Embed Size (px)
Citation preview

FOREWORD
The horizontal milling machine (and later the vertical miller)evolved from the lathe about 100 years ago, when cutting tools weremounted on the spindle and rotated. As cutter-making techniquesdeveloped multi-toothed cutters followed the early simple toolswhich had one cutting point only. In due course grinding machineswere needed for the sharpening of the cutting edges, which neededgreater accuracy than a workman could achieve by holding the toolin his hands. Artificial abrasives appeared, with their betterendurance of wheel form, and displaced the soft yellow sandstonespreviously used, making their own contribution to improved cutters.
The tool-manufacturing plants gradually took into common usehigh-production machines of great accuracy, some of them singlepurpose machines to do only one operation through their entire life.Maintenance departments, content with lower outputs, acquiredgrinders of greater versatility, but no machine appeared cheapenough and small enough for the needs of model engineers*
Milling in the lathe has been practised now for generations bymodel makers in their home hobby workshops, Making good use of themilling process was long held back by the limitations of lathes, bythe absence of an adequate milling machine, and by the lack ofcutter sharpening facilities, In 1968 the introduction of theDore-Westbury vertical miller provided a machine with a very widerange of spindle speeds and generous table size and movements, ata low cost, but the cutter sharpening problem still remained.
Fortunately Professor D. H. Chaddock, a highly gifted andexperienced professional engineer, and himself a model engineer ofgreat distinction too, acquired one of the first sets of Dore-Westburymachine castings, and soon devoted his talents to the sharpeningproblem. The result was the "Quorn" grinder. Primarily designedfor sharpening the sizes and types of milling cutter most used bymodel engineers, the machine can also be used, without adaptation,for sharpening a wide range of other tools such as lathe, shaper andplaner tools, taps, reamers, twist and centre drills, With someingenuity it can be used to produce special purpose cutters, ormodify standard ones as well as more exotic tasks such as threador cam forming in hardened materials, For home workshop use, forwhich it was intended, it is completely successful, even in non-expert hands. The thousands who have seen it being demonstrated atthe "Model Engineer" Exhibitions over several years will need nopersuasion on this.
The present instructional handbook explains in simple andclear terms just how to prepare the machine, and how to use it, whileProfessor Chaddock's excellent photographs make the words almostsuperfluous. Model engineers all the world over should be gratefulto him for giving them the means to easily perform what has up to nowbeen one of the most difficult tasks facing the operator of a homeworkshop.
Sheffield1975
Arnold Throp


Page 2
WHEEL DRESSING - CUP OR FACE WHEEL
WHEEL HEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
METHOD OFOPERATION
Axis parallel to base. Check bycontacting back and front of wheel withdiamond at approx. centre height.Rotation downwards at front.
Not used.
Free. cut, not more than l/4 thou,per pass, given by micrometer,
Clamped to front bar,
Retracted to allow free oscillation ofwork head.
Set 15º anti-clockwise.N.B. Diamond must always trail, never
face, wheel rotation,
Set zero.
Any convenient holder to suit diamond,
Oscillate work head with diamond slowlyacross face of wheel, Apply cut byfront bar micrometer. Protect machinewith old newspaper or kitchen tissueand wipe down thoroughly afterwards.

WHEEL DRESSING
Page 3
- DISC OR PLAIN WHEEL
WHEELHEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
METHOD OFOPERATION
Axis parallel to base. Set height sothat diamond trails wheel by approx.15º rotation downwards at front.
Not used.
Locked. Micrometer not used.
Free to slide on front bar.
Set to bring diamond up to wheel,Cut, not more than l/4 thou, per pass.applied by backing off micrometerstop screw,
Set zero.
Set zero.
Any convenient holder to suit diamond.
Slide work-head with diamond slowlyback and forth along front bar keepingrocking lever stop screw firmly incontact with rear bar,Apply cut by backing off micrometerstop screw, Protect machine with oldnewspaper or kitchen tissue and wipedown thoroughly afterwards.

