Embed Size (px)
Citation preview
DEFENCE ENGINEERING UNIVERSITY
COLLAGE OF ENGINEERING
Individual assignment
On
Reaction injection molding
Prepared by: Desalegn Daniel
Department of production engineering
Specialization on industrial design
Bishoftu
July 2014
Reaction injection molding

Introduction
Reaction injection molding is widely employed in processing of various thermoset polymers and anther material. It usually contains two or more liquids, accumulated in a high pressure mixing unit and then injected into a mold, where they are polymerized or cured to form a desired part. Hence, it presents a typical example of complex non isothermal and compressible flows of liquid with reaction at high pressure and high temperature. Being mostly motivated by practical applications many researchers worked in the field and made quite a few attempts to describe experimentally or theoretically residual stresses remaining in the injection-molded parts (e.g. see the papers by Lee and Kwon, 2001; Kim et al.2002). It is because this research was considered as a very difficult task that needed a deep understanding of complicated dynamical behavior of polymeric fluids caused by chemical reactionsWhat is Reaction Injection Molding?Reaction injection molding is a simple concept. As its name suggests, the process is based on a chemical reaction. A reactive liquid mixture (usually polyol and isocyanate) is injected or poured into a mold where a chemical reaction takes place. After an exothermic (heat generating) reaction occurs, the finished part is removed from the mold. Depending on the chemical formulation, the end product can take on a wide range of physical characteristics: foamWhy should I be interested in RIM?In this age of rising energy costs, many plastics manufacturers are pursuing ways to save material and energy costs. Compared to thermoplastics, where high heat and pressure is required to melt resins, RIM parts are formed from two liquid components that chemically react inside a mold. The RIM process consumes less energy because it requires significantly less heat, clamping pressure and tooling costs.
When it comes to RIM, the most critical process takes place in the mixing head. Complete mixing of the polyol and isocyanate materials is essentialin order to produce quality parts.
In addition, RIM equipment:• is generally less complicated with a reduced initial cost of investment• requires lower-tonnage presses than thermoplastic molding• requires significantly less equipment and floor space than injection molding• uses less expensive molds and/or presses as RIM mold pressures are much lower
Reaction injection molding

The RIM Process
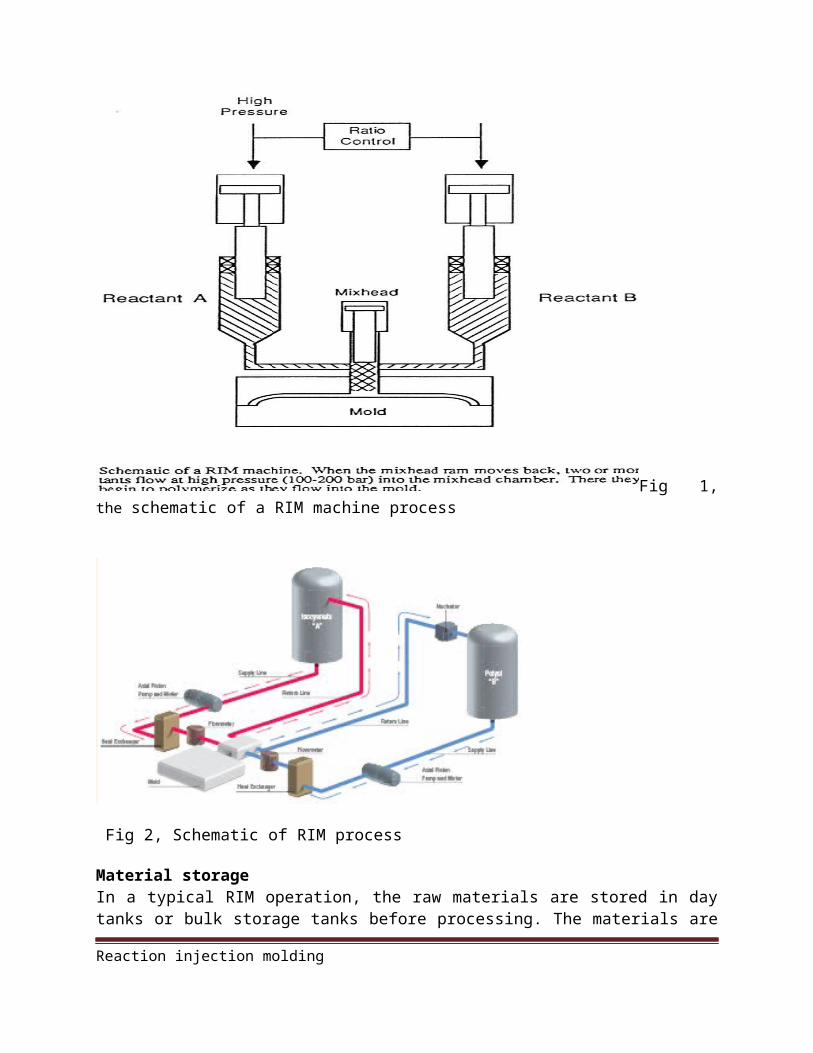
