Embed Size (px)
Citation preview
RADIATION CURING FOR THE AUTOMOTIVE MARKET
Chris Brandl Fusion UV Curing Systems
Rockville, Maryland
Presented at: FINISHING '95 CONFERENCE AND EXPOSITION
September 18-21, 1995 Cincinnati, Ohio
723

RADIATION CURXNG FOR THE AUTOMOTIVE MARKET
Chris Brand1 Fusion UV Curing Systems
Rockville, MD USA
UV curing is growing at a remarkable rate in many manufacturing areas, automotive is no exception. The UV curing process is making its way into many areas of assembly and decorating for automotive trim and body applications.
WHY W?
What is driving the interest in UV curables in the world wide automotive market. One of the main concerns is volatile organic compound reduction. VOC emissions are becoming more tightly regulated worldwide. The economics of UV curing and the continual effort to increase part performance are also playing a big role in the adoption of UV curing processes world wide.
VOC Reductions
Many of the UV curable coatings and adhesives on the market are low VOC or zero VOC. 100 percent solids, liquid UV curable coatings are becoming more and more common. An alternative with the use of solvent-based material is to remove any VOC’s (volatile organic compounds) from the exhaust. Systems to achieve this can be effective but quite costly. There is a range of approaches available, from incineration with simple afterburner, through energy-recovery heat exchangers, to high efficiency secondary heat recovery systems. These systems still generate a significant amount of c02 which may eventually be regulated as well.
725

The capital cost and the operating costs of these various systems can be significant, with cost tttrade-offstt as illustrated in the following simplified example for a small shop, running one shift:
Annual Capital Operating cost cost
Simple afterburner $ 50,000 $200,000
Burner, with primary heat exchanger $200,000 $ 75,000
High heat recovery system $350,000 $ 25,000
The capital cost and operating cost of conversion to UV must be compared to the capital cost and operating cost of incineration and heat recovery.
In the area of coating and decorating there are some alternative technologies available which are VOC compliant but do not have the application flexibility or performance of UV curable coatings. For example, waterbase coatings are an option for VOC compliance, but, these coatings are not solvent free. More importantly, waterbase coatings typically do not provide high performance durability that the automotive manufacturers require for interior and exterior coatings.
Thermally cured powder coatings provide good VOC compliance but have many application restrictions. Currently, the high temperature melt points of powder coatings prohibit them from being used on heat sensitive engineered thermoplastics. heat sensitive plastics represent a growing percentage of the automobiles overall composition. High quality surface finish. may also disqualify powder coatings as a decorating option because coating flow out is restricted by the use of heat as the flowing mechanism as well as the curing mechanism. No other coating technology currently available offers the high performance along with process and application flexibility and VOC compliance that UV curable coatings offer.
These
Process Time
A second factor advancing the use of UV cured products in automotive markets is the reduction in process time, and parts in
726
process. Because UV curing provides virtually instantaneous curing, the number of parts in process can be substantially reduced, in some cases by a factor of 10. Adhesive and potting applications using two-part adhesives or RTV types of compounds must allow cure time, usually measured in daw. This is because many of the applications are on heat sensitive circuit boards and can not be exposed to a thermal cure to accelerate the cure. This is most costly in terms of cycle time and tied-up work-in- progress inventory.
It is not unusual in a plastic parts manufacturing and decorating operation to have the molding operation operate 24 hours a day, 6 1/2 days a week. Conversely, the decorating operation may only operate 8 to 10 hours per day, 5 to 6 days a week. If a coating and curing process takes 1 hour to 3 hours, it is likely that 8 hours molding time of molded parts are in process at any given time. When a problem with the decorating process is detected at inspection, an entire shift of molded parts is lost, and with the tight scheduling on most molding machines it is very difficult to make up that lost time. Thermally cured adhesives represent similar issues for parts in process.
Performance Advantacre
Another driving factor in the change to UV curable coatings is performance. UV curable coatings for interior and exterior automotive applications provide for increased performance over conventionally cured coatings. Interior coatings typically strive for very low gloss especially on the instrument panel near the windshield where minimal reflectance is critical. Very low gloss coatings, whether they are solvent base or waterbase, when thermally cured tend to exhibit poor mar resistance. Waterbase interior coatings also tend to have poor solvent resistance. UV curable interior coatings can achieve a three to five gloss and still have excellent mar resistance and solvent resistance.
