Embed Size (px)
DESCRIPTION
Reducing Resource Intensity of Industrial Processes: Technology Trajectory and Drivers. C. Visvanathan Professor Environmental Engineering & Management Program Asian Institute of Technology Thailand [email protected] http://www.faculty.ait.ac.th/visu /. R educe . - PowerPoint PPT Presentation
Citation preview

Visu 1Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
Reducing Resource Intensity of Industrial Processes:
Technology Trajectory and Drivers
C. VisvanathanProfessor
Environmental Engineering & Management ProgramAsian Institute of Technology
http://www.faculty.ait.ac.th/visu/

Visu 2Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
Material Cycle
Production
Natural Resource Input
Final Disposal
Treatment
Discard
Consumption, Use
choosing things and materials so
as to decrease the volume of
waste generated
Reduce
putting things back
into the system,
repeated use of
materials
Reuse structured and systematic use of waste itself as raw material / resource
Recycle
Thermal / Energy recovery
Control Natural Resource
ConsumptionFocus of this Presentation& Future CP Trends

Visu 4Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
esLimitation of Current CP
Promotion Activites in Asia: Pricing of Resources
• Cleaner Production – often looked as waste reduction at source – true to some extent
• Cannot be driven by “Profit” approach alone• Resources are not priced fully
– Water price– Raw material– Energy price
• Subsidies play a role and shadow the real cost

Visu 5Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
Subsidy…Water Price = THB 12-18 / m3Real cost Water: THB 24-28 /m3
Escalation on water and energy price …relatively fixed in a year!!!
Price of other raw materials …fluctuating, often increasing !!!
Real cost not thrown
on consumers Reduction in water consumption through CP only on the Water price; not on the subsidyIf the entire cost is transferred to the consumer, the higher cost will mean a lot.
Low motivation for CP to reduce consumptionHigh motivation for CP to reduce consumption
A regulatory mechanism for “Resource Limitation” needs to be addressed by national bodies

Visu 6Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
6
Moon Cake Experience!!!!!!!!!!
What is left over…………..
M☺☺n Cake

Visu 7Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
EQUIPMENT MODIFICATION
"Advanced Jet dyeing" units: only 980 kg/batch
STEAM REQUIREMENTS
33% reduction in GHG emission or air pollutants
(CO2 emission = 264 tons per batch).
55 % reduction in water consumption
Simple "Jet Dyeing" machines : 1,480 kg /batch: 396 t CO2 per/batch
ConventionalJet Dyeing
Steam = 1,480 kg/Batch(Energy Input = 4,191 MJ/Batch)
GHG EmissionCO2 emission = 396 kg/Batch)
Water for dyeing = 67 m3/batch
AdvancedJet Dyeing
Steam = 980 kg/Batch(Energy Input = 2,794 MJ/Batch)
GHG EmissionCO2 emission = 264 kg/Batch)
Water for dyeing = 30.4 m3/batch
Rapid
Technological Change Options:

Visu 8Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
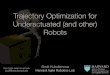
Technology Development Trajectory of Tea DryingIn tea processing, drying (firing ) is the most energy consuming operation requiring about 4.5 kWh/ kg of made tea (thermal energy). This depends on the type of dryer used, state of withering, moisture content of atmospheric air and type of tea produced.The technology development trajectory of tea dryer from 1930 to present shows that there has been a 40% improvement in energy efficiency.
Source:Gupta (1983); Millin (1993).Note: a,b There are two different brands of VFBD
NEW TECHNOLOGY
Dryer type and efficiency%
1 Static Tray < 20.02 2 –Stage Dryer 21.33 4’ Tray Dryer 26.84 Endless Chain Pressure
Dryer (ECP)32.0
5 Fluidised Bed Dryer(FBD)
38.5
6 Vibratory Fluidised BedDryer ( VFBD) a
38.9
7 FBD Modified 49.08 VFBDb 54.09 Combined Tempest > 60.0
Efficiency= (Energy Supplied - Energy Losses) /
12
34567
89
1
9
Efficiency
1920 1940 1960 1980 2000
Technological Options:

Visu 9Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
9
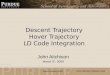
10kg 770g 236g 137g 79g
100% -99.3% -69% -42% -42%
Percentages show decreasing of weight between older and newer models
?