Reaction Injection Molding (RIM) is the process by which two liquid components chemically react to form a plastic part. The two liquids are isocyanate (iso) and polyol. Iso is referred to as the A side component and is the catalyst. Polyol is referred to as the B side and determines the physical characteristics of the molded part. Density, impact strength, flex modulus, color, and other properties can all be influenced by additives in the polyol. Mixing additives to the polyol such as stabilizers, flow modifiers, combustion modifiers, filler, blowing agents, catalysts, pigments, and release agents control the physical characteristics of the molded part. When the “A” and “B” components combine, the isoreacts with the hydroxyl in the polyol to form a thermosetting polyurethane polymer. This is an exothermic reaction, so water lines in the mold are required to maintain proper molding temperatures. The diagram below shows a typical
RIM material system. The pressurized day tanks can hold from 30 gallons to 250 gallons of iso orpolyol depending on the size of the system. Recirculation pumps and agitators maintain a homogeneous blend of the individual components. Heat exchangers are used to maintain temperature in the system. High pressure pumps or cylinders meter the iso and polyol into the mix head. Flow rates, pressures, and temperatures are controlled to achieve quality molded parts. The mix head contains injector nozzles which impinge the iso and polyol at ultra-high velocity to provide excellent mixing. The velocity of the material transfers from turbulent to laminar flow when passing the dam gate. This laminar flow in conjunction with the vents in the tools allows the part to fill Proceeding under high pressure and temperature. The residual stresses, remaining in the molded part due to incomplete relaxation, typically result in warping, shrinkage and even crack of the final products. It means that the mechanical properties of molded products are closely related to the residual stresses and therefore to the flow history experienced by the reacting fluids. In this study, a mathematical model of reaction injection molding process was developed and compared with experimental data for phenol-formaldehyde resin cured by urotropin and filled with wood dust. The filled polymer fluid was described by the power-law flow model. The mathematical formulation of this non-isothermal flow problem with chemical reaction in the packing stage was reduced in the book by Leonov et al. (1977) to a nonlinear “piezo-conductivity” 1D PDE that describes the time evolution of pressure distribution along the mold channel.In this paper we obtained the analytical solution of this equation under specific initial conditions. This theoretical description is then compared with experimental results.