Page 4
WHEEL DRESSING - ANGLE WHEEL
WHEELHEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
METHOD OFOPERATION
Set at required angle with bevel gauge or protractor.Diamond at exact centre height of wheel. Rotationdownwards at front.
Not used.
Free. cut, not more than l/4 thou, per pass,given by micrometer.
Clamped to front bar.
Retracted to allow free oscillation of work head,
Set 15ºO anti-clockwise.N.B. Diamond must always trail, never face,
wheel rotation.
Set zero.
Any convenient holder to suit diamond.
Oscillate work head with diamond slowly across faceof wheel applying cut by backing off front bar micro-meter screw. L.H. side of wheel is most convenientlydressed by the method given on page 2, setting thewheel head to an appropriate angle. Protect machinewith old newspaper or kitchen tissue and wipe downthoroughly afterwards.

WHEEL DRESSING - RADIUS DRESSING
WHEEL HEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
METHOD OFOPERATION
Axis parallel to base. Diamond at exact centreheight of wheel. Rotation downwards at front.
Not used,
Use micrometer screw to bring diamond into exactcoincidence with R.H., side or face of wheel to bedressed and then set thimble to zero, Back offbefore taking cut.
Clamped to front bar,
Use micrometer stop screw to bring diamond intoexact coincidence with L.H. face or periphery ofwheel and lock,
Set zero.
Free, Set stops to limit travel in either direction,
Any convenient holder to suit diamond, Tip of diamondmust be aligned with axis of rotating base by meansof a setting pin and distant from it by a distanceequal to the radius to be ground, See also page 17.
Oscillate rotating base between stops and graduallybring work head back to zero position as indicatedby front bar micrometer thimble.

Page 6
TOOL GRINDING - ZERO SETTING
1.
2.
3.
4.
5.
6.
Clamp tool in tool holder.of holder,
Set screws must be below surface
Insert long setting pin in rotating base.
Insert tool holder in tool holder bracket.
Free bracket and spindle locks. Press base of tool firmlyagainst face of setting pin and retighten both locks,
Free the index ring, set to zero and relock.
Remove the tool holder and the setting pin.. Replace the toolholder in any desired quadrant, setting it by means of thedegree scale on the index plate and locking it when set.

TOOL GRINDING - SIDE RAKE AND CLEARANCE
WHEELHEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
METHOD OFOPERATION
Axis parallel to base, Rotation towards cuttingedge.
Not used.
Free. Cut applied by micrometer,
Clamped to front bar.
Set to limit travel of work towards wheel ifshoulder present on tool,
Set zero.
Set to give side rake. lº back for parting tools,Oº for facing tools, half thread angle for screwcutting tools.
Set to clearance angle. lº for parting tools, 5-7ºfor turning and facing tools. Reverse side of toolground the same way by turning tool holder through180° and measuring angles in second quadrant. Topand back rake ground by turning tool holder through90° and measuring angles in first quadrant.
Oscillate tool across face of wheel applying cut bybacking off micrometer. All faces of the tool canbe ground at a single setting,

TOOL GRINDING - FRONT RAKE AND CLEARANCE
WHEEL HEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
METIIOD OFOPERATION
Axis parallel to base. Rotationtowards cutting edge.
Not used.
Free, Cut applied by micrometer.
Clamped to front bar.,
Retracted to allow free movement ofwork head,
Set to front clearance angle,usually 5 - 7º.
Set to front clearance angle.Oº for parting tools, 5-7º forfacing tools.
Set zero.
Oscillate tool across face of wheelapplying cut by backing off micrometerscrew. These operations can conven-iently follow or precede those d e s c r i b e don page 7 without disturbing the toolin its holder or re-setting it,

Page 9
TOOL GRINDING - SCREW CUTTING OR FORM TOOL
WHEELHEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
METHOD OFOPERATION
Axis parallel to base, Rotation against cutting
edge.
Not used,
Free, Cut applied by micrometer.
Clamped to front bar,
Retracted,
Set zero.
Set to give rake angle required, e.g. half threadangle for screw cutting tool, If both sides groundat same setting point will be symmetrical with axisof tool.
Set to clearance angle. Positive (clockwise whengrinding L.H.S., and negative (anti-clockwise) whengrinding R.H.S. of tool.
Oscillate tool across face of wheel applying cutby backing off micrometer screw.

