Embed Size (px)
Citation preview
INNOVATIONS IN AMERICAN GOVERNMENT
B e s t M a n u f a c t u r i n g P r a c t i c e s
REPORT OF SURVEY CONDUCTED AT
RAYTHEON-LOUISVILLELOUISVILLE, KY
BEST MANUFACTURING PRACTICES CENTER OF EXCELLENCECollege Park, Maryland
www.bmpcoe.org
1998 Award Winner
MARCH 2006
This report was produced by the Office of Naval Research’s Best ManufacturingPractices (BMP) Program, a unique industry and government cooperativetechnology transfer effort that improves the competitiveness of America’sindustrial base both here and abroad. Our main goal at BMP is to increase thequality, reliability, and maintainability of goods produced by American firms.The primary objective toward this goal is simple: to identify best practices,document them, and then encourage industry and government to shareinformation about them.
The BMP Program set out in 1985 to help businesses by identifying, researching,and promoting exceptional manufacturing practices, methods, and procedures in design, test, production,facilities, logistics, and management – all areas which are highlighted in the Department of Defense’s4245.7-M, Transition from Development to Production manual. By fostering the sharing of informationacross industry lines, BMP has become a resource in helping companies identify their weak areas andexamine how other companies have improved similar situations. This sharing of ideas allows companiesto learn from others’ attempts and to avoid costly and time-consuming duplication.
BMP identifies and documents best practices by conducting in-depth, voluntary surveys such as this atRaytheon Missile Systems’ Louisville facility conducted during the week of March 6, 2006. Teams of BMPexperts work hand-in-hand on-site with the company to examine existing practices, uncover bestpractices, and identify areas for even better practices.
The final survey report, which details the findings, is distributed electronically and in hard copy tothousands of representatives from industry, government, and academia throughout the U.S. and Canada– so the knowledge can be shared. BMP also distributes this information through several interactiveservices that include CD-ROMs and a World Wide Web Home Page located on the Internet at http://www.bmpcoe.org. The actual exchange of detailed data is between companies at their discretion.
Raytheon Company is comprised of seven major business areas that include Missile Systems,Integrated Defense Systems, Space & Airborne Systems, Network Centric Systems, Intelligence &Information Systems, Raytheon Technical Services Company, and Homeland Security. The BMP Surveywas conducted at Raytheon Missile Systems’ Louisville facility in Louisville, Kentucky – the company’sonly facility that overhauls and repairs the Phalanx Close-In Weapon System (CIWS). Raytheon MissileSystems designs, develops, and produces missile systems for critical requirements, including air-to-air,strike, surface Navy air defense, land combat missiles, guided projectiles, exo-atmospheric kill vehicles,and directed-energy weapons. The Phalanx CIWS’ advanced radar-controlled gun system providessuperior defense against close-in air and surface threats. Phalanx is currently installed on nearly all U.S.combat ships and those of 22 allied navies.
The BMP Program is committed to strengthening the U.S. industrial base. Survey findings in reportssuch as this at Raytheon’s Louisville facility expand BMP’s contribution toward its goal of a stronger,more competitive, globally-minded and environmentally-conscious American industrial program.
I encourage your participation and use of this unique resource.
Anne Marie T. SuPrise, Ph.D.DirectorBest Manufacturing Practices
F o r e w o r d

i
Raytheon-Louisville
1. Report SummaryBackground .......................................................................................................... 1Point of Contact ................................................................................................... 2
2. Best Practices
ProductionCorrosion Prevention ............................................................................................. 3Foreign Object Damage/Debris Elimination Program......................................... 4Manufacturing Excellence Model ......................................................................... 5Parts Presentation ................................................................................................. 6Phalanx Fleet Reliability Improvement Team..................................................... 7Rapid Acquisition ................................................................................................... 8Raytheon Six Sigma™........................................................................................... 9Visual Factory ...................................................................................................... 10
LogisticsPhalanx Performance-Based Logistics Program................................................ 11
ManagementCommunity Relations .......................................................................................... 13Congressional Liaison Strategy .......................................................................... 14Diminishing Manufacturing Sources Program .................................................. 16Environmental Health and Safety...................................................................... 17Earned Value Management System ................................................................... 18Integrated Product Team Structure.................................................................... 18Mission Assurance/Supplier Teaming ................................................................. 20Phalanx Mentoring Program .............................................................................. 20Phalanx Warranty Program................................................................................ 21Raytheon Principles for Manufacturing ............................................................. 22Training ................................................................................................................ 23
C o n t e n t s

ii
Raytheon-Louisville
3. Information
ProductionCellular Manufacturing – Agile Factory ............................................................ 25Factory Concerns ................................................................................................. 25Pull System .......................................................................................................... 26
LogisticsManufacturing Intelligence Center .................................................................... 26Test Equipment Business Development ............................................................. 27
APPENDIX A - Table of Acronyms ......................................................................... A-1APPENDIX B - BMP Survey Team .......................................................................... B-1APPENDIX C - Critical Path Templates and BMP Templates ......................... C-1APPENDIX D - Program Manager’s WorkStation ............................................... D-1APPENDIX E - Best Manufacturing Practices Satellite Centers .................... E-1APPENDIX F - Navy Manufacturing Technology Centers of Excellence .........F-1APPENDIX G - Completed Surveys ......................................................................... G-1
C o n t e n t s (continued)
iii
Raytheon-Louisville
Figures
Figure 2-1. Hand-Applied Polysulfide .............................................................................. 3Figure 2-2. Poly Caps ........................................................................................................ 3Figure 2-3. FOD Process ................................................................................................... 4Figure 2-4. The MEM Tool - Assessing Lean Maturity ................................................... 5Figure 2-5. ELX Harness Rack ......................................................................................... 6Figure 2-6. Final Assembly Pick ...................................................................................... 7Figure 2-7. Raytheon 6s Principles ................................................................................ 10Figure 2-8. Back Order Status........................................................................................ 13Figure 2-9. IPT Structure ............................................................................................... 19Figure 2-10. Operational Efficiency Trend ...................................................................... 22Figure 3-1. Integrated Manufacturing Intelligence ..................................................... 27Figure 3-2. Undesirable Effects Pareto .......................................................................... 28
F i g u r e s

S e c t i o n 1
Report Summary
1
Background
Raytheon-Louisville, part of Raytheon Company’sMissile Systems division, is the only facility thatmanufactures the Phalanx Close-In Weapon Sys-tem (CIWS). Located in the sixteenth largest cityin the United States that hosts the famous Ken-tucky Derby, the Louisville facility is home to 343employees who rely on a unique and robust SixSigma methodology to provide continuous improve-ments and cost savings for its legacy weapon sys-tem. The BMP Survey was conducted at the Lou-isville facility during the week of March 6, 2006.
Raytheon Company, an early pioneer of defensetechnology since World War II, is the world’s lead-ing missile defense organization, providing state-of-the-art systems and solutions to defend the freeworld. Raytheon is comprised of seven major busi-ness areas or divisions that include Missile Sys-tems, Space & Airborne Systems, Integrated De-fense Systems, Network Centric Systems,Intelligence & Information Systems, RaytheonTechnical Services Company, and Homeland Secu-rity. The company’s global presence and 80,000employees worldwide lead the industry in defenseand government electronics, space, informationtechnology, technical services, and business avia-tion and special mission aircraft.
Raytheon Missile Systems designs, develops, andproduces missile systems for critical requirements,including air-to-air, strike, surface Navy air defense,land combat missiles, guided projectiles,exoatmospheric kill vehicles, and directed-energyweapons. The Phalanx Close-In Weapon System(CIWS) advanced radar-controlled gun system pro-vides superior defense against close-in air and sur-face threats. Phalanx is currently installed on nearlyall U.S. combat ships and those of 22 allied navies.
In the mid-1990s Phalanx was nearing the endof its projected life cycle, yet it was a vital systemfor air and surface threats against combat ships.With the U.S. Navy cutting its budget and no con-gressional funding, the Phalanx system was in itssunset years. A joint effort by Raytheon-Louis-ville and local and state representative revitalizedcongressional support. In 2000 Raytheon MissileSystems began to evaluate how to add value to the
Phalanx system by updating its capability, reducingits 24-month turnaround time and reducing costs.
The leadership of the Louisville facility imple-mented Raytheon Six Sigma™ (R6σ) for its con-tinuous improvement methodology, a system thathad been successfully implemented and deployedin other divisions of the parent company. R6σ™was developed by benchmarking other companiesand leveraging internal best practices. An inter-nal team supported by in-house Six Sigma expertsworked to explore approaches and to define a strat-egy unique to Raytheon. Guided by Raytheon’sCEO, the team planned to bring the company to-gether by embedding R6σ™ into the fabric of theorganization. The six-step approach is now anenterprisewide methodology for achieving wasteelimination and cost reduction.
At the Louisville facility, there are 20 ongoingR6σ™ projects. Much of the facilitywide success ofR6σ™ lies in a concerted effort to train employeesand many of its suppliers. In 2001 Raytheon-Lou-isville instituted a two-day R6σ™ training programfor all employees. Currently, 100% of the Louis-ville employees are trained in the specialist certi-fication process. To be a specialist, employees mustfirst serve on a team that has completed a project.Of the 382 trained specialists, 237 are qualified spe-cialists and three are qualified experts. Suppliersreceive the same two-day training as employees,with supplier management of different levels al-ways onboard to ensure the proper levels of sup-port. The combined use of the Raytheon Principlesfor Manufacturing (RPM), value stream mapping(VSM), and R6σ™ have given structure and inte-gration to the facility’s continuous process improve-ment and is industry-unique.
With R6σ™ firmly in place, Raytheon-Louisvilleis well-equipped to overhaul and repair the Pha-lanx CIWS. When a Phalanx system comes intothe facility for an overhaul, it goes into an areacalled “Tear Down.” From this point forward, thesystem is never sitting still but continues to movethroughout the facility on its journey back to theFleet. The facility’s use of performance-based lo-gistics (PBL) provides the establishment, expan-sion, and operation for the Phalanx program. Theseservices include assessment and investigation of

