Embed Size (px)
Citation preview

The 12th International Conference of the Slovenian Society for Non-Destructive Testing »Application of Contemporary Non-Destructive Testing in Engineering«
September 4-6, 2013, Portorož, Slovenia
REMAINING LIFE EVALUATION OF POWER PLANT BASED ON STRAIN DEFORMATION MONITORING AND
COMPUTATIONAL DIAGNOSIS
Heloisa C. Furtado1, Bruno R. Cardoso2, Fernanda Santos3, Carlos Matt4, Luiz H. de Almeida5
1, 2,3,4 Electric Energy Research Center (CEPEL) Horácio Macedo 354, 21944-970, Rio de
Janeiro, Brazil, [email protected] 5Federal University of Rio de Janeio (COPPE/UFRJ)Centro de Tecnologia, CT/UFRJ Bloco F,
sala 204, CEP 21941-972, Rio de janeiro, Brazil, [email protected]
ABSTRACT
The present paper describes the development of a monitoring, analysis and diagnosis system of power plant equipments based on strain measurements. The objective is to help companies increase availability and reduce maintenance costs. The aim is the integrity evaluation of a main steam and a hot reheat steam piping through inspection, strain monitoring and computational diagnosis. The benefits are, among others, reduction in the uncertainty of the remaining life prediction and reduction of work, through process automation and integration and real time monitoring (through the Internet) of the operational condition of the equipment. Thus, greater confidence and availability of the monitored generating unit is sought as well as cost reduction as a consequence of reduced frequency of unnecessary unit stops and greater speed in decision making due to more precise follow up of the operational condition of the target-equipment and of its remaining life.
Key words: Integrity Evaluation, Strain, Monitoring and Diagnosis, Mathematical Modeling, Monkman Grant. 1. Introduction
Thermal plants all over the world are aging and their piping and components have a finite life due to long-term exposition to high temperatures, stresses and harsh environments. Aging and cyclic operation regime of thermal power plants point the necessity of life assessments of their components to ensure continued safe operation or recommend repairs and modifications that allow operation for a pre-determined period. These analyses have been recognized by the industry as extremely important since the assurance of safe operation, reduction of unnecessary shutdowns for inspection and maintenance, as well as reduction of the costs associated to the industrial power plants life-time extension have been highlighted as a world-wide trend. Currently, the integrity evaluation is based on the analysis of temperature, and pressure data registered on a continuous data base over a period considered adequate by the station supervisor.
481

Power generation in Brazil is mainly from hydroelectric stations, and the thermoelectric plants only operate in dry periods or at periods of maximum energy consumption. Considering the thermoelectric case, an estimation of its remaining life based on non-automated reading of the records lead to high uncertainty due to the small number of points usually shown on the registers. Another problem is the fact that life calculation is made using averaged values of the data, particularly considering the cyclic nature of their operation.
In 2006, the materials and mechanical engineering teams at Electric Energy Research Center (CEPEL) joined their experiences to create a monitoring system for cycling operation thermal power plant [1]. The new applied methodology consists in on-line monitoring of temperature and pressure of those components more susceptible to creep failure and in which problems have been previously recorded. Based on data from measurements made by the implanted monitoring system and the inspections performed, prototype formulas were used to evaluate the remaining life of monitored components. The intent was to attend the Brazilian electric companies demand for an automated monitoring system which could evaluate power plant component’s remaining life based on pressure and temperature measurements collected by the monitoring system. The developed system is called Diaterm and was successfully concluded in 2008.
The remaining life of a component can also be calculated by strain measurements. In this case, the mathematical methodology is simpler and direct, reducing uncertainty, but strain measurements in the field are much more complex. The damages that occur during creep are microstructural degradation, dislocation reordering and development of voids and microcracks which may lead to failure [2]. Monitoring and prognostic of damage accumulation rate are essential to elaborate life assessments. The purpose of the project presented in this paper is to develop a computational tool for the measurement and diagnosis of operational conditions of components in thermoelectric stations, coupled to a structural integrity evaluation methodology based on strain measurements, in order to supply maintenance engineering with elements to help decision making. 2. Remaining Life Estimate Methods
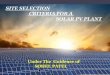
The principal degradation mechanism of steels in high temperature applications is creep, which is time-dependent, thermally assisted strain of components under stress. Creep of Cr-Mo ferritic steels initially involves the spheroidization and structural transformation of carbide precipitates and, at an advanced stage, results in the formation of voids and microcracks. Since life expectancy of components that work at high temperatures is, in most cases, based on the capacity of the material to maintain its creep resistance at high temperature for a period of at least twice the design life, methods to evaluate creep strength of the material based on physical changes taking place in it as well as robust methods for data extrapolation are necessary In the first methodology developed by CEPEL in 2006 to estimate the remaining life of thermoelectric station components, the mechanical stress, operational temperature and time to rupture are related with the Larson-Miller Parameter (LMP) [3]. Each material has a master curve to estimate remaining life, represented by a plot of allowable (design) stress versus LMP. This curve is drawn using the ASME Code data [4] as shown in Figure 1.
482

