Embed Size (px)
Citation preview

Bioresource Technology 109 (2012) 188–197
Contents lists available at SciVerse ScienceDirect
Bioresource Technology
journal homepage: www.elsevier .com/locate /bior tech
Rapid co-pyrolysis of rice straw and a bituminous coal in a high-frequencyfurnace and gasification of the residual char
Shuai Yuan, Zheng-hua Dai, Zhi-jie Zhou, Xue-li Chen ⇑, Guang-suo Yu, Fu-chen WangKey Laboratory of Coal Gasification of Ministry of Education, East China University of Science and Technology, Shanghai 200237, China
a r t i c l e i n f o
Article history:Received 3 September 2011Received in revised form 19 December 2011Accepted 6 January 2012Available online 15 January 2012
Keywords:Co-pyrolysisBiomassCoalGasificationChar
0960-8524/$ - see front matter � 2012 Elsevier Ltd. Adoi:10.1016/j.biortech.2012.01.019
⇑ Corresponding author at: Key Laboratory of CoaEducation, East China University of Science and TecShanghai 200237, China. Tel.: +86 21 64250734.
E-mail address: [email protected] (X.-l. Chen).
a b s t r a c t
Rapid pyrolysis of rice straw (RS) and Shenfu bituminous coal (SB) separately, and rapid co-pyrolysis ofRS/SB blends (mass ratio 1:4, 1:4, and 4:1), were carried out in a high-frequency furnace which canensure both high heating rate and satisfying contact of fuel particles. Synergies between RS and SB duringrapid co-pyrolysis were investigated. Intrinsic and morphological structures of residual char from co-pyrolysis, and their effects on gasification characteristics were also studied. Synergies occurred duringrapid co-pyrolysis of RS and SB (RS/SB = 1:4) resulting in decreasing char yields and increasing volatileyields. Synergies also happened during gasification of the char derived from co-pyrolysis of RS and SBwith mass ratio of 1:4. The increased mass ratio of RS to SB did not only weaken synergies during co-pyrolysis, but significantly reduced the gasification rates of the co-pyrolysis char compared to the calcu-lated values. Results can help to optimize co-conversion process of biomass/coal.
� 2012 Elsevier Ltd. All rights reserved.
1. Introduction
Thermo-chemical conversions (pyrolysis, gasification, and com-bustion) are currently some of the main methods for energyproduction from biomass, but the seasonal nature of biomass avail-ability makes it difficult to operate biomass-only power plants(Tian, 2010). Therefore, it might be preferable to utilize biomassin conjunction with coal for combustion or gasification.
Pyrolysis of biomass, coal, and biomass/coal blends have beenstudied, and synergies during co-pyrolysis of biomass and coal havebeen found to decrease the yields of char and tar, and to increasethe yields of gas (Haykiri-Acma and Yaman, 2007, 2010; Joneset al., 2005; Park et al., 2010; Ulloa et al., 2009; Vuthaluru, 2003,2004; Zhu et al., 2008). H and OH radicals released from biomassduring pyrolysis can promote cracking of the aromatic rings ofthe coal, and the minerals in biomass have catalytic effects on coalconversion (Jones et al., 2005; Park et al., 2010; Ulloa et al., 2009;Vuthaluru, 2003, 2004; Zhu et al., 2008). Effects of biomass on sul-fur evolution of coal have also been found during co-pyrolysis ofbiomass and coal. Haykiri-Acma and Yaman (2007) found biomasspromoted nitrogen evolution from coal, but Cordero et al. (2004)found the opposite. The synergies between biomass and coal werefound in experiments carried out in fixed-bed reactors (mainly
ll rights reserved.
l Gasification of Ministry ofhnology, Meilong Road, 130,
TGA (Thermal Gravimetric Analyzer)) in which biomass and coalcan easily contact each other. Some researchers used fluidized-bed (Collot et al., 1999; Pan et al., 1996) and entrained-bed reactors(Rudiger et al., 1995; Zhang et al., 2007) to carry out pyrolysis ofbiomass/coal blends, but due to dispersion of the biomass and coalparticles, synergies were very slight (Zhang et al., 2007), or even nointeractions could be found (Collot et al., 1999; Pan et al., 1996;Rudiger et al., 1995).
Fixed-bed reactors (TGA is the mostly used) allow good contactbetween biomass and coal particles, but heating rates of the parti-cles are low. Fluidized-bed and entrained-bed reactors provide forhigh heating rates, but dispersions of the particles result in veryslight synergies between biomass and coal particles. Therefore,conventional fixed-bed reactors, fluidized-bed reactors, andentrained-bed reactors are not suitable to investigate interactionsbetween biomass and coal under rapid pyrolysis condition. In thepresent study, a drop style high-frequency furnace was employedto carry out rapid pyrolysis experiments. This type of reactor notonly achieved high heating rates, but also allow good contact be-tween the fuel particles. Rapid pyrolysis of rice straw, a bituminouscoal, and rice straw/bituminous coal blends was carried out toinvestigate synergies between biomass and coal under rapid pyro-lysis conditions. Since some researchers have also found synergiesduring co-gasification of biomass char and coal char (Fermosoet al., 2010; Ren et al., 2011; Zhu et al., 2008), the effect of syner-gies between biomass and coal during co-pyrolysis on intrinsic andmorphological structures of the co-pyrolysis char, and on gasifica-tion characteristics of the co-pyrolysis char were also investigated.