2
operational problems for determination of repair-ability with cost commendations and developmen-tal improvements.
The facility’s use of Integrated Product Teams(IPTs) is one of industry’s finest. This unique orga-nizational structure has been instrumental to thefacility’s success and the IPTs’ ownership of the en-tire value chain – an approach that ensures a uni-fied focus on customer need and mission accomplish-ment, with all functions represented and locatedtogether in team rooms for each IPT. Team roomsare positioned in close proximity to their respectiveproduction areas to ensure quick response to pro-duction requests. Alignment into IPTs has alsogreatly enhanced the Louisville facility’s communi-cation and business knowledge within the teamroom. Team members are now exposed daily toaspects of the business in which they had no priorexperience or knowledge and often no interest. Theresult has been a more knowledgeable workforcethat better understands how the performance oftheir duties affects other functions.
Raytheon-Louisville has also implemented a train-ing program following a growth in 2003 that resultedin a hiring ramp-up. The need to bring new em-ployees into established work groups and to trainthem without sacrificing quality or safety extendedto the need for training existing employees who hadbeen brought into new positions. A Six Sigma teamcreated team training modules for each IPT intendedfor new or transferring employees. These familiar-ized employees with general concepts for each IPTas well as job-specific concepts.
The Louisville facility has successfully managedto coordinate and consolidate its workforce not onlythrough its vigorous Six Sigma process and leanmanufacturing concepts but through other conceptsand processes that include the use of its Raytheon
Principles for Manufacturing (RPM). RPM has re-sulted in a production facility that can be quicklyadapted to fit new requirements from the customerthrough the use of works cells configured to mini-mize operator and material movement within thework cells as well as between feeding work cells.One of the facility’s most impressive implementa-tions has been the use of the visual factory systemwhere everything has a defined place on the pro-duction floor, facilitating the work efforts of bothsupport and production personnel.
Among the facility’s recent awards are the 2004Greater Louisville, Inc. (GLI) Quality and VisionAward, the 2003 Raytheon Environmental Health& Safety (EHS) Award for the Missile Systems divi-sion, the Raytheon Missile Systems Operations Ex-cellence Award in 2004 and 2005, the 2004 RaytheonCorporate Excellence in Operations Award, and theKentucky Governor’s Safety Award in 2003 and 2004.
The BMP Survey Team congratulates Raytheon-Louisville for winning the 2006 Best Manufactur-ing Practices Award for Excellence and considersthe following practices in this report to be amongthe best in industry and government.
Point Of Contact:For further information on items in this report,
please contact:Mr. John J. EaglesPublic Affairs ManagerRaytheon-LouisvilleMissile Systems6201 Strawberry LaneLouisville, Kentucky 40214Phone: 502-364-6768Fax: 502-364-6582E-mail: [email protected] site: www.raytheon.com
S e c t i o n 2
Best Practices
3
Production
Corrosion Prevention
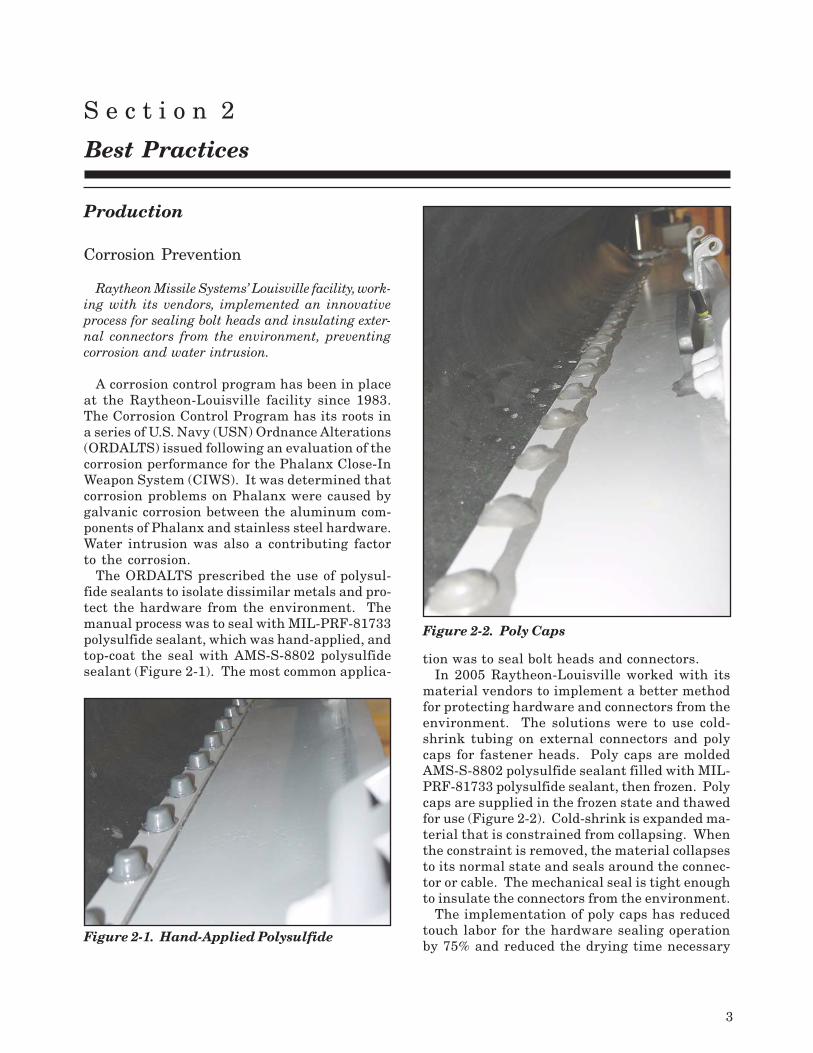
Raytheon Missile Systems’ Louisville facility, work-ing with its vendors, implemented an innovativeprocess for sealing bolt heads and insulating exter-nal connectors from the environment, preventingcorrosion and water intrusion.
A corrosion control program has been in placeat the Raytheon-Louisville facility since 1983.The Corrosion Control Program has its roots ina series of U.S. Navy (USN) Ordnance Alterations(ORDALTS) issued following an evaluation of thecorrosion performance for the Phalanx Close-InWeapon System (CIWS). It was determined thatcorrosion problems on Phalanx were caused bygalvanic corrosion between the aluminum com-ponents of Phalanx and stainless steel hardware.Water intrusion was also a contributing factorto the corrosion.
The ORDALTS prescribed the use of polysul-fide sealants to isolate dissimilar metals and pro-tect the hardware from the environment. Themanual process was to seal with MIL-PRF-81733polysulfide sealant, which was hand-applied, andtop-coat the seal with AMS-S-8802 polysulfidesealant (Figure 2-1). The most common applica-
tion was to seal bolt heads and connectors.In 2005 Raytheon-Louisville worked with its
material vendors to implement a better methodfor protecting hardware and connectors from theenvironment. The solutions were to use cold-shrink tubing on external connectors and polycaps for fastener heads. Poly caps are moldedAMS-S-8802 polysulfide sealant filled with MIL-PRF-81733 polysulfide sealant, then frozen. Polycaps are supplied in the frozen state and thawedfor use (Figure 2-2). Cold-shrink is expanded ma-terial that is constrained from collapsing. Whenthe constraint is removed, the material collapsesto its normal state and seals around the connec-tor or cable. The mechanical seal is tight enoughto insulate the connectors from the environment.
The implementation of poly caps has reducedtouch labor for the hardware sealing operationby 75% and reduced the drying time necessary
Figure 2-1. Hand-Applied Polysulfide
Figure 2-2. Poly Caps
4
for polysulfide sealants by 50%. Hazardous ma-terial use and waste has also been reduced. Polycaps have increased safety due to a decrease ininjuries associated with the application and re-moval process. Because it is a new method ofapplying the same material, this process did notrequire an engineering change. Cold-shrink hasresulted in a 50% reduction in the time spentcompleting the connector sealing operation. Thedrying time of the polysulfide sealants and haz-ardous material has also been eliminated fromthis operation. Both processes have significantlyincreased the consistency and uniformity of theapplication of the material.
Foreign Object Damage/Debris Elimina-tion Program
The goal of Raytheon Missile Systems’ ForeignObject Damage/Debris Elimination Program is theearly detection and elimination of hazards to lifeand hardware caused by foreign object debris andcontamination. Adherence to this program, whichis being flowed down to suppliers, has ensured azero foreign object damage/debris incident rate for thelast 25 deliveries.
Raytheon Missile Systemsrecognized the need to for-malize the Foreign ObjectDamage/Debris (FOD) Elimi-nation Program that was be-ing informally conducted atits Louisville facility. Thefacility’s prior practice was toremove any FOD found anytime during the overhaul pro-cess – a common sense andinformal approach thatworked relatively well. How-ever, as production cycletimes increased, the need todevelop and implement leanmanufacturing principles be-came more important. InSeptember 2005, Raytheon-Louisville released its firstSite Quality Practice (SQP4.13.8), formally documentingthe FOD process.
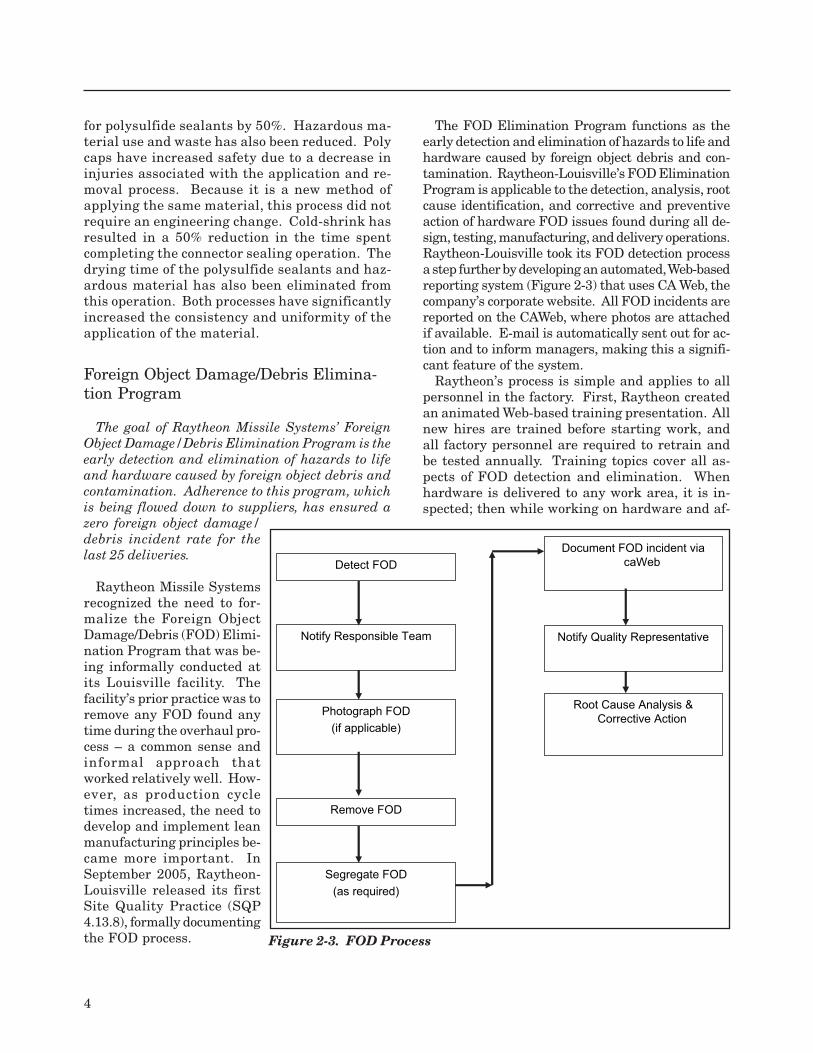
The FOD Elimination Program functions as theearly detection and elimination of hazards to life andhardware caused by foreign object debris and con-tamination. Raytheon-Louisville’s FOD EliminationProgram is applicable to the detection, analysis, rootcause identification, and corrective and preventiveaction of hardware FOD issues found during all de-sign, testing, manufacturing, and delivery operations.Raytheon-Louisville took its FOD detection processa step further by developing an automated, Web-basedreporting system (Figure 2-3) that uses CA Web, thecompany’s corporate website. All FOD incidents arereported on the CAWeb, where photos are attachedif available. E-mail is automatically sent out for ac-tion and to inform managers, making this a signifi-cant feature of the system.
Raytheon’s process is simple and applies to allpersonnel in the factory. First, Raytheon createdan animated Web-based training presentation. Allnew hires are trained before starting work, andall factory personnel are required to retrain andbe tested annually. Training topics cover all as-pects of FOD detection and elimination. Whenhardware is delivered to any work area, it is in-spected; then while working on hardware and af-
Figure 2-3. FOD Process
DOF tceteD
maeT elbisnopseR yfitoN
DOF hpargotohP)elbacilppa fi(
DOF evomeR
DOF etagergeS)deriuqer sa(
aiv tnedicni DOF tnemucoDbeWac
evitatneserpeR ytilauQ yfitoN
& sisylanA esuaC tooRnoitcA evitcerroC
5
ter completing work on hardware, a final inspec-tion is made. All work area personnel also rely onthe “buddy system” to again inspect and reinforceRaytheon’s FOD Program. Work area personnelconducting in-process and final inspections useflashlights or fiber optic illuminators and mirrorsto see into tight work areas.
Raytheon-Louisville has a zero FOD incident ratefor the last 25 Phalanx and Rolling Airframe Mis-sile (RAM) deliveries. To maintain and continuethe success of this program, Raytheon is takingthe next step. FOD prevention requirements willbe flowed down to Type 1 part-number factory sup-pliers on new purchase orders using purchase or-der attachment TQA 166 (010), Foreign ObjectDamage Prevention – Quality Assurance.
Manufacturing Excellence Model
The implementation of the Manufacturing Excel-lence Model provided a needed tool to judge theprogress of Raytheon factories’ process improvementand lean manufacturing efforts. Used as an indica-tor for determining which areas need improvement,the Manufacturing Excellence Model’s 20 functionalareas provide an invaluable set of tools for Raytheonmanagement, line workers, and government clientsto continuously improve production.
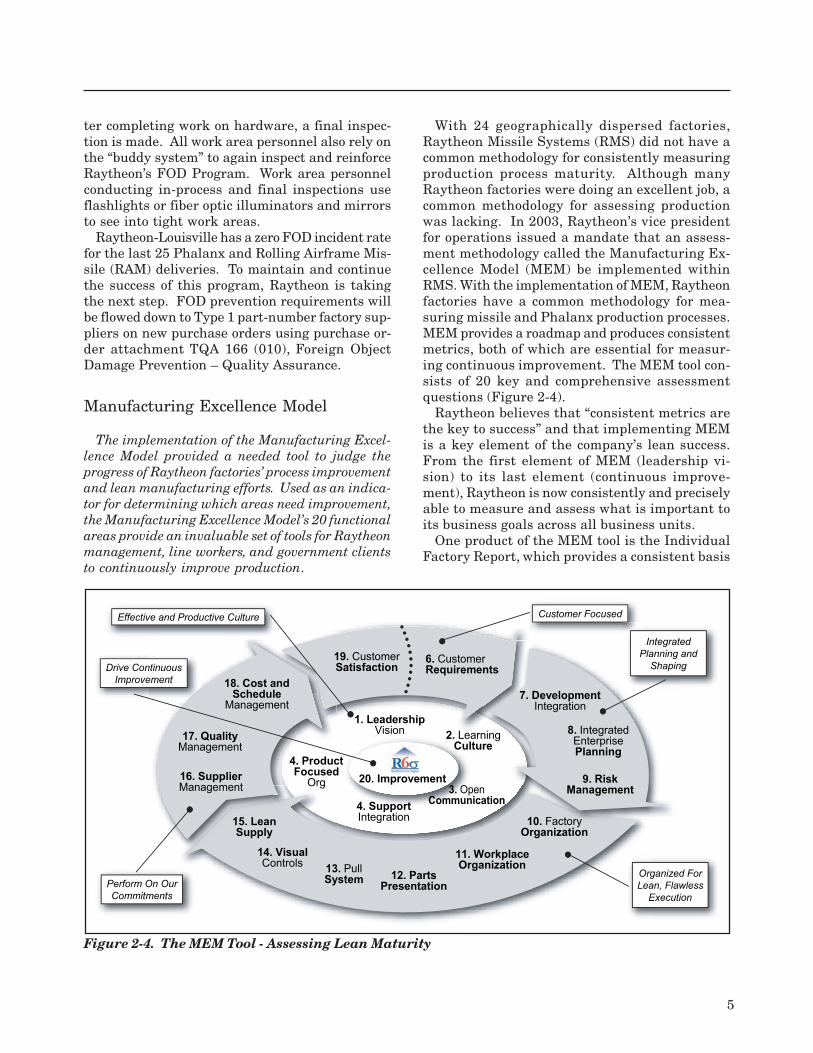
With 24 geographically dispersed factories,Raytheon Missile Systems (RMS) did not have acommon methodology for consistently measuringproduction process maturity. Although manyRaytheon factories were doing an excellent job, acommon methodology for assessing productionwas lacking. In 2003, Raytheon’s vice presidentfor operations issued a mandate that an assess-ment methodology called the Manufacturing Ex-cellence Model (MEM) be implemented withinRMS. With the implementation of MEM, Raytheonfactories have a common methodology for mea-suring missile and Phalanx production processes.MEM provides a roadmap and produces consistentmetrics, both of which are essential for measur-ing continuous improvement. The MEM tool con-sists of 20 key and comprehensive assessmentquestions (Figure 2-4).
Raytheon believes that “consistent metrics arethe key to success” and that implementing MEMis a key element of the company’s lean success.From the first element of MEM (leadership vi-sion) to its last element (continuous improve-ment), Raytheon is now consistently and preciselyable to measure and assess what is important toits business goals across all business units.
One product of the MEM tool is the IndividualFactory Report, which provides a consistent basis
Figure 2-4. The MEM Tool - Assessing Lean Maturity
.6 remotsuCstnemeriuqeR
tnempoleveD .7noitargetnI
.8 detargetnIesirpretnEgninnalP
ksiR .9tnemeganaM
.01 yrotcaFnoitazinagrO
ecalpkroW .11noitazinagrO
straP .21noitatneserP
.31 lluPmetsyS
lausiV .41slortnoC
naeL .51ylppuS
reilppuS .61tnemeganaM
ytilauQ .71tnemeganaM
dna tsoC .81eludehcS
tnemeganaM
.91 remotsuCnoitcafsitaS
pihsredaeL .1noisiV .2 gninraeL
erutluC
.3 nepOnoitacinummoC
troppuS .4noitargetnI
tcudorP .4desucoF
grO
desucoF remotsuC
detargetnIdna gninnalP
gnipahS
roF dezinagrOsselwalF ,naeL
noitucexEruO nO mrofreP
stnemtimmoC
suounitnoC evirDtnemevorpmI
erutluC evitcudorP dna evitceffE
tnemevorpmI .02
6
for measuring lean progress that Raytheon did nothave prior to implementing the MEM tool.Raytheon actively pursued a program of improv-ing assessment scores from a baseline 3.4 in July2004 to a current score of 3.9. Using operationsmanagers from other Raytheon facilities to inde-pendently score its factory, Raytheon-Louisvillecontinues to make great strides in overall qualitythroughout the production enterprise. These im-provements have resulted in increased efficiencyand reduced cycle time. Monthly metrics includ-ing MEM are collected and reported on the Louis-ville facility MEM scorecard and are distributedvia Raytheon’s Manufacturing Intelligence Cen-ter (MIC). A weekly scoring sheet is kept for eacharea in the facility, with all employees using aMEM scoring system.
Parts Presentation
The Raytheon-Louisville plant has developedand expanded a proven method for efficientlymoving production parts to the shop floor. PartsPresentation Vehicles are used to increase pro-duction efficiency at the Louisville facility. Theuse of Parts Presentation Vehicles has enabledRaytheon-Louisville to meetschedule delivery times forthe last 85 months.
The Raytheon-Louisville fa-cility has instituted a changein the way material is issuedto the production work areasthat has resulted in benefitsto Raytheon, its customers,and its employees. Using aconcept first initiated by theTucson Missile Systems divi-sion, the Louisville team rec-ognized several inefficienciesin the way their plant for-merly issued material to theshop floor, which included theuse of pallets and forklifts asa primary mechanism tostore, pick, and move mate-rial. The movement of ma-terial and assembled partsback and forth to the store-room also wasted productionpersonnel and inventory con-
troller man-hours transporting, issuing, and mark-ing parts. The practice of storing material on pal-lets in the work areas created a waste of valuableproduction space and an unorganized parts situa-tion. Workers within the area would spend the firstfew hours sorting through the material on palletsand in bins by organizing and identifying neededparts. The method for transporting parts to thework area and storage in the work area promotedmore chances for material to get lost or damaged,increasing production cycle times.
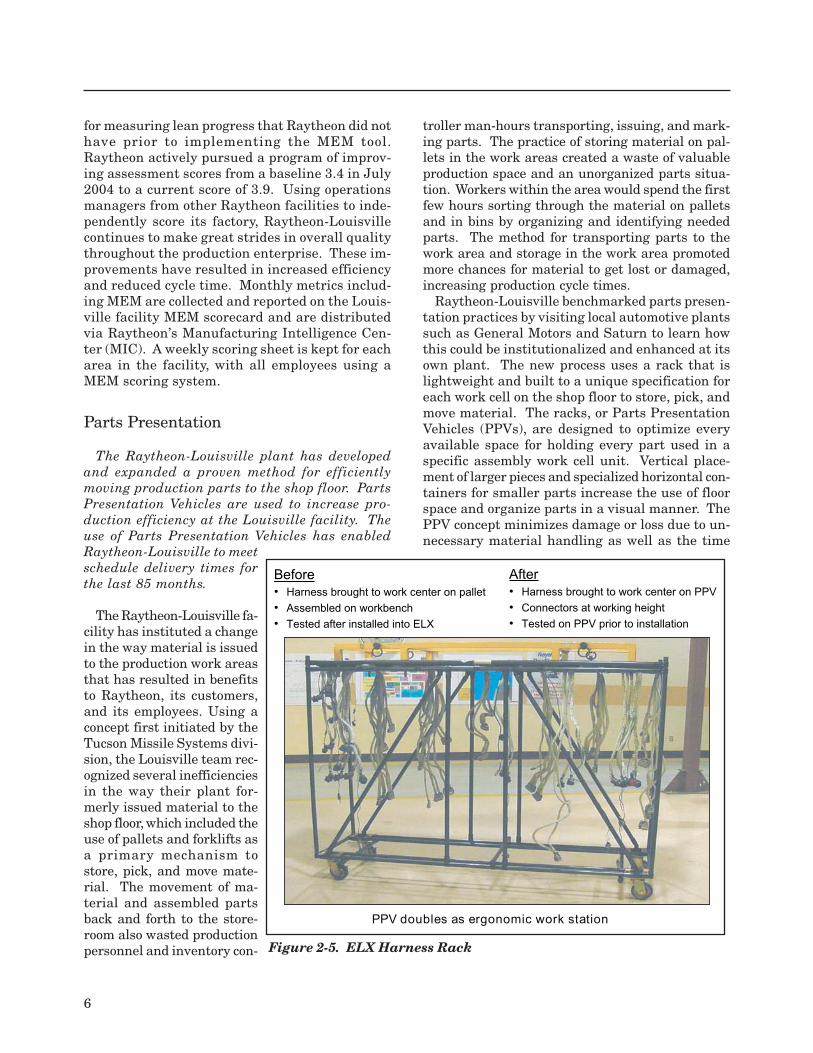
Raytheon-Louisville benchmarked parts presen-tation practices by visiting local automotive plantssuch as General Motors and Saturn to learn howthis could be institutionalized and enhanced at itsown plant. The new process uses a rack that islightweight and built to a unique specification foreach work cell on the shop floor to store, pick, andmove material. The racks, or Parts PresentationVehicles (PPVs), are designed to optimize everyavailable space for holding every part used in aspecific assembly work cell unit. Vertical place-ment of larger pieces and specialized horizontal con-tainers for smaller parts increase the use of floorspace and organize parts in a visual manner. ThePPV concept minimizes damage or loss due to un-necessary material handling as well as the time
Figure 2-5. ELX Harness Rack
noitatskrowcimonogresaselbuodVPP
retfA• VPPnoretneckrowotthguorbssenraH• thgiehgnikrowtasrotcennoC• noitallatsniotroirpVPPnodetseT
erofeB• tellapnoretneckrowotthguorbssenraH• hcnebkrownodelbmessA• XLEotnidellatsniretfadetseT

7
The Latest (but not last) Final Assembly PPV
shop workers spend looking for a part. PPVs arealso designed to capture optimum ergonomic ben-efits by designing a space for heavy items or mostused parts where they can be easily retrieved. Insome cases, such as a harness rack used in one ofthe production lines, the cables are prehunghung.With the connectors at working height, the cablescan be tested without being removed from the rackprior to installation on an assembly (Figure 2-5).
Increased safety considerations for this new and en-hanced process benefit Raytheon-Louisville and itsemployees. The reduced potential for injury has beenminimized with improved ergonomics by decreasingthe need to bend and lift. The potential for injury dueto tripping and falling has also been reduced with theelimination of pallets holding material and crowdingthe workspace. The PPVs further allow for assembliesto move directly to the next work center, eliminatingthe transportation, packing, and marking for assem-blies back and forth to the storeroom. Since every itemneeded for an assembly has a preassigned space on thePPV, the time spent to pick and transport material tothe work area on the PPV has been reduced from 4 to5 days to less than 1 day. If a part to complete an as-sembly is missing, it is readily noticeable by inventorypersonnel, the work area team, and the supervisor (Fig-
ure 2-6). This enables a rapidresolution to the issue of partsavailability.
Raytheon-Louisville hasalso realized cleaner work cellareas using the PPVs. ThePPV concept has not only in-creased production space byreducing material holdingspace and creating an orga-nized inventory system, butunwanted packing materialnever makes it to the shopfloor. Raytheon- Louisvilleemployees, now empoweredto think of even better waysof enhancing the agile and vi-sual factory concepts, con-tinue to improve the PPV de-signs for each area and theprocess for populating andmoving the PPVs to the workarea. Inventory personnelnow unpack all parts and placethem in prelabeledlabeled,specialized storage areas for
each part within each PPV. This reduces waste dun-nage in the shop and keeps recycled packaging ma-terials where they can be more readily used, creat-ing a more efficient process in both areas.
Other ideas for making better use of the PPVsare continually being created and used by theworkforce. The materials used to construct thePPVs are such that disassembly and redesign to in-corporate modifications into any given PPV is aneasy process; therefore, PPVs are constantly beingupgraded and improved to incorporate employeeideas and increase efficiency in any given workspace.
Phalanx Fleet Reliability Improvement Team
Creation of the Phalanx Fleet Reliability Improve-ment Team and surrounding processes has enabledlife-cycle reporting of reliability and failure data forthe Phalanx system. It has also aided closed-loopquality and mission assurance. With the establish-ment of a cross-functional team to provide a forumfor Fleet reliability and quality improvement,Raytheon-Louisville is able to emphasize the impor-tance of data collection and review and correctiveactions. The Phalanx Fleet Reliability Improvement
Figure 2-6. Final Assembly Pick

8
Team and surrounding processes have resulted in areduction in failures and quality issues for eachPhalanx and an increase in operational availability.
At the end of 2002, there was no forum for Fleetreliability and quality improvements. Raytheon-Lou-isville recognized that they did not have a closed-loop product assurance process and initiated a pro-posal to establish a Phalanx Fleet ReliabilityImprovement Team (PFRIT). This was in consonancewith innovative warrantees and Phalanx upgrades.
The PFRIT is a cross-functional team consisting ofthe Navy Program Office, Raytheon-Louisville, theIn-Service Engineering Agent (ISEA), the DefenseContracting Management Agency (DCMA), and theTSC Bird Company. The vision was to direct cost-effective, constructive changes in Phalanx manufac-turing and designs, to enhance product reliability andquality, and to reduce total ownership cost. A Fail-ure Review Board (FRB) and a Corrective ActionBoard (CAB) were established to adjudicate failuresin final test, Fleet test, and factory data.
Semiannual PFRIT production reviews were insti-tuted to review all data and identify reliability im-provement opportunities. Quality engineers assignedto production Integrated Product Teams (IPTs) col-lected and reviewed metrics from all databases, ana-lyzed trends, and determined cause and correctiveactions. After completing CAB reports, monthlymeetings assessed effectiveness and corrective ac-tions were shared with the PFRIT. The PFRIT metsemiannually for two days to refocus on the data andidentify the “low-hanging fruit.” From mid-2004 todate, all data have been reviewed four times. Keysuppliers have been identified and integrated intoteams where collective improvements in reliabilitycan be developed. In some cases suppliers had noidea that failures were occurring in their components.A life cycle approach has also been established thathelps to identify systemic trends and opportunitiesfor design improvements.
Continuing with data acquisition, the team createdthe Integration Test Log (IT Log) that combines theFailure Reporting and Corrective Action System (FRA-CAS) and warranty failure data into one database. TheCA Web, a “factory concern” database, was developedto reduce hidden rework for items that were not tech-nically failures but that could ultimately produce un-foreseen problems (e.g., loose hardware or improve-ments to work instructions). The CA Web was builton the idea that pictures are good and that fixes neededto be communicated back to the workforce to rein-
force positive process improvements. With this sys-tem, actual concerns are posted around the workplace.Field service representatives at the Fleet access theIT Log online and now document and detail failuresusing root cause and corrective action pocket guides.Support training is available, and efforts continue toimprove failure communication and language to thefactory’s quality engineers.
Results identified from 2002 to date include mea-surable improvements in first-article test, reducedincidences of factory concern, reduced quality issuesfor each Phalanx, reduced failures, and reduced war-ranty returns. Suppliers have reduced non-confor-mities and perform root cause and corrective actionsin some cases. Downtime drivers are also more ac-curately identified and corrected, aiding overall mea-sured increases in operational availability (Ao). Effi-ciencies include identification of failure families andenhanced communication with customers and sup-pliers for mutual defect reduction. Weaknesses introubleshooting have been identified at the factorylevel. At sea, tightened processes have reduced av-erage out-of-warranty defects and in-warranty defects.
Companies have the tendency to end aggressiveissue tracking when products leave the front gate.Raytheon-Louisville has chosen to take an active own-ership role-life cycle approach to capture issues thatnormally could not be fully documented. This ap-proach has benefited the Phalanx system by exhibit-ing fewer failures and higher availability. Raytheon-Louisville now shows tighter production processes,lower costs, and improved customer satisfaction.
Rapid Acquisition
Raytheon Missile Systems’ Louisville facility suc-cessfully executed a rapid acquisition project by de-signing, building, and testing six land-based Pha-lanx Weapon Systems in a ten-month period for theU.S. Army. A spiral development methodology isbeing followed. The Rapid Acquisition Project dem-onstrated Raytheon-Louisville’s responsiveness andflexibility in meeting customer needs.
The Army had an urgent need for a system thatcould engage rocket, artillery, and mortar fire toreduce its casualty rate. Current weapon systemswere designed around a threat different from theone the Army was facing in 2004. Existing systemscould sense the incoming fire and warn the personnelbut could not engage the threat directly. Raytheon-

