Embed Size (px)
DESCRIPTION
Citation preview

International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 3, Issue 3, Sep- Dec (2012) © IAEME
394
RELEVANCE VECTOR MACHINE BASED PREDICTION OF MRR
AND SR FOR ELECTRO CHEMICAL MACHINING PROCESS
Kanhu Charan Nayak1,Rajesh Ku. Tripathy
1,Sudha Rani Panda
2
1National Institute of Technology, Rourkela, India
2Biju Pattnaik University of Technology, Rourkela, India
[email protected],[email protected],[email protected]
ABSTRACT
Relevance vector machines (RVM) was recently proposed and derived from statistical
learning theory. It is marked as supervised learning based regression method and based on
Bayesian formulation of a linear model with prior to sparse representation. Not only it is used
for Classification but also it can handle regression method very handsomely. In this research
the important performance parameters such as the material removal rate (MRR) and surface
roughness (SR) are affected by various machining parameters namely flow rate of electrolyte,
voltage and feed rate in the electrochemical machining process (ECM). We use RVM model
for the prediction of MRR and SR of EN19 tool steel. The experimental design was done by
Taguchi technique. The input parameters used for the model are flow rate of electrolyte,
voltage and feed rate. At the output, the model predicts both MRR and SR. The performance
of the model is determined by regression test error which can be obtained by comparing both
predicted and experimental output. Our result shows the regression error is minimized by
using Laplace kernel function RVM.
Key words: Electrochemical machining, EN19 tool steel, Material removal rate, Relevance
vector machine, surface roughness
1. INTRODUCTION
In the recent years there is an increasing demand for the industry in modern manufacturing
process. The use of new materials having high strength, high resistance and better shape and
size can increase the demand of product with better accuracy than non conventional
machining process. Electro chemical machining is one of the recent methods used for
working extremely hard materials which are difficult to machine using conventional methods.
Extensive development of the process has taken place in the recent years mainly due to the
need to machine harder and tough materials, the increasing cost of manual labour and the
need to machine configurations beyond the capability of conventional machining methods.
This method gives high material removal rate (about 1500mm3/min) and excellent surface
INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING
AND TECHNOLOGY (IJMET)
ISSN 0976 – 6340 (Print)
ISSN 0976 – 6359 (Online)
Volume 3, Issue 3, September - December (2012), pp. 394-403
© IAEME: www.iaeme.com/ijmet.asp
Journal Impact Factor (2012): 3.8071 (Calculated by GISI)
www.jifactor.com
IJMET
© I A E M E

International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 3, Issue 3, Sep- Dec (2012) © IAEME
395
finish (0.1 to 2.5 microns) with no residual stress and thermal damage due to low temperature
during operation [1]. It has tremendous application in the aerospace industry, automotive,
forging dies, and surgical component. So it is required to investigate the effect of machining
parameters on machining performance (material removal and surface roughness) for alloy
steel. Due to high production cost and high energy required for machining, the study of
machining performance is difficult by conducting number of experiment with various
machining parameter setting. To debug this difficulty, different types of mathematical
modelling are used for prediction of machining performance considering different setting of
input parameters. During recent decades a number of mathematical methods are used for
regression analysis. The relevance vector machine has recently proposed by the research
community as they have a number of advantages. This RVM is mainly based on a Bayesian
formulation of linear models with prior to sparse representation. It is used for both
classifications as well as regression problems. A General Bayesian framework for obtaining
the sparse solutions to classification and regression tasks utilizing this RVM model is given
by tipping [2]. The Bayesian approach has the extra advantage that it can be seamlessly
incorporated into the RVM framework and requires much less computation time to optimize
the regression error which is modelled as probabilistic distribution [3-5].
In this research the various machining parameter settings were done by using Taguchi
technique which was a statistical method for designing high quality systems. This Taguchi
method uses a special design of orthogonal array to study the entire parameter space with a
small number of experiments [6]. Here this method is proposed to evaluate MRR and SR for
ECM process.
This present study initiated to development of a multi input multi output RVM regression
model to predict the values of MRR and SR for the ECM process. The three process
parameters namely feed, voltage and flow rate of electrolyte with different levels were
designed for experiment by implementing the Taguchi method. After prediction using RVM
model, the predicted value and experimental value is compared and root mean square error is
calculated.
2. EXPERIMENTAL DETAILS
2.1 Experimental set up
The experiments are carried out utilizing Electro-chemical machine unit as shown in fig. 1.