Visu 10Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
10
Nokia in the future…… 7.9 g

Visu 11Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
Clean Technology Trajectories
Gains in productive efficiciency Environmental Performance
Solvent-free paradigm
Solvent paradigm
Productive Efficiency
Control, prevention and
internal recycling technologies
Radically new clean processes
T2
T1
M. -C’. Belis-Begouignan a at /Ecological Economic 48 (2004) 201 220

Visu 12Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
M. -C’. Belis-Begouignan et al. /Ecological Economics 48 (2004) 201-220
Gains in productive efficiciency Environmental Performance
Solvent paradigm
Productive Efficiency
T2
T1Carbon adsorption and on-site
regeneration of solventsEnergy
recovering of VOCs
Water-based technologies Media-
projection
Ultra-sounds Lasers
Low temperature
plasma
Clean Technology Trajectories for Metal Surface Treatments

Visu 13Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
esUK Cement Sector…major success
factors• 12 million tonnes of cement manufactured in the UK in
2005 • Approx 856,000 tonnes of waste-derived products
replaced virgin raw material – Reuse / Recycle• About 270,000 tonnes of waste-derived fuels replaced
fossil fuels – Reuse / Recycle• Between 1998 and 2005, the volumes of cement kiln dust
going to landfill has been reduced by 75% - Reuse• Production of factory-made composite cements, which
encourages the use of secondary constituents as alternatives to clinker - Reuse
Reuse and Recycle have played important roles

Visu 14Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
esUK Cement Sector…major success
factors• Carbonation of concrete – ability of concrete to
absorb CO2 from the atmosphere over its life cycle.– concrete could absorb around 19% of the CO2
emitted in the manufacture of cement. – This uptake of CO2 acts as a carbon offset.
• Capital investment in energy efficient technology• Fossil fuel replacement
Process change
Classical CP approaches
Classical CP options have been implemented and achieved good results…and reached peak.Have to look at innovative technologies,
categorically to further reduce resource intensity.

Visu 15Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
Cement Sector…Asia
Average capacity of rotary kilns
Specific energy consumption of cement industry
Small-scale cement factories in developing countries…
High in developing countries, Low in Japan
Need to promote economies of scale and make CP attractive for small industries as wellPolicy initiatives can give the push
7
6
5
4
3
2
1
0
MJ/k
g of
Cem
ent
China Philippines Japan
1200
1000
800
600
400
200
0
‘000
Ton
s of
Clin
ker/
yr
China Philippines Japan
1000
90
240

Visu 16Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
CO2 Reduction Potentials in Cement in 2005,
Based on Best Available Technology500
450400350300250200150100
500Em
issi
ons
savi
ngs
(Mit
CO
2)
500450400350300250200150100500
Spec
ific
savi
ngs
pote
ntia
l (t
CO2 p
er
tonn
e of
cem
ent)
Source: IEA analysis
Fossil fuel savings Electricity savings Alternative fuels BF slag clinker substitutionOther clinker substitutes Specific saving potential
World Russia Canada US China Korea Brazil India OECD Japan Other Europe
0.18
0.25
0.39
0.220.20
0.20 0.19
0.14
0.090.06
0.16

Visu 17Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
Cement Factory
Cement factory in China
Cement factory in Japan

Visu 18Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
Cement Sector Specific thermal and electrical energy consumption
China India Philippines Sri Lanka Japan
Thermal Energy (MJ/kg Clinker)
Dry Process 4.85 3.8-4.4 4.2 4.35 3.0
Wet Process 6.04 5.9-6.8 7.5 - -
Mechanized Shaft Kiln Process 490 n.a - - -
Electricity (kWh/ton cement) 110 120-130 130 130 96
Why?• Stringent
regulations • Economies of scale • Better Technologies

Visu 19Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
esMaterial Eco-efficiency
Indicator, Nepal
Production in (US$,000) 8661 9416 9048 8263 11631 Material Utilized (T) 23086 23771 19021 11834 18000 Eco-efficiency in $/T 375 396 475 698 646
Material Eco-efficiency Indicator and Trend Line of Iron Pipe Industry in Terms of Economic Value in US$
2001 2002 2003 2004 2005
25000
20000
15000
10000
5000
0
$/T
800
700
600
500
400
300
200
100
0 2
3086
T
237
71 T
190
21 T
118
34 T
1
8000
T$1
1631
$826
3
$904
8
$941
6
$866
1
Eco-efficiency in S/T Eco-efficiency Trend Line in S/T
Material Eco-efficiency Indicator of Iron Pipe Industry M
ater
ial U
tiliz
ed (
T) a
nd
Prod
ucti
on V
alue
($)
$ or T
375 $/T396 $/T 475 $/T
698 $/T646 $/T

