-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 8
3. QUALITY STANDARDS
3.1 EN 729 Part 1 to 4 - The European Way
EN 729 is the European standard specifying quality requirements
for welding. Morespecifically, the standard specifies provisions
for control of welding as a special process.
EN 729 comprises of four parts:
EN 729 Part 1 defines the three different approaches detailed in
Part 2, Part 3 & Part 4 andguides in the selection of the part
most appropriate to a company;
EN 729 Part 2 is intended to be used where the product form,
materials, processes andprocedures vary and/or where welding
quality is critical or difficult to achieve. It can also beused as
a stand-alone document or used as a supplement to ISO 9001 or IS0
9002requirements;
EN 729 Part 3 is intended to be used where weld quality is
important but materials,processes and procedures change only
frequently;
EN 729 Part 4 is intended to be used when neither of the
following conditions apply:
an ISO 9000 quality system is not present; the combination of
welding processes, procedures and the requirements for the
final
welds are such that documented welding control has only a minor
importance withrespect to the overall integrity of the product.
It is intended for use where welding is perhaps only an
incidental joining process with verylimited and simple technical
options.
EN 729 does not impose any unnecessary limitations on the way
control of welding isorganised. According to the standards, the
manufacturer shall have at his disposalappropriate welding
coordination personnel such that the welding personnel can be
suppliedwith the necessary welding procedure specification or work
instructions, and that the workcan be properly performed and
controlled. Such persons having responsibility for
qualityactivities shall have sufficient authority to enable any
necessary action to be taken. Theduties, interrelationships and
limits of responsibility of such persons should be
clearlydefined.
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 9
Table 3.1 Comparison of Welding Quality Requirements with Regard
to E729-2,EN 729-3 and EN 729-4
Elements EN 729-2 EN 729-3 EN 729-4
Contract Review Fully documentedreview
Less extensive review Establish that capabilityand information
is available
Design Review Design for welding to be confirmed As
aboveSubcontractor Treat like a main fabricator Must comply to
standardWelders/operators Approved to EN 287 or EN 1418Welding
coordination Welding coordination personnel with appropriate
technical knowledge according to EN 719 orpersons with similar
knowledge
Not demanded butpersonal responsibility ofmanufacturer
Inspection personnel Sufficient and competent personnel to
beavailable
Sufficient and competentaccess for externalinspectors, as
needed
Production equipment Required to prepare, cut, weld, transport,
lift,together with safety equipment and protectiveclothes
No demands
Equipment maintenance Has to be carriedout, maintenanceplan
necessary
No specific demands-must be adequate
No demands
Production plan Necessary More restricted plannecessary
No demands
WPS Instructions to be available to welder (EN 288) No
demandsWelding procedure approval To EN 288-2 - Approved as
application standard
or contract demandsNo demands
Work instructions WPS or dedicated work instructions to
beavailable
No demands
Documentation Necessary Not specified No demandsBatch testing of
consumables Only if specified in
contractNot specified No demands
Storage of raw materials Protection required from influence by
theenvironment
No demands
PWHT Specification andcomplete record
Confirmation tospecification necessary
No demands
Inspection before, during, afterwelding
As required for specified operations Responsibilities
asspecified in contract
Non-conformances Procedures must be availableCalibration
Procedures must be
in operationNot specified
Identification Not specifiedTraceability
If demanded by contract onlyNot specified
Quality records Must be available to meet the rules for
productliability, retained for five years minimum
As required by contract
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 10
3.2 ISO 3834 Part 1 to 4 - The International Way
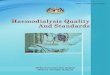
The standard is published in four parts. Figure 3.1A and Table
3.2 assists in the properselection of the welding quality
requirements. Table 3.3 summarises the comparison of thethree parts
of ISO 3834.
Figure 3.1: Flow diagram for selection of welding quality
requirements(Source: AS/NZS ISO 3834:1999 Part 1)
Table 3.2 Selection of Welding Quality Requirements
Quality requirementsISO 9001/2 utilised ISO 9001/2 not
utilised
Welding requirements forcontract
Welding Quality Requirements to ISO 3834Comprehensive Part 2
Part 2Standard Part 2 Part 3Elementary Part 2 Part 4
Note: When used in conjunction with ISO 9001/2 specifications
the requirements of ISO 3834Part 2 may be minimised to a level
appropriate to the product.
