Embed Size (px)
Citation preview

Quality Planning and Control
1
Dokuz Eylül Üniversitesi – Endüstri Mühendisliği Anabilim Dalı
Prof. Dr. Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
Professor Mehmet ÇAKMAKÇI
2
Süreç ve Ölçüm Sistemi Yeterlilik Analizi I
(Process and Measurement System Capability Analysis)
END 3618 KALİTE PLANLAMA VE KONTROL
3 Nisan 2018

3
Professor Mehmet ÇAKMAKÇI
Süreç ve Ölçüm Sistemi Yeterlilik Analizi
2 Süreç Yeterlilik Analizi
2.1 Makine Yeterlilik Analizi (min. prosesten alınan 50 veri)
2.2 Süreç Yeterlilik Analizi (min. prosesten alınan 125 veri)
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage (R&R) Analysis
4
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
Süreç:
En basit anlamıyla süreç, girdilerin çıktılara dönüştüğü faaliyet yada birbiriyle ilişkili ve etkileşimli faaliyetler
bütünüdür.
Süreç Yeterlilik Analizi İle İlgili Kavramlar
i. Olay j. Olay
Üretimde Süreç:
Beş temel objektif üretim kaynağının zamana bağlı olarak, müşterinin beklentisi olan nihai ürüne (mal
veya hizmet) dönüştürüldüğü birbiriyle ilişkili ve etkileşimli faaliyetler bütünüdür.
Beş (5) Temel Objektif Üretim Kaynağı (Kısıt):
Hammadde, Yarı mamul
İş Gücü
Makine, Techizat
Enerji
Sermaye
Bir (1) Temel Subjektif Üretim Kaynağı (Kısıt):
Zaman
5
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
Proses Yeterlilik Analizi
Bir süreç yeterlilik analizi, süreç yeterliliğini veya performansını doğrulamak ve süreci kontrol etmek için ek
girdiler elde etmek amacıyla yeni veya değiştirilmiş bir üretim prosesi (montaj dahil) için gerçekleştirilir.
Uzun süreli bir çalışmadır.
Yeterlilik ve Performans Endeksleri
Yeterliliği değerlendirmek için kantitatif ölçümler arasında makine ve süreç yeterliliği veya süreç performans
endeksleri kullanılır. Bunlar belirtilen minimum değerlere ulaşmalı veya aşmalıdır
Makine Yeterlilik Analizi
Makine yeterlilik çalışması, üretim sürecine makineye özgü etkileri keşfetmenin tek amacı olan kısa süreli bir
çalışmadır
Süreç Yeterlilik Analizi İle İlgili Kavramlar
Süreç İyileştirme:
Üretimdeki değişkenliğin minimuma indirilmesi için yapılan tüm faaliyetlerdir
Kararlı Süreç (Stabil Proses)
Kararlı (istatistiksel kontrolde) bir süreç sadece rastgele etkilere tabidir. Özellikle, ürün karakteristiğinin yeri
ve varyasyonu zamanla sabittir

6
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
Süreç Yeterlilik Analizi İle İlgili Kavramlar
Proses (Süreç) Yeterliliği:
Proses yeterliliği, spesifikasyonlara (müşteri spekleri, şartname, yönetmelik veya standartla) göre
bir sürecin değişkenliğinin istatistiksel olarak ölçülebilir bir özelliğidir.
Amacın Belirlenmesi
Problemin Tanımlanması
Çözüm Modeli
Kalite Karakteristiğinin Belirlenmesi
Ölçme Sistemi Belirleme ve Yeterlilik Testi (Gage R&R Study)
Verilerin Toplanması
Verilerin Sınıflandırılması (Frekans Dağılımı Analizi - Check Sheet)
İstatistiksel Kontrol Teknikleri
Stabilite Testi
Süreç Yeterlilik Analizi
Sonuçların Değerlendirilmesi
Proses (Süreç) Yeterlilik Analizi Akış Diyagramı
Karar Verme
7
Professor Mehmet ÇAKMAKÇI
Süreç ve Ölçüm Sistemi Yeterlilik Analizi
END 3618 KALİTE PLANLAMA VE KONTROL
Süreç Yeterlilik Verilerinin Kullanımı
1 Sürecin, toleranslar içinde ne kadar kalıp kalmayacağını tahmin etmek
2 Bir süreci seçerken veya değiştirirken ürün geliştiricilerine / tasarımcılarına yardım etmek
3 Süreci gözlemlemek için örnekleme arasında bir aralık oluşturulmasına yardımcı olmak
4 Yeni ekipman için performans gereksinimlerini belirlemek
5 Rakip tedarikçiler ile tedarik zinciri yönetiminin diğer yönleri arasında seçim yapmak
6 Süreçlerin toleranslar üzerinde etkileşimli bir etkisi olduğunda üretim süreçleri dizisinin planlanması
7 Üretim sürecinde değişkenliği azaltmak
8
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
Üretimde süreç yeterlilik verilerini elde etmeye başlamadan önce Süreç Yeterlilik Analizi akış diyagramında ifade
edildiği gibi belirlenmiş kalite karakteristiğine ait verilerin (Gözlem Değerleri) sağlıklı bir şekilde elde edilmesine
ihtiyaç vardır. Bu gözlem değerlerinin, İstatistik Proses Kontrol teknikleri kullanılarak sağlıklı bir şekilde analizi
yapılabilmesi için de güvenilir veriler olması gerekir. Bunu sağlamak için de bu gözlem değerlerinin elde edilmesinde
kullanılan ölçüm sistemlerini (Ölçme Sistem: Ölçmeyi yapan operatör, Ölçme cihazı ve teçhizat, Ölçüm ortamı,
Standart ve yönetmelikler) de güvenilir olmalıdır. Ölçüm sisteminden (Ölçüm Sistemi Değişkenliği) kaynaklanabilecek
ve proses iyileştirme sürecini olumsuz etkileyebilecek ölçüm sistemi değişkenliği azaltılması arzu edilen bir durumdur.
Toplam Değişkenlik = Süreç Değişkenliği + Ölçüm Değişkenliği
Üretimde, sürecin değişkenliğini belirleyebilmek için öncelikle ölçüm sisteminden kaynaklanan değişkenlik analiz
edilmelidir.
9
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
Ölçüm Sistemi Yeterlilik Analizi, ölçüm sistemi içindeki hatayı inceler. Ölçüm sistemi hatasını aşağıdaki
gibi sınıflandırabiliriz:
Güvenilirlik (Accuracy) : Ölçü ile ölçülen parçanın gerçek değeri arasındaki farkı tanımlar.