Before machining we take the initial weight of work piece (EN19 tool steel) and after
machining of 5minutes again we take the final weight. Initial weight, final weight, machining
time and density of work material give the material removal rate per unit time when put in
equation (1).
MRR=(�����)�
���
������� ��
�
���� (1)
Where, W0=initial weight in Kg, W1=weight after one machining in Kg, ρw= density of material in Kg/m3
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 3, Issue 3, Sep- Dec (2012) © IAEME
396
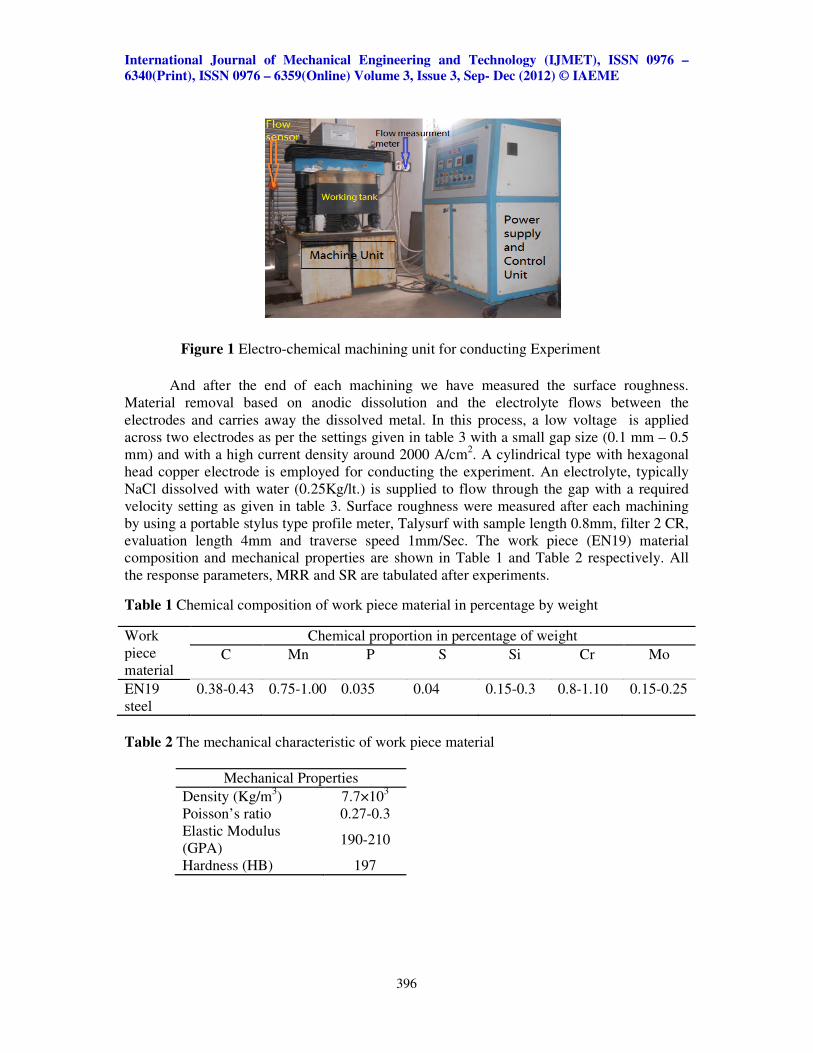
And after the end of each machining we have measured the surface roughness.
Material removal based on anodic dissolution and the electrolyte flows between the
electrodes and carries away the dissolved metal. In this process, a low voltage is applied
across two electrodes as per the settings given in table 3 with a small gap size (0.1 mm – 0.5
mm) and with a high current density around 2000 A/cm2. A cylindrical type with hexagonal
head copper electrode is employed for conducting the experiment. An electrolyte, typically
NaCl dissolved with water (0.25Kg/lt.) is supplied to flow through the gap with a required
velocity setting as given in table 3. Surface roughness were measured after each machining
by using a portable stylus type profile meter, Talysurf with sample length 0.8mm, filter 2 CR,
evaluation length 4mm and traverse speed 1mm/Sec. The work piece (EN19) material
composition and mechanical properties are shown in Table 1 and Table 2 respectively. All
the response parameters, MRR and SR are tabulated after experiments.