sample
gas chromatograph
vent
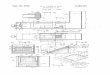
Fig.1. High-frequency furnace rapid pyrolysis system. 1-Ar cylinder; 2-flowmeter;3-high frequency current source; 4-quartz tube reactor; 5-induction coil;6-Mo-crucible; 7-S-type thermocouple and meter; 8-filter; 9-three-way valve;10-pump.
S. Yuan et al. / Bioresource Technology 109 (2012) 188–197 189
2. Experimental
2.1. Fuel samples
Rice straw (RS) and the Shenfu bituminous coal were chosen asfuels and dried at 105 �C for 1 h before experiments. Proximate andelemental analysis results for RS and SB are shown in Table 1. RSwas blended with SB in mass ratios (dry basis) of 1:4, 1:1, and4:1. The particle sizes of RS and SB was in the range of250–420 lm and 125–180 lm, respectively.
2.2. Pyrolysis setup
The experimental device used in this study is shown in Fig. 1.This reactor has been used to investigate nitrogen evolution duringco-pyrolysis of coal and aquatic biomass (Yuan et al., 2011), but inthe current study, the absorption bottles were replaced by a gascollector. The molybdenum crucible, but not the quartz tube reac-tor, could be heated by a high-frequency alternating magneticfield. Therefore the molybdenum crucible is the one and only heatcarrier, and the high-temperature zone was limited to the molyb-denum crucible and a small zone around it. During pyrolysis, vol-atile products released from the molybdenum crucible wererapidly carried away from the high-temperature zone by the car-rier gas and be quenched rapidly, thus secondary reactions wereeffectively suppressed.
The quartz tube reactor was 200 mm long with an inner diame-ter of 35 mm. The carrier gas was highly purified argon (>99.999%),and its flow rate was 500 ml/min. Fuel samples (300 ± 5 mg eachtime) were fed into the reactor from the top of the quartz reactorthrough a sample feeding tube which was inserted into the reactor.As the biomass particles and coal particles were dropped into thecrucible at the same time, they were heated rapidly at the sametime with good contact. Heating rates of the bituminous coal (ther-mal conductivity and specific heat capacity are proximately0.26 W/m �C and 1.13 kJ/kg K, respectively (James and David,1996)) was calculated by ‘‘Fluent’’ software, and the heating rateat the lowest temperature (600 �C) was about 4 � 104 K/s. Heatingrates of the rice straw (thermal conductivity and specific heatcapacity are proximately 0.036 W/m �C and 2.40 kJ/kg K, respec-tively (Houston, 1972)) was about 3 � 103 K/s under the same con-dition. In the study of Tian et al. (2002), heating conditions of theparticles are similar to this study, the heating rate of the coal parti-cles was also considered to be around or above 104 K/s. More detailson the experimental setup and operating conditions have beendescribed elsewhere (Yuan et al., 2011).
2.3. Quantification and analysis methods
The gas was collected by the drainage method. During purge ofthe reactor, the three-way valve at the outlet of the reactor wasturned to the vent position to close the way to gas collector. Thethree-way valve at the outlet of the gas collector was turned topump out air and was closed thereafter. Before sample feeding,the three-way valve at the outlet of the reactor was turned tothe gas collector and the time was recorded immediately. Then
Table 1Proximate analysis and Elemental analysis of fuel samples.
Samples Proximate analysis (wd, %)
A V FC
Rice straw 13.91 68.37 17.72Bituminous coal 6.57 31.79 61.65
A: ash content; V: volatile matter; FC: fixed carbon; d: dry basis; daf: dry ash-free basis
the sample was fed into the reactor, the reactor was purged for2 min, and the three-way valve at the outlet of the reactor wasturned to the vent position, closing the way to gas collector. The to-tal volume of the gas could be read from the scale on the collector.By deducting the volume of the carrier gas, the volume of the pyro-lysis gas was obtained, and the volume of the gas was correctedbased on pressure and the temperature. To avoid dissolution ofCO2 in the water, oil was injected to form a layer on the water sur-face in the collector.
The gas components (H2, CO, CH4, CO2, C2H6, C2H4, C3H8, C3H6,and C2H2) were analyzed by a gas chromatography (GC 9790, FULI,China). Solid product (char) in the crucible was collected andweighted after each experiment, but as tar condensed on the innerwall of the upper part of the reactor and the pipelines and was dif-ficult to collect, these measurements cannot be considered asprecise.
Intrinsic chemical structures of char were investigated with anX-ray diffraction analyzer (XRD, D/MAX 2550 VB/PC, RIGAKU, Ja-pan). Morphological structures of char were investigated by aScanning Electron Microscope (SEM, JSM-6360LV, JEOL, Japan),accelerating voltage was 15 kV. Specific surface areas of the charwere analyzed by an automated surface area and pore size distri-bution analyzer (ASAP-2020M, MICROMERITICS, America) withthe BET (Brunauer–Emmett–Teller) function. N2 adsorption iso-therms at 77 K were measured for the relative pressure (P/P0)range from 0.01 to 0.99. Gasification experiments of char were car-ried out in a Thermal Gravimetric Analyzer (TGA, CAHN D-110,Thermo Fisher Scientific, America), in which char was heated upto the gasification temperature in N2 (1 l/min) atmosphere, andthen N2 was shifted to CO2 (1.2 l/min) for isothermal gasification(1 atm).