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 11
Table 3.3 Summary Comparison of Welding Quality Requirements
with regard toISO 3834-2, ISO 3834-3 AND ISO 3834-4
Elements ISO 3834-2 ISO 3834-3 ISO 3834-4
Contract Review Fully documentedreview
Less extensive review
Design Review Design for welding to be confirmed
Establish that capabilityand information isavailable
Subcontractor Treat like a main fabricator Shall comply with
allrequirements
Welders, operators Approved in accordance with ISO 9606Welding
coordination Welding coordination personnel with appropriate
technical knowledge or persons with similarknowledge
Not required but personalresponsibility ofmanufacturer
Inspection personnel Sufficient and competent personnel to be
available Sufficient and competentaccess for third parties,as
needed
Production equipment Required to prepare, cut, weld, transport,
lift,together with safety equipment and protectiveclothes
No specific requirements
Equipment maintenance Shall be carried out,maintenance
plannecessary
No specific requirements,shall be adequate
No requirements
Production plan Necessary Restricted plan necessary No
requirementsWPS Instructions to be available to welder (ISO 9956-2)
No requirementsWelding procedure approval In accordance with the
appropriate part of ISO
9956, approved as application standard orcontract demands
No specific requirements
Work instructions WPS or dedicated work instructions to
beavailable
No requirements
Documentation Necessary Not specified No requirementsBatch
testing of consumables Only if specified in
contractNot specified No requirements
Storage and handling ofwelding consumables
According to suppliers' recommended minimum
Storage of parent materials Protection required from influence
by theenvironment; identification shall be maintained
No requirements
PWHT Specification andcomplete recordnecessary
Confirmation tospecification necessary
No requirements
Inspection before, during, afterwelding
As required for specified operations Responsibilities
asspecified in contract
Non-conformances Procedures shall be availableCalibration
Procedures shall be
availableNot specified
Identification Not specifiedTraceability
Required whenappropriate
Required, when necessaryNot specified
Shall be available to meet the rules for productliability
As required by contractQuality records
Retained for five years minimum
(Source: AS/NZS ISO 3834:1999 Part 1)
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 12
3.2.1 Comparison between ISO 3834 and ISO 9001/2
ISO 9001/2 focuses on formal quality management systems with the
intention that all aspectsof the organisation and operation of the
company are properly documented and controlled byprocedures.
Although it does require that all staff are properly trained in the
operation ofquality systems, it does not attempt to define the
competence of a company or individuals inrespect of special skills
and knowledge in relation to "special processes". This is
becauseISO 9001/2 was developed on the basis that the conformance
of any product ormanufacturing operation involved in production can
be verified by inspection after the event.
ISO 3834 is the first of what may be a series of standards
developed to define the elementsthat must be properly controlled
before and during production operation of the various
specialprocesses to provide assurance that the resulting weld,
coating etc. will perform as expected.
Inevitably there is considerable overlap as many elements
involved in the control of weldingare similar to the general
quality management system requirements. Some elements of ISO9001/2
however are missing from ISO 3834 as noted below.
Quality Policy Statement and Manuals and Full Documented
ProceduresISO 3834 does not require a Quality Policy Statement or
the development of a QualityManual although it is obviously much
easier to demonstrate compliance with the standard if amanual is
produced. For example, compliance with ISO 14731 for ISO 3834:Part
2 andISO 3834:Part 3 does require that the organisation of
welding-related activities bedocumented. There are also
requirements for various documented procedures that can
mostconveniently be presented in a manual.
Internal Audit and Quality System ReviewBecause ISO 3834 does
not set out to be a complete quality management system it does
notrequire evidence that the quality system is maintained by a
formal internal review system.The requirements of the standard need
to be able to be demonstrated from time to time andthus it would be
a simple matter to introduce a more regulated review.
TrainingISO 9001/2 requires that all employees are trained for
their tasks and functions and thattraining records are kept.
ISO 3834 and ISO 14731 require that employees are competent for
their tasks, which maybe achieved by training, job experience,
education or a combination of these. It does not askfor training
records to be kept and updated.
3.2.2 ISO 3834 "Competence and Capability"
Although ISO 9001/2 requires evidence of training for personnel,
it does not attempt torequire evidence of "competence", which in
this case means properly qualified, trained andor experienced to be
able to perform a particular function and task. Competence can
beachieved through training, education and experience.