TOOL GRINDING - RADIUSING
WHEELHEAD Axis parallel to base. Rotationdownwards at front.
TOOTH REST Not used.
FRONT BAR Free. Cut applied by micrometer.
WORK HEAD BASE Clamped to front bar.
ROCKING LEVER Set to centralise work on face of wheel.
TILTING BRACKET Set to front clearance angle.
ROTATING BASE Free. Set stops to required angles.
TOOL HOLDER
METHOD OFOPERATION
Set zero. For compound angles set todifference between front and sideclearance angles. e.g. 5º front clear-ance, 7" side clearance, set tool holderto 7 - 5= 2º positive (clockwise). Ifthe work is to make more than 90° rota-tion it may be necessary to retract thetool holder bracket on its spigot andextend the tool accordingly and to usea small wheel to gain necessary clearance.
The tangent faces of the tool, whichshould have been ground previously, mustbe aligned at the required radius withthe axis of the rotating base, usingeither the long setting pin or, moreconveniently, the setting micrometer.The work is rocked between stops andadvanced towards the wheel by the frontbar micrometer screw until the radiusblends with the tangent faces of the tool.

Page 11 CUTTER GRINDING - TOOTH REST SETTING
- c I \I
f ' s'ii A
Tooth Tooth Rest
DISC WHEEL CUP WHEEL
Tooth R e s t /
ZERO SETTING - DISC WHEEL
Distance t o set the c e n t r e of t h e wheel ABOVE t h e c u t t e r centre
( d i s c wheel) t o neares t 0.005 in .
Distance t o set too th rest BELOW the cutter centre
(cup wheel) t o neares t 0,001 in.
Clearance angle
5 deg. 6 deg. 7 deg.
Cu t t e r D i a m e t e r
Clearance angle
5 deg. 6 deg. 7 deg.
Wheel D i a m e t e r
1/4" 3/8"
5/8"
7/8" 1"
1/2"
3/4"
0.011 0.013 0.015 0.015 0.020 0.022 0.022 0.026 0.030 0.028 0.0333 0.037 0.033 0.039 0.045 0.037 0.046 0.052 0.044 0.052 0.060
0.090 0.100 0.110 0.120 0.130 0.145 0.155 0.165 0.175
0.105 0.120 0.130 0.145 0.155 0.170 0.185 0.195 0.210
0 . 120 0.135 0.150 0.165 0.180 0.195 0.210 0.225 0.240

Page 12
CUTTER GRINDING - SHELL, SLAB AND END MILLS
(DISC WHEEL)
WHEELHEAD
TOOTHREST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
METHOD OFOPERATION
Axis parallel to base. Height set according to page 11.Rotation downwards at front,N.B. This is important to hold work against tooth rest.
Height set according to page 11 may be angled to suitR.H. or L.H. cutter.
Free when setting. Locked when grinding.
Clamped to front bar,,
Set to bring work into contact with wheel. cutapplied by backing off micrometer stop screw.
Set zero.
Set zero.
Mandrel to suit cutter to be ground. Cutter may slideand rotate on a dead mandrel clamped in tool holder orbe fastened to live mandrel sliding free in tool holder.Tool holder may be set away from or towards wheel toaccommodate work/wheels of different diameters.
After locking all settings slide cutter back and forthfirmly in contact with tooth rest. Grind every toothin turn at same setting. Free front bar and back offrocking lever stop screw to increase cut.

CUTTER GRINDING - SHELL, SLAB AND END MILLS
(CUP WHEEL)
WHEELHEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
METHOD OFOPERATION
Axis at right angles to base. Height as convenient.Rotation downwards at front,N.B. This is important to hold work against tooth rest.
Height set according to page 11. May be angled tosuit R.H. or L.H. cutter.
Free when setting, Locked when grinding.
Clamped to front bar.
Set to bring work into contact with wheel, cutapplied by backing off micrometer stop screw.
Set zero.
Set zero.
Mandrel to suit cutter. Cutter may slide and rotateon dead mandrel clamped in tool holder or be fastenedto live mandrel sliding free in tool holder. Toolholder may be set towards or away from wheel toaccommodate work/wheels of different diameters.
After locking all settings slide cutter back and forthfirmly in contact with tooth rest. Grind every toothin turn at same setting. Free front bar and apply nextcut by backing off rocking lever stop screw. Re-lockbefore grinding.