Yields of the co-pyrolysis products were calculated by the fol-lowing: yieldcalculated = PRS � yieldRS + PSB � yieldSB, where PRS andPSB are the proportions of RS and SB in the blends, yieldRS andyieldSB are product yields under rapid pyrolysis of RS and SB indi-vidually. Char conversion was calculated by the function:Xt = (m0 �mt)/(m0 �mash), where m0 is the weight of the sampleat the beginning of the gasification, mt is the sample weight atthe time of t, mash is the weight of ash in char. Gasification ratesare calculated by the function: r = dX/dt. Conversions of the char
Ultimate analysis (wdaf, %)
C H N S Ob
43.27 6.13 1.3 0.72 34.6785.11 6.13 1.32 1.35 6.07
; b: by difference.

190 S. Yuan et al. / Bioresource Technology 109 (2012) 188–197
were calculated by the function: Xt-calculated = (PRS � yieldRS � Xt-
RS + PSB � yieldSB � Xt-SB)/(PRS � yieldRS + PSB � yieldSB), where PRS
and PSB are the proportions of RS and SB in the blends,yieldRS and yieldSB are the yields of RS char and SB char(1200 �C), Xt-RS and Xt-SB are gasification conversions of the RS charand the SB char at the time of t. The calculated gasification rates arecalculated by the function: rcalculated = dXt-calculated/dt. The theoreti-cal specific surface area of the co-pyrolyzed char can be calculatedaccording to the mass ratio of RS and SB and the char yields underrapid of RS and SB individually. The calculation function is:Acalculated = (PRS � yieldRS � ARS + PSB � yieldSB � ASB)/(PRS � yieldRS +PSB � yieldSB), where ARS and ASB are the specific surface areas of theRS char and SB char.
3. Results and discussion
3.1. Product distributions
Yields of char, gas, and the others (dry basis) under rapid pyro-lysis of RS and SB at different temperatures are shown in Fig. 2(A)and (B). Char yields of RS and SB decreased, but gas yields in-creased with the increasing pyrolysis temperatures. Althoughyields of tar were not precisely quantified, the ‘others’ productsshould be tar mainly. The tar yields of RS were higher than thoseof SB (Fig. 2(A) and (B)). Both tar yields of RS and SB decrease withincreasing temperature. The tar yields for RS were high at low tem-peratures but decreased as the temperature was increased.
Experimental product distributions under rapid pyrolysis of RS/SB blends along with the calculated values are shown in Fig. 2(C)–(E). The calculated values were calculated according to the massratio of the RS/SB and the product distributions under rapid pyro-lysis of RS and SB individually (Fig. 2(A) and (B)).
When mass ratio of RS to SB was 1:4 (Fig. 2(C)), experimentalchar yields were lower than the calculated values under rapidco-pyrolysis of RS and SB. Experimental gas yields were slightlylower than the calculated values in the low temperature range,and as the temperature increased, experimental gas yields becamehigher than the calculated values. This observation indicates that,obvious synergies happened when the RS particles and SB particleswere in good contact. However, manifestations of the synergies be-tween RS and SB varied with temperature. Within the high-tem-perature range, the char yields decreased and the gas yieldsincreased to the same extent, and only a slight decrease in taryields were found. In the low-temperature range, char yields alsodecreased, but the gas yields did not increase, whereas tar yieldsincreased. This means that, although synergies can be found to pro-mote the release of volatiles under all conditions, synergies pro-moted tar yields mainly within the low-temperature range, andpromoted gas yields of gas mainly within the high-temperaturerange.
The main reason for promotion on coal conversion during co-pyrolysis of biomass and coal is that, biomass as a hydrogen donorcan release a great amount of H and OH radicals, which can pro-mote cracking of the aromatic rings of the coal (Blesa et al.,2003; Sonobe et al., 2008). Jones et al. (2005) also found that prod-ucts with high molecular weights in tar decreased, but productswith low molecular weights increased in the tar derived from co-pyrolysis of biomass and coal. Some researchers also maintain thatcatalytic effects of the minerals in biomass promoted synergies be-tween biomass and coal (Collot et al., 1999). During co-pyrolysis ofbiomass and coal in TGA, in which fuel particles were heatedslowly, volatiles of biomass particles were mainly released in thelow-temperature range, while volatiles of coal were mainlyreleased in the high-temperature range (Ulloa et al., 2009). In thepresent study, the biomass particles and coal particles were rapidly
heated at the same time, and therefore, volatile release from bio-mass and coal overlapped. In addition, biomass and coal particlescontacted well, therefore significant interactions between biomassand coal took place.
When the mass ratio of RS to SB increased to 1:1 (Fig. 2(D)), theexperimental char yields became very close to the calculated val-ues, whereas the experimental gas yields were slightly lower thanthe calculated values and experimental tar yields were slightlyhigher than the calculated values in the low temperature range.As the temperature increased, experimental gas yields becamehigher than the calculated values and the experimental tar yieldsbecame lower than the calculated values. This indicates that nosynergies happened with respect to char yields, but synergies pro-moted conversion of tar to gas when the temperature was highenough.
When the mass ratio of RS to SB was increased to 4:1 Fig. 2(E),experimental char yields became slightly higher than the calcu-lated values. Experimental gas yields were lower than the calcu-lated values and experimental tar yields are higher than thecalculated values in the low temperature range. As the tempera-ture increased, experimental gas yields became higher than thecalculated values and the experimental tar yields became lowerthan the calculated values. This observation indicates that syner-gies with respect to char yields were restrained, but comparedwith the results in Fig. 2(D), promotion on the conversion of tarto gas in the high temperature range was increased.
As the mass ratio of RS to SB increases from 1:4 to 4:1, synergiespromoting char conversion are decreased, but synergies promotingconversion of tar to gas increased (Fig. 2(C)–(E)). Changes in heat-ing rates caused by the increased mass ratio of RS may be the rea-son, and packing density should be the key factor on the heattransfer rate and heating rate during rapid pyrolysis.