Table 1 Chemical composition of work piece material in percentage by weight
Work
piece
material
Chemical proportion in percentage of weight
C Mn P S Si Cr Mo
EN19
steel
0.38-0.43 0.75-1.00 0.035 0.04 0.15-0.3 0.8-1.10 0.15-0.25
Table 2 The mechanical characteristic of work piece material
Mechanical Properties
Density (Kg/m3) 7.7×10
3
Poisson’s ratio 0.27-0.3
Elastic Modulus
(GPA) 190-210
Hardness (HB) 197
Figure 1 Electro-chemical machining unit for conducting Experiment
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 3, Issue 3, Sep- Dec (2012) © IAEME
397
2.2 Design of Experiment
Taguchi approach was used for design of this experiment. Three input process parameters,
feed rate, voltage and flow rate of electrolyte were varying and level of each parameter is
shown in table 3. The experimental design was according to L18 orthogonal array as shown
in table 4.
Table 3 Factors and levels used in experiment
Table 4 Design of experiment by L18 orthogonal array in coded form
No. of
Experiment
Factors
Flow rate of
electrolyte(Lt./min)
Voltage (V) Feed
rate(mm/min)
1 1 1 1
2 1 1 2
3 1 1 3
4 1 2 1
5 1 2 2
6 1 2 3
7 1 3 1
8 1 3 2
9 1 3 3
10 2 1 1
11 2 1 2
12 2 1 3
13 2 2 1
14 2 2 2
15 2 2 3
16 2 3 1
17 2 3 2
18 2 3 3
3. RELEVENCE VECTOR MACHINE MODELING
Relevance vector machine (RVM) is an artificial intelligence method based on a Bayesian
formulation of a linear model with an appropriate prior to sparse representation. RVM is a
special type of a sparse linear model, in which the basis functions are formed by using kernel
functions and these functions further map input features to a higher dimensional feature space
[2]. The required architecture of RVM is shown in figure 2.
Factors Unit Levels
1 2 3
Voltage (V) Volt 8 10 12
Feed rate (f) mm/min 0.1 0.3 0.5
Flow rate of
electrolyte Liter/min 10 15 -----
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976
6340(Print), ISSN 0976 – 6359(Online) Volume 3, Issue 3, Sep
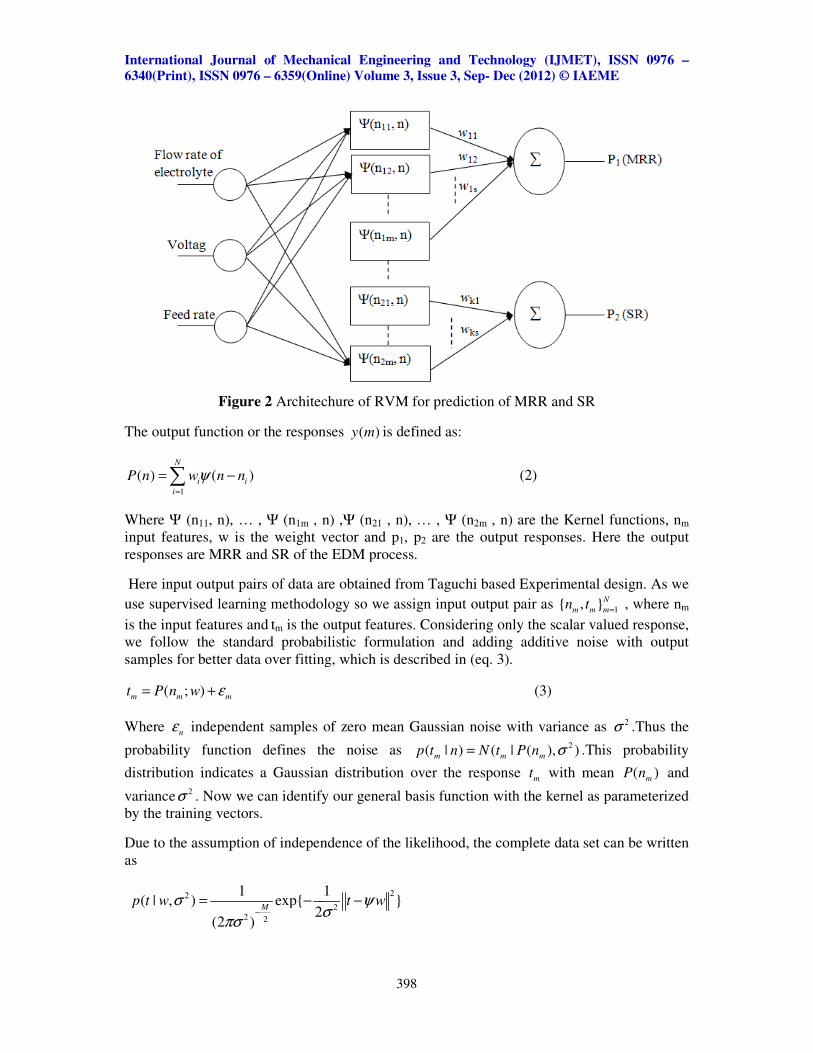
Figure 2 Architechure of RVM for prediction of MRR and SR
The output function or the responses
1
( ) ( )N
i i
i
P n w n nψ=
= −∑
Where Ψ (n11, n), … , Ψ (n1m ,
input features, w is the weight vector and p
responses are MRR and SR of the EDM proce
Here input output pairs of data are
use supervised learning methodology so we assign input output pair as
is the input features and tm is the output
we follow the standard probabilistic formulation and adding additive noise with output
samples for better data over fitting, which is described in (eq. 3).