9
Louisville was tasked with providing a road-mo-bile and air-transportable system that could search,track, and engage incoming threats. To meet theserequirements, the Phalanx Close-In Weapon Sys-tem (CIWS) was modified and packaged with atrailer for mobility.
A rapid acquisition is characterized by an im-mediate need in the theater of operations andtypically lacks robust specifications, documenta-tion, and detailed customer requirements. Ahighly aggressive schedule is also characteristicof a rapid acquisition project. This project was anew application of the Phalanx CIWS with hard-ware and software modifications. Barriers to ex-ecution of the project included rapid prototypingand testing, limited design history, and no docu-mented internal process.
Raytheon-Louisville brought together all thestakeholders and formulated an execution plan.The plan included project tasks such as identify-ing new components and suppliers capable of meet-ing design and schedule requirements, establish-ing an off-line method of ordering and trackingmaterial, and ensuring that the parts were re-ceived just in time (JIT) without affecting the U.S.Navy’s (USN’s) fielding schedule.
Working concurrently with other organizationsinternal and external to the Louisville facility waskey to the success of the Rapid Acquisition Projectas was immediately establishing good relationshipswith new vendors, empowering technicians and en-gineers to design during integration, and keepingall shareholders involved to foster flexibility.
By performing the necessary tasks and overcom-ing barriers, Raytheon-Louisville was able to dem-onstrate the capability of the Phalanx CIWSthrough a live-fire test in December 2004. Con-tract turn-on in January 2005 was followed by de-livery to Raytheon’s Tucson facility for softwaremodification in March 2005. The first two systemswere tested at the Yuma Proving Grounds in Apriland arrived in-theater in May 2005.
The Rapid Acquisition Project is following a spiraldevelopment methodology and is currently workingon including air transportability without special han-dling equipment and off-road mobility in the design.Raytheon-Louisville has also formed an IntegratedProduct Team (IPT) that includes members fromRaytheon’s Tucson facility, the Redstone Arsenal inHuntsville, Alabama, and Fort Bliss, Texas.
The Rapid Acquisition Project was a new under-taking for Raytheon-Louisville that demonstrated
the facility’s ability to successfully execute a projectby designing, building, and testing six land-basedPhalanx Weapon Systems (LPWS) for the U.S.Army in a 10-month period – a testimony to thefacility’s responsiveness and flexibility in meetingthe needs of its customers.
Raytheon Six Sigma™
Raytheon-Louisville has deployed Raytheon SixSigma successfully and has gained cost, quality,and schedule benefits since 1999 using this method-ology, which focuses on continuous process improve-ment. The Raytheon Six Sigma process has devel-oped strong leadership candidates who arewell-versed in applying the tool to gain process im-provement for the site. It has also created happieremployees, proud leaders, and a safe work environ-ment for the Louisville employees.
The fundamental objective of the Raytheon SixSigma™ (R6σ) methodology is the implementationof a knowledge-based strategy that focuses on pro-cess improvement and variation reduction throughthe application of R6σ™ tools. R6σ™ is acorporatewide initiative. This process was launchedat the Louisville facility in 1999 to unify companiesacquired by Raytheon and bring the acquired com-panies up to speed with the way Raytheon did busi-ness worldwide. R6σ™ implemented the same com-mon culture and language across the enterprise toclose any gaps that existed among the different busi-ness sites. The six steps of the R6σ™ process wheelinclude: Visualize, Commit, Prioritize, Characterize,Improve, and Achieve (Figure 2-7). By addressingthe different steps in the wheel along with leanmanufacturing, Raytheon-Louisville was able toimplement improvements to systems and processes.
Selecting the right project has a tremendous ef-fect on Raytheon-Louisville’s business. When doneproperly, processes function more efficiently in 3 to6 months, and employees feel satisfied and appreci-ated for contributing to improvements that impactthe business unit. If project selection is done im-properly, a project may be selected that does nothave the full business buy-in, and project roadblocksmay arise due to other business priorities.
Raytheon-Louisville currently has senior leader-ship sponsorship, from the CEO and vice presidentsto the entire Raytheon enterprise. The facility’s382 employees have received R6σ™ specialist train-
10
ing, with approximately 237 employees having workedon R6σ™ projects. The facility’s goal is to involve alltrained employees in R6σ™ projects. Web-based toolsand a project library provide a constant flow of com-munication across the company. Trained R6σ™ ex-perts lead R6σ™ continuous process improvementprojects. A specialist is trained and experienced inthe application of the R6σ™ methodology and tools bydemonstrating the ability to apply the knowledge to awide range of business unit activities. Experts arerecognized and evaluated on traits that include lead-ership, self-motivation, and managing and executingR6σ™ projects.
The implementation of the R6σ™ tools has enabledthe supplier-management project to reduce and con-solidate suppliers from 800 to 600 in the past 3 years.This has led to a total of 19 purchasing agreementslocked to a fixed price for the next 3 years. With anincrease in Phalanx production over the past year usingR6σ™ strategies and lean manufacturing, waste hasbeen minimized, cycle time has been reduced by 20%,and operational efficiency has improved by 10%. Themost impressive benefits have been the retention ofemployees, selecting achievable projects, high visibil-ity for employee involvement, and prioritization of im-provement projects. There are currently 20 ongoingR6σ™ projects at the Raytheon-Louisville site.
Visual Factory
Visual factory is a term that de-scribes how data and informa-tion is conveyed in a lean manu-facturing environment. The timeand resources dedicated to con-veying information, althoughnecessary, are a form of waste inlean manufacturing. Raytheon-Louisville uses visual factory toconvey information such as signs,charts, and add-ons to make in-formation easily accessible tothose who need it. Visual factoryhas significantly enhanced theproduction process through theuse of signage and color-coding.
When U.S. Navy (USN) ordersdoubled for Phalanx systems,Raytheon’s Louisville facility wasforced to increase production ef-forts to produce four systems amonth. Visual factory was
implemented to organize the factory in an effort tomeet delivery schedule.
Prior to implementing the total visual factory con-cept in 2004, workspaces at the Louisville facilitywere cluttered and disorganized. Work cell nameswere not posted in all areas, and there was no stan-dardization of signage. Nothing on the productionfloor had a dedicated location. Work-in-process(WIP) was placed in any location in the work cell.With no standard place for parts within the workcell, much time was wasted verifying and lookingfor parts. Tools were misplaced or were difficult tofind, and supervisors routinely did not know theoperational status of work cell equipment. Fourthings are now visually apparent to anyone whoenters the Raytheon-Louisville facility – who, what,where, and when. Visual factory is a revolutionary,open-factory-floor concept with state-of-the-art add-ons that include shadow boards and color-codingthroughout the factory to alert all personnel to thestatus of processes.
Raytheon has identified all aspects of the factoryfloor with a four-level signage system:
• Level 1 signs are posted at main entrancesto the production floor.
• Level 2 signs are used to designate differ-ent product lines within the same factory
Figure 2-7. Raytheon 6s Principles
ezilausiV
timmoC
ezitiroirP
eveihcA
evorpmI
eziretcarahC

11
such as Phalanx or the Rolling AirframeMissile (RAM).
• Level 3 signs are used to designate areas orwork cells in the factory.
• Level 4 signs designate different work-benches within a work cell.
It is immediately apparent who is working onwhat, where they are in the process, and where itwill move next. The use of visual indicators todirect proper placement of parts, tools, or assem-bly operations creates a work environment that isself-explanatory, self-ordering, self-regulating, andself-improving. One of the hallmarks of Raytheon’svisual factory implementation is the self-improv-ing aspect. Raytheon has managed to kick-startthis program from the corporate level and is chang-ing and improving with inputs from every level ofthe organization.
In addition to adding signs throughout the fac-tory, Raytheon-Louisville implemented a system ofwork area colors. The color system allows anyoneat any time to know what area of the factory theyare in. For example, yellow represents high-volt-age units. Color-coded work areas implemented asystem of floor striping that designates other highinterest production areas such as fire-related (red),explosives (orange), supermarket/line stock carts/kanbans (green), and work cells (blue). Raytheon’ssignage and color-coding system enables an assem-bly worker or supervisor to know who produced theparts in a Parts Presentation Vehicles (PPV) andwhere those parts are going. PPVs are loaded inthe same order that parts are needed for assembly,and any missing parts are noted with a sign thatreads “Part Missing.”
Raytheon-Louisville has realized numerous ben-efits since implementing visual factory, including anoverall reduction of 30% in Phalanx production cycletime. Other benefits include established, predeter-mined locations for everything on the productionfloor. Parts, WIP, tools, and hardware are readilyidentifiable and accessible. The time to locate itemshas been significantly reduced, and work clutter hasbeen eliminated. In a time of increased production,the Louisville facility has been able to create addi-tional production floor workspace from workspaceefficiencies. Since Raytheon’s workspaces arecleaner and more organized, the risk of injury hasbeen greatly reduced. Raytheon Missile Systemshas created a new culture with buy-in from everyaspect of production and everyone feeling respon-sible for maintaining production areas.
Logistics
Phalanx Performance-Based LogisticsProgram
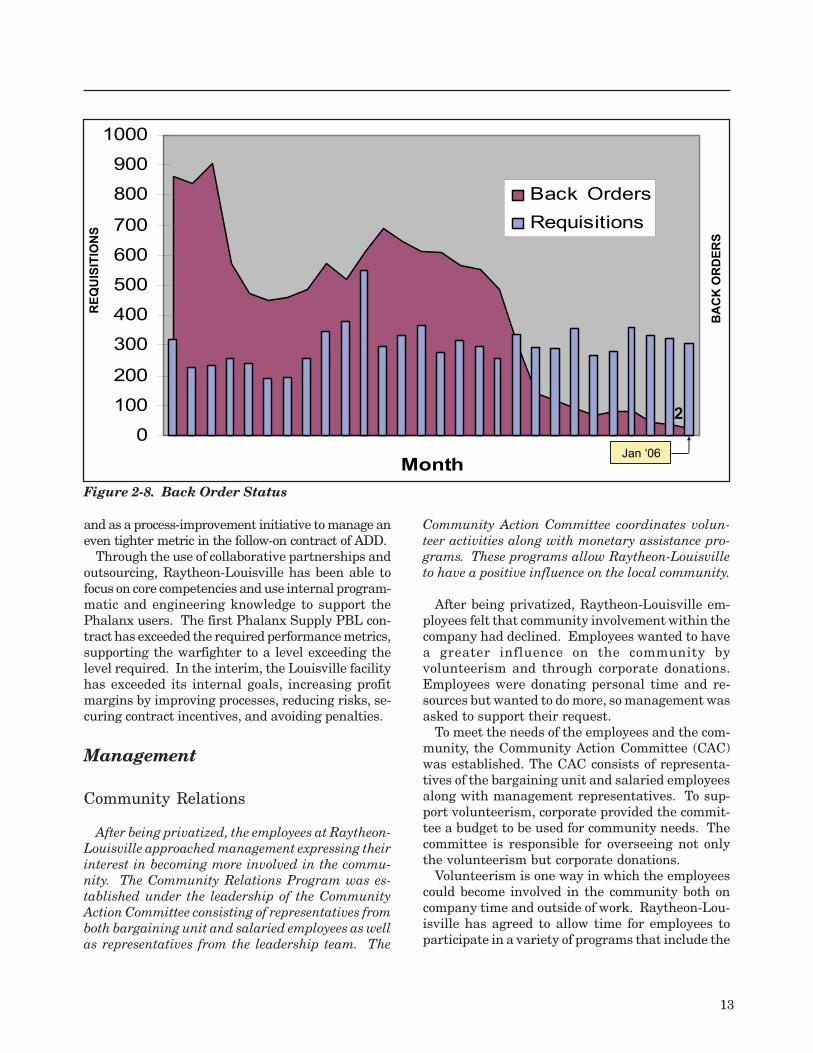
Raytheon-Louisville, through innovativepartnering with the customer, the Naval InventoryControl Point, United Parcel Service-Supply ChainSolutions, and long-term suppliers, has successfullysupported the Phalanx users and their needs. ThePhalanx Performance-Based Logistics Support con-tract has reduced stock back orders and requisitionprocessing and shipping times to minimize weaponsystem downtimes and reduce supply chain costs.
The Raytheon-Louisville Phalanx Program hasestablished a Performance-Based Logistics (PBL)contract with the Naval Supply System (NAVSUP)Naval Inventory Control Point-Mechanicsburg(NAVICP-M). NAVSUP, through acquisition re-form, has pursued PBL contracts with weapon sys-tem original equipment manufacturers (OEMs) toenhance requisition response time and warfighter(customer) satisfaction while decreasing supplychain costs, logistic footprint, and weapon down-time waiting for replacement parts.
Traditional supply support for Naval weapon sys-tems through the NAVSUP involves NAVICP man-aging repair parts and the Defense Logistic Agency(DLA) managing non-repairable (consumable) parts,while the Federal Inventory Supply Centers (FISCs)and DLA store issues and receives all of these parts.The infrastructure behind traditional supply sup-port was costly while the time to repair, procure,and ship parts to the warfighter was too long, re-sulting in increased downtime of weapon systemsand increased logistic footprints in the battlefield.
Supply Support PBLs shift traditional tasks of in-ventory management, warehousing, procurement,and repair decisions to the PBL contractor or PBLintegrator while NAVICP’s role is reduced to man-aging and funding the PBL contract using Navyworking-capital-fund dollars. The PBL process isinvisible to the Fleet as traditional means of requi-sitioning and receiving parts are still the same, butlead-times are greatly reduced under the perfor-mance-based contracts. The Phalanx program had850 back orders at the time of transition from tradi-tional support to PBL in 2000. Nearing the end ofits first 5-year contract, the Phalanx program nowhas an average of two back orders.

12
PBL contracts base incentive or penalty fees onperformance, which is measured in terms of metricsthat are of importance to NAVICP, such as opera-tional availability (Ao). Ao measures system avail-ability as the supply support contribution to improvedAo by reducing the mean logistics delay time (MLDT).
Raytheon-Louisville has concentrated on reducingthe MLDT on the Phalanx program by using collabo-rative long-term partnerships with suppliers and athird-party logistics provider. The Louisville facilityalso serves as a repair depot for 70% of the partsunder the PBL contract, builds 60% of all Phalanxspare parts, and is colocated with the In-Service En-gineering Agent (ISEA) at the Louisville plant. Thethird-party logistics provider, United Parcel Service-Supply Chain Solutions (UPS-SCS), is also located inclose proximity to the Louisville plant and warehouseand receives and ships all of the parts under the PBLcontract. UPS-SCS uses the transportation portionof the company to transport all parts coming andgoing under the PBL contract to fill requisitions ortransport parts to and from repair facilities, decreas-ing costs and transportation times.
This unique innovative partnership with the UPSLogistics Group allows Raytheon to concentrate oncore functions with their knowledge of the Phalanxsystem and program concerns to effectively manageinventory and make repair and procurement decisions.Raytheon-Louisville outsources the warehousing, req-uisition processing, receiving, and shipping to UPS-SCS using 24/7 service to effectively realize cost sav-ings, which in turn enables Raytheon to concentrateon what they do best. Outsourcing this process alsominimizes risks by selecting a company that is notunion-based, eliminating the potential for strikes andoffering Raytheon 50 other transportation solutions ifUPS transportation should go on strike.
To interface with the Naval Supply Chain and re-ceive and relay requisition-processing information,UPS-SCS has outsourced the data interchange to acompany called Sterling Value-Added Network (VAN),a company with hardware that interfaces with theDefense Automated Addressing System (DAAS).DAAS carries supply requisitions from the warfightervia NAVICP to Sterling’s mailbox for UPS-SCS topick up into its inventory Starbright inventory sys-tem to retrieve the requisitions and feed informa-tion electronically back to the supply system on in-ventory visibility. Raytheon has access to Starbright’sreal-time inventory system to determine which partsto hold, to repair, or to procure, reducing potentialback order situations. Starbright also tracks parts
that are out for repair and interfaces with UPS trans-portation to track shipments.
The PBL contract further allows Raytheon to usethe Smart Transportation System (STS), a Navalsupply-based transportation system. STS ships partsthrough the military transportation systems to over-seas points without experiencing the customs delaysimposed on commercial transportation carriers.Requisitions going to overseas locations are trackedunder the PBL metric with a start time of when therequisition is received in Starbright to when the partis picked up on the UPS loading dock by the STScarrier – not when the part is delivered to its desti-nation as all other requisition shipments.
Through lessons learned and continuous im-provements, Raytheon-Louisville has also devel-oped Phalanx PBL Automated Requisition Track-ing System (PARTS), a PBL requisition visibilitywebsite. This system provides Web-based, real-time visibility for requisition shipping status thathas reduced labor hours from 4 to 3 labor years atthe Louisville facility. The Web-based visibility notpreviously supported by traditional support or otherPBL contracts has also increased customer andwarfighter satisfaction.
PBL contracts measure performance using a setof metrics that are important to the customer andthe warfighter. In the supply system the biggest per-formance measurement is Average Days Delay (ADD)– the time from receipt of the requisition to deliveryat destination. Raytheon internally meets quarterlyto review metrics and to ensure any failure to meeta metric is reviewed and eliminated if possible. Cur-rent ADD performance requirements on the Pha-lanx PBL are separated into one of three groups:Priority Items, Critical Items, and Non-Critical Items.The current performance requirements for thesethree groups are 5 days or less, 8 days or less, and 14days or less, respectively. Raytheon-Louisville’s Pha-lanx PBL has maintained an order responsivenessto well above the contract requirement of 85% andhas completed 63 consecutive months of exceedingall contractual metrics (Figure 2-8).
Follow-on contract performance requirementshave been reduced by NAVICP to 2.8 days or less,3.5 days or less, and 4.0 days or less respectively.Metric management in the follow-on contract willrequire real-time monitoring of ADD metrics byUPS-SCS for optimal transportation solution de-termination. Raytheon plans to subscribe to Ster-ling VAN as well to have oversight of when requi-sitions are received from DAAS as a lesson learned
13
0
001
002
003
004
005
006
007
008
009
0001
htnoM
OrderskcaBsnoitisiuqeR
60‘ naJ
2
BA
CK
OR
DE
RS
RE
QU
ISIT
ION
S
and as a process-improvement initiative to manage aneven tighter metric in the follow-on contract of ADD.
Through the use of collaborative partnerships andoutsourcing, Raytheon-Louisville has been able tofocus on core competencies and use internal program-matic and engineering knowledge to support thePhalanx users. The first Phalanx Supply PBL con-tract has exceeded the required performance metrics,supporting the warfighter to a level exceeding thelevel required. In the interim, the Louisville facilityhas exceeded its internal goals, increasing profitmargins by improving processes, reducing risks, se-curing contract incentives, and avoiding penalties.
Management
Community Relations
After being privatized, the employees at Raytheon-Louisville approached management expressing theirinterest in becoming more involved in the commu-nity. The Community Relations Program was es-tablished under the leadership of the CommunityAction Committee consisting of representatives fromboth bargaining unit and salaried employees as wellas representatives from the leadership team. The
Community Action Committee coordinates volun-teer activities along with monetary assistance pro-grams. These programs allow Raytheon-Louisvilleto have a positive influence on the local community.
After being privatized, Raytheon-Louisville em-ployees felt that community involvement within thecompany had declined. Employees wanted to havea greater influence on the community byvolunteerism and through corporate donations.Employees were donating personal time and re-sources but wanted to do more, so management wasasked to support their request.
To meet the needs of the employees and the com-munity, the Community Action Committee (CAC)was established. The CAC consists of representa-tives of the bargaining unit and salaried employeesalong with management representatives. To sup-port volunteerism, corporate provided the commit-tee a budget to be used for community needs. Thecommittee is responsible for overseeing not onlythe volunteerism but corporate donations.
Volunteerism is one way in which the employeescould become involved in the community both oncompany time and outside of work. Raytheon-Lou-isville has agreed to allow time for employees toparticipate in a variety of programs that include the
Figure 2-8. Back Order Status