Table 2 lists packing densities of RS, SB, and the RS/SB blendswith different mass ratios. The packing density of the RS was muchlower than that of SB, thus RS should play an important role in thedecrease in packing density of the blends. The qcalculated of theblends were calculated by assuming none of the RS and SB particlesfilled in each other’s interspaces. The higher the q/qcalculated ratio is,the better the filling effect and the lower the effect of RS on the de-crease in heat transfer rate, and vice versa. As seen in Table 2, theq/qcalculated ratio of RS + SB-1:4 was higher than 1, which meansthat some particles of RS and SB filled in each other’s interspaces.The q/qcalculated ratios of RS + SB-1:1 and RS + SB-4:1 were veryclose to 1, which means that very few particles filled in each other’sinterspaces. This outcome proves that packing densities were sig-nificantly decreased as the proportion of RS is increased, and theheating rates which have strong relationship to packing densitiesshould also be decreased. This is the reason for the decreased syn-ergies in the conversion of biomass to volatiles when the propor-tion of RS is increased. However, the decreased heating rate canresult in longer release time of the volatiles from both biomassand coal (Park et al., 2010). Therefore, OH and H radicals are re-leased more slowly from biomass to enhance the cracking of coaltar (Blesa et al., 2003; Sonobe et al., 2008), and convert more tarto gaseous products.
3.2. Pyrolysis gas
Yields of the gases under rapid pyrolysis of RS and SB are shownin Fig. 3(A) and (B). As the temperature increase, yields of CO andH2 increased, yields of CO2 decreased, yields of CH4 and C2H4 in-creased initially and decreased then, yields of the other gaseoushydrocarbons mainly decreased. Yields of the gases derived fromSB present similar trends as those from RS. Similar trends were re-ported by Sun et al. (2010) who pyrolyzed rice husk in a drop-tubefurnace; except that these authors found that yields of CO2

600 700 800 900 1000 1100 12000
10
20
30
40
50
60
70Y
ield
s of
cha
r, ga
s, a
nd o
ther
s, w
t %
Temperature,
Gas Char Others
A
600 700 800 900 1000 1100 12000
10
20
30
40
50
60
70B
Yie
lds
of c
har,
gas,
and
oth
ers,
wt %
Temperature,
Gas Char Others
600 700 800 900 1000 1100 12000
10
20
30
40
50
60C
Yie
lds
of c
har,
gas,
and
oth
ers,
wt %
Temperature,
Gas Char Others
600 700 800 900 1000 1100 12000
10
20
30
40
50
60D
Yie
lds
of c
har,
gas,
and
oth
ers,
wt %
Temperature,
Gas Char Others
600 700 800 900 1000 1100 12000
10
20
30
40
50
60
70E
Yie
lds
of c
har,
gas,
and
oth
ers,
wt %
Temperature,
Gas Char Others
Fig. 2. Product distributions upon rapid pyrolysis of RS (A), SB (B), RS/SB blend-1:4 (C), RS/SB blend-1:1 (D), and RS/SB blend-4:1 (E) (solid symbols: experimental; opensymbols: calculated).
Table 2Packing densities (q, kg m�3) of RS (rice straw), SB (Shenfu bituminous coal) andRS/SB blends.
Sample q Sample q qcalculated q/qcalculated
RS 177.6 RS + SB-1:4 411.0 374.7 1.10SB 574.3 RS + SB-1:1 247.6 246.3 1.01– – RS + SB-4:1 183.5 183.4 1.00
S. Yuan et al. / Bioresource Technology 109 (2012) 188–197 191
increased first and decreased subsequently when the temperatureincreased from 700 �C to 1000 �C. The reason might be that, since
the residence time of the fuel sample in the drop-tube furnacewas very short, a higher temperature was needed to completelydecompose the carboxyl in biomass.
The oxygen in CO and CO2 is mainly from phenolic hydroxyls,ether bonds, and heterocyclic oxygen present during pyrolysis ofbituminous coal (Guo, 1996; Solomon et al., 1988). During pyroly-sis of biomass, the oxygen in CO originates mainly from thecracking of carbonyl groups and heterocyclic oxygen, and dehydro-genation of the hydroxyls, while CO2 is mainly derived from

600 700 800 900 1000 1100 12000
10
20
30
40
50
60
70
600 700 800 900 1000 1100 12000.0
0.5
1.0
1.5
2.0
2.5
3.0
Yie
lds
of p
yrol
ysis
gas
, w
t %
Temperature,
H2
CO CH4
CO2
A C2H6
C2H4
C3H8
C3H6
C2H2
600 700 800 900 1000 1100 12000
5
10
15
20
25
30
35
600 700 800 900 1000 1100 12000.0
0.2
0.4
0.6
0.8
1.0
1.2
Yie
ldss
of
pyro
lysi
s ga
s, w
t %
Temperature,
H2
CO CH4
CO2
B C2H6
C2H4
C3H8
C3H6
C2H2
600 700 800 900 1000 1100 12000
5
10
15
20
25
30
35
40
600 700 800 900 1000 1100 12000.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4C
Temperature,
Yie
ldss
of
pyro
lysi
s ga
s, w
t %
H2
CO CH4
CO2
C2H6
C2H4
C3H8
C3H6
C2H2
Fig. 3. Yields of the gases upon rapid pyrolysis of RS (A), SB (B), RS/SB blend-1:4 (C), RS/SB blend-1:1 (D), and RS/SB blend-4:1 (E) (solid symbols: experimental; opensymbols: calculated).