Page 13A
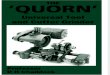
CUTTER GRINDING - SHELL, SLAB AND END MILLS
(CUP WHEEL)
Close-up of 5/8" by 2" end mill set for grinding by cup wheel,

Page 14
CUTTER GRINDING - DOVETAIL AND ANGLE MILLS
WHEEL HEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
METHOD OFOPERATION
Axis parallel to base. Height set according to page 11,Rotation, if index plate is used up against tooth face.
May be used for large cutter - see page 12.For small or fine tooth cutter not used,
Locked.
Free to slide on front bar.
Set to bring work into contact with wheel, cutapplied by backing off micrometer stop screw.
Set zero.
Set to required cutter angle.
As for page 12 if tooth rest is being used. Colletchuck and index ring for small or fine tooth cutters.Set one tooth vertical or horizontal with long settingpin (see page 25). Set index ring to zero. For sub-multiples of 12 use index holes. For other numbersuse degree scale.
After locking all settings except work head base, slideentire workhead along front bar, keeping rocking leverstop screw firmly in contact with rear bar. Index andgrind every tooth in turn. Apply next cut by backingoff stop screw.

WHEELHEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
METHOD OFOPERATION
Axis parallel to base. Rotationupwards towards cutting edge.
Not used.
Free. Cut applied by micrometer screw.
Clamped to front bar.
Set to limit cut towards centre ofcutter.
Set to clearance angle.
Set zero or minus lº to give heel relief.
Collet chuck and index ring. Set onetooth vertical or horizontal with longsetting pin (see page 25), Set indexring to zero. Index either with holes,for sub-multiples of 12, or degree scale.
Advance the work towards the wheel undercontrol of the front bar micrometerscrew. Grind the tooth by rocking thework head up to the stop screw and backagain. Swing clear and index and grindeach successive tooth in turn. Applythe next cut, if required, by backingoff the front bar micrometer screw.Secondary clearance, if required, isobtained by increasing the angle of thetilting bracket and re-grinding.

Page 16
CUTTER GRINDING - SIDE AND FACE CUTTERS
WHEELHEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
METHOD OFOPERATION
Axis parallel to base. Height to give clearancebetween teeth. Rotation against tooth rest.
Set to bring tooth horizontal. May be used invertedas shown,
Free. Cut applied by micrometer screw.
Clamped to front bar.
Set to limit cut towards centre of cutter.
Set to required clearance angle.
Set zero or minus lº, to give heel relief.
Mandrel to suit cutter to be ground. Dead mandrelwith shoulder or live mandrel with stop collar. Toolholder bracket may be swung away from or towardswheel to accommodate larger or smaller cutters.
Advance work towards wheel under control of front barmicrometer screw. Keep tooth firmly in contact withtooth rest and grind by rocking across face of wheel.Swing clear and grind each tooth in turn. Apply nextcut, if required, by front bar micrometer screw.Secondary clearance by increasing angle of tiltingbracket and re-grinding.

CUTTER GRINDING - BALL NOSE CUTTERS
Before a ball nose or semi-spherical cutter can beground, the axes of the rotating base and the tool holdermust be brought into alignment.
Insert the long setting pin into the hole in therotating base and a short setting pin in a suitablecollet in the indexing mandrel.
Free the tool holder bracket and the index ring andbring the two faces of the setting pins firmly together.,Lock the tool holder bracket. N.B. This setting must notbe disturbed until grinding is finished. As a checkretract the long setting pin, turn it and the short pinthrough 180º° and re-engage0 There should be no clearanceor interference,
Set the cutter to be ground in suitable collet chuckwith its nose projecting beyond the face of the longsetting pin by an amount equal to the radius plus agrinding allowance. This is most conveniently done witha setting micrometer.
Set one tooth of the cutter vertical against theface of the partially retracted long setting pin and theindex ring to zero. Fully retract the setting pin andindex through 90° before grinding.