Fig. 1: Master curve for SA-213 T22 steel (equivalent to DIN 10 CrMo910 steel).
The maximum permitted stress,σ , is calculated for actual operational conditions, according to the expression: ( ) ( )2 2PD Pye Eeσ = − (1)
where P is the actual working pressure, D is the actual pipe diameter, e is the actual wall thickness and y and E are parameters whose values depend on the material. Once the maximum permitted stress is calculated, the LMP value is obtained from the master curve. With the known LMP value and considering that:
( )[ ]rtTLMP log20 += (2)
where T is the equipment working temperature (in Kelvin), then the time for rupture, rt , is obtained. For a better estimation of the remaining life, this procedure should be repeated for each monitored condition of temperature and pressure. Robinson’s rule [5] for accumulated damage is applied:
11
i
n
i ri
t t ω=
=∑ (3)
where n is the considered number of operational conditions, it is the working time in each
condition and 1ω is the spent life fraction. In this way, the remaining life can be calculated,
assuming that the same proportion of different working temperatures is kept constant. Thus,
( )1 01
1i
n
i ri
t t t ω ω=
= − + ∑ (4)
where t is the remaining life time and
0ω is the life fraction consumed at the beginning of monitoring. The value of
0ω is obtained through inspection of the boiler at standstill, using metallographic techniques that allow a good estimation of spent life. The techniques used for the estimation of 0ω consider visual examination, microstructural evaluation through metallographic replicas, classification on this based on the Toft and Marsden criterion [6], hardness tests, and pipe thickness and diameter measurements. In that methodology based on Larson and Miller Parameter, the monitoring system measures pressure and temperature.
Larson Miller Parameter Lo
g st
ress
(kgf
/cm
2 )
483