192 S. Yuan et al. / Bioresource Technology 109 (2012) 188–197
carboxyl groups (Blanco Lopez et al., 2002; Wei et al., 2006).Increasing temperatures can increase CO yields by promotingdecomposition of the oxygen-containing groups and the dehydro-genation reactions, but a complete decomposition of carboxylgroups leads to a decrease in CO2 yields.
During pyrolysis of coal, H2 originates mainly from straight andbranched hydrocarbon chains, and aromatic rings with low con-densation degrees at low temperature, and cracking of the aro-matic rings with high condensation degrees under the hightemperatures (Guo, 1996). During pyrolysis of biomass, H2 ismainly from dehydrogenation reactions (Sharma et al., 2001).Therefore, increasing temperatures increase cracking of thesechains and aromatic rings, and can promote dehydrogenation reac-tions to increase the H2 yields.
During pyrolysis of coal, CH4 is mainly from the cracking ofstraight chains and branch chains under the low temperature,cracking of aromatic rings under the high temperature can alsorelease some CH4. During pyrolysis of biomass, CH4 and other gas-eous hydrocarbons are mainly from decomposition of methoxygroups, cracking of aliphatic and aromatic structures, and polycon-densation reactions (Blanco Lopez et al., 2002; Jakab et al., 1997).Increasing temperatures promote the cracking of the aliphaticand aromatic structures, and increases yields of CH4 and other gas-eous hydrocarbons, but gaseous hydrocarbons can be completelydecomposed when the temperature is high enough.
Experimental and calculated yields of gases under rapid co-pyrolysis of RS and SB are shown in Fig. 3(C)–(E). The experimentalCO yields are very close to the calculated values at low temperature.

600 700 800 900 1000 1100 12000
10
20
30
40
50
60
600 700 800 900 1000 1100 12000.0
0.5
1.0
1.5
2.0
2.5D
Temperature,
Yie
ldss
of
pyro
lysi
s ga
s, w
t %
H2
CO CH4
CO2
C2H6
C2H4
C3H8
C3H6
C2H2
600 700 800 900 1000 1100 12000
10
20
30
40
50
60
70
600 700 800 900 1000 1100 12000.0
0.5
1.0
1.5
2.0
2.5
3.0E
Temperature,
Yie
ldss
of
pyro
lysi
s ga
s, w
t %
H2
CO CH4
CO2
C2H6
C2H4
C3H8
C3H6
C2H2
Fig. 3 (continued)
S. Yuan et al. / Bioresource Technology 109 (2012) 188–197 193
As the temperature increased, experimental yields of CO were high-er than the calculated values. Experimental yields of CO2 were al-most the same as the calculated values. Experimental yields of H2,CH4, and the other gaseous hydrocarbons were slightly lower thanthe calculated values. The reason might be that OH radicals releasedfrom biomass during pyrolysis, on the one hand, can attack aro-matic rings of coal and combine with carbon atoms to form CO,and on the other hand can react with aliphatic structures to formCO, which also decreases the yields of gaseous hydrocarbons. Asthe proportion of RS increased (Fig. 3(D) and (E)), yields of CO in-creased, and CO2 and the release of gaseous hydrocarbon productswere also promoted. As discussed in Section 3.1, the increased gas-eous products are likely from cracking of tar.
Low heating values (LHV) of the pyrolysis gas derived from RSand SB are shown in Fig. 4(A) and (B). LHV of RS pyrolysis gaswas lower than that of the SB pyrolysis gas. As the temperature in-creased, LHV of SB pyrolysis gas decreased, the decreasing contri-butions of the gaseous hydrocarbons which have high LHVshould be the reasons. LHV of RS pyrolysis gas increased first anddecreased subsequently. The peak value of LHV appeared at700 �C, which is in accordance with the temperature at whichthe peak value of C2H4 appears. Sun et al. (2010) also found thatthe LHV of the pyrolysis gas derived from rapid pyrolysis of ricehusk presented a peak value, and the temperature at which thepeak value appeared was also accordance with those of the yieldsof gaseous hydrocarbons. Experimental LHVs of the pyrolysis gasderived from co-pyrolysis of RS and SB are shown in Fig. 4(C)–(E). The LHV of the co-pyrolysis gas from RS + SB-1:4 decreasedwith the increasing temperatures. The experimental LHV of theco-pyrolysis gas was lower than the calculated values likely be-cause of higher CO yields and lower gaseous hydrocarbon yields
(Fig. 3(C)) during co-pyrolysis. As the mass ratio of RS to SB in-creased (Fig. 3(D) and (E)), the LHV of the co-pyrolysis gas tendedto present a peak value at 700 �C which is similar to LHV of the RS.The increased contribution of the pyrolysis gas released from RS onLHV is the likely reason.
3.3. Gasification of the char
Char of the RS, SB, and the co-pyrolyzed char derived at 1200 �Cwere chosen to be gasified at 1000 �C. Gasification characteristicsof the char are shown in Figs. 5 and 6.
