Embed Size (px)
DESCRIPTION
ReduDust A System for Bypass dust recovery By: Ing. Jonathan forinton ing. Pedro montes de Oca. Redudust. Agenda: Introduction Basic Concept Products Application Pilot Plant Industrial Installation Summary. Introduction. Many plants have implemented a bypass for removing - PowerPoint PPT Presentation
Citation preview

2012
REDUDUSTA SYSTEM FOR BYPASS DUST RECOVERY
BY: ING. JONATHAN FORINTON ING. PEDRO MONTES DE OCA
2012
REDUDUST
Agenda:
IntroductionBasic ConceptProductsApplicationPilot PlantIndustrial InstallationSummary
2012
INTRODUCTION
Many plants have implemented a bypass for removing chlorine from the pyrosystem
Main Advantage:– Stable operation despite Cl input
Main challenges today: – Clean disposal of bypass dust– Recuperation of raw material– Winning of byproducts
2012
INTRODUCTION
Properties of Bypass dust:– Very poisonous for the ambient in contact with water
– Alkalis (K2O, Na2O),– Chlorine (Cl)– Sulfur (SO3)– Mercury, heavy Metals
Use today:– Limited addition to cement– Rest landfilled
Use with REDUDUST:– Economically friendly solution: conversion to marketable
products: salts + clean raw meal
2012
BASIC CONCEPT
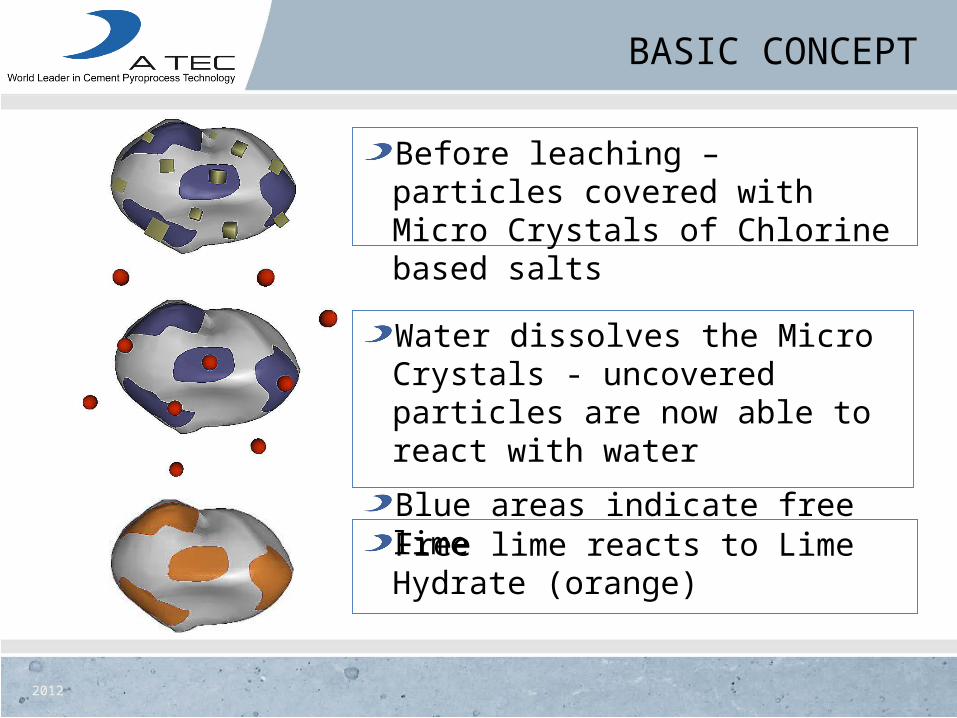
Before leaching – particles covered with Micro Crystals of Chlorine based salts
Water dissolves the Micro Crystals - uncovered particles are now able to react with water
Blue areas indicate free lime
Free lime reacts to Lime Hydrate (orange)
2012
PRINCIPLE PROCESS DIAGRAM
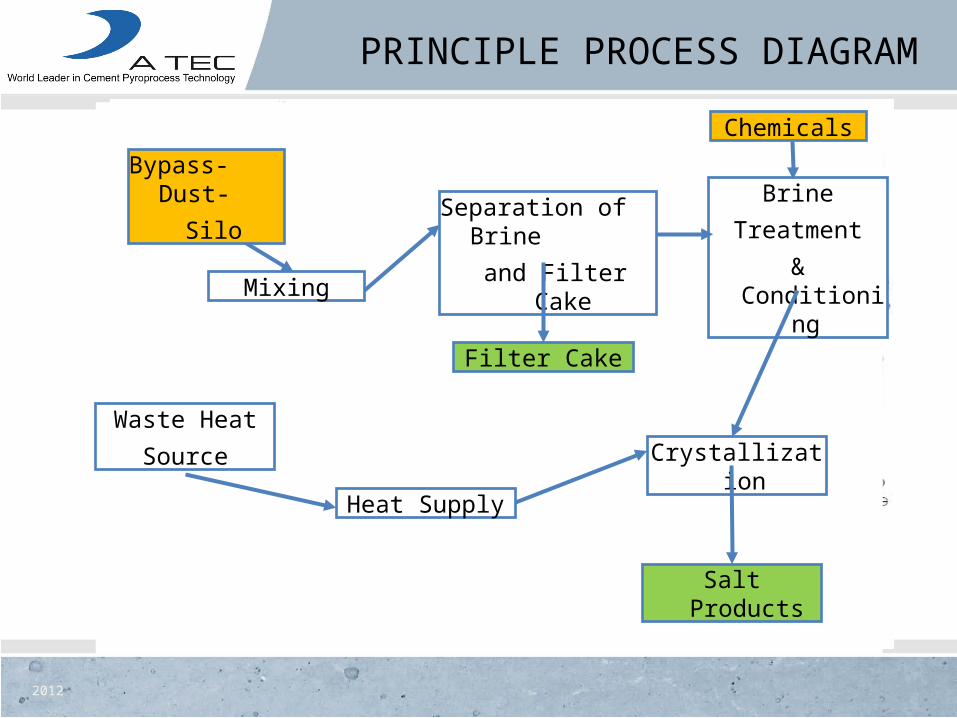
