Embed Size (px)
Citation preview

MSc Chemistry
Track Molecular Sciences
Literature Thesis
Recent advances in chemical recycling techniques of waste
polyester/cotton blends
by
Floris Blom
11296062
9 July 2021
Research Institute
Van ‘t Hoff Institute for Molecular Sciences
Research Group
Industrial Sustainable Chemistry
Supervisor
prof. Gert-Jan Gruter
Second examiner
prof. Jan van Maarseveen
Daily Supervisor
dr. Gerard van Klink

2
Abstract
Over the past decades the world population has grown steadily and the textile industry has grown
accordingly with it. The large growth of textile use and the linearity of the system pose an environmental
threat by both its production and its growing generation of waste. Therefore reuse and recycling of textile
waste and moving towards a circular economy is necessary. However, mechanical recycling is difficult
due to diverse amounts of fiber blends on the market. In this literature research the recently emerging
chemical recycling methods of mixtures made from polyester and cotton have been reviewed. Four
different methods were identified: depolymerization of polyester, depolymerization of cellulose,
dissolution of polyester and dissolution of cellulose. In all of these methods the other material remained
mostly intact. Though in some cases breakdown to (reusable) smaller constituents was observed.
Adaptation of existing processes of wood pulp cellulose fiber generation has also been investigated,
especially for the viscose and lyocell processes. Besides these processes, hydrolysis was predominantly
researched in the depolymerization methods including acid, alkaline or enzymatic processes.
Furthermore, commercialized methods have also been discussed as well as life cycle assessments on the
environmental impact of some of the researched methods. Direct dissolution by ionic liquids, a class of
solvents based on molten salts, was shown to be the most promising technique, specifically guanidine-
based ionic liquids. Although, there are still some limitations before this technique will be adapted on a
large scale. Future developments may include more research on the life cycle and economic benefits of
the guanidine-based ionic liquids. Moreover, a combination of reuse, open loop and closed loop
recycling should be implemented in textile waste recycling to utilize textile waste as efficiently as
possible, in which almost all described methods could play an important role.

3
Table of Contents
1. Introduction _____________________________________________________________ 4
1.1 Textile waste ________________________________________________________________________ 4 1.2 Reuse and recycling __________________________________________________________________ 5 1.3 Scope and Outline ____________________________________________________________________ 8
2 Chemical recycling methods _________________________________________________ 9
2.1 Cellulose Recycling ___________________________________________________________ 9 2.1.1 Cellulose structure __________________________________________________________________ 9 2.1.2 Fiber Spinning processes ____________________________________________________________ 11 2.1.3 Cotton Depolymerization and Regeneration ____________________________________________ 12 2.1.4 Enzymatic hydrolysis _______________________________________________________________ 14 2.1.5 Alkaline pretreatment for enzymatic hydrolysis _________________________________________ 15 2.1.6 Acid pretreatment for enzymatic hydrolysis ____________________________________________ 17 2.1.7 Alkaline hydrolysis _________________________________________________________________ 18 2.1.8 Acid Hydrolysis ____________________________________________________________________ 18
2.2 Recycling with Conservation of Polyester and Cellulose. ____________________________ 22 2.2.1 Adaptation of the Lyocell Method for Recycling of Polycotton ______________________________ 22 2.2.2 Dissolution of cellulose in ionic liquids _________________________________________________ 23 2.2.3 Methods to increase cellulose dissolution in ionic liquids __________________________________ 26 2.2.4 Cellulose regeneration as fibers from IL processes _______________________________________ 27
2.3 Polyester Recycling __________________________________________________________ 30 2.3.1 PET structure and virgin PET Synthesis _________________________________________________ 30 2.3.2 PET fiber spinning _________________________________________________________________ 30 2.3.3 PET Depolymerization with Conservation of Cellulose ____________________________________ 31
2.4 Commercialized recycling processes ____________________________________________ 34 2.4.1 Cellulose recycling _________________________________________________________________ 34 2.4.2 Polyester recycling _________________________________________________________________ 38
3 Life Cycle Assessments _____________________________________________________ 41
3.1 Viscose and Lyocell LCA ______________________________________________________________ 42 3.2 Pretreatment of enzymatic hydrolysis LCA _______________________________________________ 43 3.3 Enzymatic hydrolysis LCA _____________________________________________________________ 43 3.4 NMMO & IL LCA ____________________________________________________________________ 45 3.5 LCA of commercialized processes ______________________________________________________ 45
4 Discussion _______________________________________________________________ 49
4.1 Polycotton waste separation __________________________________________________________ 50 4.2 Cellulose fiber regeneration ___________________________________________________________ 52 4.3 Limitations ________________________________________________________________________ 54
5 Concluding remarks and future outlook _______________________________________ 56
6. References ______________________________________________________________ 57

4
1. Introduction The world population has grown steadily over the past decades and therefore the textile industry as well.
In the coming 10 years the use of textile fibers is expected to increase with 3% annually.1 This increase
in demand has already led to a market supply of over 120 million tons of virgin textile fibers in 2020.1,2
Worldwide per capita use of textile has increased from 5.9 kg in 1975 to 16 kg in 2019. Synthetic (mostly
petroleum based) fibers account for approximately 60 wt% of the market share of textile production,
with cotton coming in second at around 24 wt%.3 The largest growth in textile use comes from
households with increased income, particularly from developing countries.4 Another, more recent,
pattern of consumption that heavily influences the purchase of textiles is the concept of ‘fast fashion’.3
This phenomenon drives the clothing and apparel industry to design and deliver less durable clothing,
which in turn increases production of textiles drastically.5
Furthermore, the growth of the textile industry has led to outsourcing of textile production by
western companies towards developing countries. In these countries, (underaged) workers work under
extremely harsh conditions with long hours and low pay.6,7 Despite many efforts to improve these
working conditions it is still a relevant topic in current times, mostly due to the emergence of fast
fashion.
The growth in textile production is also closely correlated to environmental challenges, such as
solid waste generation, high water usage, high energy demand, and pesticide and fertilizer use.3,5,8
Moreover, the industry uses mostly non-renewable resources, pollutes the ocean with microfibers and
discharges water streams containing hazardous compounds.9 The growing demand also leads to
production issues of renewable natural fibers. For the production of cotton, for instance, it is not
expected that the demands can be met, due to restrictions on irrigation and farmland use.10
1.1 Textile waste The generated solid textile waste can be divided into two main groups: post-consumer textile
waste and pre-consumer textile waste.3 The former is the waste created during usage and disposal by
consumers, which creates the largest part of the textile waste. This waste consists of different blends of
fibrous materials. The latter, pre-consumer textile waste, refers to all of the waste created during the
industrial textile production process. It is estimated that around 10 to 15 percent of solid textile waste is
generated during cutting in pre-consumer processes (Figure 1).9,11 Pre-consumer textile waste is related
closely to the raw materials used in the processes. These raw materials are divided in three main groups:
cellulose fiber, protein fiber and synthetic fiber.12 Cellulose fibers consist of plant materials such as
cotton, hemp and ramie. Protein fibers are produced from animals and include wool, cashmere and silk.
Synthetic fibers are produced from petroleum-based compounds and include polyesters (e.g.
polyethylene terephthalate (PET)), nylon and polypropene). Blends of these raw materials are common
in the textile industry, due to their differences in characteristics.13 For instance, the mechanical properties
of cotton include softness and high water absorbency, while the properties of PET contribute to
durability and strength. These contrasting and consequently complementary properties make blends of
PET and cotton the most commonly produced textile materials. Which exist in varying compositions,
ranging from 99:1 and 1:99 cotton to polyester ratios, with 65/35 and 50/50 cotton to polyester ratio
being the most common to balance durability and price.14 These materials are generally referred to as
polycotton.9,13,15 All of the mentioned raw materials require specific chemicals and materials during their
production processes and, thereby create different by-products and streams of textile waste.12
One of the largest problems with textile waste is that the textile system is very linear (e.g.
clothing life cycles). In 2015 the assumption was made that less than 1% of materials used to produce
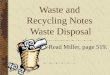
clothing was recycled into new clothing.9 Figure 1 shows an overview of the general life cycle of textile.
Roughly 60% of textile fibers are used in the apparel industry, the rest is used in other applications such
as household textiles (e.g. carpets, drapes, and towels), or workplace textiles (e.g. backpacks, tents, and
cleaning rags). Almost all materials come from virgin feedstocks and, as mentioned before, roughly 12%
of fibers and/or (finished) products are lost during the manufacturing process. After the use phase a
small portion is used for recycling, which can be divided into two groups: recycling of clothes for new
clothes and recycling of clothes for other applications such as insulation material or mattress stuffing.

5
However most of the collected clothing ends up in landfills (e.g. in the United States) or is incinerated
to produce energy (e.g. in Western European Countries).15 These percentages should change drastically
in order to meet the rising demand of textiles and diminish the environmental impact of the production
processes.
Figure 1: Global material flows in garment industry in 2015.9 60% of annual fiber production is used
in clothing (53 million tons), the rest is used in other applications such as household textiles (e.g.
carpets, drapes, and towels), or workplace textiles (e.g. backpacks, tents, and cleaning rags).
1.2 Reuse and recycling One possible way to accomplish this is through the concept of the circular economy. This concept has
gained more attention over the past few years and has become an important tool to move towards a more
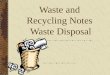
sustainable future.16 This concept is based on the Lansink Ladder, proposed by Dutch politician Ad
Lansink. The Lansink Ladder shows a hierarchical system for waste management.17,18 On top it starts
with waste prevention, by design of new materials and process innovation. Followed up by preparation
for reuse. The next step would be recycling, if reuse is not possible. Finally, when recycling is not
possible either, incineration could be used as a form of energy recovery. Landfill should be avoided,
however, it is necessary when none of the aforementioned methods have an effect on the waste. Waste
prevention and reuse should have priority within circular textile cycles. Some companies have put
forward some initiatives to achieve this (e.g. H&M19, Patagonia20, PUMA21).
Figure 2: The Lansink Ladder (shaped as staircase): A hierarchy for waste management proposed by
the Dutch politician Ad Lansink in 1979, with the highest priority options on the top.18 Adapted from
van Meerbeek17

6
Reuse refers to an existing product being used again within that particular product chain. When taking
a closer look at recycling we can see that the term recycling, on the other hand, refers to the breakdown
of products into their raw materials in order for that raw material to be reclaimed and used in new
products.8 Textile recycling may involve the aforementioned pre-consumer and post-consumer waste.
Four different recycling approaches can be identified: primary, secondary, tertiary, and quaternary
recycling.22 Primary recycling includes pre-consumer waste recycling, mostly from industrial cutoffs,
which are reintroduced into the manufacturing process. Secondary recycling involves collection and
recycling of post-consumer textile wastes such as household textiles and clothing. After collection of
these textile wastes they are separated and sorted. High quality items are considered for resale, while
the rest is used in mechanical recycling processes. Tertiary recycling involves chemical breakdown of
the textiles into monomers or fuels, this requires sorted, clean synthetic materials such as PET or nylon,
since these are suitable for repolymerization without loss of characteristics. Quaternary recycling refers
to energy recovery of the textiles by incineration.
After recycling, the raw materials can enter a new product stream. Which new stream the
products enter can be further classified as closed-loop recycling or open-loop recycling.8 Open-loop
recycling comprises a system in which the raw material is broken down at the end of its life cycle and
then used as starting material for a second, often unrelated product system. In general this second product
is not recycled but disposed in either landfill or incineration (Figure 3).23 It is the most common
technique used in textile recycling, contributing to recycling of nearly 12% of the created textile waste
(Figure 1).9 This process is commonly known as downcycling, since the recycled products are usually
of lower value than the original fibers or clothing.19 Examples of downcycling include recycling of PET
bottles or food packaging to clothing,25 as well as downcycling used denim for insulation purposes26
Figure 3: Open-loop recycling process. A recycling process in which the material at the end of the life
cycle of product A is used as the raw input material of product B (the ‘cradle’. At the end of the life
cycle of product B the material is disposed in either landfill or incineration (the ‘grave’). 8
In contrast, closed-loop recycling refers to the collection of textiles and reprocessing them into new
fibers that can be re-used in new garments, thereby re-entering the same production cycle from which
the textile came.27 There are three different ways of closed-loop recycling in the apparel industry: pre-
consumer waste, post-consumer waste and cradle to cradle (C2C) recycling. Reuse also falls under
closed-loop recycling. In the C2C approach waste is collected, separated and then used again in products
of the same or higher value (Figure 4).28 In this approach waste is processed by either biological or
technical methods. Biological waste can be composted, while technical waste can be reused by
mechanical or chemical recycling. Technical closed-loop recycling uses mostly synthetic products that
are not biodegradable. Polymer based fibers such as polyester, acrylic and nylon are some examples of
this in textile recycling.8 However, cellulose fibers such as cotton can also fall under technical recycling,
when they are not able to biodegrade safely due to use of toxins or dyes in their production processes.

7
Figure 4: Closed-loop recycling, the cradle to cradle approach. In this process the waste of a product
at the end of the life cycle is collected, separated and then used as input material in products of the
same or higher value.8,28
Through the open-loop and closed-loop recycling the value of textile products can be captured at
different levels (Figure 5).9,25 This means that, depending on context, a given product can contain a
recycling route that may be referred to as either closed- or open-loop recycling. For example, in a
business to business context, a fiber or a fabric is considered a final product as it is traded in the same
form. However, in the eyes of the consumer or a retailer, that same fiber or fabric can be defined as a
starting material, since garments are key textile products in that setting.25 This latter view of the product
implies that the closed-loop recycling relies for instance on a pair of jeans being remade into another
pair of jeans. In contrast, when a more lax definition is handled for closed-loop recycling it could imply
that a material category (i.e. packaging), is recycled into a the same material category instead of another
material category (i.e. textiles, as seen in the aforementioned PET bottle to fiber recycling).
Sandin and Peters25 arrange recycling routes based on the disassembly of the recovered material.
When the fabric of a product is reused in new products this is referred to as fabric recycling. In the case
that the fabric is disassembled but the original fibers are preserved and reused this is called fiber
recycling. This is mostly performed by sorting garments and shredding them in a mechanical process,
of which a large part is used in downcycling processes. Polymer recycling is the process where the fibers
are taken back to the polymer level, which destroys the fibers but leaves the chemical structure of the
material intact.9 There are two distinguishable variants in terms of output quality and methods.25 The
first is mechanical polymer recycling, which is carried out by melting and extrusion of textiles made
from synthetic, mono-plastic based fibers. This process is unable to filter out dyes and contaminants.
The second method is chemical polymer recycling, in which textiles are dissolved with chemicals after
the garments have been de-zipped and shredded. The final process is also referred to as monomer
recycling if the textiles are completely broken down to their constituent monomers, by a combination of
mechanical and/or chemical methods.
These monomers can be applied for the assembly of new, virgin quality fibers, as well as being
applied to other fields such as biofuel synthesis29, concrete fabrication30, and green packaging.31 An
overview of these different methods is shown in Figure 5.

8
Figure 5: Different reuse and recycling methods applicable in the textile industry. Recycling can be
divided into different categories based on the level of decomposition (i.e. fabric, fibre, polymer, or
monomer recycling).25
The aforementioned processes of monomer, and polymer recycling are also referred to as chemical
recycling. In chemical recycling the three different fiber types (i.e. cellulose, protein and synthetic) are
recycled via separate routes. The cellulosic and protein fibers are dissolved, while the synthetic fibers
are depolymerized. Dissolving cellulosic fibers happens through alkaline/urea,32 or ionic liquid (IL)
solvent systems.33 In this way the degree of polymerization (DP) of the cellulose is decreased.34 For
synthetic fiber depolymerization the most common techniques are acid,35 alkaline,15,36 or enzymatic
hydrolysis.37 These techniques are especially widely studied and reviewed for PET recycling, due to the
large volumes of PET bottles and their subsequent waste problem.29,38,39 Other techniques such as
alcoholysis40, glycolysis41 and the use of quaternary ammonium salts42 have also been of academic
interest.
1.3 Scope and Outline There is an important aspect of textiles to take into account when discussing recycling: more than a third
of post-consumer textile waste consists of blended materials.43 There are several types of blending, such
as intimate blending, where a specific weight ratio of fibers is used in the manufacturing of spun yarns.15
Other blending methods are fabric mixtures where different yarns are used for the manufacturing
processes of warp and weft and mixture yarns, which are made by plying yarns together. Consequently
these blended textiles are difficult to be reused or recycled. As mentioned before, blends of polyester
and cotton (polycotton) are the most common.13 Therefore this review will focus on the recent chemical
recycling methods for polycotton blends with varying compositions. Chemical recycling of polycotton
is possible, however, to achieve this cotton and PET must be separated, which requires relatively pure
waste streams for commercial recycling processes.44 There are four main separation strategies employed
in research. First is dissolution of PET by using a suitable solvent.45 Second and third are
depolymerization of one of the two polycotton components using acidic, alkaline or enzymatic catalysts,
in this way the other component is left unaffected by the catalyst.13 The fourth strategy is dissolution of

9
the cellulose in a suitable solvent, followed up by PET separation and regeneration of the dissolved
cellulose using a suitable anti-solvent.34
Looking deeper in the recycling methods there is an increased cost and environmental impact.
For instance mechanical shredding to recycle fibers requires a lot less energy and water than chemical
recycling to create monomers or polymers.46 On the other hand these monomer and polymer recycling
methods can create higher quality fibers that will last longer during their second use phase.9 Therefore
methods to assess the environmental benefits and impacts of various textile reuse and recycling
processes have been developed. One of those methods is life cycle assessment (LCA). LCAs are widely
used in different contexts and have a range of parameters that can be assessed.25 These parameters
include, but are not limited to, climate change, energy use, water use/depletion and human toxicity. In
this way the environmental impact of the different processes and product life cycles can be compared to
each other. Furthermore it can give both quantitative and qualitative information on the assessed
approaches.8 Most LCAs on textiles have focused on the mechanical recycling and reuse of textiles.
However in recent years more LCAs were conducted that have focused on chemical recycling, both
closed- and open-looped.44
In line with this recent focus on chemical recycling this literature research aims to give an
overview of the emerging chemical techniques developed for polycotton recycling from textiles and
compare their environmental impact. This will be done by giving a detailed explanation of processes
developed in the past decade by both companies and academic research institutes. This will be followed
by a comparison of available LCAs for the described methods. Finally the techniques are critically
discussed, by showing the up- and downsides of each and finding out if there are knowledge gaps and
limitations. This is done to provide a summary of the current knowledge and point out areas for further
research.
2 Chemical recycling methods As mentioned before there are multiple separation strategies for chemical polycotton recycling. The
three main separation strategies are dissolution of PET, depolymerization of one of the two polycotton
components, and dissolution of cellulose.34 The most researched method is cellulose depolymerization,
although dissolution of cellulose has been adapted in some industrial processes already, albeit in the
form of biomass processing (e.g. wood pulp). An emerging method is the use of ionic liquids for
cellulose dissolution.47 All of these methods will be described more thoroughly throughout the next
section. First recent advances in cellulose depolymerization will be discussed, followed up by those in
ILs, and finally PET depolymerization techniques will be elaborated upon.
2.1 Cellulose Recycling
2.1.1 Cellulose structure
Figure 6: Microstructure of cotton fiber at various scales. Underneath the cuticle are primary and
secondary walls (segregated by a winding layer), which protect the lumen. The secondary walls
contain microfibrils, made up of glycoproteins and glucose polymers in the form of α-cellulose.48,49

10
Cotton, as mentioned before, is the most widely used natural fiber in textile products.3 The virgin fiber
structure is shown in Figure 6. A cotton fiber contains a multi-layered cell wall structure, which is further
defined in a microstructure. This microstructure and most important physiochemical properties have
been explained in great detail.48,49 A small summary, however, could be useful to better understand the
recycling methods described in the following sections. As shown in Figure 6 the lumen, the inner part
of the fiber originally called the ‘living’ part of the cell, is filled with liquid and protected by the cuticle
(or epidermis), primary wall, a winding layer, and secondary walls.3 In every layer of the cell wall, the
microfibrils, fiber-like strands made up of glycoproteins and glucose, form into spiraling bundles which
align at different directions of the cotton cell.48 The lumen in matured cotton cells (i.e. dried cells)
becomes a hollow space inside the broken down cell wall.
Figure 7: Chemical structure of (a) Cellulose, with n repeating cellobiose units between brackets, and
(b) Hemicellulose. Adapted from Tezara et al.50
The major component of the cotton fiber is α-cellulose, ranging between 88.0 and 96.5% of the total
fiber composition. Most of it is found in the secondary walls, with a high DP of 14000 and contributing
to almost 100% of the material in these walls. Conversely, the primary wall of the cotton fiber is made
up of 30% α-cellulose, with a DP between 2000 and 6000. The rest of the primary wall is made up of
non-cellulosic polymers, sugars and various proteins.49
Both α-cellulose and hemicellulose are biopolymers containing polysaccharide chains of
glucose. However, xylose, mannose, galactose, rhamnose, and arabinose are also incorporated in the
polymer chain of hemicellulose, while this is not the case for α-cellulose.50 Hemicellulose is more
branched than α-cellulose, as shown above by their chemical structures in Figure 7.
Figure 8: Configuration of order (crystalline) and disordered (amorphous) regions in cellulose
microfibrils. Adapted from Tayeb et al.51
The long cellulose chains are constructed in different orders of microfibrils, shown in Figure 8. In the
crystalline regions, the cellulose chains are highly organized and linked together in a specific order by
hydrogen bonds and van der Waals forces.52 In contrast, the amorphous region consists of microfibrils
that are either twisted or more disordered. Amorphous cellulose is therefore more easily hydrolyzed by
enzymes, such as cellulase, and these regions have often been considered to be the ‘weak points’ of the

11
cellulose part of fiber in higher plants.53 The chain of α-cellulose consists of anhydroglucose units
(AGUs) which are bonded by intermolecular hydrogen bonds, forming repeating cellobiose, a dimer of
glucose molecules, as seen in between the brackets of Figure 6 and Figure 7a.
Cellulose can be divided into two types based on the orientation of inter- and intramolecular
hydrogen bonds: cellulose I and cellulose II, as shown in Figure 9.54 These inter- and intramolecular
hydrogen bonds make the polymer chains group together in a highly ordered structure. Cellulose I and
II differ by these hydrogen bonds, resulting in different packings: parallel and antiparallel, respectively.
The main intramolecular O3H–O5’ hydrogen bond is shared by both polymorphs. The intramolecular
O2H–O6’ hydrogen bond only occurs in cellulose I. Cellulose I possesses O6H–O3” intermolecular
hydrogen bonds whereas cellulose II contains O6H–O2” intermolecular hydrogen bonds.55,56 The crystal
(or lattice) system of Cellulose I contains a triclinic unit cell including one polymer chain.54,57 In contrast,
cellulose II contains a monoclinic unit cell including two antiparallel polymer chains. Cellulose II is
considered to be more stable and can be irreversibly formed from cellulose I by mercerization, a process
which improves dye uptake and tear strength and also reduces fabric shrinkage by treatment of the
cellulose with alkali reagents.
Figure 9: Supramolecular distinction between cellulose I and cellulose II lies in inter- and
intramolecular hydrogen bonds.54 Cellulose I and II differ by these hydrogen bonds, resulting in
different packings: parallel and antiparallel, respectively.
2.1.2 Fiber Spinning processes In order to recycle cotton into fibers they have to be re-spun, after the dissolution or depolymerization
of cellulose. This spinning to new fibers can be performed in two different ways: wet spinning and dry-
jet wet spinning.58 In the former, cellulose fibers are formed from precipitation of dissolved polymers
through immersion in a coagulation liquid, an anti-solvent for the cellulose, where phase inversion
occurs. The liquid is extruded from a spinneret at elevated temperatures and immediately submerged in
the coagulation bath and is converted into two phases. After coming out of the bath the fibers precipitate
and solidify. Subsequently the fibers are stretched on a rotating drum. The dry-jet wet spinning on the
other hand is a type of wet spinning process where the filaments pass through a short airgap before
entering the coagulation bath from which the fibers are extracted. Both methods are shown in Figure 10.
Many parameters influence the mechanical properties of the fibers, such as the DP of cellulose,
the concentration of the spinning dope, rheology of the cellulose solution, and the drawing ratio in the
air gap.59 Besides that, the spinnability of the solution is influenced by the distribution of cellulose chains
and the dynamic modulus of the spinning dope (the ratio of stress to strain under shear, compression, or
elongation conditions, also known as E modulus).60 Furthermore, the molar mass distribution, the dope
concentration, and the stretching rate also affect the fiber properties.61,62 Moreover, fiber tenacity, a
physical property of fibers describing their sturdiness (expressed in cN tex-1,with tex as a unit for fiber
weight over length), could be affected by temperature.63 Increasing the temperature of the coagulation
bath, for instance, leads to a decrease in fiber tenacity.

12
Figure 10: Common systems of a) wet
spinning, and b) dry-jet wet spinning. In
dry-jet wet spinning, the polymer solution
is extruded through an air gap before the
coagulation bath, resulting in higher
molecular alignment compared to
conventional wet spinning.64
2.1.3 Cotton Depolymerization and Regeneration In search of an expansion of fiber production in the textile industry, with cotton showing limited growth
potential, man-made cellulosic fibers were researched. Early research on cotton depolymerization
focused on two different processes: derivatization and direct dissolution (non-derivatizing).65 Examples
of the former are viscose and cellulose nitrite (Figure 11). An example of the latter is the lyocell process.
In the derivatizing processes the chemical structure of the starting cellulose is modified by
addition of a reagent that forms an intermediate such as cellulose acetate or xanthate (i.e. viscose).66
Subsequently these intermediate compounds are processed and dissolved followed by regeneration of
the original cellulose fibers. Regenerated fibers in these processes are derived from cellulose from cotton
linter, wood, and bamboo.34 However, the viscose and cellulose acetate process are the only two
derivatizing processes that are commercially used. Only the viscose process will be discussed here in
more detail, because in 2014 almost 80% of the cellulose acetate was used in cigarette filters and not in
textiles.65
Figure 11: Classification of cellulose regeneration processes. In derivatizing processes, the chemical
structure is modified by addition of reagents to form soluble intermediates. In direct dissolution
processes the solvents are able to dissolve the cellulose directly without need for this derivation.65

13
Viscose fibers are among the most versatile of all man-made textile fibers, because they can be
engineered chemically and structurally in many ways. The process consists of various steps (Figure 12).
In the first step swelling and dissolution of pulp takes place, sodium hydroxide (NaOH) forms hydrates
with water that are able to break the inter- and intra-molecular hydrogen bonds, which causes swelling
of the cellulose fibers.67 First the amorphous region of the cellulose is swelled, after which alkali ions
can diffuse into the crystalline regions of the cellulose, resulting in the formation of an intermediate
known as alkali cellulose (or akcell). This intermediate shows irreversible swelling and is a phenomenon
also known as mercerization.68 In the mercerization process, native cellulose changes its crystalline
structure from cellulose I to cellulose II.69 This step is followed by the xanthogenation process, in which
the mercerized akcell reacts with CS2 vapor to form sodium cellulose xanthate. This derivative is soluble
in dilute caustic soda and forms a homogeneous viscose dope that can be used in a wet spinning
process.65 However, the generation of viscose fibers is an environmentally harmful process, which uses
carbon disulfide and dihydrogen sulfide for cellulose derivatization into xanthate.66
Figure 12: Schematic overview of the viscose process. Xanthogenation is one of the key steps in this
process. Here CS2 is added to the mercerized cellulose to form xanthate, which is soluble in caustic
soda to form the viscose dope that can be used in the eventual fiber spinning.65
On the contrary, in the non-derivatizing processes cellulose is directly dissolved in (in)organic solvent
without modification that forms an intermediate before regenerating fibers. Many direct dissolution
methods have been investigated in the past, such as LiCl/N,N-dimethylacetamide (DMAc),70
dimethylsulfoxide/tetrabutylammonium fluoride (DMSO/TBAF),71 cuprammonium,72 ethylene
diamine/potassium thiocyanate (EDA/KSCN),73 and inorganic molten salts (e.g. LiSCN·2H2O).74
However, these methods have shown to be either using too expensive starting materials or toxic solvents
and have not been commercialized.65
Therefore the search for alternative processes to generate cellulosic fibers has continued over
time. The most promising of these alternative approaches with direct dissolution was the amine oxide
procedure which uses the mono-hydrate of N-methylmorpholine-N-oxide (NMMO), or more generally:
a mixture of NMMO and water, to directly dissolve wood pulp without need for initial derivatization of
the cellulose.75 This approach is referred to as the lyocell process. Due to their inherent properties,
lyocell fibers have been applied in many different products, including textiles and various consumer and
industrial products, as shown in Figure 13.76