Exterior UV curable coatings also exhibit extremely high performance characteristics. The scratch resistant hard coats have far superior abrasion resistance as compared to melamine acrylics or a two component urethane but still retain good impact resistance on solvent sensitive plastics like polycarbonate. Less rigid scratch resistant hard coats are also available for use as a top coat over pigmented base coats for automotive plastic trim. These UV curable clear coats exhibit excellent long term exterior weathering, excellent abrasion resistance, chemical and impact resistance. On poorly weathering substrates like extruded vinyl, UV clear coats are used to prevent premature yellowing as well as improve stain and abrasion resistance.
727
Economics of UV
Cost savings is the final driving factor for UV curable coatings and adhesives to be discussed. All manufacturers are continuously looking for ways to reduce cost and increase efficiency. UV curable chemistries can certainly contribute to both of those efforts.
Canital Euuipment Costs
There are potential cost savings unique to the installation of a new line compared to that of an existing line. In the installation of a new line, there can be significant cost savings related to capital equipment, specifically the cost of a gas fired thermal cure oven compared to a UV cure oven.
The comparison of capital cost of a thermal system to a UV system is quite direct, as either would be quoted completely by its manufacturer. Installation cost is easily obtained. However, owing to the vast range of equipment size depending on capacity and application, a generalization here is necessary. A small thermal cure unit, such as for small parts, would cost approximately the same as a UV unit - about $10,000 to $15,000. The larger the system, the greater the capital cost difference; UV will represent a smaller cost, in the range of 50% of large capacity thermal system.
Snace Utilization
A drying oven for a conventional cure may extend for 50 to 100 feet, a space consumption in the neighborhood of 500 to 1000 square feet. At a floor space cost of only $0.50/ft2/montht that costs $3000-6000 per year. The equivalent UV lldryerll would require 50 to 100 square feet. The instances where floor space carries a premium cost, total indirect operating costs could be significantly sensitive to this element. In some cases, there just isn't physically enough room for a gas fired oven and that profit generating operation would not otherwise be feasible without UV curing.
Enerw Consumntion
One of the most significant cost factors when comparing thermal cure to UV cure is the energy cost when operating each type of oven. This comparison is equally valid for existing lines as it is for a new installation. A large gas dryer ('lovenll) consumes 1.50 MBTU/Hr (and requires large blowers) for the same production capacity achieved with a UV dryer requiring only 90kW total :
728
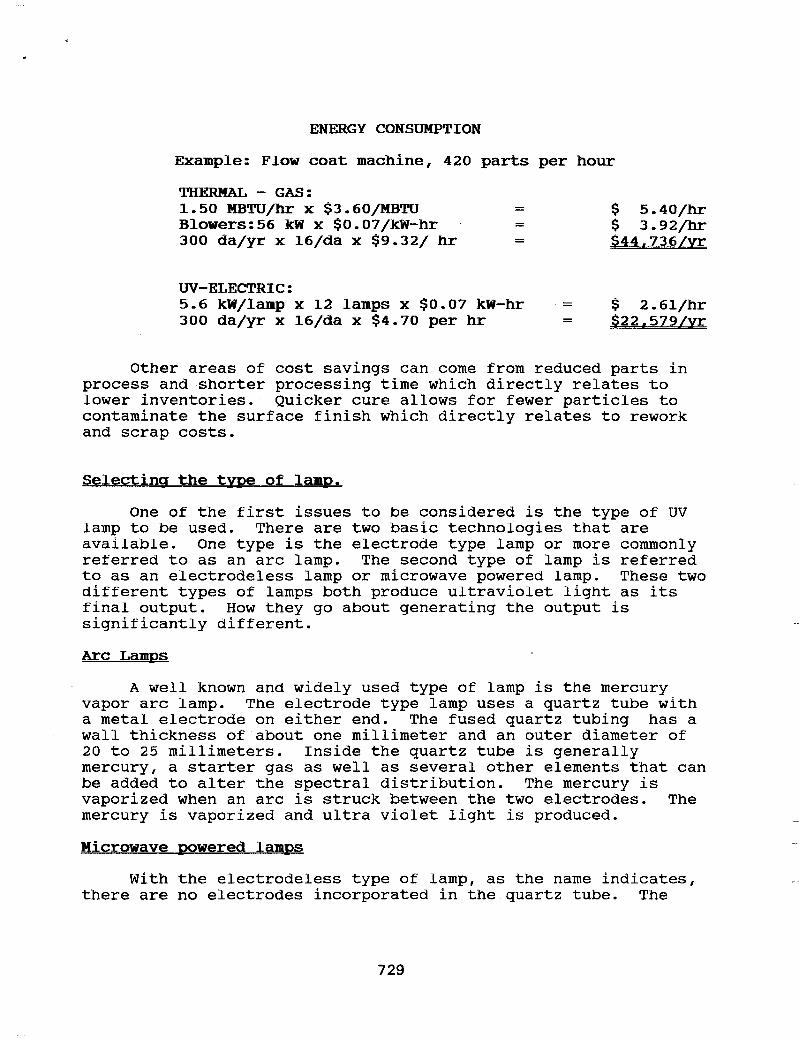
ENERGY CONSUMPTION
Example: Flow coat machine, 420 parts per hour
THERMAL - GAS: $ 5.40/hr $ 3.92/hr $44,736/vr
- 1.50 MJ3TU/hr x $3,6O/MBTU - Blowers:56 kW x $O.O7/kW-hr - 300 da/yr x 16/da x $9.32/ hr -
- -
W-ELECTRIC: 5-6 kW/lamp x 12 lamps x $0.07 kW-hr - - $ 2.6l/hr
$22.579/vr - 300 da/yr x 16/da x $4-70 per hr -
Other areas of cost savings can come from reduced parts in process and shorter processing time which directly relates to lower inventories. Quicker cure allows for fewer particles to contaminate the surface finish which directly relates to rework and scrap costs.
