling applications. For instance,Zentner, Elkamel,Pekny, and Reklaitis (1998)proposed a high level languageas a compact and context independent means of expressinga wide variety of process scheduling problems. On the otherhand, as illustrated byHonkomp, Lombardo, Rosen, andPekny (2000), many of the features of the process schedul-ing problems described above, such as resource sharingand inventory constraints, make these scheduling problemsdifficult to solve and present challenges to the regular useof scheduling technologies.
Note that in the literature on process scheduling, a num-ber of earlier work addressed the traditional campaign op-erations, such as those presented byWellons and Reklaitis(1991a,b)andTsirukis, Papageorgaki, and Reklaitis (1993).As pointed out byApplequist et al. (1997), a key limitationof these campaign-based approaches arises from the restric-tion of the cyclic campaign operation which usually lead tolower equipment utilization and higher levels of inventories.In this review, we focus on the more general and flexibleoperational mode.
3. Discrete-time approaches
In discrete-time approaches for scheduling problems, thetime horizon of interest is divided into a number of timeintervals of uniform durations. Events such as the begin-ning and ending of a task are associated with the bound-aries of these time intervals. Two of the earliest researchcontributions that employed this type of discrete time rep-resentation were presented byBowman (1959)andManne(1960) for jobshop scheduling problems in the operationsresearch community literature. There have been notable sub-sequent developments, for example, those byPritsker, Wat-ters, and Wolfe (1969)for resource-limited multiproject andjobshop scheduling. More recently, the same concept wasintroduced to the chemical engineering literature for the gen-eral scheduling problem of a wide variety of chemical pro-cesses. Examples of work based on this approach includethose presented byKondili et al. (1993), Shah, Pantelides,and Sargent (1993), Pantelides (1993), Dedopoulos and Shah(1995), Pekny and Zentner (1993), Zentner, Pekny, Reklaitis,and Gupta (1994), Bassett, Pekny, and Reklaitis (1996)andElkamel, Zentner, Pekny, and Reklaitis (1997).
The main advantage of the discrete-time representationis that it provides a reference grid of time for all opera-tions competing for shared resources, such as equipmentitems. This renders the possibility of formulating the var-ious constraints in the scheduling problem in a relativelystraightforward and simple manner, which will be illustratedbelow with a general discrete-time formulation proposedby Kondili et al. (1993)andShah et al. (1993)based on theSTN representation.

C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129 2115
One of the common components in scheduling problemsinvolves the allocation of units to tasks. To model these as-signments, binary variablesWijt are introduced to determinewhether or not a task (i) starts in unit (j) at the beginningof time interval (T ) and the following allocation constraintsare formulated:∑
i∈IjWijt ≤ 1, ∀j ∈ J, t ∈ T, (l)
∑
i′∈Ij
t+αij −1∑
t′=tWi′jt′ − 1 ≤ M(1 −Wijt ),
∀j ∈ J, i ∈ Ij, t ∈ T, (2)
where Ij is the set of tasks that can be performed in unit( j), αij is the fixed processing time of task (i) in unit ( j)andM is a sufficiently large positive number. Constraint (1)states that at most one task can start in any unit at any timeinterval. Constraint (2) further expresses the requirement thatif task (i) starts in unit (j) at time interval (T ) (i.e., Wijt =1), then no other task can start in the same unit until task(i) is finished after the duration ofαij. Note that the latterconstraint becomes trivially satisfied when task (i) does notstart at time (T ) (i.e., Wijt = 0).
To account for batch-sizes and mass balances, continuousvariablesBijt are used to represent the amount of materialwhich starts undergoing task (i) in unit ( j) at time interval(T ), andSst is the amount of material state (s) during timeinterval (T ). The following constraints are introduced torepresent the relations among them and the correspondingbinary variables:
WijtVminij ≤ Bijt ≤ WijtV
minij , ∀i ∈ I, j ∈ Ji, t ∈ T, (3)
Sst = Ss,(t−1) +∑
i∈Ips
ρpis
∑
j∈JiBi,j,(t−αis) −
∑
i∈Ics
ρcis
∑
j∈JiBi,j,t
+Rst −Dst, ∀s ∈ S, t ∈ T, (4)
0 ≤ Sst ≤ Cs, ∀s ∈ S, t ∈ T, (5)
whereVminij andVmax
ij are the minimum and maximum ca-
pacity of unit (j) for task (i), respectively;Ips andIc
s the setof tasks that produce and consume state (s), respectively;ρp
isandρc
is the fractions of state (s) produced and consumed bytask (i), respectively;Ji the set of units suitable for task (i);αis the processing time for state (s) by task (i); andCs is thestorage capacity limit for state (s). Rst is the amount of state(s) received from external sources at time interval (T ). Vari-ableDst represents the amount of state (s) delivered at timeinterval (T ). Constraints (3) enforce that if task (i) starts inunit ( j) at time interval (T ) (i.e.,Wijt = 1), the batch-size isbounded by the minimum and maximum capacities of theinvolved unit (Vmin
ij ≤ Bijt ≤ Vmaxij ). When the task does not
take place (i.e.,Wijt = 0), the corresponding batch-size iszero (i.e.,Bijt = 0). The mass balance is expressed by Con-straint (4), which states that the amount of state (s) during
time interval (T ) is equal to that during the previous timeinterval (T − 1) plus the amount produced by tasks that fin-ish at the end of the previous time interval (T − 1) minusthe amount consumed by tasks that start at the beginning ofthe current time interval (T ), further adjusted by the amountreceived from or delivered to external systems at this timeinterval (T ). The restriction on storage of a material state isthen represented by Constraint (5).
The sequence-dependent changeover is another impor-tant element in many process scheduling problems. It canbe incorporated by introducing cleaning tasksijff′ to modelthe changeover required for unit (j) to switch from family(f ) to family (f ′). Then this task must take place if a taskfor family (f ) and a second task for family (f ′) are per-formed in unit (j) consecutively, which can be written asthe following constraint:
t2−1∑
t=t1+1
Wijff ′,j,t ≥∑
i∈I(f)j
Wijt1 +∑
i∈I(f ′)j
Wijt2 −t2−1∑
t=t1+1
∑
i∈IjWijt−1,
∀j ∈ J, f �= f ′ ∈ F, t1 < t2 ∈ T, (6)
where f is the set of product families, andI(f)j and I(f′)
j
are the set of tasks for family (f ) and (f ′), respectively.The above constraint is only meaningful when the first twosums on the right hand side are equal to one and the thirdone is zero. An alternative way is to account for the casethat if a task for family (f ) starts processing in unitj, notask for family (f ′) can start for a period of time requiredfor the related cleaning operation after the end of the firsttask. This can be expressed as
∑
i′∈I(f ′)j
t+αij +τjff ′−1∑
t′=t+αij
Wi′jt′ ≤ M(1 −Wijt ),
∀j ∈ J, i ∈ I(f)j , t ∈ T, (7)
whereτjff ′ is the duration of the cleaning operation requiredfor unit ( j) to switch from family (f ) to family (f ′).
In a simple manner analogous to those shown above,discrete-time formulations can also model other relation-ships involved in various scheduling problems, such asproduct delivery at intermediate due dates, renewable re-source considerations and a variety of schedule perfor-mance criteria. These resource constrained formulations arestraightforwardly formulated models which usually lead towell-structured mathematical programming problems. How-ever, they have two main limitations: the discrete approxima-tion of time and the large size of resulting MILP problems.
Because of the continuous nature of time and the con-cept of discretization, the discrete-time formulations are bydefinition only approximations of the actual problem. Fur-thermore, one of the key issues in these approaches is theselection of the duration of the uniform time intervals, whichalways presents a tradeoff between the accuracy or quality

2116 C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129
of solution and the required computational efforts. If thechemical process of interest involves only fixed processingtimes, it is possible to model the process accurately, but it isrequired to use the greatest common factor of the processingtimes as the duration of each time interval, which usuallyleads to very large combinatorial problems for real-worldapplications that are difficult or even impossible to solve.If a coarser discretization scheme is used, the problem sizemay become more tractable, but there is an inevitable loss ofmodel accuracy and it results by definition in suboptimal so-lutions. Furthermore, for operations with variable processingtimes such as continuous processes, which consume feedsand produce products continuously and in general can poten-tially run for a time period of any duration, the discrete-timeapproaches provide approximate descriptions of the actualprocesses, which can deviate substantially from the truesolutions.
To reduce the difficulty in solving the large MILP prob-lems resulting from the discrete-time models, a numberof techniques have been proposed to improve the solutionefficiency by exploiting the characteristics of the problem.These techniques include: (i) reformulation that reduce thegap between the optimal solution and its LP relaxationcounterpart, for example,Sahinidis and Grossmann (1991b),Shah et al. (1993)and Yee and Shah (1998)reformulatedthe allocation and/or batch-sizing constraints based on vari-able aggregation/disaggregation; (ii) adding cut constraintswhich are redundant but reduce the region of integer infea-sibility, such as those proposed byDedopoulos and Shah(1995) and Yee and Shah (1998); (iii) intervening in thebranch and bound solution procedure, for instance,Shahet al. (1993)developed ways to reduce the size of the relaxedLP and perform post analysis of the LP solution at each nodeof the branch and bound tree,Dedopoulos and Shah (1995)proposed techniques to fix variables to values implied duringthe branch and bound procedure; (iv) decomposition that di-vides a large and complex problem to smaller subproblems,for example,Bassett, Pekny, et al. (1996)proposed a num-ber of time-based decomposition approaches andElkamelet al. (1997)developed another algorithm consisting of bothspatial decomposition and temporal decomposition.
4. Continuous-time approaches
Due to the inherent limitations of the discrete-time ap-proaches, there has been a significant amount of attentionon the development of continuous-time representations inthe past decade. We classify all continuous-time approachesinto two categories based on the type of processes. Thefirst category of approaches focuses on sequential processesand the second category aims at the scheduling of gen-eral network-represented processes. The critical differencesbetween these two types of processes is that sequential pro-cesses are order or batch oriented and do not require the ex-plicit consideration of mass balances, which has important
Fig. 4. Time slots defined for each unit.
implications for the modeling of related scheduling prob-lems.
4.1. Sequential processes
One of the first approaches to formulate continuous-timemodels for the scheduling of sequential processes, whichcan be single or multi-stage, is based on the concept oftime slots. At each stage, there can be one or multiple par-allel units. When multiple units are involved, time slotsare defined for each unit. The basic idea is illustrated inFig. 4. Research contributions following this direction in-clude those presented byPinto and Grossmann (1994, 1995,1996), Pinto, Ttirkay, Bolio, and Grossmann (1998), Karimiand McDonald (1997), Lamba and Karimi (2002a,b), Bokand Park (1998), Moon and Hrymak (1999).
To illustrate this type of models, let us consider the mul-tistage flowshop problem with parallel units at each stage.The following key variables are defined:Wijkl: binary, deter-mines whether or not stage (l) of order (i) is assigned to thetime slot (k) of unit ( j); Tsiil ,Teiil : continuous, the startingand completion times of stage (l) of order (i); Tsjk: contin-uous, the starting time of time slot (k) of unit ( j).
The allocation constraints are written as∑
j∈(Ji∩Jl)
∑
k∈KjWijkl = 1, ∀i ∈ I, l ∈ Li, (8)
∑
i∈Ij
∑
l∈(Li∩Lj)Wijkl ≤ 1, ∀j ∈ J, k ∈ Kj. (9)
In terms of timing, the following constraints are formu-lated to match the starting time of batches to the time slotsand to correlate the starting time of an order at a stage withthe ending time for the same order at the previous stage:
−M(1 −Wijkl ) ≤ (Tsiil − Tsjk) ≤ M(1 −Wijkl ),
∀i ∈ I, J ∈ (Ji ∩ Jl), k ∈ Kj, l ∈ Li, (10)
Teiil ≤ Tsii,(l+1), ∀i ∈ I, l ∈ Li − {lli}. (11)
It should be noted that this type of model generally re-quires a large number of binary variables resulting from the