Visu 20Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
esWater Eco-efficiency
Indicator, Nepal
Water Eco-efficiency Indicator and Trend Line of Iron Pipe Industry in Terms of Economic Value in US$
Eco-efficiency in S/m3
Eco-efficiency Trend Line in S/m3
Water Eco-efficiency Indicator of Iron Pipe Industry W
ater
Uti
lized
(m
3 ) a
nd
Prod
ucti
on (
US$
)
$ or m3
Production in (US$,000) 8661 9416 9048 8263 11631 Water Utilized (m3) 1911 1815 1365 792 861 Eco-efficiency in $/m3 4532 5188 6628 10434 13509
2001 2002 2003 2004 2005
$1
1631
$8
263
$9
048
$9
416
$8
661
13509 $/m3
1911
m3
1815
m3
136
5 m
3
792
m3
861
m3
10434 $/m3
4532 $/m35188 $/m3
6628$/m3
14000
12000
10000
8000
6000
4000
2000
0
$/m3
16000
14000
12000
10000
8000
6000
4000
2000
0

Visu 21Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
esWater Eco-efficiency
Indicator, Nepal
Waste Eco-efficiency Indicator and Trend Line of Iron Pipe Industry in Terms of Economic Value in US$
Eco-efficiency in S/TEco-efficiency Trend Line in S/T
Water Eco-efficiency Indicator of Iron Pipe Industry W
aste
Gen
erat
ion
(T)
and
Prod
ucti
on (
$)
Production in (US$,000) 8661 9416 9048 8263 11631 Waste Generation (T) 795.4 675.4 498 294 422.18 Eco-efficiency in $/T 10889 13941 18168 28108 27550
2001 2002 2003 2004 2005
$ or T
14000
12000
10000
8000
6000
4000
2000
0
30000
25000
20000
15000
10000
5000
0
$/T
$1
1631
$8
263
$9
048
$9
416
$8
661
795.
4 T
675.
4 T
498
T
294
T
422.
18
T
10889 $/T13941 $/T 18168 $/T
28108 $/T 27550 $/T

Visu 22Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
Resource Efficiency Vs Cost• Industrial processes are
mostly optimized• “Cost” driver has
forced optimization• Further optimization;
prohibitively expensive• Costs outweigh the
benefits in most cases
Efficiency improvement
Cost
40 50 60 70 80 90 100
Theoretical resource efficiencies are difficult to be achieved cost-effectively

Visu 23Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
esResource Efficiency and
IntensityResource efficiency and intensity are mutually dependent
Process A150 kg of raw material
140 kg of product
Resource Efficiency= 93%
10 kglosses + waste
Resource intensity= 107 kg of raw material/100 kg of product
Constraint!!! Improving this is not cost-effective
Reducing this is the issueWhere can we perform
better?

Visu 24Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
Efficiency and Intensity…• Resource efficiency improvements are now constrained –
cannot move beyond a certain range • Resources are getting scarcer – not all are renewable • Sources of feedstock have to be re-looked • Only way out is alternative sources of feedstock• Reuse and Recycling have to be promoted
– X% of virgin material + Y % of recycled materials– Gradually increase “recycled” portion
• By reuse and recycling – volume of virgin raw material required is reduced
• Recycling in some sectors is perceived to be expensive – need to develop cost-effective technologies in these sectors

Visu 25Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
Way out…• Improving resource efficiency and reducing resource
intensity is like “swine flu”– There is no single vaccine
• Requires a combination of interventions to treat victims
• Identify victims and improve their immunity• Simultaneously develop vaccine • Promoting reuse and recycling is not a panacea for
improving resource efficiency and reducing resource intensity
• Need to identify priority areas of action and develop relevant technologies

Visu 26Redu
cing
Res
ourc
e In
tens
ity
of In
dust
rial
Pro
cess
es
Take-home Message • Cleaner Production has largely favored
reduction in resource intensity• Hard approaches where the industry takes the
initiative have peaked• Soft approaches through Policy interventions
are essential to take CP further• GHG reduction has been the key driver for CP in
the past 2 decades…Kyoto Protocol???• Resource depletion and scarcity have to be
taken into account : Resource Limitation will be a Major Driver