Bypass-Dust- Silo
Mixing
Separation of Brine and Filter Cake
BrineTreatment
& Conditioning
Crystallization
Heat Supply
Waste HeatSource
Salt Products
Filter Cake
Chemicals
2012
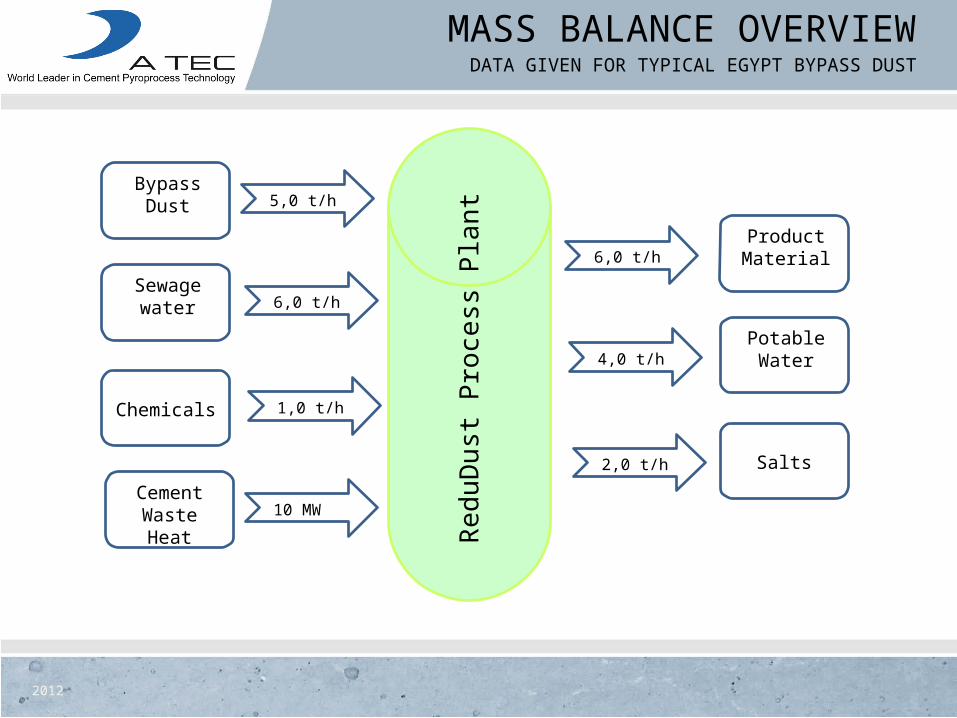
MASS BALANCE OVERVIEWDATA GIVEN FOR TYPICAL EGYPT BYPASS DUST
Bypass Dust
Sewage water
Chemicals
Cement Waste Heat
ProductMaterial
Potable Water
Salts
5,0 t/h
6,0 t/h
1,0 t/h
10 MW
6,0 t/h
4,0 t/h
2,0 t/hR
eduD
ust P
roce
ss P
lant
2012
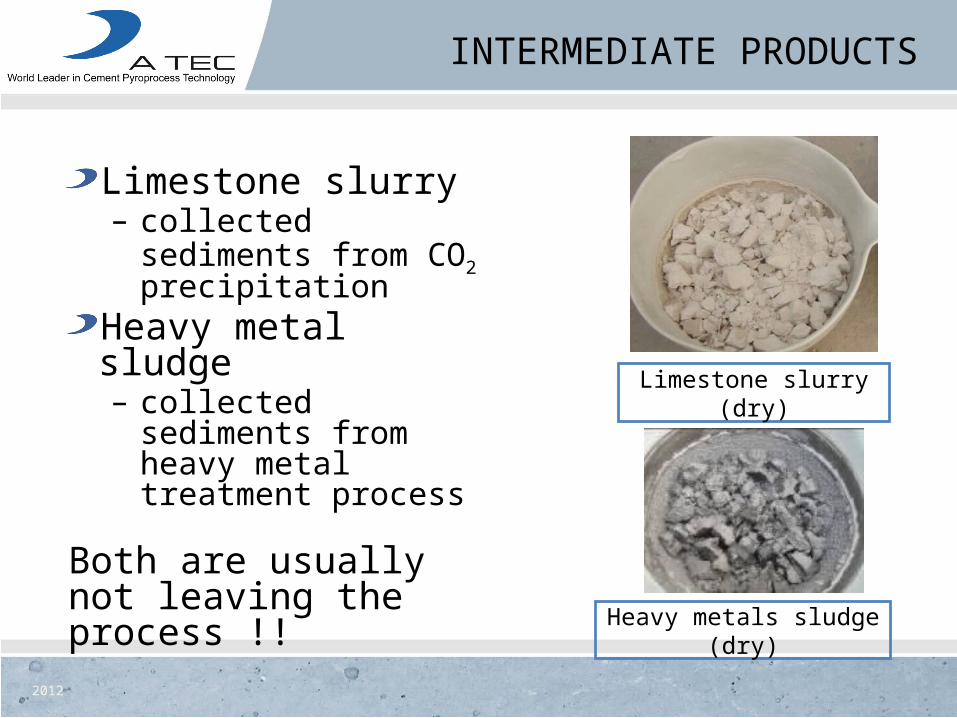
INTERMEDIATE PRODUCTS
Limestone slurry – collected sediments from
CO2 precipitationHeavy metal sludge – collected sediments from
heavy metal treatment process
Both are usually not leaving the process !!
Limestone slurry (dry)
Heavy metals sludge (dry)