14
Figure 13: Applications of Lyocell fibers in many industries including the apparel and home textile
industries.76
In the Lyocell process cellulose fibers are directly obtained from the cellulose solution in NMMO,
therefore no derivatization, such as alkalization and xanthation is required.62 The process starts with
thorough mixing of a disintegrated bleached chemical pulp (usually paper or dissolving pulp depending
on which fiber is used) which contains a lowered DP and is dissolved in an aqueous NMMO solution.77
After water is evaporated the cellulose is completely dissolved in a monohydrate NMMO. The resulting
doped solution is degassed, filtered and extruded through a climatized airgap, here the fiber filaments
are drawn. These liquid filaments then enter a coagulation bath which contains a highly diluted aqueous
solution of NMMO. Staple fibers are produced from this and after washing, cutting, finishing, and drying
steps the final product is obtained. Very few process chemicals are applied and ideally NMMO and
water are completely recycled, which is also an important economic factor.75 In the Lyocell process
NMMO can already dissolve up to 30% of the cellulose and its recovery reached over 99% yield in
commercial large-scale systems.75,77 In comparison to virgin cotton and viscose, the Lyocell process has
a significantly lower specific environmental challenge, although it has a higher process cost (which may
be compensated by higher product durability).78
2.1.4 Enzymatic hydrolysis Despite the ability of the viscose and lyocell methods to extract and regenerate cellulose from wood
pulp, they have not been used for the direct chemical recycling of cotton waste. Chemical recycling can
be achieved with a few different methods, with early research focusing on hydrolysis targeting the inter
and intra-molecular hydrogen bonds of the cellulose.79,80 This hydrolysis can be performed by three
different methods: acid, alkaline, and enzymatic. Enzymes, due to their high specificity, would allow
step-wise recovery of the components of blended materials under environmentally friendly conditions.
An example is cellulase, an enzyme complex that is composed of several mono-enzymes that
are highly specific for enzymatic hydrolysis of cellulose, i.e. β-1,4-endoglucanases (EGs), exoglucanase
or β-1,4-cellobiohydrolase (CBH), and β-glucosidase (BGs).81 Some of the key cellulase mono-enzymes
and the areas they affect at the cellulose fiber are shown in Figure 14. The cellulase enzymes work
synergistically: EGs cleave the β-1,4-glucosidic bonds when binding randomly to the amorphous
cellulose region. This reaction creates new chain ends in the microfibrils, which can be targeted by CBH
at both the reducing and non-reducing ends of the cellulose chain to further cut the bonds along the chain

15
and gradually release cellobiose in the hydrolysate. Finally, this cellobiose is reduced to glucose by
BGs.81,82
Early advances in enzymatic hydrolysis techniques for cellulose in cotton-synthetic blends have
been made around a decade ago.83,84 Vasconcelos and Cavaco-Paulo84 removed cotton from blended
polycotton fabric with a yield of 80% of insoluble microfibrillar material by a combination of
mechanical beating and cellulase hydrolysis. They used commercial crude cellulase, derived from the
fungus Trichoderma reesei or Cellusoft L, as the working enzyme in the process. Despite their high
yield, the cotton could not be reduced to monomeric glucose and the process required high cellulase
concentrations of 200 mg/g at elevated temperatures of 50 °C with reaction times of 9 h. Therefore,
using a proper pretreatment prior to hydrolysis is essential for efficient hydrolysis of cellulosic part of
waste textile.85
Figure 14: Schematic diagram of enzymatic hydrolysis processes with a) native cellulose I before
pretreatment, b) cellulose pretreated by acid, and c) regenerated cellulose II after alkaline
pretreatment.3
2.1.5 Alkaline pretreatment for enzymatic hydrolysis Cotton has the advantage over other lignocelluloses that there is no lignin or hemicellulose covering the
glucan polymers.86 However, enzymatic hydrolysis is hindered by the high crystallinity of cotton.
Pretreatment is a primary step to increase the accessibility of the cellulose fibers to cellulase.87 Alkali
pretreatment processes were developed to lower the crystallinity and create more surface area for the
hydrolysis.86,88 The most important effect of the alkaline pretreatment is the crystallographic
modification of the fibers from cellulose I to cellulose II, which has a major impact on the digestibility
of cotton.89
Alkaline pretreatment is considered as one of the low cost and environmentally friendly
pretreatments which is also among the most efficient processes of disintegration of the cellulose
structure.90 This pretreatment shows similarities to mercerization.57 The key property of the alkaline
reagent is the swelling effect of cellulose, which breaks down inter- and intramolecular bonds of both
the amorphous and crystalline parts of the cellulose, resulting in more amorphous regions available for
enzymatic hydrolysis.91,92 Commonly used chemicals for the alkaline pretreatment include sodium
hydroxide (NaOH)86,93–95, potassium hydroxide (KOH)96, and calcium hydroxide (Ca(OH)2).97
Öztürk et al.96 showed that KOH pretreatments of lyocell fibers could be used to lower
fibrillation in lyocell, while only slightly lowering elongation at break (the ratio between changed length
and initial length after breakage of the fiber) without a loss in tensile strength. Nevertheless, this

16
technique was found only to be suitable for bleaching or vat dyeing processes. It could therefore be used
as a pretreatment step to improve cellulose purity before enzymatic hydrolysis takes place.
On the other hand, research by Jeihanipour and Taherzadeh86 has shown that cotton based waste
textiles could be enzymatically hydrolyzed with NaOH pretreatment. They converted cotton linter and
blue jeans, with respective cotton contents of 98% and 93%, into glucose by cellulase and β-glucosidase
in 24 h with subsequent simultaneous saccharification and fermentation (SSF) for 4 days to synthesize
ethanol. Without the alkali pretreatment hydrolysis of the textiles resulted in only 24% digestion.
However, when the materials were treated with NaOH (0-20 wt%) for 3 h, the digestion rate went up
massively. The most successful pretreatment occurred at 0 °C and with 12 wt% NaOH, with 99.1%
glucose yield after subsequent enzymatic hydrolysis at 45 °C.
Gholamzad et al.95 took it a step further and investigated enzymatic hydrolysis of 40/60
polyester/cotton blend and the pretreatment effects of NaOH/(thio)urea compositions consisting of
different alkali solutions of NaOH (12 wt%), NaOH/urea (7/12 wt%), NaOH/thiourea (9.5/4.5 wt%) and
NaOH/urea/thiourea (8/8/6.4 wt%). All of these pretreatments were performed at –20, 0, 23, and 100 °C
for 1 h and resulted in improvement of enzymatic hydrolysis yield to 91.0%, while it was 46.3% for the
untreated textile based on the mass of cellulose. The alkali solution was then removed by filtration, the
solid product washed with water, air dried, and finally treated with an acidic buffered solution of
cellulase (pH = 4.8) at different temperatures for 72 h. The highest glucose yield (91.0%) was reached
through saccharification after enzymatic hydrolysis of the NaOH/urea pretreated textile at –20 °C for 72
h. After the enzymatic hydrolysis the polyester was recovered by sieving with a yield of 98.0% while
this was 51.5% for the untreated textile. It was also reported that the recovery of polyester was not
significantly influenced by changes in the NaOH/(thio)urea composition. In order to demonstrate the
advantage of the pretreatment process, subsequent SSF to glucose and ethanol was conducted on
polycotton fibers with and without pretreatment. Glucose was fermented to ethanol as an open-loop
recycling method with a yield of 70%, while it yielded only 38% without the pretreatment. Despite the
yield improvement by making use of the pretreatment, more investigations in the subsequent
fermentation of ethanol are necessary. An overview of the total process is shown in Figure 15.
Figure 15: Enzymatic hydrolysis of polycotton to glucose and PET fibers with alkali pretreatment and
subsequent separation and fermentation to ethanol.95
In more recent research Li et al.98 investigated the influence of the key factors related to hydrolysis of
40/60 polyester/cotton textile waste, such as substrate loading, temperature and pH. Regarding enzyme
inputs, the dosages of cellulase and β-glucosidase were also investigated. Two types of pretreatment
methods were investigated in this work, which included chemical pretreatment by NaOH/urea and
mechanical pretreatment by milling. For the freezing NaOH/urea method, textile waste was soaked in
an alkaline mixture of 7 weight/volume% NaOH and 12 w/v% urea at − 20 °C for 6 h. The highest
glucose yield for this pretreatment method was 98.3%, obtained with 20 FPU/g of cellulase dosage and
10 U/g of β-glucosidase dosage at 3 w/v% substrate loading, at 50 °C and pH 5. FPU/g and U/g are
common units of measurement for enzyme loading, abbreviations for filter-paper units per gram (FPU/g)
and enzyme units per gram (U/g) respectively, related to their activity.

17
For comparison, in the work of Gholamzad et al.95, in which a maximum yield of 91.0% was
reached, pretreatment with NaOH/urea lasted only 1 h at –20 °C and hydrolysis was performed with 30
FPU cellulase and 60 U β-glucosidase per gram of cellulose for 72 h (vide supra).
Furthermore, Li et al.98 found that the efficiency of the enzymatic hydrolysis was highly
dependent on multiple factors, such as temperature, pH, substrate loading, enzyme dosages and
structural features of the substrate. Therefore lower enzyme loading was used, which was compensated
by longer reaction times, thereby reaching a higher glucose yield.
2.1.6 Acid pretreatment for enzymatic hydrolysis Other pretreatment methods to gain more accessibility of the cellulose fibers for the cellulase enzymes
have also been investigated. In their research on enzymatic hydrolysis Vasconcelos and Cavaco-Paulo84
also compared the enzymatic hydrolysis to sulfuric acid treatment. Figure 16 shows the treatment of the
polycotton blends with either cellulase enzyme (Figure 16b) or 75% sulfuric acid (Figure 16c). The
enzymatic treatment showed less degradation than the concentrated sulfuric acid treatment, due to the
ability of the acid to dissolve the cotton only the polyester ‘skeleton’ remained. The enzyme-treated
cellulose shows some remaining cotton fibers, as is visible in the smaller inter-yarn space in Figure 16b.
This could be attributed to the presence of polyester in the fabric blend, which will considerably reduce
the surface area of the cellulose exposed to enzyme attack. It was concluded that the enzymes adsorbed
competitively on polyester fibers in the presence of cotton, approximately 30% more enzyme was
adsorbed on the polyester fibers than on the cotton fibers. However, the obtained result was very similar
to the sample treated with the acid.
Figure 16: SEM pictures of polycotton samples a) without treatment, b) treated with Cellusoft L and
c) treated with sulfuric acid.84
Therefore, the more recent research efforts in enzymatic hydrolysis have been focused on the use of an
acid pretreatment step in combination with enzymatic hydrolysis or saccharification.98–100 The key
mechanism of acid pretreatment is the decomposition of the cellulose fiber microstructure, which is
illustrated in Figure 14. During this process the amorphous region of the cellulose can be hydrolyzed to
short saccharide chains, cellobioses and some glucose, while the crystalline regions can be exposed to
the enzymes, subsequently facilitating the enzymatic degradation process.
There are two preferable concentration ranges for sulfuric acid pretreatment, based on the
applications and feedstock that has to be treated.101 The concentrated pretreatment usually occurs with
acid concentrations between 60 and 90%, while dilute acid concentrations typically range between only
0.5 and 15% acid in the pretreatment liquid.
Following the research of Vasconcelos and Cavaco-Paulo a two-step process was developed by
Schimper et al.83 using the cellulase enzyme. Here a pretreatment step, pad-batch pre-hydrolysis, was
introduced to loosen up the fabric and increase the rate of hydrolysis. In this pretreatment step the fabric
samples were padded with enzyme-liquor and rested for 12 h at either room temperature (21 °C) or 55
°C. After this pretreatment the regular batch hydrolysis step was performed, resulting in a weight loss
of 25-28% for the two-step process, based on the total weight of the sample. At room temperature this
pretreatment step resulted in higher overall hydrolysis rate while it slightly lowered activity at 55 °C.
The process efficiency suffers from the total reaction time due to the long pretreatment step.
Shen et al.99 developed a process for both sugar and polyester recovery from polycotton textile
waste by using phosphoric acid (H3PO4). Phosphoric acid can be used as a solvent for crystalline
cellulose dissolution and regeneration, which has been investigated for nearly 90 years.92 Phosphoric
acid can be characterized as relatively non-corrosive and non-toxic when compared to other acids
frequently used in pretreatment processes.102 Furthermore it has the ability to dissolve crystalline

18
cellulose at atmospheric pressure with moderate temperatures, indicating that the polyester can be
separated from the cotton-based part. By diluting the phosphoric acid the cellulose can be recovered
with a decrease in the degree of polymerization and crystallinity.99 Hereafter separation of the polyester
and cotton occurs, in turn followed by the enzymatic hydrolysis, which takes place in 96 h. The best
result recovered polyester with 100% yield and sugar with a yield of 79.2% after 85% phosphoric acid
pretreatment for 7 h at 50 °C. The 100% polyester recovery was reached by increasing the temperature,
time, phosphoric acid concentration or decreasing the ratio of textiles to acid, however this reduced the
cellulose recovery significantly, from 91% to 79.2% respectively.
Jeihanipour and Taherzadeh86 also used concentrated phosphoric acid as a pretreatment for
enzymatic hydrolysis of cotton linter and cotton jeans. Despite reaching lower conversion than their
alkaline pretreatment, the acid pretreatment still resulted in a glucose yield of 63.4 and 60.7%
respectively.
Sasaki et al.103 recently investigated cotton hydrolysis with sulfuric acid pretreatment assisted
by microwave treatment. The hydrolysis of the cotton, when the cotton was impregnated with
concentrated (although not the typically used concentration of 60-90 wt%) 51 wt% sulfuric acid for 30
min, by microwave at 200 °C for 2 min resulted in 30.9% glucose yield. When the enzymatic step was
tested the glucose yield reached 74.2% by microwave treatment at 180 °C for 3 min with subsequent
enzymatic hydrolysis.
2.1.7 Alkaline hydrolysis Conversely, there have been investigations in hydrolysis methods for which enzymes are unnecessary.
Therefore research on the direct dissolution of cellulose in aqueous NaOH has been conducted, although
it was shown that NaOH/water is not a thermodynamically favorable solvent for cellulose.69 It also has
the disadvantage of inducing gelation of the solution when temperatures or reaction times are increased. 104 Accordingly, cellulose can only be dissolved in narrow ranges of NaOH concentrations (7-10%) and
freezing temperatures (–4 to –8 °C).105 Due to these disadvantages the addition of urea to aqueous NaOH
in order to better dissolve cellulose was investigated. Zhang and coworkers106,107 developed a variety of
alkali/urea solvents to dissolve cellulose within 2 minutes at low temperatures. Cellulose pulps could be
dissolved in 4.6-7 wt% NaOH/12-15 wt% urea aqueous solutions, when precooled to –12 °C. In the
dissolution mechanism of this process, NaOH ‘hydrates’ could form new hydrogen bond networks with
cellulose chains that are relatively stable at lower temperatures. At the same time the urea hydrates form
a shell surrounding the NaOH-cellulose hydrogen bonds to form an inclusion complex leading to the
dissolution of cellulose.67 Even though the NaOH/urea mixture was able to dissolve cellulose quickly,
these solutions are only stable for one week at 0-5 °C and heating to temperatures higher than 20 °C
lead to irreversible gelation of the cellulosic material.108 It has also been reported that the dissolved
cellulose could be spun back into fibers with tenacities of 15-20 cN tex -1, similar to that of the viscose
process.109
2.1.8 Acid Hydrolysis Besides alkaline hydrolysis, concentrated acid hydrolysis is another widely researched method that
could be used as a direct hydrolyzing agent instead of a pretreatment for enzymatic hydrolysis only. 29,35,110–113 The first examples of acid-catalyzed depolymerization of the cellulosic compound of
polycotton date back to the 1970’s and early 1980’s.114 Here, the polycotton was treated with 5-10 wt%
of aqueous sulfuric acid at 80-100 °C for 30 min after which a mixture of PET and cellulosic powder
with a DP of approximately 100 remained. The cellulose powder was separated from the PET fibers by
filtration, which could be recovered through sedimentation. The PET could then be (re-)used in yarn
manufacturing, or fabrication of nonwoven materials.
Instead of sulfuric acid, gaseous hydrochloric acid (HCl) was also used for 30 min at 49-71
°C.115 After removal of the HCl gas by compressed air and washing with water, cellulose could be
separated as a fine powder while PET remained in the vessel.
Boerstoel et al.116 investigated phosphoric acid for the direct dissolution of cellulose to form
liquid crystalline solutions. By the use of a mixture of two or more components from orthophosphoric
acid (H3PO4), pyrophosphoric acid (H4P2O7), polyphosphoric acid (H6P4O13), and phosphorus pentoxide
(P2O5) with a concentration of 74 wt% in water (also referred to as superphosphoric acid) anhydrous

19
conditions could be obtained. The use of superphosphoric acid resulted in fast (i.e. minutes) cellulose
dissolution and direct formation of liquid crystalline cellulose solutions at 42 °C, which could be
performed with cellulose concentrations between 7.5 and 38 wt%. After the dissolution solutions
containing 19 wt% of dry polymer were filtered, heated, and dry-jet wet-spun, with subsequent
neutralization by sodium carbonate. The fibers produced with this method showed a tenacity of 70 cN
tex-1.117
Meanwhile, Sun et al.118 used formic acid in combination with HCl for the hydrolysis of
cellulose. Formic acid was found to be useful in breaking down the intermolecular hydrogen bonds,
resulting in swelling of the fibers and therefore the rigid framework of the crystalline lattice could be
crushed to form microfibrils. After this step the HCl was added to hydrolyze the cellulose further to
glucose at 65 °C for 5 h, which resulted in a glucose yield of 22.5%. Both acids could be effectively
recovered and reused.
In more recent research the focus laid on complete degradation of the cellulosic components
into monomeric sugars or sugar derivatives, in order to contribute to open-looped recycling of cotton,
mostly for energy applications such as biofuel generation.119,120 There was also more focus on reducing
the environmental impact of the processes. For instance Chu et al.29 showed that a concentration of 55%
sulfuric acid was able to hydrolyze virgin cotton into sugars at a temperature of 40 °C with a yield of
73.9%. When the sulfuric acid concentrations were lower than 45% the yield declined to 8.8%.
On the other hand, Ouchi et al.111 developed a two-step process to obtain cellulose powder from
various cellulosic fabrics (e.g. from mercerized cotton, lyocell, rayon, or polycotton). The first step is a
10 min acid treatment with either 10 M aqueous sulfuric acid or 10 M hydrochloric acid, both at a
temperature of 95°C. Followed by a mechanical beating process, ranging from 15 min to 4 h, in water
at room temperature. Afterwards the cellulose powder is separated from the PET by decantation of the
suspension of generated cotton powder and filtration of the remaining cloths, as shown in Figure 17. In
order to reduce the amount of acid required for this process, the fabric was padded in the sulfuric acid
and the hydrolysis was performed in toluene. The results showed faster hydrolysis in toluene than in the
aqueous acid, with the DP of the cellulose decreasing from ~2200 to 160-170 for the powder. Hydrolysis
with HCl gave somewhat similar results regarding the DP, despite lower cellulose powder recovery.
They did report a complete separation of both components of the polycotton fabric.
Figure 17: Two-step procedure for the separation of polycotton fabrics to PET fibers and low DP
cellulose powder. After acid treatment at 95°C a mechanical beating process at room temperature is
performed. Subsequent decantation and filtration results in the separated compounds.111
Ling et al.112 investigated a slightly different approach to create a more environmentally friendly process,
using phosphotungstic acid (H3PW12O40, HPW). HPW is a solid strong acid with a melting point of 89
°C, that hydrolyzes cotton to microcrystalline cellulose (MCC). After the process the acid catalyst can
be recycled by diethyl ether extraction.113 In their process the waste blended polycotton fabric (WBF,
65% polyester and 35% cotton) was treated with an aqueous solution of HPW in an autoclave at 120-
170 °C for a period of 3 to 8 h. By filtration the solid residues of the WBF components, PET and MCC,
were recovered, while the filtrate was captured to recycle the HPW. Subsequently the PET was sieved
to remove the MCC powder by using a 2 mm sieve and rinsing with deionized water. The final step in
this process was hydrolysis of PET with water at 250 °C for purification of the terephthalic acid.112 An
overview of this process is shown in Figure 18.

20
Figure 18: Procedure of WBF separation by phosphotungstic acid to produce MCC and TPA. The
polyester is hydrolyzed to pure TPA, after the filtration step to separate cellulose (in the form of MCC)
and polyester.112
Sanchis-Sebastiá et al.110 very recently developed a two-step process for the acid hydrolysis of cotton
waste textiles. The acid hydrolysis proved successful in converting cotton waste into glucose with a
yield between 80 and 90%, which could be further open-loop recycled into valuable chemicals or fuels.
First investigations looked into the one-step acid hydrolysis with sulfuric acid at different acid
concentrations (5, 32.5, or 60 wt%), temperatures (30, 80 or 130 °C), and residence times (1 or 6 h).
When compared to the results of Chu (73.9% yield with acid concentration of 55%)29 the results of the
waste cotton for this one-step hydrolysis were significantly lower with a maximum glucose yield less
than 20%.110 Despite concentrated sulfuric acid being able to dissolve 80% of the waste textile, the
glucose yield was as low as the dilute sulfuric acid treatments. It was implied that the glucose produced
in this process was rapidly degraded into other by-products, such as hydroxymethylfurfural (HMF) and
levulinic acid. Due to the high concentration of protons the glucose would react further to the
aforementioned by-products. As seen before in the process of Shen et al, the concentrated acid could be
used to separate the cellulosic fibers from PET in polycotton99, however, it could not be used to recycle
the cotton via glucose production.110 Therefore, a two-step process was developed, combining both
dilute and concentrated acid with the advantages of each concentration, i.e. good dissolution of cellulose
at high acid concentrations and low degradation at low acid concentrations, respectively. When 70-80
wt% sulfuric acid solutions were used the highest degree of dissolution and degree of hydrolysis were
reached, as shown in Figure 19a. With higher loading of cellulose the glucose yield decreased, especially
when higher loading than 0.74 g waste textiles per g of sulfuric acid solution was used, as seen in Figure
19b. The maximum glucose concentration that was reached was 40g/L in this two-step process.
a) b)
Figure 19: Graphs showing a) influence of concentration H2SO4 versus degree of hydrolysis and solid
recovery and b) solid cellulose loading versus glucose yield and concentration.110

21
Hou et al.121 tried to find an environmentally friendly recycling method to efficiently separate the
polycotton fabrics. They investigated a method using hydrothermal degradation, followed up by mild
acid hydrolysis in order to attenuate the corrosion of equipment. In the hydrothermal process, water was
used as the solvent for the hydrolysis reaction under high temperature and pressure. It was found that
under the acid catalysis conditions the cotton fibers hydrolyzed at 120 °C while the polyester started to
hydrolyze at 180 °C. Therefore this difference in hydrolysis temperature could be used to separate the
polycotton waste textile. The WBFs that were used contained blue 65/35 cotton/polyester fabric, which
was crushed into small pieces (5x2 cm2) mechanically and washed and dried before the recycling process
started. After the small polycotton pieces were treated hydrothermally with dilute HCl (0.5-2.5 wt%), at
150 °C for 3 h, PET was recovered with 96.2% yield. The recovered PET only showed a slight decrease
in crystallinity and viscosity. MCC and glucose were recovered with 49.3% and 15.6% yield
respectively. Furaldehyde also formed as the major side product, resulting in a total cellulose conversion
of 84.5%. When the temperature was increased to 170 °C the yield of cellulose powder decreased
significantly. This method showed some promising results, however not all of the cellulose could be
hydrolyzed to monomeric glucose. An overview of the process is shown in Figure 20.
Figure 20: Flowchart of a hydrothermal process to recycle 65/35 cotton/polyester WBF into polyester
and MCC. The WBFs were cut into small pieces before being treated in the high-pressure batch
stainless steel reactor with dilute HCl at 150 °C to recover PET, MCC and glucose.121
Similar to the hydrothermal treatment of Hou et al. a two-step procedure was developed by Sankauskaite
et al.122, with a pretreatment step between 20 and 130 °C for 30 min, followed up by heat treatment at
150-180 °C. Polycotton blends (50:50) were pretreated with neutral (aluminum sulfate, Al2(SO4)3) or
weakly acidic (citric acid) aqueous solutions with or without addition of magnesium chloride (MgCl2).
Polycotton pretreated at 20 °C with a MgCl2/Al2(SO4)3 mixture (20 g/l MgCl2 and 4 g/l Al2(SO4)3),
followed by heating to 180 °C, resulted in a cotton depolymerization yield of 95.5%. Pretreatment with
MgCl2/citric acid (200 g/l MgCl2 and 2 g/l citric acid) at 130 °C followed by heating to 180 °C resulted
in a slightly lower depolymerization yield of 91.4%. This indicates that higher concentrations of MgCl2
and higher temperatures were required when Al2(SO4)3 was switched out for citric acid.

22
In summary, the research in cotton depolymerization has shown that the major part of cotton consists of
α-cellulose type I, which consists of crystalline and amorphous regions. In order to re-form fibers from
cotton the cellulose has to be regenerated. Commonly used regeneration processes are derivatizing
processes (e.g. viscose) and direct dissolution processes (e.g. lyocell). Besides these processes, chemical
recycling methods have been developed based on hydrolysis. During hydrolysis cellulose can be broken
down into monomeric glucose, ethanol, or MCC, depending on the methods used. These methods
include acid, alkaline, and enzymatic hydrolysis, of which enzymatic hydrolysis is usually performed
with either an acid or alkaline pretreatment to improve the results. Some of the hydrolysis methods could
only handle pure cotton waste (i.e. enzymatic without pretreatment, NaOH, sulfuric acid), while others
were able to hydrolyze cotton from WBFs with conservation of PET during the process (i.e. enzymatic
with NaOH/urea or phosphoric acid pretreatment, HPW, hydrochloric acid, two-step sulfuric acid).
Furthermore, it was found that the efficiency of enzymatic hydrolysis was highly dependent on multiple
factors such as pretreatment temperature, pH, substrate loading, enzyme dosages and structural features
of the substrate. Finally, hydrothermal treatments were combined with mild acid hydrolysis to reduce
the use of corrosive chemicals. This method could be enhanced with the use of a pretreatment with a
mixture of MgCl2/Al2(SO4)3
2.2 Recycling with Conservation of Polyester and Cellulose.
2.2.1 Adaptation of the Lyocell Method for Recycling of Polycotton As mentioned before, NMMO employed in the lyocell method could be used industrially as a more
environmentally friendly preparation of virgin fibers from wood pulp.75 However, it has not been
industrially used for the recycling of textile waste. It has been demonstrated academically that
pretreatment of highly crystalline cotton-based waste textiles in NMMO can be very effective to improve
enzymatic saccharification rates and yield of cellulose for ethanol production.123–126 As the result of
transformation of crystalline cellulose to amorphous cellulose has shown, the regenerated cellulose from
NMMO/water solutions was three times more reactive in the hydrolysis reaction than untreated
cellulosic material.126
Jeihanipour et al.127 were one of the first to investigate biogas production from cellulose in
WBFs with the use of NMMO pretreatment before enzymatic hydrolysis. In their research 50/50
polycotton waste textiles were used. Pretreatment was performed with concentrated NMMO/water
solutions (85 wt%) at 120°C for 2 h. The undissolved polymers were then separated with a 1 mm sieve,
and washed with another batch of NMMO solution to remove the remaining cellulosic part. Afterwards
boiling water was added to regenerate the cellulose, with subsequent enzymatic hydrolysis at 4 °C after
separation of the cellulose by vacuum filtration. This resulted in cellulose recovery up to 90% yield and
glucose yields up to 95.8% from this cellulose recovery resulting in a total glucose yield of 86% based
on the initial cellulose. Furthermore, the effect of using recycled solvent instead of fresh solvent was
investigated, as well as the addition of an antioxidant (n-propyl gallate) to the NMMO solution. The use
of one time recycled NMMO did not result in significant differences for either the dissolution of the
cotton or the glucose yield. Even though the rate of enzymatic hydrolysis and the ethanol production
during antioxidant addition showed no significant difference, it did, on the other hand, result in only
40% recovery of cellulose and was therefore appointed as a cause for lower solubility of the cotton.
These results indicate that dissolving cellulose in NMMO and then precipitating is enough to change its
structure and make it easier for biodegradation by enzymes.88 Fibers spun from NMMO treated cellulose
typically possess tenacities in the range of 40-42 cN tex-1.
However, despite the high yields reached by this process, NMMO suffers from side reactions
and dangerous runaway reactions, which affect the final properties of the fibers and requires a stabilizer
to reduce these effects.75,77,128 Other downsides are related to the fiber spinning process, such as high
degrees of thermal instability during spinning and energy consumption. In addition, the created lyocell
fibers fibrillate under wet abrasion, (i.e. fibers split at surfaces and produce a hairy appearance)32
Furthermore, the high viscosity of the cellulose solution in the NMMO monohydrate, at moderate
polymer concentrations of 13 wt%, sets limits in both the process economy and strength properties of
the fibers.62