( ; )m m mt P n w ε= +
Where nε independent samples
probability function defines the noise as
distribution indicates a Gaussian distribution over the
variance 2σ . Now we can identify our general basis function with the kernel as parameterized
by the training vectors.
Due to the assumption of independence of the likeliho
as
2
2 2
1 1( | , ) exp{ }
2(2 )
Mp t w t wσ ψ
πσ−
= − −
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976
6359(Online) Volume 3, Issue 3, Sep- Dec (2012) © IAEME
398
Architechure of RVM for prediction of MRR and SR
or the responses ( )y m is defined as:
(2)
, n) ,Ψ (n21 , n), … , Ψ (n2m , n) are the Kernel functions
input features, w is the weight vector and p1, p2 are the output responses. Here the output
of the EDM process.
of data are obtained from Taguchi based Experimental design. As we
use supervised learning methodology so we assign input output pair as { , }N
m m mn t
is the output features. Considering only the scalar valued
follow the standard probabilistic formulation and adding additive noise with output
samples for better data over fitting, which is described in (eq. 3).
(3)
independent samples of zero mean Gaussian noise with variance as
probability function defines the noise as 2( | ) ( | ( ), )
m m mp t n N t P n σ= .This probability
a Gaussian distribution over the response mt with mean
. Now we can identify our general basis function with the kernel as parameterized
of independence of the likelihood, the complete data set can be written
2
2
1 1( | , ) exp{ }
2p t w t wσ ψ
σ= − −
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
Dec (2012) © IAEME
Kernel functions, nm
are the output responses. Here the output
Taguchi based Experimental design. As we
1{ , }N
m m m= , where nm
only the scalar valued response,
follow the standard probabilistic formulation and adding additive noise with output
(3)
as 2σ .Thus the
his probability
with mean ( )mP n and
. Now we can identify our general basis function with the kernel as parameterized
od, the complete data set can be written

International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 3, Issue 3, Sep- Dec (2012) © IAEME
399
Where1( ,.......... )T
Mt t t= are the output vectors,
0( ,....... )T
Mw w w= are weight vectors and ψ is
the ( 1)M M× + design matrix.
1 2( ) [1, ( , ), ( , )............. ( , )]T
m m m m Mn K n n K n n K n nψ =
The different process parameters in the RVM model are obtained from training examples are w and 2σ however we expect a optimise value for both w and
2σ for better prediction of MRR and
SR for testing data.