C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129 2117
introduction of variablesWijkl, which are defined on four di-mensions (i.e., the number of variables is equal to (i× j ×k× l). Furthermore, in all the time-slot based models, a pre-defined number of time slots is used and hence optimalitycannot be guaranteed.
Because of the batch or order oriented characteristics ofthe sequential processes, it is possible to define continuousvariables directly to represent the timings of the batcheswithout the use of time slots. This alternative direction hasalso been pursued to formulate continuous-time schedulingmodels for sequential processes, as reported in the workpresented byKu and Karimi (1988), Cerdá, Henning, andGrossmann (1997), Méndez et al. (2000b, 2001), Moon,Park, and Lee (1996), Hui, Gupta, and van der Meulen(2000), Hui and Gupta (2001), Orçun, Altinel, and Hortasu(2001), andLee, Heo, Lee, and Lee (2002).
For comparison with the slot-based approaches, let usconsider the formulation ofMéndez, Henning, and Cerdá(2001)for scheduling of multistage flowshop problems withparallel units, which was based on the notion of order pre-decessor. The key variables are defined as follows:
Yij: binary, to allocate order (i) to unit (j); Xii ′l: binary,defined only once for every pair of orders (i) and (i′), =1, if(i) precedes (i′) at stage (l), = 0 otherwise;Cil: completiontime of order (i) at stage (l).
The allocation constraints now take the form of∑
j∈Jil
Yij = 1, ∀i ∈ I, l ∈ Li, (12)
which ensures that exactly one unit is assigned to each orderat a related stage.
For sequencing and timing purposes, the timings of dif-ferent orders processed consecutively in the same unit aremaintained through the following constraints:
Ci′l − pti′j ≥Cil + sui′j + τii ′j −M(1 −Xii ′l)
−M(2 − Yij − Yi′j),∀i, i′ ∈ I, i′ > i, l ∈ Lii ′ , j ∈ Jii ′l, (13)
Cil − ptij ≥ Ci′l + suij + τi′ij − MXii ′l −M(2 − Yij − Yi′j),∀i, i′ ∈ I, i′ > i, l ∈ Lii ′ , j ∈ Jii ′l. (14)
For each order, the timing variables for different stages anddelivery are connected as follows:
Cil ≥∑
j∈Jil
Yij (Max[ruj, roi])+ suij + ptij , ∀i ∈ I, l ∈ Li,
(15)
Cil ≤ Ci,l+1 −∑
j∈Ji,l+1
Yij ptij , ∀i ∈ I, l ∈ Li − {lli}, (16)
Cil li≤ di, ∀i ∈ I, (17)
where ruj is the earliest available time of unit (j); roi theearliest time at which order (i) can start; suij and ptij the
Table 1Comparison between slot based and non-slot based formulations
Formulation Slot based,Pinto andGrossmann (1995)
Non-slot based,Mendez, Henning,and Cerda (2001)
Binary variable 161 155Continuous variable 365 25Constraints 449 477Objective (maximize) 6151 6269Nodes 851 201CPU time (s) 58.87a 1.53b
a HP 9000-730.b Pentium H PC (400 MHz).
setup time and processing time for order (i) in unit ( j),respectively;di is the due date of order (i).
Compared to the slot-based formulations, since this ap-proach features continuous variables directly representingthe task timings, it does not rely on time slots for task-unitallocation and hence can be more accurate and lead to bet-ter solutions. However, to model the sequencing of compet-ing tasks in shared units, binary variables, such asXii ′l de-scribed above, and corresponding constraints are introducedto determine the relative order of tasks. Consequently, thesize and complexity of the resulting model of this approachis usually comparable to that of the slot-based approach,both leading to large scale mathematical programming prob-lems for real-world applications. As an illustrative example,Table 1compares a slot based formulation and a non-slotbased formulation applied to the scheduling of a multiprod-uct batch plant with 5 stages and 25 units that manufacturesdyes. The formulations resulted in MILP models of similarsizes in terms of the number of binary variables, however,the formulation proposed byMéndez et al. (2001)led tobetter solution than the one found byPinto and Grossmann(1995).
The continuous-time models that have been developedfor sequential processes can be applied to scheduling prob-lems with various features, including different intermediatestorage policies, sequence-dependent change-overs, batchand continuous processes, intermediate due dates, renew-able resource restrictions, and different objective functionssuch as minimization of order earliness and minimization ofmakespan.
4.2. General network-represented processes
For general network-represented processes that allowbatches to merge/split and thus require explicit considera-tion of mass balance, two types of approaches have beendeveloped to build continuous-time scheduling formula-tions. The first approach introduces a set of events or timeslots that are used for all tasks and all units. We denote theformulations applying this approach as “global event basedmodels.” The second approach defines event points on aunit basis, allowing tasks corresponding to the same event

2118 C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129
point but in different units to take place at different times.This is the most general and most rigorous representationand we denote it as “unit-specific event based models.”
4.2.1. Global event based modelsThere have been an increasing number of research con-
tributions on continuous-time formulations for schedulingof general processes. The earliest efforts were presented byZhang and Sargent (1996, 1998), Zhang (1995), Mockusand Reklaitis (1997, 1999a,b), andSchilling and Pantelides(1996, 1999). Recent developments include the work pre-sented byCastro, Barbosa-Póvoa, and Matos (2001), Majoziand Zhu (2001), Lee, Park, and Lee (2001), Burkard, For-tuna, and Hurkens (2002)andWang and Guignard (2002).Most of these formulations have been based on either theSTN or RTN process representations.
The basic idea of the continuous-time scheduling modelsbased on global events is to introduce continuous variablesto determine the timings of events or variable time slots anduse binary variables to assign important state changes ofthe system, for example, the start or end of a task, to theseevents or time slots.
Zhang and Sargent (1996, 1998)and Zhang (1995)de-veloped the first such continuous-time model based on bothSTN and RTN for mixed production facilities involving bothbatch and continuous processes. We discuss the key com-ponents of their RTN formulation to illustrate this type ofmodel.
The most important variables in this formulation include:Tk: continuous, timing of event (k); Wijk: binary, whether
or not task (i) starts atTk in unit ( j); Xijkk′ : binary, activatedif task (i) starts atTk in unit ( j) and completes atTk′ .
The timings of events are required to be monotonicallyincreasing.
0 = T1 < T2 < · · · < TK ≤ H, (18)
whereH is the time Horizon.The following allocation constraints are written to ensure
that if task (i) starts in unit (j) at event time (k), it finishesat exactly one later event time:
Wijk =∑
k′≥kXijkk′ , ∀i ∈ I, j ∈ Ji, k ∈ K. (19)
The duration of a task, represented by variabletijk, isdetermined by the following timing constraint:
tijk =∑
k′>kXijkk′(Tk′ − Tk), ∀i ∈ I, j ∈ Ji, k ∈ K. (20)
Note that the above equation involves bilinear products ofbinary and continuous variables. Exact linearization tech-niques (Glover, 1975; Floudas, 1995) can be applied to trans-form them into linear forms at the expense of introducingadditional variables and constraints.
This formulation leads to large scale MINLP problems.For certain classes of problems, for example, in the case ofbatch processes with simple objective function, the model
can be linearized, but introduces a large number of additionalvariables and constraints.
Mockus and Reklaitis (1997,1999a,b)(also seeMockus,Eddy, Mockus, Mockus, & Reklaitis, 1997, part V) pro-posed a similar approach based on the STN frameworkand applied it to a variety of scheduling problems for mul-tiproduct/multipurpose batch and continuous plants. Theircontinuous-time formulation, which is called Non-UniformDiscrete-Time Model (NUDTM), also leads to large scaleMINLP problems. They can be transformed into MILP prob-lems if the objective function is of simple form. When amore complicated objective is involved (for example, themaximization of overall profit which takes into account stor-age cost and utility cost), they proposed a modified outerapproximation (Duran & Grossmann, 1986) or a Bayesianheuristic approach to solve the resulting nonconvex MINLPproblems.
Schilling and Pantelides (1996, 1999)proposed acontinuous-time formulation based on the RTN framework.There are two main differences between their formula-tion and those ofZhang (1995)andMockus and Reklaitis(1997). First, they defined the durations of time slots,τk,as the main timing variables instead of the absolute timesof the slot boundaries. Second, they introduced binary vari-ablesyikk′ to take the value of one if task (i) starts at time(k) and is active over slot (k′) ≥ (k). Exact linearizationtechniques are also required to remove the nonlinearitiesarising from products of integer and continuous variables.For the solution of the resulting large scale MILP/MINLPproblems, they developed a special branch and bound algo-rithm which branches on both the continuousτk variablesand the binary variables.
More recently,Castro et al. (2001)proposed an RTNbased MILP continuous-time formulation for the short-termscheduling of batch processes. They defined binary variablesto determine the beginning and end of tasks at event pointsas well as continuous variables for timings of events and for-mulated the constraints, such as excess resource constraints,in a very similar way to that in the approach ofSchilling andPantelides (1996). Majozi and Zhu (2001)proposed anMILP continuous-time formulation for the short-termscheduling of batch processes based on a new process rep-resentation called State Sequence Network. They used timepoints to denote the use or production of states and intro-duced binary variablesy(s, p) associated with the usage ofstate (s) at time point (p). Their formulation leads to smallMILP problems, but relies on the definition of effectivestates which are related to tasks and units.Lee et al. (2001)reported an STN based MILP formulation for batch andcontinuous processes, which introduced three sets of binaryvariables to account for the start, process, and end events ofeach task.Burkard et al. (2002)developed an STN basedMILP formulation for the makespan minimization problemfor batch processes and discussed the choice of the objec-tive function and additional constraints.Wang and Guignard(2002)presented an STN based MILP formulation for batch