23
2.2.2 Dissolution of cellulose in ionic liquids From a safety, environmental and economic point of view, it is very attractive to use solvents that can
dissolve cellulose in a non-derivatizing process with higher thermal and chemical stability comprising
lower solution viscosity than NMMO to use with the Lyocell spinning technology.62 One of the solvent
classes that attracted research interest in the past two decades are ionic liquids (ILs).129–132 ILs describe
a class of salts in the liquid state, typically with melting points below 100°C.133 Due to their properties,
such as high chemical stability, low vapor pressure, and tunable solvent properties, they have attracted
interest in various research fields (i.e. extraction processes, chemical reactions, electrochemical
processes).49,130,134,135 Besides synthetic applications, some of the ILs have been identified as direct
solvents for (ligno)cellulosic materials, as early as 1934 by Graenacher136, despite not gaining a lot of
attention. He applied N-alkylpyridinium salts (Figure 21) for the dissolution of cellulose and as medium
for homogeneous chemical reactions.
Figure 21: Two examples of N-alkylpyridinium salts: benzylpyridinium chloride (a) and
allylpyridinium chloride (b) used for the dissolution of cellulose by Graenacher136
Unfortunately, direct solvation of cellulose by ILs was not widely researched until 2002, when Swatloski
et al.129 initiated research into specific ILs to substitute NMMO as a direct solvent for cellulose. They
researched the direct dissolution of cotton in 1-butyl-3-methylimidazolium cations [BMIM]+ with a
range of anions, from small, hydrogen-bond acceptors (i.e. Cl–) to large, noncoordinating anions (i.e.
[PF6]–). At room temperature the cellulose could not be dissolved, however at elevated temperatures of
100-110 °C cellulose did dissolve slowly to yield increasingly viscous solutions. Solutions containing
up to 25 wt% cellulose could be formed, although lower concentrations between 5 and 10 wt% were
more readily prepared. The solutions with 25 wt% were obtained as high viscous pastes. Cellulose could
be precipitated in various forms (i.e. monoliths, fibers, films, powdery floc, and fibers) from the IL
solution by addition of water, or other polar anti-solvents. This research has shown that ILs can be used
as a non-derivatizing solvents for cellulose and that the formation of liquid crystalline solutions of
cellulose may have useful applications for the generation of new, advanced materials.
Consequently, more research groups started working on the dissolution of cellulose in ionic
liquids.137–139 Imidazolium based ILs are the most frequently employed, however pyridinium-based ILs,
low-melting quaternary phosphonium and ammonium compounds have also been described in the
literature 140,141. Most cellulose dissolving ILs contain 1-alkyl-3-methylimidazolium cations [RMIM]+
with different n-alkyl chain.142,143 The most frequently used alkyl chains are allyl, ethyl-, and butyl-side
chains. In addition, imidazole-based ILs with benzyl- and methylnapthyl substituents are able to dissolve
cellulose.144 The most commonly employed anions of imidazolium ILs as solvents for cellulose
processing are acetate and chloride.145 Other anions employed include, hexafluorophosphate [PF6]-,
tetrafluoroborate [BF4]-, nitrate [NO3]-, mesylate [CH3SO3]-, diethyl ether phosphonate [(EtO)2PO2]
(DEP), triflate [CF3SO3]-, and bis-(trifluoromethanesulfonyl)amide [Tf2N]-.134 The ability to dissolve
cellulose is not an inherent property of this broad class of compounds. Forsyth et al.146 estimated that

24
the number of potential ion combinations could potentially result in 1012 ILs. ILs are formed from bulky,
asymmetrical ions with a delocalized charge in order to achieve a low melting temperature.134 However
only a minor part, among the vast number of ILs reported so far, are able to dissolve cellulose. Especially
the anions are restricted to a small number of suitable ones.142 An overview of the most common cations
and anions used for ionic liquids and their abbreviations is shown in Figure 22.
Figure 22 : Molecular structures and abbreviations of typical anions and cations used in ionic liquids
and low-melting organic salts, reported for dissolution of cellulose.142
Subsequently, the mechanism of cellulose dissolution in ionic liquids has been studied extensively in
the following years.134,141,145,147,148 This mechanism will be discussed only briefly here.
A schematic representation of the hydrogen bonding was shown before in Figure 9. As can be
seen there, the AGUs are bonded by their intermolecular hydrogen bonds, in particular between the
hydroxy group of C6 and the oxygen atom of C3 of an adjacent cellulose chain of cellulose I.54
Therefore, the cellulose molecules are linked in a layer and these layers are held together by hydrophobic

25
interactions and weak hydrogen bonds between hydroxyl hydrogen atoms and oxygen atoms as shown
in Figure 23.149
Figure 23: Side and top view of hydrophilic and hydrophobic sites of cellulose.149
It became apparent that disruption of the inter- and intramolecular H-bonds between the hydroxyl groups
of the AGUs and the van der Waals interactions was required for physical dissolution of cellulose.150
The ability of ILs to dissolve cellulose is closely related to their unique molecular structures. However,
due to the broad structural diversity of this class, it is an exhausting task to propose a general dissolution
mechanism.146 It has been generally accepted that ILs are non-derivatizing cellulose solvents in which
the anion should be a strong hydrogen bond acceptor, namely with high Lewis basicity, in order to
facilitate dissolution of the polysaccharide chain.151–153 The major contribution that leads to dissolution
is the interaction of the anions with hydroxyl groups of the polysaccharide backbone, which causes
breaking of the strong intramolecular hydrogen bond network. Due to electrostatic repulsion, the
negatively charged cellulose-anion complexes start to separate.
Ohno and Fukaya154 have shown the importance of basicity and hardness of the anion. When
the same cation is used (e.g. 1,3-disubstituted imidazolium), carboxylate anions (such as acetate or
propionate) and fluorides dissolved cellulose better than the chlorides. Moreover, most bromides do not
dissolve cellulose. An example of the importance of anion volume is that [BMIM]pivalate dissolves less
cellulose than the corresponding acetate [BMIM]AcO.
The investigation of cellulose in chloride-based IL using NMR spectroscopy revealed that the
solvation of cellulose by [BMIM]Cl involves a stoichiometric amount of hydrogen bonding between the
hydroxyl protons of the cellulose and the chloride ions of the IL.155 Furthermore, the solvation of
cellobiose, in 1-ethyl-3-methylimidazoliumacetate ([EMIM]AcO) under a range of cellobiose
concentrations and temperatures suggest that hydrogen bond formation occurred between the hydroxyls
of cellobiose and both the anions and the cations of [EMIM]AcO.156
Nonetheless, interaction of the cations with cellulose, anions and cations themselves has to be
considered as well.145 The separation of the cellulose-anion complex is enhanced by “condensation” of
the cations in order to maintain electric charge neutrality. Which in turn leads to increased steric
repulsion between the chains of the cellulose-IL complex, with accompanying disruption of the van der
Waals interactions between the AGUs.34,141
Lu et al.157 investigated the effect of cations on the dissolution of cellulose. They prepared 13
ILs with an identical anion, but a different cation. It was concluded that the cations significantly affected
cellulose dissolution, either by increasing the cellulose solubility through hydrogen bond formation with
the oxygen atom of the hydroxyl moiety and the oxygen atom of the ether moiety of cellulose, or by
decreasing the solubility through anion competition or steric hindrance.
It has also been generally accepted that cellulose dissolution is favored by decreasing cation
size, due to their easier intercalation between the cellulose chains.144 In summary, the charge density,
the volume, rigidity, Lewis acidity, and hydrophobic character of the cation determine the level of
cellulose dissolution.145 Therefore, it is generally agreed upon that anions and cations are both
synergistically involved in the dissolution of cellulose through various inter-molecular interactions. A
simplified scheme of this process with the interactions of cellulose with the components of the IL is
shown in Figure 24. Wang, Gurau and Rogers158 created an extensive overview of the solubility of

26
cellulose from varying sources in a wide range of ILs. To view these tables their work should be
consulted.
Figure 24: Schematic representation of the proposed dissolution mechanisms for cellulose in
imidazolium-based ionic liquids: (A) interactions between the basic anion and the cellulose hydroxyl
groups break up the hydrogen bond network between the cellulose chains. (B) Hydrophobic
interactions take place between the hydrophobic face of cellulose and the imidazolium ring. (C) The
acidic proton at the C2 position of the imidazolium ring interacts with the cellulose hydroxyl
groups.159
2.2.3 Methods to increase cellulose dissolution in ionic liquids Despite the many advantages of ILs as cellulose solvators, these advantages are combined with some
limitations, as depicted in Figure 25a and b: high viscosity of the ILs and the corresponding cellulose
solutions and limited miscibility of the ILs with hydrophobic reagents and cellulose derivatives.160
Especially at room temperature, cellulose-IL solutions are so viscous that they do not flow, which makes
sufficient mixing with derivatizing agents very difficult and results in sluggish and irreproducible
reactions.
Hence, mixtures of ILs and dipolar aprotic solvents are used to enhance miscibility and
simultaneously lower the solution viscosity (Figure 25c and d). Addition of polar, aprotic co-solvents
(e.g. DMAc, DMSO, DMF, NMP, etc.) to ILs would enhance their solvating power.141,161,162 These co-
solvents do not significantly influence the specific interactions between the cations and anions of the IL
or between the ILs and cellulose, but do accelerate mass transport and decrease solvent viscosity.163–166
According to Gericke et al.160 suitable co-solvents should be polar in order to obtain high miscibility and
have only weak hydrogen bond donation capabilities since cellulose would otherwise precipitate, due to
competitive hydrogen bonding interactions between the hydrogen bond accepting IL and the hydrogen
bond donating co-solvent that disrupt the IL/cellulose interactions. Furthermore, high basicity values
are favorable, since increasing basicity also increases the amount of co-solvent tolerated in cellulose/IL
solutions.

27
Figure 25: Visualization of the beneficial effects of co-solvents during chemical modification of
cellulose dissolved in ILs. With a+b) high viscous and hydrophilic cellulose/ionic liquid solutions that
are not suited for derivatization and c+d) less viscous and less hydrophilic cellulose/ionic liquid
solutions are formed by the addition of a co-solvent.160
Zhu et al.167 recently described a dry-jet wet spinning process where low molecular weight
microcrystalline cellulose (MCC) was dissolved in [EMIM]DEP combined with DMSO as co-solvent,
which made it possible to dissolve cellulose up to 23.6 wt% and obtain highly aligned fibers.
Phadagi et al.168 performed both experimental and theoretical research on the dissolution of
cellulose by ILs with DMF as co-solvent. This study revealed that among the ionic liquids considered,
[BMIM] and 1-butyl-3-methylpyridinium ([BMPy]) cations would be better candidates for the
dissolution process of cellulose than the [AMIM] cation. It was found that ILs with DMF as co-solvent
are more effective than pure ILs in the dissolution of cellulose.
Besides co-solvents, other methods were found to significantly increase cellulose dissolution,
e.g. microwave-assistance,129,169 sonication-assistance,169,170 as well as addition of lithium salts.171–173 In
addition, the source of cellulose, the water content of ILs and cellulose, and the temperature greatly
affect the cellulose dissolution.59
2.2.4 Cellulose regeneration as fibers from IL processes As discussed in the previous sections, the choice of cation and anion affects cellulose dissolution and
impacts the environmental aspects and sustainability of this process.158 A lot of research has been put in
regeneration of the dissolved cellulose in different physical forms, such as micro- or nanoparticles, films
and membranes, nonwoven materials, and fibers. The latter will be discussed in more detail. Reviews
on the other products can be found elsewhere.34,59,145,174
The two techniques of fiber spinning mentioned earlier in this research are also applicable with
ILs as solvents. Kosan, Michels and Meister130 investigated some of the most common imidazolium-
based ILs (i.e. imidazolium chlorides and acetates: [BMIM]Cl, [BMIM][OAc], [EMIM][Cl] and
[EMIM][OAc]), which were compared with NMMO as spin dopes for fiber generation from cellulose.
The cellulose was dissolved in concentrations of 13-16 wt%, depending on the molar mass of the solvent.
Subsequently the fibers were formed by a dry-jet wet spinning process. The spinning conditions were
adjusted for each IL solution and were changed accordingly for the NMMO spinning process,

28
specifically the temperature and conditions at the air gap were varied. Solutions of cellulose in ILs
possessed higher viscosities and were shaped into fibers with higher tenacities than those spun from
NMMO. The fiber DP was comparable between all five solvents, ranging between 479 and 520.
Instead of the dry-jet process the wet spinning process could also be used to fabricate cellulose
fibers. This process results in fiber tenacities between 20 and 30 cN tex -1, since the viscosity of the
solution had to be reduced.175,176 These tenacities are lower than the dry-jet wet spinning fibers and
similar to those spun by the viscose process. The viscosity is decreased by using different methods, such
as decreasing the dope concentration,177,178 increasing the spinning temperature,179 and, as mentioned
before, using co-solvents.176,180 Additionally, the fibrillation of fibers that occurs during the dry-jet wet
spinning process could be avoided.177
Continued research effort has been put into dissolution of cellulose in imidazolium-based ILs
and fiber regeneration from these solvents, due to their molecular and structural flexibility and their
efiiciency.59,181 Jiang et al.182 obtained cellulose fibers from a [BMIM]Cl solution with a tensile strength
of 42.1 cN tex-1. Despite similar properties to the NMMO solvent, BMIM halides suffered from some
drawbacks, that is, their corrosive nature, severe cellulose decomposition, and relatively high melting
points (above 70°C).181 The ILs with chloride or acetate anions showed significant differences in
cellulose concentrations. Therefore dopes at higher cellulose concentrations were available for acetate
containing ILs, resulting in a more efficient solvent for cellulose dissolution and shaping processes.130
Olsson et al.180 showed that in [EMIM]OAc, the highest tensile strength of the regenerated fibers
was 35 cN tex-1, slightly lower than those regenerated from [BMIM]Cl. Such tensile strengths exceed
the standard of viscose fibers (~18.5 cN tex-1) and are comparable to that of lyocell (~40 cN tex-1).59
De Silva et al.183 investigated the separation of polycotton blends by 1-allyl-3-
methylimidazolium chloride ([AMIM]Cl). In this research yarn samples were oven dried at 105°C for
24 h prior to dissolution in the IL, before being added with 2-10 wt% to the [AMIM]Cl at temperatures
between 80 and 120 °C for 6 h. Water was used as the coagulated solvent for the regeneration process.
It was found that the cotton was almost completely dissolved from the polycotton mixtures and could
be used for yarn spinning. 13C NMR and FTIR did indicate that some small amount (less than 2%) of
cotton remained in the recovered polyester. The scheme below (Figure 26) shows the process for
simultaneous recovery of cellulose and PET from polycotton using ([AMIM]Cl)
Figure 26: Separation of polycotton through dissolution of cotton using AMIMCl with
subsequent filtration, by using an anti-solvent the cotton could be regenerated from solution.183
Since 2006 another class of ILs was discovered and thoroughly researched: distillable acid-base
conjugated ILs, which were made by combining organic acid with a range of superbases (i.e. 1,1,3,3-
tetra-methylguanidine (TMG), 1,5-diazabicyclo-[4.3.0]non-5-ene (DBN), 1,8-
diazabicyclo[5.4.0]undec-7-ene (DBU), Figure 22 and 27).127,184–189 This class of ILs did not only
dissolve cellulose rapidly in high concentrations, but could also be distilled with recovery and purity
over 99%.59,190

29
Figure 27: Structures of the superbase based ionic liquids.60
During the last decade Sixta and coworkers produced a string of research papers on the use of the IL
[DBNH]OAc for the production of regenerated cellulose fibers from blended cotton waste via the
Ioncell-F process.188,191–193 The synthesis of [DBNH]OAc is a neutralization reaction of a stochiometric
amount of DBN and glacial acetic acid. During the addition of acetic acid, permanent cooling is
necessary due to the exothermic nature of the reaction. [DBNH]OAc does not require the addition of
any stabilizers and thus allows for adjustment of the process conditions.194 Therefore solutions
containing between 13–15 wt% cellulose could be obtained. After hydraulic pressure filtration (70 °C,
1–8 MPa, with a 5–6 mm metal filter mesh), the resulting cellulose solution could be used directly as a
spinning dope for dry-jet wet spinning to obtain Lyocell-type fibers with tenacities ranging from 27–48
cN tex-1. 62,128,195 Spinning conditions depended on the composition of the solution, however spinning
temperatures were generally in the range of 65–80 °C.127,196 Direct dissolution of the cellulose and
coagulation in water makes this process interesting for up-scaling and commercialization, however there
are still challenges concerning the efficiency of IL recovery.34
Haslinger et al.194 studied the degradation of the recovered PET from polycotton waste in the
Ioncell process. As mentioned before, in this process the cellulose solutions could be directly subjected
to the dry-jet wet spinning process directly after they were solidified. In this case the cellulose solutions
were solidified by storage at 8 °C for a couple of days. On the other hand, recovered polyester fibers
were still contaminated with residual cellulose and required further purification steps. Although the PET
filaments suffered no substantial weight loss in longer IL treatment periods, their tenacity was cut into
less than half over a treatment time of 4 h. This decrease from 38 to 18 cN tex-1 exhibits the largest drop
already after 30 min, while the degrading effect of the IL flattens out with an increased treatment time.
Therefore the polyester residue was extracted with a fresh batch of IL for 1 h at 80 °C. After which the
solvent was removed by filtration and subsequent washing with deionized water.
To summarize the findings on the recycling of polycotton with conservation of both components: the
research on adaption of the lyocell process for polycotton recycling has shown that NMMO has been
employed as a pretreatment for enzymatic hydrolysis of WBFs, resulting in high cellulose recovery and
subsequent glucose production (>90%), as well as recovery of PET. Despite high yields, the NMMO
process suffered from side reactions and dangerous runaway reactions. Therefore a new class of solvent
compounds have been investigated: ionic liquids. It was found that imidazolium based ILs (i.e.
[BMIM]AcO, [BMIM]Cl, and [AMIM]Cl) could be adapted for use in the lyocell process. Despite their
advantages, some limitations such as high viscosity and limited miscibility with hydrophobic reagents
occurred, especially at room temperature. This problem was overcome in two different ways: addition
of polar and aprotic co-solvents (e.g. DMAc, DMSO, DMF, NMP, etc.) or using distillable acid-base
ILs (i.e. [DBNH]OAc, [DBUH]OAc). In this way the limitations were resolved and less viscous
solutions could be produced for spinning of regenerated cellulose fibers. All of the regenerated fibers
from the ILs possessed tensile strengths comparable to that of the NMMO process and higher than that
of the viscose process. A drawback might be the diminished tensile strength of the separated PET and
recovery of ILs after the process.

30
2.3 Polyester Recycling
2.3.1 PET structure and virgin PET Synthesis A totally different approach to polycotton recycling has been of interest to academic and industrial
research as well: polyester depolymerization. Polyesters can be defined as manufactured fibers in which
the fiber forming substance is any long chain synthetic polymer, composed of at least 85 wt% of esters
derived from terephthalic acid and a dihydric alcohol (such as glycol).197 The most widely used polyester
is PET, a product of the (poly)condensation reaction between ethylene glycol (EG) and terephthalic acid
(TPA), which is commonly simply referred to as polyester.198 Two different grades of PET (fiber-grade
and bottle-grade) are dominant in the global market.199 These two PET grades possess differences in
molecular weight and intrinsic viscosity (IV), optical properties and production recipes.200
PET can be produced via two different pathways. The first is the esterification reaction in which
TPA reacts with EG to form bis(hydroxethyl)terephthalate (BHET) as a pre-polymer. The second
pathway also forms BHET, but from a transesterification reaction of dimethyl terephthalate (DMT) with
the EG. After formation of BHET the polycondensation reactions can take place to form PET.199 The
two different pathways of esterification (a and b) and the final condensation reaction (c) are shown in
Figure 28.
The TPA process has been the most widely applied in PET production and requires temperatures
between 240 and 260 °C. Due to high versatility and chemical properties, such as high tensile strength,
high E-modulus, chemical resistance, clarity, and relatively high thermal stability, PET has been
employed in a wide range of applications.197,199 Although, more than 60% is applied in the textile
industry.
Figure 28: PET synthesis reactions a) esterification reaction of TPA and EG to BHET, b)
transesterification of DMT with EG to form BHET c) Final condensation reaction of BHET to form
PET.199
2.3.2 PET fiber spinning When used in the textile industry polyester can be spun into filaments, staple fibers or textured yarns by
a process called melt spinning.201 In this process, a viscous melt of polymer is extruded through a
spinneret into a quenching chamber, where a blast of cold air or gas is directed onto the surface of the
fibers for solidification.202 After cooling and application of a spin finish the filaments or staple fibers are
drawn on a winder. An overview of this method is shown in Figure 29.

31
Figure 29: Typical melt spinning process. Polyester pellets are fed into a vessel. By simple heating the
pellets are melted to a viscous fluid. Through a gear pump the polymer melt is continuously put out to
a spinneret. During air cooling the fibers are solidified and spun onto a winder.203
2.3.3 PET Depolymerization with Conservation of Cellulose As PET shows chemical and thermal stability a problem arises: PET is so stable that it is essentially
non-bio-degradable when discarded as waste.204 Therefore recycling methods have been employed in
the past decades to reduce the amount of plastic waste including both mechanical and chemical
recycling. Mechanical recycling of PET can be performed by sorting, separation and size reduction of
the materials, before being able to be re-melted and spun back into fibers.205 However, these processes
usually result in downcycled products that are used in insulation for external double walls or buildings
or as reinforcing materials in polymer concrete, due to the lowered IV and molecular weight of the
PET.206 In order to increase closed-loop recycling of PET, research into chemical recycling has emerged
over the past two decades. In chemical recycling the backbone of the polymer chain is either degraded
into monomeric units by depolymerization or ruptured into larger fragments by random chain scission.38
These processes include acid, alkaline or enzymatic hydrolysis,15,35–37,207,208 alcoholysis40,
methanolysis,209 glycolysis,41,210 aminolysis,211 and the use of quaternary ammonium salts.42 Overviews
of these recycling methods can be found in the papers of different authors.38,211,212 Out of these different
depolymerization methods only the hydrolysis and alcoholysis methods degrade PET to monomeric EG
and TPA.13 Therefore these are the most interesting techniques for blended textile recycling.
Despite the large amount of research on the chemical recycling of PET, not much research has
focused on the recycling of polyester from WBFs.15 The earliest approaches employed alcoholysis and
hydrolysis.213,214 Negulescu et al.214 created a recycling process for 50/50 blends of polycotton by
alkaline hydrolysis of PET by 3M NaOH at 95-108 °C. Afterwards TPA could be filtrated subsequent
to acidification of the aqueous phase, while the filtrate was concentrated by evaporation to yield an
aqueous solution of EG. Cellulose was also separated from this mixture and re-spun into fibers after
dissolution in NMMO.
Palme215 investigated polycotton recycling by alkaline hydrolysis. This process used 5-15 wt%
aqueous NaOH and was tested both with and without the addition of a phase transfer catalyst (PTC),
namely benzyltributylammonium chloride (BTBAC). The hydrolysis took place at 70-95 °C for 1-3 h,
which resulted in the formation of disodium terephthalate salt and EG. Both products are soluble in the

32
aqueous phase. During this process cellulose was not dissolved and therefore filtrated from the mixture.
After the reaction has finished the aqueous phase is acidified to a pH of 2.5-3, which causes both
formation and precipitation of TPA. This process is shown in Figures 30 and 31.
Without the addition of the PTC, the hydrolysis is relatively slow since the hydrophilic
hydroxide ions are dissolved in the aqueous phase and PET is hydrophobic solid material. The PTC
transfers the hydroxide ions to the surface of the PET to facilitate the reaction.216 Most commonly used
PTCs are quaternary ammonium or phosphonium salts with lipophilic side chains. The use of BTBAC
as the PTC in the process of Palme resulted in complete hydrolysis of PET in 40 min in 10% NaOH at
90 °C and was recovered as pure TPA.215 It was also concluded that the isolation of cotton and TPA as
pure streams implied that PET fibers could be regenerated with either virgin or recycled EG, despite
separation and purification of EG was not considered in her research. The retrieved cotton fibers could
also be used in the production of regenerated cellulosic fibers.
Figure 30: (a) Hydrolysis of PET with NaOH into disodium terephthalate salt and EG. and (b)
Formation of TPA from the disodium terephthalate salt through acidification with sulfuric acid.13
Figure 31: Overview of the separation process of polycotton textiles by polyester hydrolysis with the
use of a phase transfer catalyst. During the alkaline hydrolysis of polycotton PET was depolymerized.
The cotton compound was separated through filtration, after which the PET filtrate was acidified to
precipitate TPA.13
Besides alkaline hydrolysis, some research in neutral and enzymatic PET hydrolysis methods was
conducted.217,218 Neutral hydrolysis is carried out by using water (or steam) at a pressure between 1 and
4 MPa and temperatures between 200 and 300 °C.217 Cutinases, a class of enzymes belonging to the α/β-
hydrolase family, showed the ability to hydrolyze the ester bonds in PET, albeit in low percentages.219,220
It was reported that only PET with low crystallinity could be completely hydrolyzed by cutinases.
Complete hydrolysis of high crystalline PET, on the other hand, was either very difficult or
impossible.221–223
Therefore Quartinello et al.218 developed a process in which the neutral hydrolysis treatment
was combined with enzymatic hydrolysis. In this process pure PET was first heated with water to 250
°C at a pressure of 39 bar to reduce it to a whitish powder. This whitish powder consisted of 85% TPA
according to HPLC and 1H-NMR analysis. Since it was not possible to hydrolyze the PET any further

33
than 85%, despite further increases in temperature and pressure, the powder was incubated with different
concentrations of Humicola insolens cutinase (HiC) at 50 °C for 24 h to hydrolyze the remaining
oligomers. This incubation resulted in an increase of TPA yield to 97%. It was implied that future
research should focus on the use of the recovered TPA to regenerate PET fibers.
Very recently Yousef et al.224 took a different approach to chemical recycling of polyester from
waste jeans, with the use of a Switchable Hydrophilicity Solvent (SHS). In earlier research SHS was
used to separate all layers of multilayer food packaging, including polyester.225 The polyester and
organic components were extracted by dissolving the layers in the SHS and then using addition of CO2
to alter the hydrophilicity of the solution. This approach was then used in the research of Yousef et al.224
to create a process for recovery of both cotton and polyester fibers from textile waste. The first step
involved leaching of textile dyes from the 80/20 cotton/polyester waste jeans by nitric acid (HNO3),
followed by dissolution of the polyester in the SHS, N,N-Dimethylcyclohexylamine (DMCA). HNO3
was regenerated by removing the dyes with activated carbon. After the dissolution of polyester, the
cotton fibers were liberated from the SHS in the second step. Subsequently, to recover the polyester
from the SHS solution, distilled water was added at double the volume of the solution followed by
cooling in an ice bath for 1 h, after which CO2 was added. In the final step filtration was performed to
extract the polyester, while the remaining solution was heated overnight at 45 °C to remove CO2 and
revert the SHS back to its original hydrophobic state. This approach resulted in a polyester and cotton
recycling rate of 96.3% and an acid and SHS regeneration of 99.5%, although it was not tested for
solvent reuse in the process. An overview of this process is shown in Figure 32. This process leads to a
decrease in power consumption and polymer degradation, as well as leading to lower gas emissions
normally caused by heating for regeneration in case of other, more traditional solvents. Additionally,
the potential of this process for industrial application was defined by investigation of the economic
benefits of this new technology. It was found that economic returns of waste were up to 1629 $/ton and
the carbon footprint of the waste was reduced by 1440 kg of CO2-eq/ton.
Figure 32: Separation flowchart of waste jeans (80/20 cotton/polyester). After a leaching treatment to
remove textile dyes the polyester was dissolved in DMCA and separated from the cotton fibers
through filtration. By use of CO2 the hydrophilicity of the solvent was changed and the polyester was
regenerated.224

34
In summary, research in PET depolymerization from WBFs has shown that PET could be depolymerized
to its monomers EG and TPA. Methods to depolymerize PET from textile waste included alkaline
hydrolysis (i.e. NaOH), enzymatic hydrolysis (i.e. cutinase), and the use of switchable hydrophilicity
solvents (i.e. DMCA). In the case of alkaline hydrolysis by NaOH a PTC was used (i.e. BTBAC) to
improve the hydrolysis rate by transferring hydroxide ions to the surface of PET to facilitate the reaction.
Pure TPA was recovered and after polymerization with EG could subsequently be used for melt spinning
to regenerate PET fibers. In the case of the switchable hydrophilicity solvent, distilled water and CO2
were added to precipitate the PET after separation from the cellulose material. Moreover, it was found
that economic and environmental benefits could be retrieved from this process.
2.4 Commercialized recycling processes Industrial application of recycling processes is a big part of reaching economic viability, which in turn
is needed for the general population to accept the processes of the circular economy.46 Therefore this
section will give an overview of consortia and (start-up) companies working on polycotton recycling
processes that have either patented these processes or made efforts to commercialize them.
2.4.1 Cellulose recycling
Re:newcell
Re:newcell, a Swedish company working on textile recycling, has invented a process of cotton recycling
which they call circulose.226 In the circulose process cotton is shredded down mechanically, after which
the cellulose is dissolved in 4-18% NaOH. After this the solution is filtered and the cellulose is thereafter
regenerated following the viscose process.227 An overview of the process is shown in Figure 33. This
process may result in lower fiber properties than that of the virgin viscose process, therefore blends of
virgin and regenerated materials could be produced to increase properties.226 Re:newcell has partnered
with H&M to produce 50/50 circulose/viscose yarns, and a pilot plant has been built in 2018 in
Sweden.228
Figure 33: Re:newcell process of recycling cotton fibers. Cotton waste is shredded mechanically after
which the cellulose is dissolved in an alkaline solutions. The steps of the aforementioned viscose
process are followed to regenerate the cellulose from this solution.226