Capability is rather more difficult to define. It implies
competence plus the ability to perform aspecific task, e.g. a
welding engineer may be perfectly competent for a specific task
but
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 13
incapable of performing it because he does not have the
necessary resources e.g. buildings,services, equipment, competent
staff and labour.
In practice, it is usually assumed that the term "capability"
refers to the facilities used i.e. thebuilding, services, major
capital plant etc. It is commonly assumed that many operations
canbe subcontracted and that even key welding coordination staff
can be hired in under contract.
3.2.3 Problems in Complying with ISO 3834
The standard was drafted to detail how fabricating companies in
Europe should operate anduse other relevant EN standards. It
therefore calls up (or recommends in some cases) otherEN standards
such as EN 287 (now ISO 9606) Approval Testing of Welders, EN 288
(ISO9956) Approval of Welding Procedures and similar standards for
non-destructive testingprocedures and operation. In the strict
sense, it is impossible for a company to comply withISO 3834 if it
does not conform to the other related EN or ISO standards. That is,
it makes noallowance for nationally or internationally recognised
equivalent standards.
Additionally, the standard requires the company only to use
subcontractors who themselvescomply with the standard. Obviously at
this time, during the period when the standard isbeing introduced
and accepted, very few, if any, subcontractors will be able to
demonstratecompliance with the relevant subcontracted
activities
The solution adopted in Europe is the obvious compromise i.e. if
the company has goodreason (including extensive previous
activities) for not having adopted all the relatedstandards quoted,
but can show evidence that they do adhere to a similar standard
(national,international, application codes etc), that will be taken
as acceptable evidence of complianceat the present time.
Similarly, in relation to subcontractors, provided the company
can show evidence of havingcarried out some form of vendor
assessment on the subcontractor, that will also be acceptedas
within the spirit of the standard.
These transition arrangements are of course all the more
relevant outside Europe. Theintention within Europe, however, is to
persuade all companies to progressively adoptEuropean or ISO
standards in preference to others.
3.2.4 Selection of Appropriate Part of ISO 3834 (with ISO 9001
Part 2)
Where a company has, or is developing, an ISO 9001:Part 2
Quality Management system,then Table 3.2A and Figure 3.2A, both
show that the company must develop a systemagainst the requirement
of Part 2, irrespective of the welding complexity of the
product.
This is not as onerous as it may appear as many of the elements
in Part 2 will also havebeen covered in the 9001:Part 2 systems and
procedures.
If the welding complexity is more appropriate to Part 3 or 4,
then the note to Table 3.2, whichuses the term "minimised to an
appropriate level" can be adopted.
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 14
The following examples show how the standards may be selected in
various circumstances,all of which are in conjunction with ISO
9001:Part 2 system.
A company (with ISO 9001/2) manufacturing pressure vessels,
process plant,primary steel structures or high quality jobbing shop
fabrication with a wide rangeof capability.
Obviously the requirements of Part 2 in total must be addressed.
In particular, the AuthorisedWelding Coordinator (AWC) and the
organisation will need to be seen to be competent to beable to
implement all the technical requirements involved in the various
welds required.
The AWC should be satisfied that he/she is competent to define
good practice for the rangeof materials and that the personnel are
also competent for the range of elements in Part 2.This may mean
reviewing the elements as they appear in the company's ISO
9001/2procedures to ensure that there is adequate emphasis on
consideration of the weldingrelated elements by coordinating staff
who are properly aware of possible welding problem
Where any gaps or omissions are found, they can be remedied
within the existing ISO9001/2 procedures or by drafting new
specific procedures. Note that in this case, formalprocedures will
be required.
A company (with ISO 9001/2) fabricating simple structures in a
limited range ofthicknesses of mild or medium carbon steel, e.g.
platforms, walkways, furniture,agricultural equipment, simple
vessels and tanks etc.
Here obviously the technical demands upon the AWC are much
reduced, as the technicalcomplexity and variability of welding is
low. In this case the welding coordinationarrangements will be
simpler, the technical demands of contract and design review
planning,procedure qualification, equipment, products, NDT and so
on will be more akin to Part 3.Preferably, procedures will need to
be documented but other objective evidence of goodtechnical control
of the elements may be acceptable.