1- Doğruluk (Bias:Yanlılık/Yanılma): Bir parçanın gerçek değeri ile gözlemlenen değeri arasındaki farkın bir
ölçüsüdür. “Doğru” değeri bilinmiyorsa, mevcut en hassas ölçüm
ekipmanıyla birkaç ölçümün ortalaması alınarak hesaplanabilir.
2- Doğrusallık (Linearity): : Gözlemlenen ölçüm sisteminin ölçme aralıklarında doğruluğundaki fark
Hassasiyet (Precsion) : Aynı parçayı aynı cihazla tekrar tekrar ölçtüğünüzde gördüğünüz varyasyonları açıklar.
Aşağıdaki iki tür değişkenliği (varyasyon) içerir:
1- Tekrar edielebilirlik (Repeatability): Ölçüm cihazından kaynaklanan değişkenlik. Aynı operatör aynı cihazla
aynı parçayı tekrar tekrar ölçtüğünde gözlemlenen değişimdir (Dağılımın Değişkenliği).
2- Tekrar Üretilebilirlik (Reproducibility): Operatörler nedeniyle değişkenlik ve operatör ile parça arasındaki
etkileşim. Farklı operatörler aynı cihazı kullanarak aynı parçaları ölçtüğünde ölçümler arasındaki
(Dağılımın Değişkenliği) değişkenliktir
Kararlılık (Stability): Sistemin doğruluğunun ve kesinliğinin zaman içinde nasıl performans gösterdiğinin bir
ölçüsüdür (5M’den kaynaklanabilir).
(Tekrar edilebilirlik ve Tekrar Üretilebilirlik)
10
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
Yanlılık (Bias-Sapma): Gözlemlenen ölçüm değeri ile referans ölçüm değeri arasındaki fark
xy
222
GaugePTotal
222
SistemiÖlçümParçaToplam
Gözlemlenen ölçüm değeri = Gerçek ölçüm değeri + Ölçüm hatası
𝑥 ve 𝜀 normal dağılan bağımsız rastgele değişkenler. Ortalamaları ve varyansları sırasıyla;