Reaction injection molding

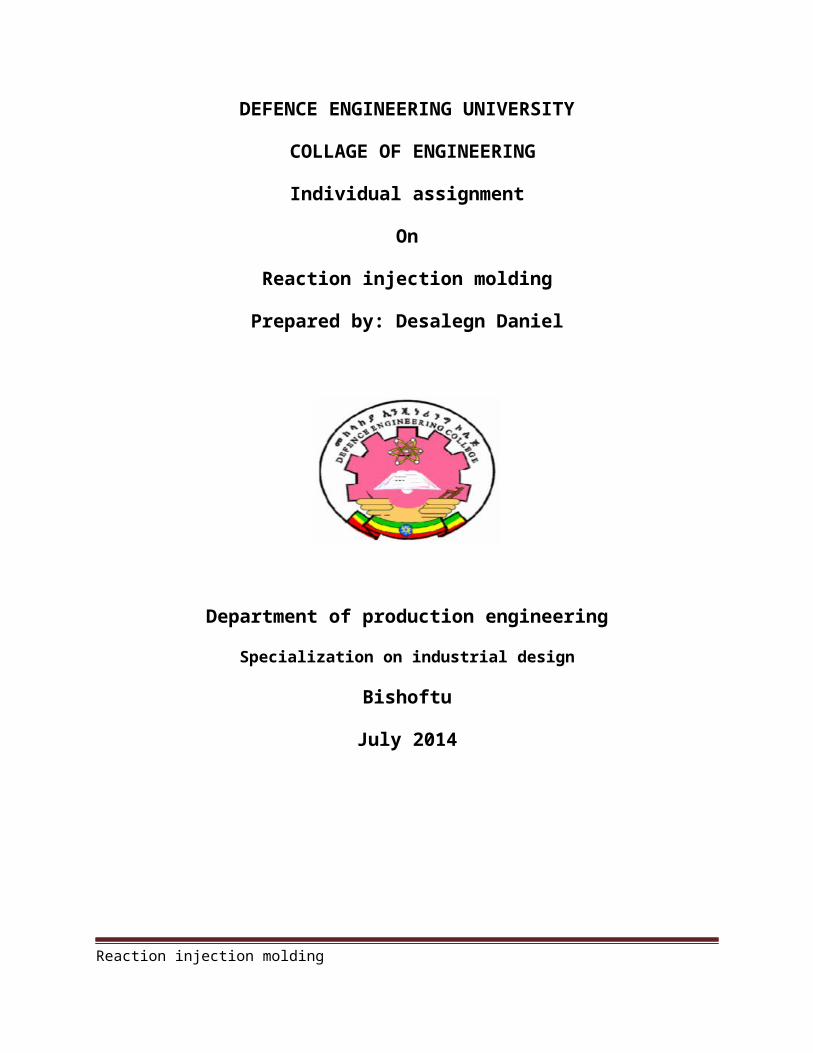
The schematic illustration of reaction injection molding and machine
Fig. 1. Schematic of the reaction injection molding processemployed in this study.
Fig 1, the schematic of a RIM machine process
Reaction injection molding
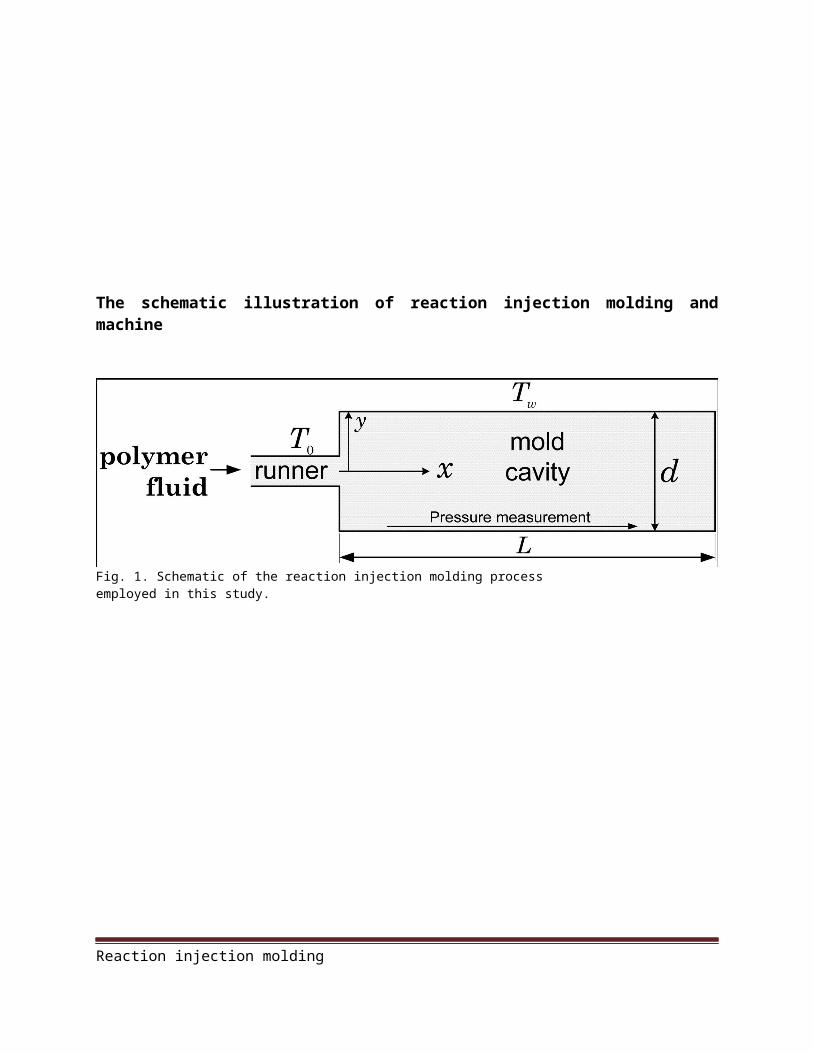
Fig 2, Schematic of RIM process
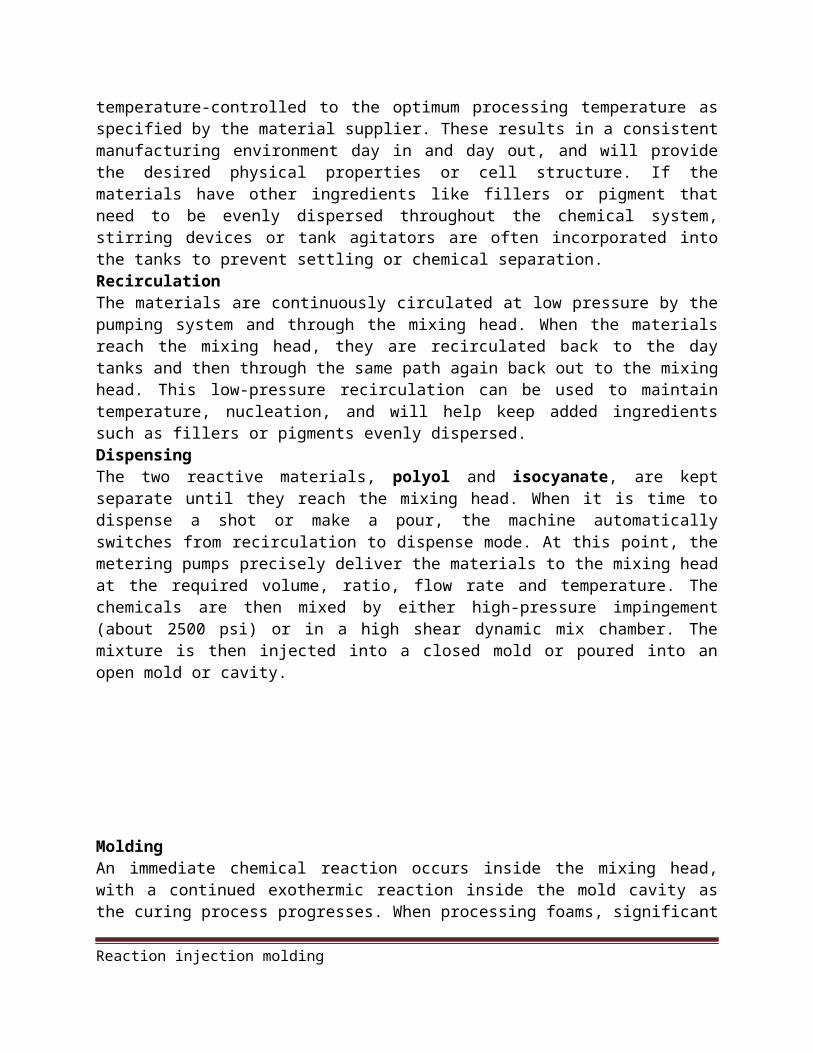
Material storageIn a typical RIM operation, the raw materials are stored in day tanks or bulk storage tanks before processing. The materials are temperature-controlled to the optimum processing temperature as specified by the material supplier. These results in a consistent manufacturing environment day in and day out, and will provide the desired physical properties or cell structure. If the materials have other ingredients like fillers or pigment that need to be evenly dispersed throughout the chemical system, stirring devices or tank agitators are often incorporated into the tanks to prevent settling or chemical separation.RecirculationThe materials are continuously circulated at low pressure by the pumping system and through the mixing head. When the materials reach the mixing head, they are recirculated back to the day tanks and then through the same path again back out to the mixing head. This low-pressure recirculation can be used to maintain temperature, nucleation, and will help keep added ingredients such as fillers or pigments evenly dispersed.DispensingThe two reactive materials, polyol and isocyanate, are kept separate until they reach the mixing head. When it is time to dispense a shot or make a pour, the machine automatically switches