A company (with ISO 9001/2) where the welding activity is
secondary to the primeactivity or where the product has a very low
specification in terms of weldingtechnology and a low safety
criticality e.g. companies designing and supplyingelectrical
machines, switch gear consoles, cabinets, racking, shelving,
streetfurniture, gratings, fences, guards etc.
Here the welding processes and materials do not change and there
may be little or noinspection. The welding coordination activities
will be simply routine and not extensive, suchthat the requirements
of Part 4 may be used. The arrangements should be incorporated
inthe ISO 9001 Part 2 system procedures.
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 15
3.2.5 Selection of Appropriate Part of ISO 3834 (without ISO
9001:Part 2)
The guidance given above still applies except for the
following.
Part 2: when the product is technically complex in terms of
design, range of materials, forms,
thickness, NDT requirements; or the range of welding processes
and procedures that can be utilised, requires special
manufacturing sequences, manipulation and in-process inspections
to ensure theuniformity of the product; or
when there are significant safety implications involved in any
weld failures.Although not strictly required, it is likely that
documented procedures will be the mostacceptable way of
demonstrating compliance controlled by an AWC who has
comprehensivetechnical knowledge and experience.
Part 3:When the welding activities are largely limited and
repetitive (if not in terms of product, atleast in terms of the
range of materials used, thicknesses, forms, welding processes,
andprocedures, NDT requirements) and when weld failure may not have
significant safetyimplications.
In such cases, it is clearly not necessary for the AWC to have a
very wide technicalknowledge of welding engineering and that
experience may be sufficient.
Again, documented procedures will be the most obvious way of
demonstrating compliance,but other objective evidence may be
accepted.
Part 4:When the welding activity is such that control can
effectively be delegated to a charge-hand welder process and
products are routine in nature materials, consumables and joint
configuration and acceptance criteria are undemanding there are no
consequences of failurethen the company should apply the
requirements of Part 4
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 16
3.3 AS/NZS ISO 3834 Part 1 to 4 - The Australian and New Zealand
Way
3.3.1 AS/NZS ISO 3834.1:1999 Quality requirements for welding -
Fusion welding of metallicmaterials - Guidelines for selection and
use
This standard is identical with, and has been reproduced from,
ISO 3834-1:1994.
It is intended to be used for the following purposes:
providing interpretation of the requirements in the ISO 9000
series of standards, as aguideline for specification and
establishment of the part of the quality system related tocontrol
of welding as a special process;
providing guidelines to establish specifications and welding
quality requirements, where aquality system according to ISO 9001
and ISO 9002 is not involved;
assessment of the welding quality requirements mentioned in the
cases above.The application of this would typically occur in the
following circumstances:
in contractual situations: specification of welding requirements
for quality systems; by manufacturers: establishment and
maintenance of welding quality requirements; by committees
preparing structural codes or other application standards:
specification of
welding quality requirements; by interested parties, e.g. third
parties, customers or the manufacturers management:
assessment of welding quality requirements.
The standard includes a series of appendices to allow Australian
manufacturer's to use othersupporting standards besides ISO
Standards eg. AS/NZS, AWS, ASME, API.
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 17
3.3.2 AS/NZS ISO 3834.2:1999 Quality requirements for welding -
Fusion welding ofmetallic materials - Comprehensive quality
requirements
This standard is identical with and has been reproduced from ISO
3834-2:1994.
The requirements contained within this part may be adopted in
full or may be selectivelydeleted by the manufacturer if not
applicable to the construction concerned. They provide aflexible
framework for the control of welding in the following cases.
Case 1To provide specific requirements for fusion welding in
contracts which require themanufacturer to have a quality system in
accordance with ISO 9001 or ISO 9002.
Case 2To provide specific requirements for fusion welding in
contracts which require themanufacturer to have a quality system
other than ISO 9001 or ISO 9002.
Case 3To provide specific requirements for fusion welding as
guidance to a manufacturerdeveloping a quality system.
Case 4To provide specific requirements for references in
application standards which uses fusionwelding as part of its
requirements or in a contract between relevant parties. It may
howeverbe more appropriate for AS/NZS ISO 3834-3 or AS/NZS/ISO
3834-4 to be used in suchcases.
This standard also provides for the use of Australian, New
Zealand and other standards asequivalents to the ISO standards.