In RVM model, we follow the Bayesian prior probability distribution to modify previous
probabilistic approach. First, we must encode a preference for smoother functions by making the
popular choice of a zero-mean Gaussian prior distribution over w . The distribution given in (eq-
4)
1
0
( / ) ( | 0, )M
i i
i
p w N wα α −
=
= ∏ (4)
Where α is the vector of N+1 hyperparameters. These hyperparameters are mainly associated
with every weight between hidden feature and output. The Bayesian inference proceeds by
calculating from Bay’s rule, which is given by
2 22 ( | , , ) ( , , )
( , , | )( )
p t w p wp w t
p t
α σ α σα σ =
(5)
The new test point from testing data *n can be predicted with respect to target *t in terms of
predictive distribution as
2 2 2
* *( | ) ( | , , ) ( , , | )p t t p t w p w t dwd dα σ α σ α σ= ∫ (6)
The second term in the integral in eq-6 is called as posterior distribution over weight which is
given by
( )( )
( )2
1/2 12 ( 1)/2
2
| , ( | ) 1| , , (2 ) exp ( )
( | , ) 2
TMp t w p w
p wt w wp t
σ αα σ π µ µ
α σ
− −− + = = − − −
∑ ∑ (7)
The posterior covariance term obtained as
2 1( )TФ Ф Aσ − −= +∑ (8)
2 TФ tµ σ −= ∑ (9)
With 0 1 2( , , , .. )MA diag α α α α= ………
Relevance vector machine method is a machine learning procedure to search for the
best hyperparameters in posterior mode i.e. the maximization of 2( , | )p tα σ Proportional to 2 2( | , ) ( ) ( )p t p pα σ α σ with respect to α and β , in case of the uniform hyper priors we need
to maximize the term 2( | , )p t α σ .The maximization term can be computed as:

International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 3, Issue 3, Sep- Dec (2012) © IAEME
400
2 2 /2 2 1 1/2 2 1 11( | , ) ( | , ) ( | ) (2 ) | | exp{ ( ) }
2
N T T Tp t p t w p w dw I A t I A tα σ σ α π σ ψ ψ σ ψ ψ− − − − −= = + − +∫ (10)
The Values of α and �2 are obtained by maximize the (eq-10)
For α, we differentiate the (eq.10) and then equating to zero. Finally we got
2
new i
i
i
γα
µ= (11)
Where iµ is the ith
posterior mean weight and we can define the quantities iγ as
1i i iiγ α≡ − ∑ (12)
Where the ii∑ the i
th diagonal element of the posterior weight covariance from (eq-8) computed
with the current α and 2σ values. For the noise variance
2σ , this differentiation leads to the re-
estimate the variance as
22
( )new
ii
t Ф
M
µσ
γ
−=
−∑
(13)