0ve ve 2
Gauge2
P Toplam varyansın bu iki bileşeni, kontrol kartları ve diğer
istatistiksel yöntemlerle belirlenir
11
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
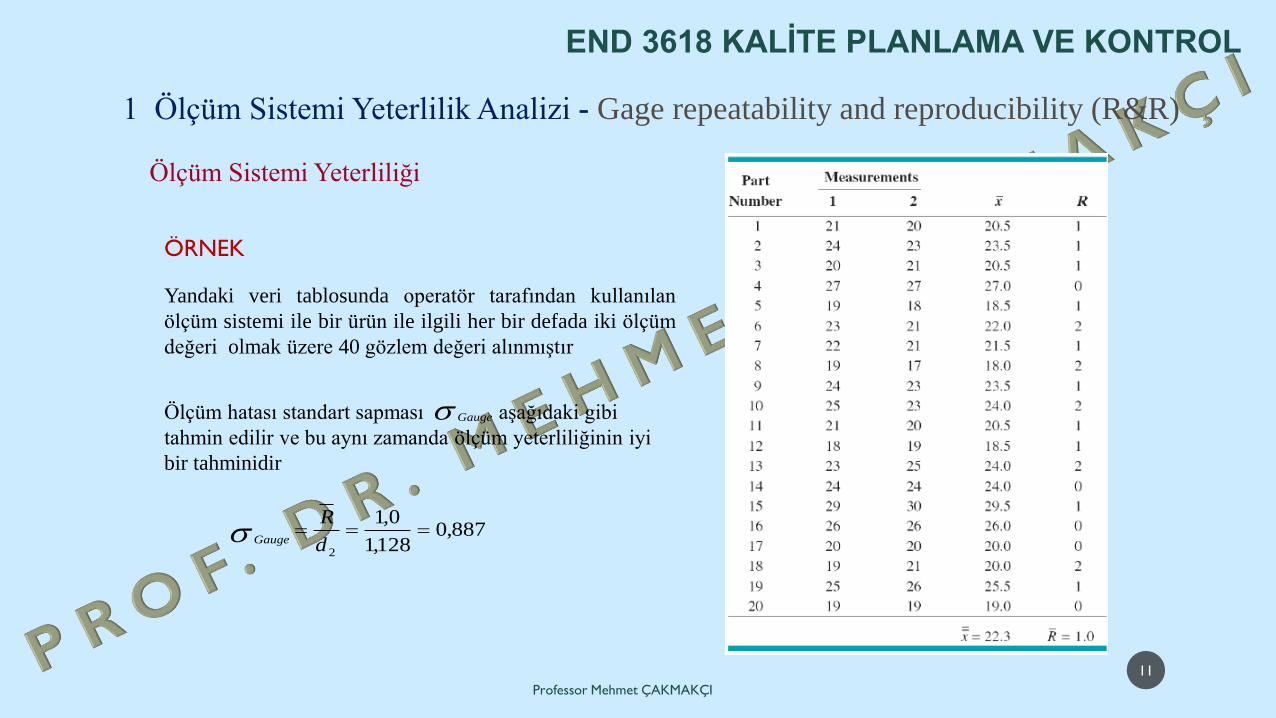
ÖRNEK
Ölçüm Sistemi Yeterliliği
Yandaki veri tablosunda operatör tarafından kullanılan
ölçüm sistemi ile bir ürün ile ilgili her bir defada iki ölçüm
değeri olmak üzere 40 gözlem değeri alınmıştır
887,0128,1
0,1
2
d
RGauge
GaugeÖlçüm hatası standart sapması aşağıdaki gibi
tahmin edilir ve bu aynı zamanda ölçüm yeterliliğinin iyi
bir tahminidir
12
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
ÖRNEK
Ölçüm Sistemi Yeterliliği
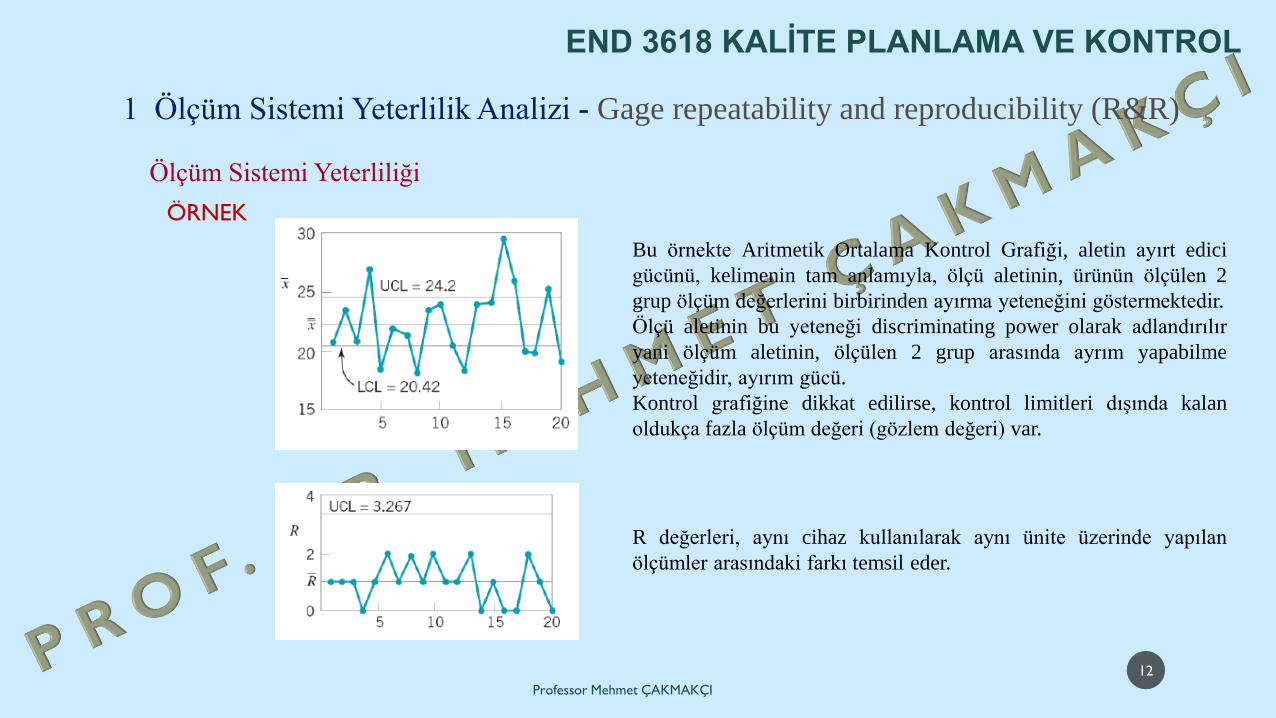
Bu örnekte Aritmetik Ortalama Kontrol Grafiği, aletin ayırt edici
gücünü, kelimenin tam anlamıyla, ölçü aletinin, ürünün ölçülen 2
grup ölçüm değerlerini birbirinden ayırma yeteneğini göstermektedir.
Ölçü aletinin bu yeteneği discriminating power olarak adlandırılır
yani ölçüm aletinin, ölçülen 2 grup arasında ayrım yapabilme
yeteneğidir, ayırım gücü.
Kontrol grafiğine dikkat edilirse, kontrol limitleri dışında kalan
oldukça fazla ölçüm değeri (gözlem değeri) var.
R değerleri, aynı cihaz kullanılarak aynı ünite üzerinde yapılan
ölçümler arasındaki farkı temsil eder.
13
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
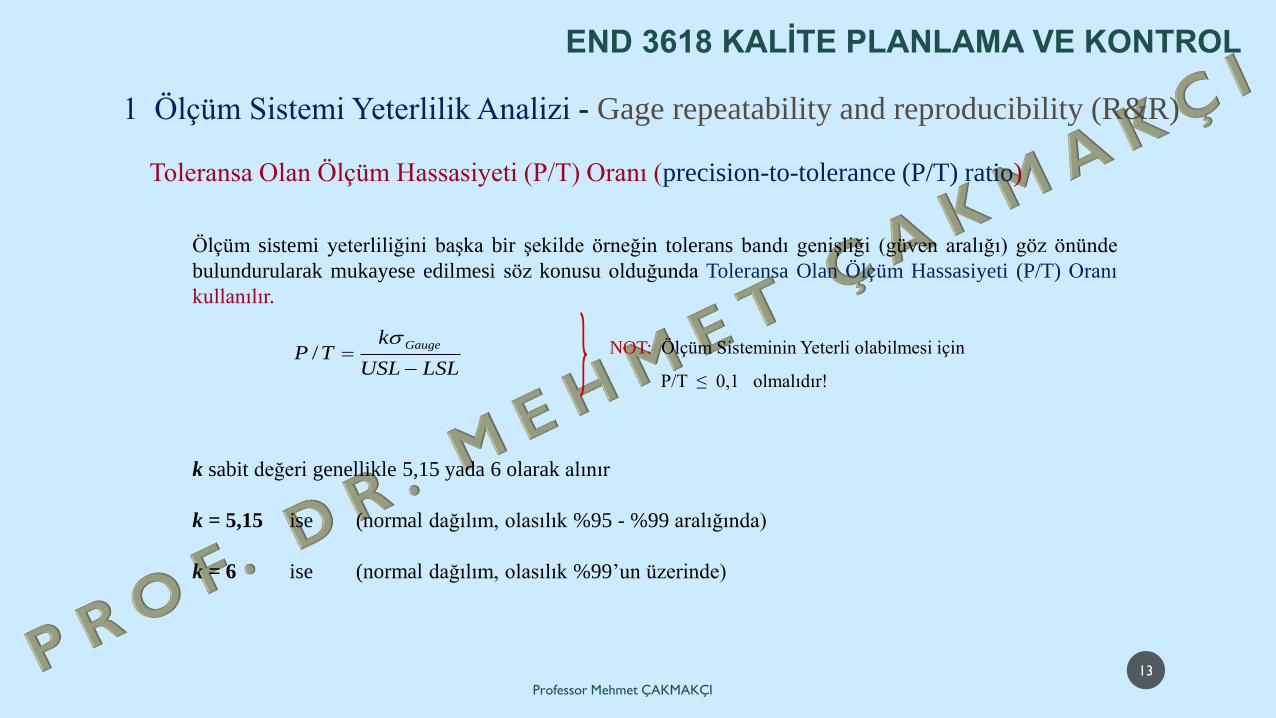
NOT: Ölçüm Sisteminin Yeterli olabilmesi için
P/T ≤ 0,1 olmalıdır!