from recirculation to dispense mode. At this point, the metering pumps precisely deliver the materials to the mixing head at the required volume, ratio, flow rate and temperature. The chemicals are then mixed by either high-pressure impingement (about 2500 psi) or in a high shear dynamic mix chamber. The mixture is then injected into a closed mold or poured into an open mold or cavity.
Reaction injection molding
MoldingAn immediate chemical reaction occurs inside the mixing head, with a continued exothermic reaction inside the mold cavity as the curing process progresses. When processing foams, significant forces created inside the mold must be resisted to ensure the integrity of the part. The clamping pressure required can be up to many tons depending on the size, expansion rates, and the desired density of the part, along with other material factors. Mounting the mold in a pneumatic or hydraulic press provides the force required to keep the mold tightly closed during the curing process. Elastomeric materials often require very little clamping pressure as they do not expand or generate internal mold forces.
The difference between RIM and injection moldingInjection molding is the process of forcing melted plastic into a mold. With reaction
injection molding, two liquid components (isocyanate and polyol) are mixed in a high- or low pressure Mixing head and pumped into a mold. The reaction occurs in the mold, resulting in polyurethane part.
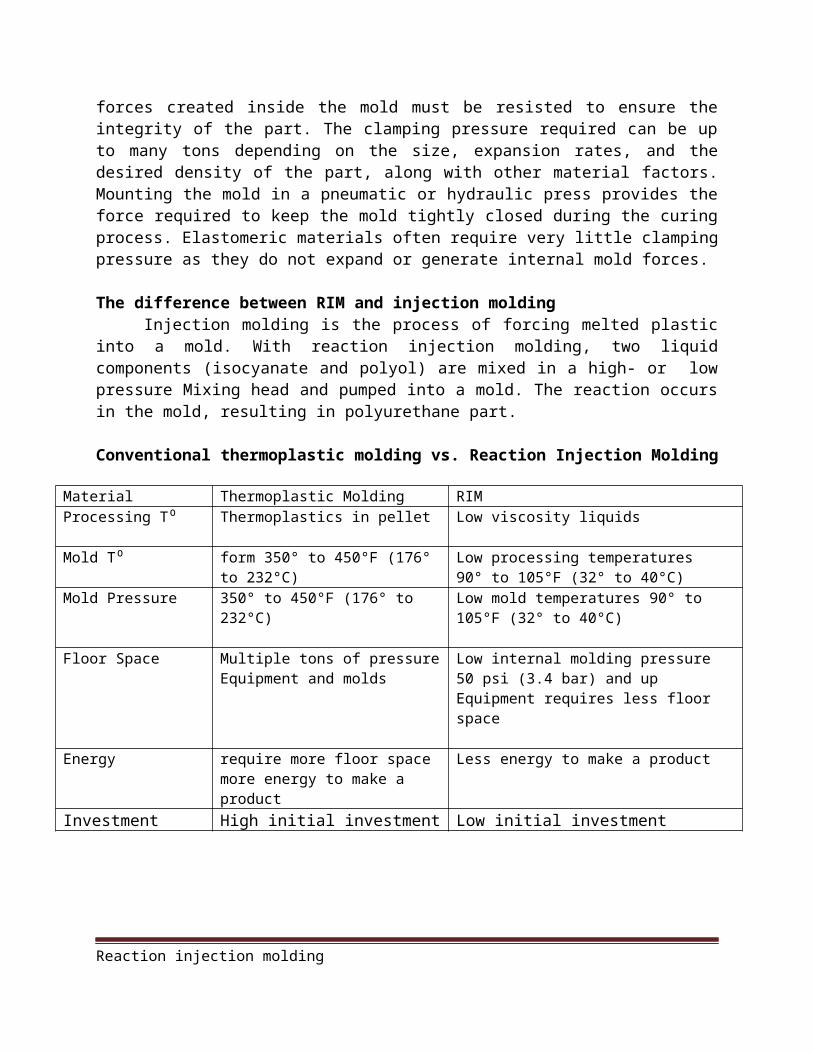
Conventional thermoplastic molding vs. Reaction Injection Molding
Material Thermoplastic Molding RIM Processing T⁰ Thermoplastics in pellet Low viscosity liquids