Where M in the denominator refers to the number of data examples.
For this convergence of the hyperparameter estimation procedure, we have to make
predictions based on the posterior distribution over the weights, in which the condition of the
maximizing values are MPα and 2
MPσ .We can then compute the predictive distribution, from
(eq-6), for a new data m* by using(7):
( ) ( ) ( )2 2 2
* * ,| , , | , | ,MP MP MP MP MP
p t t p t w p w t dwα σ σ α σ= ∫ (14)
As both terms in the integral are Gaussian, so we can compute
( )2 2
* * * *| , , ( | , )MP MP
p t t t yα σ σ= N (15)
With final value as
* *( )TP nµ ψ= (16)
2 2
* * *( ) ( )T
MPn nσ σ ψ ψ= + ∑ (17)
So the prediction of the normalized valued as *( ; )P n µ and which can be computed by
taking the normalized value of 2
*σ and *( )nψ .
4. RESULT AND DISCUSSION
The design for the experiment was carried out with the help of machining parameters
like flow rate of electrolyte, voltage and feed rate by Taguchi technique using MINTAB 16.
The experimental result for material removal rate and surface roughness were tabulated in
table 5 with process parameters at different level in coded form.
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 3, Issue 3, Sep- Dec (2012) © IAEME
401
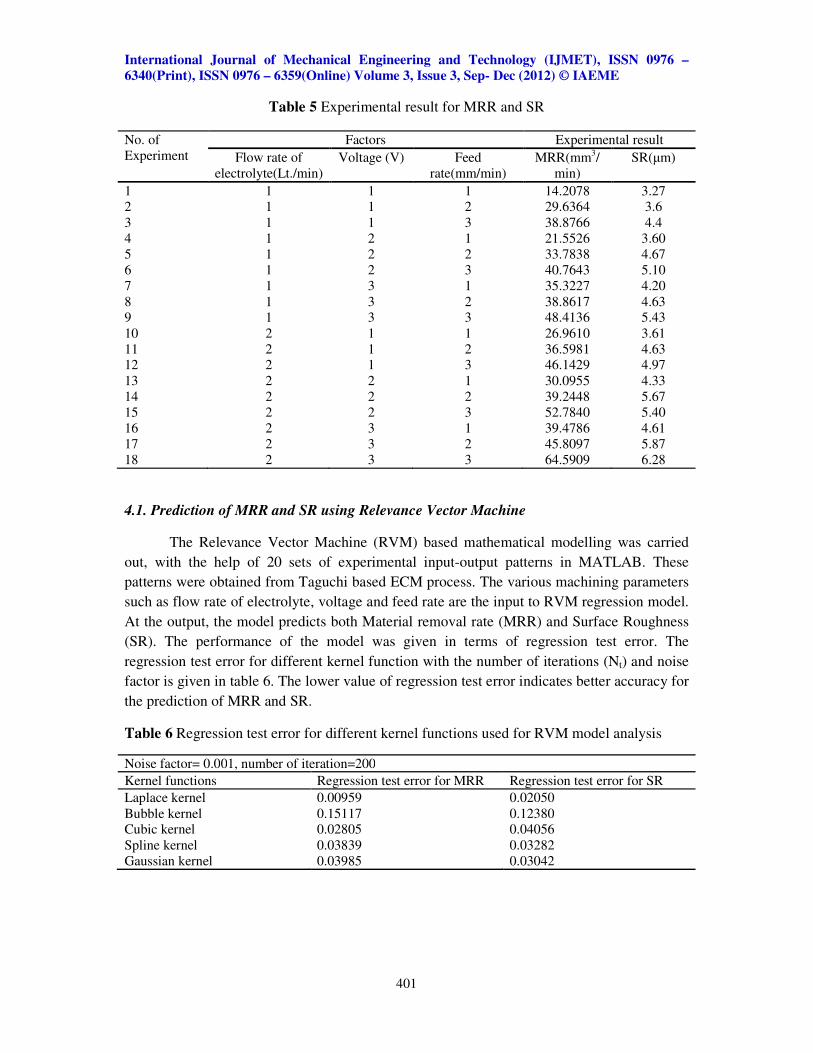
Table 5 Experimental result for MRR and SR
No. of
Experiment
Factors Experimental result
Flow rate of
electrolyte(Lt./min)
Voltage (V) Feed
rate(mm/min)
MRR(mm3/
min)
SR(µm)
1 1 1 1 14.2078 3.27
2 1 1 2 29.6364 3.6
3 1 1 3 38.8766 4.4
4 1 2 1 21.5526 3.60
5 1 2 2 33.7838 4.67
6 1 2 3 40.7643 5.10
7 1 3 1 35.3227 4.20
8 1 3 2 38.8617 4.63
9 1 3 3 48.4136 5.43
10 2 1 1 26.9610 3.61
11 2 1 2 36.5981 4.63
12 2 1 3 46.1429 4.97
13 2 2 1 30.0955 4.33
14 2 2 2 39.2448 5.67
15 2 2 3 52.7840 5.40
16 2 3 1 39.4786 4.61
17 2 3 2 45.8097 5.87
18 2 3 3 64.5909 6.28
4.1. Prediction of MRR and SR using Relevance Vector Machine
The Relevance Vector Machine (RVM) based mathematical modelling was carried
out, with the help of 20 sets of experimental input-output patterns in MATLAB. These
patterns were obtained from Taguchi based ECM process. The various machining parameters
such as flow rate of electrolyte, voltage and feed rate are the input to RVM regression model.
At the output, the model predicts both Material removal rate (MRR) and Surface Roughness