These equivalents are listed for the following applications:
Table 3.4: Equivalent Australian and New Zealand Standards for
Steel Structures Table 3.5: Equivalent American Standards for Steel
Structures Table 3.6: Equivalent Australian and New Zealand
standards for Aluminium Structures Table 3.7: Equivalent Australian
and New Zealand Standards for Pressure Equipment Table 3.8:
Equivalent American Standards for Pressure Equipment Table 3.9:
Equivalent Australian and New Zealand Standards for Pipelines
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 18
Table 3.4: Equivalent Australian and New Zealand Standards for
Steel Structures
ISO standards listed in clause Equivalent Australian & New
Zealandstandards for AS/NZS ISO 3834-2
3834-1:1994
Quality requirements forwelding- Fusion welding ofmetallic
materials, Part 1:Guidelines for selection anduse
AS/NZS ISO3834-1:1999
Quality requirements forwelding- Fusion welding ofmetallic
materials, Part 1:Guidelines for selection anduse
9712:1992
Non-destructive testing-Qualification and certification
ofpersonnel
AS 3998-1992 Non-destructive testing-Qualification and
certification ofpersonnel- General engineering
9606-1:1994
Approval testing of welders- Fusionwelding, Part1: Steels
9606-2:1994
Approval testing of welders- Fusionwelding Part 2: Aluminium and
aluminiumalloys
9956-1:1995
Specification and approval of weldingprocedures for metallic
materials Part 1:General rules for fusion welding
9956-2:1995
Specification and approval of weldingprocedures for metallic
materials Part 2:Welding procedures
9956-3:1995
Specification and approval of weldingprocedures for metallic
materials Part 3:Welding procedure test for the arcwelding of
steels
9956-4:1995
Specification and approval of weldingprocedures for metallic
materials Part 3:Welding procedure test for the arcwelding of
aluminium and its alloys
13916:1996
Welding - Measurement of preheatingtemperature, interpass
temperature andpreheat maintenance during welding
AS/NZS 1554.1:2000
AS1554.2-1993
AS 1554.3-2002
AS/NZS 1554.4:1995
AS/NZS 1554.5:1995
AS/NZS 1554.6:1994
AS 1988-1989
AS 2980-1987
NZS 4711:1984
NZS/ANSI/API650:1993
NZS 4702:1982
NZS 4702:1982
Structural steel welding Part 1:Welding of steel structures
Structural steel welding Part 2:Stud welding (steel studs
tosteel)
Structural steel welding Part 3:Welding of reinforcing steel
Structural steel welding Part 4:Welding of high strengthquenched
and tempered steels
Structural steel welding Part 5:Welding of steel
structuressubject to high levels of fatigueloading
Structural steel welding Part 6:Welding of stainless steel
forstructural purposes
Welding of steel castingsQualification of arc-welders forwelding
of steels
Qualification of arc-welders forwelding of steel
Qualification test for metal arcwelders
Qualification test for metal arcwelders
Welded steel tanks for oilstorage
Metal arc welding of Grade 275reinforcing bar
(Source: AS/NZS ISO 3834:1999 Part 2)
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 19
Table 3.5: Equivalent American Standards for Steel
Structures
ISO standards listed in clause Equivalent American standards
forAS/NZS ISO 3834-2
3834-1:1994
Quality requirements forwelding- Fusion welding ofmetallic
materials, Part 1:Guidelines for selection anduse
AS/NZSISO 3834-1:1999
Quality requirements forwelding- Fusion welding ofmetallic
materials, Part 1:Guidelines for selection anduse
9712:1992
Non-destructive testing-Qualification and certification
ofpersonnel
AS 3998-2002
Non-destructive testing-Qualification andcertification of
personnel-General engineering
9606-1:1994
Approval testing of welders-Fusion welding, Part1: Steels
9606-2:1994
Approval testing of welders-Fusion welding Part 2: Aluminiumand
aluminium alloys
9956-1:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 1: General rules forfusion welding
9956-2:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 2: Weldingprocedures
9956-3:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 3: Weldingprocedure test for the arc
weldingof steels
9956-4:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 3: Weldingprocedure test for the arc
weldingof aluminium and its alloys
13916:1996
Welding - Measurement ofpreheating temperature,
interpasstemperature and preheatmaintenance during welding
AWS D1.1: Structural welding code -1998 steel
AWS D1.3: Structural steel welding -1998 sheet steel
(Source: AS/NZS ISO 3834:1999 Part 2)