35
Infinited Fiber Company
Infinited Fiber Company is a Finnish company that developed a technology for recycling of cotton
textile waste by cellulose carbamate (CCA) technology. Their process consists of three major steps.229
First, shredding of the waste with subsequent removal of silicates with NaOH, bleaching with ozone,
and removal of metal by acidic treatment before drying.230 The chemical pretreatment was also used
with high temperatures and pressures to remove polyester residues from the waste and finalize fiber
separation.229 This fiber separation takes place by alkali and urea treatment at elevated temperatures and
CCA is formed in the process. To improve dissolution of cellulose into aqueous NaOH, carbamate
groups are added into the cellulose backbone in the carbamation process (Figure 34). In the final step,
the CCA is dissolved in a spinning dope consisting of an aqueous solution of NaOH containing zinc
oxide at 10-25 °C, after which the solution was filtered through a sieve to remove residual polyester.
Polyester residues are difficult to remove from the spinning dope by filtration, therefore multiple
filtration steps with high efficiency filters were required before filaments can be spun. A pilot plant has
been built in 2019 capable of processing 50 kt per annum and they have created garments together with
H&M and Adidas.231
Figure 34: Cellulose Carbamate formation reaction. Urea reacts with cellulose in the presence of
NaOH to form cellulose carbamate, which is more soluble than cellulose in NaOH.232
Blocktexx
Australia based Blocktexx is another interesting company that has developed one of the recycling
methods mentioned before, acid hydrolysis.233 Their S.O.F.T. (Separation of fiber technology). process
involves mechanical shredding of polycotton blends, followed up with mixing of the waste with a
solution of 2.5% sulfuric acid in water. In the next step, the aqueous solution with the textile waste is
heated to 120-150 °C at a pressure of 5 bar to catalyze the acid hydrolysis. The mixture is then dewatered,
with subsequent washing to retrieve a mixture containing polyester fiber and MCC particles. This
mixture is then filtered by a decantation centrifuge and the liquid, still partially containing MCC, is
reused as a supplement to mix with another batch of polycotton waste. This process is repeated two
more times and in the final stage the recovered cellulose particles and polyester fibers can be used to
generate new fibers. This process is shown in Figure 35. A pilot plant has been built in Queensland,
processing textile wastes up to 10 kt per annum with a recovery rate of 95%.234,235

36
Figure 35: S.O.F.T. process flowchart for separating polycotton textiles. In this process dilute sulfuric
acid is used at high pressure and temperature to depolymerize cotton from the mechanically shredded
polycotton. After separation polyester fibers and MCC are retrieved.233
Circ
In a recent patent, the startup company Circ (formerly Tyton Biosciences LLC) has developed a process
of polycotton recycling by subcritical water in the hydrothermal treatment.236 Subcritical water refers to
liquid water at temperatures between the atmospheric boiling point and the critical temperature (374 °C)
that possesses unique properties (e.g. density, dielectric constant, ion concentration and solubility).
Furthermore, subcritical water is a non-toxic, environmentally benign, inexpensive, and therefore green
solvent that can be used alternatively to chemicals traditionally used in textile recycling. TPA and EG
are produced by treatment at 105°C to 190°C with a pressure of 40-300 psi at a pH range of 10-14. In
this stage a cellulose with a degree of polymerization of about 150-2500 is also formed. With further
hydrothermal treatment by subcritical water, cellulose could be recovered with a purity of 94-98%,
confirmed by HPLC analysis. However, no cellulose yields or possible side products were reported.
Polymerization of TPA with EG could be performed in an industry standard batch autoclave at 235-
290°C with appropriate catalyst, such as antimony or a titanium catalyst.
This process has been used in apparel of Patagonia237 and Circ is part of the Fashion For Good
concern, consisting of multiple corporate partners (i.e. Adidas, C&A, Chanel, Zalando, etc.) and
affiliated partners producing the materials (i.e. Mistra Future Fashion, Worn Again, Amsterdam Fashion
Institute etc.).238

37
SaXcell
As mentioned before, viscose and NMMO have been two of the commercialized strategies for textile
recycling, both being used for cellulose regeneration. However, the viscose process has seen a decline
in use due to its environmentally harmful process as well as the derivatization into xanthate.66 Therefore
the NMMO process, without need for initial derivatization of the cellulose, has seen more use.75 This
approach is referred to as the lyocell process and commercialized under the name Tencel®.239,240 The
lyocell process has been adapted for the wet spinning of waste cotton from NMMO monohydrate.
SaXcell BV, a Dutch spin-off company from Saxion University of Applied Sciences, has
patented this process.241 In their process polycotton textile waste is treated with a mixture of NMMO
and water, which does dissolve the cellulose but does not degrade it. The solution is then heated to 85-
100 °C. The composition is preferably made up of 10-17 wt% cellulose, 5-15 wt% water and the rest
NMMO. NMMO in this process can be recycled up to 98% and polyester is not degraded in the process.
The DP of the cellulose in solution ranges between a DP of 400 and 800. After a development stage of
5 years SaXcell worked together with a consortium of local textile companies to open a pilot plant in
November 2020, capable of processing 25 tonnes textile waste per annum. 241,242
Ioncell-F
The lyocell process has also been adapted in different research efforts mentioned before, such as ionic
liquids. For instance the Ioncell-F process of Sixta and coworkers has started their commercialization
phase in 2018 by patenting the Ioncell technology.243 Furthermore, a roadmap (Figure 36) shows that
plans were made to start the build of a pilot plant in 2020, which will have to obtain proof of concept
until 2023, after which the start of commercialization will happen in 2025.244,245
Figure 36: Roadmap of commercialization of Ioncell-F project. 244
Elsayed et al.246 investigated the recycling of ILs in the Ioncell-F process, in order to reach the pilot
scale. By using pre-hydrolysis cellulose kraft pulp as cellulose input the recyclability of the ILs was
tested. It was found that with an increasing number of cycles in a closed-loop operation, there is a higher
risk that alterations in the solvent composition negatively affect the quality and rheology of the cellulose
solution and therefore also affect the stability of the fiber spinning process. Besides the previously
mentioned [DBNH][OAC] the Ioncell process was also performed with the guanidine-based 7-methyl-
1,5,7- triazabicyclo[4.4.0]dec-5-enium acetate, [mTBDH]OAc. After a five-cycle trial the deviations of
the recovered [mTBDH]OAc showed no impairment in its ability to dissolve up to 13 wt% of cellulose.
On the other hand the [DBNH]OAc already showed significant loss of dissolution capability after the
first cycle. Therefore it was concluded that [mTBDH]OAc should be used for the commercialization of
the Ioncell-F process. An overview of the ioncell process can be found in Figure 37.

38
Figure 37: General overview of the Ioncell-F process showing cellulose dissolution by [DBNH]OAc,
and fiber regeneration by the use of an anti-solvent. Recycling of the diluted IL occurs through
coagulation bath filtration and centrifuge evaporation. In two subsequent evaporation stages (TFE-1
and TFE-2) the IL is further concentrated and the distillate is fed back to the coagulation bath. The
recovered IL is fed back to the kneader without addition of fresh IL.246
Evrnu
Seattle based company Evrnu invented NuCyclTM, recycled polyester and cotton fibers, and partnered
with Levi’s and Adidas to create limited edition garments.247 In their process a wide variety of methods
are described, ranging from enzymatic hydrolysis or acidic hydrolysis, to ionic liquids or alkaline
hydrolysis. In all cases the cellulose is first dissolved and separated from the polyester, after which new
fibers can be spun from the regenerated cellulose. The polyester component remains and can be
hydrolyzed by NaOH or other highly alkaline reagents. A phase transfer catalyst such as BTBAC was
also mentioned to improve the reaction rate.
2.4.2 Polyester recycling
Blend Re:wind
The aforementioned polyester depolymerization process with NaOH and BTBAC as phase transfer
catalyst has been developed by a partnership between the Swedish Textile Research Institute (RISE),
Mistra, and different companies to create a consortium based program called Mistra Future Fashion.9,215
The project ran from 2011 until 2019 and has been named the Blend Re:wind process.15 Despite not
being commercialized, the research has continued after the project ended.248 Researchers from RISE
have investigated other methods of polyester recycling from textile waste through glycolysis.249 Guo et
al.250 showed that BHET could be formed by glycolysis catalyzed by Mg-Al double oxides with a yield
of 80%. After three cycles the catalyst had to be re-activated by heat-treatment. The PET fibers
regenerated from this process showed similar spinnability and mechanical properties when compared to
virgin PET.

39
Worn Again Technologies LTD
UK based Worn Again Technologies LTD has developed a process for polycotton recycling that can
use two different waste sources.251 The first is PET from bottles and packaging. The second is polycotton
textile waste consisting of 40/60 cotton/polyester. In their process polycotton waste is first
decontaminated and shredded to small pieces. In a second step the PET is dissolved from the blend in
either 1,3-dimethylimidazolidinone (DMI) or butyl benzoate at 70-110 °C for 1 to 2 h (Figure 38).
Subsequently the cotton can be separated by filtration and the solution cooled down to precipitate the
PET. The PET could be recovered with yields of 39-81%.
Figure 38: The most common solvents used in the Worn Again process251
Worn Again has been part of the Fashion for Good program and in 2018 the company has been awarded
a grant as the first recycling technology to receive a Cradle to Cradle certification.252 In 2020 a pilot
plant was opened at CPI, a technology and innovation center in Redcar, England, capable of processing
5 kt of polycotton waste per annum.2 Their process is shown in Figure 39.
Figure 39: Waste processing flowchart of the Worn Again process. During pre-processing the waste
polycotton waste is cleaned and shredded, after which PET is dissolved from the blend by 1,3-
dimethylimidazolidinone (DMI) or butyl benzoate at elevated temperatures. By filtration the cellulose
can be separated from the solution containing PET. After a cooling period the PET precipitates and
both compounds can be used to spin new fibers.253
CuRe, Unific Inc., Carbios & Jeplan
Also in the field of polyester recycling, CuRe technology has been developed as a joint effort by
Cumapol, DSM-Niaga, and Morssinkhof.254 CuRe is able to hydrolyze PET from different sources such
as bottles, textiles and non-wovens. A patent has been applied for the recycling of carpets by glycolysis
or methanolysis, however no firm description of the process was given.255 Moreover, a pilot plant has
been built in Emmen, the Netherlands to demonstrate the process.254
American based Unifi Inc. has shown to be a leading company in processing PET bottles in an
open-looped recycling process to form polyester fibers under the name REPREVE®, which is used by
a number of clothing companies (e.g. Patagonia, Quicksilver, and O’neill).256

40
Carbios, a French company, has developed a technology for recycling of different waste sources
with a PET fiber content of 65-95%, the rest being cotton, viscose or nylon.257 Their technology is based
on enzymatic hydrolysis of PET. Cutinases are used to depolymerize the polyester into EG and TPA or
BHET. A plastic binding protein is also used to facilitate the depolymerase binding to polyester.
Afterwards the generated monomers can be reused to create new PET fibers or non-wovens.258 A
demonstration plant has been built in Lyon, France in 2020 with an estimated capacity of 50-100 kt per
annum.
Japanese based company Jeplan created a process called BRING TechnologyTM for production
of BHET from a solution of PET with EG as solvent at 220 °C.259 Sodium methylate is added to act as
an ester exchange catalyst. After repolymerization PET bottles and PET fibers could be reformed from
BHET and EG. A pilot plant has been built in Japan in 2017, however no numbers on capacity of textile
waste recycling were published.260
Other companies
Other companies that have commercialized recycling of polyester, cotton or polycotton include Convert,
I:CO, Wolkat, Pure Waste, Rífo, Refibra, and Södra.231 Refibra and Södra have been using the viscose
process to recycle pre-consumer cotton waste combined with wood pulp to create new fibers. The other
companies mentioned here have used mechanical recycling as their recycling processes. An overview
of almost all European based companies that are involved in polycotton recycling can be seen in Figure
40.
Figure 40: Overview of European (poly)cotton recycling companies. 231
As shown in Figure 40 there have been a lot of European companies working on recycling of textile
wastes. It can be concluded that those that work on chemical recycling could be divided in three different
categories: pure cotton recycling (i.e. Re:newcell, Infinited fiber), pure PET recycling (i.e. CuRe,
Carbios, and Jeplan), and polycotton blend recycling. Polycotton blend recycling can happen by cotton
depolymerization through acid hydrolysis (i.e. Blocktexx) and hydrothermal treatment (i.e. Circ),
adaption of the lyocell process with NMMO (i.e. SaXcell) or ILs (i.e. Ioncell-F), or by PET
depolymerization (i.e. Blend Re:wind and Worn again).

41
3 Life Cycle Assessments With the different methods of chemical recycling that have been or will be developed, it is important to
find out what the effect is of implementing these recycling methods on the life cycle of polycotton. As
mentioned in the introduction, life cycle assessment (LCA) is a method of comparing the environmental
impact of the different production/recycling methods with each other. In the next section an overview
of LCAs is given after which the aforementioned recycling processes, that have been evaluated by LCA
studies, will be discussed.
According to the International Organization for Standardization (ISO) guidelines, the LCA
methodology comprises of four steps: goal and scope definition, inventory analysis, impact assessment,
and interpretation (Figure 41).261 The first is the step in which the study objectives, product function,
functional unit (FU), and the system boundaries are defined. The FU is described as a quantification of
the performance of a product system for use as a reference unit (e.g. a kg or tonne of starting material
or final product). The system boundary is a set of criteria to define which processes are included in the
assessment of the product system. The second step, life cycle inventory analysis (LCI), is the step in
which an inventory of material and energy flows is constructed, subsequently these flows are quantified.
The third step, life cycle impact assessment (LCIA), is a phase in which additional information is
gathered and aggregation of the environmental impacts are quantified into distinguishable factors known
as impact categories. An example of this is the impact category ‘global warming potential’ (GWP) which
uses kg CO2 equivalents as its corresponding indicator. This indicator can be used to show the impact
of a process step on greenhouse gas emissions. In this way impact categories provide quantifiable
information on the processes and makes comparisons between different processes possible. In the final
step, interpretation, the results of either an LCI or LCIA (or both) are summarized and discussed. This
can be used to form a basis for conclusions, recommendations and decision-making. However, this is
not a linear process, interim interpretation can be made during the other three steps.
Figure 41: The four steps of life cycle assessment. During the first step, Goal and Scope Definition, the system
boundaries and FU and study objectives are set. The second step, LCI, is the step in which an inventory of
material and energy flows is constructed, subsequently these flows are quantified. The third step, LCIA, is a
phase in which additional information is gathered and aggregation of the environmental impacts are quantified
into distinguishable factors known as impact categories. In the fourth step, these impact categories are
interpreted. 261
Different variants of an LCA can be conducted, depending on the goal, scope, and system boundary
definition step. The standard LCA addresses the environmental aspects throughout a product’s total life
cycle from raw material obtainment through production, use, end-of-life treatment, recycling, and
disposal.261 This is called a cradle-to-grave LCA. However, in some cases a different approach for the
LCA is necessary. For instance when no information is available on one or more of the stages in a
product’s life cycle, or an assessment focusses on the production or recycling process only. The latter is

42
usually the case for LCAs on textile recycling processes, since the recycling process itself usually does
not impact the use phase of a textile product (except when certain properties of a final product have to
be incorporated in the recycling process, such as composite materials or blends) and the use phase
contains many uncertainties.23 This mostly results in a cradle-to-gate approach, where the use and
disposal phases are not considered for the assessment. 44,262–264 Other, more unconventional approaches
include gate-to-gate analysis and gate-to-cradle analysis.265,266 The gate-to-gate approach includes the
assessment of only one or two steps of the process (e.g. pretreatment of textile waste), while a gate-to-
cradle approach accounts for the environmental impacts from the point of textile waste generation to
conversion into a new fiber product.
3.1 Viscose and Lyocell LCA Reference LCAs on the known viscose, lyocell, and PET production processes have to be discussed in
order to compare the LCAs of the textile recycling methods. Shen and Patel267 have performed a cradle-
to-gate LCA on man-made cellulose fibers from Lenzing AG (i.e. viscose and lyocell) and compared
that to cotton and PET fibers. The processes of these man-made fibers are shown in Figure 42. The FU
that was used in this study was one metric tonne of staple fibers. The impact categories used in this
assessment were identified as: GWP, abiotic depletion, ozone layer depletion, human toxicity, fresh
water aquatic ecotoxicity, terrestrial ecotoxicity, photochemical oxidation, acidification, and
eutrophication. The results showed that the man-made cellulose fibers required less energy use than
PET, but higher than that of cotton. Since cotton fiber generation is not an energy intensive process, its
high environmental impact is based on land and water use as well as the ecotoxicity caused by pesticides
used in cotton cultivation. Additionally, the fertilizer use causes a large eutrophication potential. In all
of these impact categories the man-made cellulose fibers score better than cotton and were better than
or comparable to the impact of PET. The most harmful impacts from the viscose process were attributed
to CS2 use, SO2 and NOx emissions, and the sourcing of the chemicals used in the process. Compared to
the other processes, the lyocell process benefited from low energy consumption, low chemical use (i.e.
recycling of NMMO), low CO2 and SO2 emissions, and low water consumption. It was therefore
concluded that all man-made cellulose fibers had better environmental profiles than PET and cotton,
with the lyocell method as the least environmentally harmful. Some of the LCAs conducted on the
recycling of cotton, polyester or polycotton used the data of Shen et al. as their reference.226,262,266
Figure 42: The viscose and lyocell processes. During the viscose process mercerized cellulose pulp is
derivatized by xanthation after which a viscose dope can be spun into fibers. In the Lyocell process the cellulose
pulp is dissolved in NMMO and directly coagulated in a spin bath, after which the Lyocell fibers are spun and
finished. In both processes chemicals are (partly) recovered.267

43
3.2 Pretreatment of enzymatic hydrolysis LCA The first LCA of the recycling processes that will be discussed is that of Rosson and Byrne265, who
produced a comparative gate-to-gate LCA on the alkali and acid pretreatment step in the recycling of
cotton. It was acknowledged that their method had limitations before and after the pretreatment, by not
accounting for environmental impacts caused during the initial production of virgin cotton and the use
phase of the waste cotton prior to the pretreatment, nor accounting for the impacts associated with the
use of pretreated materials compared to virgin materials (Figure 43). However, it was deemed
unnecessary to account for these impacts to draw a quantitative comparison between the acidic and
alkaline processes. In the alkaline pretreatment an aqueous solution of 10 wt% NaOH was heated to 90
°C for 15 h. The treated cotton was then filtered, washed, and dried. Citric acid powder was added to
neutralize the pH in these steps. The acidic pretreatment, on the other hand, required a significantly
lower concentration with an aqueous solution of 0.5 wt% sulfuric acid heated to 75 °C for 1 h. This
cotton was also washed filtered and dried in similar fashion as the NaOH pretreatment. Although, here
addition of sodium carbonate powder to the filtrate was used to neutralize the pH instead of citric acid.
Eleven different impact categories were selected in the assessment, of which six were dominated by the
electricity required in the heating of the solutions. It was concluded that the impacts of the alkali method
were between a factor 13.6 and 33.1 higher than that of the acid method (a GWP of 6.70 kg CO2-eq. for
the alkali method vs 0.49 kg CO2-eq. for the acid method and ozone layer depletion of 4.67×10−8 kg
CFC-11-eq. vs 1.41×10−9 kg CFC-11-eq. respectively), mostly due to the higher temperature and longer
pretreatment time during the alkali method. Furthermore, in the alkali method more energy for
transportation and manufacturing of raw materials was needed per functional unit. Therefore the acid
pretreatment was deemed to be more sustainable than the alkali pretreatment process.
Figure 43: System boundary of a pretreatment step in the chemical recycling of cotton. Waste cotton
comes into the system which is then pretreated with either an alkali or acid solution. The dissolution
and fiber spinning step are not accounted for in the system boundaries, since these steps are the same
for both processes.265
3.3 Enzymatic hydrolysis LCA Subramanian et al.266 conducted a gate-to-cradle LCA study on the environmental impact of the work
from their research group on enzymatic hydrolysis of cotton to glucose with PET fiber recovery,
conducted by Li et al.98, Hu et al.100 and processed by Kwan et al. 268 in a techno-economic analysis. The
inputs of the LCA were based on the primary input data of the aforementioned studies.
For this approach the FU was determined as 1 kg of recovered PET fibers, while the input of
textile waste consisted of a 50/50 polyester/cotton mixture. 266 Furthermore, the processes included in

44
the study were crushing, pretreatment, enzymatic hydrolysis, hydrolysate purification, and melt-
spinning. The hydrolysate conversion into a high viscous glucose-rich syrup for further usage in
different bio-based products (such as bio-plastics, bio-chemicals in industries, and bio-surfactants) is
also included. An overview of the system boundaries is given in Figure 44. The preliminary results of
the inventory step were divided over 18 midpoint impact categories which impact the environment
negatively (e.g. climate change, ozone depletion, terrestrial acidification etc.). These midpoint impact
categories were then grouped together in three different categories indicating the overall damage (i.e.
ecosystem, human health, and resource depletion). The impacts of these steps are expressed in
percentages of the total impact of the entire process, mentioned in brackets behind the respective impact
category. It was found that the alkali pretreatment and melt-spinning were environmentally the most
impactful in the bio-recycling process. The pretreatment step generates higher impact than the other
steps due to energy intensive sub-processes such as cooling, heating, neutralization as well as production
of urea, which is employed during the pretreatment step. Therefore pretreatment contributed the most
to ecosystem quality (59%) and human health impacts (61%). Hard coal mine operation and natural gas
production during the production of urea contributed the most to resource depletion. Conversely, melt-
spinning mainly affects the resource depletion category (34%) and is less impactful on ecosystems
(14%) and human health (15%). In addition, the re-spinning process of PET fibers required an input of
PET bottle flakes of 80 wt%, which are added to obtain industrial-grade PET fibers suitable for textile
application. Making this an open loop recycling method. Xylene used in the flake production is
responsible for the fossil resource scarcity of this step. Enzymatic hydrolysis was found to have a
relatively low impact on human health (12%) and resource depletion (8%). However, it mostly impacts
the ecosystem quality (14%), which is caused by the high impacts of enzymatic hydrolysis on marine
eutrophication (64%) and land use (49%), due to the use of citric acid and cellulase enzyme.
Furthermore, pre-treatment (207 MJ) is also the most energy-intensive step per FU, followed by melt-
spinning (98.5 MJ) and enzymatic hydrolysis (44.8 MJ).
Figure 44: Illustration of the LCA system boundary. Cotton-polyester textile waste blends at its end of
life are biologically processed (pre-treatment, hydrolysis, purification, and melt-spinning) and PET
fiber is recovered as output. The recovered PET fiber becomes the feedstock for a new garment
production cycle represented by blue arrows.266

45
3.4 NMMO & IL LCA Opposed to the previous LCA, Zamani et al.269 conducted a gate-to-grave study on the recycling of
textile waste with NMMO, starting with the moment the collected textile waste enters the recycling
facility as the ‘gate’ and the residues generated in the recycling system as the ‘grave’. The FU of this
study was 1 tonne of household textile waste, consisting of a 50/50 polyester/cotton mixture. The
processes included in this assessment were the separation of polyester from cotton and the recycling of
polyester. These processes were then compared to remanufacturing for reuse and incineration for energy
recovery. The impact categories that were chosen for this research were GWP and energy use. The
analysis showed that per tonne household textile waste GWP savings could reach up to 8 tons of CO2
eq. and primary energy use savings up to 164 GJ, which resulted mainly from avoided textile production
from virgin sources.
A more complete assessment of the NMMO process was conducted and compared to the ionic
liquid dissolution process by Righi et al.264 They performed a comparative cradle-to-gate LCA of cotton
dissolution by the ionic liquid [BMIM]Cl and NMMO/H2O in the lyocell process. Both dissolution
processes and all the upstream processes were analyzed. Since the main purpose of the system in this
LCA was to dissolve cellulose pulp to obtain textile fibers the FU was 1 kg of dissolved cellulose. The
boundaries for this system included all upstream processes such as cellulose pulp production,
transportations necessary for the process, and energy and chemical production. No downstream
processes were included in the system since it was expected that these would contribute the same for
both processes. In the study ten impact categories were defined of which GWP, freshwater aquatic
ecotoxicity, and human toxicity potentials were deemed to possess the most significant environmental
impacts. It was concluded that dissolution in IL appeared more promising from an environmental point
of view. Although the most significant increase in environmental impacts resulted from photochemical
ozone creation potential, volatile organic compound emissions and freshwater ecotoxicity. On the other
hand, a small reduction in toxic compound emission was observed. In both the IL dissolution and the
NMMO/H2O dissolution the major environmental impacts originate from precursor synthesis. These
syntheses are characterized by long supply chains from natural resources to the end product, requiring
large quantities of energy, solvents and organic compounds. Furthermore these processes involve
harmful emissions to air and water. For the IL route specifically, the synthesis and precursor use led to
most eutrophication potential of the process (80%) and freshwater aquatic ecotoxicity (99%) due to
discharge of formaldehyde into wastewater as well as nitrogen oxide, ammonia, and ion emissions
containing nitrogen into the air and wastewater. It was also found that solvent recovery is a key
parameter in the environmental assessment. In both cases the cellulose dissolution step contributions
were less than 10%.
3.5 LCA of commercialized processes
Infinited Fiber LCA
Paunonen et al.262 conducted a cradle-to-gate LCA on the previously mentioned process of cotton
recycling through the CCA process from the Infinited Fiber Company. In the CCA process shredded
polycotton waste is treated with NaOH and urea at elevated temperatures. To improve the solubility of
the cellulose into aqueous NaOH, carbamate groups are added to the polymer backbone. It should be
noted that during the conduction of this LCA the method was still in the development phase and not yet
commercialized. Two different scenarios for the LCA were conducted, one where a separate factory for
the recycling process was built and another where the CCA process was integrated in an existing pulping
mill. Cotton and viscose fibers were chosen as reference fibers. The FU of this process was 1000 kg of
finished fibers, the input of textile waste to create these 1000 kg were estimated at 1267 kg, of which
254 kg was lost during the pretreatment, filtration, and spinning due to impurities the other 13 kg was
lost due to buttons, zippers etc., that were removed during the cutting process. The system boundaries
(Figure 45) included the sorting, transportation, pretreatment, CCA process, and fiber spinning. In the
case of the integrated CCA scenario, the chemicals and water used for the processes were partially
derived from the pulp mill in which the process was integrated. The impact categories of this assessment

46
were limited to GWP and water scarcity and use. It was shown that the total GWP of the integrated
process was one third of the standalone process. Using the circulation and recycling of the chemicals in
the integrated process could potentially save up to 4000 kg CO2 eq. per FU. Furthermore, the GWP of
the integrated process was comparable to that of the viscose process and half of that of virgin cotton. In
the case of water usage and scarcity both scenarios showed very low impact when compared to the
viscose and cotton processes. It was therefore concluded that, despite still being in the development
phase and requiring pretreatment, the environmental impact of the CCA process was comparable to that
of viscose fibers from virgin wood pulp, without the harmful side-effects of using CS2. Integration of
the CCA process in a wood pulping mill showed the greatest advantages, especially when NaOH could
be recycled.
Figure 45: System boundaries for CCA fiber production in a stand-alone mill and in an integrated
pulping mill. In both scenarios sorting and transportation of discarded cotton textiles are included. In
the integrated process heat and cooling water come from outside the system boundary, while this is
included in the stand-alone factory.262
SaXcell LCA
Oelerich et al.263 conducted a cradle-to-gate LCA on the SaXcell process of cotton regeneration. The FU
of this process was determined at 100 kg of SaXcell pulp. The LCA included two scenarios for the pulp
generation: 100% cotton waste and a mixture of 90% cotton/10% PET waste. The assessment included
the first five steps of the SaXcell process (Figure 46) and the results of five impact categories were
reported, even though eighteen categories were calculated. These impact categories included GWP,
human toxicity, agricultural land use, urban land occupation, and water depletion. Furthermore, the
SaXcell process with 100% cotton waste was compared with that of a commercial sulphate pulping
method. The results showed that dissolving pulp from 100% cotton textile had a low impact on GWP
and water use. However when PET was included in the textile waste, the use of necessary process
chemicals increased, due to the need for separation of the two components, therefore the GWP doubled.
Compared to the sulphate method the 100% cotton waste pulping method showed comparable results in
all categories except agricultural land use, since the land use of SaXcell is 0.01 m2a, compared to 4.82
m2a for the Sulphate pulping process. In LCA, land use occupation is measured as area time (m2a).270 It
was concluded that the use of cotton waste as pulp feedstock for regenerated cellulose fibers has clear
advantages compared to other pulping processes.263

47
Figure 46: The SaXcellTM recycling process and subsequent fabric production. NMMO is used as the
preferred cellulose solvent in this process to adjust the DP. Mixed textile waste is the input for this
system, while finished products are the output.263
Blend Re:wind LCA
Peters, Sandin and Spak44 conducted a cradle-to-gate LCA on the aforementioned Blend Re:wind
process of polycotton recycling and compared that to the production of virgin cotton and the viscose
process. The FU of this LCA was the recycling of 850 tonnes of mixed textile waste. Two different
scenarios were created with and without EG recycling, because this purification process appeared to be
an environmental hotspot in initial calculations. The boundaries were set to the collection of waste until
the production of cellulose and polyester before yarn spanning (Figure 47). It was assumed that the
recycled fibers were of sufficient quality to replace virgin fibers in a 1:1 ratio. In the LCA eight different
impact categories were considered including acidification potential, eutrophication, freshwater
ecotoxity, primary energy use, and water scarcity. The results showed that with the 850 tons of textile
waste, 280 tons of cellulosic fiber, and 350 tons of polyester could be produced, leading to a loss of 26%
of the original mass. The majority of this loss (19%) was associated with the mechanical shredding
processes where non-recyclable components (e.g. zippers and buttons) were separated from the main
waste stream, this may include small parts of fibers attached to these non-recyclable components. In
terms of contributions to climate change and primary energy consumption the Blend Re:wind process
was harmed by the EG separation process and NaOH production. Conversely, for the virgin products
the CO2 emissions during polyester production were the largest contributors to climate change.
Additionally, in terms of water scarcity the recycling processes were comparable to viscose and 4 times
less impactful than virgin cotton production. It was concluded that the alkaline hydrolysis process was
competitive with the alternative methods (virgin cotton and viscose production). Although almost half
of the indicators favor the single use scenarios, however the calculated differences were less than the
uncertainty associated with them in most cases. Furthermore, the scenario without EG purification
turned out to have relatively little benefit over the scenario with EG separation and recycling. The
emissions contributing to the GWP during the separation of EG were comparable to the emissions from
virgin glycol production. However, the recycling scenario including EG separation does not require EG
from virgin sources, which would implicate that it does have some environmental benefit in terms of
resource scarcity. Overall, the recycling methods appeared to be competitive with the single use
scenarios, despite the latter having the advantage of being completely optimized for large scale
production.