14
American Red Cross Blood Drives (held on-site butoutside the facility), the Big Brother/Big SisterSchool Mentoring Program, serving lunch at thelocal homeless shelter, and participating in the DADSschool program. Employees called on to help theFederal Emergency Management Agency (FEMA)during times of national disasters are allowed toassist victims on company time (i.e., HurricaneKatrina responders).
Other volunteer efforts include keeping the areaclean of trash and debris through the Green Mileproject and building homes for the disadvantagedthrough the Habitat for Humanity. Employees as-sist the needy during the holidays by participating inthe Salvation Army Angel Tree Program or by com-mitting additional time to become a Big Brother or aBig Sister to a child in need of an adult role model.Employees also play a key role in the lives of disad-vantaged children in the area by participating in pro-grams at local area Title I schools with culturallydiverse student populations. Other programs includethe Everyone Reads Program, the DADs Program,and the Big Brother/Big Sister school program.
In addition to volunteerism, employees now havean avenue to help monetarily. The CAC has beengiven a corporate-funded budget called the Small Do-nations Program that allows employees to assist inways other than volunteering time. To ensure theeffectiveness of the program, the CAC has establishedrules governing the distribution of the funds, settinglimits on the amount of funding being distributed toa single organization in a given year. To receivefunds, an employee must sponsor the request andcomplete the necessary application on behalf of thearea or organization needing funds through his orher CAC representative. The committee meets regu-larly to vote on requests. If the committee deemsthe request to be outside the scope of funding (i.e.,requests for personal enjoyment versus a commu-nity need), the request is denied. The CAC reportsquarterly to corporate what funds have been usedand for what purpose. Among the many organiza-tions assisted by the Small Donations Program arethe DARE Drug Education Program, the TeenagePregnancy School, Ministries United (South-CentralLouisville), the Reading is Fundamental Program(Henryville, Indiana), and the Leukemia Society. TheCAC recently received a budget increase because ofthe success and proper management of the program.
In addition to the Small Donations Program, em-ployees can donate money to the annual metroUnited Way drive. To make donating easier for the
employees, payroll deductions can be established.This program continues to see an increase in em-ployee donations.
Raytheon-Louisville has other community relation-ships that include the Greater Louisville, Inc. (GLI),the Louisville Urban League (diversity recruiting),and the Sector Advisory Board (local police/businessgroup). Raytheon-Louisville also partners with localacademia including the University of Louisville, theUniversity of Kentucky, and local technical colleges.Raytheon-Louisville has developed employee resourcegroups such as the Raytheon Women’s Network(RWN). The RWN sponsors social events for theemployees and does charitable work in the neigh-borhood. The group has implemented a book ex-change program and is also starting work with theDress-for-Success Program.
Since the implementation of the CAC, Raytheon-Louisville and its employees have received numer-ous awards that recognize both individual employ-ees as well as the company and include the GLIBusiness/Work Life Award (2003 and 2004), the Vol-unteer of the Year Award (Rutherford Elementary,2003), and the United Way WOW Award (2004). Thesevolunteer activities show the true compassionRaytheon-Louisville and its employees have for thelocal community.
Congressional Liaison Strategy
Although Raytheon Missile Systems has a high-levelstrategy, its Louisville facility had no local process tomitigate the risk of program funding fluctuations dueto the federal government funding priority changes.Raytheon-Louisville created and tailored a congres-sional strategy to help mitigate this risk. Since 1999,the Louisville facility has refined this strategy to pro-vide an average 15% revenue increase annually.
Raytheon-Louisville has developed a strategy toenhance congressional funding support after iden-tifying the existence of risk in support and develop-ment funding for the Louisville facility’s manufac-turing programs. Risk occurrence would result inthe elimination or reduction of budget line-items(i.e., Raytheon-Louisville programs) as theseRaytheon programs competed for limited govern-ment dollars. This could adversely affect thewarfighter, Raytheon-Louisville, its suppliers, andthe employees of the Raytheon-Louisville facility.A defense legislative program was initiated in 1999

15
to identify a process that would protect the Louis-ville facility’s dollars, provide the Navy warfighterwith needed systems, and provide the communitywith future funding streams based on the facility’sexpertise and history of success. This effort is uniqueand innovative in its use of common tools to achievean effective management solution to a high-level com-pany-funding risk.
To achieve this, a strategy team was created ofkey subject matter experts, congressional liaisonpersonnel, and advocates who could assist in the de-velopment and implementation of an effective con-gressional support process. This process, now in itsseventh year, revolves around the U.S. legislativeschedule and the concurrent execution of strategicsteps to raise awareness and enhance important re-gional relationships with the federal government. Itwas decided that the focus would be demonstratingto Congress Raytheon-Louisville’s approach and com-mitment to achieving measurable local, regional, andnational outcomes and to providing key members witha facilitated mechanism to support those efforts.
A one-year process begins each November whenkey program issues are identified. A white paperoutlining and detailing the issues is developed by theLouisville facility and refined, while parallel effortsquery program sponsors for support or feedback onthe need for the proposed issue(s). Once established,a suppliers’ conference is carefully organized in theNation’s capital to coordinate communication be-tween concerned parties and especially other suppli-ers and vendors that may also have vested interestsin the proposed funding.
The conference brings together all parties, includ-ing the sponsor and liaison, who review and finalizethe white paper for presentation to the congressionaloffice. Key strategy briefings and supporting docu-ments are also updated and coordinated. The paperis delivered in March, including letterheads, for sub-committee attention during a visit and final briefingto the Kentucky delegation. Staffer briefings andface-to-face meetings to coordinate details are sched-uled, after which a monitoring process is establishedto gage response and to publicize the regional valuesof Raytheon-Louisville’s community contributionsand inputs to the industrial and economic base inthe various supplier states. To fully enable this ef-fort, the Louisville facility realizes that a quality endproduct, on-time delivery, and customer satisfactionare of prime importance. The Louisville facility’sgood reputation with the sponsor and customer hasbeen identified as a key element for its continued
success. As an added incentive to staffers, the factthat current Louisville programs have a provenrecord of success from R&D into production offersimpetus to fund additional support initiatives.
The monitoring process strives to determine anyweaknesses and strengthen these in rapid fashion.During the congressional recess in August, staffersare encouraged to visit and tour the Louisville facilityand to meet with key employees, suppliers, and sup-porters. Congressmen are also invited to attend thefacility’s acquisition milestone events and communityoutreach affairs, providing reminders of the equipmentbeing provided to the warfighter and a positive expo-sure to the elected officials for their support.
Raytheon-Louisville is aware that the amount ofcongressional funding is limited and constantly influx, so they have been careful to craft this as a pro-fessional process. To increase the chances of suc-cess, they are aided by a lobbyist and mentored bythe Raytheon corporate management office. Monthlystrategy sessions and biweekly teleconferences helpto direct and organize resources. Political action com-mittees organize and execute fundraisers for congres-sional support. Media news releases at the Louis-ville facility (e.g. product rollouts) are also held togenerate positive recognition and give congressionalstaff credit for their active support. Following theend of the fiscal year (FY), key staff members arethanked for support during the year and personalmementos acknowledging their efforts are thought-fully given as gifts. The entire process is designed tomake supporting the Louisville facility’s manufac-turing resource a fulfilling activity where all partiescan express their mutual appreciation for the eco-nomic good, product quality, industrial health, posi-tive national defense, and regional community im-pact that results.
The Louisville facility expends a relatively smalltotal amount in return for significant risk reductionin terms of metrics, investment, and returns. Be-tween 10% and 20% of total revenue increases annu-ally in added investment have been recorded sinceFY1999, with an average of 15% of total revenue ayear.
Raytheon-Louisville adheres to several key pointsin attaining success. First, funding requests are lim-ited to no more than five warfighting items. Part ofthose requests protects programs that are currentlyfunded and part asks for additional funding for tech-nology initiatives. Second, work materials are treatedas essential items for success. These include suchthings as the funding request (white paper), key

16
program forms, congressional suppliers meeting cor-respondence, points of contact, broad constituentdata, representation in government, committee as-signments, and other detailed tools to facilitate theprocess. Raytheon-Louisville has taken a directapproach to ensure funding will continue to main-tain the economic well-being of its facility, its em-ployees and its suppliers while providing neededwarfighting equipment.
Diminishing Manufacturing SourcesProgram
Raytheon-Louisville’s Diminishing ManufacturingSources Program has established a well-integratedDiminishing Manufacturing Source Team with mem-bers from all engineering backgrounds, includingmembers from industry, key suppliers, and govern-ment to ensure the success of the program. Althoughthe company has experienced a large productionramp-up and an aging fielded system, Raytheon-Louisville has been able to increase the operationalavailability of the Phalanx system and to continueuninterrupted production of its product by identify-ing potential obsolescence issues and mitigating risk.
Raytheon-Louisville’s Phalanx system provides de-fense against both air and surface threats and is cur-rently entering a time of change. Overhauling de-ployed Phalanx systems and upgrading them to newconfigurations are now presenting new challenges tothe Louisville facility as its 25-year-old weapon pro-gram matures and experiences a ramp-up in produc-tion. In addition to the Phalanx systems deployed inthe U.S. Navy (USN), there has been an increase inorders from many international countries. Revital-ization of the Phalanx program poses many challengesto the supplier base, and Raytheon-Louisville hasadopted a Diminishing Manufacturing Sources (DMS)process to help increase the operational availability(Ao) of the system and support continued productionof its product.
Raytheon-Louisville realized that to increase the Aoand support the continued production of its Phalanxsystem, obsolescence issues would have to be solved.In 1994, Raytheon-Louisville established a truly inte-grated Diminishing Manufacturing Source (DMS) teamwith members from all engineering backgrounds thatincluded system and design engineering, componentsengineering, product and life cycle support, and pro-gram management. In addition to the engineering
disciplines, Raytheon-Louisville knew that the inte-grated team would need members from industry, keysuppliers, and government to ensure the success ofthe DMS Program. Key item suppliers, supply chainmanagers, original equipment manufacturers (OEMs)and second-tier suppliers, and the USN In-ServiceEngineering Agent (ISEA) actively participate on theDMS Team.
The DMS Team can take many actions to guardagainst production delays or setbacks. They are in-volved in trying to ensure low-cost solutions to prob-lems and to minimize redesign efforts. Sometimesreverse engineering is the only option available, andthe DMS Team groups with other programs to sharethe costs. If obsolescence issues must be addressed,the DMS Team can identify aftermarket manufactur-ers, brokers, and suppliers. When necessary, the DMSTeam initiates bridge- or lifetime buys to support thePhalanx program requirements and forecasts lifetimebuys to sustain post-production spares and repairs.Teaming with the Defense Logistics Agency (DLA)helps the team procure obsolete components and per-forming obsolescence health assessments on keyitems and subsystems helps identify potential issuesand mitigate risk.
The DMS Team has identified and is now focusingon three major areas. The first area of focus is thecontinual monitoring of the semiconductor industry.Raytheon-Louisville strives to maintain excellent re-lationships with its supplier base and works intenselyto maintain the suppliers’ support for the Phalanxprogram. When the Louisville facility receives indus-try alerts, the DMS Team must review them for anymanufacturer’s product discontinuances. All indus-try alerts automatically trigger a notification throughRaytheon-Louisville’s corporatewide DocuShare data-base. Since all program components are loaded inDocuShare, any affected components and all next-higher assemblies will be listed in the notificationalong with end-of-life data. If appropriate, the DMSTeam will forecast the requirements necessary to sup-port lifetime buys from the supplier. Sometimes iden-tifying alternate sources of supply is needed.
The second area of focus for the DMS Team is main-taining a database of all the obsolescence issues. TheSolutions Database record for the obsolescence issuescontains the obsolete part number, the description,and the OEM information. Last-time buy data is in-cluded with the affected next-higher assembly. Solu-tion options are explored on the record, and short-term steps are taken to mitigate the impact of theissue. Long-term steps are also taken or explored

17
to eliminate the issue. A unique Record Locatornumber for tracking purposes is included in therecord, and a permanent chain of events is recorded.Raytheon-Louisville keeps the records indefinitelyfollowing the closure and resolution of the obsoles-cence issue. As obsolescence issues arise, the DMSTeam presents the data compiled to program andtechnical management. Once an informed decisionis reached, direction is given to the team as to whichoption to engage.
The third area of focus is the obsolescence healthassessments performed by the DMS Team. Theseheath assessments are performed on the subassem-blies of current production, new designs, and post-production spares and repairs at periodic intervalsevery 6 to 12 months. The results and recommen-dations are fed back to the design activity, and fol-low-up assessments are performed to ensure cor-rective action has been taken. Some examples ofrecent obsolescence health assessments includethose performed on the Thermal Imager, new sub-assemblies and CCA designs, the Vertical ReferenceUnit, and legacy CCA designs. Obsolescence healthassessments have been successful in assessing theforecasted availability and identifying high- and me-dium-risk components.
Raytheon-Louisville’s mature Phalanx programand ramp-up in production have presented uniquechallenges. The integrated DMS Team’s three ar-eas of focus and available actions to guard againstproduction delays or setbacks ensure that obsoles-cence issues are addressed to help identify poten-tial issues and mitigate risk. The success of theDMS Program has supported the company in itsdesire to increase the Ao of the Phalanx system andthe continued production of its product.
Environmental Health and Safety
Raytheon-Louisville has established and imple-mented an Environmental Health and Safety Pro-gram to ensure the company is a world-class facil-ity. This program empowers both the employees andthe management chain to share the responsibilityfor a safe working environment that complies withfederal, state, and local regulations.
After Raytheon-Louisville was privatized in 1997,the company wanted to be a leader in environmen-tal health and safety (EH&S). Being proactive inEH&S would lead the company toward becoming a
world-class facility and an employer of choice.Raytheon-Louisville further sought to protect thecustomer, its employees, and the environment whilebeing compliant with federal, state, and local regu-lations. The employee injury rate initially exceededthe world-class standard of 1.0 or less injuries per100 employees.
To promote a true culture change, Raytheon-Louis-ville began proactively managing the EHS Program,fostering a culture of promoting safety in the work-place by accomplishing Raytheon Six Sigma™ (R6σ).The company began by instilling the concept that ev-ery employee is responsible for safety, from the em-ployee to senior management. All employees nowreceive regular safety training, with new employeesreceiving training prior to their start date. All em-ployees also participate in monthly safety stand-downsto promote safety awareness. Initiatives include theEHS On-the-Spot Award and the employee-initiatedRewards and Recognition Program.
EHS is addressed not only in the workplace butoutside the workplace. Raytheon-Louisville employ-ees began participating in environmental projectssuch as the Green Mile Cleanup and the EHS Kids’Poster contest. Community involvement has in-stilled environmental health and safety into all as-pects of employees’ lives. It has also led the way fora true culture change from one with a lack of em-phasis on environmental health and safety issuesto one of constant awareness. Raytheon-Louisvillecontinually looks for and demonstrates innovativeways to improve this important program.
In addition to environmental and safety issues,Raytheon-Louisville has addressed employee healthconcerns in several ways. The company recentlyheld an employee health fair that offered screeningfor osteoporosis, diabetes, and other health-relatedissues. The facility has also started a smoking ces-sation program and a Weight Watchers’ program.
The implementation of the EHS Program hasreaped numerous benefits. The OSHA-recordableinjury rate (employee injury rate) is now 0.54, whichis well within the world-class facility range. In addi-tion, the worker’s compensation cost per employeedropped from $222.26 in 2003 to $10.80 in 2005. TheLouisville facility has also realized cost savings dueto the implementation of recycling programs. Byimplementing this program, Raytheon-Louisvillehas won numerous EHS awards not only from itsparent company but from outside sources that in-clude the Kentucky Governor’s Safety Award.

18
Earned Value Management System
Raytheon-Louisville has developed a strategy toenhance financial accounting and value trackingacross the manufacturing process. The system inte-grates earned-value management and material re-source planning to provide manufacturing, planning,accounting and senior leaders with performance in-dicators and tools to aid in critical decisions neces-sary for process optimization and business projections.
Raytheon-Louisville uses a sophisticated softwaresystem to track earned value against material re-sources and funding allocations. Since 1999 the sys-tem has evolved and refined into what is today’sInformation Manufacturing Intelligence (IMI) sys-tem. The system integrates revenue stream inputswith an earned value management system (EVMS)and manufacturing resource planning (MRP) thatprovide leaders with performance indicators andtools to aid in critical decisions necessary for isolat-ing problems, process optimization, and businessprojections. The system also ties infrastructuresuch as assets, contracts, and places into the tool.
A core use of the EVMS is to provide a backbone ofmetrics for the bimonthly and senior managementbusiness meetings that focus on performance anddrive company strategies. Key members from allIntegrated Product Teams (IPTs), senior manage-ment, department heads, Raytheon Six Sigma™(R6σ), business and accounting, planners, and manu-facturing MRP personnel are expected to take in-puts from the weekly Integrated Information Sys-tem (I2S) data and to resolve or prepare responses toactions assigned. The meeting is used to coordinateefforts in periodic program reporting, monitor keymetrics, and track the status of manufacturing re-source use at all levels. Since the system ties to theMRP system, value can be calculated over each pro-cess, purchase order, or part number in the manu-facturing path and is compared against budgets andprojected status. When unexpected overruns occur,teams can quickly identify the anomaly and makecorrective actions by analyzing variances down to thepart number of a system. In anticipation of new work,the user can identify simulated process capacity andworkloads to determine how to effectively transitionthe manufacturing workforce and properly allocateresources. Changes can then be flowed back intothe MRP system quickly and efficiently.
The IMI system function is a Web-enabled intranetportal, allowing users flexible access. The IMI syn-
chronizes with the MRP system weekly and is time-phased to yield monthly projections of labor, mate-rial, and other costs. IMI experts and managersmaintain an on-site presence at Raytheon and playa lead role in facilitating the transfer and reportingof data to the end users. Although a large numberof reporting, data filtering, and sorting options areavailable directly, they can also provide specialproject support to individual teams or IPT leads.Key metrics provided by the system include sup-port-to-touch ratios, efficiency, procurement status,cost performance index (CPI), schedule performanceindex (SPI) and trends, baseline cost of work sched-uled, baseline cost of work performed, actual costof work performed, estimate at completion, andstack-ups against targets and goals. When plannedschedules and budgets are not being met, it is quiteeasy to drill down into the foundation data to focuson the drivers. Manufacturing process control lev-els can now be easily scrutinized for deltas thatmight lead to product variances and/or defects.
All members of the Earned Value (EV) Team haveaccess to the I2S system and can pull data collec-tions as needed to troubleshoot focus areas. Nor-mally a core team reviews the data and flags issuesfor IPT leads. For the most part, the EVM hybridsystem enables more accurate solutions by man-agement due to three process steps. First, the pro-duction processes drive the data into the systemrapidly and predictably. Second, the data is sortedinto value comparisons against optimal and trouble-shot. Third, actions are created and handled con-scientiously in efficient team meetings. Some effi-ciencies identified include a reduction of 75% in MRPand accounting staffs. Production labor stability isgreatly enhanced, and process fine-tuning is nowmuch more precise.
Integrated Product Team Structure
Raytheon-Louisville has implemented a unique In-tegrated Product Team structure that has been instru-mental to the success of its business success since 1999.The foundation of the Integrated Product Team struc-ture is based on its ownership of the entire value chain.This approach ensures a unified focus on customerneed and mission accomplishment with all functionsrepresented and located in team rooms for each Inte-grated Product Team, resulting in a more knowledge-able workforce that better understands how the per-formance of their duties impacts other functions.
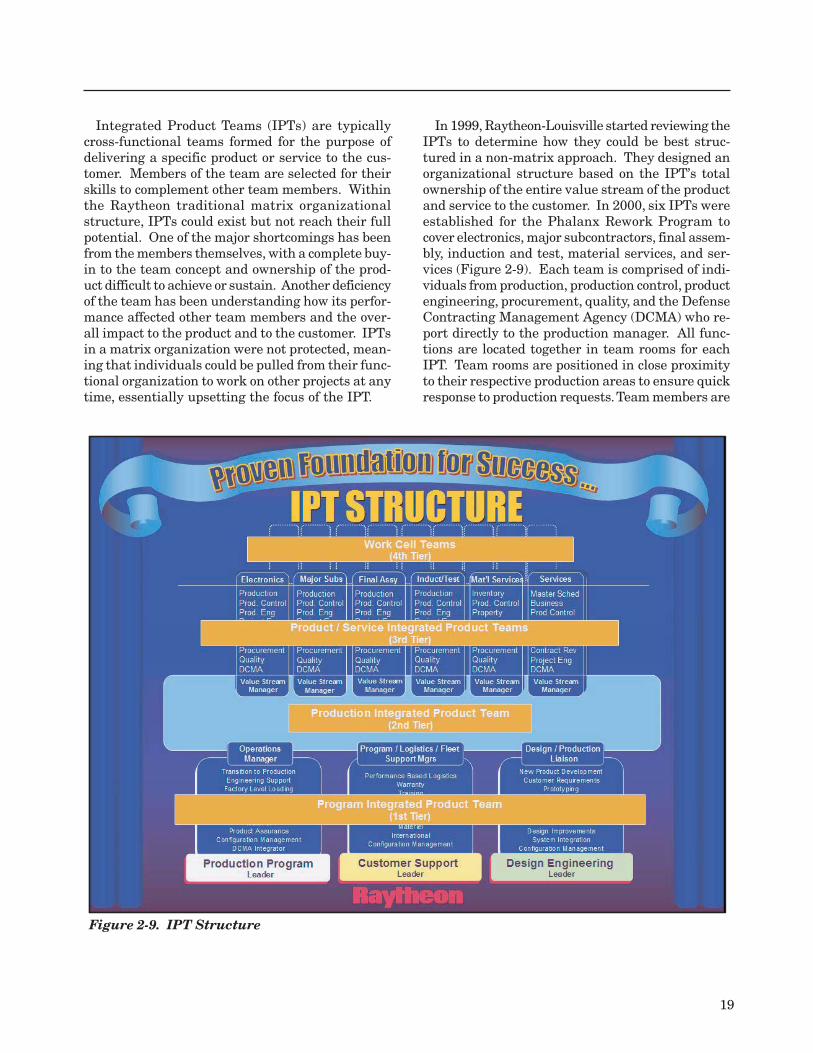
19
Integrated Product Teams (IPTs) are typicallycross-functional teams formed for the purpose ofdelivering a specific product or service to the cus-tomer. Members of the team are selected for theirskills to complement other team members. Withinthe Raytheon traditional matrix organizationalstructure, IPTs could exist but not reach their fullpotential. One of the major shortcomings has beenfrom the members themselves, with a complete buy-in to the team concept and ownership of the prod-uct difficult to achieve or sustain. Another deficiencyof the team has been understanding how its perfor-mance affected other team members and the over-all impact to the product and to the customer. IPTsin a matrix organization were not protected, mean-ing that individuals could be pulled from their func-tional organization to work on other projects at anytime, essentially upsetting the focus of the IPT.
In 1999, Raytheon-Louisville started reviewing theIPTs to determine how they could be best struc-tured in a non-matrix approach. They designed anorganizational structure based on the IPT’s totalownership of the entire value stream of the productand service to the customer. In 2000, six IPTs wereestablished for the Phalanx Rework Program tocover electronics, major subcontractors, final assem-bly, induction and test, material services, and ser-vices (Figure 2-9). Each team is comprised of indi-viduals from production, production control, productengineering, procurement, quality, and the DefenseContracting Management Agency (DCMA) who re-port directly to the production manager. All func-tions are located together in team rooms for eachIPT. Team rooms are positioned in close proximityto their respective production areas to ensure quickresponse to production requests. Team members are
Figure 2-9. IPT Structure