Page 18
BALL NOSE CUTTERS
WHEEL HEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
MANDREL
METHOD OFOPERATION
Cup wheel. Axis parallel to base. Rotation down-wards at front. Height unimportant.
Not used.
Free, Cut applied by micrometer screw.
Clamped to front bar,
Set to centralise work on face of wheel.
Set to give clearance angle required.
Free. Set stops to Oº and 90°.
Aligned with rotating base as per page 17.
Collet to suit cutter and index ring.
Rotating base is swung between stops and advancedtowards wheel by front bar micrometer screw. cutmust cease when radius blends with side of cutter.Secondary clearance by resetting tilting bracket.One tooth usually ground past centre to avoid leavinga pip on the work. End faces of spirally flutedcutters to be ground square before radiussing,

CORNER RADIUSING
WHEEL HEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
MANDREL
Cup wheel. Axis parallel to base.Rotation against tooth rest.
Set at centre height. May be usedinverted. Narrow point desirable.
Free. Cut applied by micrometer screw.
Clamped to front bar.
Set to centralise work on face of wheel,
Set to clearance angle required.,
Free. Set stops to Oº and 90°,
Offset to bring corner of cutter intocorrect relationship with axis ofrotating base. Use setting pin ormicrometer.
To suit cutter. Index ring not used,
METHOD OFOPERATION
Swing rotating base between stopsadvancing work towards wheel bymicrometer screw. Cut must cease whenradius blends with side and face ofcutter. Secondary clearance byresetting tilting bracket.

Page 20
SMALL END MILLS AND SLOT DRILLS
WHEEL HEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
MANDREL ,
METHOD OFOPERATION
Narrow disc wheel. Axis inclined to spiral angle.Rotation outwards at bottom. Depth of cut by heightadjustment.
Not used.
Locked.
Clamped to front bar,
Not used.
Set zero.
Set zero.
Spiralling head with traversing mandrel and guidehob, Set stop to length of flute.
To suit cutter and guide hob.
Flute formed by spiralling mandrel in and out.Retract and engage second thread to form secondflute. Back-off as page 12 using hob for guidance,End teeth formed as pages 15 and 18 using hob andstop for indexing.

Page 21
THREAD GRINDING
WHEEL HEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
MANDREL
METHOD OFOPERATION
Disc wheel dressed to thread angle - see page 4.Axis parallel to base, Rotation upwards at front.
Not used.
Free when setting, locked when grinding,
Clamped to front bar,
Depth of cut controlled by stop screw.
Set to helical angle of thread.
Set zero.
Spiralling head with traversing mandrel and guidehob, Set stop to length of thread,
To suit work and guide hob,
Advance work slowly against direction of rotation ofwheel. Wheel may require re-dressing more than oncebefore full depth of thread can be formed,e.g. from solid,

GULLETTING FINE TOOTH SAWS AND FORM TOOTH CUTTERS
WHEEL HEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTISG BRACKET
ROTATING BASE
TOOL HOLDER
MANDREL
METHOD OFOPERATION
Disc wheel dressed to included angle, see page 4.for saws. Narrow saucer wheel for form and geartooth cutters. Axis parallel to base. Rotationoutwards at bottom.
Not used.
Locked.
Free to slide on front bar.
Free to slide on rear bar,
Set zero.
Set zero.
Either but MUST have division plateof divisions as cutter to be ground.
To suit cutter and division plate.
with same number
Face of cutter to be ground is set radial (form andgear cutters), hooked or negative rake (saws), withsetting pin and straight edge. Cut applied by inchidivision plate and taken by sliding workhead alongfront bar, keeping rocking lever stop firmly incontact with rear bar. Depth of gullet in sawscontrolled by wheelhead height adjustment.

Page 23
REAMERS AND LONG CUTTERS
WHEEL HEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
MANDREL
METHOD OFOPERATION
May be parallel to base, disc: wheel (see page 12),or at right angles, cup wheel (see page 13 ).Rotation downwards towards tooth rest,
Height set to give clearance angle required, (seepage 11).
Locked,
Free to slide on front bar.
Free to slide on rear bar.
Set zero,
Set zero for parallel reamers. Set to half includedangle for taper reamers and cutters, N.B. It isadvisable not to rely upon the degree scale foraccurate setting but to take a trial cut or set witha test bar and dial gauge.
Long bar bed with tailstock and either tool holderas headstock.
Any with male or female centres.
Workhead slid along front bar keeping rocking leverstop firmly in contact with rear bar. Depth of cutby backing off rocking lever stop screw andre-locking.