2012
FINAL PRODUCTS
Lime hydrate filter cake – Desalted bypass dust
released from filter pressSalt – Crystallized mixture of all
salt contained in brine– Separation and purification
of main elements possible e.g. Potassium chloride (KCl)
Filter cake
Salt

2012
PRODUCT APPLICATIONS
Filter cake (low chlorine) –approximately 35% of residual moisture– Reintroduce back to process into cement mill due to
low Cl content (<1%)– SO2 Trap Preheater Tower and/or Filter Equipment– Recycling as Raw Material: Calcining at 580°C, Energy
1.99MJ/kg CaO instead of 3.17 MJ/kg CaO– Additive for Cement Blends– No need for new material licenses, because it is considered as bypass dust
2012
PRODUCT APPLICATIONS
Salts
– Valuable product on market (e.g. fertilizer production at around 300 €/t market price)
– Valuable Raw Material for various processes in the chemical Industry
– Meets all European laws for chemical products
2012
ATEC Technical Center (AUT)
Pilot Plant
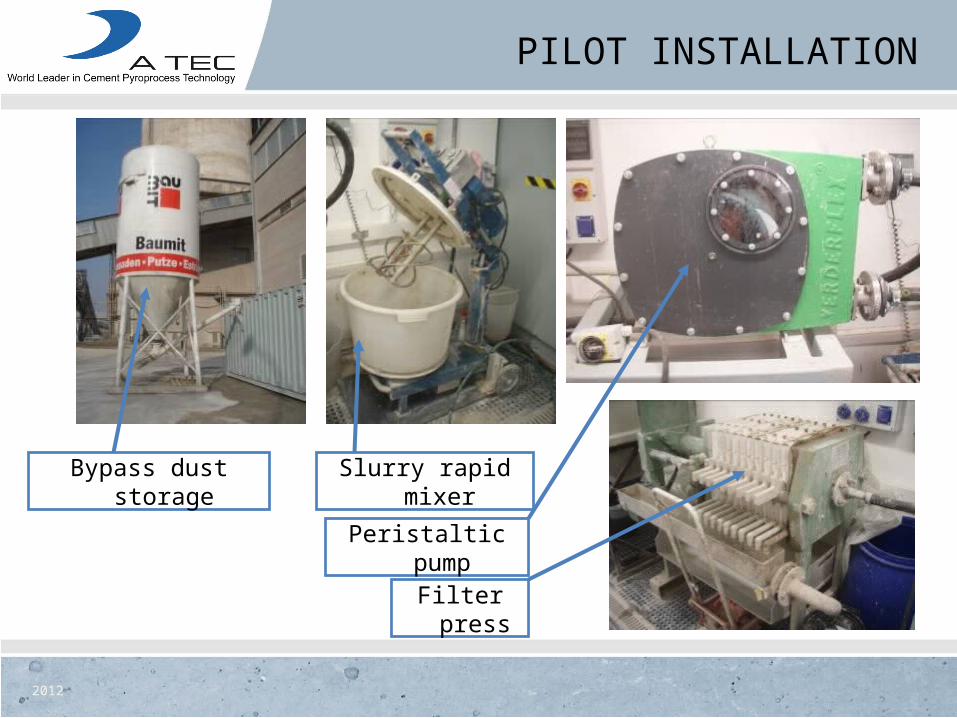
PILOT INSTALLATION

2012
PILOT INSTALLATION

2012
PILOT INSTALLATION
MixingFiltrationDrying
Mixing
Crystallizing Chemical Treatment
2012
PILOT INSTALLATION
Bypass dust storage Slurry rapid mixer
Peristaltic pump
Filter press

