-
7/31/2019 Report (Mill and Boiler Final)
1/28
Universal Robina Corporation
Universal Robina Sugar Milling Company
Manjuyod, Negros Oriental
The Mill and Boiler
By:
Rommel LitoNepalarJaypeeTimanuno
Richard Mark Zamora
-
7/31/2019 Report (Mill and Boiler Final)
2/28
Mill and Boiler Department
Objectives:
To mill canes and maximize juice extraction at the right time
inaccordance to costumers satisfaction
To supply enough bagasse to boilers for efficient operation To
generate steam required for smooth flow of the operation To execute
organizational goal conforming to manufacturing plan and
quality plan
-
7/31/2019 Report (Mill and Boiler Final)
3/28
MILLING
The extraction of juice from Cane constitutes the first stage of
the entire process of cane sugar
manufacture wherein the object of separation of juice from the
fibrous portion of the cane is accomplish
by employing heavy machinery. It begins by dumping of canes at
the dumping station. Before dumping,
canes are weighed to serve as method for payment to growers.
Canes are arranged by batch in the
dumping area. Then, the canes are being conveyed by the feeding
carrier. The speed of the carrier is
being controlled by an operator in the tower. It has a leveller
which levels the cane and a kicker.
Theleveller rotates in a direction opposite to the direction of
the feeding carrier while the kicker rotates
opposite in the direction of the leveller. Afterwards, the cane
moves to the cane carrier which carries
the cane to the shredder. As the cane move towards the shredder,
it passes through levellers and
cutters. The cane first passes through the first cane leveller.
Then the cane passes through the two
cutters which cuts the cane into smaller pieces, with different
clearance and the number of blades. Cane
cutter number has twice the number of blades as the first
cutter. Then the cane moves to the kicker
which kicks the cane to the shredder.
Note:
(a)The sugarcane plant is essentially composed of two types of
fiber, the interior soft pith which
`holds sugar rich juice and the outer portion known as rind,
containing juice with high
impurities.
(b)The feeding carrier and the cane carrier are an apron type
conveyor.
Parameters
-
7/31/2019 Report (Mill and Boiler Final)
4/28
Leveller #1 (Cane Carrier)
Motor Speed: 1770 rpm
Power: 55 kw
Reduction: 1:43.192
Leveller (Feeding Carrier)
Motor Speed: 1770 rpm
Power: 55 kw
Reduction: 1:43.192
Kicker (Feeding Carrier)
Motor Speed: 1770 rpm
Power: 55 kw
Reduction: 1:43.192
C C # 1 ( d i )
-
7/31/2019 Report (Mill and Boiler Final)
5/28
Cane Cutter #2 (turbine driven)
Turbine speed: 4000 rpm
Reduction: 1:7:52
Knife quality: Hard facing build-up on knife edge
(19mm T x 210mm W x 613mm L)
Clearance (40-60) mm
From tip of the knife to cane carrier slats
Pitch/ number: 56 piecesTurbine Steam Supply Pressure: 182
kgf/cm
2
Turbine Chest Pressure: 6-13 kgf/cm2
Turbine exhaust Pressure: 1.5 kgf/cm2
Oil Lubrication Supply pressure: 0.5-2 kgf/cm2
Bearing Temperature: not more than 75C
Oil Temperature: not more than 60C
Water Temperature : not more than 55C
Leveller #2 (Cane Carrier)
Motor Speed: 1750 rpmPower: 22 kw
Reduction: 1:32
-
7/31/2019 Report (Mill and Boiler Final)
6/28
The Iron Separator
Iron separators are installed in the mill to separate metals
which goes together with the canes. It is
really important to separate metals because it may damage the
mill rollers and most especially interruptthe operation. The
efficiency of these separators in removing iron pieces and thus
avoiding damage to
processing equipment is 80-90%. The commonest objects are:
pieces of knife-blades, bolts and nuts.
Pieces of cast iron or special steel are the most dangerous.
Whether it is detected in time or not such
incidents are expensive.
The Shredder
The shredder is essentially a hammer mill adapted to the
function of sugarcane pulverising. It composed
of 88 swing type hammers arranged into 11 rows. Each row has 8
hammers which revolves on pivot. As
the name indicates, the equipment shreds or tears the cane to
pieces or pulverises it into long fluffy
material which in effect increases the extraction of the mill.
Shredder is always preceded by usual two
sets of cutters and levellers which cut the cane prior to
feeding the shredder.
Cane Shredder
Hammer Quality Hard facing build up
No. of Hammer 88 pcs.