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 20
Table 3.6: Equivalent Australian and New Zealand Standards for
Aluminium Structures
ISO standards listed in clause Equivalent Australian and New
Zealandstandards for AS/NZS ISO 3834-2
3834-1:1994
Quality requirements forwelding- Fusion welding ofmetallic
materials, Part 1:Guidelines for selection anduse
AS/NZSISO 3834-1:1999
Quality requirements forwelding- Fusion welding ofmetallic
materials, Part 1:Guidelines for selection anduse
9712:1992
Non-destructive testing-Qualification and certification
ofpersonnel
AS 3998-2002
Non-destructive testing-Qualification andcertification of
personnel-General engineering
9606-1:1994
Approval testing of welders-Fusion welding, Part1: Steels
9606-2:1994
Approval testing of welders-Fusion welding Part 2: Aluminiumand
aluminium alloys
9956-1:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 1: General rules forfusion welding
9956-2:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 2: Weldingprocedures
9956-3:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 3: Weldingprocedure test for the arc
weldingof steels
9956-4:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 3: Weldingprocedure test for the arc
weldingof aluminium and its alloys
13916:1996
Welding - Measurement ofpreheating temperature,
interpasstemperature and preheatmaintenance during welding
AS 1665-1992
Welding of aluminiumstructures
(Source: AS/NZS ISO 3834:1999 Part 2)
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 21
Table 3.7: Equivalent Australian and New Zealand Standards for
Pressure Equipment
ISO standards listed in Clause Equivalent Australian and New
Zealandstandards for AS/NZS ISO 3834-2
3834-1:1994
Quality requirements forwelding- Fusion welding ofmetallic
materials, Part 1:Guidelines for selection anduse
AS/NZSISO 3834-1:1999
Quality requirements forwelding- Fusion welding ofmetallic
materials, Part 1:Guidelines for selection anduse
9712:1992
Non-destructive testing-Qualification and certification
ofpersonnel
AS 3998-2002
Non-destructive testing-Qualification andcertification of
personnel-General engineering
9606-1:1994
Approval testing of welders-Fusion welding, Part1: Steels
9606-2:1994
Approval testing of welders-Fusion welding Part 2: Aluminiumand
aluminium alloys
9956-1:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 1: General rules forfusion welding
9956-2:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 2: Weldingprocedures
9956-3:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 3: Weldingprocedure test for the arc
weldingof steels
9956-4:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 3: Weldingprocedure test for the arc
weldingof aluminium and its alloys
AS/NZS3992:1998
AS 1796-1993
Pressure equipment -Welding and brazingqualification
Certification of welders andsupervisors
13916:1996
Welding - Measurement ofpreheating temperature,
interpasstemperature and preheatmaintenance during welding
AS 4458-1997
NZS/BS5500:1997
NZS 1841:1964
NZS/BS2971:1991
Pressure equipmentmanufacture
Specification for unfiredfusion welded pressurevessels
Fusion welded pressuretanks
Specification for Class IIarc welding of carbon steelpipework
for carrying fluids
(Source: AS/NZS ISO 3834:1999 Part 2)
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 22
Table 3.8: Equivalent American Standards for Pressure
Equipment
ISO standards listed in Clause Equivalent Australian and New
Zealandstandards for AS/NZS ISO 3834-3
3834-1:1994
Quality requirements forwelding- Fusion welding ofmetallic
materials, Part 1:Guidelines for selection anduse
AS/NZS ISO3834-1:1999
Quality requirements forwelding- Fusion welding ofmetallic
materials, Part 1:Guidelines for selection anduse
9712:1992
Non-destructive testing-Qualification and certification
ofpersonnel
AS 3998-2002 Non-destructive testing-Qualification and
certificationof personnel- Generalengineering
9606-1:1994
Approval testing of welders- Fusionwelding, Part1: Steels
9606-2:1994
Approval testing of welders- Fusionwelding Part 2: Aluminium
andaluminium alloys
9956-1:1995
Specification and approval of weldingprocedures for metallic
materials Part1: General rules for fusion welding
9956-2:1995
Specification and approval of weldingprocedures for metallic
materials Part2: Welding procedures
9956-3:1995
Specification and approval of weldingprocedures for metallic
materials Part3: Welding procedure test for the arcwelding of