Gasification rates of RS char and SB char presented similartrends with respect to conversion of the char, which increasedsharply to peak values in the low conversion ranges, and decreasedsharply in the medium–high conversion ranges (Fig. 5(B)). Gasifi-cation rates of RS char were higher than gasification rates of SBchar. Under the same gasification conditions, gasification rateswere mainly determined by two factors: one is the intrinsic chem-ical structure of the char since the gasification rate decreases as thecrystal uniformity of the char increase and the morphology of thechar since the gasification rate increases as the specific surface areaof the char increases. According to the XRD spectra of the RS charand SB char (Fig. S1(A-B), Supplementary file), crystal plane dis-tance (d002) and crystal stacking height (Lc) of the RS char andSB char can be calculated through Bragg formulation (Bragg,1913), and Scherrer formula (Patterson, 1939). d002 and Lc ofthe RS char are 0.3734 nm and 0.6334 nm, d002 and Lc of the SBchar are 0.3581 nm and 1.6978 nm. As the uniformity of the charincreased with the decrease in d002 and the increase in Lc, the uni-formity of the SB char became much higher than that of the RSchar, and this is one reason for the lower gasification rates of SB

600 700 800 900 1000 1100 12000
100
200
300
400
500L
HV
of p
yrol
ysis
gas
, kJ/
mol C2H2C3H6C3H8
C2H4
C2H6
CO
CH4
Temperature,
H2
A
600 700 800 900 1000 1100 12000
100
200
300
400
500
LH
Vof
pyr
olys
is g
as, k
J/m
ol
C2H2C3H6
C3H8
C2H4C2H6
CO
CH4
Temperature,
H2
B
600 700 800 900 1000 1100 12000
100
200
300
400
500
LH
Vof
pyr
olys
is g
as, k
J/m
ol
C2H2C3H6C3H8
C2H4C2H6
CO
CH4
Temperature,
H2
C
600 700 800 900 1000 1100 12000
100
200
300
400
500
LH
Vof
pyr
olys
is g
as, k
J/m
ol
C2H2C3H6C3H8
C2H4
C2H6
CO
CH4
Temperature,
H2
D
600 700 800 900 1000 1100 12000
100
200
300
400
500
LH
Vof
pyr
olys
is g
as, k
J/m
ol
C2H2C3H6C3H8
C2H4
C2H6
CO
CH4
Temperature,
H2
E
Fig. 4. Low heating values of the pyrolysis gas derived from RS (A), SB (B), RS/SB blend-1:4 (C), RS/SB blend-1:1 (D), and RS/SB blend-4:1 (E) (open symbols: calculated).
194 S. Yuan et al. / Bioresource Technology 109 (2012) 188–197
char than those of the RS char. The specific surface area of the RSchar was 94.69 m2/g, while that of the SB char was much lower(6.88 m2/g), this is another reason for the lower gasification ratesof SB char than those of the RS char.
Experimental and calculated gasification values of the co-pyrolyzed char are comparatively shown in Fig. 6. Experimentalgasification rates of the co-pyrolysis char (RS/SB = 1:4) were higherthan the calculated values. In other words, synergies between bio-mass and char and coal char derived from co-pyrolysis happen un-der this condition. This is similar to the co-gasification of biomasschar and coal char derived from individual pyrolysis. Some otherphenomenon must have caused the experimental gasification ratesof the co-pyrolyzed char to present a smoother curve with respectto the conversion than the calculated gasification rates.
RS and SB chars were blended to obtain theoretical XRD spectraof the co-pyrolysis char according to the mass ratio of RS and SB
and the yields of char from rapid pyrolysis of RS and SB individu-ally (Fig. S1, Supplementary file). By comparing theoretical andexperimental XRD spectra of the co-pyrolysis char, it can be foundthat the diffraction intensity of the co-pyrolysis char (RS/SB = 1:4)was lower than of the blended char. This finding indicates that thedegree of decomposition of the co-pyrolyzed char (RS/SB = 1:4)was higher. This is consistent with the findings in Fig. 2(C). The dif-fraction intensity of the co-pyrolysis char (RS/SB = 1:1 andRS/SB = 4:1) was very close to that of the blended char or a littlehigher, and decomposition degrees of the co-pyrolysis char (RS/SB = 1:1 and RS/SB = 4:1) were lower. This is also consistent withthe findings in Fig. 2(D) and (E). Calculation results of d002 andLc of the co-pyrolysis char (RS/SB = 1:4) are 0.3657 nm and1.2926 nm, d002 and Lc of the blended char are 0.3635 nm and1.5411 nm. These data indicate that co-pyrolysis can decreasethe uniformity of the char under the condition of RS/SB = 1:4.

0 500 1000 1500 2000 25000.0
0.2
0.4
0.6
0.8
1.0 A
Con
vers
ion,
X
Time, s
RS-char-1200 SB-char-1200
0.0 0.2 0.4 0.6 0.8 1.00
1
2
3
4B
r, 10
-3 s
-1
Conversion, X
RS-char-1200 SB-char-1200
Fig. 5. Gasification conversion vs. gasification time, and gasification rate vs. conversion of RS char and SB char (A,B).
500 1000 1500 2000 25000.0
0.2
0.4
0.6
0.8
1.0 A
Con
vers
ion,
X
Time, s
RS/SB=1:4 RS+SB-char-calculated RS+SB-char-co-pyrolyzed
0.0 0.2 0.4 0.6 0.8 1.00.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5 B
r, 10
-3 s
-1
Conversion, X
RS/SB=1:4 RS+SB-char-calculated RS+SB-char-co-pyrolyzed
500 1000 1500 2000 25000.0
0.2
0.4
0.6
0.8
1.0 C
Con
vers
ion,
X
Time, s
RS/SB=1:1 RS+SB-char-calculated RS+SB-char-co-pyrolyzed
0.0 0.2 0.4 0.6 0.8 1.00.0
0.5
1.0
1.5
2.0
2.5
3.0 D
r, 10
-3 s
-1
Conversion, X
RS/SB=1:1 RS+SB-char-calculated RS+SB-char-co-pyrolyzed
500 1000 1500 2000 25000.0
0.2
0.4
0.6
0.8
1.0 E
Con
vers
ion,
X
Time, s
RS/SB=4:1 RS+SB-char-calculated RS+SB-char-co-pyrolyzed
0.0 0.2 0.4 0.6 0.8 1.00.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0 F
r, 10
-3 s
-1
Conversion, X
RS/SB=4:1 RS+SB-char-calculated RS+SB-char-co-pyrolyzed
Fig. 6. Gasification conversion vs. gasification time, and gasification rate.