(SR). The performance of the model was given in terms of regression test error. The
regression test error for different kernel function with the number of iterations (Nt) and noise
factor is given in table 6. The lower value of regression test error indicates better accuracy for
the prediction of MRR and SR.
Table 6 Regression test error for different kernel functions used for RVM model analysis
Noise factor= 0.001, number of iteration=200
Kernel functions Regression test error for MRR Regression test error for SR
Laplace kernel 0.00959 0.02050
Bubble kernel 0.15117 0.12380
Cubic kernel 0.02805 0.04056
Spline kernel 0.03839 0.03282
Gaussian kernel 0.03985 0.03042
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976
6340(Print), ISSN 0976 – 6359(Online) Volume 3, Issue 3, Sep
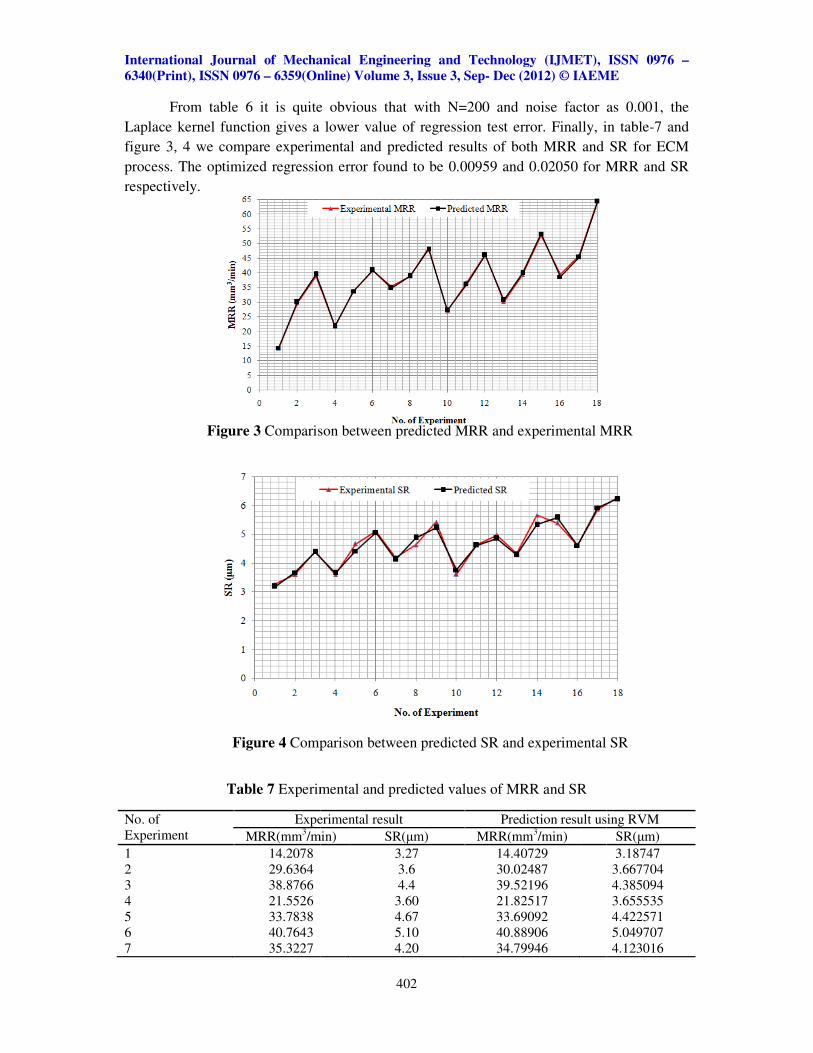
From table 6 it is quite obvious that with N=200 and noise factor as 0.001, the
Laplace kernel function gives a lower value of regression test error. Fina
figure 3, 4 we compare experimental and predicted results of both MRR and SR for ECM
process. The optimized regression error found to be 0.00959 and 0.02050 for MRR and SR
respectively.
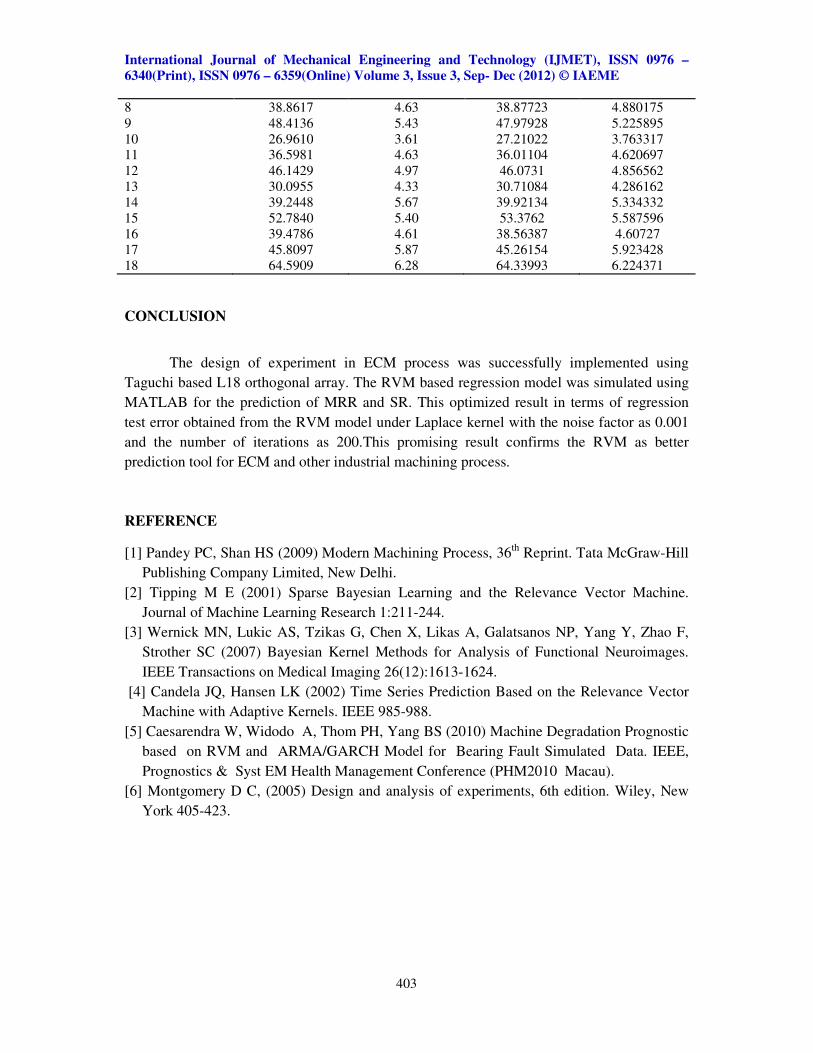
Table 7 Experimental and pre
No. of
Experiment
Experimental result
MRR(mm3/min)
1 14.2078
2 29.6364
3 38.8766
4 21.5526
5 33.7838
6 40.7643
7 35.3227
Figure 3 Comparison between predicted MRR and experimental MRR
Figure 4 Comparison between predicted SR and experimental SR
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976
6359(Online) Volume 3, Issue 3, Sep- Dec (2012) © IAEME
402
From table 6 it is quite obvious that with N=200 and noise factor as 0.001, the
Laplace kernel function gives a lower value of regression test error. Finally, in table
we compare experimental and predicted results of both MRR and SR for ECM
process. The optimized regression error found to be 0.00959 and 0.02050 for MRR and SR
Experimental and predicted values of MRR and SR
Experimental result Prediction result using RVM
/min) SR(µm) MRR(mm3/min)
3.27 14.40729
3.6 30.02487
4.4 39.52196
3.60 21.82517
4.67 33.69092
5.10 40.88906
4.20 34.79946
Comparison between predicted MRR and experimental MRR
Comparison between predicted SR and experimental SR
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
Dec (2012) © IAEME