Cutting Bar Quality Carbon steel with hard facing build up
Number of Cutting Bars 7 lengths
Clearance: inlet (30-40)mm
Discharge (45-55)mm
Turbine average speed 3500 rpm
Steam supply Pressure 182 kgf/cm2
Chest Pressure 7-14 kgf/cm2
Exhaust Pressure 1.5 kgf/cm2
Oil L b i ti l 0 5 2 k f/2
-
7/31/2019 Report (Mill and Boiler Final)
7/28
(1) To provide passage for juice extracted on compression(2) To
disintegrate the bagasse to facilitate juice extraction
The pure juice of the 1st
mill is collected by the mixed juice tank and is pumped to the
rotary screenfilter. The rotary screen filter, filters the bagasse
that mixed with the juice. After the 1
stmill, the bagasse
is transported to the 2nd
mil by an intermediate carrier. An intermediate carrier is a
rake type of
conveyor as well as the shredded cane elevator. The bagasse
drops to a chute, passed to the pusher roll
and the mill rollers. Same goes with the 3rd
, 4th
, and 5th
mill.The juice that is collected by the 5th
mill will
be pump to the 4th
mill, the 4th
mill to the 3rd
mill and the 3rd
mill to the 2nd
mill. the mixed juice of the 2nd
mill will be pumped to the rotary screen filter together with
the pure juice of the 1 st mill. the bagasse
that is filtered by the screen filter will be conveyed by a
screw conveyor to the intermediate carrier ofthe 2nd mill. The
bagasse that exits the 5th mill will be carried by the main bagasse
elevator. The final
bagasse will be used by the boilers as fuels.
The bagasse that exits the 5th
mill must not be wet to avoid low steam pressure.
Standard Mill Openings
Standard Mill Openings
Mill Feed roller
to top roller
Discharge roller
to top roller
1 80 mm 40 mm
2 95 mm 45 mm
3 90 mm 40 mm4 75 mm 35 mm
5 60 mm 34 mm
-
7/31/2019 Report (Mill and Boiler Final)
8/28
The input speed above are the maximum speed of the turbine. The
current speeds that are used in the
mills are the following: 2700 rpm (mill 1), 3800 rpm (mill 2),
3400 rpm (mill 3), 3900 (mill 4), and
3200rpm (mill 5). The governor is an auxiliary part of the mill
turbine which regulates the speed of the
turbine. The shaft of the turbine is coupled in the speed
reduction. Speed reduction is a series of gears
of different diameter.
Parameters Mill 1 Mill 2 Mill 3 Mill 4 Mill 5
Turbine Supply
Pressure
18 2kg/cm2
18 2kg/cm2
18 2 kg/cm2 18 2kg/cm2
18 2 kg/cm2Turbine Temperature 320 5
o
C 320 5o
C 320 5o
C 320 5o
C 320 5o
C
Turbine Speed 2600-3000
rpm
4000 rpm
max
4000 rpm
max
4400 rpm
max
4400 rpm max
Turbine Chest
Pressure
5-7 kgf/cm2
5-7 kgf/cm2
7-12 kgf/cm2
7-10
kgf/cm2
8-15 kgf/cm2
Exhaust Pressure 1.5 kgf/cm2
max
1.5 kgf/cm2
max
1.5 kgf/cm2
max
1.5 kgf/cm2
max
1.5 kgf/cm2 max
Top Roller Hydraulic
Pressure
2700 psi max 2700 psi
max
2700 psi max 2700 psi
max
2700 psi max
Mill Roller Condition
Groove Depth 65 mm 65 mm 65 mm 65 mm 65 mm
Pitch 64 mm 64 mm 64 mm 64 mm 64 mm
Extraction 77% 85% 90% 93.50% 95.80%
Milling Rate 360 tons/hr
max
360 tons/hr
max
360 tons/hr
max
360 tons/hr
max
360 tons/hr max
Maceration None (dry) Multiplecompound
maceration
Multiplecompound
maceration
Multiplecompound
maceration
Multiplecompound
maceration (40-
70 C)
-
7/31/2019 Report (Mill and Boiler Final)
9/28
START-UP OPERATING PROCEDURE (milling section)
1. Start motor of cane carrier .2.
Turn on the cane carrier kicker.3. Switch on the AVR of the cane
carrier, push ON of speed controller panel.
4. Turn the speed regulator of the cane carrier at rate speed
0-10m.5. Call the feeding carrier operator to start feeding
canes.6. Inform the boiler control panel operator to start the
bagasse elevator.7. Observe the thickness of the cane at cane
carrier through ammeter.8. Swtich on the SCE when cutted cane
reaches shredder.9. Switch ON screw conveyor and rotary screen as
soon as shredded canes enter the mill.10.