48
Figure 47: System boundaries for the Blend Re:wind process. Mixed polycotton waste is collected
and shredded, after which the PET hydrolysis can be performed. Output of cellulosic and polyester
fibers are the end of the system boundary. In this scenario the EG is separated and purified for reuse to
create new polyester fibers. Another scenario without separation and purification of EG was also
used.44
Re:newcell LCA
Youhanan226 took another approach to quantify the implications of the Re:newcell process, since not
enough data was available due to confidentiality issues. Instead of conducting an LCA on the Re:newcell
process, an environmental assessment was conducted by using data from comparable processes, when
applicable (e.g. viscose process, PET recycling processes), and combining these to form a conclusion
on the environmental impacts of the Re:newcell process. The FU was determined at 1 tonne of mixed
household textile waste (including the complete range of polycotton waste). Environmental impacts
included in the study were recovery rate, energy use, water use, chemicals, emissions and waste
generation. This was compared to other recycling processes, incineration, and biogas production. The
energy required for the Re:newcell process was comparable to that of the polyester recycling process.
This was also shown for chemical use. Conversely, in terms of water use the polyester recycling and
biogas production were more sustainable. It was concluded that the Re:newcell process reduces the
impact of textile production on the environment more than other recovery methods. However, since it
replaces viscose instead of virgin cotton the quality of the fibers is lowered.
In summary, the research has shown that different variants of an LCA can be conducted to assess the
environmental impacts of (part of) a textile manufacturing process. Cradle-to-gate LCA is the most used
approach in textile recycling, since it was assumed that use phase and disposal phase for all methods are
more or less equal. Therefore, cradle-to-gate LCAs have been conducted on the enzymatic hydrolysis
with and without pretreatments, and on NMMO and ILs in the lyocell process. Additionally, cradle-to-
gate LCAs were conducted on some of the commercialized processes (i.e. Infinited fiber, SaXcell, Blend
Re:wind, and Re:newcell). In particular the LCA on the Re:newcell process was approached differently

49
to assess the environmental impacts, namely through use of data from comparable processes instead of
calculated data from the actual process. In the next section the LCAs will be compared and the processes
on which no LCAs are available will also be discussed.
4 Discussion As has been shown in the previous sections, various methods of chemical recycling are being researched,
both academically and industrially (i.e. cellulose hydrolysis, PET hydrolysis, and dissolution of
cellulose in NMMO or ILs). An overview of these methods can be seen in Table 1, while Table 2 gives
an overview of the commercialized methods researched by companies. Furthermore, Table 3 shows the
mechanical properties of the regenerated fibers of some of the discussed methods. In this section the
different methods will be compared to each other and the advantages and limitations of these methods
will be discussed.
Table 1: Published methods of (poly)cotton waste separation and recovery discussed in this review.
Treatment Method Polycotton compositiona Results (yield %)
Enzymatic Hydrolysis
Cellusoft L84 34/66 80% insoluble microfibrillar material
NaOH pretreatment86 93-98% cotton 99.1% glucose
NaOH pretreatment95 40/60 91% glucose and 89% polyester
NaOH/urea pretreatment98 40/60 98% glucose and 99% polyester
Sulfuric Acid pretreatment83 100% cottonb 25-28% loss of cellulose weight
Sulfuric Acid
(microwave pretreatment)103 87.8% cotton 74.2% glucose
Phosphoric Acid pretreatment99 85/15 79.2% glucose and 100% polyester
Phosphoric Acid pretreatment86 100% cottonb 63.4% glucose
NMMO pretreatment124 50/50 95% glucose
Cutinase218 100% polyester 97% TPA
Alkaline Hydrolysis
NaOH/urea109 100% cottonb Complete dissolution of cotton
NaOH with PTC215 50/50 Complete hydrolysis of PET
Acid Hydrolysis
Superphosphoric Acid116 100% cottonb Complete dissolution
Formic Acid/HCl118 >99% cotton 22.5% glucose yield
Sulfuric Acid29 100% cottonb 73.9% glucose yield
Sulfuric Acid111 50/50 Complete separation
Sulfuric acid (two-step)110 100% cotton 80-90% glucose yield
Phosphotungstic Acid112 35/65 85% MCC and 99% polyester
Hydrothermal (HCl)121 35/65 48% cellulose and 96% polyester
Hydrothermal (Citric acid)122 50/50 95.5% cellulose and 100% polyester
Other methods
DMCA224 80/20 96.3% glucose and polyester
a) polycotton mixture indicated by x/y with x% cotton and y% polyester b) cotton purity has not been
specified by the authors in the research

50
Table 2: Commercial methods of polycotton waste separation and recovery discussed in this review.
Company name Method Polycotton
compositiona
Final products
(yield %)b
Cotton Recycling
Re:newcell226 Dissolution in 4-18% NaOH 100% cotton Low tenacity viscose
fibers
Infinited Fiber229 CCA process 100% cotton
(sometimes 90/10)
Regenerated cellulose
fibers
Blocktexx233 Mild acid hydrolysis with
hydrothermal treatment not specified
95% MCC and PET
fibers
Circ236 Hydrothermal treatment
(subcritical water)
100% cotton – 50/50
cotton/polyester
Cellulose with 98%
purity and pure TPA
SaXcell241 Adapted Lyocell method with
NMMO not specified
400-800 DP cellulose
for fiber spinning
Ioncell-F243 [mTBDH]OAc 50/50 Ioncell fibers and
degraded PET
Evrnu247 Enzymatic, acidic, or alkaline
hydrolysis; ionic liquids not specified
Regenerated cellulose
fibers and untouched
PET
Polyester Recycling
Blend Re:wind215 Depolymerization with
NaOH and PTC 50/50
Complete hydrolysis
of PET
Worn Again Technologies
LTD251
Dissolution in DMI or butyl
benzoate 40/60
39–81% regenerated
PET
Cure254 Glycolysis or methanolysis 100% polyester Regenerated PET
fibers
Unifi Inc.256 Bottle-to-fiber (not specified) 100% PET bottles Regenerated PET
fibers
Carbios257 Cutinase (enzymatic hydrolysis) 35/65 – 5/95
EG and TPA or BHET
ready for PET fiber
polymerization
Jeplan259 EG as solvent with sodium
methylate in ester exchange 100% polyester 98.1% BHET
a) polycotton mixture indicated by x/y with x% cotton and y% polyester, sometimes this has not been
specified in the paper/patent b) due to patents the yields have not been reported for most processes
4.1 Polycotton waste separation It has been shown that acid or alkaline pretreatment is a crucial step in enzymatic hydrolysis to break
down cellulose to its monomers. Despite providing better results regarding glucose recovery by
NaOH(/urea) pretreatment (Table 1), acid pretreatments outperforms that in the environmental LCAs.
Furthermore, acid and alkaline hydrolysis could be performed without the need for subsequent
enzymatic hydrolysis. Using these acids for direct hydrolysis instead of pretreatment in enzymatic
hydrolysis could be better for the environment due to easier separation of the solvents without need of
recycling the enzyme. However, the LCAs on the pretreatment step and complete enzymatic hydrolysis
process showed that the pretreatment step generates higher impact than the other steps in the process,
due to energy intensive sub-processes such as cooling, heating, neutralization and, in the case of alkaline
pretreatment, production of urea. It was shown that acidic pretreatment was less impactful than alkaline
pretreatment, but it has not been shown what the difference would be during the direct hydrolysis of
both methods, since as of yet no LCAs on these processes have been conducted.
Besides being more environmentally impactful the NaOH(/urea) treatment has other limitations.
It has been shown that NaOH could be used for the dissolution of both cellulose and PET, albeit with
different temperature ranges or the addition of urea or a PTC in the different cases (for cellulose
hydrolysis or PET hydrolysis, respectively), due to their different properties. The outcome of these

51
studies implies that neither of these processes could be used effectively for the depolymerization of one
of the two components while leaving the other intact. It is, therefore, also strange that such high recovery
rates of both of the components of the polycotton have been reported. Since both components could be
hydrolyzed by NaOH, it would be expected that the other component should also be (at least partly)
hydrolyzed. Although it may be possible that this has to do with the difference in hydrolysis
mechanisms, caused by the PTC and the urea. The mechanism of PET hydrolysis required a phase
transfer of the NaOH into the organic phase in order to reach the PET. Which implies that during
cellulose treatment by NaOH/Urea the PET is left untouched in the absence of that PTC. However, it
seems that the cellulose should show signs of depolymerization during the PET hydrolysis treatment if
NaOH is present in the aqueous phase during the treatment.
Additionally, according to Pensupa et al.3, the long processing time, low solid-to-liquid ratios
during pretreatment, and needs of neutralization afterwards may hinder wide application of the alkaline
pretreatment process. These problems could be overcome by high recyclability of the reagents in spent
liquor, but should be investigated more in the future.
The combination of these limitations could also be part of the reason that development of the
Blend Re:wind process (Table 2) was discontinued in 2019 and the only companies using NaOH in their
processes focus on the recycling of pure cotton waste (e.g. Re:newcell and possibly Evrnu). Another
problem for the Blend Re:wind process was that it was shown to be comparable to viscose production
in terms of environmental impact, even though it has become clear that the viscose process is
environmentally one of the more harmful production methods of cellulose fibers.
Conversely, the acid hydrolysis methods have shown some more promise, especially when
dilute concentrations were used (e.g. phosphotungstic acid or the hydrothermal method), unfortunately
these methods have not been subjected to any LCA to find out what their environmental impact could
be. Nonetheless, the use of dilute sulfuric acid in a hydrothermal method has been shown by Blocktexx
(Table 2) to work on a pilot scale for the separation and recovery of both cellulose particles and polyester
fibers. Circ also adopted the hydrothermal method, using subcritical water instead of dilute acid as an
even more environmentally benign solvent. This method is unfortunately coupled with heating to very
high temperatures (105-190 °C during the treatment and 235-290 °C during recrystallization of PET
fibers), which might lower the environmental benefits of using the subcritical water.
NMMO has also been employed as a pretreatment step in the enzymatic hydrolysis of cellulose,
leading to 95% glucose recovery, which was mostly due to losses during enzymatic hydrolysis after the
pretreatment. Using NMMO as pretreatment seems illogical, since it has already shown the ability to
dissolve cellulose with solvent recovery rates of >99%. A property which has also been used by SaXcell
in their recycling process (Table 2). Therefore addition of another step, such as enzymatic hydrolysis,
will only provide more obstacles for an environmentally friendly process.
The other method of polycotton depolymerization included the use of the switchable
hydrophilicity solvent DMCA. In this process Yousef et al.224 reported that 96.3% of polyester and
cotton fibers could be recovered from the waste. However, no remarks were made on the composition
of these recovered products, nor on the physical properties of the recovered cotton fibers. Therefore, it
is hard to find out if this method can be used to regenerate high quality fibers. Moreover, the SHS
technique has been adapted for use in textile recycling only recently and consequently has not seen much
investigation. Hence, no improvements or drawbacks of using this methods have been found to date,
though, according to their own calculations, it is both an economically and environmentally
advantageous process. It must also be noted that most of the previously mentioned hydrolysis methods
have been used mainly for open looped recycling processes, such as SSF.124

52
Table 3: Mechanical properties of regenerated cellulose fibers produced by different processes.
Processb Tenacity, dry/wet
(cN/tex) E modulus (GPa) Elongation (%)
Viscose76,127 22-26/10-15 5.4-11 17-25
Modala),271 31/15 13 16.5
Cuprammonium109 22.3/17.6 16 24.3
Cellulose Acetate272 23.9/27.7 3.2
CCA232 17/- 16
Superphosphoric
Acid116,272 89.4/75.8 45 6.8
NaOH (aq.)109 19.3/19 15
NaOH-urea106 10-20/- 9-21
Lyocell (NMMO)127 40-42/34-38 13.2-30 11-16
[BMIM]Cl130 45.6/39.4 11.3 13
[EMIM]Cl130 53/35.9 10.2 11
[BMIM]OAc130 44-49/- 13-16
[EMIM]OAc130 46/38.1 11
[EMIM]OAc177 24.6/21.4 3.8
[EMIM]OAc
(wet spinning)177 22.2/19.6 8
[DBN]OAc130 37.5-50.5/24.9-47.6 13.9-23.6 8.5-10.0
[DBN]OAc (Ioncell-F)196 33.6-50.7/25.7-47.5 7.4-9.8
a) Modal is a trade name for a special type of viscose with higher tenacity and wet strength compared
to regular viscose. b) References are given next to the process names.
4.2 Cellulose fiber regeneration Instead of these open loop recycling methods, closed-loop fiber regeneration has also been extensively
researched. In Table 3 an overview of the mechanical properties of spun fibers from both industrial
processes (i.e. Modal, NMMO, and viscose) and recycling methods are given. As shown here not all
processes mention the E modulus of their regenerated fibers. Additionally, there are many factors that
affect the mechanical properties, for instance initial DP, pulping type, and cellulose concentration in the
spinning solution.34 Moreover, process parameters (e.g. draw ratio, spinning temperature, spinneret
design), drying conditions, and posttreatments largely influence these numbers as well. Therefore a
straightforward comparison cannot be achieved. Despite this, Table 3 can still give a clear cut overview
of these properties.
As mentioned before, the derivatization process of cellulose has been adapted in different
methods, such as viscose, cuprammonium, cellulose acetate, and CCA. Most of these fibers show similar
mechanical properties. Modal and CCA are the biggest outliers. Modal is a viscose process that has been
modified to create slightly stronger fibers.271 While CCA, despite slightly lower properties than viscose,
has been used by the infinited fiber company to create a more environmentally benign process as was
shown by Paunonen et al.262 Unfortunately this LCA showed some limitations, especially since no data
was reported on the environmental aspects of water use and scarcity, chemical production, resource
depletion, eutrophication, and acidification. These aspects could have a major impact on the
sustainability of this process, especially since NaOH is also used in this process.
Moreover, it seems that other processes have shown better fiber properties. Fibers spun from
superphosphoric acid, for instance, show the highest tenacity (89.4 cN tex-1) and E modulus (45 GPa)
values, most likely caused by the presence of liquid crystalline structures. However, the use of
superphosphoric acid is most likely corrosive for the process equipment, which might be part of the
reason that this process has not been commercialized yet.273 In general, concentrated acids and bases
(e.g. NaOH) have not been used commercially.

53
Direct dissolution processes of cellulose have shown to regenerate fibers with higher mechanical
properties and with less environmental impacts than those of the derivatizing techniques. As mentioned
before, the Lyocell process has seen a lot of commercial success in generating cellulose fibers from
wood pulp. Additionally, the NMMO process has been adapted by SaXcell to be used on textile wastes.
The LCA by Oelerich et al.263 has shown that this process was more sustainable than sulphate pulping
processes. Nonetheless, they did not compare it to the conventional NMMO pulping method, nor did
they include the fiber production step in this LCA.
Furthermore, it was concluded that NMMO, due to the runaway reactions, has to be stabilized
and other solvents, such as ionic liquids, showed similar properties while posing less environmental
threat.264 Especially the [DBNH]OAc seems to be one of the more environmentally benign ILs capable
of dissolving cellulose.
Despite the earlier mentioned advantages of ILs in the recycling of cellulose waste, several
limitations for industrialization can be pointed out. For industrial use, any selected IL has to match
specific economic and ecological criteria in order to create a sustainable process. These criteria include:
cellulose dissolution capability, recyclability (>99.5%), low amount of side reactions, and lowest
possible toxicity.274,275
The first of these criteria has been met by both the imidazolium-based and superbase-based ILs.
Although, imidazolium-based ILs containing chloride anions are limited in their practical application
due to high temperature requirements for cellulose dissolution.276
Nevertheless, the second criterion, solvent recyclability, is already forming a limitation,
especially for the imidazolium based ILs. In theory several recycling strategies can be applied to
recovers ILs such as adsorption and liquid-liquid extraction. Nevertheless, the ILs capable of dissolving
cellulose possess a hydrophilic nature limiting the separation efficiency.277,278 Another, more common
way to separate solvent-water systems is evaporation. Rosenau et al.75 have shown that this recovers
NMMO in the lyocell process with yields of >99%. Several studies have reported that high recoveries
of ILs were also possible with this method.185,279,280 Comparably, pervaporation of ILs could deliver high
recovery rates, however this method requires low viscosity solutions, elevated temperatures (100 °C),
as well as prolonged treatment times (5 h), making it industrially unviable for regeneration of ILs.281,282
A final method is crystallization, but a preliminary study showed that extremely low temperatures (-75
°C) were needed for coherent separation.283
On the other hand, Parviainen et al.195 showed that, in the Ioncell-F process, [DBNH]OAC could
be recycled from aqueous media with a recovery rate of 95.6 wt%. Unfortunately, it was also reported
that during the recovery of [DBNH]OAC from diluted aqueous solutions by thermal treatment, the IL
undergoes a hydrolysis reaction.190 This reaction is initiated by a nucleophile (i.e. water) with the
unsaturated nitrogenous group of the amidine-based IL, which produces 1-(3-aminopropyl)-2-
pyrrolidonium acetate ([APPH]OAc) as an undesirable side product. While this hydrolysis reaction is
reversible, an irreversible acetylation reaction of the primary amine may occur under more severe
circumstances, which produces 1-(3-acetamidopropyl)-2-pyrrolidone (APPAc).190,195
The third criterion, low amount of side reactions, has also not been met for imidazolium-based
ILs, since they are not inert. It has been shown that imidazolium-based ILs (e.g. [BMIM]Cl or
[EMIM]Cl) decompose over time or with increasing temperature.284,285 This degradation mainly
involves dealkylation yielding 1-alkylimidazoles and its dimers.286,287 The reaction rate of this
dealkylation depends on the nucleophilicity and size of the anion as well as the alkyl chain length.
Liebner et al.142 have shown with a thermal degradation study that freshly purified imidazolium salts
with chloride or acetate counterions contained 0.001-0.01% degradation products after heating at 200
°C for 24 h.288 These small amounts of byproduct could significantly influence the dissolution of
cellulose, due to the high basicity of the ILs. Moreover, these compounds cannot be removed by
evaporation, subsequently resulting in accumulation upon multiple stages of recycling. Furthermore,
carboxylate imidazolium-based ILs (e.g. [Emim]OAc) have shown to react with cellulose in two ways.
Firstly, the cation can react with the cellulose forming new cationic species.284,289 Secondly, cellulose
degrades over time in these ILs, especially at temperatures higher than 90 °C.60,177,180,284 The formation
of this degradation and these side reactions cannot be entirely prevented. However the degradation rate
can be reduced by lowering the operating temperature.
The final criterion, lowest possible toxicity, might also form an issue. The evaluation of the
hazardous potential of ILs for humans and the environment is very important before commercialization

54
can occur.290 Just like their properties, the toxicity of ILs is strongly dependent on their cations and
anions and no general statements such as ‘green’ or ‘toxic’ can be used to classify all ILs.275 Although,
some general remarks can be made: one of the most important properties of ILs is their high liquid range
and ability to withstand temperatures up to 500 K.291 This stability makes them poorly chemically
degradable. Furthermore, they are non-decomposable by microorganisms and persistent in the aquatic
environment.292 A wide range of ILs have been investigated towards their antimicrobial activity on
microorganisms.293 Latała et al.294 reported that in the case of imidazolium-based ILs, the main
toxicological effect is due to the cation, where (cyto)toxicity increases accordingly to the alkyl chain
length up to a certain point. This increase is caused by the ability of the longer chains to more easily
embed and disrupt cell membranes.295–297 In addition, cations with shorter alkyl chains display weaker
hydrophobic interactions with phospholipid membranes and therefore incorporate only slightly to induce
milder forms of disorder.296 Conversely, the anion’s contributions to the toxicity is minimal, except for
fluorinated anions, which show higher toxicity due to their hydration to fluoride hydrates in aqueous
solutions.298 This hydration could lead to decomposition towards HF, which could be released during
acidic reactions. However, the corrosive nature of imidazolium halides toward metal processing
equipment is also a potential limitation.47,132
Moreover, as mentioned before, recovered polyester fibers were still contaminated with residual
cellulose and required further purification steps. This results in a higher environmental impact as well
as higher processing costs.194
Therefore, as mentioned in the commercialization process of Ioncell-F, Elsayed et al.246
proposed a third generation of guanidine-based ILs (i.e. [mTBDH]OAc), which could be thermally
recovered in the lyocell process without losing its dissolution power. DBU and DBN have shown to be
substantially unstable in water due to a fast relief of ring strain that produces primary amines from the
amidines.299 The sp2-hybridized carbon of guanidine based mTBD possesses a higher electron density
and therefore protects the base more against nucleophilic reactions with water.
When all of these criteria are met by one of the ILs, a cradle-to-gate LCA should be conducted
in order to find out if that specific IL is sustainable enough to replace NMMO in the lyocell process. It
appears that guanidine-based ILs could be the most interesting solvents for the effective separation and
regeneration of polycotton waste.
4.3 Limitations Despite the variety of methods discussed in this research, it should be taken into account that the scope
was limited to polycotton blends, even though a lot of clothing also includes other materials in their
blends such as elastane, wool, and nylon. Although the blends usually contain only a small fraction of
one of these other components, it does increase the difficulty and environmental impacts of the
processes. Both Navone et al.5 and Quartinello et al.298 have recently reported that wool/polyester/cotton
blends could be separated and recycled, but much more research is necessary.
Additionally, the commercialized processes have been investigated through patents and released
data from some institutes working in collaboration with companies as seen in Table 2. Despite giving
some descriptions of the methods used, these documents do not provide enough information on the
outcomes of the methods, such as intermediate and final products, yields or characterization of the
untouched component, which limits the usefulness of these sources.
Furthermore, other key steps in the recycling process have also not been mentioned such as
bleaching, dying, or color retainment, as well as compound degradation by laundering during the use
phase of the textile. These steps and their impacts have been described by other authors.301–304
Other limitations can be found in the LCAs. Sandin and Peters25 reviewed a lot of the LCAs on
textile recycling. In their review they mention two knowledge gaps commonly found in LCAs, which
can be applied on the LCAs reviewed here. Firstly, more detailed studies are needed, including updated
and publicly available primary inventory data. Sometimes rough estimates on impacts from certain
process steps are made, resulting in relatively uncertain results. These estimates are also often used as
input in other studies, thereby reproducing these uncertainties. Secondly, there is a lack of studies
exploring the limits of reuse and recycling, for instance by integrating multiple recycling loops or
combination of both reuse and recycling.

55
Another limitation in the LCAs is that different research groups base their information on
geographical data, for instance when considering the energy grid of the country where the research was
performed. In their LCA on enzymatic cotton hydrolysis Subramanian et al.266 concluded that the most
impactful part of the depolymerization of cotton were pretreatments and the melt-spinning steps, due to
their contributions to non-renewable energy use, as the electricity grids of Hong Kong and Taiwan were
used, which are mostly based on fossil fuels. In this way it is very difficult to compare different LCAs
to each other. Other limitations can be found in the processes to which the new technologies are
compared. For instance, the LCAs on the Blend Re:wind process and the infinited fiber process
compared the new technologies to both virgin cotton and viscose, despite these two processes being the
most environmentally harmful industrialized textile fabrication processes in many impact categories.267
Besides that, Maciel et al.305 mention in their review on LCAs of ILs that impact factors on
human toxicity and ecotoxicity were not included, due to scarcity of characterization factors of ILs in
these characterization factors. It was also reported by Santos et al.306 that most LCAs on industrial
processes focus on the impact categories related to GHG emissions and their effects on ecosystems,
while the effects of raw material extraction and the GHG emissions’ effect on human health is not
considered as often.
With these limitations taken into account, the LCAs can still give a general overview of the
different processes and could be useful for policymakers and buildup of databases on sustainability.

56
5 Concluding remarks and future outlook This literature thesis discussed several potential polycotton textile waste chemical recycling methods
and their environmental impacts. In order to achieve full recycling, either open- or closed-loop, the
blended materials needed to be separated. Four different categories of separation in chemical recycling
were distinguished: depolymerization of either PET or cotton while leaving the other compound intact,
dissolution of polyester in a suitable solvent, and dissolution of cellulose in a suitable solvent which
leaves PET to be extracted by filtration.
Depolymerization of cotton could be achieved through three different hydrolysis methods.
These methods include acid, alkaline, and enzymatic hydrolysis, of which enzymatic hydrolysis is
usually performed with either an acid or alkaline pretreatment to improve the results. Some of the
hydrolysis methods could only handle pure cotton waste, while others were able to hydrolyze cotton
from WBFs with conservation of PET during the process. Furthermore, it was found that the efficiency
of enzymatic hydrolysis was highly dependent on multiple factors such as pretreatment temperature,
pH, substrate loading, enzyme dosages and structural features of the substrate. Hydrothermal treatments
with dilute acid could increase the hydrolysis rate and reduce corrosiveness of the process. Some of
these processes could be used in open loop recycling while others could be used for regeneration of
fibers as well. Of those closed loop recycling methods, acid hydrolysis and hydrothermal treatment have
also been applied on the commercial scale, while alkaline hydrolysis was not due to the higher
environmental impact and corrosive nature.
Moreover, research in PET depolymerization of waste textiles has shown that PET could be
depolymerized to its monomers. Methods used in this depolymerization included alkaline treatment with
addition of a PTC, enzymatic hydrolysis, or the use of switchable hydrophilicity solvents. Especially the
last method could be interesting since it was found that this method could lead to both economic and
environmental benefits, despite the research still being in its early stages. Additionally, it was shown
that the alkaline treatment was commercialized and has similar environmental impacts to the viscose
process, despite not being optimized yet.
Finally, the direct dissolution of cellulose has shown great potential, with the adaption of the
commercial lyocell process to be used for the regeneration of polycotton waste fibers. This could be
achieved through the use of NMMO and ILs. ILs were considered as an alternative to NMMO, due to
runaway reactions of the NMMO. Despite imidazolium-based ILs showing early promise with good
dissolution potential and solvent recovery, some of the ILs used in the process posed environmental
hazards, derivatization problems, and highly viscose solutions, inhibiting their industrial potential. A
second group, superbase-based ILs, seemed to resolve most of these problems. However when looked
at the LCA, the limitations of this group became apparent, especially in the solvent recovery and high
environmental impact of precursor synthesis. A third group, guanidine-based ILs, was recently
discovered as even more environmentally benign. These ILs have also been used in a pilot plant for the
Ioncell-F process.
In the coming years more research in the life cycle and economic benefits of the guanidine-
based ILs should be performed. More generally, the implementation of LCA should be part of all
commercialized processes during pilot stages. Moreover, even though the Ioncell-F process shows the
most promise, the other methods should not be neglected in further research. A combination of reuse,
open loop and closed loop recycling should be implemented to utilize textile waste most efficiently and
the hydrolysis methods could play a large role in that.