From table 6 it is quite obvious that with N=200 and noise factor as 0.001, the
lly, in table-7 and
we compare experimental and predicted results of both MRR and SR for ECM
process. The optimized regression error found to be 0.00959 and 0.02050 for MRR and SR
Prediction result using RVM
SR(µm)
3.18747
3.667704
4.385094
3.655535
4.422571
5.049707
4.123016
Comparison between predicted MRR and experimental MRR
Comparison between predicted SR and experimental SR
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 3, Issue 3, Sep- Dec (2012) © IAEME
403
8 38.8617 4.63 38.87723 4.880175
9 48.4136 5.43 47.97928 5.225895
10 26.9610 3.61 27.21022 3.763317
11 36.5981 4.63 36.01104 4.620697
12 46.1429 4.97 46.0731 4.856562
13 30.0955 4.33 30.71084 4.286162
14 39.2448 5.67 39.92134 5.334332
15 52.7840 5.40 53.3762 5.587596
16 39.4786 4.61 38.56387 4.60727
17 45.8097 5.87 45.26154 5.923428
18 64.5909 6.28 64.33993 6.224371
CONCLUSION
The design of experiment in ECM process was successfully implemented using
Taguchi based L18 orthogonal array. The RVM based regression model was simulated using
MATLAB for the prediction of MRR and SR. This optimized result in terms of regression
test error obtained from the RVM model under Laplace kernel with the noise factor as 0.001
and the number of iterations as 200.This promising result confirms the RVM as better
prediction tool for ECM and other industrial machining process.
REFERENCE
[1] Pandey PC, Shan HS (2009) Modern Machining Process, 36th
Reprint. Tata McGraw-Hill
Publishing Company Limited, New Delhi.
[2] Tipping M E (2001) Sparse Bayesian Learning and the Relevance Vector Machine.
Journal of Machine Learning Research 1:211-244.
[3] Wernick MN, Lukic AS, Tzikas G, Chen X, Likas A, Galatsanos NP, Yang Y, Zhao F,
Strother SC (2007) Bayesian Kernel Methods for Analysis of Functional Neuroimages.
IEEE Transactions on Medical Imaging 26(12):1613-1624.
[4] Candela JQ, Hansen LK (2002) Time Series Prediction Based on the Relevance Vector
Machine with Adaptive Kernels. IEEE 985-988.
[5] Caesarendra W, Widodo A, Thom PH, Yang BS (2010) Machine Degradation Prognostic
based on RVM and ARMA/GARCH Model for Bearing Fault Simulated Data. IEEE,
Prognostics & Syst EM Health Management Conference (PHM2010 Macau).
[6] Montgomery D C, (2005) Design and analysis of experiments, 6th edition. Wiley, New
York 405-423.