Selectina the tvDe of lamp.
One of the first issues to be considered is the type of UV lamp to be used. There are two basic technologies that are available. One type is the electrode type lamp or more commonly referred to as an arc lamp. The second type of lamp is referred to as an electrodeless lamp or microwave powered lamp. These two different types of lamps both produce ultraviolet light as its final output. How they go about generating the output is significantly different.
Arc LamDs
A well known and widely used type of lamp is the mercury vapor arc lamp. The electrode type lamp uses a quartz tube with a metal electrode on either end. The fused quartz tubing has a wall thickness of about one millimeter and an outer diameter of 20 to 25 millimeters. Inside the quartz tube is generally mercury, a starter gas as well as several other elements that can be added to alter the spectral distribution. The mercury is vaporized when an arc is struck between the two electrodes. The mercury is vaporized and ultra violet light is produced.
Microwave Dowered lamDs
With the electrodeless type of lamp, as the name indicates, there are no electrodes incorporated in the quartz tube. The
729

quartz envelope is completely sealed. This bulb is then placed in a chamber where the microwave energy is transmitted directly into the bulb. The microwave energy vaporizes the mercury and once again produces ultra violet light. relatively simple construction of the bulb because electrodes are not required. This type of design also allows for a small bulb diameter.
This design permits
TWX? of substrate used
What issues impact our decision on choosing a particular curing system. One criteria for selecting a UV curing system can be the heat sensitivity of your substrate. If your substrate can tolerate temperatures in excess of 200 degrees Fahrenheit, this criteria is not as critical. However, when working with thin films or polycarbonate, for example, heat sensitivity becomes an issue. The heat generated from the UV lamps is mainly in the form of infrared emitted from the quartz tube. Microwave powered lamps have 9 mm or 13 mm bulbs depending on the power of the lamp. Arc lamps typically have 2 0 mm - 25 mm bulbs, some arc lamp suppliers now offer smaller diameter bulbs as well. Typically the smaller diameter of the bulb the less infrared heat that must be managed in the system. There are varying ways to manage the heat generated which will be discussed in the next section of this presentation.
Heat manauement
Heat management is an important part of UV curing on plastic substrates. Many heat sensitive plastics are currently in use. Through proper management of infrared produced in the UV process, even the most heat sensitive thin filmed plastics can be used in the UV curing process. There are several techniques for managing heat in both electrode and electrodeless systems. I will first discuss the techniques that are available to both lamp types.
Positive air cooling is using filtered air and blowing it through the reflector, across the bulb and down onto the part. In the case of microwave lamps, this air is also used to cool the magnetrons. The level of cleanliness of the air used will greatly impact the life of the bulb and reflector. In some cases this same air is expelled on to t h e part ana must be clean enough as to not contaminate the part.
A second technique used in heat management by both lamp types is a dichroic reflector. reflectance to UV and intentionally poor reflectance of IR. This reduces the amount of infrared irradiance at the surface while
The dichroic reflector has good
730

providing focused UV. There is, however, some diminished UV at the surface. For example, a cure speed of 21.1 meters per minute produced a temperature of 5 4 degrees Celsius. using a standard reflector. To achieve the same cure with dichroic reflector, a line speed of 19.7 meters per minute was used and the part temperature rose to 43 degrees Celsius. This is a 7 percent loss in cure speed and a 21 percent reduction in temperature.