S. Yuan et al. / Bioresource Technology 109 (2012) 188–197 195

196 S. Yuan et al. / Bioresource Technology 109 (2012) 188–197
The calculated specific surface area of the co-pyrolyzed char(RS/SB = 1:4) was 13.85 m2/g, and the corresponding experimen-tal specific area was 12.31 m2/g. These values are lower thanthe calculated value. Under these conditions, the uniformity ofthe co-pyrolysis char (RS/SB = 1:4) decreased, which had a posi-tive effect on synergies of gasification, but the specific areadecreased, which had a negative effect. As obvious synergiescan be found from Fig. 6(A) and (B), it can be deduced that thedecreased uniformity should be the main reason for the synergies.Moreover, mineral matters of the RS may also have contributed.As seen in Fig. S2 (RS/SB = 1:4), RS char is adhered to the surfaceof SB char, and after the conversion of RS char, gasification of SBmay have been catalyzed by the residual mineral matters of RSchar.
As a comparison, char derived from co-pyrolysis of RS and SBwith mass ratios of 1:1 and 4:1 were also investigated. The calcu-lated results of d002 and Lc of the co-pyrolyzed char (RS/SB = 1:1)were 0.3581 nm and 1.4255 nm, d002 and Lc of the blended charare 0.3617 nm and 1.2922 nm. These data indicate that the unifor-mity of the co-pyrolysis char increased. The calculated specific sur-face area of the co-pyrolysis char (RS/SB = 1:1) was 29.41 m2/g, andthe experimental value was 24.18 m2/g. The higher uniformity to-gether with the lower specific area may be the main reasons for thelower gasification rates of the co-pyrolysis char (RS/SB = 1:1) thanthe calculated value (Fig. 6(C) and (D)).
Calculated results of d002 and Lc of the co-pyrolyzed char(RS/SB = 4:1) were 0.3700 nm and 0.9154 nm, d002 and Lc ofthe blended char were 0.3693 nm and 0.9246 nm. These indicatethat the uniformity of the co-pyrolysis char (RS/SB = 4:1)decreased due to the decreased decomposition degree duringco-pyrolysis. The calculated specific surface area of the co-pyro-lysis char (RS/SB = 4:1) was 57.80 m2/g, and the experimentalvalue was 62.13 m2/g, but the decreased uniformity and the in-creased specific surface area did not result in a higher experi-mental gasification rates than the calculated value. This mighthave occurred because the proportion of the RS char in theco-pyrolysis char (RS/SB = 4:1) was high, as the RS char wasmuch easier to crush to very small particles than the SB char,the interspaces between RS char may have been filled by theSB char, and the co-pyrolysis char was densely packed in thecrucible of TGA, which decreased the diffusion rates of the gas-ification agent. The decomposition degree of the co-pyrolysischar (RS/SB = 4:1) was decreased compared with the calculatedvalue, therefore melting of SB char and adherence between SBchar and RS char may have happened during heating in TGA,which also decreased the diffusion rates of the gasification agent.When the corundum crucible with the co-pyrolysis char werecooled to room temperature in N2 after having been heated to1000 �C, the co-pyrolysis char (RS/SB = 4:1) was much moredifficult to pour out from the crucible than the other twoco-pyrolysis chars. Evidence for the adherence can also be foundfrom Fig. S2 (RS/SB = 4:1).
4. Conclusion
Significant synergies can happen during rapid co-pyrolysis ofbiomass and coal when they are in close contact. However, increas-ing proportions of biomass whose packing density and thermalconductivity are lower than those of coal decreases the heatingrate of the blends and weakens the synergies. A low biomass/coalmass ratio not only results in significant synergies during rapidco-pyrolysis and leads to an increase in volatiles, it also increasesthe gasification reactivity of the residual char. A high biomass/coalmass ratio not only weakens the synergies, but decreases the gas-ification reactivity of the residual char.
Acknowledgements
This study was financially supported by the National Basic Re-search Program of China (2010CB227000), Shanghai ‘‘TechnologyInnovation Action Plan’’ and the Fundamental Research Funds forthe Central Universities. The authors also acknowledge Prof. Ji Yang(School of Resource and Environmental Engineering, ECUST) for hishelp on language.
Appendix A. Supplementary data
Supplementary data associated with this article can be found, inthe online version, at doi:10.1016/j.biortech.2012.01.019.
References
Blanco Lopez, M.C., Blanco, C.G., Martinez-Alonso, A., Tascon, J.M.D., 2002.Composition of gases released during olive stones pyrolysis. J. Anal. Appl.Pyrolysis 65, 313–322.
Blesa, M.J., Miranda, J.L., Moliner, R., Izquierdo, M.T., Palacios, J.M., 2003. Low-temperature co-pyrolysis of a low-rank coal and biomass to prepare smokelessfuel briquettes. J. Anal. Appl. Pyrolysis 70, 665–677.
Bragg, W.L., 1913. The diffraction of short electromagnetic waves by a crystal. Pro.Cambridge Philos. Soc. 17, 43–57.