C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129 2119
process scheduling problems, which proposed the definitionof events associated with inventory changes to reduce thetotal number of events required to model a schedule.
The global event based continuous-time models canincorporate a wide variety of considerations in processscheduling, such as intermediate storage, change-over, batchand continuous operational modes, due dates, renewableresources, and various objective functions.
As pointed out byZhang and Sargent (1996), for all theglobal event based continuous-time models discussed above,an important issue (in addition to the required lineariza-tions) is the estimation and adjustment of the number ofevents/time slots/time points. An underestimation may leadto suboptimal solutions or even infeasible problems, whilean overestimation results in unnecessarily large problems,which increase even more the difficulty of the solution. De-spite its significance, there has been relatively little atten-tion on this issue in the literature. The only exceptions arethe work presented bySchilling (1997)and very recently byCastro et al. (2001). They proposed an iterative procedure inwhich the model begins with a small number of events andthen the number is gradually increased until no improve-ment can be achieved. However, as reported byCastro et al.(2001), in some cases, the solution may improve only afterthe addition of more than one event, which creates difficultyfor the establishment of a stopping criterion that can guar-antee the optimality of the solution.
4.2.2. Unit-specific event based modelsIerapetritou and Floudas (1998a,b), Ierapetritou, Hene,
and Floudas (1999), Lin and Floudas (2001), Ierapetritouand Floudas (2001)proposed a novel continuous-time for-mulation for short-term scheduling of batch, semicontinu-ous, and continuous processes. This formulation introducesan original concept of event points, which are a sequenceof time instances located along the time axis of a unit, each
Fig. 5. Event points defined for each unit.
representing the beginning of a task or utilization of theunit. The basic idea is illustrated inFig. 5. The location ofevent points are different for different units, allowing dif-ferent tasks to start at different moments in different unitsfor the same event point. The timings of tasks are then ac-counted for through special sequencing constraints, as willbe discussed in detail below. Because of the heterogeneouslocations of the event points for different units as well asthe definition of an event as only the starting of a task (com-pared to that in a global-event based model which considersthe starting and the finishing of a task as two events), forthe same scheduling problem, the number of event pointsrequired in this formulation is smaller than the number ofevents in the global event based models described in theprevious section. This results in substantial reduction of thenumber of binary variables.
Two sets of binary variables are defined: wv(i, n) to de-termine whether or not task (i) starts at event point (n); yv(j,n) to determine whether or not unit (j) starts being utilizedat event point (n). They are connected through the followingallocation constraint:∑
i∈Ijwv(i, n) = yv(j, n), ∀j ∈ J, n ∈ N. (21)
These constraints express that in each unit (j) and at an eventpoint (n) at most one of the tasks that can be performed inthis unit (i.e.,i ∈ Ij,) should take place. Note that if a taskcan be performed in multiple units, it is split into multipletasks with each one performed in a different unit. This willincrease the number of wv(i, n) binary variables and in theworst case where every task can take place in every unit, thetotal number of tasks after splitting is equal to the numberof the original tasks times the number of units.
Continuous variableB(i, j, n) represents the batch-sizeof task (i) in unit ( j) at event point (n) and it is correlatedwith binary variable wv(i, n) through the following capacity

2120 C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129
constraint:
Vminij
wv(i, n) ≤ B(i, j, n) ≤ Vmaxij wv(i, n),
∀i ∈ I, j ∈ Ji, n ∈ N. (22)
ST(s, n) and D(s, n) are the amounts of state (s) storedand delivered at event point (n), respectively; they are usedin the following material balance constraint:
ST(s, n) = ST(s, (n− 1))−D(s, n)+
∑
i∈Ipsρ
pis
∑
j∈JiB(i, j, (n− 1))
−∑
i∈Icsρc
is
∑
j∈JiB(i, j, n), ∀s ∈ S, n ∈ N. (23)
The above constraint is written for batch tasks, while similarconstraints can be written for continuous tasks which takesinto account the different nature of the continuous opera-tion mode (seeIerapetritou & Floudas, 1998b). It should bepointed out that the amount of state (s) at an event point (n),represented by st(s, n), generally does not correspond to onewell-defined time instance or time period due to the fact thatthe state can be consumed or produced by different tasks thattake place in different units with different time axis. Whenthere is a storage limit for the state, an upper bound can beimposed on the ST(s, n) variable as an approximate way tomodel the storage restrictions. A rigorous way is to introducestorage tasks and storage units with certain capacity ranges(seeIerapetritou & Floudas, 1998b; Lin & Floudas, 2001).
The last two sets of main continuous variablesTs(i, j, n)andT f (i, j, n) represent the starting and ending times of task(i) in unit ( j) at event point (n). The various relationshipsamong the timings of tasks are formulated by two types oftiming constraints: duration constraints and sequence con-straints. The duration of a task is expressed as a linear func-tion of the batch-size as follows:
T f (i, j, n) = T s(i, j, n)+ αij wv(i, n)+ βijB(i, j, n),
∀i ∈ I, j ∈ Ji, n ∈ N. (24)
This general form of variable processing times is able todeal with a wide variety of processes. For tasks with fixedprocessing times,αij corresponds to the processing time ofthe task andβij is zero. While for tasks operating in thecontinuous mode,αij is zero andβij is the inverse of theprocessing rate. When a range is given for the processingrate, the related constraints are then written as
Rminij [T f (i, j, n)− T s(i, j, n)]
≤ B(i, j, n) ≤ Rmaxij [T f (i, j, n)− T s(i, j, n)],
∀i ∈ I, j ∈ Ji, n ∈ N, (25)
T f (i, j, n)− T s(i, j, n) ≤ Hwv(i, n),
∀i ∈ I, j ∈ Ji, n ∈ N, (26)
whereRminij andRmax
ij are the minimum and maximum pro-cessing rates of unit (j) when performing task (i), respec-tively.
A very important element of the formulation is the fol-lowing three sets of special sequencing constraints:
• Same task in the same unit:
T s(i, j, (n+ 1)) ≥ T f (i, j, n),
∀i ∈ I, j ∈ Ji, n ∈ N, n �= nlast. (27)
These constraints state that task (i) starting in unit (j) atevent point (n + 1) should start after the end of the sametask performed in the same unit which has already startedat event point (n).
• Different tasks in the same unit: The following constraintsestablish the relationship between the starting time of atask (i) at event point (n + 1) and the ending time of task(i′) at event point (n) when these tasks take place in thesame unit (j).
T s(i, j, (n+ 1))≥ T f (i′, j, n)+ τji ′iwv(i′, n)−H(1 − wv(i′, n)),
∀j ∈ J, i ∈ Ij, i′ ∈ Ij, i �= i′, n ∈ N, n �= nlast. (28)
If wv( i′, n) = 1 which means that task (i′) takes place inunit ( j) at event point (n), then the last term of constraint(28) becomes zero forcing task (i) in unit ( j) at event point(n + 1) to start after the ending time of task (i′) in unit ( j)at event point (n) plus the required clean-up time; other-wise the right hand side of constraint (28) becomes neg-ative and the constraint is trivially satisfied. Note that thesequence-dependent changeover is directly incorporatedin this constraint. It should also be pointed out that thisconstraint actually imposes a lower bound not only on thestarting time of task (i) at event point (n + 1) but also onthe starting times of task (i) at the subsequent event points(n + 2), (n + 3), etc. because of the monotonically in-creasing relationships among the timings of the same taskin the same unit at consecutive event points established byConstraint (27). In other words, if two tasks take place inthe same unit consecutively, but at two event points withan idle event point in between, the requirement on theirtimings is also enforced.
• Different tasks in different units: The following constraintsare written for different tasks (i, i′) that are performed indifferent units (j, j′) but take place consecutively accordingto the production recipe due to material connections:
T s(i, j, (n+ 1)) ≥ T f (i′, j′, n)−H(1 − wv(i′, n)),∀j, j′ ∈ J, i ∈ Ij, i′ ∈ Ij′ , i �= i′, n ∈ N, n �= nlast. (29)
If task (i′) takes place in unit (j′) at event point (n) (i.e.,wv(i′, n) = 1), then we haveTs(i, j, (n + 1)) ≥ T f (i′,j′, n) and hence task (i) in unit ( j) has to start after theend of task (i′) in unit (j′). Similar to Constraint (28), this