57
6. References (1) Engelhardt, A. The Fiber Year 2020 - characterized by the coronavirus https://textile-
network.com/en/Technical-Textiles/Fasern-Garne/The-Fiber-Year-2020-characterized-by-the-
coronavirus (accessed Jul 3, 2021).
(2) Textile Exchange. Preferred Fiber & Materials Market Report 2020; 2020.
(3) Pensupa, N.; Leu, S. Y.; Hu, Y.; Du, C.; Liu, H.; Jing, H.; Wang, H.; Lin, C. S. K. Recent
Trends in Sustainable Textile Waste Recycling Methods: Current Situation and Future
Prospects. Top. Curr. Chem. 2017, 375 (5), 1–40. https://doi.org/10.1007/s41061-017-0165-0.
(4) Nordås, H. K. WTO Discussion Paper No 5. The Global Textile and Clothing Industry Post the
Agreement on Textiles and Clothing. WTO; 2004.
(5) Navone, L.; Moffitt, K.; Hansen, K. A.; Blinco, J.; Payne, A.; Speight, R. Closing the Textile
Loop: Enzymatic Fibre Separation and Recycling of Wool/Polyester Fabric Blends. Waste
Manag. 2020, 102, 149–160. https://doi.org/10.1016/j.wasman.2019.10.026.
(6) ILAB. 2019 Findings on the Worst Forms of Child Labour; 2020.
(7) Onural, L.; Atlı, İ. S.; Manager, P. Annual Public Report 2006; 2007.
(8) Payne, A. Open-and Closed-Loop Recycling of Textile and Apparel Products. In Handbook of
Life Cycle Assessment (LCA) of Textiles and Clothing; Elsevier Inc., 2015; pp 103–123.
https://doi.org/10.1016/B978-0-08-100169-1.00006-X.
(9) Ellen MacArthur Foundation. A New Textiles Economy: Redesigning Fashion’s Future; 2017.
(10) Micklin, P. The Aral Sea Disaster. Annu. Rev. Earth Planet. Sci. 2007, 35, 47–72.
https://doi.org/10.1146/annurev.earth.35.031306.140120.
(11) Rissanen, T. From 15 % to 0 : Investigating the Creation of Fashion without the Creation of
Fabric Waste. Kreat. Inst. Des. og Teknol. 2005, 1–10.
(12) Ghaly, A. E.; Ananthashankar, R.; Alhattab, M.; Ramakrishnan, V. Production,
Characterization and Treatment of Textile Effluents: A Critical Review. J. Chem. Eng. Process
Technol. 2013, 05 (01). https://doi.org/10.4172/2157-7048.1000182.
(13) Palme, A.; Peterson, A.; de la Motte, H.; Theliander, H.; Brelid, H. Development of an
Efficient Route for Combined Recycling of PET and Cotton from Mixed Fabrics. Text. Cloth.
Sustain. 2017, 3 (1). https://doi.org/10.1186/s40689-017-0026-9.
(14) Bivolino. Cotton Polyester Blend Shirts https://www.bivolino.com/en/shirt-mix-cotton-
polyester-blend (accessed Jun 29, 2021).
(15) De La Motte, H.; Palme, A. The Development of the Blend Re:Wind Process. 2017.
(16) Plan Bureau Nederland. Elements of a circular economy https://themasites.pbl.nl/o/circular-
economy/ (accessed Feb 23, 2021).
(17) van Meerbeek, K. Low-Input High-Diversity Systems. Potential for Biomass and Bioenergy
Production, KU Leuven, 2015.
(18) Kemp, R.; Van Lente, H. The Dual Challenge of Sustainability Transitions. Environ. Innov.
Soc. Transitions 2011, 1 (1), 121–124. https://doi.org/10.1016/j.eist.2011.04.001.
(19) H&M. Recycling and upcycling in the fashion industry
https://hmgroup.com/sustainability/circular-and-climate-positive/recycling/ (accessed Mar 1,
2021).
(20) Patagonia. Patagonia’s Common Threads Garment Recycling Program : A Detailed Analysis
https://www.patagonia.com/pdf/en_US/common_threads_whitepaper.pdf (accessed Feb 25,
2021).
(21) PUMA. BEYOND RECYCLING: SPORTSWEAR COLLECTION BY PUMA AND FIRST
MILE EMPOWERS COMMUNITIES IN NEED
https://about.puma.com/en/newsroom/corporate-news/2020/2020-02-21-first-mile (accessed
Mar 2, 2021).
(22) Wang, Y. Fiber and Textile Waste Utilization. Waste and Biomass Valorization 2010, 1 (1),
135–143. https://doi.org/10.1007/s12649-009-9005-y.
(23) Curran, M. A. Life Cycle Assessment Handbook: A Guide for Environmentally Sustainable
Products; Curran, M. A., Ed.; Wiley-VCH Verlag: Hoboken, 2012.
https://doi.org/10.1002/9781118528372.
(24) Morley, N.; Slater, S.; Russell, S.; Tipper, M.; Ward, G. D. Recycling of Low Grade Clothing

58
Waste; 2006.
(25) Sandin, G.; Peters, G. M. Environmental Impact of Textile Reuse and Recycling – A Review.
J. Clean. Prod. 2018, 184, 353–365. https://doi.org/10.1016/j.jclepro.2018.02.266.
(26) Levi’s. Where to recycle your clothes https://www.levi.com/US/en_US/blog/article/where-to-
recycle-your-clothes/ (accessed Mar 1, 2021).
(27) European Commission. Closing the Loop - An EU Action Plan for the Circular Economy;
2015.
(28) McDonough, W.; Braungart, M. Cradle to Cradle: Remaking the Way We Make Things; North
Point Press: New York, 2002; Vol. 24. https://doi.org/10.1177/0276146704264148.
(29) Chu, C. Y.; Wu, S. Y.; Tsai, C. Y.; Lin, C. Y. Kinetics of Cotton Cellulose Hydrolysis Using
Concentrated Acid and Fermentative Hydrogen Production from Hydrolysate. Int. J. Hydrogen
Energy 2011, 36 (14), 8743–8750. https://doi.org/10.1016/j.ijhydene.2010.07.072.
(30) Tan, H.; Yan, L.; Huang, L.; Wang, Y.; Li, H.; Chen, J. Behavior of Sisal Fiber Concrete
Cylinders ExternallyWrapped With Jute FRP. Polym. Compos. 2015, 38 (9), 1910–1917.
https://doi.org/https://doi.org/10.1002/pc.23761.
(31) de Macedo, J. R. N.; dos Santos, D. J.; dos Santos Rosa, D. Poly(Lactic Acid)–Thermoplastic
Starch–Cotton Composites: Starch-Compatibilizing Effects and Composite Biodegradability. J.
Appl. Polym. Sci. 2019, 136 (21), 1–10. https://doi.org/10.1002/app.47490.
(32) Liu, W.; Liu, S.; Liu, T.; Liu, T.; Zhang, J.; Liu, H. Eco-Friendly Post-Consumer Cotton Waste
Recycling for Regenerated Cellulose Fibers. Carbohydr. Polym. 2019, 206 (July 2018), 141–
148. https://doi.org/10.1016/j.carbpol.2018.10.046.
(33) Liu, R. G.; Shen, Y. Y.; Shao, H. L.; Wu, C. X.; Hu, X. C. An Analysis of Lyocell Fiber
Formation as a Melt-Spinning Process. Cellulose 2001, 8 (1), 13–21.
https://doi.org/10.1023/A:1016785410218.
(34) El Seoud, O. A.; Kostag, M.; Jedvert, K.; Malek, N. I. Cellulose Regeneration and Chemical
Recycling: Closing the “Cellulose Gap” Using Environmentally Benign Solvents. Macromol.
Mater. Eng. 2020, 305 (4), 1–21. https://doi.org/10.1002/mame.201900832.
(35) Maciel, M. M. Á. D.; Benini, K. C. C. de C.; Voorwald, H. J. C.; Cioffi, M. O. H. Obtainment
and Characterization of Nanocellulose from an Unwoven Industrial Textile Cotton Waste:
Effect of Acid Hydrolysis Conditions. Int. J. Biol. Macromol. 2019, 126, 496–506.
https://doi.org/10.1016/j.ijbiomac.2018.12.202.
(36) Sarno, A.; Olafsen, K.; Kubowicz, S.; Karimov, F.; Sait, S. T. L.; Sørensen, L.; Booth, A. M.
Accelerated Hydrolysis Method for Producing Partially Degraded Polyester Microplastic Fiber
Reference Materials. Environ. Sci. Technol. Lett. 2021.
https://doi.org/10.1021/acs.estlett.0c01002.
(37) Müller, R. J.; Schrader, H.; Profe, J.; Dresler, K.; Deckwer, W. D. Enzymatic Degradation of
Poly(Ethylene Terephthalate): Rapid Hydrolyse Using a Hydrolase from T. Fusca. Macromol.
Rapid Commun. 2005, 26 (17), 1400–1405. https://doi.org/10.1002/marc.200500410.
(38) Sinha, V.; Patel, M. R.; Patel, J. V. Pet Waste Management by Chemical Recycling: A Review.
J. Polym. Environ. 2010, 18 (1), 8–25. https://doi.org/10.1007/s10924-008-0106-7.
(39) Geyer, B.; Lorenz, G.; Kandelbauer, A. Recycling of Poly(Ethylene Terephthalate) – A Review
Focusing on Chemical Methods. Express Polym. Lett. 2016, 10 (7), 559–586.
https://doi.org/10.3144/expresspolymlett.2016.53.
(40) Zhou, X.; Wang, C.; Fang, C.; Yu, R.; Li, Y.; Lei, W. Structure and Thermal Properties of
Various Alcoholysis Products from Waste Poly(Ethylene Terephthalate). Waste Manag. 2019,
85, 164–174. https://doi.org/10.1016/j.wasman.2018.12.032.
(41) Viana, M. E.; Riul, A.; Carvalho, G. M.; Rubira, A. F.; Muniz, E. C. Chemical Recycling of
PET by Catalyzed Glycolysis: Kinetics of the Heterogeneous Reaction. Chem. Eng. J. 2011,
173 (1), 210–219. https://doi.org/10.1016/j.cej.2011.07.031.
(42) Achilias, D. S.; Karayannidis, G. P. The Chemical Recycling of PET in the Framework of
Sustainable Development. Water, Air, Soil Pollut. Focus 2004, 4 (4–5), 385–396.
https://doi.org/10.1023/B:WAFO.0000044812.47185.0f.
(43) Ward, G. D.; Hewitt, A. D.; Russell, S. J. Fibre Composition of Donated Post-Consumer
Clothing in TheUK. Proc. Inst. Civ. Eng. Waste Resour. Manag. 2013, 166 (1), 29–37.
https://doi.org/10.1680/warm.12.00014.

59
(44) Peters, G. M.; Sandin, G.; Spak, B. Environmental Prospects for Mixed Textile Recycling in
Sweden. ACS Sustain. Chem. Eng. 2019, 7 (13), 11682–11690.
https://doi.org/10.1021/acssuschemeng.9b01742.
(45) Sherwood, J. Closed-Loop Recycling of Polymers Using Solvents : Remaking Plastics for a
Circular Economy. Johnson Matthey Technol. Rev. 2019, 64 (1), 4–15.
https://doi.org/10.1595/205651319x15574756736831.
(46) Johnson, S.; Echeverria, D.; Venditti, R.; Jameel, H.; Yao, Y. Supply Chain of Waste Cotton
Recycling and Reuse: A Review. AATCC J. Res. 2020, 7 (Special Issue 1), 19–31.
https://doi.org/10.14504/ajr.7.S1.3.
(47) Hummel, M.; Michud, A.; Tanttu, M.; Asaadi, S.; Ma, Y.; Hauru, L. K. J.; Parviainen, A.;
King, A. W. T.; Kilpeläinen, I.; Sixta, H. Ionic Liquids for the Production of Man-Made
Cellulosic Fibers: Opportunities and Challenges. Adv. Polym. Sci. 2015, 271, 133–168.
https://doi.org/10.1007/12_2015_307.
(48) Anderson, D. B.; Kerr, T. Growth and Structure of Cotton Fiber. Ind. Eng. Chem. 1938, 30 (1),
48–54.
(49) Gordon S and Hsieh Y-L. Cotton: Science & Technology; 2007.
(50) Tezara, C.; Siregar, J. P.; Lim, H. Y.; Fauzi, F. A.; Yazdi, M. H.; Moey, L. K.; Lim, J. W.
Factors That Affect the Mechanical Properties of Kenaf Fiber Reinforced Polymer: A Review.
J. Mech. Eng. Sci. 2016, 10 (2), 2159–2175. https://doi.org/10.15282/jmes.10.2.2016.19.0203.
(51) Tayeb, A. H.; Amini, E.; Ghasemi, S.; Tajvidi, M. Cellulose Nanomaterials-Binding Properties
and Applications: A Review. Molecules 2018, 23 (10), 1–24.
https://doi.org/10.3390/molecules23102684.
(52) Quiroz-Castañeda, R. E.; Folch-Mallol, J. L. Hydrolysis of Biomass Mediated by Cellulases for
the Production of Sugars. In Sustainable Degradation of Lignocellulosic Biomass - Techniques,
Applications and Commercialization; Chandel, A. K., Silva, S. S. D., Eds.; InTech: Rijeka,
2013; pp 119–155. https://doi.org/10.5772/53719.
(53) Ruel, K.; Nishiyama, Y.; Joseleau, J. P. Crystalline and Amorphous Cellulose in the Secondary
Walls of Arabidopsis. Plant Sci. 2012, 193–194, 48–61.
https://doi.org/10.1016/j.plantsci.2012.05.008.
(54) Credou, J.; Berthelot, T. Cellulose: From Biocompatible to Bioactive Material. J. Mater. Chem.
B 2014, 2 (30), 4767–4788. https://doi.org/10.1039/c4tb00431k.
(55) Kontturi, E. J. Surface Chemistry of Cellulose: From Natural Fibres to Model Surfaces; 2005;
Vol. 233. https://doi.org/10.6100/IR583690.
(56) Klemm, D.; Heublein, B.; Fink, H. P.; Bohn, A. Cellulose: Fascinating Biopolymer and
Sustainable Raw Material. Angew. Chemie - Int. Ed. 2005, 44 (22), 3358–3393.
https://doi.org/10.1002/anie.200460587.
(57) Okano, T.; Sarko, A. Intermediates and a Possible Mercerization Mechanism. J. Appl. Polym.
Sci. 1985, 30 (1), 325–332.
(58) Li, N. N.; Fane, A. G.; Ho, W.; Matsuura, T. Advanced Membrane Technology and
Applications; Wiley: Hoboken, New Jersey, 2008.
(59) Zhang, J.; Wu, J.; Yu, J.; Zhang, X.; He, J.; Zhang, J. Application of Ionic Liquids for
Dissolving Cellulose and Fabricating Cellulose-Based Materials: State of the Art and Future
Trends. Mater. Chem. Front. 2017, 1 (7), 1273–1290. https://doi.org/10.1039/c6qm00348f.
(60) Michud, A.; Hummel, M.; Sixta, H. Influence of Molar Mass Distribution on the Final
Properties of Fibers Regenerated from Cellulose Dissolved in Ionic Liquid by Dry-Jet Wet
Spinning. Polymer (Guildf). 2015, 75, 1–9. https://doi.org/10.1016/j.polymer.2015.08.017.
(61) Sun, L.; Chen, J. Y.; Jiang, W.; Lynch, V. Crystalline Characteristics of Cellulose Fiber and
Film Regenerated from Ionic Liquid Solution. Carbohydr. Polym. 2015, 118, 150–155.
https://doi.org/10.1016/j.carbpol.2014.11.008.
(62) Sixta, H.; Michud, A.; Hauru, L.; Asaadi, S.; Ma, Y.; King, A. W. T.; Kilpeläinen, I.; Hummel,
M. Ioncell-F: A High-Strength Regenerated Cellulose Fibre. Nord. Pulp Pap. Res. J. 2015, 30
(1), 43–57. https://doi.org/10.3183/npprj-2015-30-01-p043-057.
(63) Hauru, L. K. J.; Hummel, M.; Michud, A.; Sixta, H. Dry Jet-Wet Spinning of Strong Cellulose
Filaments from Ionic Liquid Solution. Cellulose 2014, 21 (6), 4471–4481.
https://doi.org/10.1007/s10570-014-0414-0.

60
(64) DeFrates, K. G.; Moore, R.; Borgesi, J.; Lin, G.; Mulderig, T.; Beachley, V.; Hu, X. Protein-
Based Fiber Materials in Medicine: A Review. Nanomaterials 2018, 8 (7).
https://doi.org/10.3390/nano8070457.
(65) Sayyed, A. J.; Deshmukh, N. A.; Pinjari, D. V. A Critical Review of Manufacturing Processes
Used in Regenerated Cellulosic Fibres: Viscose, Cellulose Acetate, Cuprammonium,
LiCl/DMAc, Ionic Liquids, and NMMO Based Lyocell. Cellulose 2019, 26 (5), 2913–2940.
https://doi.org/10.1007/s10570-019-02318-y.
(66) Ma, Y.; Rosson, L.; Wang, X.; Byrne, N. Upcycling of Waste Textiles into Regenerated
Cellulose Fibres: Impact of Pretreatments. J. Text. Inst. 2020, 111 (5), 630–638.
https://doi.org/10.1080/00405000.2019.1656355.
(67) Wang, S.; Lu, A.; Zhang, L. Recent Advances in Regenerated Cellulose Materials. Prog.
Polym. Sci. 2016, 53, 169–206. https://doi.org/10.1016/j.progpolymsci.2015.07.003.
(68) Kihlman, M. Dissolution of Cellulose for Textile Fibre Applications; 2012.
(69) Egal, M.; Budtova, T.; Navard, P. The Dissolution of Microcrystalline Cellulose in Sodium
Hydroxide-Urea Aqueous Solutions. Cellulose 2008, 15 (1), 361–370.
https://doi.org/10.1007/s10570-007-9185-1.
(70) Dawsey, T. R.; McCormick, C. L. THE LITHIUM CHLORIDE/DIMETHYLACETAMIDE
SOLVENT FOR CELLULOSE: A LITERATURE REVIEW. J. Macromol. Sci. Part C 1990,
30 (3–4), 405–440. https://doi.org/10.1080/07366579008050914.
(71) Ramos, L. A.; Frollini, E.; Heinze, T. Carboxymethylation of Cellulose in the New Solvent
Dimethyl Sulfoxide/Tetrabutylammonium Fluoride. Carbohydr. Polym. 2005, 60 (2), 259–267.
https://doi.org/10.1016/j.carbpol.2005.01.010.
(72) Cao, J. H.; Zhao, J. R. Fenton Depolymerization of Cellulosic Biomass in Modified
Cuprammonium Solution. BioResources 2015, 10 (3), 5949–5960.
https://doi.org/10.15376/biores.10.3.5949-5960.
(73) Frey, M. W.; Li, L.; Xiao, M.; Gould, T. Dissolution of Cellulose in Ethylene Diamine/Salt
Solvent Systems. Cellulose 2006, 13 (2), 147–155. https://doi.org/10.1007/s10570-006-9062-3.
(74) Fischer, S.; Leipner, H.; Thümmler, K.; Brendler, E.; Peters, J. Inorganic Molten Salts as
Solvents for Cellulose. Cellulose 2003, 10 (3), 227–236.
https://doi.org/10.1023/A:1025128028462.
(75) Rosenau, T.; Potthast, A.; Sixta, H.; Kosma, P. The Chemistry of Side Reactions and
Byproduct Formation in the System NMMO/Cellulose (Lyocell Process). Prog. Polym. Sci.
2001, 26 (9), 1763–1837. https://doi.org/10.1016/S0079-6700(01)00023-5.
(76) Zhang, S.; Chen, C.; Duan, C.; Hu, H.; Li, H.; Li, J.; Liu, Y.; Ma, X.; Stavik, J.; Ni, Y.
Regenerated Cellulose by the Lyocell Process, a Brief Review of the Process and Properties.
BioResources 2018, 13 (2), 1–16. https://doi.org/10.15376/biores.13.2.Zhang.
(77) Fink, H. P.; Weigel, P.; Purz, H. J.; Ganster, J. Structure Formation of Regenerated Cellulose
Materials from NMMO-Solutions. Prog. Polym. Sci. 2001, 26 (9), 1473–1524.
https://doi.org/10.1016/S0079-6700(01)00025-9.
(78) Schuster, K. C.; Rohrer, C.; Eichinger, D.; Schmidtbauer, J.; Aldred, P.; Firgo, H.
Environmentally Friendly Lyocell Fibers. In Natural Fibers, Plastics and Composites;
Wallenberger, F. T., Weston, N. E., Eds.; Springer US: Boston, MA, 2004; pp 123–146.
https://doi.org/10.1007/978-1-4419-9050-1_9.
(79) Pellis, A.; Cantone, S.; Ebert, C.; Gardossi, L. Evolving Biocatalysis to Meet Bioeconomy
Challenges and Opportunities. New Biotechnology. Elsevier B.V. 2018, pp 154–169.
https://doi.org/10.1016/j.nbt.2017.07.005.
(80) Guebitz, G. M.; Cavaco-paulo, A. Enzymes Go Big : Surface Hydrolysis and Functionalisation
of Synthetic Polymers. Trends Biotechnol. 2008, 26, 270–279.
https://doi.org/10.1016/j.tibtech.2007.10.003.
(81) Béguin, P.; Aubert, J.-P. The Biological Degradation of Cellulose. FEMS Microbiol. Rev.
1994, 13 (1), 25–58. https://doi.org/10.1111/j.1574-6976.1994.tb00033.x.
(82) Liu, H.; Sun, J.; Leu, S. Y.; Chen, S. Toward a Fundamental Understanding of Cellulase-
Lignin Interactions in the Whole Slurry Enzymatic Saccharification Process. Biofuels, Bioprod.
Biorefining 2016, 10 (5), 648–663. https://doi.org/10.1002/bbb.1670.
(83) Schimper, C. B.; Ibanescu, C.; Keckeis, R.; Bechtold, T. Advantages of a Two-Step Enzymatic

61
Process for Cotton-Polyester Blends. Biotechnol. Lett. 2008, 30 (3), 455–459.
https://doi.org/10.1007/s10529-007-9569-1.
(84) Vasconcelos, A.; Cavaco-Paulo, A. Enzymatic Removal of Cellulose from Cotton/Polyester
Fabric Blends. Cellulose 2006, 13 (5), 611–618. https://doi.org/10.1007/s10570-006-9063-2.
(85) Kuo, C. H.; Lee, C. K. Enhancement of Enzymatic Saccharification of Cellulose by Cellulose
Dissolution Pretreatments. Carbohydr. Polym. 2009, 77 (1), 41–46.
https://doi.org/10.1016/j.carbpol.2008.12.003.
(86) Jeihanipour, A.; Taherzadeh, M. J. Bioresource Technology Ethanol Production from Cotton-
Based Waste Textiles. Bioresour. Technol. 2009, 100 (2), 1007–1010.
https://doi.org/10.1016/j.biortech.2008.07.020.
(87) Alvira, P.; Tomás-Pejó, E.; Ballesteros, M.; Negro, M. J. Pretreatment Technologies for an
Efficient Bioethanol Production Process Based on Enzymatic Hydrolysis: A Review.
Bioresour. Technol. 2010, 101 (13), 4851–4861.
https://doi.org/10.1016/j.biortech.2009.11.093.
(88) Jeihanipour, A.; Karimi, K.; Niklasson, C.; Taherzadeh, M. J. A Novel Process for Ethanol or
Biogas Production from Cellulose in Blended-Fibers Waste Textiles. Waste Manag. 2010, 30
(12), 2504–2509. https://doi.org/10.1016/j.wasman.2010.06.026.
(89) Stana-Kleinschek, K.; Strnad, S.; Ribitsch, V. Surface Characterization and Adsorption
Abilities of Cellulose Fibers. Polym. Eng. Sci. 1999, 39 (8), 1412–1424.
https://doi.org/10.1002/pen.11532.
(90) Qi, H.; Yang, Q.; Zhang, L. The Dissolution of Cellulose in NaOH-Based Aqueous System by
Two-Step Process. Cellulose 2011, 18, 237–245. https://doi.org/10.1007/s10570-010-9477-8.
(91) Palme, A.; Aldaeus, F.; Larsson, T.; Hasani, M.; Theliander, H.; Brelid, H. Differences in
Swelling of Chemical Pulp Fibers and Cotton Fibers-Effect of the Supramolecular Structure.
BioResources 2019, 14 (3), 5698–5715. https://doi.org/10.15376/biores.14.3.5698-5715.
(92) Mosier, N.; Wyman, C.; Dale, B.; Elander, R.; Lee, Y. Y.; Holtzapple, M.; Ladisch, M.
Features of Promising Technologies for Pretreatment of Lignocellulosic Biomass. Bioresour.
Technol. 2005, 96 (6), 673–686. https://doi.org/10.1016/j.biortech.2004.06.025.
(93) Silverstein, R. A.; Chen, Y.; Sharma-Shivappa, R. R.; Boyette, M. D.; Osborne, J. A
Comparison of Chemical Pretreatment Methods for Improving Saccharification of Cotton
Stalks. Bioresour. Technol. 2007, 98 (16), 3000–3011.
https://doi.org/10.1016/j.biortech.2006.10.022.
(94) Ioelovich, M.; Morag, E. Effect of Cellulose Structure on Enzymatic Hydrolysis. BioResources
2011, 6 (3), 2818–2835. https://doi.org/10.15376/biores.6.3.2818_2835.
(95) Gholamzad, E.; Karimi, K.; Masoomi, M. Effective Conversion of Waste Polyester – Cotton
Textile to Ethanol and Recovery of Polyester by Alkaline Pretreatment. Chem. Eng. J. 2014,
253, 40–45. https://doi.org/10.1016/j.cej.2014.04.109.
(96) Öztürk, H. B.; Abu-Rous, M.; MacNaughtan, B.; Schuster, K. C.; Mitchell, J. R.; Bechtold, T.
Changes in the Inter- and Intra- Fibrillar Structure of Lyocell (TENCEL) Fibers after KOH
Treatment. Macromol. Symp. 2010, 294 (2), 24–37. https://doi.org/10.1002/masy.200900027.
(97) Holtzapple, M. T.; Davison, R. R.; Nagwani, M. Calcium Hydroxide Pretreatment of Biomass.
5693296, 1997.
(98) Li, X.; Hu, Y.; Du, C.; Lin, C. S. K. Recovery of Glucose and Polyester from Textile Waste by
Enzymatic Hydrolysis. Waste and Biomass Valorization 2019, 10 (12), 3763–3772.
https://doi.org/10.1007/s12649-018-0483-7.
(99) Shen, F.; Xiao, W.; Lin, L.; Yang, G.; Zhang, Y.; Deng, S. Enzymatic Saccharification
Coupling with Polyester Recovery from Cotton-Based Waste Textiles by Phosphoric Acid
Pretreatment. Bioresour. Technol. 2013, 130, 248–255.
https://doi.org/10.1016/j.biortech.2012.12.025.
(100) Hu, Y.; Du, C.; Leu, S. Y.; Jing, H.; Li, X.; Lin, C. S. K. Valorisation of Textile Waste by
Fungal Solid State Fermentation: An Example of Circular Waste-Based Biorefinery. Resour.
Conserv. Recycl. 2018, 129 (September 2017), 27–35.
https://doi.org/10.1016/j.resconrec.2017.09.024.
(101) Farone, W. A.; Cuzens, J. E. Method of Strong Acid Hydrolysis. US 5726046, 1996.
(102) Zhang, J.; Zhang, B.; Zhang, J.; Lin, L.; Liu, S.; Ouyang, P. Effect of Phosphoric Acid