20
now exposed to all aspects of the business. Themulti-discipline teams have all the people necessaryto assure mission accomplishment. Team leadersrotate every 6 months to another IPT to enhancecommunication and business knowledge. Each IPThas an alternate leader to sustain continuity in theabsence of the team leader.
This non-matrix IPT approach has greatly en-hanced a unified focus on both internal and exter-nal customer needs, resulting in a more knowledge-able workforce that better understands how theperformance of their duties affects other functions.Since implementing the IPT structure, Raytheon-Louisville has achieved 100% of its schedule, cost,and reliability requirements. The ratio of supportpeople to touch labor has been reduced from 3.5 to1.2, which represents a 60% reduction. Theworkforce turnover rate is now only .01%.
Mission Assurance/Supplier Teaming
The hardware teams that represent key compo-nents of the Phalanx team – design, planning, pro-duction, quality, customer and key suppliers – haveenabled Raytheon-Louisville and its suppliers to es-tablish key points of contact for both sides, increas-ing communication, saving time, and enabling therapid and successful resolution to current and fu-ture supplier issues.
Raytheon-Louisville has instituted a dedicatedIntegrated Product Team (IPT) to document, review,and improve mission assurance provisions (MAPs)and to create and enhance supplier-teaming oppor-tunities. The mission of the dedicated IPT is toenhance the quality of Raytheon-Louisville productsand services for the Phalanx program.
Prior to 2003, Raytheon-Louisville did not have aforum to look at mission assurance issues or to com-municate desired programmatic improvements forquality, cost and schedule. An increased workloadin the Phalanx program could potentially createsupplier issues such as missed deliveries and qual-ity concerns. With MAPs being institutionalized intoRaytheon by the Mission Systems division in Tuc-son, Raytheon-Louisville was asked to focus on qual-ity and mission assurance so that the IPT wouldfocus on supplier issues and MAPS and passing downthose requirements to its suppliers.
The Mission Assurance IPT reviewed, rewrote,and documented all mission assurance directives for
the Phalanx program. Supplier Hardware Manage-ment Teams were then formed to engage Phalanxhardware suppliers, simulating the sharing of in-formation, sharing quality and schedule issues, andpromoting better relationships. The Supplier Hard-ware Management Teams have been successful increating a better rapport, which has paved the wayfor a partnership between Raytheon-Louisville andits suppliers.
This win-win supplier relationship has createdtrust on both sides. Tools from Raytheon’s SupplyChain Management Tool Set have allowed Raytheonto help these companies be better suppliers, not onlyfor the Phalanx program but for other customersas well. The use of the Total Business Assessment(TBA) tool allows pertinent information from thevendor to be assessed by Raytheon in a scorecardmodel. This process rates the supplier and workswith the supplier to review areas in which theymight improve and recognize areas where they ex-cel. This assessment and rating process helps thesuppliers and the Raytheon Phalanx Team to un-derstand and mitigate technical risks, productionand quality risks, obsolescence, and cost perfor-mance, and to reduce total cost by staying underbudget and meeting delivery schedules.
Phalanx Mentoring Program
Raytheon-Louisville’s non-traditional mentoringprogram has succeeded in identifying and engaginghigh-potential employees who undertake strategicprojects that would be beneficial to the Phalanx pro-gram in the future. This program has been moresuccessful than previous attempts at a conventionalmentoring pilot program that was more network-and lecture-based than interactive. Raytheon-Louisville’s investment in its people has had the dualbenefit of getting real-world projects done while de-veloping future leaders and employees with a highpotential for success.
In 2003, the significant growth of Raytheon-Louisville’s Phalanx program prompted focus on thedevelopment of the program’s future leaders. Priorto 2003, Raytheon-Louisville had tried a conven-tional mentor pilot program that was network- andlecture-based. Management soon realized that thepilot program lacked a clear focus and had limitedvisibility and made the determination that some-thing more interactive than a one-on-one mentoring

21
program was needed – something that would rein-vigorate the mentor program by engaging promis-ing, high-potential candidates.
A renewed, non-traditional mentor program wasinitiated that focused on future leaders and com-plete strategic project work. A group of high-poten-tial employees was identified and nominated to jointhe Mentoring Program. The program was struc-tured to deliver regular business-related training,networking opportunities, visibility to program andRaytheon leadership, and to set up teams to tacklestrategic projects that would benefit the Phalanxprogram in the future. The new mentoring ap-proach focuses on networking with all levels ofmanagement, diversity within cross-functional andcross-location teams, and challenging projects thatare important to the future of the program as wellas to those being mentored.
Mentored employees must make a one-year com-mitment to the program but are allowed to remainas long as desired. Typically there are between fourand five projects the teams will work on a year, withfive to six employees assigned to each project. Theproject is assigned a mentor to give guidance andensure that the team consists of cross-functionalmembers. Quarterly meetings are held with theirmentors, which are used as formal exchanges of ideasand training. Mentored employees attend strategicoff-site meetings biannually, during which mile-stones and progress are evaluated by high-levelmanagement. It is during these formal meetingsthat mentored employees learn about Raytheon-Louisville’s way of doing business and make impor-tant networking contacts.
Two strategic projects that were assigned to theMentoring Program in 2005 are currently beingconsidered as potential business solutions or futureprograms. Raytheon-Louisville’s new PhalanxMentoring Program has been successful in identi-fying and challenging high-potential employeeswhile completing real workplace-strategic projects.
Phalanx Warranty Program
Increasing threats to global security and a tech-nology need during the 1997-1998 timeframeprompted revival of the legacy Phalanx system.Additional funds were granted to complete Class Aoverhauls on existing systems. To ensure the reli-ability of the equipment and the success of the pro-gram, Raytheon-Louisville implemented the Phalanx
Warranty Program. The program has created a win-win situation in which ships having failures are cor-rected immediately, allowing Raytheon-Louisville togather required data to initiate long-term correctiveactions on the system. The Phalanx Warranty Pro-gram has produced benefits for all involved.
In the mid-1990s, the Phalanx was a legacy sys-tem. Due to evolving security threats, the U.S. Navy(USN) determined the need for the capability of thePhalanx. Because there were no other equallythreat-capable systems, the program was revived.However, several concerns of the program had tobe addressed. The original equipment manufacturer(OEM) was not meeting the expectations of the Fleetand the Navy Program Office for increased reliabil-ity. The Program Office and the ship were respon-sible for technical assistance and the funding of re-placement parts. The newly fielded systems had nowarranty, and Raytheon-Louisville was not receiv-ing the failure data required to address problemsand take corrective action. If the operational avail-ability (Ao) was not maintained or increased, theprogram could be jeopardized.
Once Raytheon-Louisville received additional fund-ing to complete Class A overhauls in fiscal year (FY)2003, a bumper-to-bumper warranty was imple-mented on the systems that would pay for any fail-ure/repairs with the exception of consumable items(e.g., grease, nuts, bolts, etc.). This new processalso allowed Raytheon-Louisville to begin gather-ing failure data. Because the data was being fil-tered back to them, they could now take the neces-sary measures to ensure that long-term correctiveactions were in place. This allowed the Louisvillefacility to keep metrics on reoccurring issues in theFleet, supporting a proactive culture versus a reac-tive culture.
One key component to the Phalanx WarrantyProgram is the length-of-warranty period. The Lou-isville facility developed a warranty term that al-lows up to 6 months of warehouse time for the sys-tems. This gives the Navy a period of time in whichthe equipment can be fielded without reducing theoperational warranty period. When the equipmentis installed and accepted (signed off) by the ship, thewarranty period of 12 months is initiated. Once theequipment has been accepted, the In-Service Engi-neering Agent (ISEA) sends a naval message to theship. This message also includes pertinent infor-mation on how to request warranty repairs or com-ponent replacement. When the warranty is near-
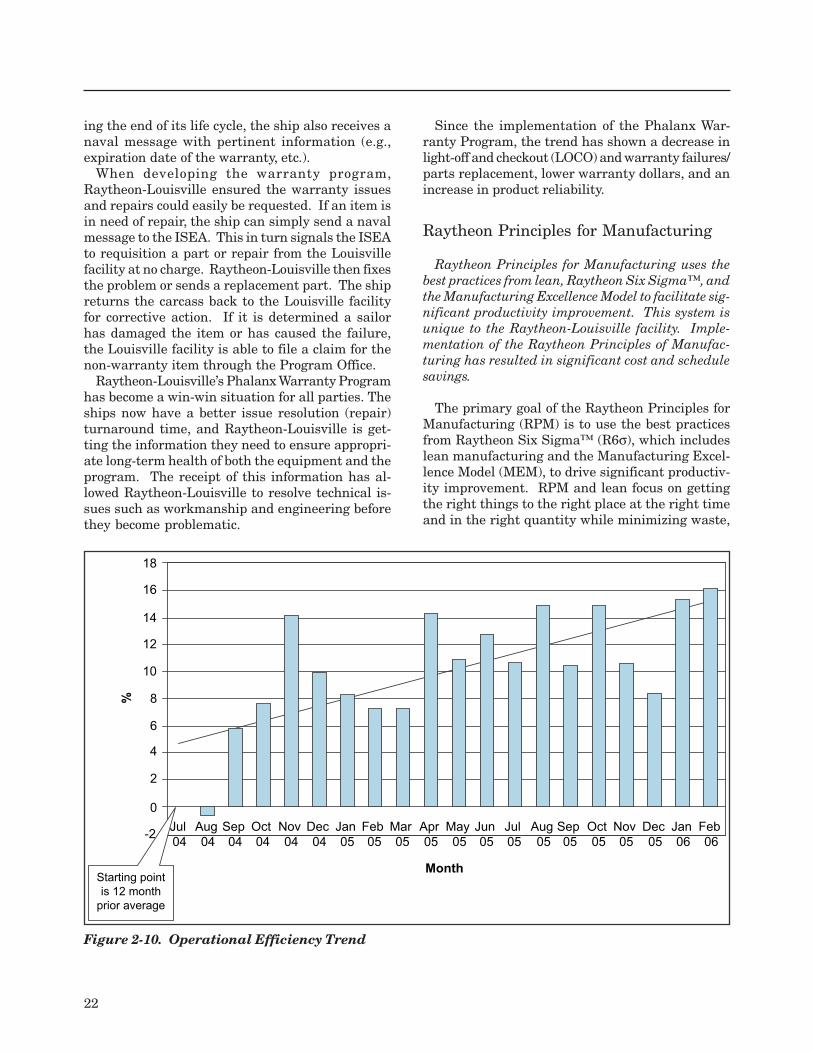
22
ing the end of its life cycle, the ship also receives anaval message with pertinent information (e.g.,expiration date of the warranty, etc.).
When developing the warranty program,Raytheon-Louisville ensured the warranty issuesand repairs could easily be requested. If an item isin need of repair, the ship can simply send a navalmessage to the ISEA. This in turn signals the ISEAto requisition a part or repair from the Louisvillefacility at no charge. Raytheon-Louisville then fixesthe problem or sends a replacement part. The shipreturns the carcass back to the Louisville facilityfor corrective action. If it is determined a sailorhas damaged the item or has caused the failure,the Louisville facility is able to file a claim for thenon-warranty item through the Program Office.
Raytheon-Louisville’s Phalanx Warranty Programhas become a win-win situation for all parties. Theships now have a better issue resolution (repair)turnaround time, and Raytheon-Louisville is get-ting the information they need to ensure appropri-ate long-term health of both the equipment and theprogram. The receipt of this information has al-lowed Raytheon-Louisville to resolve technical is-sues such as workmanship and engineering beforethey become problematic.
Since the implementation of the Phalanx War-ranty Program, the trend has shown a decrease inlight-off and checkout (LOCO) and warranty failures/parts replacement, lower warranty dollars, and anincrease in product reliability.
Raytheon Principles for Manufacturing
Raytheon Principles for Manufacturing uses thebest practices from lean, Raytheon Six Sigma™, andthe Manufacturing Excellence Model to facilitate sig-nificant productivity improvement. This system isunique to the Raytheon-Louisville facility. Imple-mentation of the Raytheon Principles of Manufac-turing has resulted in significant cost and schedulesavings.
The primary goal of the Raytheon Principles forManufacturing (RPM) is to use the best practicesfrom Raytheon Six Sigma™ (R6σ), which includeslean manufacturing and the Manufacturing Excel-lence Model (MEM), to drive significant productiv-ity improvement. RPM and lean focus on gettingthe right things to the right place at the right timeand in the right quantity while minimizing waste,
Figure 2-10. Operational Efficiency Trend
2-
0
2
4
6
8
01
21
41
61
81
luJ40
guA40
peS40
tcO40
voN40
ceD40
naJ50
beF50
raM50
rpA50
yaM50
nuJ50
luJ50
guA50
peS50
tcO50
voN50
ceD50
naJ60
beF60
htnoM
%
tniopgnitratShtnom21siegarevaroirp

23
being flexible, and being open to change. The RPMsystem is unique to the Raytheon Missile Systemsdivision and consists of 45 process steps, each stepconsisting of additional substeps. The steps comple-ment the R6σ™ methodology.
Prior to RPM, continuous improvements weredriven by individual R6σ™ projects, with gains local-ized to individual areas and more process consistencyneeded across the facility. At Raytheon-Louisville,RPM is an important process to identify non-value-added processes in order to minimize the waste andinefficiency involved in the manufacturing process.
By implementing RPM, manufacturing atRaytheon-Louisville has streamlined its operation.Waste has been eliminated from the complete manu-facturing cycle, allowing a 20% reduction in cycle timeand a 10% increase in efficiency. These gains wererealized through the creation of an agile factory lay-out and the implementation of pull manufacturing.Another tool used is value stream mapping (VSM),which is an effective way of identifying a plant’s value-added processes. RPM has become the engine thatis driving the road to a lean enterprise by allowingRaytheon’s Louisville facility to visually display itsproduction system and to provide a structured imple-mentation of lean manufacturing. The facility’s MEMscore has improved from 1.9 to 3.9 out of a total pos-sible score of 5.
The implementation of RPM has enabled an unbi-ased assessment of Raytheon Missile Systems’ Lou-isville facility. Management support, acceptance ofthe RPM tool and processes, and Integrated ProductTeam (IPT) involvement have played an importantrole in the overall success of implementing RPM.
RPM has created formidable culture changes thatemployees refer to as both enjoyable and rewarding.Floor operators describe the RPM process as mak-ing their work much easier. Team and individualawards in the form of cash prizes have been given toemployees as an expression of appreciation to keepemployees motivated. One notable area that hasreceived an award is the Machine Shop, where effi-ciency averages exceeded 100% (Figure 2-10). TheTest Team decreased actual test time on a Phalanxmount by 26%.
Raytheon-Louisville is considered a leader in thecompany’s Missile Systems division. The facility op-erates under the continuous improvement processby learning from industry leaders such as Toyota,implementing lean manufacturing principles, adher-ing to Six Sigma processes, and following the facility’s45-step process of RPM.
Training
Raytheon-Louisville’s Training Program has es-tablished well-defined training requirements anddocumentation for both employees and supervisorsby providing better visibility into training achieved,training needed, and team member capabilities andproficiencies. The program supported the companyduring a production ramp-up and large-scale hir-ing. Increased plant efficiency and reduced cycletime attest to the success of Raytheon-Louisville’sTraining Program.
An integral part of Raytheon-Louisville’s missionis maintaining a knowledgeable, skillful, and suc-cessful workforce. To accomplish this, the companyhad to provide training to maximize current andfuture job performance, provide skills for improvedperformance, and increase organizational efficiencyand effectiveness. Past practices for acquiring train-ing were not administered on a consistent basis.
In response to growth in 2003 that resulted in ahiring ramp-up, Raytheon-Louisville embarked on re-focusing its training program. The Louisville facil-ity has historically had a very stable workforce witha low turnover rate and a minimum of new hires.With no formalized planning or tracking for trainingprior to 2004, employees received on-the-job (OJT)training. The ramp-up challenged Raytheon-Louis-ville to create a new training program that could bringnew employees into established work groups and totrain them without sacrificing quality or safety, atthe same time training existing employees who hadbeen put into new positions.
Raytheon-Louisville realized that its existing train-ing program was not adequate to maintain a knowl-edgeable, skillful, and successful workforce. A ma-jor concern of management was the possibility for adecline in the quality, efficiency, and safety of theprogram. In late 2003 and early 2004, a Six Sigmateam created training modules for each of the Inte-grated Product Teams (IPTs) intended for new ortransferring employees. These modules familiar-ized employees with general concepts for each IPTand with job-specific concepts. Raytheon-Louisvillealso partnered with Raytheon Professional Services(RPS) to develop comprehensive tools for the pro-gram to track training accomplishments and needsat the functional and employee levels. Real-timetraining requirements and existing proficiencies arecurrently documented for each employee, with vis-ible documentation such as the team training ros-

24
ters and the training curriculum matrix. In addi-tion to the training provided to employees,Raytheon-Louisville recently developed the Super-visor Training Program (STP) that is required of allnew and existing supervisors from all levels of man-agement. The STP includes 13 classes tailored tohelp train supervisors in many areas including con-flict, communication, performance development, andlabor relations.
Supervisors have been able to manage the train-ing of the large numbers of new employees, in partby hiring a predetermined number of employees permonth as well as by providing same-type trainingfor those new employees on the same date. All train-ing for new employees must be completed within
one month of their hire date. Along with the newemployees that receive training, employees that aretransferred to a new job in a different work areaare trained at the same time. Raytheon-Louisvilleis able to gather feedback from both newly trainedand recently trained employees to use for futuretraining improvements.
Raytheon-Louisville’s Training Program hasachieved better visibility into the training needs ofemployees and supervisors, enabling them to be-come more proactive instead of reactive. The Lou-isville facility has increased plant efficiency and re-duced cycle time during its ramp-up period byproviding effective training for new hires and exist-ing employees.