A second methodology to evaluate high temperature components remaining life was developed by Monkman and Grant [7]. After several tests on different alloys, Monkman and Grant proposed an empirical relationship to predict the rupture time of materials exposed to creep conditions [7]:
Cmtr =+•)log()log( ε (5)
where tr is the time for rupture, •ε is the minimum creep rate measured in the secondary stage of
creep, m and C are material constants obtained from experimental data fit from labaoratory creep tests. The relationship is obtained over a wide range of strength levels and test conditions[8]. Once a minimum creep rate has been determined in a low-stress test, rupture life can be estimated without running the test to failure. For materials where good fit is obtained to a single linear plot on the coordinates of log time versus log secondary creep rate, extrapolation of a known secondary creep rate to the corresponding rupture life appears to be good or better than by other extrapolation methods. In field components where the creep rate may be obtained directly from installed strain gages, it is possible to estimate the rupture life using the Monkman-Grant relationship. As the data can be collected in real time, all the operational changes can be analyzed. These changes lead to different creep rates, thus different levels of creep damage can be generated in the component. For a better estimate of remaining life, this procedure should be repeated for each monitored condition of temperature and creep rate. Robinson’s rule [5] for accumulated damage is then applied, according to equation (4). The technique to estimate 0ω is the same as before, involving visual examination, microstructural evaluation through metallographic replicas, hardness tests, pipe thickness and diameter measurements. 3. Field Strain Measurements
Creep strain monitoring has been a non-destructive method to evaluate remaining life. Hence, strain gages must be robust in order to support the aggressive conditions and the high temperature of a thermal power plant (over 450oC). A great variety of strain gages of different specifications is available in the market. Some factors should be taken into consideration when selecting strain gages: temperature range, maximum current and maximum strain limit; otherwise, inadequate choices may lead to erroneous measurements. The ASTM E1319-98 [9] standard claims that capacitance strain gages are the most indicated to measure creep strain and are not affected by variations of temperature, oxidation, relaxation and phase transformations in materials susceptible to strain. Moreover, the standard suggests that these factors may cause variations in resistance strain gages, and then these models may not be indicated to long term measurements. However, the literature disagrees on what model best suits the conditions of an industrial plant. Baumann e Schulz [10] stated that capsulated resistance strain gages can be successfully used at temperatures above 400º C in long term measurements. The authors also observe that the criteria to select of the most adequate strain gage are maximum temperature, time measurement and environment conditions. Tests with a capsulated resistance model have also been done by EPRI [11]. Several manufacturers, however, state that bonded weldable resistance strain gages respond better to creep conditions and can be employed to measure strains in aggressive conditions, such as the ones in thermal power plants and refineries. In function of these doubts, a project to test three strain gage models was developed. The aim of the project was to compare and contrast the performance of two high temperature resistance strain gages and one capacitance strain gauge through creep and tensile tests. Based on the results, the sensor that presents the best characteristics related to strength, stability and precision in measurements would be installed on a steam piping of a thermal power plant. Based on the
484

laboratory results, it could be concluded that the capsulated resistive strain gage suits better the parameters chosen in the research such as precision, stability and strength. This strain gage was selected and installed in the field as part of the real-time monitoring system, which estimates the residual life of the components. Another decision to be taken during the project, was to select the component that should be monitored. The selected component was sought to provide the necessary conditions to act as a field laboratory where the essential quantities needed to calculate remaining life could be monitored and software and methodologies developed during the project could be tested and adapted. This component should:
• operate at temperatures higher than 500ºC in order to guarantee typical degradation mechanisms of equipment working at high temperatures, such as creep, thermal fatigue and high temperature corrosion;
• be available (out of service) for at least 20 days in order to install measuring devices and the data collection system;
• be available once a year for non-destructive inspection (boiler open and cold) and for taking of metallographic replicas.
In order to meet the above conditions, the main steam and the hot reheat steam piping of Boiler 3 of Unit B from the Presidente Médici Thermoelectric Station, were selected as the field laboratory, through a partnership agreement between CEPEL, CGTEE, CHESF, Eletrobrás, Eletronorte and Furnas. Figure 2 shows the schematic drawings of the main steam and hot reheat steam piping which have been operating for 100,372 hours with a nominal pressure of 175.4 kgf/cm² and nominal temperature of 538oC, and a nominal pressure of 7.4 kgf/cm² and nominal temperature of 536oC, respectively. Both piping were manufactured in 2.25Cr-1Mo steel.
Fig 2: General view of main steam and reheat steam piping from Presidente Médici B Power
Station. The strain gages were installed directly in both piping in the positions of higher stresses, where higher strains are expected. Finite element analyses in both lines, turned possible the identification of the higher stress position in the components. Figure 3 shows a strain gauge couple welded in the steam piping.
Hot Reheat Piping
Main Steam Piping
485