TAP SHARPENING
WHEEL HEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
MANDREL
METHOD OFOPERATION
Narrow disc wheel , radius dressed, see page 5,Axis at right angles to base. Rotation towards work,
Not used.
Locked,
Free to slide along front bar,
Free to slide along rear bar,
Set zero.
Set zero.
Long bar bed with tailstock and either tool holderas headstock,
Any with male or female centres.
Workhead slid along front bar keeping rocking leverstop screw firmly in contact with rear bar, Sidesof flute kept in contact with grinding wheel byfinger pressure.

PRELIMINARY SETTING
Hold drill in true running collet chuck with minimumoverhang.
Free tool holder and mandrel locks and align lip ofdrill with setting pin.
Lock tool holder and mandrel. Set index ring tozero. Free mandrel lock. Retract setting pin.

Page 26
TWIST DRILL GRINDING - 4 FACET METHOD
WHEEL HEAD Cup wheel, axis parallel to base.Rotation upwards at front.
TOOTH REST Not used.
FRONT BAR Free.
WORK HEAD BASE Clamped to front bar.
ROCKING LEVER Set clear.
TILTING BRACKET Set to clearance required, 10º primaryand 30º° secondary clearance,,
ROTATING BASE Set to complement of half point anglenormally 31°.
TOOL HOLDER See page 25 for setting instructions,and MANDREL
METHOD OFOPERATION
Swing workhead across face of wheelapplying cut by means of front barmicrometer screw. Index l8Oº and grindsecond lip at same setting. Re-settilting bracket to second clearanceangle and grind until intersection ofthe two lands is exactly across thecentre line of the drill.

Page 27
CENTRE DRILL GRINDING
WHEEL HEAD Small cup wheel. Axis parallel to base. Rotation
downwards at rear.
TOOTH REST Not used,,
FRONT BAR Locked.
WORK BEAD BASE Clamped to front bar.
ROCKING LEVER Not used.
TILTING BRACKET Set zero.
ROTATING BASE Set 30°.
TOOL HOLDER Spiralling head with traversing mandrel and guide hob.
MA N DRE L To suit drill and guide hob.
METHOD OFOPERATION
Set drill so that point is clear of far side of wheel.Apply feed by advancing hob guide pin. Rotate betweenstops to form and back-off conical lips. Form point
as page 26. Reform flutes as page 22.

Page 28
SAW SHARPENING
WHEEL HEAD
TOOTHREST
FRONT BAR
WORK HEAD BASE
ROCKINGLEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
MANDREL
METHOD OFOPERATION
Disc wheel, dressed to included angle, see page 4,Axis parallel to base. Rotation downwards at front.
Not used.
Free.
Clamped to front bar.
Set to limit depth of cut.
Set zero.
Set to give required tooth angle, normal, hooked ornegative.
Saw grinding attachment with spring detent.
Clamped in tool holder,
Engage detent in second saw tooth and grind firsttooth by rocking workhead to fixed stop. Lift rearof saw blade and engage detent with third tooth,Grind second tooth etc. N.B. The last tooth cannotbe ground this way and must either be finished free-hand or omitted. All teeth of a band saw can howeverbe ground in one operation,,

Page 29
SCREWING DIES
WHEELHEAD
TOOTH REST
FRONT BAR
WORK HEAD BASE
ROCKING LEVER
TILTING BRACKET
ROTATING BASE
TOOL HOLDER
MANDREL
METHOD OFOPERATION
Pencil wheel or point. Large pulley to give maximumrated spindle speed 15,000 r.p.m. Axis parallel tobase.
Not used.
Locked when grinding. Free when setting.
Clamped to front bar.
Set to limit depth of cut,
Set zero,
Set zero.
Die grinding attachment,
Free to slide and turn,
Apply cut by backing off rocking lever stop screw.Rotate and slide mandrel back and forth by hand,N.B. Only very light cuts can be taken or the pencilwheel will be broken,
REMOVE THE LARGE PULLEY BEFORE USING LARGER WHEELS