C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129 2121
constraint also establishes the relationships between tasksthat are assigned to non-consecutive event points.
The zero-wait condition can also be incorporated byadding the following constraint for tasks (i, i′) that takeplace consecutively without delay due to storage restrictionson the intermediate material.
T(i, j, (n+ 1)) ≤ T f (i′, j′, n)+H(2 − wv(i, (n+ 1))− wv(i′, n)),
∀i, i′ ∈ I, j ∈ Ji, j′ ∈ Ji′ , n ∈ N, n �= nlast. (30)
With constraints (28) or (29), this constraint enforce thattask (i) in unit ( j) at event point (n + 1) starts immediatelyafter the end of task (i′) in unit (j′) at event point (n) if bothof them are activated.
The above duration and sequencing constraints model thesequencing and timing relationships efficiently, avoiding theintroduction of any additional variables such asXijkk′ in theglobal event based models discussed in the previous section.This contributes to the significant further reduction of thenumber of binary variables.
Demands with intermediate due dates can also be in-corporated in this formulation. This is achieved by linkingdemands to event points and enforcing the following con-straints on the amounts and timings of product deliveries:
D(s, n)+ SL(s, n) = dasn, ∀s ∈ S, n ∈ N, (31)
T s(i, j, n) ≤ ddsn, ∀s ∈ S, i ∈ Ips , j ∈ Ji, (32)
where dasn and ddsn are the amount and due date of thedemand for state (s) at event point (n). Note that only thetasks that produce the involved state are considered in Con-straint (32). SL(s, n) are slack variables introduced to givemore flexibility to the model in handling partial fulfillmentof demands. Under feasible conditions, some or all of thesevariables can be fixed to zero to ensure that some or all ofthe demands within the time horizon are met.
Similar to the global event based models, this formulationis also faced with the important issue of the determinationof the number of event points. The general procedure is tostart with a small number and iteratively increase it until
Table 2Comparison between discrete-time models and global event based, unit-specific event based continuous-time models
Model Discrete-time models Continuous-time models
Global event based,Zhang (1995)
Unit-specific event based,Ierapetritouand Floudas (1998a, 2001)
Events/time intervals 8 16 32 7 5Binary variable 38 171 591 147 40Continuous variable 743 2386 8590 497 260Constraints 1567 5135 18415 741 374Objective (profit) 620.2 940.5 1195.3 1497.7 1498.2Nodes 15 5123 ∼500,000 9575 51CPU time (s) 0.29a 58a ∼100,000a 1027.5b 0.28a
a HP-C160.b SunSparc10/41.
no improvement of the objective function can be achieved(Ierapetritou & Floudas, 1998a). The possibility that it re-quires the addition of more than one event point to improvethe solution for this formulation is much smaller than thatfor the global event based models, due to the more efficientutilization of event points and the smaller number of eventpoints required to model a process.
Compared to the discrete-time models and most of othercontinuous-time models, this formulation leads to MILPmodels of smaller size mainly in terms of the number of bi-nary variables, which consequently requires less computa-tional effort for their solution. This can be demonstrated bycomparing the different approaches applied to a small ex-ample which involves the process described by the STN inFig. 2or the RTN inFig. 3and requires variable processingtimes. As shown inTable 2, the discrete-time approach is anapproximation of the actual process and by definition leadsto suboptimal solutions that can deviate from the optimalsolution substantially. Furthermore, the size of the resultingmodel and the required solution time explode exponentiallyas the number of time intervals increases to improve thedegree of accuracy. When the number of time intervals isincreased from 8 (corresponding to a discretization intervalof 1 h) to 32 (corresponding to a discretization interval of0.25 h), the discrete-time formulation attains better approx-imation and better solution, which improves from 620.2 to1195.3. Note that this is still suboptimal compared to thebest solution of 1498.2 obtained through a unit-specific eventbased continuous-time formulation. Also, the size of the re-sulted model grows significantly, which is mainly reflectedby the number of binary variables that increases from 38 to591, and the required solution time explodes from less than asecond to more than 100,000 s without solving to optimality.In contrast, continuous-time approaches lead to more accu-rate models of smaller sizes. The global event based formu-lation proposed byZhang (1995)led to an MILP model with147 binary variables, which can be solved in reasonable timeand achieves a much better objective value of 1497.7. Theunit-specific event based approach proposed byIerapetritouand Floudas (1998a, 2001)used a smaller number of eventsand further reduces the size of the resulting model to 40
2122 C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129
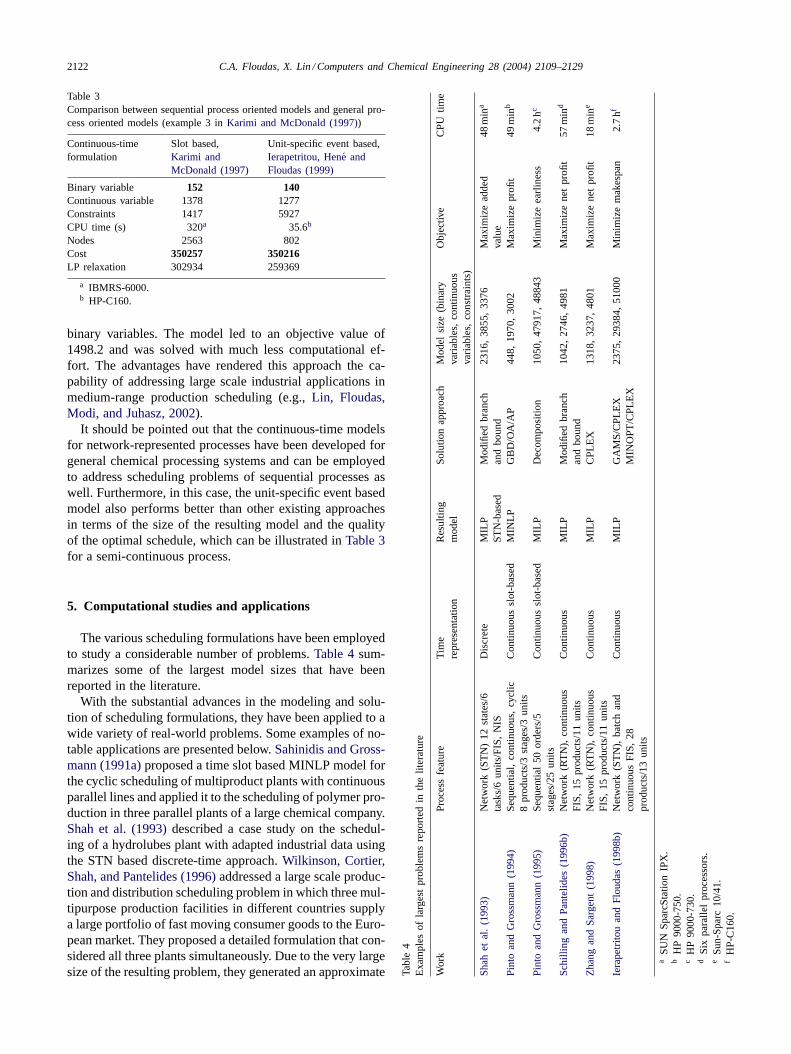
Table 3Comparison between sequential process oriented models and general pro-cess oriented models (example 3 inKarimi and McDonald (1997))
Continuous-timeformulation
Slot based,Karimi andMcDonald (1997)
Unit-specific event based,Ierapetritou, Hene andFloudas (1999)
Binary variable 152 140Continuous variable 1378 1277Constraints 1417 5927CPU time (s) 320a 35.6b
Nodes 2563 802Cost 350257 350216LP relaxation 302934 259369
a IBMRS-6000.b HP-C160.
binary variables. The model led to an objective value of1498.2 and was solved with much less computational ef-fort. The advantages have rendered this approach the ca-pability of addressing large scale industrial applications inmedium-range production scheduling (e.g.,Lin, Floudas,Modi, and Juhasz, 2002).
It should be pointed out that the continuous-time modelsfor network-represented processes have been developed forgeneral chemical processing systems and can be employedto address scheduling problems of sequential processes aswell. Furthermore, in this case, the unit-specific event basedmodel also performs better than other existing approachesin terms of the size of the resulting model and the qualityof the optimal schedule, which can be illustrated inTable 3for a semi-continuous process.
5. Computational studies and applications
The various scheduling formulations have been employedto study a considerable number of problems.Table 4sum-marizes some of the largest model sizes that have beenreported in the literature.
With the substantial advances in the modeling and solu-tion of scheduling formulations, they have been applied to awide variety of real-world problems. Some examples of no-table applications are presented below.Sahinidis and Gross-mann (1991a)proposed a time slot based MINLP model forthe cyclic scheduling of multiproduct plants with continuousparallel lines and applied it to the scheduling of polymer pro-duction in three parallel plants of a large chemical company.Shah et al. (1993)described a case study on the schedul-ing of a hydrolubes plant with adapted industrial data usingthe STN based discrete-time approach.Wilkinson, Cortier,Shah, and Pantelides (1996)addressed a large scale produc-tion and distribution scheduling problem in which three mul-tipurpose production facilities in different countries supplya large portfolio of fast moving consumer goods to the Euro-pean market. They proposed a detailed formulation that con-sidered all three plants simultaneously. Due to the very largesize of the resulting problem, they generated an approximateTa
ble
4E
xam
ples
ofla
rges
tpr
oble
ms
repo
rted
inth
elit
erat
ure
Wor
kP
roce
ssfe
atur
eT
ime
repr
esen
tatio
nR
esul
ting
mod
elS
olut
ion
appr
oach
Mod
elsi
ze(b
inar
yva
riabl
es,
cont
inuo
usva
riabl
es,
cons
trai
nts)
Obj
ectiv
eC
PU
time
Sha
het
al.
(199
3)N
etw
ork
(ST
N)
12st
ates
/6ta
sks/
6un
its/F
IS,
NIS
Dis
cret
eM
ILP
ST
N-b
ased
Mod
ified
bran
chan
dbo
und
2316
,38
55,
3376
Max
imiz
ead
ded
valu
e48
min
a
Pin
toan
dG
ross
man
n(1
994)
Seq
uent
ial,
cont
inuo
us,
cycl
ic8
prod
ucts
/3st
ages
/3un
itsC
ontin
uous
slot
-bas
edM
INLP
GB
D/O
A/A
P44
8,19
70,
3002
Max
imiz
epr
ofit
49m
inb
Pin
toan
dG
ross
man
n(1
995)
Seq
uent
ial
50or
ders
/5st
ages
/25
units
Con
tinuo
ussl
ot-b
ased
MIL
PD
ecom
posi
tion
1050
,47
917,
4884
3M
inim
ize
earli
ness
4.2
hc
Sch
illin
gan
dP
ante
lides
(199
6b)
Net
wor
k(R
TN
),co
ntin
uous
FIS
,15
prod
ucts
/11
units
Con
tinuo
usM
ILP
Mod
ified
bran
chan
dbo
und
1042
,27
46,
4981
Max
imiz
ene
tpr
ofit
57m
ind
Zha
ngan
dS
arge
nt(1
998)
Net
wor
k(R
TN
),co
ntin
uous
FIS
,15
prod
ucts
/11
units
Con
tinuo
usM
ILP
CP
LEX
1318
,32
37,
4801
Max
imiz
ene
tpr
ofit
18m
ine
Iera
petr
itou
and
Flo
udas
(199
8b)
Net
wor
k(S
TN
),ba
tch
and
cont
inuo
usF
IS,
28pr
oduc
ts/1
3un
its
Con
tinuo
usM
ILP
GA
MS
/CP
LEX
MIN
OP
T/C
PLE
X23
75,
2938
4,51
000
Min
imiz
em
akes
pan
2.7
hf
aS
UN
Spa
rcS
tatio
nIP
X.
bH
P90
00-7
50.
cH
P90
00-7
30.
dS
ixpa
ralle
lpr
oces
sors
.e
Sun
-Spa
rc10
/41.
fH
P-C
160.