2012
PILOT INSTALLATION
Chemical dozing
Sedimentation tank
Crystallizer
DryerProcess analytics
2012

2012
Holcim Rohoznik
First Industrial-Sized Plant
INDUSTRIAL INSTALLATION

2012
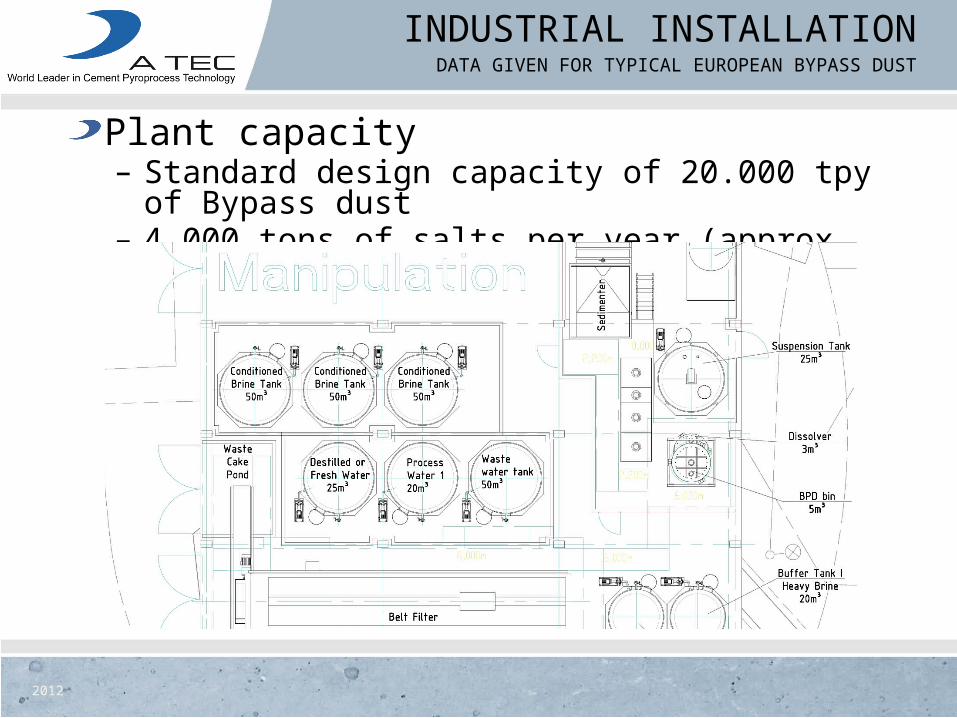
INDUSTRIAL INSTALLATIONDATA GIVEN FOR TYPICAL EUROPEAN BYPASS DUST
Basic design principles– Utilization of waste heat from the cement plant– Installation must follow chemical installation
requirements especially for environmental and safety reasons
– Automatic operation– Reception of Bypass dust from different plants is
considered
2012
INDUSTRIAL INSTALLATIONDATA GIVEN FOR TYPICAL EUROPEAN BYPASS DUST
Plant capacity– Standard design capacity of 20.000 tpy of Bypass dust – 4.000 tons of salts per year (approx. 3.000 tons of KCl)
2012
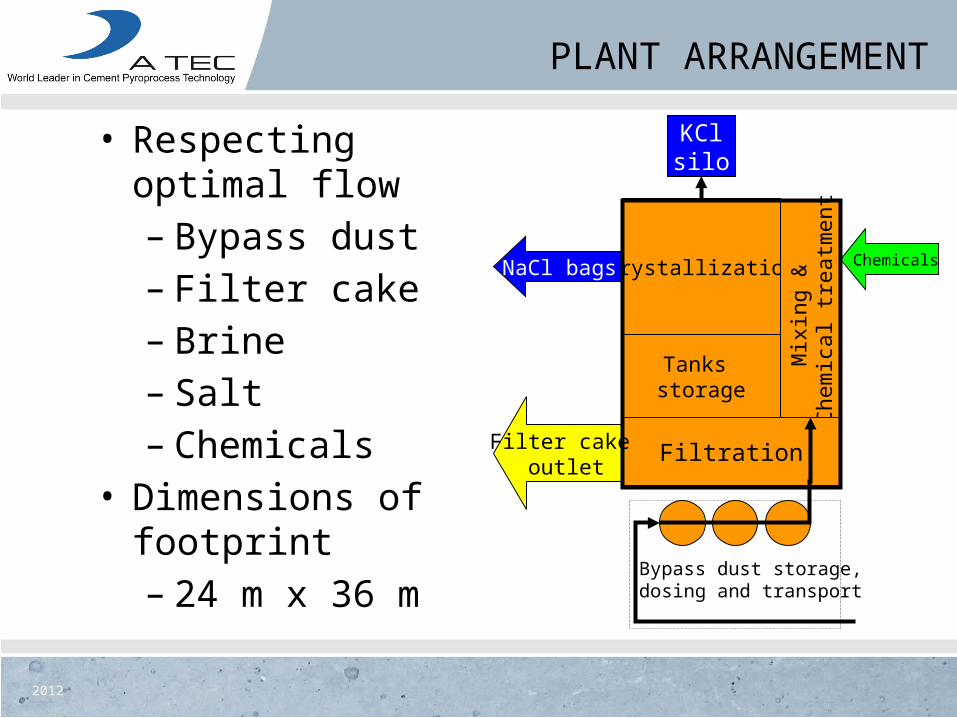
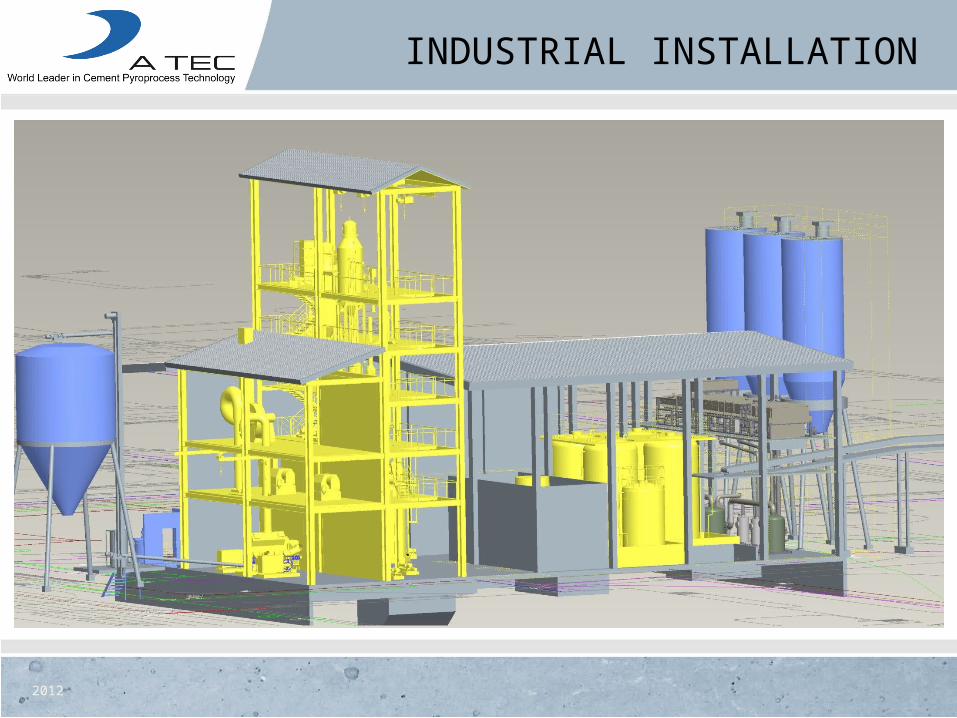
PLANT ARRANGEMENT
• Respecting optimal flow– Bypass dust– Filter cake– Brine– Salt– Chemicals
• Dimensions of footprint– 24 m x 36 m
Crystallization
Bypass dust storage, dosing and transport
Mix
ing
&
Che
mic
al tr
eatm
ent
Tanks storage
Filtration
KClsilo
ChemicalsNaCl bags
Filter cake outlet

2012
MATERIAL OVERVIEW
• Bypass dust 20k t/y– CKD 8 – 15 % of Chlorine
• Filter cake 16k t/y– Washed bypass dust <1% of Chloride – moisture <30%
• Brine 20k t/y– Saturated salty water >10% of Chlorine
• Chemicals used– 4 common industrial chemicals available on the market
• Salt– KCl >95% purity– NaCl salt >98% purity
2012
INDUSTRIAL INSTALLATIONDATA GIVEN FOR TYPICAL EUROPEAN BYPASS DUST
Operational data– 3 operators full time operation in 3 shifts working days– depending on kiln operation due to its heat demand
(important for design of the storage capacity)– Heat need for crystallization and drying is around 1.4 MW– Designed to handle 5-15% chlorine content bypass dust– Overall Cl-extraction efficiency >90%
2012
INDUSTRIAL INSTALLATION

2012
SUMMARY
Zero waste
Recycling of raw meal
Production of a saleable Product

2012
Please visit www.atec-ltd.com
THANK YOU FOR YOUR ATTENTION