Swtich ON IC no. 1 when bagasses starts to came out of the mill
no. 1 and switch ON juice pumpno. 1.
11.And the switch ON screened juice pump.12.Switch ON IC NO.2
when bagasse starts to came out of mill No. 2.13.Switch ON juice
pump no. 3.14.Switch ON IC no. 3 as soon as bagasse came out from
mill no. 3.15.Switch ON juice pump no. 5.16.Switch ON IC no. 4 as
soon as bagasse come out from mill 4.17.
Switch ON juice pump no.7.18.Signal the boiler panel operator
that bagasse is now in the bagasse elevator
19. Inform the juice pan tender to open the maceration and the
hot water maceration and thesprayer.
20.Switch ON interlock equipments.
SHUT DOWN PROCEDURE (milling section)
1. Switch off the interlock of equipments.
-
7/31/2019 Report (Mill and Boiler Final)
10/28
The Boiler or Steam Generator
The remaining fibrous solids, called bagasse are burned for fuel
in the steam boilers. These boilers
produce high-pressure steam. A boiler is a device for heating
water or generating steam above
atmospheric pressure. All boilers consist of a separate
compartment where the fuel is burned, and a
compartment where water can be evaporated into steam.
Classifications of boiler:
Fire Tube Boiler- a steam boiler in which ho gaseous products of
combustion pass through tubes
surrounded by boiler water
Water Tube Boiler- a steam boiler in which water circulates
within tubes and heat is applied
from outside the tubes to generate steam.
Essential elements of boiler: In starting a turbine
(1) Water Check for:(2) Air(3) Fuel (a)cooling water (b)
lubrication oil(4) Fire (c) fuel(steam)
In the plant, there are three water tube type of boiler. URSUMCO
boilers are Pneumatic Spreader with
-
7/31/2019 Report (Mill and Boiler Final)
11/28
0.3Lift pump delivery pressure0.4Feed Water Temperature0.5Boiler
Drum level0.6Deaerator water level0.7Boiler gas outlet0.8AH gas
outlet0.9AH air outlet0.10 PFDF air outlet0.11 Furnace chamber0.12
IDF Gas inlet0.13 IDF turbines 1 and 2
0.13.1 Bearing Temp.0.13.2 Cooling Water temp.0.14 Bagasse
fuel0.15 Boiler water treatment
0.6 kgf/cm2
max.
9510 C
050 mm
50mm average level27525C
21030C
15525mm HO
15050mm HO
020mm HO
-100to -150mm HO
Not more than 80CNot more than 55C
56% bagasse moisture max
Refer to boiler water treatment
Boiler 3Product
1.0High Pressure Steam
1.1Temperature
1.2Pressure
1.3 Capacity
2.0 Bleed Steam
2.1Pressure setting
Process
1.0H.P Steam1.1 Boiler water level
34020C
26 4 kgf/cm2
80 tons/hr max
182 kgf/cm2
-
7/31/2019 Report (Mill and Boiler Final)
12/28
Ash Removal Conveyor 3
Ash Removal Conveyor 1&2
ShutterShutter
Main BagasseElevator
Main Bagasse Carrier Surplus BagasseConveyor
Travelling BagasseCarrier
Boiler # 1 Boiler # 2 Boiler # 3
Ash Bin Ash Bin
Deashing Conveyor 1&2Deashing
Conveyor 3
Air Preheater Conveyor 1&2 Air Preheater Conveyor 3
Dust Collector Conveyor 1&2 Dust Collector Conveyor 3
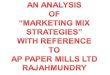
Bagasse and Ash Conveying System
From 5th
Mill
Return Bagasse Elevator
-
7/31/2019 Report (Mill and Boiler Final)
13/28
Bagasse Flow
The figure above indicates how bagasse and ash are being
conveyed. From the 5 th mill, the bagasse is
conveyed by the main bagasse elevator to the main bagasse
carrier. The main bagasse carrier has theupper and lower portion.
The lower portion carries the bagasse from the main bagasse
elevator and
distributes the bagasse to the boilers. The excess bagasse drops
in the shutter and is carried to the
surplus bagasse conveyor. The surplus conveyor has shutter which
connects to the return bagasse
elevator. The surplus bagasse conveyor connects to the
travelling belt conveyor. The travelling belt
conveyor conveys the bagasse to the bagasse warehouse. As the
name implies, it is where the excess
bagasse is stored. The stored bagasse will be used if the
milling operation stops. Backfeeding is the
feeding of bagasse in the return bagasse elevator using heavy
equipment like payloader.