C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129 2123
formulation by aggregating constraints, whose solution gavea tight upper bound on the production capacity and facili-tated the decomposition of the original problem into smallsub-problems, each involving a single plant.
Zhang (1995), Schilling and Pantelides (1996b),Ierapetritou and Floudas (1998b)considered the schedul-ing of an industrial fast-moving consumer goods manu-facturing plant involving batch and continuous processes.Continuous-time formulations were proposed using eitherglobal events (Zhang, 1995; Schilling & Pantelides, 1996b)or unit-specific events (Ierapetritou & Floudas, 1998b).Ierapetritou et al. (1999)extended the continuous-time for-mulation in (Ierapetritou & Floudas, 1998a,b) to deal withintermediate due dates and addressed a variety of prob-lems, including the short-term scheduling of a single-stagemultiproduct facility with multiple semicontinuous pro-cessors. Jain and Grossmann (1999)investigated theresource-constrained scheduling of testing tasks for newproduct development in pharmaceutical and agrochemicalindustries. Slot-based MILP models were proposed to solvethe scheduling problem.Pinto, Joly, and Moro (2000)dis-cussed planning and scheduling applications for refineryoperations. Both continuous and discrete time formulationswere developed for the scheduling of refinery productionand distribution.Méndez and Cerdá (2000a)addressed theshort-term scheduling of a two-stage multiproduct batchplant which delivered intermediate products to nearbyend-product facilities and proposed a continuous-time MILPmodel. Georgiadis, Papageorgiou, and Macchietto (2000)considered the short-term cleaning scheduling in a spe-cial class of heat exchanger networks involving decayingequipment performance due to milk fouling. Discrete-timeapproaches were employed to formulate an MINLP modelincorporating general fouling profiles, which is then lin-earized and solved as an MILP problem.Yi, Suh, Lee,and Lee (2000)studied the production scheduling of apolybutene process featuring the requirement of productquality check in intermediate storage tanks and developeda discrete-time MILP model.
Glismann and Gruhn (2001)developed an approach to in-tegrate the short-term scheduling of multiproduct blendingfacilities and nonlinear recipe optimization. An RTN baseddiscrete-time MILP model was formulated for the schedul-ing problem.Harjunkoski and Grossmann (2001)presenteda decomposition algorithm for the short-term scheduling oflarge scheduling problems in the steel making industry. Theoriginal problem is disaggregated into subproblems basedon product groups characteristic of steel making and a se-quence of smaller MILP problems are solved followed by anaggregating MILP.Lin, Chajakis, and Floudas (2003)inves-tigated the scheduling of marine vessels for tanker lighter-ing in the crude oil supply chain. A novel continuous-timeMILP formulation was developed based on the conceptof event points, in which a task consists of a sequenceof operations performed by a vessel during the lighteringprocess.Lamba and Karimi (2002b)developed a two-step
decomposition algorithm for the short-term scheduling ofa single-stage multiproduct facility with multiple semicon-tinuous production lines. The algorithm is based on itemcombinations and is applied to an industrial problem from adetergent plant.Castro, Matos, and Barbosa-Póvoa (2002)addressed the scheduling of a batch digester cooking sys-tem of an industrial acid sulphite pulp mill constrainedby steam availability. A discrete time RTN based modelfeaturing the most relevant steam-sharing alternatives wasdeveloped and the required process data were obtained witha dynamic model of the heating system.Lin, Floudas, Modi,and Juhasz (2002)presented a systematic framework for themedium-range production scheduling of a large industrialpolymer multiproduct plant, which uses a rolling horizondecomposition approach coupled with the unit-specificevent based continuous-time scheduling formulation.
6. Integrated synthesis, design and scheduling ofmultiprod-uct/multipurpose plants
The inherent operational flexibility of multiprod-uct/multipurpose plants gives rise to considerable complex-ity in the design and synthesis of such plants. In many cases,scheduling strategies are not incorporated or integrated verywell, which may lead to over-design or under-design. Inorder to ensure that any resource incorporated in the designcan be used as efficiently as possible, detailed considera-tions of plant scheduling must be taken into account at thedesign stage. Therefore, it is important to consider design,synthesis and scheduling simultaneously.
There have been a number of publications in the area ofdesign and operation of multiproduct/multipurpose plants.Sparrow, Forder, and Rippin (1975)and Grossmann andSargent (1979)addressed the optimal design problem ofsequential multiproduct batch plants taking into accountscheduling issues by assuming campaigns of single prod-ucts and including simple aggregated timing constraints.The resulting MINLP problems were solved using heuris-tics (Sparrow et al., 1975) or branch and bound techniques(Sparrow et al., 1975; Grossmann & Sargent, 1979).
On this basis,Suhami and Mah (1982)studied the optimaldesign of multipurpose batch plants focusing on a restrictedform of the problem as the “unique unit-to-task assignment”case. The resulting MINLP problem was solved using aniterative procedure of solving NLP relaxations and addingconstraints that corrected integer infeasibilities.
Vaselenak, Grossmann, and Westerberg (1987)also in-vestigated the design and scheduling of multipurpose batchplants. They proposed a superstructure representation forproducts grouping and formulated an MINLP formula-tion, which was also solved as a sequence of NLP pro-grams.Birewar and Grossmann (1989)proposed MINLPformulations for the design and scheduling of sequentialmulti-product batch plants which considered mixed productcampaigns.Birewar and Grossmann (1990)extended them

2124 C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129
to address synthesis, sizing and scheduling of such plantssimultaneously and used the AP/OA/ER algorithm imple-mented in DICOPT++ to solved the resulting MINLPproblems.
Papageorgaki and Reklaitis (1990a,b, 1993)addressed theoptimal design and retrofit of multipurpose batch plants.They pointed out that previous formulations omitted keyaspects of the general multipurpose plant, such as alterna-tive assignments of different equipment items to each prod-uct task and sharing of the units of the same equipmenttype among multiple tasks of the same or different products.They proposed formulations in which flexible unit-to-taskallocations and non-identical parallel units are considered.Problem-specific decomposition strategies that iterated be-tween an MILP or MINLP master problem and an NLP orMINLP upper bound subproblem were proposed to solvethe resulting MINLP problems.
Crooks and Macchietto (1992)and Crooks, Kuriyan,and Macchietto (1992)integrated the synthesis, designand scheduling of general batch plants. They incorporatedscheduling considerations by applying the STN frameworkand the discrete-time approach proposed byKondili et al.(1993).
Voudouris and Grossmann (1993, 1996)presented MILPformulations for the optimal design and scheduling of se-quential multiproduct and multipurpose batch plants undera number of assumptions such as discrete equipment sizes.Barbosa-Póvoa and Macchietto (1994)presented a de-tailed formulation of multipurpose batch plant design andretrofit based on the STN description and the discrete-timescheduling model proposed byKondili et al. (1993). Theresulting MILP problem was solved using a branch andbound method.Realff, Shah, and Pantelides (1996)consid-ered the design problem for pipeless batch plants with mo-bile vessels and incorporated the STN-based discrete-timescheduling approach proposed byKondili et al. (1993). Adecomposition procedure is proposed to solve the resultinglarge MILP problems.Barbosa-Póvoa and Pantelides (1997)solved the multipurpose batch plant design problem usingthe RTN-based discrete-time scheduling model proposed byPantelides (1993), which also resulted in MILP problems.
In recent years, continuous-time scheduling approacheshave also been incorporated into the design problem for mul-tiproduct/multipurpose plants.Xia and Macchietto (1997)presented a formulation based on the variable event timescheduling model ofZhang and Sargent (1996, 1998)andZhang (1995). A stochastic method is used to solve the re-sulting nonconvex MINLP problems directly, instead of in-troducing a large number of auxiliary variables and con-straints to reduce the MINLP into an MILP.Lin and Floudas(2001) extended the continuous-time scheduling formula-tion proposed byIerapetritou and Floudas (1998a,b, 2001),Ierapetritou et al. (1999)to address the problem of inte-grated design, synthesis and scheduling of multipurposebatch plants. They studied both linear and nonlinear cases,which resulted in MILP and MINLP problems, respectively.
The MILP problems were solved with an LP-based branchand bound method. The nonconvex MINLP problems weresolved with MINOPT (Schweiger and Floudas, 1997) andglobal optimal solutions can be obtained for a class of prob-lems with special structures.
7. Scheduling under uncertainty
Most of the scheduling models for chemical processesassume that all problem data are certain, that is, they areof constant known values and they are called determinis-tic models. However, uncertainty is prevalent in the contextof scheduling in reality. The most common sources of un-certainty include: (i) process or model parameters, such asprocessing time and equipment availability; and (ii) environ-mental data, such as demand amount and/or due date, andprice/cost of product/raw materials. It can be shown that aschedule generated by a deterministic model based on nomi-nal values of the parameters may be infeasible upon realiza-tion of the uncertain parameters. It is thus very important totake into account uncertainty during the course of schedul-ing in order to improve the schedule quality.
Although there has been a substantial amount of workto address the problem of design and operation of batchplants under uncertainty (e.g.,Shah and Pantelides, 1992;Subrahmanyam, Pekny, & Reklaitis, 1994; Ierapetritou &Pistikopoulos, 1996; Harding & Floudas, 1997; Petkov &Maranas, 1997), the issue of robustness in scheduling underuncertainty has received relatively less attention.
Existing approaches in the literature to deal with this prob-lem can be divided into two groups: reactive scheduling andstochastic scheduling, and are presented below.
7.1. Reactive scheduling
The first approach, called reactive scheduling, handlesuncertainty by adjusting a schedule upon realization of theuncertain parameters or occurrence of unexpected events.The original schedule is usually obtained a priori in a deter-ministic manner and reactive scheduling is performed eitherat or right before the execution of scheduled operations.Therefore, reactive scheduling systems are required to beable to generate updated schedules relatively quickly. It isnot desirable to do full-scale rescheduling for every unex-pected event and usually heuristic approaches are developedto achieve the purpose of schedule modifications.
One of the earliest efforts in reactive scheduling was re-ported byCott and Macchietto (1989), which was a part ofa larger computer aided production management system forbatch processes. They considered fluctuations of processingtimes and used a shifting algorithm to modify the startingtimes of processing steps of a batch by the maximum de-viation between the expected and actual processing timesof all related processing steps.Kanakamedala, Reklaitis,and Venkatasubramanian (1994)considered deviations in