Toleransa Olan Ölçüm Hassasiyeti (P/T) Oranı (precision-to-tolerance (P/T) ratio)
LSLUSL
kTP
Gauge
/
Ölçüm sistemi yeterliliğini başka bir şekilde örneğin tolerans bandı genişliği (güven aralığı) göz önünde
bulundurularak mukayese edilmesi söz konusu olduğunda Toleransa Olan Ölçüm Hassasiyeti (P/T) Oranı
kullanılır.
k sabit değeri genellikle 5,15 yada 6 olarak alınır
k = 5,15 ise (normal dağılım, olasılık %95 - %99 aralığında)
k = 6 ise (normal dağılım, olasılık %99’un üzerinde)
14
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
Toleransa Olan Ölçüm Hassasiyeti (P/T) Oranı (precision-to-tolerance (P/T) ratio)
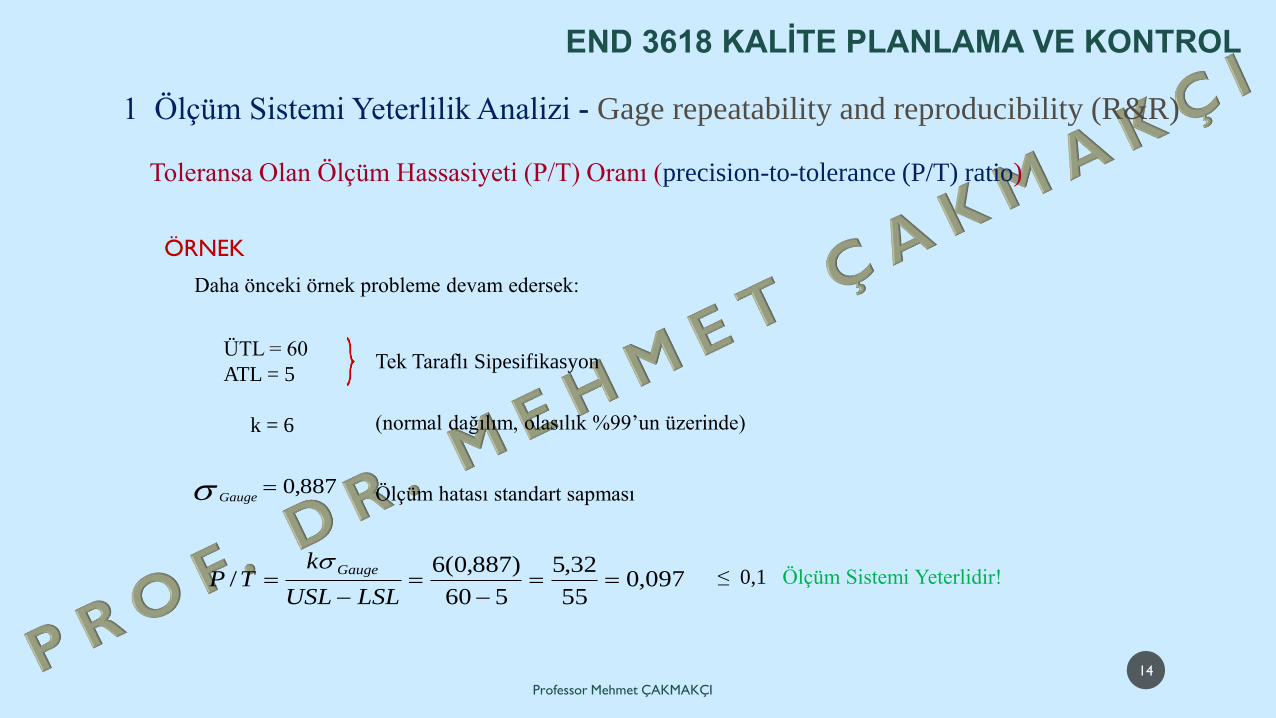
ÖRNEK
Daha önceki örnek probleme devam edersek:
ÜTL = 60
ATL = 5
k = 6
Tek Taraflı Sipesifikasyon
(normal dağılım, olasılık %99’un üzerinde)
887,0 Gauge Ölçüm hatası standart sapması
097,055
32,5
560
)887,0(6/
LSLUSL
kTP
Gauge≤ 0,1 Ölçüm Sistemi Yeterlidir!
15
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
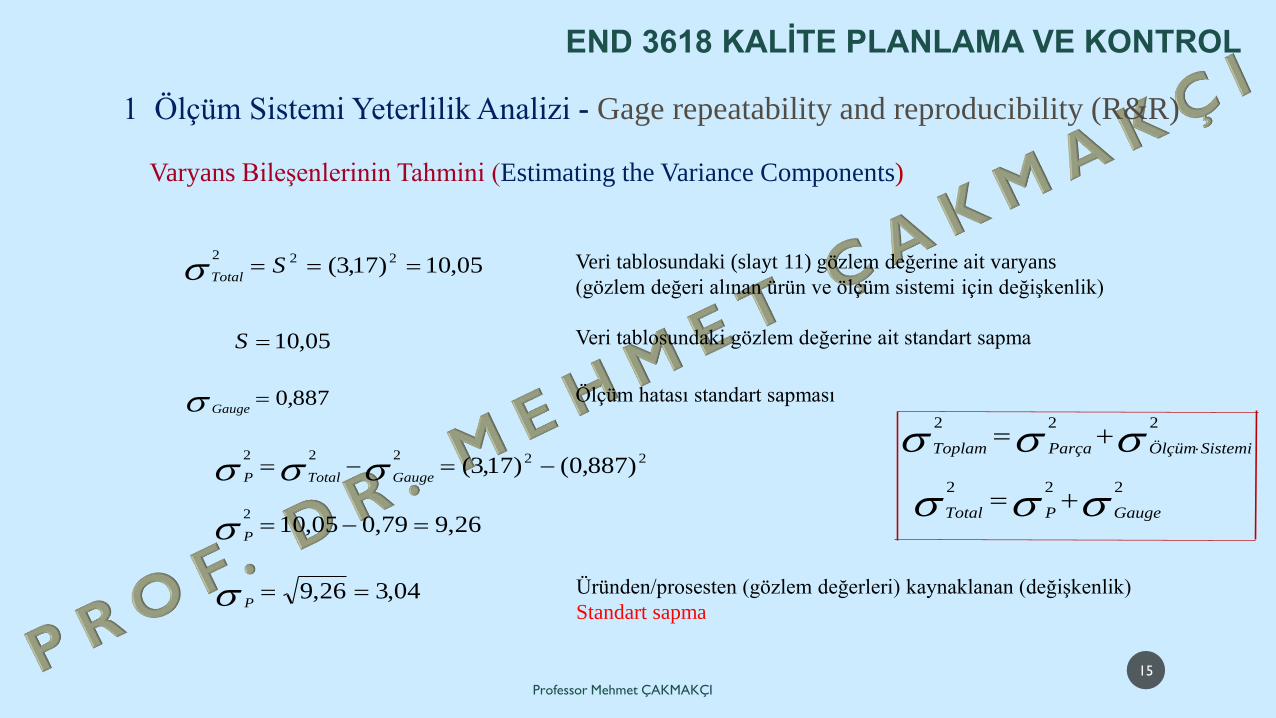
Varyans Bileşenlerinin Tahmini (Estimating the Variance Components)
Veri tablosundaki (slayt 11) gözlem değerine ait varyans
(gözlem değeri alınan ürün ve ölçüm sistemi için değişkenlik)
222
SistemiÖlçümParçaToplam
05,10)17,3( 222 S
Total
222
GaugePTotal
05,10S Veri tablosundaki gözlem değerine ait standart sapma