Collot, A.G., Zhuo, Y., Dugwell, D.R., Kandiyoti, R., 1999. Co-pyrolysis and co-gasification of coal and biomass in bench-scale fixedbed and fluidised bedreactors. Fuel 78, 667–679.
Cordero, T., Rodriguez-Mirasol, J., Pastrana, J., Rodriguez, J.J., 2004. Improved solidfuels from co-pyrolysis of a high-sulphur content coal and differentlignocellulosic wastes. Fuel 83, 1585–1590.
Fermoso, J., Gil, M.V., Pevida, C., Pis, J.J., Rubiera, F., 2010. Kinetic models comparisonfor non-isothermal steam gasification of coal–biomass blend chars. Chem. Eng.J. 161, 276–284.
Guo, C.T., 1996. Coal Chemistry. Chemical Industry Press, Beijing.Houston, D.F., 1972. Rice: Chemistry and Technology. American Association of
Cereal Chemist, New York.Haykiri-Acma, H., Yaman, S., 2007. Synergy in devolatilization characteristics of
lignite and hazelnut shell during co-pyrolysis. Fuel 86, 373–380.Haykiri-Acma, H., Yaman, S., 2010. Interaction between biomass and different rank
coals during co-pyrolysis. Renew. Energy 35, 288–292.James, H.M., David, D., 1996. Thermal conductivity of U.S. coals. J. Geophys. Res. 101,
25381–25386.Jakab, E., Faix, O., Till, F., 1997. Thermal decomposition of milled wood lignins
studied by thermogravimetry/mass spectrometry. J. Anal. Appl. Pyrolysis (40-41), 171–186.
Jones, J.M., Kubacki, M., Kubica, K., Ross, A.B., Williams, A., 2005. Devolatilisationcharacteristics of coal and biomass blends. J. Anal. Appl. Pyrolysis 74, 502–511.
Patterson, A., 1939. The Scherrer formula for X-ray particle size determination.Phys. Rev. 56, 978–982.
Pan, Y.G., Velo, E., Puigjaner, Luis., 1996. Pyrolysis of blends of biomass with poorcoals. Fuel 75, 412–418.
Park, D.K., Kim, S.D., Lee, S.H., Lee, J.G., 2010. Co-pyrolysis characteristics of sawdustand coal blend in TGA and a fixed bed reactor. Bioresour. Technol. 101, 6151–6156.
Ren, H.J., Zhang, Y.Q., Fang, Y.T., Wang, Y., 2011. Co-gasification behavior of meatand bone meal char and coal char. Fuel Process. Technol. 92, 298–307.
Rudiger, H., Greul, U., Spliethoff, H., Hein, K.R.G., 1995. Co-pyrolysis of coal/biomassand coal/sewage sludge-mixtures in an entrained flow reactor. Final Report,APAS Clean Coal Technology Programme CT92-0001, Commission of theEuropean Communities, Bruxelles.
Solomon, P.R., Hamblen, D.G., Carangelo, R.M., Serio, M.A., Deshpande, G.V., 1988.Models of tar formation during coal devolatilization. Combust. Flame 71, 137–146.
Sharma, R.K., Wooten, J.B., Baliga, V.L., Hajaligol, M.R., 2001. Characterization ofchars from biomass-derived materials: pectin chars. Fuel 80, 1825–1836.
Sonobe, T., Worasuwannarak, N., Pipatmanomai, S., 2008. Synergies in co-pyrolysisof Thai lignite and corncob. Fuel Process. Technol. 89, 1371–1378.
Sun, S.Z., Tian, H.M., Zhao, Y.J., Sun, R., Zhou, H., 2010. Experimental and numericalstudy of biomass flash pyrolysis in an entrained flow reactor. Bioresour.Technol. 101, 3678–3684.
Tian, F.J., Li, B.Q., Chen, Y., Li, C.Z., 2002. Formation of NOx precursors during thepyrolysis of coal and biomass. Part V. Pyrolysis of a sewage sludge. Fuel 81,2203–2208.
Tian, Y.S., 2010. Biomass Power Generation. Chemical Industry Press, Beijing.Ulloa, C.A., Gordon, A.L., García, X.A., 2009. Thermogravimetric study of interactions
in the pyrolysis of blends of coal with radiata pine sawdust. Fuel Process.Technol. 90, 583–590.
Vuthaluru, H.B., 2003. Thermal behaviour of coal/biomass blends during co-pyrolysis. Fuel Process. Technol. 85, 141–155.
Vuthaluru, H.B., 2004. Investigations into the pyrolytic behaviour of coal/biomassblends using thermogravimetric analysis. Bioresour. Technol. 92, 187–195.

S. Yuan et al. / Bioresource Technology 109 (2012) 188–197 197
Wei, L.G., Xu, S.P., Zhang, L., Zhang, H.G., Liu, C.H., Zhu, H., Liu, S.Q., 2006.Characteristics of fast pyrolysis of biomass in a free fall reactor. Fuel Process.Technol. 87, 863–871.
Yuan, S., Chen, X.L., Li, W.F., Liu, H.F., Wang, F.C., 2011. Nitrogen conversion underrapid pyrolysis of two types of aquatic biomass and corresponding blends withcoal. Bioresour. Technol. 102, 10124–10130.
Zhang, L., Xu, S.P., Zhao, W., Liu, S.Q., 2007. Co-pyrolysis of biomass and coal in a freefall reactor. Fuel 86, 353–359.
Zhu, W.K., Song, W.L., Lin, W.G., 2008. Catalytic gasification of char from co-pyrolysis of coal and biomass. Fuel Process. Technol. 89, 890–896.