C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129 2125
processing times and unit availabilities in multipurposebatch plants. They developed a least impact heuristic searchapproach for schedule modification that allowed time shift-ing and unit replacement.Huercio, Espuna, and Puigjaner(1995)andSanmarti, Huercio, Espuna, and Puigjaner (1996)proposed reactive scheduling techniques to deal with vari-ations in task processing times and equipment availability.They used heuristic equipment selection rules for modifica-tion of task starting times and reassignment of alternativeunits.
Rodrigues, Gimeno, Passos, and Campos (1996)also con-sidered uncertain processing times and proposed a reactivescheduling technique based on a modified batch-orientedMILP model according to the discrete-time STN formula-tion proposed byKondili et al. (1993). A rolling horizonapproach is utilized to determine operation starting timeswith lookahead characteristics taking into account possi-ble violations of future due dates.Honkomp, Mockus, andReklaitis (1999)proposed a reactive scheduling frameworkfor processing time variations and equipment breakdown bycoupling a deterministic schedule optimizer with a simulatorincorporating stochastic events. A number of reschedulingstrategies are proposed based on the discrete-time MILPscheduling model with the objective of minimizing thetask starting time deviations from where they were orig-inally scheduled.Vin and Ierapetritou (2000)consideredtwo kinds of disturbances in multiproduct batch plants:machine breakdown and rush order arrival. They appliedthe continuous-time scheduling formulation proposed byIerapetritou and Floudas (1998a, 2001), Ierapetritou et al.(1999) and reduced the computational effort required forthe solution of the resulting MILP problems by fixing bi-nary variables involved in the period before an unexpectedevent occurs.Roslöf, Harjunkoski, Bjorkqvist, Karlsson,and Westerlund (2001)developed an MILP based heuris-tic algorithm that can be used to improve an existingschedule or to reschedule jobs in the case of changedoperational parameters by iteratively releasing a set ofjobs in an original schedule and optimally reallocatingthem.
7.2. Stochastic scheduling
A second approach, called stochastic scheduling, takesinto account the uncertainty information at the originalscheduling stage and its objective is to create optimal andreliable schedules in the presence of uncertainty. The con-sideration of uncertainty transforms the problem from adeterministic one, where standard methods of mathematicalprogramming can be applied, to a stochastic problem wherespecial techniques are required.
For the well-studied flowshop problem, considerable workhas been done in operations research, focusing on uncertainprocessing times. A variety of rules or sufficient conditionsfor optimal solutions were proposed or identified to facilitatethe development of efficient scheduling algorithms for spe-
cific classes of problems. Examples of such methods can befound inHamada and Glazebrook (1993)andKamburowski(1999, 2000).
In the chemical engineering literature, an approach basedon the framework of scenarios attempts to forecast and ac-count for all possible future outcomes through the use of anumber of scenarios, using either discrete probability distri-butions or the discretization of continuous probability distri-bution functions. The expectation of a certain performancecriterion, such as the expected makespan, is optimized withrespect to the scheduling decision variables. Such methodsprovide a straightforward way to implicitly incorporate un-certainty. However, they inevitably enlarge the size of theproblem significantly as the number of scenarios increasesexponentially with the number of uncertain parameters. Thismain drawback limits the application of these methods tosolve practical problems with a large number of uncertainparameters.
Bassett, Pekny, and Reklaitis (1997)presented a frame-work to take into account process uncertainties in processingtime fluctuations, equipment reliability/availability, processyields, demands, and manpower changes. They used MonteCarlo sampling to generate random instances, determineda schedule for each instance, generated distribution of ag-gregated properties to infer operating policies. However, aspecific robust schedule is not determined.Ierapetritou andPistikopoulos (1996b)addressed the scheduling of single-stage and multistage multiproduct continuous plants withsingle production line at each stage when uncertainty inproduct demands is involved. They used Gaussian quadra-ture integration to evaluate the expected profit and formu-lated MILP models for the stochastic scheduling problem.Vin and Ierapetritou (2001)considered demand uncertaintyfor the short-term scheduling of general multiproduct andmultipurpose batch plants based on the continuous-timeMILP formulation proposed byIerapetritou and Floudas(1998a). They introduced several metrics to evaluate therobustness of a schedule and proposed a multiperiod pro-gramming model using extreme points of the demand rangeas scenarios to generate a single sequence of tasks with theminimal average makespan over all scenarios.
Balasubramanian and Grossmann (2002)proposed a mul-tiperiod MILP model for scheduling multistage flowshopplants with uncertain processing times described by dis-crete or continuous (using discretization schemes) proba-bility distributions. The objective is to minimize expectedmakespan and a special branch and bound algorithm wasused based on lower bounding by an aggregated probabilitymodel.
Sanmarti, Espuna, and Puigjaner (1997)presented a dif-ferent approach for the scheduling of production and main-tenance tasks in multipurpose batch plants in the face ofequipment failure uncertainty. They computed a reliabilityindex for each unit and for each scheduled task and formu-lated a nonconvex MINLP model to maximize the overallschedule reliability. Because of the significant difficulty in

2126 C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129
the rigorous solution of the resulting problem, a heuristicmethod was developed to find solutions that improve the ro-bustness of an existing schedule.
There have also been attempts to transform a stochasticmodel to direct deterministic equivalent representation. Thisframework circumvents any need for explicit or implicitdiscretization or sampling of the uncertain data, avoidingundesirable increase of the problem size, and thus ren-ders the potential capability of handling problems with alarge number of uncertain parameters.Orçun, Altinel, andHortaçsu (1996)considered uncertain processing times in
batch processes and employed chance constraints to ac-count for the risk of violation of timing constraints undercertain conditions such as uniform distribution functions.Recently,Lin, Janak, and Floudas (2004)proposed a newrobust optimization framework for scheduling general batchprocesses under uncertainty using a continuous-time MILPformulation. The underlying framework is based on a Ro-bust Optimization methodology, which when applied toMILP problems produces “robust” solutions which are in asense immune against uncertainties in both the coefficientsand right-hand-side parameters of the inequality constraints.The approach can be applied to generate reliable schedulesin the presence of uncertainty in processing times, productdemands, and prices of materials and to gain insights onthe tradeoffs between conflicting objectives.
8. Conclusions and perspectives
In this paper, we present an overview of the develop-ments in the scheduling of multiproduct, multipurposebatch and continuous processes. Existing approaches wereclassified based on the time representation and importantcharacteristics of chemical processes that pose challengesto the scheduling problem are discussed. In addition to thediscrete-time approaches, various continuous-time modelshave been proposed in the literature and their strengths andlimitations are examined. Computational studies and appli-cations are presented and the integrated scheduling, designand synthesis, and scheduling under uncertainty are alsoreviewed.
It is apparent that significant advances have been madein the area of scheduling of chemical processes in thepast decade. Further research work is needed to addressclasses of important large-scale industrial applications.More specifically, future research efforts should aim at ad-dressing (a) the development of mathematical models andalgorithms that reduce and even close the integrality gap formedium and large scale short-term scheduling applications;(b) medium-term scheduling of batch and continuous pro-cesses; (c) the multisite production and distribution schedul-ing; (d) the uncertainty in processing times, prices, changesin product demands, and equipment failure/breakdown; (e)the scheduling of manufacturing operations in the semicon-ductor industry in the presence of multiple reentrant flows;
and (f) the integration of scheduling with design, synthesis,control and planning.
Acknowledgements
The authors gratefully acknowledge support from the Na-tional Science Foundation, and Atofina Chemicals, Inc.
References
Applequist, G., Samikoglu, O., Pekny, J., & Reklaitis, G. (1997). Issuesin the use, design and evolution of process scheduling and planningsystems.ISA Transactions, 36, 81–121.
Balasubramanian, J., & Grossmann, I. E. (2002). A novel branch andbound algorithm for scheduling flowshop plants with uncertain pro-cessing times.Computers and Chemical Engineering, 26, 41–57.
Barbosa-Póvoa, A., & Macchietto, S. (1994). Detailed design of multipur-pose batch plants.Computers and Chemical Engineering, 18, 1013–1042.
Barbosa-Póvoa, A.P.F.D., & Pantelides, C. C. (1997). Design of mul-tipurpose plants using the resource-task network unified framework.Computers and Chemical Engineering, 21, S703–S708.
Bassett, M. H., Dave, P., Doyle III, F. J., Kudva, G. K., Pekny, J.F., Reklaitis, G. V., Subrahmanyam, S., Miller, D. L., & Zentner,M. G. (1996a). Perspectives on model based integration of processoperations.Computers and Chemical Engineering, 20, 821–844.
Bassett, M. H., Pekny, J. F., & Reklaitis, G. V. (1996b). Decompositiontechniques for the solution of large-scale scheduling probems.AIChEJournal, 42, 3373–3387.
Bassett, M. H., Pekny, J. F., & Reklaitis, G. V. (1997). Using detailedscheduling to obtain realistic operating policies for a batch processingfacility. Industrial and Engineering Chemistry Research, 36, 1717–1726.
Birewar, D. B., & Grossmann, I. E. (1989). Incorporating schedulingin the optimal design of multiproduct batch plants.Computers andChemical Engineering, 13, 141–161.
Birewar, D. B., & Grossmann, I. E. (1990). Simultaneous synthesis,sizing, and scheduling of multiproduct batch plants.Industrial andEngineering Chemistry Research, 29, 2242–2251.
Bok, J., & Park, S. (1998). Continuous-time modeling for short-termscheduling of multipurpose pipeless plants.Industrial and EngineeringChemistry Research, 37, 3652–3659.
Bowman, E. H. (1959). The schedule-sequencing problem.OperationsResearch, 7, 621–624.
Burkard, R. E., Fortuna, T., & Hurkens, C. A. J. (2002). Makespanminimization for chemical batch processes using non-uniform timegrids. Computers and Chemical Engineering, 26, 1321–1332.
Castro, P., Barbosa-Póvoa, A.P.F.D., & Matos, H. (2001). An improvedRTN continuous-time formulation for the short-term scheduling ofmultipurpose batch plants.Industrial and Engineering Chemistry Re-search, 40, 2059–2068.
Castro, P., Matos, H., & Barbosa-Póvoa, A.P.F.D. (2002). Dynamic mod-eling and scheduling of an industrial batch system.Computers andChemical Engineering, 26, 671–686.
Cerdá, J., Henning, G. P., & Grossmann, I. E. (1997). A mixed-integerlinear programming model for short-term scheduling of single-stagemultiproduct batch plants with parallel lines.Industrial and Engineer-ing Chemistry Research, 36, 1695–1707.
Cott, B. J., & Macchietto, S. (1989). Minimizing the effects of batchprocess variability using online schedule modification.Computers andChemical Engineering, 13, 105–113.