A third method of reducing the heat in the curing process available to both lamp types is to circulate chilled water immediately below the parts being cured. Arc lamps also have the capability of employing water cooled reflectors as well as water cooled filters. However, a water cooled filter can significantly diminish the amount of UV energy available for curing. Arc lamps can also use negative air flow cooling which is not available for the microwave powered lamp. Negative air flow cooling is drawing the cooling air in through the bottom of the lamp, over the bulb, and expelled out through the back of the reflector.
Peak Irradiance
In addition to the dosage level that will be generated by a given power level of a lamp, an additional consideration is the intensity or peak irradiance that is required. Irradiance, in watts/cm , is the measure of light llintensitytl at the surface. It has been found that many UV inks and coatings respond more efficiently to higher peak irradiance, rather than to exposure to a lower level of energy for a longer period of time. Higher peak irradiance also allows for a more complete conversion of the reaction. Generally, the more complete the reaction the higher performance characteristics of a given coating. Higher bulb power, smaller diameter bulb, and high efficiency reflector will yield the highest peak irradiance.
Selection of the orooer snectral OUtRUt.
The selection of proper spectral output is extremely important. spectral output bulbs. The standard bulb is a mercury vapor bulb which typically has a majority of its energy in the 210 nm to 285 nm range. Also, generally available are metal halide doped lamps which provide a majority of their energy in the 350 nm to 390 nm range. significant energy in the 400 nm to 430 nm range. Each chemistry will use a photoinitiator package that will respond to a particular wave length or group of wave lengths. It is important that your chemistry supplier inform you which spectral output his chemistry will respond to.
Most equipment suppliers produce several different
O t h e r bulbs that are typically available can provide
73 1

There are several other issues that can change your spectral output requirements. The first is whether the coating, ink or adhesive is pigmented or clear. Products which are clear, obviously, can be the most easily penetrated with short wave length UV which is typically provided by the mercury vapor bulb. Typically pigmented systems require a slightly longer wave length to penetrate through the coating to achieve total cure. Many of the pigmented systems available respond very well to the spectral output of the metal halide bulb. However, certain pigments such as titanium dioxide pose unique requirements for UV curing. The titanium dioxide reflects or absorbs most UV light below 400 nm so the use of a bulb which has a majority of its energy above 400 nm is required. When curing through a substrate like polycarbonate or acrylic, it is important to know what wave lengths will not penetrate or be absorbed. In the case of polycarbonate it has been found when curing through it down into an adhesive track, it absorbs or reflects most energy below 400 nm, but acts like a light tube efficiently transmitting wavelengths above 400 nm directly into the adhesive track. The thickness of a coating or adhesive can also dictate the type of spectral output being used for curing. Extremely thick coatings require the initial dose of UV light to be a long wave length to penetrate through the coating to get adequate cure at the interface of the coating and the substrate which will allow for good adhesion. A second bulb of shorter wave length can then be used to achieve cure at the shallower depths and on the surface. In some cases, we may want to apply multiple coats of clear over pigmented, again, in this case, you would want a two stage curing, first the pigmented with a metal halide and then the clear coat with a mercury vapor bulb.
One additional item that may impact your selection of a spectral output can be the physical properties required of the final product. If high abrasion resistance is required, generally, a short wave length bulb such as the mercury vapor bulb would be recommended. The short wave lengths produce high density cross linking on the surface of most chemistries. It is possible to further increase the crosslink density and hence the abrasion and staining resistance properties of a top coat by curing in an inert environment.
In the remainder of my paper I would like to discuss specific applications of UV curing in the automotive industry. In the examples that are already commercial, I will note the advantages or reasoning for switching to a UV cure process. In the examples that are still in the development stage, I will try to note some advantages over to existing technology.
732

c
Head Lamx, lenses
One of the applications that has been in production the longest and has been most commercially successful is the UV cured, scratch resistant hard coat on polycarbonate head lamp lenses. This process was taken commercial first by the Japanese auto makers some eight years ago and is now wide spread in the US and is beginning to be utilized in Europe. The benefits of the UV cured hard coat were significant as compared to the thermally cured silicone hard coats. First, it created drastic reduction in process time. The original thermal cure process required heat annealing, primer coat, bake, cool down, top coat, bake, cool down. This complete process could take up to three and one half hours. The comparable UV curing process took only 6 to 8 minutes from start to finish. A drastic reduction in parts-in-process was achieved. It also allowed for a more responsive production environment by allowing much quicker part changes. The instantaneous cure allowed for a reduction in rejected/dirt contaminated parts as well as significant energy cost savings and floor space savings. Equally important was the ability to coat very complex shapes produced by the use of plastic head lamp lenses and aerodynamic body designs.