887,0 GaugeÖlçüm hatası standart sapması
22222)887,0()17,3( GaugeTotalP
26,979,005,102
P
04,326,9 PÜründen/prosesten (gözlem değerleri) kaynaklanan (değişkenlik)
Standart sapma

16
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
Süreç (Parça) Değişkenliğinin Toplam Değişkenliğe Oranı
(Ratio of Process ‘part’ Variability to Total Variability)
2
2
Total
PP
2
2
Total
Gauge
M
MP 1
0786,005,10
79,02
2
Total
Gauge
M
Proses (Parça - Gözlem değerleri) Değişkenliğinin Toplam Değişkenliğe Oranı
Ölçme Sistemi Değişkenliğinin Toplam Değişkenliğe Oranı
Bu değerin anlamı: Ölçüm Aletinden yada Sisteminden kaynaklanan Varyasyon
Toplam Varyasyonun % 7,86’sını oluşturmaktadır
17
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
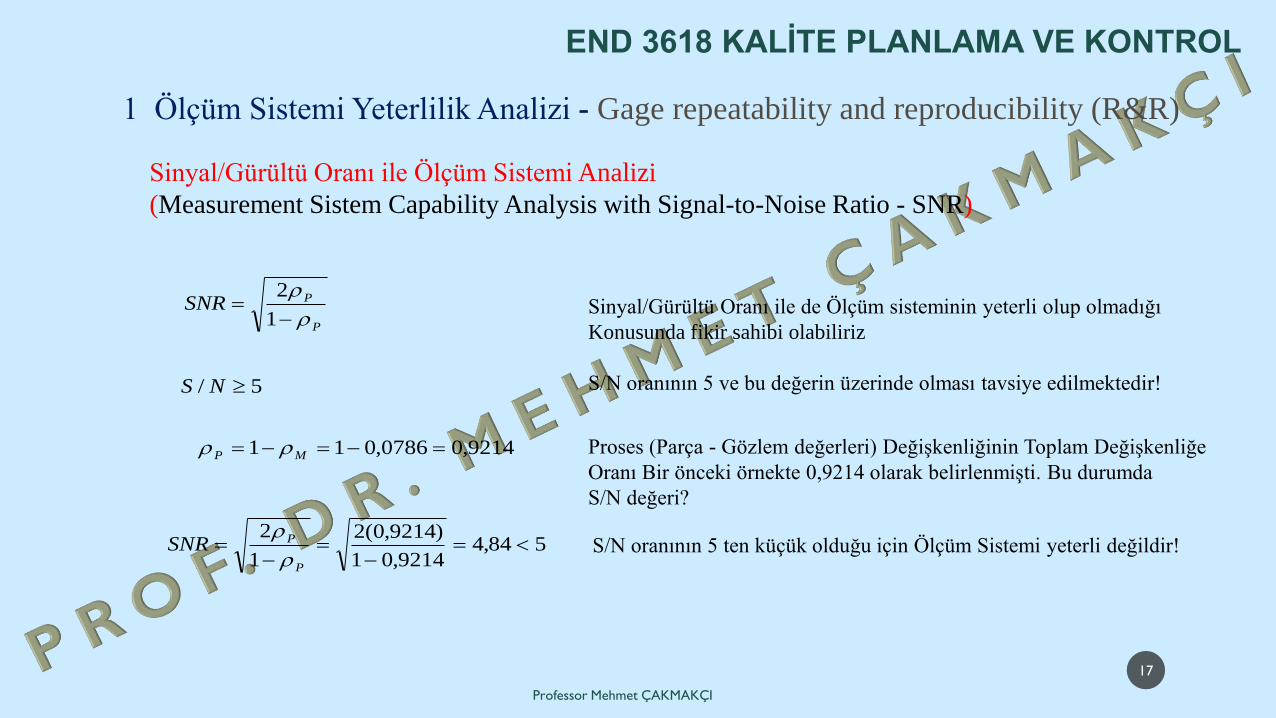
Sinyal/Gürültü Oranı ile Ölçüm Sistemi Analizi
(Measurement Sistem Capability Analysis with Signal-to-Noise Ratio - SNR)
P
PSNR
1
2
9214,00786,011 MP
Sinyal/Gürültü Oranı ile de Ölçüm sisteminin yeterli olup olmadığı
Konusunda fikir sahibi olabiliriz
S/N oranının 5 ve bu değerin üzerinde olması tavsiye edilmektedir!5/ NS
Proses (Parça - Gözlem değerleri) Değişkenliğinin Toplam Değişkenliğe
Oranı Bir önceki örnekte 0,9214 olarak belirlenmişti. Bu durumda
S/N değeri?
584,49214,01
)9214,0(2
1
2
P
PSNR
S/N oranının 5 ten küçük olduğu için Ölçüm Sistemi yeterli değildir!