62
Pretreatment on Enzymatic Hydrolysis of Microcrystalline Cellulose. Biotechnol. Adv. 2010,
28 (5), 613–619. https://doi.org/10.1016/j.biotechadv.2010.05.010.
(103) Sasaki, C.; Nakagawa, T.; Asada, C.; Nakamura, Y. Microwave-Assisted Hydrolysis of Cotton
Waste to Glucose in Combination with the Concentrated Sulfuric Acid Impregnation Method.
Waste and Biomass Valorization 2020, 11 (8), 4279–4287. https://doi.org/10.1007/s12649-019-
00768-w.
(104) Roy, C.; Budtova, T.; Navard, P. Rheological Properties and Gelation of Aqueous Cellulose -
NaOH Solutions. Biomacromolecules 2003, 4 (2), 259–264.
https://doi.org/10.1021/bm020100s.
(105) Egal, M.; Budtova, T.; Navard, P. Structure of Aqueous Solutions of Microcrystalline
Cellulose/Sodium Hydroxide below 0 °C and the Limit of Cellulose Dissolution.
Biomacromolecules 2007, 8 (7), 2282–2287. https://doi.org/10.1021/bm0702399.
(106) Cai, J.; Zhang, L.; Liu, S.; Liu, Y.; Xu, X.; Chen, X.; Chu, B.; Guo, X.; Xu, J.; Cheng, H.; Han,
C. C.; Kuga, S. Dynamic Self-Assembly Induced Rapid Dissolution of Cellulose at Low
Temperatures. Macromolecules 2008, 41 (23), 9345–9351. https://doi.org/10.1021/ma801110g.
(107) Lue, A.; Zhang, L. Advances in Aqueous Cellulose Solvents. ACS Symp. Ser. 2010, 1033, 67–
89. https://doi.org/10.1021/bk-2010-1033.ch003.
(108) Cai, J.; Zhang, L. Unique Gelation Behavior of Cellulose in NaOH/Urea Aqueous Solution.
Biomacromolecules 2006, 7 (1), 183–189. https://doi.org/10.1021/bm0505585.
(109) Budtova, T.; Navard, P. Cellulose in NaOH–Water Based Solvents: A Review. Cellulose 2016,
23 (1), 5–55. https://doi.org/10.1007/s10570-015-0779-8.
(110) Sanchis-Sebastiá, M.; Ruuth, E.; Stigsson, L.; Galbe, M.; Wallberg, O. Novel Sustainable
Alternatives for the Fashion Industry: A Method of Chemically Recycling Waste Textiles via
Acid Hydrolysis. Waste Manag. 2021, 121, 248–254.
https://doi.org/10.1016/j.wasman.2020.12.024.
(111) Ouchi, A.; Toida, T.; Kumaresan, S.; Ando, W.; Kato, J. A New Methodology to Recycle
Polyester from Fabric Blends with Cellulose. Cellulose 2010, 17 (1), 215–222.
https://doi.org/10.1007/s10570-009-9358-1.
(112) Ling, C.; Shi, S.; Hou, W.; Yan, Z. Separation of Waste Polyester/Cotton Blended Fabrics by
Phosphotungstic Acid and Preparation of Terephthalic Acid. Polym. Degrad. Stab. 2019, 161,
157–165. https://doi.org/10.1016/j.polymdegradstab.2019.01.022.
(113) Qiang, D.; Zhang, M.; Li, J.; Xiu, H.; Liu, Q. Selective Hydrolysis of Cellulose for the
Preparation of Microcrystalline Cellulose by Phosphotungstic Acid. Cellulose 2016, 23 (2),
1199–1207. https://doi.org/10.1007/s10570-016-0858-5.
(114) Grunfest, I.; Turner, R. TREATMENT OF TEXTILE WASTE FORMED OF POLYESTER
AND CELLULOSIC FIBERS. US3937675A, 1974.
(115) Cowan, J. C.; Thrash, T. Method of Recovering Polyester Fibers and Cellulosic Powder from
Polyester/Cotton Textile Waste. US4345039A, 1982.
(116) Boerstoel, H.; Maatman, H.; Picken, S. J.; Remmers, R.; Westerink, J. B. Liquid Crystalline
Solutions of Cellulose Acetate in Phosphoric Acid. Polymer (Guildf). 2001, 42 (17), 7363–
7369. https://doi.org/10.1016/S0032-3861(01)00209-9.
(117) Boerstoel, H. N.; Koenders, B. M.; Westerink, J. B. CELLULOSE SOLUTIONS AND
PRODUCTS MADE THEREFROM. Us 5932158A, 1999.
(118) Sun, Y.; Lin, L.; Pang, C.; Deng, H.; Peng, H.; Li, J.; He, B.; Liu, S. Hydrolysis of Cotton
Fiber Cellulose in Formic Acid. Energy & Fuels 2007, 21, 2386–2389.
https://doi.org/10.1007/s11461-008-0072-1.
(119) Nikolić, S.; Lazić, V.; Veljović, Đ.; Mojović, L. Production of Bioethanol from Pre-Treated
Cotton Fabrics and Waste Cotton Materials. Carbohydr. Polym. 2017, 164, 136–144.
https://doi.org/10.1016/j.carbpol.2017.01.090.
(120) Hamawand, I.; Sandell, G.; Pittaway, P.; Chakrabarty, S.; Yusaf, T.; Chen, G.; Seneweera, S.;
Al-Lwayzy, S.; Bennett, J.; Hopf, J. Bioenergy from Cotton Industry Wastes: A Review and
Potential. Renew. Sustain. Energy Rev. 2016, 66, 435–448.
https://doi.org/10.1016/j.rser.2016.08.033.
(121) Hou, W.; Ling, C.; Shi, S.; Yan, Z.; Zhang, M.; Zhang, B.; Dai, J. Separation and
Characterization of Waste Cotton/Polyester Blend Fabric with Hydrothermal Method. Fibers

63
Polym. 2018, 19 (4), 742–750. https://doi.org/10.1007/s12221-018-7735-9.
(122) Sankauskaitė, A.; Stygienė, L.; Tumėnienė, M. D.; Krauledas, S.; Jovaisienė, L.; Puodziunenė,
R. Investigation of Cotton Component Destruction in Cotton/Polyester Blended Textile Waste
Materials. Mater. Sci. 2014, 20 (2), 189–192. https://doi.org/10.5755/j01.ms.20.2.3115.
(123) Kuo, C. H.; Lee, C. K. Enhanced Enzymatic Hydrolysis of Sugarcane Bagasse by N-
Methylmorpholine-N-Oxide Pretreatment. Bioresour. Technol. 2009, 100 (2), 866–871.
https://doi.org/10.1016/j.biortech.2008.07.001.
(124) Jeihanipour, A.; Karimi, K.; Taherzadeh, M. J. Enhancement of Ethanol and Biogas Production
from High-Crystalline Cellulose by Different Modes of NMO Pretreatment. Biotechnol.
Bioeng. 2010, 105 (3), 469–476. https://doi.org/10.1002/bit.22558.
(125) Shafiei, M.; Karimi, K.; Taherzadeh, M. J. Pretreatment of Spruce and Oak by N-
Methylmorpholine-N-Oxide (NMMO) for Efficient Conversion of Their Cellulose to Ethanol.
Bioresour. Technol. 2010, 101 (13), 4914–4918.
https://doi.org/10.1016/j.biortech.2009.08.100.
(126) Zhao, H.; Kwak, J. H.; Wang, Y.; Franz, J. A.; White, J. M.; Holladay, J. E. Interactions
between Cellulose and N-Methylmorpholine-N-Oxide. Carbohydr. Polym. 2007, 67 (1), 97–
103. https://doi.org/10.1016/j.carbpol.2006.04.019.
(127) Hauru, L. K. J.; Hummel, M.; Nieminen, K.; Michud, A.; Sixta, H. Cellulose Regeneration and
Spinnability from Ionic Liquids. Soft Matter 2016, 12 (5), 1487–1495.
https://doi.org/10.1039/c5sm02618k.
(128) Michud, A.; Tanttu, M.; Asaadi, S.; Ma, Y.; Netti, E.; Kääriainen, P.; Persson, A.; Berntsson,
A.; Hummel, M.; Sixta, H. Ioncell-F: Ionic Liquid-Based Cellulosic Textile Fibers as an
Alternative to Viscose and Lyocell. Text. Res. J. 2016, 86 (5), 543–552.
https://doi.org/10.1177/0040517515591774.
(129) Swatloski, R. P.; Spear, S. K.; Holbrey, J. D.; Rogers, R. D. Dissolution of Cellose with Ionic
Liquids. J. Am. Chem. Soc. 2002, 124 (18), 4974–4975. https://doi.org/10.1021/ja025790m.
(130) Kosan, B.; Michels, C.; Meister, F. Dissolution and Forming of Cellulose with Ionic Liquids.
Cellulose 2008, 15 (1), 59–66. https://doi.org/10.1007/s10570-007-9160-x.
(131) Feng, L.; Chen, Z. lan. Research Progress on Dissolution and Functional Modification of
Cellulose in Ionic Liquids. J. Mol. Liq. 2008, 142 (1–3), 1–5.
https://doi.org/10.1016/j.molliq.2008.06.007.
(132) Cao, Y.; Wu, J.; Zhang, J.; Li, H.; Zhang, Y.; He, J. Room Temperature Ionic Liquids (RTILs):
A New and Versatile Platform for Cellulose Processing and Derivatization. Chem. Eng. J.
2009, 147 (1), 13–21. https://doi.org/10.1016/j.cej.2008.11.011.
(133) Welton, T. Room-Temperature Ionic Liquids. Solvents for Synthesis and Catalysis. Chem. Rev.
1999, 99 (5), 2071–2083. https://doi.org/10.1021/cr1003248.
(134) Pinkert, A.; Marsh, K. N.; Pang, S.; Staiger, M. P. Ionic Liquids and Their Interaction with
Cellulose. Chem. Rev. 2009, 109 (12), 6712–6728. https://doi.org/10.1021/cr9001947.
(135) Mäki-Arvela, P.; Anugwom, I.; Virtanen, P.; Sjöholm, R.; Mikkola, J. P. Dissolution of
Lignocellulosic Materials and Its Constituents Using Ionic Liquids-A Review. Ind. Crops
Prod. 2010, 32 (3), 175–201. https://doi.org/10.1016/j.indcrop.2010.04.005.
(136) Graenacher, C. Cellulose Solution. US1943176A. US1943176A, 1934.
(137) Zhu, S.; Wu, Y.; Chen, Q.; Yu, Z.; Wang, C.; Jin, S.; Ding, Y.; Wu, G. Dissolution of
Cellulose with Ionic Liquids and Its Application: A Mini-Review. Green Chem. 2006, 8 (4),
325–327. https://doi.org/10.1039/b601395c.
(138) Barthel, S.; Heinze, T. Acylation and Carbanilation of Cellulose in Ionic Liquids. Green Chem.
2006, 8 (3), 301–306. https://doi.org/10.1039/b513157j.
(139) Laus, G.; Bentivoglio, G.; Schottenberger, H.; Kahlenberg, V.; Kopacka, H.; Roeder, T.; Sixta,
H. Ionic Liquids: Current Developments, Potential and Drawbacks for Industrial Applications.
Lenzinger Berichte 2005, No. January, 71–85.
(140) Sashina, E. S.; Kashirskii, D. A. Pyridinium-Based Ionic Liquids — Application for Cellulose
Processing. In Ionic Liquids - Current State of the Art; InTech, 2015; pp 389–417.
https://doi.org/10.5772/59286.
(141) Kostag, M.; Jedvert, K.; Achtel, C.; Heinze, T.; El Seoud, O. A. Recent Advances in Solvents
for the Dissolution, Shaping and Derivatization of Cellulose: Quaternary Ammonium

64
Electrolytes and Their Solutions in Water and Molecular Solvents. Molecules 2018, 23 (3).
https://doi.org/10.3390/molecules23030511.
(142) Gericke, M.; Fardim, P.; Heinze, T. Ionic Liquids - Promising but Challenging Solvents for
Homogeneous Derivatization of Cellulose. Molecules 2012, 17 (6), 7458–7502.
https://doi.org/10.3390/molecules17067458.
(143) Van Osch, D. J. G. P.; Kollau, L. J. B. M.; Van Den Bruinhorst, A.; Asikainen, S.; Rocha, M.
A. A.; Kroon, M. C. Ionic Liquids and Deep Eutectic Solvents for Lignocellulosic Biomass
Fractionation. Phys. Chem. Chem. Phys. 2017, 19 (4), 2636–2665.
https://doi.org/10.1039/c6cp07499e.
(144) Dissanayake, N.; Thalangamaarachchige, V. D.; Troxell, S.; Quitevis, E. L.; Abidi, N.
Substituent Effects on Cellulose Dissolution in Imidazolium-Based Ionic Liquids. Cellulose
2018, 25 (12), 6887–6900. https://doi.org/10.1007/s10570-018-2055-1.
(145) Kostag, M.; Gericke, M.; Heinze, T.; El Seoud, O. A. Twenty-Five Years of Cellulose
Chemistry: Innovations in the Dissolution of the Biopolymer and Its Transformation into Esters
and Ethers. Cellulose 2019, 26 (1), 139–184. https://doi.org/10.1007/s10570-018-2198-0.
(146) Forsyth, S. A.; Pringle, J. M.; MacFarlane, D. R. Ionic Liquids-an Overview. Aust. J. Chem.
2004, 57 (2), 113–119. https://doi.org/doi:10.1071/ch03231.
(147) Medronho, B.; Lindman, B. Brief Overview on Cellulose Dissolution/Regeneration
Interactions and Mechanisms. Adv. Colloid Interface Sci. 2015, 222, 502–508.
https://doi.org/10.1016/j.cis.2014.05.004.
(148) Lindman, B.; Medronho, B.; Alves, L.; Costa, C.; Edlund, H.; Norgren, M. The Relevance of
Structural Features of Cellulose and Its Interactions to Dissolution, Regeneration, Gelation and
Plasticization Phenomena. Phys. Chem. Chem. Phys. 2017, 19 (35), 23704–23718.
https://doi.org/10.1039/c7cp02409f.
(149) Kondo, T. Nematic Ordered Cellulose: Its Structure and Properties. In Cellulose: Molecular
and Structural Biology: Selected Articles on the Synthesis, Structure, and Applications of
Cellulose; Brown, R. M., Saxena, I. M., Eds.; Springer Netherlands: Dordrecht, The
Netherlands, 2007; pp 285–305. https://doi.org/10.1007/978-1-4020-5380-1.
(150) Heinze, T.; El Seoud, O. A.; Koschella, A. Structure and Properties of Cellulose and Its
Derivatives. In Cellulose Derivatives; Springer: Cham, Switzerland, 2018; pp 173–257.
(151) Gupta, K. M.; Jiang, J. Cellulose Dissolution and Regeneration in Ionic Liquids: A
Computational Perspective. Chem. Eng. Sci. 2015, 121, 180–189.
https://doi.org/10.1016/j.ces.2014.07.025.
(152) Yuan, X.; Cheng, G. From Cellulose Fibrils to Single Chains: Understanding Cellulose
Dissolution in Ionic Liquids. Phys. Chem. Chem. Phys. 2015, 17 (47), 31592–31607.
https://doi.org/10.1039/c5cp05744b.
(153) Li, Y.; Wang, J.; Liu, X.; Zhang, S. Towards a Molecular Understanding of Cellulose
Dissolution in Ionic Liquids: Anion/Cation Effect, Synergistic Mechanism and
Physicochemical Aspects. Chem. Sci. 2018, 9 (17), 4027–4043.
https://doi.org/10.1039/c7sc05392d.
(154) Ohno, H.; Fukaya, Y. Task Specific Ionic Liquids for Cellulose Technology. Chem. Lett. 2009,
38 (1), 2–7. https://doi.org/10.1246/cl.2009.2.
(155) Remsing, R. C.; Swatloski, R. P.; Rogers, R. D.; Moyna, G. Mechanism of Cellulose
Dissolution in the Ionic Liquid 1-n-Butyl-3-Methylimidazolium Chloride: A 13C and 35/37Cl
NMR Relaxation Study on Model Systems. Chem. Commun. 2006, No. 12, 1271.
https://doi.org/10.1039/b600586c.
(156) Zhang, J.; Zhang, H.; Wu, J.; Zhang, J.; He, J.; Xiang, J. NMR Spectroscopic Studies of
Cellobiose Solvation in EmimAc Aimed to Understand the Dissolution Mechanism of
Cellulose in Ionic Liquids. Phys. Chem. Chem. Phys. 2010, 12 (8), 1648.
https://doi.org/10.1039/c001176m.
(157) Lu, B.; Xu, A.; Wang, J. Cation Does Matter: How Cationic Structure Affects the Dissolution
of Cellulose in Ionic Liquids. Green Chem. 2014, 16 (3), 1326–1335.
https://doi.org/10.1039/c3gc41733f.
(158) Wang, H.; Gurau, G.; Rogers, R. D. Ionic Liquid Processing of Cellulose. Chem. Soc. Rev.
2012, 41 (4), 1519–1537. https://doi.org/10.1039/c2cs15311d.

65
(159) Wahlström, R. M.; Suurnäkki, A. Enzymatic Hydrolysis of Lignocellulosic Polysaccharides in
the Presence of Ionic Liquids. Green Chem. 2015, 17 (2), 694–714.
https://doi.org/10.1039/c4gc01649a.
(160) Gericke, M.; Liebert, T.; Seoud, O. A. E.; Heinze, T. Tailored Media for Homogeneous
Cellulose Chemistry: Ionic Liquid/Co-Solvent Mixtures. Macromol. Mater. Eng. 2011, 296 (6),
483–493. https://doi.org/10.1002/mame.201000330.
(161) Rinaldi, R. Instantaneous Dissolution of Cellulose in Organic Electrolyte Solutions. Chem.
Commun. 2011, 47 (1), 511–513. https://doi.org/10.1039/c0cc02421j.
(162) Lin, L.; Yamaguchi, H.; Suzuki, A. Dissolution of Cellulose in the Mixed Solvent of
[Bmim]Cl-DMAc and Its Application. RSC Adv. 2013, 3 (34), 14379–14384.
https://doi.org/10.1039/c3ra41299g.
(163) Andanson, J. M.; Bordes, E.; Devémy, J.; Leroux, F.; Pádua, A. A. H.; Gomes, M. F. C.
Understanding the Role of Co-Solvents in the Dissolution of Cellulose in Ionic Liquids. Green
Chem. 2014, 16 (5), 2528–2538. https://doi.org/10.1039/c3gc42244e.
(164) Velioglu, S.; Yao, X.; Devémy, J.; Ahunbay, M. G.; Tantekin-Ersolmaz, S. B.; Dequidt, A.;
Costa Gomes, M. F.; Pádua, A. A. H. Solvation of a Cellulose Microfibril in Imidazolium
Acetate Ionic Liquids: Effect of a Cosolvent. J. Phys. Chem. B 2014, 118 (51), 14860–14869.
https://doi.org/10.1021/jp508113a.
(165) Andanson, J. M.; Pádua, A. A. H.; Costa Gomes, M. F. Thermodynamics of Cellulose
Dissolution in an Imidazolium Acetate Ionic Liquid. Chem. Commun. 2015, 51 (21), 4485–
4487. https://doi.org/10.1039/c4cc10249e.
(166) Xu, A.; Cao, L.; Wang, B. Facile Cellulose Dissolution without Heating in
[C4mim][CH3COO]/DMF Solvent. Carbohydr. Polym. 2015, 125, 249–254.
https://doi.org/10.1016/j.carbpol.2015.02.045.
(167) Zhu, C.; Koutsomitopoulou, A. F.; Eichhorn, S. J.; van Duijneveldt, J. S.; Richardson, R. M.;
Nigmatullin, R.; Potter, K. D. High Stiffness Cellulose Fibers from Low Molecular Weight
Microcrystalline Cellulose Solutions Using DMSO as Co-Solvent with Ionic Liquid.
Macromol. Mater. Eng. 2018, 303 (5), 29–34. https://doi.org/10.1002/mame.201800029.
(168) Phadagi, R.; Singh, S.; Hashemi, H.; Kaya, S.; Venkatesu, P.; Ramjugernath, D.; Ebenso, E. E.;
Bahadur, I. Understanding the Role of Dimethylformamide as Co-Solvents in the Dissolution
of Cellulose in Ionic Liquids: Experimental and Theoretical Approach. J. Mol. Liq. 2021, 328,
115392. https://doi.org/10.1016/j.molliq.2021.115392.
(169) Ha, S. H.; Mai, N. L.; An, G.; Koo, Y. M. Microwave-Assisted Pretreatment of Cellulose in
Ionic Liquid for Accelerated Enzymatic Hydrolysis. Bioresour. Technol. 2011, 102 (2), 1214–
1219. https://doi.org/10.1016/j.biortech.2010.07.108.
(170) Lan, W.; Liu, C. F.; Yue, F. X.; Sun, R. C.; Kennedy, J. F. Ultrasound-Assisted Dissolution of
Cellulose in Ionic Liquid. Carbohydr. Polym. 2011, 86 (2), 672–677.
https://doi.org/10.1016/j.carbpol.2011.05.013.
(171) Xu, A.; Wang, J.; Wang, H. Effects of Anionic Structure and Lithium Salts Addition on the
Dissolution of Cellulose in 1-Butyl-3-Methylimidazolium-Based Ionic Liquid Solvent Systems.
Green Chem. 2010, 12 (2), 268–27. https://doi.org/10.1039/b916882f.
(172) Agarwal, S.; Hossain, A.; Choi, Y. S.; Cheong, M.; Jang, H. G.; Lee, J. S. Imidazolium
Chloride-Licl Melts as Efficient Solvents for Cellulose. Bull. Korean Chem. Soc. 2013, 34 (12),
3771–3776. https://doi.org/10.5012/bkcs.2013.34.12.3771.
(173) Pang, Z.; Dong, C.; Pan, X. Enhanced Deconstruction and Dissolution of Lignocellulosic
Biomass in Ionic Liquid at High Water Content by Lithium Chloride. Cellulose 2016, 23 (1),
323–338. https://doi.org/10.1007/s10570-015-0832-7.
(174) Jedvert, K.; Heinze, T. Cellulose Modification and Shaping - A Review. J. Polym. Eng. 2017,
37 (9), 845–860. https://doi.org/10.1515/polyeng-2016-0272.
(175) Li, X.; Li, N.; Xu, J.; Duan, X.; Sun, Y.; Zhao, Q. Cellulose Fibers from Cellulose/1-Ethyl-3-
Methylimidazolium Acetate Solution by Wet Spinning with Increasing Spinning Speeds. J.
Appl. Polym. Sci. 2014, 131 (9), 1–9. https://doi.org/10.1002/app.40225.
(176) Sun, H.; Miao, J.; Yu, Y.; Zhang, L. Dissolution of Cellulose with a Novel Solvent and
Formation of Regenerated Cellulose Fiber. Appl. Phys. A Mater. Sci. Process. 2015, 119 (2),
539–546. https://doi.org/10.1007/s00339-015-8986-6.

66
(177) Ingildeev, D.; Effenberger, F.; Bredereck, K.; Hermanutz, F. Comparison of Direct Solvents for
Regenerated Cellulosic Fibers via the Lyocell Process and by Means of Ionic Liquids. J. Appl.
Polym. Sci. 2013, 128 (6), 4141–4150. https://doi.org/10.1002/app.38470.
(178) Chen, J.; Xu, J.; Wang, K.; Cao, X.; Sun, R. Cellulose Acetate Fibers Prepared from Different
Raw Materials with Rapid Synthesis Method. Carbohydr. Polym. 2016, 137, 685–692.
https://doi.org/10.1016/j.carbpol.2015.11.034.
(179) Kim, S. jin; Jang, J. Effect of Degree of Polymerization on the Mechanical Properties of
Regenerated Cellulose Fibers Using Synthesized 1-Allyl-3-Methylimidazolium Chloride.
Fibers Polym. 2013, 14 (6), 909–914. https://doi.org/10.1007/s12221-013-0909-6.
(180) Olsson, C.; Hedlund, A.; Idström, A.; Westman, G. Effect of Methylimidazole on
Cellulose/Ionic Liquid Solutions and Regenerated Material Therefrom. J. Mater. Sci. 2014, 49
(9), 3423–3433. https://doi.org/10.1007/s10853-014-8052-3.
(181) Hermanutz, F.; Gähr, F.; Uerdingen, E.; Meister, F.; Kosan, B. New Developments in
Dissolving and Processing of Cellulose in Ionic Liquids. Macromol. Symp. 2008, 262 (1), 23–
27. https://doi.org/10.1002/masy.200850203.
(182) Jiang, G.; Yuan, Y.; Wang, B.; Yin, X.; Mukuze, K. S.; Huang, W.; Zhang, Y.; Wang, H.
Analysis of Regenerated Cellulose Fibers with Ionic Liquids as a Solvent as Spinning Speed Is
Increased. Cellulose 2012, 19 (4), 1075–1083. https://doi.org/10.1007/s10570-012-9716-2.
(183) De Silva, R.; Wang, X.; Byrne, N. Recycling Textiles: The Use of Ionic Liquids in the
Separation of Cotton Polyester Blends. RSC Adv. 2014, 4 (55), 29094–29098.
https://doi.org/10.1039/c4ra04306e.
(184) D’Andola, G.; Szarvas, L.; Massonne, K.; Stegmann, V. Ionic Liquid for Solubilizing
Polymers. WO2008043837, 2008.
(185) King, A. W. T.; Asikkala, J.; Mutikainen, I.; Järvi, P.; Kilpeläinen, I. Distillable Acid-Base
Conjugate Ionic Liquids for Cellulose Dissolution and Processing. Angew. Chemie - Int. Ed.
2011, 50 (28), 6301–6305. https://doi.org/10.1002/anie.201100274.
(186) Hauru, L. K. J.; Hummel, M.; King, A. W. T.; Kilpeläinen, I.; Sixta, H. Role of Solvent
Parameters in the Regeneration of Cellulose from Ionic Liquid Solutions. Biomacromolecules
2012, 13 (9), 2896–2905. https://doi.org/10.1021/bm300912y.
(187) Parviainen, A.; King, A. W. T.; Mutikainen, I.; Hummel, M.; Selg, C.; Hauru, L. K. J.; Sixta,
H.; Kilpeläinen, I. Predicting Cellulose Solvating Capabilities of Acid-Base Conjugate Ionic
Liquids. ChemSusChem 2013, 6 (11), 2161–2169. https://doi.org/10.1002/cssc.201300143.
(188) Ma, Y.; Hummel, M.; Määttänen, M.; Särkilahti, A.; Harlin, A.; Sixta, H. Upcycling of Waste
Paper and Cardboard to Textiles. Green Chem. 2016, 18 (3), 858–866.
https://doi.org/10.1039/c5gc01679g.
(189) Zhang, Q.; Oztekin, N. S.; Barrault, J.; De Oliveira Vigier, K.; Jérôme, F. Activation of
Microcrystalline Cellulose in a CO2-Based Switchable System. ChemSusChem 2013, 6 (4),
593–596. https://doi.org/10.1002/cssc.201200815.
(190) Ahmad, W.; Ostonen, A.; Jakobsson, K.; Uusi-Kyyny, P.; Alopaeus, V.; Hyväkkö, U.; King, A.
W. T. Feasibility of Thermal Separation in Recycling of the Distillable Ionic Liquid
[DBNH][OAc] in Cellulose Fiber Production. Chem. Eng. Res. Des. 2016, 114, 287–298.
https://doi.org/10.1016/j.cherd.2016.08.032.
(191) Aalto University. Ioncell Research https://ioncell.fi/research/ (accessed Feb 26, 2021).
(192) Asaadi, S.; Hummel, M.; Hellsten, S.; Härkäsalmi, T.; Ma, Y.; Michud, A.; Sixta, H.
Renewable High-Performance Fibers from the Chemical Recycling of Cotton Waste Utilizing
an Ionic Liquid. ChemSusChem 2016, 9 (22), 3250–3258.
https://doi.org/10.1002/cssc.201600680.
(193) Ma, Y.; Zeng, B.; Wang, X.; Byrne, N. Circular Textiles: Closed Loop Fiber to Fiber Wet Spun
Process for Recycling Cotton from Denim. ACS Sustain. Chem. Eng. 2019, 7 (14), 11937–
11943. https://doi.org/10.1021/acssuschemeng.8b06166.
(194) Haslinger, S.; Hummel, M.; Anghelescu-Hakala, A.; Määttänen, M.; Sixta, H. Upcycling of
Cotton Polyester Blended Textile Waste to New Man-Made Cellulose Fibers. Waste Manag.
2019, 97, 88–96. https://doi.org/10.1016/j.wasman.2019.07.040.
(195) Parviainen, A.; Wahlström, R.; Liimatainen, U.; Liitiä, T.; Rovio, S.; Helminen, J. K. J.;
Hyväkkö, U.; King, A. W. T.; Suurnäkki, A.; Kilpeläinen, I. Sustainability of Cellulose