Boiler Fuel Consumption (based on maximum capacity )
1 30 tons/hr
2 30 tons/hr
3 40 tons/hr
Ash Flow
Ash and unburned bagasse drops and collected in the deashing
conveyor during deashing. Deashing is
done in the 1st
hour and every after four hours of the shift. It is done
periodically to minimize the
bagasse that goes with the ash in deashing Deashing is done by
the fireman The fireman releases the
-
7/31/2019 Report (Mill and Boiler Final)
14/28
(1) High pressure and temperatures of steam are desirable for
generating power.(2) Low pressure steam is required in process
operation.High pressure steam from boilers is fed to prime movers
for some units like mill turbines as well as tothe power house
turbines. And the exhaust from these prime movers is utilised for
process operations.
The steam that is being generated goes to the high pressure
header(HPH) and the HPH is responsible
for the distribution of steam. The exhaust steam that is
produced by the turbines in the mills and
power house will go to the low pressure header and will be
utilized in the process.
Boiler Feed Water
The source of water for steam for steam generation in the
boilers is mostly the condensate from the
heat exchangers in the process and the condensate is derived
from condensed vapour obtain from
juice boiling in the evaporators and water from steam condensed
in the heat exchangers . The
condensate tank pumps water to the day tank. The day tank
provides water supply in the boiler when
there is no operation. If the mill operation starts, the
deaerator tank will supply water in the boiler. A
deaerator is a device that is widely used for the removal of
oxygen and other dissolved gases from the
feedwater to steam-generating boilers. Exhaust steam enters the
deaerator and heats up the water to
110C. The water from the deaerator is being pumped to the boiler
by a feedwater pump.
Before entering the steam drum, the water enters an economizer.
An economizer is a feedwater
preheating device which utilizes the heat of the flue gas.
Economizers are usually made of cast iron and
their function is essentially to heat the feedwater and not to
boil. When the water exits the
economizer, water temperature is now 170C. Then it enters the
steam drum. It collects the steam
generated in the boiler. It must be half filled with water.
The mud drum is located below the steam drum where impurities
settle. The steam drum and mud
drum is connected by the generating tubes The superheater isa
bank of tubes suitably located in the
path of hot gases and connected to the boiler drum.
http://en.wikipedia.org/wiki/Gashttp://en.wikipedia.org/wiki/Feedwaterhttp://en.wikipedia.org/wiki/Boilerhttp://en.wikipedia.org/wiki/Boilerhttp://en.wikipedia.org/wiki/Feedwaterhttp://en.wikipedia.org/wiki/Gas
-
7/31/2019 Report (Mill and Boiler Final)
15/28
valves (2 for steam drum , 1 superheater). Each safety has
different settings and the valve settings are
as follows:
Boiler 1 Boiler 2 Boiler 3SV1: 24.2
SV2: 23.6
SV3: 24.3
SHV:23.5
SV1:24.9
SV2: 23.8
SV3: 24.2
SHV:23.6
SV1:34.5
SV2: 35.2
SHV:34.0
(all units are in kgf/cm2)
Boiler Water Treatment
It is necessary for the water in the boiler be treated to
achieve great steam production at a lower cost.
Another reason is that the water has chemical elements it that
must be controlled to limit and eliminate
the formation of scaling, corrosion and entrainment in the
boiler.
Scaling may cause low heat transfer at the point of deposits.
Some of the more common scale forming
constituents are silica, iron, oil, hardness and sugar.
Corrosion causes development of weak spots which
could lead to failure. Corrosion may be due to chloride, iron,
sugar, oil and dissolved gases such asoxygen. Entrainment is often
caused by variety f soluble and suspended solids.
Chemicals were put in the high pressure and low pressure
chemical injection tank to control the
formation of the chemical elements that is carried by the water
to the boiler.