18
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
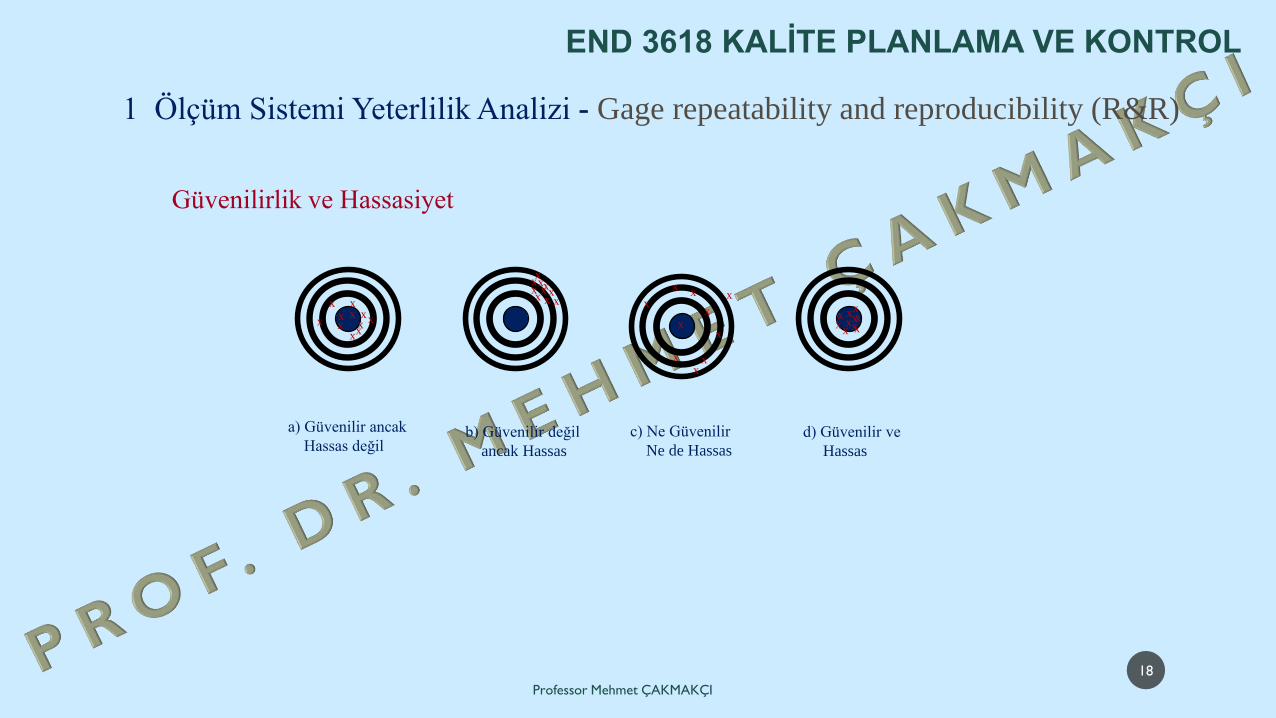
Güvenilirlik ve Hassasiyet
xxx
x
x
xx
x
x
xxx
xxx x
x
x
xx
x
x
x
x
x
x x
x
xx
x xxxxx
xxx
xx
d) Güvenilir ve
Hassas
b) Güvenilir değil
ancak Hassas
a) Güvenilir ancak
Hassas değilc) Ne Güvenilir
Ne de Hassas
19
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
2
Re
2
Re
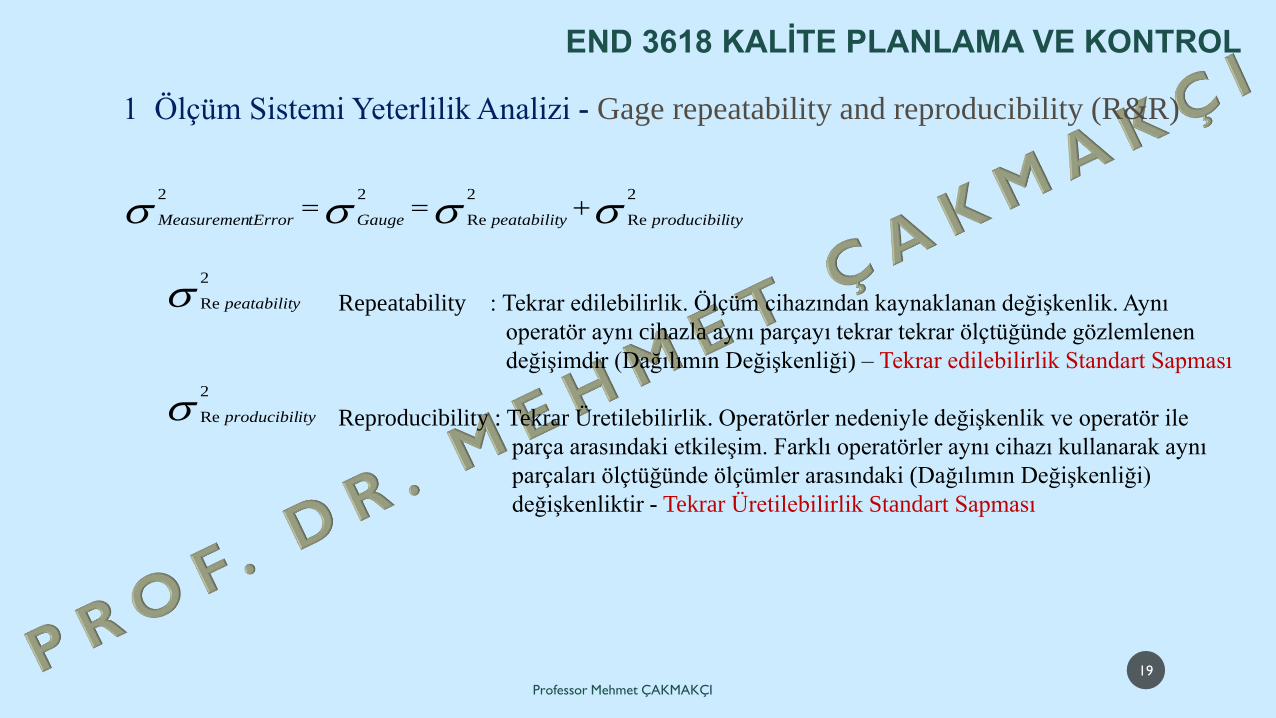
22
ityproducibilypeatabilitGaugetErrorMeasuremen
Repeatability : Tekrar edilebilirlik. Ölçüm cihazından kaynaklanan değişkenlik. Aynı
operatör aynı cihazla aynı parçayı tekrar tekrar ölçtüğünde gözlemlenen
değişimdir (Dağılımın Değişkenliği) – Tekrar edilebilirlik Standart Sapması
Reproducibility : Tekrar Üretilebilirlik. Operatörler nedeniyle değişkenlik ve operatör ile
parça arasındaki etkileşim. Farklı operatörler aynı cihazı kullanarak aynı
parçaları ölçtüğünde ölçümler arasındaki (Dağılımın Değişkenliği)
değişkenliktir - Tekrar Üretilebilirlik Standart Sapması