Mold T⁰ form 350° to 450°F (176° to 232°C) Low processing temperatures 90° to 105°F (32° to 40°C)
Mold Pressure 350° to 450°F (176° to 232°C) Low mold temperatures 90° to 105°F (32° to 40°C)
Floor Space Multiple tons of pressure Equipment and molds
Low internal molding pressure 50 psi (3.4 bar) and up Equipment requires less floor space
Energy require more floor space more energy to make a product
Less energy to make a product
Investment High initial investment Low initial investment
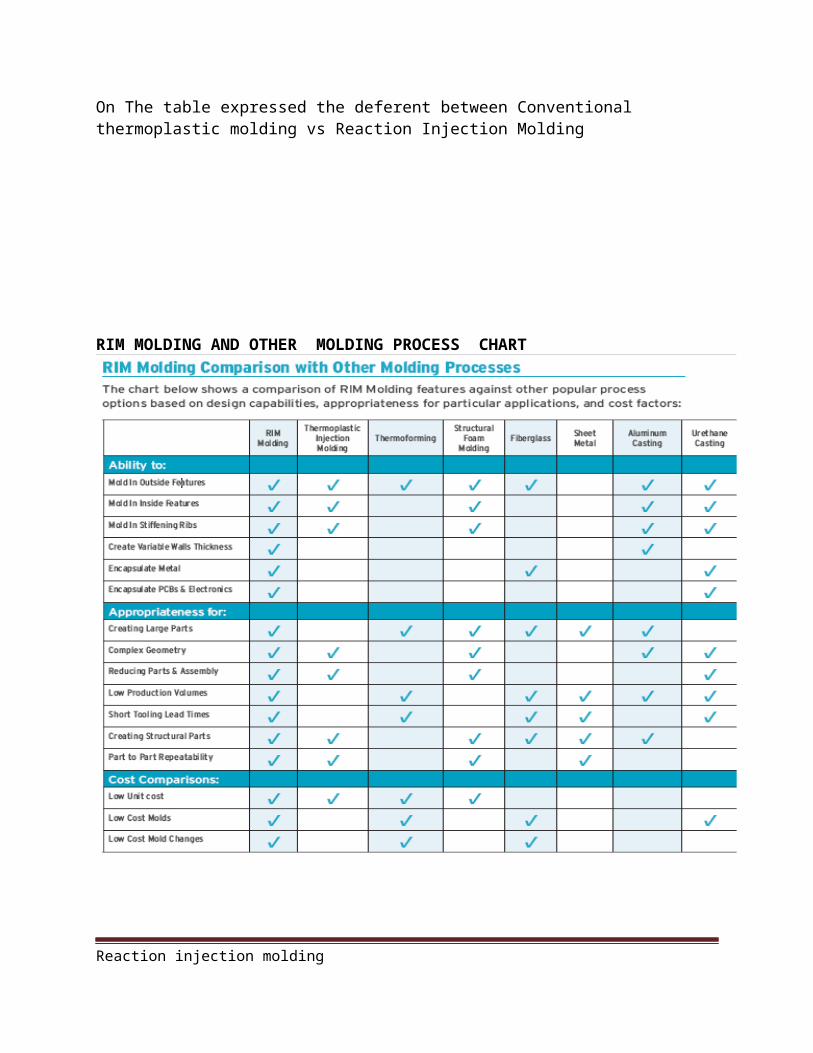
On The table expressed the deferent between Conventional thermoplastic molding vs Reaction Injection Molding
Reaction injection molding
RIM MOLDING AND OTHER MOLDING PROCESS CHART
The Advantages of RIM Process:Compared to thermoplastic injection molding, which requires high heat and high pressure to press melted plastic pellets into a steel mold, RIM parts are formed when two liquid components (polyol and isocyanate) chemically react inside a mold. The RIM process offers many advantages over competing technologies including:Very large, lightweight partsThe "flowability" of polyurethane components means the material is distributed evenly inside the mold. This lets you produce large parts, which is not possible with injection molding. Because mold pressures are much lower, large presses are not necessary.Varied Wall ThicknessProducing significant variable wall thickness within the same molded part is achievable with RIM. Wall thickness ranges between .25 inches and 1.125 inches are possible cross-sections in the same molded part. This is NOT true for
Reaction injection molding
thermoplastic injection molding, blow molding, sheet molding compound and other polymers