Dosing points Boilers 1 and 2 Boiler 3Chemical Dillution
Chemical Dillution
Low Pressure Line
Chemical Tank
Diclean B-901 = 2.1 kg
Oxynon S 340FG 2 4 kg
Diclean B-901 = 1.4 kg
Oxynon S 340FG 1 6 kg
-
7/31/2019 Report (Mill and Boiler Final)
16/28
Parameter Units Feed Boiler 1 & 2 Boiler 3
pH - 8-9.5 10.5-11.5 10-11
Electrical
Conductivity
S/cm - 3000 1000
P-alkalinity mg CaCO3/L - 500 max 120 max
M-alkalinity mg CaCO3/L - 600 max 150 max
Total Hardness mg CaCO3/L 0 0 0
Calcium Hardness mg CaCO3/L 0 0 0
Silica mg SiO2/L - - 50 max
Residual Sulfite mg/L - 10-20 5-10
Phosphate Ion mg PO4-3/L - 20-40 5-10
Chloride Ion mg Cl-
/L - 150 max 100 maxTotal Iron mg Fe/L 0.1 max - -
Sugar Presence - Absolutely negative
How to fire a boiler?
To fire a boiler, there are preparatory measures that needs to
be considered:
(1)Man power(2)Operating abilities(3)Sufficient water in the
drum(4)Fuel(5)Fans are in good condition(6)Base fire
If you have all of the stated above, you are ready to fire
boiler. Coordinate with the process,
power house, mill and refinery that you are ready to fire a
boiler. If the boiler has too much
water open the blowdown valve Open also the superheater drain to
release the water residue
-
7/31/2019 Report (Mill and Boiler Final)
17/28
Solving for Develop Boiler Horsepower
Given:
@ , and @ From Steam Tables, table 3 (Superheated)
2.05 3113.5
2.06 hs
2.1 3112.4
By interpolation; From Steam Tables, table 1 (saturated), @
;
() Where:
-
7/31/2019 Report (Mill and Boiler Final)
18/28
Solving for ASME Evaporation Units
ASME Evaporation Units is the heat output of the boiler or the
rate at which heat is transferred. ( )
Solving for Factor of Evaporation, (FE)
Factor of Evaporation is the actual heat absorption per kilogram
of steam generated divided by 2257 (h fg
from and at 1000C)
Solving for Equivalent Evaporation
Equivalent Evaporation is the product of the rate of evaporation
of steam and factor of evaporation.
-
7/31/2019 Report (Mill and Boiler Final)
19/28
Solving for Equivalent Specific Evaporation
Equivalent Specific Evaporation is the product of boiler economy
and factor of evaporation.
Solving for Boiler Efficiency
( ) Where:
-
7/31/2019 Report (Mill and Boiler Final)
20/28
For Boiler 3
Rated Boiler Horsepower
Where:
Solution:
Solving for Develop Boiler Horsepower
-
7/31/2019 Report (Mill and Boiler Final)
21/28
From Steam Tables, table 1 (saturated) @ ;
() Where:
Solving for Percent Rating
Percent Rating is the ratio of the develop boiler horsepower to
the rated boiler horsepower.
-
7/31/2019 Report (Mill and Boiler Final)
22/28
Solving for Equivalent Evaporation
Equivalent Evaporation is the product of the rate of evaporation
of steam and factor of evaporation.
Solving for Actual Specific Evaporation (ASE) or Boiler
Economy
Actual Specific Evaporation (ASE) or Boiler Economy is the ratio
of the mass of steam to the mass of fuel.
-
7/31/2019 Report (Mill and Boiler Final)
23/28
-
7/31/2019 Report (Mill and Boiler Final)
24/28
WATER SOFTENERTANK
DAY TANK
CONDENSATE
TANK
EVAPOTATOR
DEAERATOR TANK
LIFT
PUMPS
BAGASSE FEEDER
MOTOR
FORCED DRAFT
FAN
INDUSCED DRAFT
FAN
BOILER FEED
PUMP
CHIMNEY
TO STEAM HEADER
BAGASSE ROOM
AIR PREHEATER
-
7/31/2019 Report (Mill and Boiler Final)
25/28
DEAERATOR
TANK
EXHAUST STEAM
CONDENSATE
LINE
SOFTERNER WATER
TANK
TO BOILER FEDD PUMP
-
7/31/2019 Report (Mill and Boiler Final)
26/28
STEAM DRUM
DISCHARGE
-
7/31/2019 Report (Mill and Boiler Final)
27/28
CaneShredder
Mill no. 1Mill no. 2 Mill no. 3 Mill no. 4 Mill no. 5
Pusher Rolls
Roller Mills
ScrewConveyor
Juice Flow
Legend:
From Cane Carier
Mixed JuiceTank
Screened JuiceTank
Bagasse Flow
Mixed JuiceTank
Mixed JuiceTank
Mixed JuiceTank
To Process
-
7/31/2019 Report (Mill and Boiler Final)
28/28
Dumping Station
Leveller
Kicker
1st Cane Leveller
Cane Cutter1 Cane Cutter2
2nd Cane Leveller
Kicker
.