Head Lamu Reflector Housinq
The lens is not the only UV application on the head lamp assembly. In all five UV applications are currently in production in the United States and Japan on head lamp assemblies. The next two applications are the base coat and top coat applied to the plastic reflector housing. The base coat is applied to the plastic reflector housing to provide the smoothest possible surface for a thin coat of vaporized aluminum to be deposited on the reflector in a vacuum chamber. This extremely smooth and uniform surface allows the vaporized aluminum to produce a mirror like finish. After the base coat is applied, UV cured and the vaporized aluminum is deposited, a very soft surface exists susceptible to scratching and hazing. A protective UV cured clear top coat is then applied to preserve the mirror-like finish on the reflector housing. In the past, this process is done using high bake varnish coatings needing up to one and one half hours of baking to achieve cure. A three hour base coat/top coat process achieved in seconds with the UV curable base coat/top coat. Again, parts in process, parts inventory, floor space and energy costs were all reduced with an even or slight increase in performance.
733

Gasketinq
A recently commercialized W automotive application is the use of a UV solid or foamed gasketing material. The material is applied by robot to create any shape gasket needed. The bead of gasket material is then irradiated and becomes a solid gasket held firmly in place through its natural adhesion to the substrate. A variety of cost savings are realized utilizing this process. No adhesive is required to bond a urethane foam gasket in place. It is no longer necessary to inventory a variety of shapes of gaskets. One manufacturing line can apply a gasket to many different sizes and shapes of parts. Even more impressive is the gaskets performance. In tests on an electrical connector harness between the engine compartment and the interior of the vehicle, a urethane foam gasket with RTV adhesive was utilized. After being assembled for three days the gasket was permanently compressed and provided no sealing properties for the electrical connector. In some cases, the RTV failed before assembly. The UV cured foam gasket was still firmly in place and fully resilient after 30 days of testing. Reduction in material cost and an increase in performance resulted. This process is commercial in Japan, Europe and the United States.
Electronics
UV curable materials for processing electronic circuit boards are readily available for a variety of processes. They can be used for potting, marking, masking and conformal coating. For potting and masking the speed of the cure is very important. In many cases with thermal or ambient cure testing of the part was not able to be done for hours or even days. If a problem arose in testing, the parts could have already been assembled into other components, packaged or even shipped out of the plant. With the heat sensitivity of most circuit boards thermal curing of potting, masking or conformal coating was very difficult and heat damage was common, while ambient cure added a significant amount of processing time. Many of the UV cured products employ a secondary cure mechanism such as moisture cure for the non- line-of-sight area that may need to be cured. Here again, processing time and performance were driving factors in the use of UV cured products in electronics.
Balancing
One of the sub-components used in many places in an automobile are small motor armatures. The motor armature must be balanced before it is assembled into a motor housing. Traditionally, metal subtraction by a drill press was the balancing method used. This process is effective but reduces the
736

efficiency of the motor and can only be performed a limited number of times before the part becomes scrap. Using a UV cured balancing compound in an addition method of balancing is quicker, does not reduce the efficiency of the motor and can be done an unlimited number of times; hence, never producing a scrap part. Balancing equipment manufacturers in the United States and Japan are currently successfully employing this UV addition balancing method.
Auto Glass
I have by no means touched on all the UV applications currently utilized by the automotive industry, but I will conclude with one final application. An application that has been commercial for many years is the process of applying a combination of carbon black ink and glass frit to the border of automotive glass. This combination of carbon black, glass frit and a UV curable resign is silk screened on to a flat piece of glass and immediately run through a UV oven. This keeps the ink from being smeared or contaminated. The glass is then fired in a sag mold to produce the proper shape of the glass. The high temperature of the sag mold also burns off the UV resign and melts the carbon black in glass frit onto the glass so the glass and silk screen become one. The UV process is time and space efficient.
Conclusion
The recent past has been full of hurdles for UV chemistry suppliers to overcome. Through diligent and creative work, many of these hurdles have been overcome. The UV chemistries of today are environmentally safe, as well as much safer for human contact. The chemistries are extremely process efficient and increases in the use of raw materials and more efficient manufacturing methods have made them cost competitive. So what are the barriers to wide spread implementation of UV processes in automotive or any other area of manufacturing? I believe it is only our imagination that is between us and our next UV application. Don't accept old ways of processing only because it is the way it has always been done. Push your chemistry and equipment suppliers to develop faster, better, less expensive methods of processing. Your pursuit of a faster, better, less costly process will naturally iead you to a UV process.
737
,
*NOTES.
n
sociay Of Manuiactunng Engineam
738