Low Tooling CostsRIM tooling costs are significantly less than that of an injection mold. Because the RIM process incorporates low temperatures and low mold temperatures and pressure, the tool can me made out of less expensive mold materials other than steel such as cast aluminum, aluminum, kirksite alloys, nickel, epoxy, silicone and fiberglass. The choice depends on such factors as the number of parts to be made; dimensions, shapes, and tolerances; the quality and texture of the surface; mold life; required mold cost; and part performance. The larger the mold, the greater the savings.Freedom of designRIM lets you mold highly detailed, intricate parts at relatively low tooling and capital equipment costs. Parts with varying wall thicknesses can be designed into the same molded part.
Encapsulation of InsertsDifferent types of inserts and be placed into a mold prior to injection of the RIM material, and the RIM material can encapsulate many inserts during molding. Inserts such as steel, aluminum, glass, wood, electronic sensors, PC boards and wiring harnesses are some examples of material that have been encapsulated.Rapid prototypesExcellent working prototypes can be developed with lead times of 3-15 days, at a cost much less than traditional injection molding.Class A SurfacesThe surface finish of RIM parts allows manufacturers to produce Class A painted parts - high-gloss finishes that match high-gloss painted metal parts.In-Mold PaintingWith the RIM process, it’s possible to apply gel-coats and two-component polyurethane in-mold paints into the mold prior to injection. The injected polyurethane material bonds to the