2
Re ypeatabilit
2
Re ityproducibil
20
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
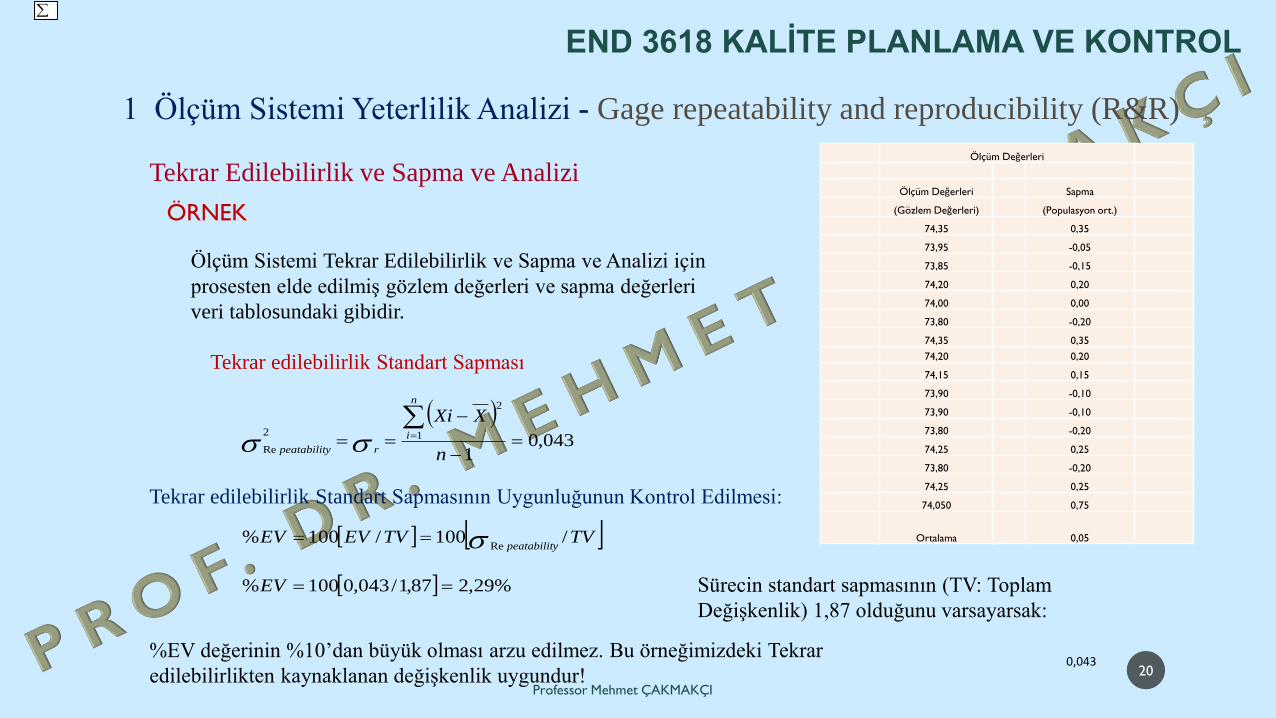
Tekrar Edilebilirlik ve Sapma ve Analizi
ÖRNEK
Ölçüm Sistemi Tekrar Edilebilirlik ve Sapma ve Analizi için
prosesten elde edilmiş gözlem değerleri ve sapma değerleri
veri tablosundaki gibidir.
043,0
1
1
2
2
Re
n
XXin
i
rypeatabilit
Tekrar edilebilirlik Standart Sapması
Tekrar edilebilirlik Standart Sapmasının Uygunluğunun Kontrol Edilmesi:
Ölçüm Değerleri
Ölçüm Değerleri Sapma
(Gözlem Değerleri) (Populasyon ort.)
74,35 0,35
73,95 -0,05
73,85 -0,15
74,20 0,20
74,00 0,00
73,80 -0,20
74,35 0,35
74,20 0,20
74,15 0,15
73,90 -0,10
73,90 -0,10
73,80 -0,20
74,25 0,25
73,80 -0,20
74,25 0,25
74,050 0,75
Ortalama 0,05
0,043
TVTVEVEVypeatabilit/100/100%
Re
%29,287,1/043,0100% EV Sürecin standart sapmasının (TV: Toplam
Değişkenlik) 1,87 olduğunu varsayarsak:
%EV değerinin %10’dan büyük olması arzu edilmez. Bu örneğimizdeki Tekrar