Fig 3: Strain gages welded in main steam piping from Presidente Médici B station.
4. The Monitoring System
The process of calculating remaining life, when made manually, is difficult and slow, leading to error and imprecision. Therefore, an automated process becomes necessary, using a real time monitoring system tool. The system used, named Monitermo, was developed at CEPEL, and is based on WEB technology, Postgres data bank and Field Point platform, from National Instruments, for data acquisition. The main steam piping has 65 temperature points and 18 strain gages welded in critical locations. The hot reheat steam piping has 43 temperature points and 16 strain gages welded in critical locations. Pressure data collected at the entry of both piping and turbine power generation are also monitored. Data are stored periodically in a data bank that can be accessed via internet. Real time data (on-line) can also be observed on the net, since they are renewed every minute. In Figure 4a, it is possible to see an example of the Monitermo system screen, where strain versus time have been monitored during 3 days. Figure 4b shows another screen example where is possible to see the temperature and strain in each monitored part of the piping. Temperatures lower than 530oC are shown in a green box, temperatures higher than 555oC are presented in a red box. Strains lower than 5,000µε are shown in green, from 5,000 to 8,000µε are shown in yellow and above 8,000µε, red. The red box works as an alarm telling the engineering group that the piping is working in non secure conditions. Using the measurements recorded in the data bank, the remaining life of each monitored component is calculated by means of a prototype program developed using the methodology presented in Section 2 of the present work. The output screen with the remaining life results is shown in Figures 5 for the main steam piping. A similar output screen existes for the the hot reheat steam piping. Both piping have been monitored since January 2009. It is possible to see that most part of the points which creep strain is being monitored by strain gages present different accumulated damages. Due to the geometrical arrangement of the piping and their supports in the plant, different stress levels can be generated in the component. It is also shown that some points in both piping have already reached an accumulative damage higher than 1, which implies in the end of the useful life in that part of the piping. These points must be carefully checked by the maintenance team at the power plant in order to guarantee a safe operation.
486

(a) (b)
Fig 4: Screens of Monitermo monitoring system: (a) Strain versus time (days), (b) strains and temperatures in a section of the main steam piping.
Fig 5: Monitermo’s screen with remaining life calculation of the main steam piping.
4. Conclusions
The methodology to calculate the remaining life of components on thermoelectric stations presented in this work has the following advantages:
• use of a criteria already established and accepted by the scientific community; • use of high temperature strain gages to obtain strain rates in the component. These strain
rates are used to calculate the remaining life through the the Monkman and Grant criteria. • taking information from field inspection and operational registers as database, greatly
reducing the conservatism adopted on the design codes; • applicability to cyclic operating conditions, at different pressures, strains and
temperatures, the prevailing operating regime in the Brazilian thermoelectric stations. The use of a monitoring system in real time gives a faster response, allowing more precise remaining life calculations through reduction of errors from the manual method and refinement of the data used. Also, it can be used by the maintenance team as a powerful tool for decision making.
487

5. References [1] H. C. Furtado et al: Integrity Evaluation of Industrial Plant Equipment Based on
Inspection, Monitoring and Computational Diagnosis, Proceedings of The 12th World Multi-Conference on Systemics, Cybernetics and Informatics, Orlando 2008, 50-54.
[2] H. C. Furtado, I. May: Modelling of creep damage to estimate remaining life”. Materials Science and Engineering, (A234-236), 1997, 87-90.
[3] F.R. Larson, J. Miller: A Time Temperature Relationship for Rupture and Creep Stress, Trans. ASME; V.74; 1952, 765.
[4] ASME: Rules for Construction of Power Boilers; Section I; 1997. [5] E.L. Robinson: Effect of Temperature variation on the long time Rupture Stress of Steel;
Trans ASME, V. 74; 1952, 777-781. [6] L.H. Toft, R.A. Marsden: Structural Processes in Creep, Iron & Steel Institute; Special
Report No. 70; London; 1961, 238-244. [7] F.C. Monkman and N.J. Grant: An Empirical Relationship Between Rupture Life and
Minimum Creep Rate in Creep-Rupture Tests, Proc. ASTM, Vol 56, 1956, 593–605. [8] R. Viswanathan: Damage Mechanisms and Life Assessment of High-Temperature
Components, ASM International, New York, 1993. [9] ASTM E 1319-98: Standard Guide for High-Temperature Static Strain Measurement
(Reapproved 2003). [10] B. Baumann, M. Schulz: Long-time high temperature strain gauge measurements on pipes
and dissimilar welds for residual lifetime evaluation. Nuclear Engineering a Design, (130), 1991, 383-388.
[11] High Temperature Strain Gauging – Technical Update Report, EPRI Project Manager, 2005.
488