steels
9956-4:1995
Specification and approval of weldingprocedures for metallic
materials Part3: Welding procedure test for the arcwelding of
aluminium and its alloys
ASME BPVC IX:1998
Boiler and pressure vesselcode Section IX: Welding andbrazing
qualifications
13916:1996
Welding - Measurement ofpreheating temperature,
interpasstemperature and preheatmaintenance during welding
ASME BPVC I:1998
ASME BPVCVIII:1998
ASME ANSIB31.1: 1995
ASME ANSIB31.3: 1996
Boiler and pressure vesselcode Section I: Rules for
theconstruction of power boilers
Boiler and pressure vesselcode Section VIII: Rules for
theconstruction of pressureboilers
Power piping
Process piping
(Source: AS/NZS ISO 3834:1999 Part 2)
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 23
Table 3.9: Equivalent Australian and New Zealand Standards for
Pipelines
ISO Standards listed in Clause Equivalent Australian and New
ZealandStandards for AS/NZS ISO 3834-3
3834-1:1994
Quality requirements forwelding- Fusion welding ofmetallic
materials, Part 1:Guidelines for selection andUse
AS/NZSISO 3834-1:1999
Quality requirements forwelding- Fusion welding ofmetallic
materials, Part 1:Guidelines for selection anduse
9712:1992
Non-destructive testing-Qualification and certification
ofpersonnel
AS 3998-2002
Non-destructive testing-Qualification andcertification of
personnel-General engineering
9606-1:1994
Approval testing of welders-Fusion welding, Part1: Steels
9606-2:1994
Approval testing of welders-Fusion welding Part 2: Aluminiumand
aluminium alloys
9956-1:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 1: General rules forfusion welding
9956-2:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 2: Weldingprocedures
9956-3:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 3: Weldingprocedure test for the arc
weldingof steels
9956-4:1995
Specification and approval ofwelding procedures for
metallicmaterials Part 3: Weldingprocedure test for the arc
weldingof aluminium and its alloys
13916:1996
Welding - Measurement ofpreheating temperature,
interpasstemperature and preheatmaintenance during welding
AS 2885.2-1995
AS 1697-1981
AS 1958-1981
Pipelines- Gas and liquidpetroleum
Gas transmission anddistribution systems
Gas and liquid petroleumsubmarine pipelines
(Source: AS/NZS ISO 3834:1999 Part 2)
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 24
3.3.3 AS/NZS ISO 3834.3:1999 Quality requirements for welding -
Fusion welding ofmetallic materials - Standards quality
requirements
This standard is identical with and has been reproduced from ISO
3834-3:1994.
The requirements contained within this part may be adopted in
full or may be selectivelydeleted by the manufacturer if not
applicable to the construction concerned. They provide aflexible
framework for the control of welding in the following cases.
Case 1To provide specific requirements for fusion welding in
contracts which require themanufacturer to have a quality system
other than ISO 9001 or ISO 9002.
Case 2To provide specific requirements for fusion welding as
guidance to a manufacturerdeveloping a quality system.
Case 3To provide specific requirements for references in
application standards which uses fusionwelding as part of its
requirements or in a contract between relevant parties. It may
howeverbe more appropriate for AS/NZS ISO 3834-4 to be used in such
cases.
-
WTIA TECHNICAL NOTE 24 CHAPTER 3 Page 25
3.3.4 AS/NZS ISO 3834.4:1999 Quality requirements for welding -
Fusion welding ofmetallic materials - Elementary quality
requirements
This standard is identical with and has been reproduced from ISO
3834-4:1994.
The requirements contained within this part of ISO 3834 may be
adopted in full or may beselectively deleted by the manufacturer if
not applicable to the construction concerned. Theyprovide a
flexible framework for the control of welding in the following
cases.
Case 1To provide specific requirements for fusion welding in
contracts which require themanufacturer to have a quality system
other than ISO 9001 or ISO 9002 and where thedocumented welding
control has a minor importance to the overall integrity of the
finalconstruction.
Case 2To provide specific requirements for fusion welding as
guidance to a manufacturerdeveloping a quality system.
Case 3To provide specific requirements for references in
application standards which uses fusionwelding as part of its
requirements or in a contract between relevant parties.