C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129 2127
Crooks, C. A., Kuriyan, K., & Macchietto, S. (1992). Integration of batchplant design, automation, and operation software tools.Computersand Chemical Engineering, 16, S289–S296.
Crooks, C. A., & Macchietto, S. (1992). A combined MILP andlogic-based approach to the synthesis of operating procedures forbatch plants.Chemical Engineering Communications, 114, 117–144.
Dedopoulos, I. T., & Shah, N. (1995). Optimal short-term scheduling ofmaintenance and production for multipurpose plants.Industrial andEngineering Chemistry Research, 34, 192–201.
Duran, M. A., & Grossmann, I. E. (1986). An outer approximation algo-rithm for a class of mixed integer nonlinear programs.MathematicalProgramming, 36, 307–339.
Elkamel, A., Zentner, M., Pekny, J. F., & Reklaitis, G. V. (1997). Adecomposition heuristic for scheduling the general batch chemicalplant. Engineering Optimization, 28, 299–330.
Floudas, C. A. (1995).Nonlinear and mixed-integer optimization.OxfordUniversity Press.
Garey, M. R., & Johnson, D. R. (1979).Computers and intractability: Aguide to the theory of NP-completeness.New York: W.H. Freeman.
Georgiadis, M. C., Papageorgiou, L. G., & Macchietto, S. (2000). Optimalcleaning policies in heat exchanger networks under rapid fouling.Industrial and Engineering Chemistry Research, 39, 441–454.
Glismann, K., & Gruhn, G. (2001). Short-term scheduling and recipeoptimization of blending processes.Computers and Chemical Engi-neering, 25, 627–634.
Glover, E. (1975). Improved linear integer programming formulations ofnonlinear integer problems.Management Science, 22, 455–460.
Grossmann, I. E., & Sargent, R. W. H. (1979). Optimal design of multi-purpose chemical plants.Industrial and Engineering Chemistry Pro-cess Design Device, 18, 343–348.
Hamada, T., & Glazebrook, K. D. (1993). A bayesian sequential singlemachine scheduling problem to minimize the expected weighted sumof flowtimes of jobs with exponential processing times.OperationsResearch, 41, 924–934.
Harding, S. T., & Floudas, C. A. (1997). Global optimization in multi-product and multipurpose batch design under uncertainty.Industrialand Engineering Chemistry Research, 36, 1644–1664.
Harjunkoski, I., & Grossmann, I. E. (2001). A decomposition approach forthe scheduling of a steel plant production.Computers and ChemicalEngineering, 25, 1647–1660.
Honkomp, S. J., Lombardo, S., Rosen, O., & Pekny, J. F. (2000). Thecurse of reality—why process scheduling optimization problems aredifficult in practice.Computers and Chemical Engineering, 24, 323–328.
Honkomp, S. J., Mockus, L., & Reklaitis, G. V. (1999). A frameworkfor schedule evaluation with processing uncertainty.Computers andChemical Engineering, 23, 595–609.
Huercio, A., Espuna, A., & Puigjaner, L. (1995). Incorporating on-linescheduling strategies in integrated batch production control.Computersand Chemical Engineering, 19, S609–S615.
Hui, C., & Gupta, A. (2001). A bi-index continuous-time mixed-integerlinear programming model for single-stage batch scheduling withparallel units. Industrial and Engineering Chemistry Research, 40,5960–5967.
Hui, C., Gupta, A., & van der Meulen, H. A. J. (2000). A novel MILP for-mulation for short-term scheduling of multi-stage multi-product batchplants with sequence-dependent constraints.Computers and ChemicalEngineering, 24, 2705–2717.
Ierapetritou, M. G., & Floudas, C. A. (1998a). Effective continuous-timeformulation for short-term scheduling. Part 1. Multipurpose batchprocesses.Industrial and Engineering Chemistry Research, 37, 4341–4359.
Ierapetritou, M. G., & Floudas, C. A. (1998b). Effective continuous-timeformulation for short-term scheduling. Part 2. Continuous andsemi-continuous processes.Industrial and Engineering Chemistry Re-search, 37, 4360–4374.
Ierapetritou, M. G., & Floudas, C. A. (2001). Comments on “an improvedRTN continuous-time formulation for the short-term scheduling ofmultipurpose batch plants”.Industrial and Engineering ChemistryResearch, 40, 5040–5041.
Ierapetritou, M. G., Hene, T. S., & Floudas, C. A. (1999). Effectivecontinuous-time formulation for short-term scheduling. Part 3. Mul-tiple intermediate due dates.Industrial and Engineering ChemistryResearch, 38, 3446–3461.
Ierapetritou, M. G., & Pistikopoulos, E. N. (1996). Batch plant design andoperations under uncertainty.Industrial and Engineering ChemistryResearch, 35, 772–787.
Ierapetritou, M. G., & Pistikopoulos, E. N. (1996b). Global optimizationfor stochastic planning, scheduling and design problems. In I. E. Gross-mann (Ed.),Global optimization in engineering design(pp. 231–287).Kluwer Academic Publishers.
Jain, V., & Grossmann, I. E. (1999). Resource-constrained schedulingof tests in new product development.Industrial and EngineeringChemistry Research, 38, 3013–3026.
Kamburowski, J. (1999). Stochastically minimizing the makespan intwo-machine flow shops without blocking.European Journal of Op-erations Research, 112, 304–309.
Kamburowski, J. (2000). On three-machine flow shops with random jobprocessing times.European Journal of Operations Research, 125,440–449.
Kanakamedala, K. B., Reklaitis, G. V., & Venkatasubramanian, V. (1994).Reactive schedule modification in multipurpose batch chemical plants.Industrial and Engineering Chemistry Research, 33, 77–90.
Karimi, L. A., & McDonald, C. M. (1997). Planning and schedulingof parallel semi-continuous processes. Part 2. Short-term scheduling.Industrial and Engineering Chemistry Research, 36, 2701–2714.
Kondili, E., Pantelides, C. C., & Sargent, R. W. H. (1993). A generalalgorithm for short-term scheduling of batch operations. Part 1. MELPformulation.Computers and Chemical Engineering, 17, 211–227.
Ku, H., & Karimi, L. A. (1988). Scheduling in serial multiproduct batchprocesses with finite interstage storage: A mixed integer linear pro-gramming formulation.Industrial and Engineering Chemistry Re-search, 27, 1840–1848.
Lamba, N., & Karimi, L. A. (2002a). Scheduling parallel production lineswith resource constraints. Part 1. Model formulation.Industrial andEngineering Chemistry Research, 41, 779–789.
Lamba, N., & Karimi, I. A. (2002b). Scheduling parallel production lineswith resource constraints. Part 2. Decomposition algorithm.Industrialand Engineering Chemistry Research, 41, 790–800.
Lee, K., Heo, S., Lee, H., & Lee, I. (2002). Scheduling of single-stageand continuous processes on parallel lines with intermediate due dates.Industrial and Engineering Chemistry Research, 41, 58–66.
Lee, K., Park, H. I., & Lee, I. (2001). A novel nonuniform discretetime formulation for short-term scheduling of batch and continuousprocesses.Industrial and Engineering Chemistry Research, 40, 4902–4911.
Lin, X., & Floudas, C. A. (2001). Design, synthesis and scheduling ofmultipurpose batch plants via an effective continuous-time formulation.Computers and Chemical Engineering, 25, 665–674.
Lin, X., Floudas, C. A., Modi, S., & Juhasz, N. M. (2002).Continuous-time optimization approach for medium-range productionscheduling of a multiproduct batch plant.Industrial and EngineeringChemistry Research, 41, 3884–3906.
Lin, X., Chajakis, E. D., & Floudas, C. A. (2003). Scheduling of tankerlightering via a novel continuous-time optimization framework.In-dustrial and Engineering Chemistry Research, 42, 4441–4451.
Lin, X., Janak, S. L., & Floudas, C. A. (2004). A new robust optimizationapproach for scheduling under uncertainty: I. Bounded uncertainty.Computers& Chemical Engineering, 28, 1069–1085.
Majozi, T., & Zhu, X. X. (2001). A novel continuous-time MILP formu-lation for multipurpose batch plants. Part 1. Short-term scheduling.Industrial and Engineering Chemistry Research, 40, 5935–5949.