gel-coat or paint during molding, allowing a decorated part to be produced in the mold. This can significantly reduce secondary finishing costs.Other BenefitsHigh strength, dimensional stability, good weather ability, scratch resistant, heat resistant, impact resistant, resistant to organic and inorganic acids, and high R Value.Additionally, Reaction injection molding can produce strong, flexible, lightweight parts which can easily be painted. It also has the advantage of quick cycle times compared to typical vacuum cast materials. The bi-component mixture injected into the mold has a much lower viscosity than molten thermoplastic polymers, therefore large, light-weight, and thin-walled items can be successfully RIM processed. This thinner mixture also requires less clamping forces, which leads to smaller equipment and ultimately lower capital expenditures another advantage of RIM processed foam is that a high-density skin is formed with a low-density core.The disadvantages are slow cycle times, compared to injection molding, and expensive raw materialsTypes of materials manufactured with the RIM processThe two major material categories are foams and elastomers. Foams can be rigid or flexible, and contain a cell structure of some kind. Microcellular foams are the result of direct dissolution of
Reaction injection molding
inert gases (like nitrogen, argon or carbon dioxide) into a melted polymer stream .Micro cellular foams are typically thermoplastic related, not thermoset related.Elastomers are all solid but have differing durometers; in other words, they can be very Soft or gel-like (shoe inserts) or very rigid (automotive aftermarket styling kits).