S e c t i o n 3
Information
25
Production
Cellular Manufacturing – Agile Factory
Raytheon Missile Systems’ Louisville facility hasachieved a modular, agile, reconfigurable factorythrough the implementation of lean manufacturing.The benefits realized include flexibility, increasedsafety, reduced cycle times, and improved efficiency.
Raytheon Missile Systems’ Louisville facility wastypical of a manufacturing facility that has evolvedover the years. Factory floor changes reflected pri-orities that changed and changes that did not al-ways consider larger operational issues. The cul-ture accepted monuments, which the Louisvillefacility defines as an “immovable object.” Processesand people worked around the barriers that re-stricted the flexibility to change the processes. Bar-riers and the lack of flexibility created difficultiesfor material storage and handling as well as poorrelations with internal customers that are commonto this culture.
The vision of Raytheon Missile Systems’ manage-ment at the Louisville facility required a change tothe state of the factory floor. Management decidedto create a modular, agile, reconfigurable factorythrough the implementation of lean manufacturingconcepts using Raytheon Six Sigma™ (R6σ), theManufacturing Excellence Model (MEM), valuestream mapping (VSM), and Kaizen events. Thescope was not limited and included the entire fac-tory. The desired Takt time was one week. Whilethe idea of work cells was not new to the plant, theidea of the work cell centered on product types wasnew. With outcomes planned to mobilize the ob-jects in the cell, eliminate monuments, and inte-grate product lines into a single process, the jour-ney to the current state began in 2003.
Raytheon has successfully implemented a modu-lar, agile and reconfigurable factory. Thereconfigurable portion was obtained through the useof overhead grids that contain power, air, and net-work connectivity, Parts Presentation Vehicles(PPVs), and items on wheels (or movable using aforklift). The decision to leave cranes in place if the
work cell is reconfigured adds to the flexibility. Over-head cranes are procured and installed at requisitelocations. Operator and material movement is mini-mized through layout and the location of materialat the point of use (e.g., stock of consumable itemsin the work cells). The colocation of work cell lead-ers with the cell has improved communication, anda reduction in forklift traffic has increased safety.Reduced cycle time, improved efficiency, and an in-tegrated single operation have also been achieved.
Factory Concerns
Raytheon-Louisville has instituted a computer-based, closed-loop tracking system for the trackingand correction of workmanship and process-inducederrors within its product. The resulting process hasreduced rework time, established better communi-cation, and generated a proactive problem- solvingpractice that has resulted in cost reductions, qualityimprovements, and improved delivery.
Prior to mid-2005, Raytheon Missile Systems’Louisville facility did not have a formalized processfor notifying workers or work groups that down-stream customers were experiencing costly reworkand time delays due to errors that they introducedinto the product. Many of these errors were pro-cess sequence-related and workmanship errorswhich, if workers were aware of them, could havebeen corrected or eliminated early in the assemblyor the build stage of a product.
In mid-2005, Raytheon-Louisville’s managementestablished a goal for reducing or eliminating work-manship errors to reduce rework time and ulti-mately reduce cycle time and save money. Employ-ees developed the Corrective Action Web (CA Web),a computer-based tracking system to support theirgoals of eliminating rework. The CA Web is a closed-loop system where the originator of a factory con-cern (usually an area supervisor or a team lead)can create a corrective action factory concern” docu-ment, then track it through completion. The origi-nator logs on to the system and fills out all the nec-essary tracking information through a series ofdrop-down menus (e.g., serial number of unit, type