67
Dissolution and Regeneration in 1,5-Diazabicyclo[4.3.0]Non-5-Enium Acetate: A Batch
Simulation of the IONCELL-F Process. RSC Adv. 2015, 5 (85), 69728–69737.
https://doi.org/10.1039/c5ra12386k.
(196) Stepan, A. M.; Michud, A.; Hellstén, S.; Hummel, M.; Sixta, H. IONCELL-P&F: Pulp
Fractionation and Fiber Spinning with Ionic Liquids. Ind. Eng. Chem. Res. 2016, 55 (29),
8225–8233. https://doi.org/10.1021/acs.iecr.6b00071.
(197) Vigneswaran, C.; Ananthasubramanian, M.; Kandhavadivu, P. Bioprocessing of Synthetic
Fibres. In Bioprocessing of Textiles; Vigneswaran, C., Ananthasubramanian, M.
Kandhavadivu, P., Eds.; Woodhead Publishing India, 2014; pp 189–250.
https://doi.org/10.1016/b978-93-80308-42-5.50004-4.
(198) Grishanov, S. Structure and Properties of Textile Materials; Woodhead Publishing Limited,
2011. https://doi.org/10.1533/9780857093974.1.28.
(199) Park, S. H.; Kim, S. H. Poly (Ethylene Terephthalate) Recycling for High Value Added
Textiles. Fash. Text. 2014, 1 (1), 1–17. https://doi.org/10.1186/s40691-014-0001-x.
(200) Rieckmann, T.; Völker, S. Polymerization and Polycondensation Processes; 2003; Vol. 34.
(201) Asmatulu, R.; Khan, W. S. Introduction to Electrospun Nanofibers. Synth. Appl. Electrospun
Nanofibers 2019, 1–15. https://doi.org/10.1016/b978-0-12-813914-1.00001-8.
(202) Hufenus, R.; Yan, Y.; Dauner, M.; Kikutani, T. Melt-Spun Fibers for Textile Applications.
Materials (Basel). 2020, 13 (19), 1–32. https://doi.org/10.3390/ma13194298.
(203) Nishio, Y.; Teramoto, Y.; Kusumi, R.; Sugimura, K.; Aranishi, Y. Blends and Graft
Copolymers of Cellulosics. 2017, 109–125. https://doi.org/10.1007/978-3-319-55321-4.
(204) Wang, Y.; Gao, J.; Ma, Y.; Agarwal, U. S. Study on Mechanical Properties, Thermal Stability
and Crystallization Behavior of PET/MMT Nanocomposites. Compos. Part B Eng. 2006, 37
(6), 399–407. https://doi.org/10.1016/j.compositesb.2006.02.014.
(205) GreenBlue. Chemical Recycling. Making Fiber-to-Fiber Recycling a Reality for Polyester
Textiles; 2017.
(206) Petrucci, R.; Nisini, E.; Puglia, D.; Sarasini, F.; Rallini, M.; Santulli, C.; Minak, G.; Kenny, J.
M. Tensile and Fatigue Characterisation of Textile Cotton Waste/Polypropylene Laminates.
Compos. Part B Eng. 2015, 81, 84–90. https://doi.org/10.1016/j.compositesb.2015.07.005.
(207) Kosmidis, V. A.; Achilias, D. S.; Karayannidis, G. P. Poly(Ethylene Terephthalate) Recycling
and Recovery of Pure Terephthalic Acid. Kinetics of a Phase Transfer Catalyzed Alkaline
Hydrolysis. Macromol. Mater. Eng. 2001, 286 (10), 640–647. https://doi.org/10.1002/1439-
2054(20011001)286:10<640::AID-MAME640>3.0.CO;2-1.
(208) Carta, D.; Cao, G.; D’Angeli, C. Chemical Recycling of Poly(Ethylene Terephthalate) (PET)
by Hydrolysis and Glycolysis. Environ. Sci. Pollut. Res. 2003, 10 (6), 390–394.
https://doi.org/10.1065/espr2001.12.104.8.
(209) Kurokawa, H.; Ohshima, M. A.; Sugiyama, K.; Miura, H. Methanolysis of Polyethylene
Terephthalate (PET) in the Presence of Aluminium Tiisopropoxide Catalyst to Form Dimethyl
Terephthalate and Ethylene Glycol. Polym. Degrad. Stab. 2003, 79 (3), 529–533.
https://doi.org/10.1016/S0141-3910(02)00370-1.
(210) Chen, J.; Chen, L. The Glycolysis of Poly ( Ethylene Terephthalate ). 1999, 73 (October 1998),
35–40.
(211) Paszun, D.; Spychaj, T. Chemical Recycling of Poly(Ethylene Terephthalate). Ind. Eng. Chem.
Res. 1997, 36 (4), 1373–1383. https://doi.org/10.1021/ie960563c.
(212) Raheem, A. B.; Noor, Z. Z.; Hassan, A.; Abd Hamid, M. K.; Samsudin, S. A.; Sabeen, A. H.
Current Developments in Chemical Recycling of Post-Consumer Polyethylene Terephthalate
Wastes for New Materials Production: A Review. J. Clean. Prod. 2019, 225, 1052–1064.
https://doi.org/10.1016/j.jclepro.2019.04.019.
(213) Oakley, E. O.; Gorman, F. J.; Mason, J. D. Process for Recycling Polyester/Cotton Blends.
US5236959, 1993.
(214) Negulescu, I. I.; Kwon, H.; Collier, J. R.; Pendse, A. Recycling Cotton from Cotton/Polyester
Fabrics. Text. Chem. Color. 1998, 30 (6), 31–35.
(215) Palme, A. Recycling of Cotton Textiles : Characterization, Pretreatment, and Purification,
Chalmers University of Engineering, 2017.
(216) Naik, S. D.; Doraiswamy, L. K. Phase Transfer Catalysis: Chemistry and Engineering. AIChE

68
J. 1998, 44 (3), 612–646. https://doi.org/10.1002/aic.690440312.
(217) Launay, A.; Thominette, F.; Verdu, J. Hydrolysis of Poly(Ethylene Terephthalate): A Kinetic
Study. Polym. Degrad. Stab. 1994, 46 (3), 319–324. https://doi.org/10.1016/0141-
3910(94)90148-1.
(218) Quartinello, F.; Vajnhandl, S.; Volmajer Valh, J.; Farmer, T. J.; Vončina, B.; Lobnik, A.;
Herrero Acero, E.; Pellis, A.; Guebitz, G. M. Synergistic Chemo-Enzymatic Hydrolysis of
Poly(Ethylene Terephthalate) from Textile Waste. Microb. Biotechnol. 2017, 10 (6), 1376–
1383. https://doi.org/10.1111/1751-7915.12734.
(219) Barth, M.; Honak, A.; Oeser, T.; Wei, R.; Belisário-Ferrari, M. R.; Then, J.; Schmidt, J.;
Zimmermann, W. A Dual Enzyme System Composed of a Polyester Hydrolase and a
Carboxylesterase Enhances the Biocatalytic Degradation of Polyethylene Terephthalate Films.
Biotechnol. J. 2016, 11 (8), 1082–1087. https://doi.org/10.1002/biot.201600008.
(220) Wei, R.; Oeser, T.; Schmidt, J.; Meier, R.; Barth, M.; Then, J.; Zimmermann, W. Engineered
Bacterial Polyester Hydrolases Efficiently Degrade Polyethylene Terephthalate Due to
Relieved Product Inhibition. Biotechnol. Bioeng. 2016, 113 (8), 1658–1665.
https://doi.org/10.1002/bit.25941.
(221) Mueller, R. J. Biological Degradation of Synthetic Polyesters-Enzymes as Potential Catalysts
for Polyester Recycling. Process Biochem. 2006, 41 (10), 2124–2128.
https://doi.org/10.1016/j.procbio.2006.05.018.
(222) Nimchua, T.; Punnapayak, H.; Zimmermann, W. Comparison of the Hydrolysis of
Polyethylene Terephthalate Fibers by a Hydrolase from Fusarium Oxysporum LCH I and
Fusarium Solani f. Sp. Pisi. Biotechnol. J. 2007, 2 (3), 361–364.
https://doi.org/10.1002/biot.200600095.
(223) Ronkvist, Å. M.; Xie, W.; Lu, W.; Gross, R. A. Cutinase-Catalyzed Hydrolysis of
Poly(Ethylene Terephthalate). Macromolecules 2009, 42 (14), 5128–5138.
https://doi.org/10.1021/ma9005318.
(224) Yousef, S.; Tatariants, M.; Tichonovas, M.; Kliucininkas, L.; Lukošiūtė, S. I.; Yan, L.
Sustainable Green Technology for Recovery of Cotton Fibers and Polyester from Textile
Waste. J. Clean. Prod. 2020, 254. https://doi.org/10.1016/j.jclepro.2020.120078.
(225) Yousef, S.; Mumladze, T.; Tatariants, M.; Kriūkienė, R.; Makarevicius, V.; Bendikiene, R.;
Denafas, G. Cleaner and Profitable Industrial Technology for Full Recovery of Metallic and
Non-Metallic Fraction of Waste Pharmaceutical Blisters Using Switchable Hydrophilicity
Solvents. J. Clean. Prod. 2018, 197, 379–392. https://doi.org/10.1016/j.jclepro.2018.06.154.
(226) Youhanan, L. Environmental Assessment of Textile Material Recovery Techniques; 2013.
(227) Lindström, M.; Henrikkson, G. Regeneration of Cellulose. WO2013124265A1, 2013.
(228) Holding, A. What Is ‘Circulose’ … And Is it Sustainable?
http://thecircularlaboratory.com/how-sustainable-is-hms-circulose-fabric (accessed Apr 7,
2021).
(229) Asikainen, S.; Määttänen, M.; Harlin, A.; Valta, K.; Sivonen, E. Method of Producing
Dissolving Pulp and Use of Method. WO 2014/041251 Al, 2014.
(230) Heikkilä, P.; Fontell, P.; Kamppuri, T.; Mensonen, A.; Määttänen, M.; Pitkänen, M.;
Raudaskoski, A.; Vehmas, K.; Vehviläinen, M.; Harlin, A. The Relooping Fashion Initiative;
2018.
(231) Constantinou, G.; Holmgaard, I. Research and Identification of Textile Plants in the Nordic
Countries & Europe - Focusing on Textile - to - Textile Recycling for the Fashion & Textile
Industry; 2020.
(232) Harlin, A. Cellulose Carbamate: Production and Applications Contents; 2019.
https://doi.org/10.32040/2019.978-951-38-8707-0.
(233) Speight, R.; O’Hara, I.; Zhanying Zhang, J.; Moller, D.; Jones, A.; Ross, G. A SYSTEM AND
PROCESS FOR THE SEPARATION AND RECYCLING OF BLENDED POLYESTER
AND COTTON TEXTILES FOR RE-USE. WO2020252523, 2020.
(234) Smee, B. “Holy grail”: how textile recycling can help slash emissions, pollution and landfill
https://www.theguardian.com/fashion/2019/mar/17/holy-grail-how-textile-recycling-can-help-
slash-emissions-pollution-and-landfill (accessed Apr 7, 2021).
(235) Wood, S. BlockTexx and block-chain technology - a true closed loop approach to textile

69
recycling. https://www.circular.clothing/blog/ukg8xwkdwj2d9glq66wn0uu6ovoz91 (accessed
Apr 7, 2021).
(236) Barla, F. G.; Showalter, T.; Su, H.-C.; Jones, J.; Bobe, I. Methods for Recycling Cotton and
Polyester Fibers from Waste Textiles. WO2019140245A1, 2019.
(237) Chhabra, E. This Startup Aims to Recycle Textiles Better
https://www.forbes.com/sites/eshachhabra/2021/01/27/this-startup-aims-to-recycle-textiles-
better/ (accessed Apr 7, 2021).
(238) Fashion For Good. Partners https://fashionforgood.com/about-us/our-partners/ (accessed Apr 7,
2021).
(239) Eibl, M. PROCESS FOR TREATING CELLULOSE FIBRES AND STRUCTURES MADE
OF THOSE FIBRES. WO9749856A1, 1997.
(240) Patagonia. Tencel-Lyocell https://www.patagonia.com/our-footprint/tencel-lyocell.html
(accessed Mar 17, 2021).
(241) Brinks, G. J.; Bouwhuis, G. H.; Agrawal, P. B.; Gooijer, H. Processing of Cotton-Polyester
Waste Textile. WO2014081291A1, 2018.
(242) Saxion. SaXCell maakt van gebruikt textiel nieuw textiel in pilotfabriek in Enschede
https://www.saxion.nl/nieuws/2020/november/na-snel-schakelen-opent-saxcell-pilot-plant-in-
goor-heel-blij-mee (accessed Mar 20, 2021).
(243) Haslinger, S.; Hummel, M.; Sixta, H. Separation and Upcycling of Cellulose-Containing
Blended Waste. WO 2018115584, 2018.
(244) Ioncell. Roadmap for Commercialization https://ioncell.fi/commercialization/ (accessed Mar
25, 2021).
(245) Climate-KIC. Ioncell’s fiber innovation could help drive the circular economy transition
https://www.climate-kic.org/innovation-spotlight/ioncells-fiber-innovation-could-drive-
circular-economy/ (accessed Apr 7, 2021).
(246) Elsayed, S.; Hellsten, S.; Guizani, C.; Witos, J.; Rissanen, M.; Rantamäki, A. H.; Varis, P.;
Wiedmer, S. K.; Sixta, H. Recycling of Superbase-Based Ionic Liquid Solvents for the
Production of Textile-Grade Regenerated Cellulose Fibers in the Lyocell Process. ACS Sustain.
Chem. Eng. 2020, 8 (37), 14217–14227. https://doi.org/10.1021/acssuschemeng.0c05330.
(247) Flynn, S.; Stanev, C. Method and Systems for Processing Mixed Textile Feedstock, Isolating
Constitutent Molecules, and Regenerating Cellulosic and Polymer Fibers; US20180215893A1;
2017.
(248) Mistra. The Outlook Report. Mistra Futur. Fash. Final Progr. Rep. 2019.
(249) Guo, Z.; Lindqvist, K.; de la Motte, H. An Efficient Recycling Process of Glycolysis of PET in
the Presence of a Sustainable Nanocatalyst. J. Appl. Polym. Sci. 2018, 135 (21), 6–11.
https://doi.org/10.1002/app.46285.
(250) Guo, Z.; Eriksson, M.; Motte, H. de la; Adolfsson, E. Circular Recycling of Polyester Textile
Waste Using a Sustainable Catalyst. J. Clean. Prod. 2021, 283, 124579.
https://doi.org/10.1016/j.jclepro.2020.124579.
(251) Walker, A. PROCESS FOR EXTRACTING POLYESTER FROM AN ARTICLE.
WO2014045062A1, 2014.
(252) Innovation In Textiles. Worn Again Technologies launches pilot R&D facility
https://www.innovationintextiles.com/worn-again-technologies-launches-pilot-rd-facility/
(accessed Apr 7, 2021).
(253) Worn Again Technologies. Worn Again wornagain.co.uk (accessed Apr 7, 2021).
(254) CuRe Technology. CuRe Technology https://curetechnology.com/ (accessed Apr 9, 2021).
(255) Udding, J. H.; Reutelingsperger, C. A METHOD TO RECYCLE A FIBROUS CARPET
PRODUCT. WO2018001976A1, 2018.
(256) Unifi Inc. Repreve Polyester https://unifi.com/products/repreve (accessed Apr 7, 2021).
(257) Sustainable Plastics. carbios starts construction of its pilot plant for enzymatic PETrecycling
https://www.sustainableplastics.com/news/carbios-starts-construction-its-pilot-plant-
enzymatic-pet-recycling.
(258) Maille, E. Process of Recycling Mixed PET Plastic Articles. WO 2015/173265 Al, 2019.
(259) Shuji Inada, S. (JP); Kikuchi Sato, F. (JP). Bis-β-Hydroxyethyl Terephthalate Production
Process And Purification Process. US7193104B2, 2007.

70
(260) Jeplan. BRING TechnologyTM: Making Clothing From Clothing
https://www.jeplan.co.jp/en/technology/fashion/ (accessed Apr 9, 2021).
(261) ISO ( International Organization for Standardization. Environmental Management - Life Cycle
Assessment - Principles and Framework (ISO 14040:2006). Environ. Manag. Syst. Requir.
2006, 44 (1), 1–32.
(262) Paunonen, S.; Kamppuri, T.; Katajainen, L.; Hohenthal, C.; Heikkilä, P.; Harlin, A.
Environmental Impact of Cellulose Carbamate Fibers from Chemically Recycled Cotton. J.
Clean. Prod. 2019, 222, 871–881. https://doi.org/10.1016/j.jclepro.2019.03.063.
(263) Oelerich, J.; Bijleveld, M.; Bouwhuis, G. H.; Brinks, G. J. The Life Cycle Assessment of
Cellulose Pulp from Waste Cotton via the SaXcellTM Process. IOP Conf. Ser. Mater. Sci. Eng.
2017, 254 (19), 1–6. https://doi.org/10.1088/1757-899X/254/19/192012.
(264) Righi, S.; Morfino, A.; Galletti, P.; Samorì, C.; Tugnoli, A.; Stramigioli, C. Comparative
Cradle-to-Gate Life Cycle Assessments of Cellulose Dissolution with 1-Butyl-3-
Methylimidazolium Chloride and N-Methyl-Morpholine-N-Oxide. Green Chem. 2011, 13 (2),
367–375. https://doi.org/10.1039/c0gc00647e.
(265) Rosson, L.; Byrne, N. Comparative Gate-to-Gate Life Cycle Assessment for the Alkali and
Acid Pre-Treatment Step in the Chemical Recycling of Waste Cotton. Sustain. 2020, 12 (20),
1–15. https://doi.org/10.3390/su12208613.
(266) Subramanian, K.; Chopra, S. S.; Cakin, E.; Li, X.; Lin, C. S. K. Environmental Life Cycle
Assessment of Textile Bio-Recycling – Valorizing Cotton-Polyester Textile Waste to Pet Fiber
and Glucose Syrup. Resour. Conserv. Recycl. 2020, 161, 104989.
https://doi.org/10.1016/j.resconrec.2020.104989.
(267) Shen, L.; Worrell, E.; Patel, M. K. Environmental Impact Assessment of Man-Made Cellulose
Fibres. Resour. Conserv. Recycl. 2010, 55 (2), 260–274.
https://doi.org/10.1016/j.resconrec.2010.10.001.
(268) Kwan, T. H.; Hu, Y.; Lin, C. S. K. Techno-Economic Analysis of a Food Waste Valorisation
Process for Lactic Acid, Lactide and Poly(Lactic Acid) Production. J. Clean. Prod. 2018, 181,
72–87. https://doi.org/10.1016/j.jclepro.2018.01.179.
(269) Zamani, B.; Svanström, M.; Peters, G.; Rydberg, T. A Carbon Footprint of Textile Recycling:
A Case Study in Sweden. J. Ind. Ecol. 2015, 19 (4), 676–687.
https://doi.org/10.1111/jiec.12208.
(270) Mattila, T.; Helin, T.; Antikainen, R.; Soimakallio, S.; Pingoud, K.; Wessman, H. Land Use in
Life Cycle Assessment; 2011; Vol. 24.
(271) Adusumali, R. B.; Reifferscheid, M.; Weber, H.; Roeder, T.; Sixta, H.; Gindl, W. Mechanical
Properties of Regenerated Cellulose Fibres for Composites. Macromol. Symp. 2006, 244, 119–
125. https://doi.org/10.1002/masy.200651211.
(272) Northolt, M. G.; Boerstoel, H.; Maatman, H.; Huisman, R.; Veurink, J.; Elzerman, H. The
Structure and Properties of Cellulose Fibres Spun from an Anisotropic Phosphoric Acid
Solution. Polymer (Guildf). 2001, 42 (19), 8249–8264. https://doi.org/10.1016/S0032-
3861(01)00211-7.
(273) Cramer, S. D.; Covino Jr., B. S. ASM Volume 13C - Corrosion: Environments and Industries;
2006; Vol. 13.
(274) Hermanutz, F.; Vocht, M. P.; Buchmeiser, M. R. Development of New Cellulosic Fibers and
Composites Using Ionic Liquid Technology. In Commercial applications of ionic liquids;
Shiflett, M. B., Ed.; Springer, 2020; pp 227–259. https://doi.org/https://doi.org/10.1007/978-3-
030-35245-5.
(275) Ostadjoo, S.; Berton, P.; Shamshina, J. L.; Rogers, R. D. Scaling-up Ionic Liquid-Based
Technologies: How Much Do We Care about Their Toxicity? Prima Facie Information on 1-
Ethyl-3-Methylimidazolium Acetate. Toxicol. Sci. 2018, 161 (2), 249–265.
https://doi.org/10.1093/toxsci/kfx172.
(276) Gorman-Lewis, D. J.; Fein, J. B. Experimental Study of the Adsorption of an Ionic Liquid onto
Bacterial and Mineral Surfaces. Environ. Sci. Technol. 2004, 38 (8), 2491–2495.
https://doi.org/10.1021/es0350841.
(277) Palomar, J.; Lemus, J.; Gilarranz, M. A.; Rodriguez, J. J. Adsorption of Ionic Liquids from
Aqueous Effluents by Activated Carbon. Carbon N. Y. 2009, 47 (7), 1846–1856.

71
https://doi.org/10.1016/j.carbon.2009.03.028.
(278) Dibble, D. C.; Li, C.; Sun, L.; George, A.; Cheng, A.; Çetinkol, Ö. P.; Benke, P.; Holmes, B.
M.; Singh, S.; Simmons, B. A. A Facile Method for the Recovery of Ionic Liquid and Lignin
from Biomass Pretreatment. Green Chem. 2011, 13 (11), 3255–3264.
https://doi.org/10.1039/c1gc15111h.
(279) Ostonen, A.; Bervas, J.; Uusi-Kyyny, P.; Alopaeus, V.; Zaitsau, D. H.; Emel’Yanenko, V. N.;
Schick, C.; King, A. W. T.; Helminen, J.; Kilpeläinen, I.; Khachatrian, A. A.; Varfolomeev, M.
A.; Verevkin, S. P. Experimental and Theoretical Thermodynamic Study of Distillable Ionic
Liquid 1,5-Diazabicyclo[4.3.0]Non-5-Enium Acetate. Ind. Eng. Chem. Res. 2016, 55 (39),
10445–10454. https://doi.org/10.1021/acs.iecr.6b02417.
(280) Massone, K.; Siemer, M.; Mormann, W.; Leng, W. Distillation of Ionic Liquids.
WO2009027250A2, 2009.
(281) Sun, J.; Shi, J.; Murthy Konda, N. V. S. N.; Campos, D.; Liu, D.; Nemser, S.; Shamshina, J.;
Dutta, T.; Berton, P.; Gurau, G.; Rogers, R. D.; Simmons, B. A.; Singh, S. Efficient
Dehydration and Recovery of Ionic Liquid after Lignocellulosic Processing Using
Pervaporation. Biotechnol. Biofuels 2017, 1 (1), 1–14. https://doi.org/10.1186/s13068-017-
0842-9.
(282) Schäfer, T.; Rodrigues, C. M.; Afonso, C. A. M.; Crespo, J. G. Selective Recovery of Solutes
from Ionic Liquids by Pervaporation—a Novel Approach for Purification and Green
Processing. Chem. Commun. 2001, 1 (17), 1622–1623. https://doi.org/10.1039/b104191f.
(283) Osmanbegovic, N.; Yuan, L.; Lorenz, H.; Louhi-Kultanen, M. Freeze Concentration of
Aqueous [DBNH][OAC] Ionic Liquid Solution. Crystals 2020, 10 (3), 1–14.
https://doi.org/10.3390/cryst10030147.
(284) Ebner, G.; Schiehser, S.; Potthast, A.; Rosenau, T. Side Reaction of Cellulose with Common 1-
Alkyl-3-Methylimidazolium-Based Ionic Liquids. Tetrahedron Lett. 2008, 49 (51), 7322–7324.
https://doi.org/10.1016/j.tetlet.2008.10.052.
(285) King, A. W. T.; Parviainen, A.; Karhunen, P.; Matikainen, J.; Hauru, L. K. J.; Sixta, H.;
Kilpeläinen, I. Relative and Inherent Reactivities of Imidazolium-Based Ionic Liquids: The
Implications for Lignocellulose Processing Applications. RSC Adv. 2012, 2 (21), 8020–8026.
https://doi.org/10.1039/c2ra21287k.
(286) Kroon, M. C.; Buijs, W.; Peters, C. J.; Witkamp, G. J. Quantum Chemical Aided Prediction of
the Thermal Decomposition Mechanisms and Temperatures of Ionic Liquids. Thermochim.
Acta 2007, 465 (1–2), 40–47. https://doi.org/10.1016/j.tca.2007.09.003.
(287) Chambreau, S. D.; Boatz, J. A.; Vaghjiani, G. L.; Koh, C.; Kostko, O.; Golan, A.; Leone, S. R.
Thermal Decomposition Mechanism of 1-Ethyl-3-Methylimidazolium Bromide Ionic Liquid. J.
Phys. Chem. A 2012, 116 (24), 5867–5876. https://doi.org/10.1021/jp209389d.
(288) Liebner, F.; Patel, I.; Ebner, G.; Becker, E.; Horix, M.; Potthast, A.; Rosenau, T. Thermal
Aging of 1-Alkyl-3-Methylimidazolium Ionic Liquids and Its Effect on Dissolved Cellulose.
Holzforschung 2010, 64 (2), 161–166. https://doi.org/10.1515/HF.2010.033.
(289) Clough, M. T.; Geyer, K.; Hunt, P. A.; Son, S.; Vagt, U.; Welton, T. Ionic Liquids: Not Always
Innocent Solvents for Cellulose. Green Chem. 2015, 17 (1), 231–243.
https://doi.org/10.1039/c4gc01955e.
(290) Thuy Pham, T. P.; Cho, C. W.; Yun, Y. S. Environmental Fate and Toxicity of Ionic Liquids:
A Review. Water Res. 2010, 44 (2), 352–372. https://doi.org/10.1016/j.watres.2009.09.030.
(291) Wasserscheid, P.; Welton, T. Inoic Liquids in Synthesis Second, Completely Revised and
Enlarged Edition, 2nd ed.; Wasserscheid, P., Welton, T., Eds.; Wiley-VCH Verlag, 2008; Vol.
2.
(292) Kudłak, B.; Owczarek, K.; Namieśnik, J. Selected Issues Related to the Toxicity of Ionic
Liquids and Deep Eutectic Solvents—a Review. Environ. Sci. Pollut. Res. 2015, 22 (16),
11975–11992. https://doi.org/10.1007/s11356-015-4794-y.
(293) Ventura, S. P. M.; de Barros, R. L. F.; Sintra, T.; Soares, C. M. F.; Lima, Á. S.; Coutinho, J. A.
P. Simple Screening Method to Identify Toxic/Non-Toxic Ionic Liquids: Agar Diffusion Test
Adaptation. Ecotoxicol. Environ. Saf. 2012, 83, 55–62.
https://doi.org/10.1016/j.ecoenv.2012.06.002.
(294) Latała, A.; Nędzi, M.; Stepnowski, P. Toxicity of Imidazolium and Pyridinium Based Ionic

72
Liquids towards Algae. Chlorella Vulgaris, Oocystis Submarina (Green Algae) and Cyclotella
Meneghiniana, Skeletonema Marinoi (Diatoms). Green Chem. 2009, 11 (4), 580–58.
https://doi.org/10.1039/b821140j.
(295) Benedetto, A.; Heinrich, F.; Gonzalez, M. A.; Fragneto, G.; Watkins, E.; Ballone, P. Structure
and Stability of Phospholipid Bilayers Hydrated by a Room-Temperature Ionic Liquid/Water
Solution: A Neutron Reflectometry Study. J. Phys. Chem. B 2014, 118 (42), 12192–12206.
https://doi.org/10.1021/jp507631h.
(296) Losada-Pérez, P.; Khorshid, M.; Renner, F. U. Interactions of Aqueous Imidazolium-Based
Ionic Liquid Mixtures with Solid-Supported Phospholipid Vesicles. PLoS One 2016, 11 (9), 1–
15. https://doi.org/10.1371/journal.pone.0163518.
(297) Yoo, B.; Jing, B.; Jones, S. E.; Lamberti, G. A.; Zhu, Y.; Shah, J. K.; Maginn, E. J. Molecular
Mechanisms of Ionic Liquid Cytotoxicity Probed by an Integrated Experimental and
Computational Approach. Sci. Rep. 2016, 6 (July 2015), 2–8.
https://doi.org/10.1038/srep19889.
(298) Swatloski, R. P.; Holbrey, J. D.; Rogers, R. D. Ionic Liquids Are Not Always Green:
Hydrolysis of 1-Butyl-3- Methylimidazolium Hexafluorophosphate. Green Chem. 2003, 5 (4),
361–363. https://doi.org/10.1039/b304400a.
(299) Hyde, A. M.; Calabria, R.; Arvary, R.; Wang, X.; Klapars, A. Investigating the
Underappreciated Hydrolytic Instability of 1,8-Diazabicyclo[5.4.0]Undec-7-Ene and Related
Unsaturated Nitrogenous Bases. Org. Process Res. Dev. 2019, 23 (9), 1860–1871.
https://doi.org/10.1021/acs.oprd.9b00187.
(300) Quartinello, F.; Vecchiato, S.; Weinberger, S.; Kremenser, K.; Skopek, L.; Pellis, A.; Guebitz,
G. M. Highly Selective Enzymatic Recovery of Building Blocks from Wool-Cotton-Polyester
Textile Waste Blends. Polymers (Basel). 2018, 11 (3), 1107–1119.
https://doi.org/10.3390/polym10101107.
(301) Wedin, H.; Lopes, M.; Sixta, H.; Hummel, M. Evaluation of Post-Consumer Cellulosic Textile
Waste for Chemical Recycling Based on Cellulose Degree of Polymerization and Molar Mass
Distribution. Text. Res. J. 2019, 89 (23–24), 5067–5075.
https://doi.org/10.1177/0040517519848159.
(302) Wedin, H.; Niit, E.; Mansoor, Z. A.; Kristinsdottir, A. R.; de la Motte, H.; Jönsson, C.;
Östlund, Å.; Lindgren, C. Preparation of Viscose Fibres Stripped of Reactive Dyes and
Wrinkle-Free Crosslinked Cotton Textile Finish. J. Polym. Environ. 2018, 26 (9), 3603–3612.
https://doi.org/10.1007/s10924-018-1239-y.
(303) Fei, X.; Freeman, H. S.; Hinks, D. Toward Closed Loop Recycling of Polyester Fabric: Step 1.
Decolorization Using Sodium Formaldehyde Sulfoxylate. J. Clean. Prod. 2020, 254.
https://doi.org/10.1016/j.jclepro.2020.120027.
(304) Määttänen, M.; Asikainen, S.; Kamppuri, T.; Ilen, E.; Niinimäki, K.; Tanttu, M.; Harlin, A.
Colour Management in Circular Economy: Decolourization of Cotton Waste. Res. J. Text.
Appar. 2019, 23 (2), 134–152. https://doi.org/10.1108/RJTA-10-2018-0058.
(305) Maciel, V. G.; Wales, D. J.; Seferin, M.; Ugaya, C. M. L.; Sans, V. State-of-the-Art and
Limitations in the Life Cycle Assessment of Ionic Liquids. J. Clean. Prod. 2019, 217, 844–
858. https://doi.org/10.1016/j.jclepro.2019.01.133.
(306) Santos, A.; Barbosa-Póvoa, A.; Carvalho, A. Life Cycle Assessment in Chemical Industry – a
Review. Curr. Opin. Chem. Eng. 2019, 26 (November), 139–147.
https://doi.org/10.1016/j.coche.2019.09.009.