Benefit of reaction injection molding
1. Very large, lightweight partsThe “flow ability” of polyurethane components allows for even distribution of the material with in the mold. This lets you produce large parts, which is not possible with injection molding. And because mold pressures are much lower, large presses are not necessary.2. Low-cost moldsBecause of the low injection pressures of the RIM process, mold builders can use a varietyof less expensive mold materials including steel, aluminum, Kirk site alloys, nickel, epoxy, silicone and fiberglass. The larger the mold, the greater the savings.
3. Freedom of designRIM lets you mold complex shapes or highly detailed parts with intricate design feature sat relatively low tooling and capital equipment costs. Monolithic parts or components with varying wall thicknesses can be designed into the same molded part.4. Rapid prototypingExcellent working prototypes can be developed with lead times of 3-15 days, at a cost much less than traditional injection molding. This also allows for ergonomic or functionality testing prior to cutting actual high-pressure injection molds. RIM is ideal for shorter production runs of less than 5,000.5. Class SurfacesThe surface finish of RIM parts allows manufacturers to produce Class A painted parts –high-gloss finishes that match high-gloss painted metal parts.
Physical characteristics of polyurethane RIM products
Depending on the chemical formulation, the end product can take on a range of physicalCharacteristics: either foam or solid, highly rigid or very flexible. Polyurethane productsManufactured from the RIM process are:• Lightweight• High strength• Scratch resistant• Heat resistant• Impact resistant• Resistant to organic and inorganic acids• High R-value
Reaction injection molding
Product produced by reaction injection molding
Principle
RIM means Reaction Injection Moulding and R-RIM means that the resin is reinforced. At the beginning, this process has been developed with polyurethane (PUR) which basic compounds are isocyanates and polyols. The principle of RIM consists in injecting the compounds that are mixed in a rod before putting them into a closed mould at low pressure (0,5 Mpa).
Materials and tools
For R-RIM, there are two techniques of implementation:
1. The reinforcement is previously introduced into one of the two compounds, given that polyols and isocyanates do not stand the merest trace of humidity.
2. The reinforcement, preceded as mats of continuous threads is previously set up in the mould. The most used resins are polyurethane or derived polymer but the use of polyamids and epoxides is in development.
The use of internal release agents is increasingly practiced in order to eliminate the systematic operations of treatments for the moulds. The moulds are made of epoxide resin for pre-series or medium series and they are metallic for large series. They are equipped with heat transfer fluids. The pumps in the injection machine can reach 18-20 Mpa in a 2-5m² mixing chamber. While
Reaction injection molding
PalletChair moldBecket mold

getting out of the pipe, the material is submitted to a pressure equal to approximately 0,5 Mpa. Cycles last around 50 to 90s.
Conclusion
Reaction injection molding is widely employed in processing of various thermoset polymers and anther material. It usually contains two or more liquids, accumulated in a high pressure mixing unit and then injected into a mold, where they are polymerized or cured to form a desired part. Hence, it presents a typical example of complex non isothermal and compressible flows of liquid with reaction at high pressure and high temperature. Reaction injection molding is a simple concept. As its name suggests, the process is based on a chemical reaction. A reactive liquid mixture (usually polyol and isocyanate) is injected or poured into a mold where a chemical reaction takes place. After an exothermic (heat generating) reaction occurs, the finished part is removed from the mold. Depending on the chemical formulation, the end product can take on a wide range of physical characteristics: foam the use of internal release agents is increasingly practiced in order to eliminate the systematic operations of treatments for the moulds. The moulds are made of epoxide resin for pre-series or medium series and they are metallic for large series.
Reaction injection molding