26
of deficiency, work unit responsible for the problem,desired result expected, etc.). The originator willattach a digital image of the problem condition wher-ever this is required for clarity. This document isthen electronically forwarded to the proper workarea for investigation, root cause analysis, andcorrective action to ensure that the same type ofdeficiency does not reoccur in future units. Feed-back of the corrective action taken is given to theoriginator within 10 days. Only the originatorcan close the action item when he or she is satis-fied with the feedback.
Since implementing this formalized process of re-porting and correcting workmanship issues,Raytheon-Louisville has experienced a significantreduction of rework time, has better communicationbetween teams, and has become proactive ratherthan reactive on issues. During a one-year period oftime, the facility has witnessed a reduction of finalassembly test time by 24%, with material receivedfor test no longer requiring rework. During the sameperiod of time, deficiencies noted per unit at finaltest were reduced by more than 95%.
Pull System
Raytheon Missile Systems’ Louisville facility hasdeveloped and implemented a pull system of manu-facturing that lends itself to a remanufacturing en-vironment. By concentrating on building productto a system execution plan and not a manufacturingresource requirement, Raytheon-Louisville has re-duced work-in-process and improved schedule per-formance while increasing output.
Kanbans are a manufacturing control tool widely usedby many organizations throughout industry. However,the pull system of manufacturing and the use of kanbansinitiated by Raytheon Missile Systems’ Louisville facil-ity are unique considering that a large part of thefacility’s mission is the overhaul, repair, andremanufacture of highly complex weapons systems.
Prior to 2005, Raytheon-Louisville used the tra-ditional manufacturing resource planning- (MRP-)driven push system to manage its production andworkload planning. It was felt that this system wasbest suited to the facility’s operation due to the vari-ability in the remanufacture and upgrade business.Under the former system, all work cells were man-aged to MRP dates regardless of consumption bythe next process. This often resulted in overpro-
duction at certain work cells (high inventories), non-optimization of labor hours, and much additionalmaterial handling when unused inventory was be-ing sent to storage and later moved back to the pro-duction floor as needed.
Raytheon-Louisville underwent a major facilityrenovation and change in manufacturing philoso-phy in 2005 that justified a conversion to a pull sys-tem of manufacturing. As a facilitator to the pullsystem, Parts Presentation Vehicles (PPVs) werecreated and pull cards were introduced as kanbans.Work-in-process (WIP) units now move only to theirpoint of use on Parts Presentation Vehicles (PPVs),with nothing going to inventory. The user of theWIP on the shop floor makes the kanban exchange,signaling the previous work cell to start productionof the next unit of material.
Raytheon still uses an MRP system, not as a com-plete resource-planning tool but to load scheduleon a macro basis. To drive the pull of the factory, asystem execution plan is developed for each project.This plan is derived from a Raytheon-developed soft-ware program that concentrates only on majorevents. Drill-down menus give management andfloor personnel the visibility of what needs to hap-pen and when it needs to happen based on factoryTakt times, not on MRP projections.
Since changing over to a pull system of manufac-turing, Raytheon-Louisville has been able to real-ize the benefits of building only what is needed andwhen it is needed, reducing material handling ofinventory, optimizing labor utilization, improvingadherence to schedules, and reducing factory costs.They have shown that factory pull systems of manu-facture can be accomplished in a remanufacturingenvironment. The company acknowledges theimplementation of pull manufacturing as a signifi-cant factor in its overall cycle time reduction of 20%.
Logistics
Manufacturing Intelligence Center
The Manufacturing Intelligence Center is a Web-based system that combines flexible data collection withstatistical analysis. Its capability to generate printablereports is available to anyone across the Raytheon en-terprise with access permission to the ManufacturingIntelligence Center system using a Web browser, allow-ing faster manufacturing resource planning and rapidcorrection of manufacturing deviations.
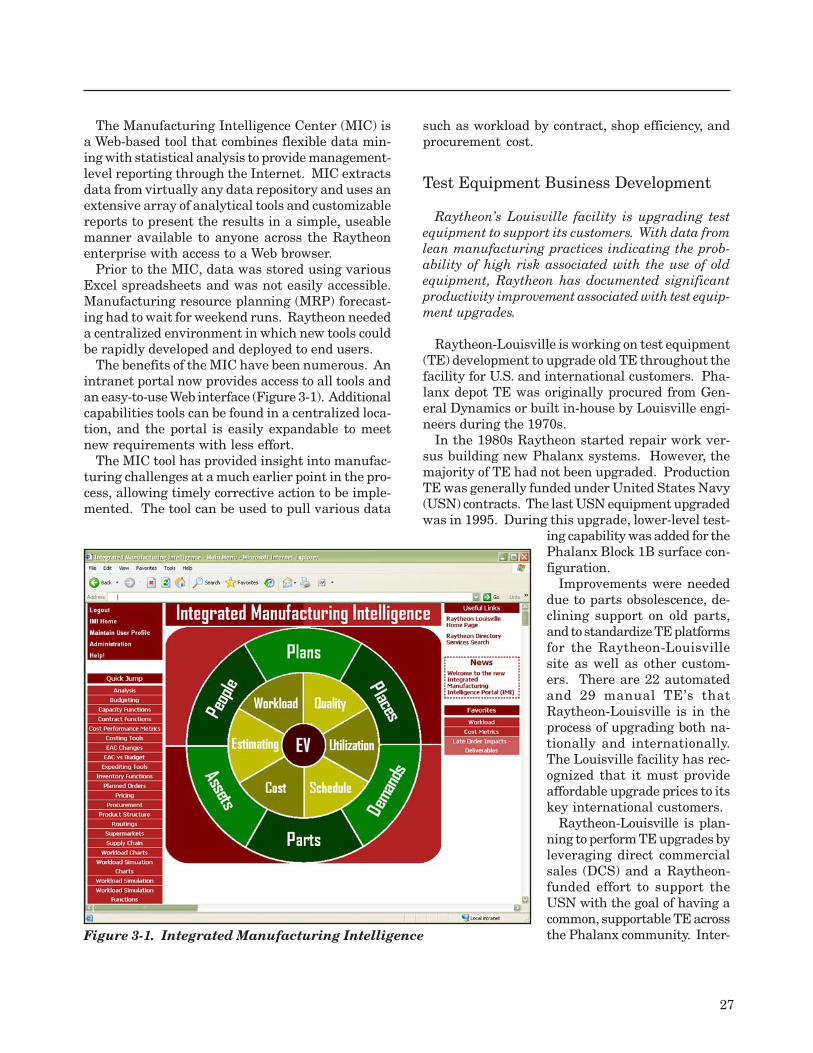
27
The Manufacturing Intelligence Center (MIC) isa Web-based tool that combines flexible data min-ing with statistical analysis to provide management-level reporting through the Internet. MIC extractsdata from virtually any data repository and uses anextensive array of analytical tools and customizablereports to present the results in a simple, useablemanner available to anyone across the Raytheonenterprise with access to a Web browser.
Prior to the MIC, data was stored using variousExcel spreadsheets and was not easily accessible.Manufacturing resource planning (MRP) forecast-ing had to wait for weekend runs. Raytheon neededa centralized environment in which new tools couldbe rapidly developed and deployed to end users.
The benefits of the MIC have been numerous. Anintranet portal now provides access to all tools andan easy-to-use Web interface (Figure 3-1). Additionalcapabilities tools can be found in a centralized loca-tion, and the portal is easily expandable to meetnew requirements with less effort.
The MIC tool has provided insight into manufac-turing challenges at a much earlier point in the pro-cess, allowing timely corrective action to be imple-mented. The tool can be used to pull various data
such as workload by contract, shop efficiency, andprocurement cost.
Test Equipment Business Development
Raytheon’s Louisville facility is upgrading testequipment to support its customers. With data fromlean manufacturing practices indicating the prob-ability of high risk associated with the use of oldequipment, Raytheon has documented significantproductivity improvement associated with test equip-ment upgrades.
Raytheon-Louisville is working on test equipment(TE) development to upgrade old TE throughout thefacility for U.S. and international customers. Pha-lanx depot TE was originally procured from Gen-eral Dynamics or built in-house by Louisville engi-neers during the 1970s.
In the 1980s Raytheon started repair work ver-sus building new Phalanx systems. However, themajority of TE had not been upgraded. ProductionTE was generally funded under United States Navy(USN) contracts. The last USN equipment upgradedwas in 1995. During this upgrade, lower-level test-
ing capability was added for thePhalanx Block 1B surface con-figuration.
Improvements were neededdue to parts obsolescence, de-clining support on old parts,and to standardize TE platformsfor the Raytheon-Louisvillesite as well as other custom-ers. There are 22 automatedand 29 manual TE’s thatRaytheon-Louisville is in theprocess of upgrading both na-tionally and internationally.The Louisville facility has rec-ognized that it must provideaffordable upgrade prices to itskey international customers.
Raytheon-Louisville is plan-ning to perform TE upgrades byleveraging direct commercialsales (DCS) and a Raytheon-funded effort to support theUSN with the goal of having acommon, supportable TE acrossthe Phalanx community. Inter-Figure 3-1. Integrated Manufacturing Intelligence
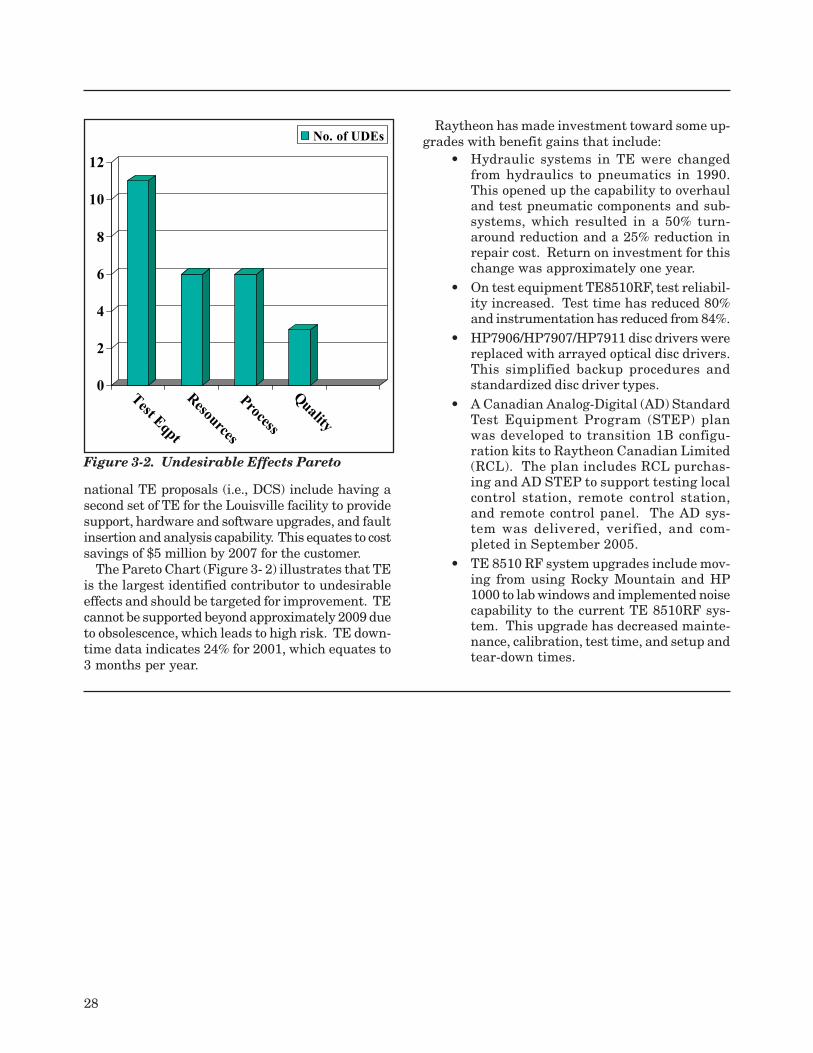
28
national TE proposals (i.e., DCS) include having asecond set of TE for the Louisville facility to providesupport, hardware and software upgrades, and faultinsertion and analysis capability. This equates to costsavings of $5 million by 2007 for the customer.
The Pareto Chart (Figure 3- 2) illustrates that TEis the largest identified contributor to undesirableeffects and should be targeted for improvement. TEcannot be supported beyond approximately 2009 dueto obsolescence, which leads to high risk. TE down-time data indicates 24% for 2001, which equates to3 months per year.
Figure 3-2. Undesirable Effects Pareto
Raytheon has made investment toward some up-grades with benefit gains that include:
• Hydraulic systems in TE were changedfrom hydraulics to pneumatics in 1990.This opened up the capability to overhauland test pneumatic components and sub-systems, which resulted in a 50% turn-around reduction and a 25% reduction inrepair cost. Return on investment for thischange was approximately one year.
• On test equipment TE8510RF, test reliabil-ity increased. Test time has reduced 80%and instrumentation has reduced from 84%.
• HP7906/HP7907/HP7911 disc drivers werereplaced with arrayed optical disc drivers.This simplified backup procedures andstandardized disc driver types.
• A Canadian Analog-Digital (AD) StandardTest Equipment Program (STEP) planwas developed to transition 1B configu-ration kits to Raytheon Canadian Limited(RCL). The plan includes RCL purchas-ing and AD STEP to support testing localcontrol station, remote control station,and remote control panel. The AD sys-tem was delivered, verified, and com-pleted in September 2005.
• TE 8510 RF system upgrades include mov-ing from using Rocky Mountain and HP1000 to lab windows and implemented noisecapability to the current TE 8510RF sys-tem. This upgrade has decreased mainte-nance, calibration, test time, and setup andtear-down times.
0
2
4
6
8
01
21
Test Eqpt
Resources
Process
Quality
sEDU fo .oN
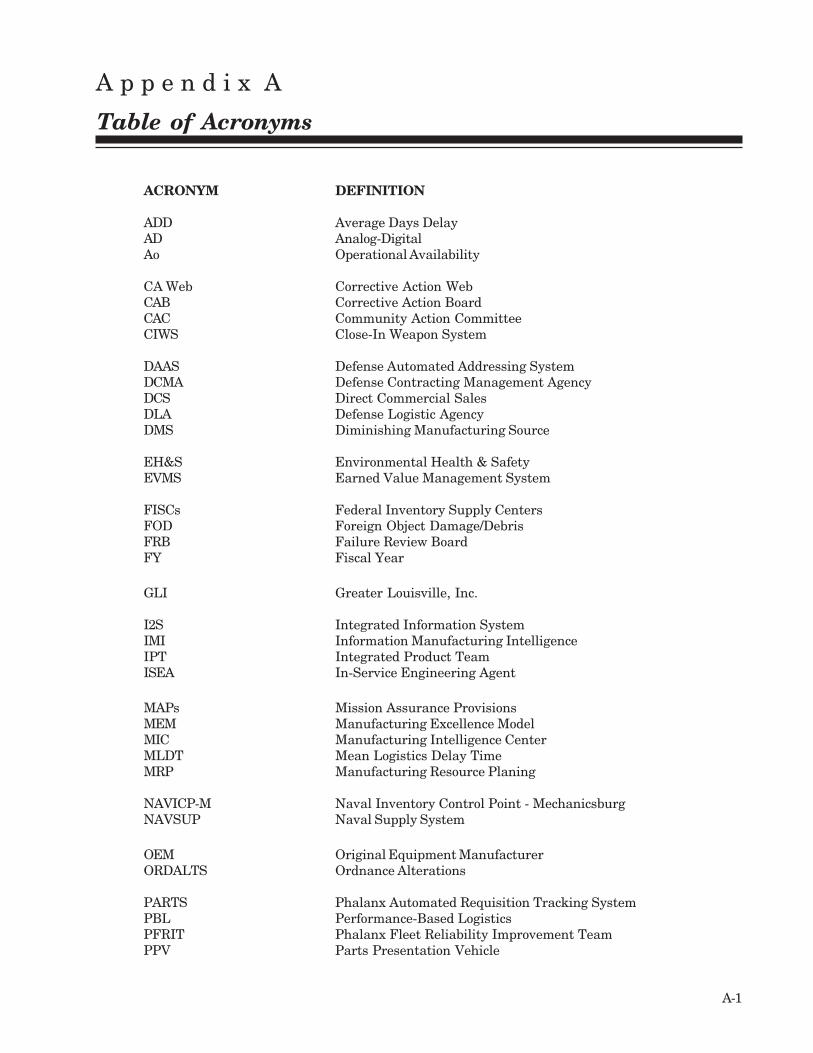
A p p e n d i x A
Table of Acronyms
ACRONYM DEFINITION
ADD Average Days DelayAD Analog-DigitalAo Operational Availability
CA Web Corrective Action WebCAB Corrective Action BoardCAC Community Action CommitteeCIWS Close-In Weapon System
DAAS Defense Automated Addressing SystemDCMA Defense Contracting Management AgencyDCS Direct Commercial SalesDLA Defense Logistic AgencyDMS Diminishing Manufacturing Source
EH&S Environmental Health & SafetyEVMS Earned Value Management System
FISCs Federal Inventory Supply CentersFOD Foreign Object Damage/DebrisFRB Failure Review BoardFY Fiscal Year
GLI Greater Louisville, Inc.
I2S Integrated Information SystemIMI Information Manufacturing IntelligenceIPT Integrated Product TeamISEA In-Service Engineering Agent
MAPs Mission Assurance ProvisionsMEM Manufacturing Excellence ModelMIC Manufacturing Intelligence CenterMLDT Mean Logistics Delay TimeMRP Manufacturing Resource Planing
NAVICP-M Naval Inventory Control Point - MechanicsburgNAVSUP Naval Supply System
OEM Original Equipment ManufacturerORDALTS Ordnance Alterations
PARTS Phalanx Automated Requisition Tracking SystemPBL Performance-Based LogisticsPFRIT Phalanx Fleet Reliability Improvement TeamPPV Parts Presentation Vehicle
A-1
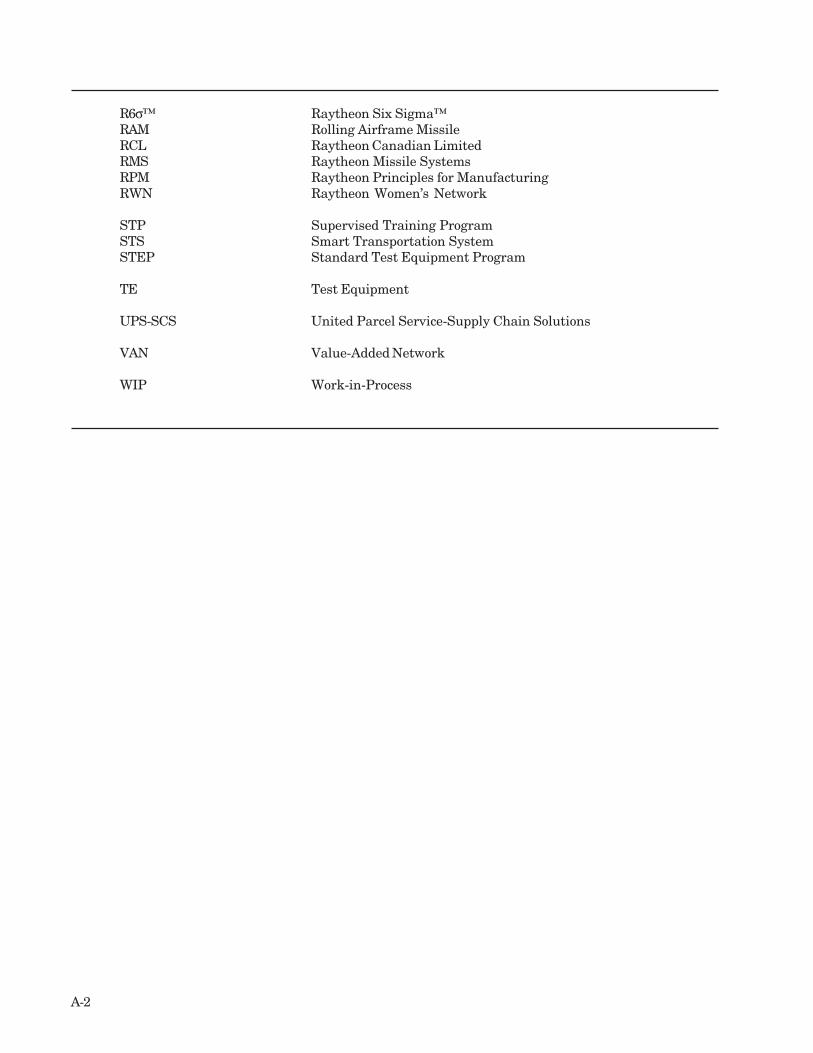
A-2
R6σ™ Raytheon Six Sigma™RAM Rolling Airframe MissileRCL Raytheon Canadian LimitedRMS Raytheon Missile SystemsRPM Raytheon Principles for ManufacturingRWN Raytheon Women’s Network
STP Supervised Training ProgramSTS Smart Transportation SystemSTEP Standard Test Equipment Program
TE Test Equipment
UPS-SCS United Parcel Service-Supply Chain Solutions
VAN Value-Added Network
WIP Work-in-Process
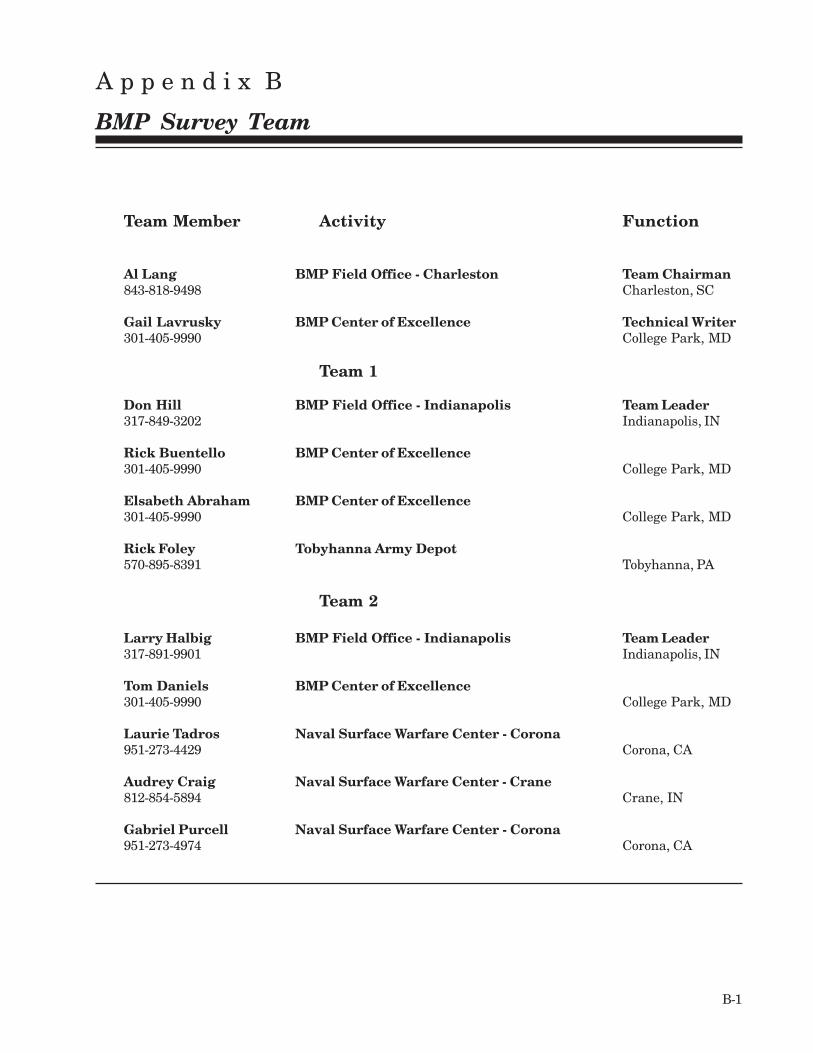
Team Member Activity Function
Al Lang BMP Field Office - Charleston Team Chairman843-818-9498 Charleston, SC
Gail Lavrusky BMP Center of Excellence Technical Writer301-405-9990 College Park, MD
Team 1
Don Hill BMP Field Office - Indianapolis Team Leader317-849-3202 Indianapolis, IN
Rick Buentello BMP Center of Excellence301-405-9990 College Park, MD
Elsabeth Abraham BMP Center of Excellence301-405-9990 College Park, MD
Rick Foley Tobyhanna Army Depot570-895-8391 Tobyhanna, PA
Team 2
Larry Halbig BMP Field Office - Indianapolis Team Leader317-891-9901 Indianapolis, IN
Tom Daniels BMP Center of Excellence301-405-9990 College Park, MD
Laurie Tadros Naval Surface Warfare Center - Corona951-273-4429 Corona, CA
Audrey Craig Naval Surface Warfare Center - Crane812-854-5894 Crane, IN
Gabriel Purcell Naval Surface Warfare Center - Corona951-273-4974 Corona, CA
A p p e n d i x B
BMP Survey Team
B-1
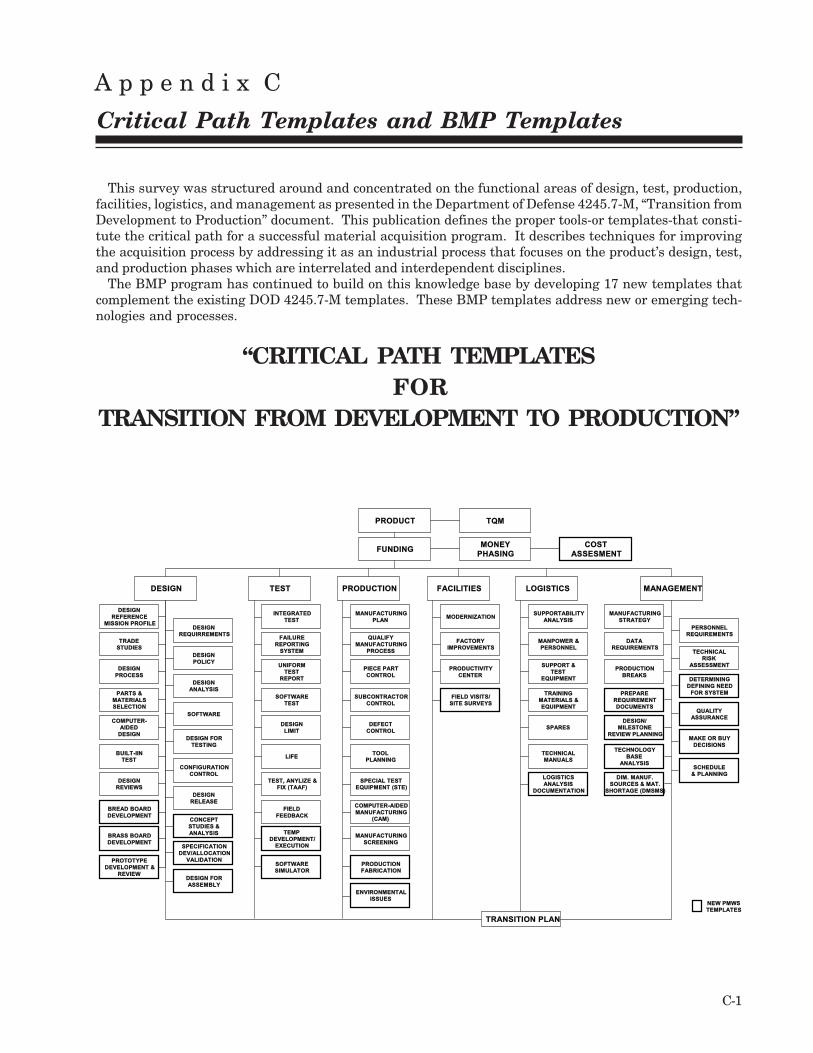
PRODUCT
FUNDINGMONEY
PHASING
TQM
COST
ASSESMENT
DESIGN TEST PRODUCTION FACILITIES LOGISTICS MANAGEMENT
DESIGN
REFERENCE
MISSION PROFILE
TRADE
STUDIES
DESIGN
PROCESS
PARTS &
MATERIALS
SELECTION
COMPUTER-
AIDED
DESIGN
BUILT-IIN
TEST
DESIGN
REVIEWS
BREAD BOARD
DEVELOPMENT
BRASS BOARD
DEVELOPMENT
PROTOTYPE
DEVELOPMENT &
REVIEW
DESIGN
REQUIRREMENTS
DESIGN
POLICY
DESIGN
ANALYSIS
SOFTWARE
DESIGN FOR
TESTING
CONFIGURATION
CONTROL
DESIGN
RELEASE
CONCEPT
STUDIES &
ANALYSIS
SPECIFICATION
DEV/ALLOCATION
VALIDATION
DESIGN FOR
ASSEMBLY
INTEGRATED
TEST
FAILURE
REPORTING
SYSTEM
UNIFORM
TEST
REPORT
SOFTWARE
TEST
DESIGN
LIMIT
LIFE
TEST, ANYLIZE &
FIX (TAAF)
FIELD
FEEDBACK
TEMP
DEVELOPMENT/
EXECUTION
SOFTWARE
SIMULATOR
MANUFACTURING
PLAN
QUALIFY
MANUFACTURING
PROCESS
PIECE PART
CONTROL
SUBCONTRACTOR
CONTROL
DEFECT
CONTROL
TOOL
PLANNING
SPECIAL TEST
EQUIPMENT (STE)
COMPUTER-AIDED
MANUFACTURING
(CAM)
MANUFACTURING
SCREENING
PRODUCTION
FABRICATION
ENVIRONMENTAL
ISSUES
MODERNIZATION
FACTORY
IMPROVEMENTS
PRODUCTIVITY
CENTER
FIELD VISITS/
SITE SURVEYS
SUPPORTABILITY
ANALYSIS
MANPOWER &
PERSONNEL
SUPPORT &
TEST
EQUIPMENT
TRAINING
MATERIALS &
EQUIPMENT
SPARES
TECHNICAL
MANUALS
LOGISTICS
ANALYSIS
DOCUMENTATION
MANUFACTURING
STRATEGY
DATA
REQUIREMENTS
PRODUCTION
BREAKS
PREPARE
REQUIREMENT
DOCUMENTS
DESIGN/
MILESTONE
REVIEW PLANNING
TECHNOLOGY
BASE
ANALYSIS
DIM. MANUF.
SOURCES & MAT.
SHORTAGE (DMSMS)
PERSONNEL
REQUIREMENTS
TECHNICAL
RISK
ASSESSMENT
DETERMINING
DEFINING NEED
FOR SYSTEM
QUALITY
ASSURANCE
MAKE OR BUY
DECISIONS
SCHEDULE
& PLANNING
TRANSITION PLAN
NEW PMWS
TEMPLATES
A p p e n d i x C
Critical Path Templates and BMP Templates
This survey was structured around and concentrated on the functional areas of design, test, production,facilities, logistics, and management as presented in the Department of Defense 4245.7-M, “Transition fromDevelopment to Production” document. This publication defines the proper tools-or templates-that consti-tute the critical path for a successful material acquisition program. It describes techniques for improvingthe acquisition process by addressing it as an industrial process that focuses on the product’s design, test,and production phases which are interrelated and interdependent disciplines.
The BMP program has continued to build on this knowledge base by developing 17 new templates thatcomplement the existing DOD 4245.7-M templates. These BMP templates address new or emerging tech-nologies and processes.
“CRITICAL PATH TEMPLATES
TRANSITION FROM DEVELOPMENT TO PRODUCTION”
C-1
FOR
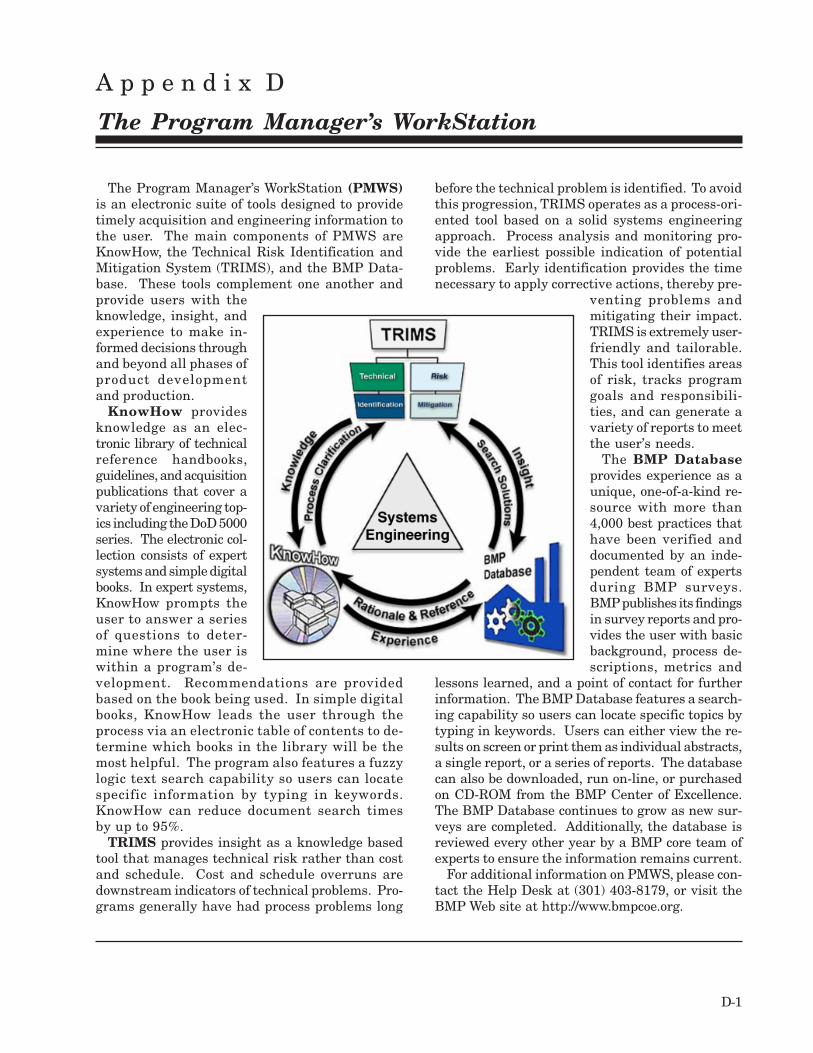
A p p e n d i x D
The Program Manager’s WorkStation
The Program Manager’s WorkStation (PMWS)is an electronic suite of tools designed to providetimely acquisition and engineering information tothe user. The main components of PMWS areKnowHow, the Technical Risk Identification andMitigation System (TRIMS), and the BMP Data-base. These tools complement one another andprovide users with theknowledge, insight, andexperience to make in-formed decisions throughand beyond all phases ofproduct developmentand production.
KnowHow providesknowledge as an elec-tronic library of technicalreference handbooks,guidelines, and acquisitionpublications that cover avariety of engineering top-ics including the DoD 5000series. The electronic col-lection consists of expertsystems and simple digitalbooks. In expert systems,KnowHow prompts theuser to answer a seriesof questions to deter-mine where the user iswithin a program’s de-velopment. Recommendations are providedbased on the book being used. In simple digitalbooks, KnowHow leads the user through theprocess via an electronic table of contents to de-termine which books in the library will be themost helpful. The program also features a fuzzylogic text search capability so users can locatespecific information by typing in keywords.KnowHow can reduce document search timesby up to 95%.
TRIMS provides insight as a knowledge basedtool that manages technical risk rather than costand schedule. Cost and schedule overruns aredownstream indicators of technical problems. Pro-grams generally have had process problems long
before the technical problem is identified. To avoidthis progression, TRIMS operates as a process-ori-ented tool based on a solid systems engineeringapproach. Process analysis and monitoring pro-vide the earliest possible indication of potentialproblems. Early identification provides the timenecessary to apply corrective actions, thereby pre-
venting problems andmitigating their impact.TRIMS is extremely user-friendly and tailorable.This tool identifies areasof risk, tracks programgoals and responsibili-ties, and can generate avariety of reports to meetthe user’s needs.
The BMP Databaseprovides experience as aunique, one-of-a-kind re-source with more than4,000 best practices thathave been verified anddocumented by an inde-pendent team of expertsduring BMP surveys.BMP publishes its findingsin survey reports and pro-vides the user with basicbackground, process de-scriptions, metrics and
lessons learned, and a point of contact for furtherinformation. The BMP Database features a search-ing capability so users can locate specific topics bytyping in keywords. Users can either view the re-sults on screen or print them as individual abstracts,a single report, or a series of reports. The databasecan also be downloaded, run on-line, or purchasedon CD-ROM from the BMP Center of Excellence.The BMP Database continues to grow as new sur-veys are completed. Additionally, the database isreviewed every other year by a BMP core team ofexperts to ensure the information remains current.
For additional information on PMWS, please con-tact the Help Desk at (301) 403-8179, or visit theBMP Web site at http://www.bmpcoe.org.
D-1
A p p e n d i x E
Best Manufacturing Practices Satellite Centers
There are currently ten Best Manufacturing Practices (BMP) satellite centers that provide representationfor and awareness of the BMP Program to regional industry, government and academic institutions. Thecenters also promote the use of BMP with regional Manufacturing Technology Centers. Regional manufac-turers can take advantage of the BMP satellite centers to help resolve problems, with the centers hostinginformative, one-day regional workshops that focus on specific technical issues.
Center representatives also conduct BMP lectures at regional colleges and universities; maintain lists ofexperts who are potential survey team members; provide team member training; and train regional person-nel in the use of BMP resources.
The ten BMP satellite centers include:
California
Izlay (Izzy) MercankayaBMP Satellite Center ManagerNaval Surface Warfare Center, Corona DivisionCode QA-21, P.O. Box 5000Corona, CA 92878-5000(951) 273-5440FAX: (951) [email protected]
District of Columbia
Brad BotwinBMP Satellite Center ManagerU.S. Department of CommerceBureau of Industry & Security14th Street & Constitution Avenue, N.W.H3876Washington, DC 20230(202) 482-4060FAX: (202) [email protected]
Illinois
Robert LindstromBMP Satellite Center ManagerRock Valley College3301 North Mulford RoadRockford, IL 61114-5699(815) 921-2073FAX: (815) [email protected]
Iowa
Ron CoxBMP Satellite Center ManagerIowa Procurement Outreach Center2273 Howe Hall, Suite 2617Ames, IA 50011(515) 289-0280 or (515) 294-5240FAX: (515) [email protected]
Louisiana
Alley ButlerBMP Satellite Center ManagerMaritime Environmental Resources & InformationCenterGulf Coast Region Maritime Technology CenterUniversity of New OrleansUAMTCE, Room 163-Station 1225100 River RoadNew Orleans, LA 70094-2706(504) 458-6339FAX: (504) [email protected]
Ohio
Larry BrownBMP Satellite Center ManagerEdison Welding Institiute1250 Arthur E. Adams DriveColumbus, OH 43221-3585(614) 688-5080FAX: (614) [email protected]
E-1
Pennsylvania
John W. LloydBMP Satellite Center ManagerMANTEC, Inc.P.O. Box 5046York, PA 17405(717) 843-5054FAX: (717) [email protected]
South Carolina
Henry E. WatsonBMP Satellite Center ManagerSouth Carolina Research Authority - AppliedResearch and Development Institute100 Fluor DanielClemson, SC 29634(864) 656-6566FAX: (843) [email protected]
Tennessee
Duane BiasBMP Satellite Center ManagerY-12 National Security ComplexBWXT Y-12, L.L.C.P.O. Box 2009Bear Creek RoadOak Ridge, TN 37831-8091(865) 241-9288FAX: (865) [email protected]
Virginia
William MotleyBMP Satellite Center ManagerDAU Program Director, Manufacturing ManagerDefense Acquisition University9820 Belvior Road, Suite G3Fort Belvior, VA 22060-5565(703) 805-3763FAX: (703) [email protected]
E-2