2128 C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129
Manne, A. S. (1960). On the job-shop scheduling problem.OperationsResearch, 8, 219–223.
Méndez, C.A., & Cerdá, J. (2000a). Optimal scheduling of aresource-constrained multiproduct batch plant supplying intermediatesto nearby end-product facilities.Computers and Chemical Engineer-ing, 2A, 369–376.
Méndez, C.A., Henning, G. P., & Cerdá, J. (2000b). Optimal scheduling ofbatch plants satisfying multiple product orders with different due-dates.Computers and Chemical Engineering, 24, 2223–2245.
Méndez, C.A., Henning, G. P., & Cerdá, J. (2001). An MILP continuous-time approach to short-term scheduling of resource-constrained multi-stage flowshop batch facilities.Computers and Chemical Engineering,25, 701–711.
Mockus, J., Eddy, W., Mockus, A., Mockus, L., & Reklaitis, R. V. (1997).Bayesian Heuristic approach to discrete and global optimization: Al-gorithms, visualization, software, and applications. Kluwer AcademicPublishers.
Mockus, L., & Reklaitis, G. V. (1997). Mathematical programming for-mulation for scheduling of batch operations based on nonuniform timediscretization.Computers and Chemical Engineering, 21, 1147–1156.
Mockus, L., & Reklaitis, G. V. (1999a). Continuous time representationapproach to batch and continuous process scheduling. Part 1. MINLPformulation.Industrial and Engineering Chemistry Research, 38, 197–203.
Mockus, L., & Reklaitis, G. V. (1999b). Continuous time representationapproach to batch and continuous process scheduling. Part 2. Com-putational issues.Industrial and Engineering Chemistry Research, 38,204–210.
Moon, S., & Hrymak, A. N. (1999). Mixed-integer linear programmingmodel for short-term scheduling of a special class of multipurposebatch plants.Industrial and Engineering Chemistry Research, 38,2144–2150.
Moon, S., Park, S., & Lee, W. K. (1996). New MILP models for schedulingof multiproduct batch plants under zero-wait policy.Industrial andEngineering Chemistry Research, 35, 3458–3469.
Orçun, S., Altinel, I. K., & Hortaçsu, Ö. (1996). Scheduling of batchprocesses with operational uncertainties.Computers and ChemicalEngineering, 20, S1191–S1196.
Orçun, S., Altinel, I. K., & Hortacsu, Ö. (2001). General continuous timemodels for production planning and scheduling of batch processingplants: Mixed integer linear program formulations and computationalissues.Computers and Chemical Engineering, 25, 371–389.
Pantelides, C. C. (1993). Unified frameworks for optimal process planningand scheduling. In D. W. T. Rip-pin, J. C. Hale, & J. Davis (Eds.),Proceedings of the second international conference on foundations ofcomputer-aided process operations(pp. 253–274). Colorado: CrestedButte.
Papageorgaki, S., & Reklaitis, G. V. (1990a). Optimal design of mul-tipurpose batch plants. Part 1. Problem formulation.Industrial andEngineering Chemistry Research, 29, 2054–2062.
Papageorgaki, S., & Reklaitis, G. V. (1990b). Optimal design of multipur-pose batch plants. Part 2. A decomposition solution strategy.Industrialand Engineering Chemistry Research, 29, 2062–2073.
Papageorgaki, S., & Reklaitis, G. V. (1993). Retrofitting a general multi-purpose batch chemical plant.Industrial and Engineering ChemistryResearch, 32, 345–362.
Pekny, J. F., Reklaiti, G. V. (1998). Towards the convergence of theoryand practice: A technology guide for scheduling/planning methodol-ogy. In J. F. Pekny, & G. E. Blau (Eds.),Proceedings of the thirdinternational conference on foundations of computer-aided processoperations(pp. 91–111). Utah: Snowbird.
Pekny, J. F., Zentner, M. G. (1993). Learning to solve process schedulingproblems: The role of rigorous knowledge acquisition frameworks.In D. W. T. Rippin, J. C. Hale, & J. Davis (Eds.),Proceedings ofthe second international conference on foundations of computer-aidedprocess operations(pp. 275–309). Colorado: Crested Butte.
Petkov, S. B., & Maranas, C. D. (1997). Multiperiod planning and schedul-ing of multiproduct batch plants under demand uncertainty.Industrialand Engineering Chemistry Research, 36, 4864–4881.
Pinto, J. M., & Grossmann, I. E. (1994). Optimal cyclic scheduling ofmultistage continuous multiproduct plants.Computers and ChemicalEngineering, 18, 797–816.
Pinto, J. M., & Grossmann, I. E. (1995). A continuous time mixed integerlinear programming model for short term scheduling of multistagebatch plants.Industrial and Engineering Chemistry Research, 34,3037–3051.
Pinto, J. M., & Grossmann, I. E. (1996). An alternate MILP model forshort-term scheduling of batch plants with preordering constraints.Industrial and Engineering Chemistry Research, 35, 338–342.
Pinto, J. M., & Grossmann, I. E. (1998). Assignment and sequencingmodels for the scheduling of process systems.Annals of OperationsResearch, 81, 433–466.
Pinto, J. M., Joly, M., & Moro, L. F. L. (2000). Planning and schedulingmodels for refinery operations.Computers and Chemical Engineering,24, 2259–2276.
Pinto, J. M., Ttirkay, A., Bolio, B., & Grossmann, I. E. (1998). STBS:A continuous-time MILP optimization for short-term schedulingof batch plants.Computers and Chemical Engineering, 22, 1297–1308.
Pritsker, A. A. B., Watters, L. J., & Wolfe, P. M. (1969). Multiprojectscheduling with limited resources: A zero-one programming approach.Management Science, 16, 93–108.
Realff, M. J., Shah, N., & Pantelides, C. C. (1996). Simultaneous de-sign, layout and scheduling of pipeless batch plants.Computers andChemical Engineering, 20, 869–883.
Reklaitis, G. V. (1992). Overview of scheduling and planning of batchprocess operations.NATO Advanced Study Institute—Batch processsystems engineering. Turkey: Antalya.
Rippin, D. W. T. (1993). Batch process systems engineering: A retrospec-tive and prospective review.Computers and Chemical Engineering,17, S1–S13.
Rodrigues, M. T. M., Gimeno, L., Passos, C. A. S., & Campos, M. D.(1996). Reactive scheduling approach for multipurpose chemical batchplants.Computers and Chemical Engineering, 20, S1215–S1220.
Roslöf, J., Harjunkoski, I., Björkqvist, J., Karlsson, S., & Westerlund, T.(2001). An MILP-based reordering algorithm for complex industrialscheduling and rescheduling.Computers and Chemical Engineering,25, 821–828.
Sahinidis, N. V., & Grossmann, I. E. (1991a). MINLP model for cyclicmultiproduct scheduling on continuous parallel lines.Computers andChemical Engineering, 15, 85–103.
Sahinidis, N. V., & Grossmann, I. E. (1991b). Reformulation of multi-period MILP models for planning and scheduling of chemical pro-cesses.Computers and Chemical Engineering, 15, 255–272.
Sanmarti, E., Espuna, A., & Puigjaner, L. (1997). Batch production andpreventive maintenance scheduling under equipment failure uncer-tainty. Computers and Chemical Engineering, 21, 1157–1168.
Sanmarti, E., Huercio, A., Espuna, A., & Puigjaner, L. (1996). A com-bined scheduling/reactive scheduling strategy to minimize the effect ofprocess operations uncertainty in batch plants.Computers and Chem-ical Engineering, 20, 1263–1268.
Schilling, G. (1997).Optimal scheduling of multipurpose plants.Ph.D.thesis, University of London.
Schilling, G., & Pantelides, C. C. (1996). A simple continuous-time pro-cess scheduling formulation and a novel solution algorithm.Comput-ers and Chemical Engineering, 20, S1221–S1226.
Schilling, G., & Pantelides, C. C. (1996b). A hybrid branch and boundalgorithm for continuous-time process scheduling formulations.AIChE1996 Annual Meeting, Chicago, IL, November 1996, Paper 17 Id.
Schilling, G., & Pantelides, C. C. (1999). Optimal periodic schedulingof multipurpose plants.Computers and Chemical Engineering, 23,635–655.

C.A. Floudas, X. Lin / Computers and Chemical Engineering 28 (2004) 2109–2129 2129
Schweiger, C. A., & Floudas, C. A. (1997).MINOPT: A software pack-age for mixed-integer nonlinear optimization, user’s guide.New Jer-sey: Computer-Aided Systems Laboratory, Department of ChemicalEngineering, Princeton University .
Shah, N. (1998). Single- and multisite planning and scheduling: Currentstatus and future challenges. In J. F. Pekny, & G. E. Blau (Eds.),Proceedings of the third international conference on foundations ofcomputer-aided process operations(pp. 75–90). Utah: Snowbird.
Shah, N., & Pantelides, C. C. (1992). Design of multipurpose batch plantswith uncertain production requirements.Industrial and EngineeringChemistry Research, 31, 1325–1337.
Shah, N., Pantelides, C. C., & Sargent, R. W. H. (1993). A general algo-rithm for short-term scheduling of batch operations. Part II. Compu-tational issues.Computers and Chemical Engineering, 17, 229–244.
Sparrow, R. E., Forder, G. J., & Rippin, D. W. T. (1975). The choice ofequipment sizes for multi-product batch plants. Heuristics vs. branchand bound.Industrial and Engineering Chemistry Process DesignDevice, 14, 197–203.
Subrahmanyam, S., Pekny, J. F., & Reklaitis, G. V. (1994). Design of batchchemical plants under market uncertainty.Industrial and EngineeringChemistry Research, 33, 2688–2701.
Suhami, I., & Mah, R. S. H. (1982). Optimal design of multipurposebatch plants.Industrial and Engineering Chemistry Process DesignDevice, 21, 94–100.
Tsirukis, A. G., Papageorgaki, S., & Reklaitis, G. V. (1993). Schedul-ing of multipurpose batch chemical plants with resource constraints.Industrial and Engineering Chemistry Research, 32, 3037–3050.
Vaselenak, J. A., Grossmann, I. E., & Westerberg, A. W. (1987). An em-bedding formulation for the optimal scheduling and design of multi-purpose batch plants.Industrial and Engineering Chemistry Research,26, 139–148.
Vin, J. P., & Ierapetritou, M. G. (2000). A new approach for efficientrescheduling of multiproduct batch plants.Industrial and EngineeringChemistry Research, 39, 4228–4238.
Vin, J. P., & Ierapetritou, M. G. (2001). Robust short-term scheduling ofmultiproduct batch plants under demand uncertainty.Industrial andEngineering Chemistry Research, 40, 4543–4554.
Voudouris, V. T., & Grossmann, I. E. (1993). Optimal synthesis of mul-tiproduct batch plants with cyclic scheduling and inventory consid-erations.Industrial and Engineering Chemistry Research, 20, 1962–1980.
Voudouris, V. T., & Grossmann, I. E. (1996). MILP model for schedulingand design of a special class of multipurpose batch plants.Computersand Chemical Engineering, 20, 1335–1360.
Wang, S., & Guignard, M. (2002). Redefining event variables for efficientmodeling of continuous-time batch processing.Annals of OperationsResearch, 116, 113–126.
Wellons, M. C., & Reklaitis, G. V. (1991a). Scheduling of multipurposebatch chemical plants. Part 1. Formation of single-product campaigns.Industrial and Engineering Chemistry Research, 30, 671–688.
Wellons, M. C., & Reklaitis, G. V. (1991b). Scheduling of multipurposebatch chemical plants. Part 2. Multiple-product campaign formationand production planning.Industrial and Engineering Chemistry Re-search, 30, 688–705.
Wilkinson, S. J., Cortier, A., Shah, N., & Pantelides, C. C. (1996).Integrated production and distribution scheduling on a European-widebasis.Computers and Chemical Engineering, 20, S1275–S1280.
Xia, Q., & Macchietto, S. (1997). Design and synthesis of batchplants—MINLP solution based on a stochastic method.Computersand Chemical Engineering, 21, S697–S702.
Yee, K. L., & Shah, N. (1998). Improving the efficiency of discrete timescheduling formulation.Computers and Chemical Engineering, 22,S403–S410.
Yi, G., Suh, K., Lee, B., & Lee, E. S. (2000). Optimal operation of qualitycontrolled product storage.Computers and Chemical Engineering, 2A,475–480.
Zentner, M. G., Elkamel, A., Pekny, J. F., & Reklaitis, G. V. (1998). Alanguage for describing process scheduling problems.Computers andChemical Engineering, 22, 125–145.
Zentner, M. G., Pekny, J. F., Reklaitis, G. V., & Gupta, J. N. D. (1994).Practical considerations in using model-based optimization for thescheduling and planning of batch/semicontinuous processes.Journalof Process Control, 4, 259–280.
Zhang, X. (1995).Algorithms for optimal scheduling using nonlinearmodels.Ph.D. thesis, University of London.
Zhang, X., & Sargent, R. W. H. (1996). The optimal operation of mixedproduction facilities. Part A. General formulation and some solutionapproaches for the solution.Computers and Chemical Engineering,20, 897–904.
Zhang, X., & Sargent, R. W. H. (1998). The optimal operation of mixedproduction facilities—extensions and improvements.Computers andChemical Engineering, 22, 1287–1295.
![University of Michigan Ann Arbor, Department of Chemical ...cheresearch.engin.umich.edu/goldsmith/images/GRG... · Chem. Int. Ed. 42 (2003); [3]. Y-G. Wang et al. Nat. Commun. 6 (2015);](https://img.pdfslide.us/doc/110x75/5faa253295b51652433d12fc/university-of-michigan-ann-arbor-department-of-chemical-chem-int-ed-42-2003.jpg)














![Characterization of a 5 Litre Continuous Stirred Tank Reactorthe ideal RTD for a continuous stirred tank reactor [7]. Continuous stirred tanks are used ubiquitously in the chemical](https://img.pdfslide.us/doc/110x75/5e6e9e407b6f221ce170ace0/characterization-of-a-5-litre-continuous-stirred-tank-reactor-the-ideal-rtd-for.jpg)




![Multisite Phosphorylation Provides an Effective and ...cheresearch.engin.umich.edu/lin/publications/... · multisite phosphorylation [9,32,40–44], and substrate competition [45]](https://img.pdfslide.us/doc/110x75/5fbc6296dcda681bbd3afe99/multisite-phosphorylation-provides-an-effective-and-multisite-phosphorylation.jpg)