A p p e n d i x F
Navy Manufacturing Technology Centers of Excellence
The Navy Manufacturing Technology Program has established Centers of Excellence (COEs) to providefocal points for the development and technology transfer of new manufacturing processes and equipment ina cooperative environment with industry, academia, and the Navy industrial facilities and laboratories.These consortium-structured COEs serve as corporate residences of expertise in particular technologicalareas. The following list provides a description and point of contact for each COE.
Best Manufacturing Practices Center ofExcellence
The Best Manufacturing Practices Center of Excel-lence (BMPCOE) provides a national resource toidentify and share best manufacturing and businesspractices being used throughout government, in-dustry, and academia. The BMPCOE was establishedby the Office of Naval Research’s BMP Program,the Department of Commerce, and the Universityof Maryland at College Park. By improving theuse of existing technology, promoting the introduc-tion of improved technologies, and providing non-competitive means to address common problems,the BMPCOE has become a significant factor incountering foreign competition.
Point of Contact:Dr. Anne Marie T. SuPriseBest Manufacturing Practices Center ofExcellence4321 Hartwick RoadSuite 400College Park, MD 20740Phone: (301) 405-9990FAX: (301) 403-8180E-mail: [email protected]
Institute for Manufacturing and SustainmentTechnologies
The Institute for Manufacturing and SustainmentTechnologies (iMAST) is located at the Pennsylva-nia State University’s Applied Research Laboratory.iMAST’s primary objective is to address challengesrelative to Navy and Marine Corps weapon systemplatforms in the areas of mechanical drive trans-mission technologies, materials processing technolo-gies, laser processing technologies, advanced com-posites technologies, and repair technologies.
Point of Contact:Mr. Robert CookInstitute for Manufacturing and SustainmentTechnologiesARL Penn State UniversityP.O. Box 30State College, PA 16804-0030Phone: (814) 863-3880FAX: (814) 863-1183E-mail: [email protected]
Composites Manufacturing TechnologyCenter (operated by the South CarolinaResearch Authority)
The Composites Manufacturing Technology Cen-ter (CMTC) is a Center of Excellence for the Navy’sComposites Manufacturing Technology Program.The South Carolina Research Authority (SCRA) op-erates the CMTC and the Composites Consortium(TCC) serves as the technology resource. The TCChas strong, in-depth knowledge and experience incomposites manufacturing technology. The SCRA/CMTC provides a national resource for the devel-opment and dissemination of composites manufac-turing technology to defense contractors and sub-contractors.
Point of Contact:Mr. Henry WatsonApplied Research and Development InstituteComposites Manufacturing Technology Center934-D Old Clemson HighwayEagles Landing Professional ParkSeneca, SC 29672Phone: (864) 656-6566FAX: (864) 653-7434E-mail: [email protected]
F-1

Electronics Manufacturing ProductivityFacility (operated by American Competi-tiveness Institute)
The Electronics Manufacturing Productivity Facil-ity (EMPF) identifies, develops, and transfers inno-vative electronics manufacturing processes to do-mestic firms in support of the manufacture ofaffordable military systems. The EMPF operates asa consortium comprised of government, industry,and academic participants led by the American Com-petitiveness Institute under a cooperative agree-ment with the Navy.
Point of Contact:Mr. Michael FredericksonElectronics Manufacturing Productivity FacilityOne International Plaza, Suite 600Philadelphia, PA 19113Phone: (610) 362-1200, ext. 215FAX: (610) 362-1288E-mail: [email protected]
Electro-Optics Center (operated by thePennsylvania State University’s AppliedResearch Laboratory)
The Electro-Optics Center (EOC) is a national con-sortium of electro-optics industrial companies, uni-versities, and government research centers thatshare their electro-optics expertise and capabilitiesthrough project teams focused on Navy require-ments. Through its capability for national electroniccommunication and rapid reaction and response, theEOC can address issues of immediate concern tothe Navy Systems Commands. The EOC is man-aged by the Pennsylvania State University’s AppliedResearch Laboratory.
Point of Contact:Dr. Karl HarrisElectro-Optics CenterWest Hills Industrial Park77 Glade DriveKittanning, PA 16201Phone: (724) 545-9700FAX: (724) 545-9797E-mail: [email protected]
Navy Joining Center (operated byEdison Welding Institute)
The Navy Joining Center (NJC) provides a nationalresource for the development of materials joining ex-pertise and the deployment of emerging manufactur-ing technologies to Navy contractors, subcontractors,and other activities. The NJC works with the Navy todetermine and evaluate joining technology require-ments and conduct technology development and de-ployment projects to address these issues. The NJCis operated by the Edison Welding Institute.
Point of Contact:Mr. Harvey R. CastnerEWI/Navy Joining Center1250 Arthur E. Adams DriveColumbus, OH 43221-3585Phone: (614) 688-5063FAX: (614) 688-5001E-mail: [email protected]
Navy Metalworking Center (operated byConcurrent Technologies Corporation)
The Navy Metalworking Center provides a nationalcenter for the development, dissemination, and imple-mentation of advanced technologies for metalwork-ing products and processes. Operated by the Concur-rent Technologies Corporation, the NavyMetalworking Center helps the Navy and defense con-tractors improve manufacturing productivity and partreliability through development, deployment, train-ing, and education for advanced metalworking tech-nologies.
Point of Contact:Dr. Daniel WinterscheidtNavy Metalworking Centerc/o Concurrent Technologies Corporation100 CTC DriveJohnstown, PA 15904-1935Phone: (814) 269-6840FAX: (814) 269-2501E-mail: [email protected]
F-2

Energetics Manufacturing TechnologyCenter
The Energetics Manufacturing Technology Center(EMTC) addresses unique manufacturing processesand problems of the energetics industrial base toensure the availability of affordable, quality, and safeenergetics. The EMTC’s focus is on technologies toreduce manufacturing costs, improve product qual-ity and reliability, and develop environmentally be-nign manufacturing processes. The EMTC is lo-cated at the Indian Head Division of the NavalSurface Warfare Center.
Point of Contact:Mr. John BroughNaval Surface Warfare CenterIndian Head Division101 Strauss AvenueBuilding D326, Room 227Indian Head, MD 20640-5035Phone: (301) 744-4417DSN: 354-4417FAX: (301) 744-4187E-mail: [email protected]
Center for Naval Shipbuilding Technology
The Center for Naval Shipbuilding Technology(CNST) supports the Navy’s ongoing effort to iden-tify, develop and deploy in U.S. shipyards, advancedmanufacturing technologies that will reduce the costand time to build and repair Navy ships. CNSTprovides a focal point for developing and transfer-ring new manufacturing processes and technologiy;benefits that will accrue not only to the Navy but to
industry. CNST is operated and managed by ATI inCharleston, South Carolina.
Point of Contact:Mr. Ron GloverCenter for Naval Shipbuilding Technology5300 International BoulevardCharleston, SC 29418Phone: (843) 760-4606FAX: (843) 760-4098E-mail: [email protected]
Gulf Coast Region Maritime TechnologyCenter (operated by the University ofNew Orleans College of Engineering)
The Gulf Coast Region Maritime Technology Center(GCRMTC) fosters competition in shipbuilding tech-nology through cooperation with the U.S. Navy, rep-resentatives of the maritime industries, and variousacademic and private research centers throughoutthe country. Located at the University of New Or-leans, the GCRMTC focuses on improving design andproduction technologies for shipbuilding, reducingmaterial and total ownership costs, providing educa-tion and training, and improving environmental en-gineering and management.
Point of Contact:Mr. Frank Bordelon, New Orleans Site DirectorGulf Coast Region Maritime Technology CenterResearch and Technology ParkCERM Building, Room 409University of New OrleansNew Orleans, LA 70148-2200Phone: (504) 280-5609FAX: (504) 280-3898E-mail: [email protected]
F-3
A p p e n d i x G
Completed Surveys
As of this publication, 148 surveys have been conducted and published by BMP at the companies listedbelow. Copies of older survey reports may be obtained through DTIC or by accessing the BMP Web site.Requests for copies of recent survey reports or inquiries regarding BMP may be directed to:
Best Manufacturing Practices Program4321 Hartwick Road, Suite 400
College Park, MD 20740Attn: Anne Marie T. SuPrise, Ph.D., Director
Phone: 1-800-789-4267FAX: (301) 403-8180
Litton Guidance & Control Systems Division - Woodland Hills, CA
Honeywell, Incorporated Undersea Systems Division - Hopkins, MN (now Alliant TechSystems, Inc.)Texas Instruments Defense Systems & Electronics Group - Lewisville, TXGeneral Dynamics Pomona Division - Pomona, CAHarris Corporation Government Support Systems Division - Syosset, NYIBM Corporation Federal Systems Division - Owego, NYControl Data Corporation Government Systems Division - Minneapolis, MN
Hughes Aircraft Company Radar Systems Group - Los Angeles, CAITT Avionics Division - Clifton, NJRockwell International Corporation Collins Defense Communications - Cedar Rapids, IAUNISYS Computer Systems Division - St. Paul, MN
Motorola Government Electronics Group - Scottsdale, AZGeneral Dynamics Fort Worth Division - Fort Worth, TXTexas Instruments Defense Systems & Electronics Group - Dallas, TXHughes Aircraft Company Missile Systems Group - Tucson, AZBell Helicopter Textron, Inc. - Fort Worth, TXLitton Data Systems Division - Van Nuys, CAGTE C3 Systems Sector - Needham Heights, MA
McDonnell-Douglas Corporation McDonnell Aircraft Company - St. Louis, MONorthrop Corporation Aircraft Division - Hawthorne, CALitton Applied Technology Division - San Jose, CALitton Amecom Division - College Park, MD (now Northrop Grumman Electronic Systems Division)Standard Industries - LaMirada, CA (now SI Manufacturing)Engineered Circuit Research, Incorporated - Milpitas, CATeledyne Industries Incorporated Electronics Division - Newbury Park, CALockheed Aeronautical Systems Company - Marietta, GALockheed Missile Systems Division - Sunnyvale, CA (now Lockheed Martin Missiles and Space)Westinghouse Electronic Systems Group - Baltimore, MD (now Northrop Grumman Corporation)General Electric Naval & Drive Turbine Systems - Fitchburg, MARockwell Autonetics Electronics Systems - Anaheim, CA (now Boeing North American A&MSD)TRICOR Systems, Incorporated - Elgin, IL
Hughes Aircraft Company Ground Systems Group - Fullerton, CATRW Military Electronics and Avionics Division - San Diego, CAMechTronics of Arizona, Inc. - Phoenix, AZBoeing Aerospace & Electronics - Corinth, TXTechnology Matrix Consortium - Traverse City, MITextron Lycoming - Stratford, CT
1985
1986
1987
1988
1989
1990
G-1
Resurvey of Litton Guidance & Control Systems Division - Woodland Hills, CANorden Systems, Inc. - Norwalk, CT (now Northrop Grumman Norden Systems)Naval Avionics Center - Indianapolis, INUnited Electric Controls - Watertown, MAKurt Manufacturing Company - Minneapolis, MNMagneTek Defense Systems - Anaheim, CA (now Power Paragon, Inc.)Raytheon Missile Systems Division - Andover, MAAT&T Federal Systems Advanced Technologies and AT&T Bell Laboratories - Greensboro, NC and Whippany, NJResurvey of Texas Instruments Defense Systems & Electronics Group - Lewisville, TX
Tandem Computers - Cupertino, CACharleston Naval Shipyard - Charleston, SCConax Florida Corporation - St. Petersburg, FLTexas Instruments Semiconductor Group Military Products - Midland, TXHewlett-Packard Palo Alto Fabrication Center - Palo Alto, CAWatervliet U.S. Army Arsenal - Watervliet, NYDigital Equipment Company Enclosures Business - Westfield, MA and Maynard, MAComputing Devices International - Minneapolis, MN (now General Dynamics Information Systems)
(Resurvey of Control Data Corporation Government Systems Division)Naval Aviation Depot Naval Air Station - Pensacola, FL
NASA Marshall Space Flight Center - Huntsville, ALNaval Aviation Depot Naval Air Station - Jacksonville, FLDepartment of Energy Oak Ridge Facilities (Operated by Martin Marietta Energy Systems, Inc.) - Oak Ridge, TNMcDonnell Douglas Aerospace - Huntington Beach, CA (now Boeing Space Systems)Naval Surface Warfare Center Crane Division - Crane, IN and Louisville, KYPhiladelphia Naval Shipyard - Philadelphia, PAR. J. Reynolds Tobacco Company - Winston-Salem, NCCrystal Gateway Marriott Hotel - Arlington, VAHamilton Standard Electronic Manufacturing Facility - Farmington, CT (now Hamilton Sundstrand)Alpha Industries, Inc. - Methuen, MA
Harris Semiconductor - Palm Bay, FL (now Intersil Corporation)United Defense, L.P. Ground Systems Division - San Jose, CANaval Undersea Warfare Center Division Keyport - Keyport, WAMason & Hanger - Silas Mason Co., Inc. - Middletown, IA (now American Ordnance LLC)Kaiser Electronics - San Jose, CAU.S. Army Combat Systems Test Activity - Aberdeen, MD (now Aberdeen Test Center)Stafford County Public Schools - Stafford County, VA
Sandia National Laboratories - Albuquerque, NMRockwell Collins Avionics & Communications Division - Cedar Rapids, IA (now Rockwell Collins, Inc.)
(Resurvey of Rockwell International Corporation Collins Defense Communications)Lockheed Martin Electronics & Missiles - Orlando, FLMcDonnell Douglas Aerospace (St. Louis) - St. Louis, MO (now Boeing Integrated Defense Systems)
(Resurvey of McDonnell Douglas Corporation - McDonnell Aircraft Company)Dayton Parts, Inc. - Harrisburg, PAWainwright Industries - St. Peters, MOLockheed Martin Tactical Aircraft Systems - Fort Worth, TX (now Lockheed Martin Aeronautics Company)
(Resurvey of General Dynamics Fort Worth Division)Lockheed Martin Government Electronic Systems - Moorestown, NJSacramento Manufacturing and Services Division - Sacramento, CAJLG Industries, Inc. - McConnellsburg, PA
City of Chattanooga - Chattanooga, TNMason & Hanger Corporation - Pantex Plant - Amarillo, TXNascote Industries, Inc. - Nashville, ILWeirton Steel Corporation - Weirton, WVNASA Kennedy Space Center - Cape Canaveral, FLResurvey of Department of Energy, Oak Ridge Operations - Oak Ridge, TN
1991
1992
1993
1994
1995
1996
G-2
2004
Headquarters, U.S. Army Industrial Operations Command - Rock Island, IL (now Operational Support Command)SAE International and Performance Review Institute - Warrendale, PAPolaroid Corporation - Waltham, MACincinnati Milacron, Inc. - Cincinnati, OHLawrence Livermore National Laboratory - Livermore, CASharretts Plating Company, Inc. - Emigsville, PAThermacore, Inc. - Lancaster, PARock Island Arsenal - Rock Island, ILNorthrop Grumman Corporation - El Segundo, CA
(Resurvey of Northrop Corporation Aircraft Division)Letterkenny Army Depot - Chambersburg, PAElizabethtown College - Elizabethtown, PATooele Army Depot - Tooele, UT
United Electric Controls - Watertown, MAStrite Industries Limited - Cambridge, Ontario, CanadaNorthrop Grumman Corporation - El Segundo, CACorpus Christi Army Depot - Corpus Christi, TXAnniston Army Depot - Anniston, ALNaval Air Warfare Center, Lakehurst - Lakehurst, NJSierra Army Depot - Herlong, CAITT Industries Aerospace/Communications Division - Fort Wayne, INRaytheon Missile Systems Company - Tucson, AZNaval Aviation Depot North Island - San Diego, CAU.S.S. Carl Vinson (CVN-70) - Commander Naval Air Force, U.S. Pacific FleetTobyhanna Army Depot - Tobyhanna, PA
Wilton Armetale - Mount Joy, PAApplied Research Laboratory, Pennsylvania State University - State College, PAElectric Boat Corporation, Quonset Point Facility - North Kingstown, RIResurvey of NASA Marshall Space Flight Center - Huntsville, ALOrenda Turbines, Division of Magellan Aerospace Corporation - Mississauga, Ontario, Canada
Northrop Grumman, Defensive Systems Division - Rolling Meadows, ILCrane Army Ammunition Activity - Crane, INNaval Sea Logistics Center, Detachment Portsmouth - Portsmouth, NHStryker Howmedica Osteonics - Allendale, NJ
The Tri-Cities Tennessee/Virginia Region - Johnson City, TNGeneral Dynamics Armament Systems - Burlington, VT (now General Dynamics Armament and Technical Products)Lockheed Martin Naval Electronics & Surveillance Systems-Surface Systems - Moorestown, NJFrontier Electronic Systems - Stillwater, OK
U.S. Coast Guard, Maintenance and Logistics Command-Atlantic - Norfolk, VAU.S. Coast Guard, Maintenance and Logistics Command-Pacific - Alameda, CADirectorate for Missiles and Surface Launchers (PEO TSC-M/L) - Arlington, VAGeneral Tool Company - Cincinnati, OH
University of New Orleans, College of Engineering - New Orleans, LABender Shipbuilding and Repair Company, Inc. - Mobile, ALIn Tolerance - Cedar Rapids, IAABC Virtual Communications, Inc. - West Des Moines, IAResurvey of Electric Boat Corporation, Quonset Point Facility - North Kingstown, RIUnited Defense, L.P. Ground Systems Division - Aiken, SCAuto-Valve, Inc. - Dayton, OH
United Defense, L.P. Armament Systems Division - Aberdeen, SDTOMAK Precision - Lebanon, OHRB Tool & Manufacturing Company - Cincinnati, OHForest City Gear - Roscoe, ILCALCE Electronic Products and Systems Center - College Park, MDU.S. Army Aviation & Missile Command, Automation Division-Integrated Materiel Management Center -
Redstone Arsenal, AL
1997
1998
1999
2000
2001
2002
G-3
2003
G-4
Northrop Grumman Electronic Systems - Baltimore, MDRaytheon Integrated Air Defense Center - Andover, MA
Raytheon-Louisville - Louisville, KY
2005
2006