edilebilirlikten kaynaklanan değişkenlik uygundur!
21
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
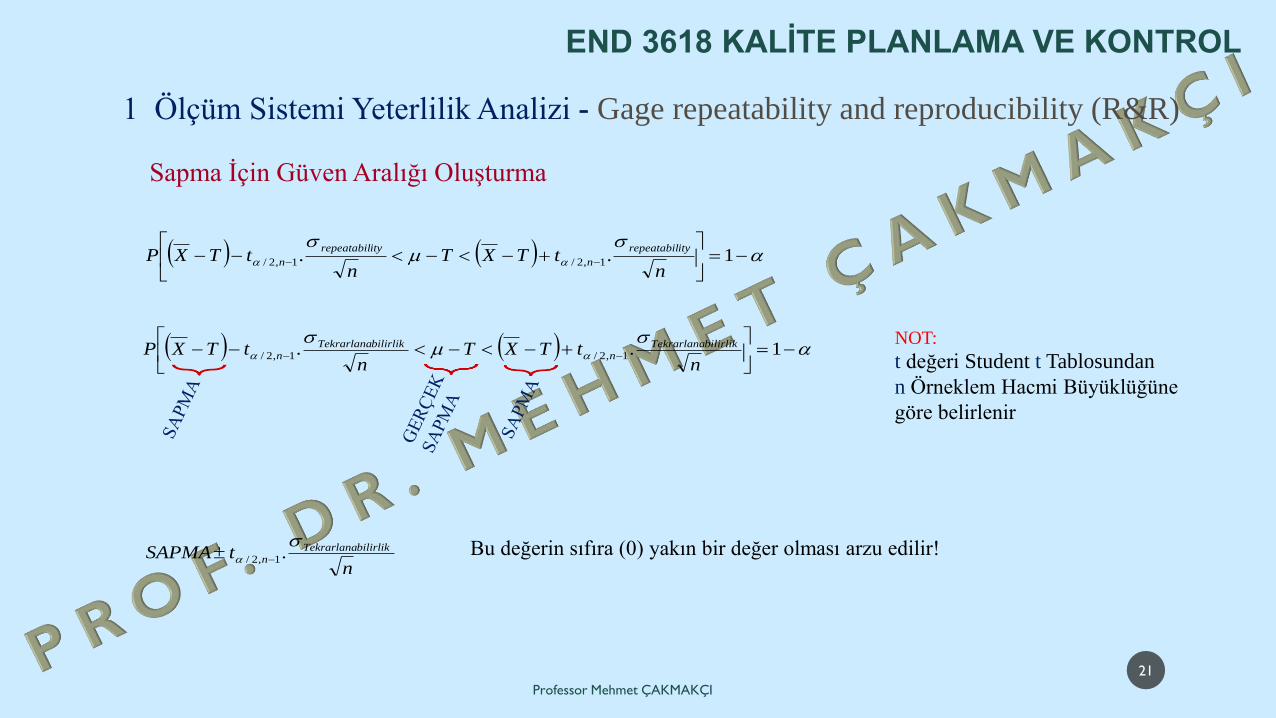
Sapma İçin Güven Aralığı Oluşturma
1.. 1,2/1,2/
ntTXT
ntTXP
ityrepeatabil
n
ityrepeatabil
n
1.. 1,2/1,2/
ntTXT
ntTXP bilirlikTekrarlana
nbilirlikTekrarlana
n
ntSAPMA bilirlikTekrarlana
n
.1,2/
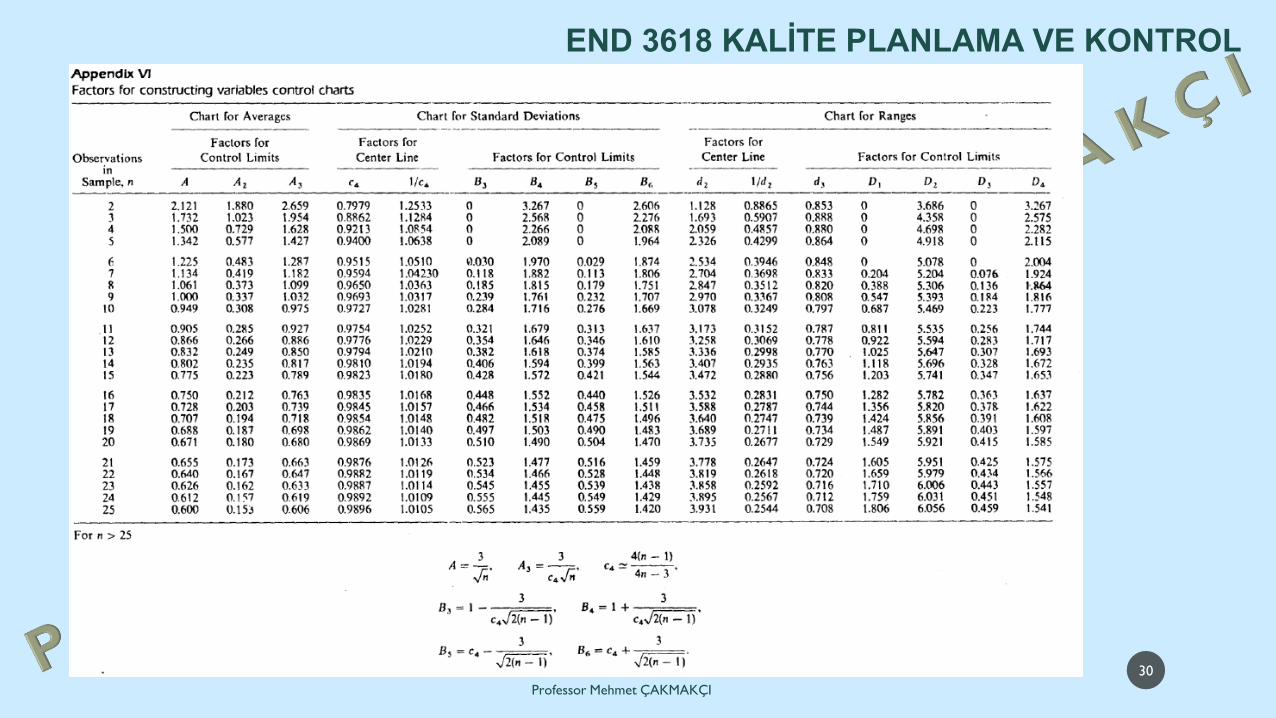
t değeri Student t Tablosundan
n Örneklem Hacmi Büyüklüğüne
göre belirlenir
NOT:
Bu değerin sıfıra (0) yakın bir değer olması arzu edilir!
22
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (R&R)
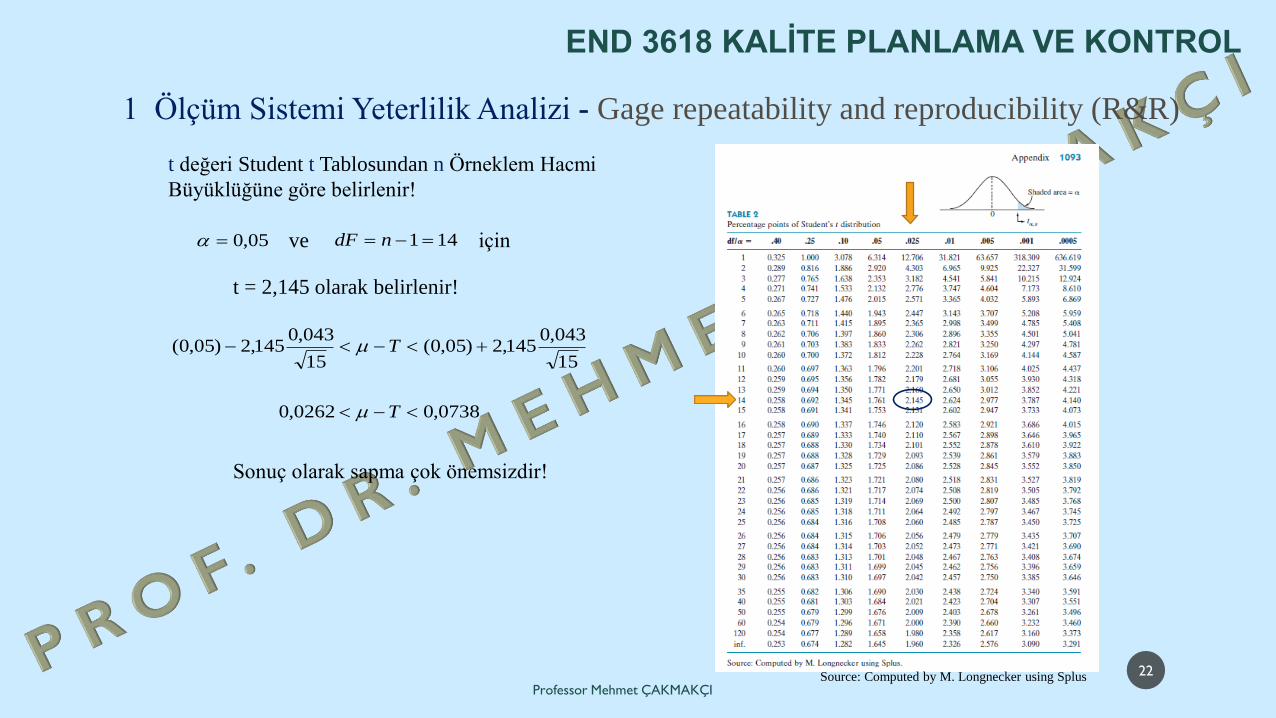
t değeri Student t Tablosundan n Örneklem Hacmi
Büyüklüğüne göre belirlenir!
05,0 141 ndF içinve
t = 2,145 olarak belirlenir!
15
043,0145,2)05,0(
15
043,0145,2)05,0( T
0738,00262,0 T
Sonuç olarak sapma çok önemsizdir!
Source: Computed by M. Longnecker using Splus
23
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (Gage R&R)
2222
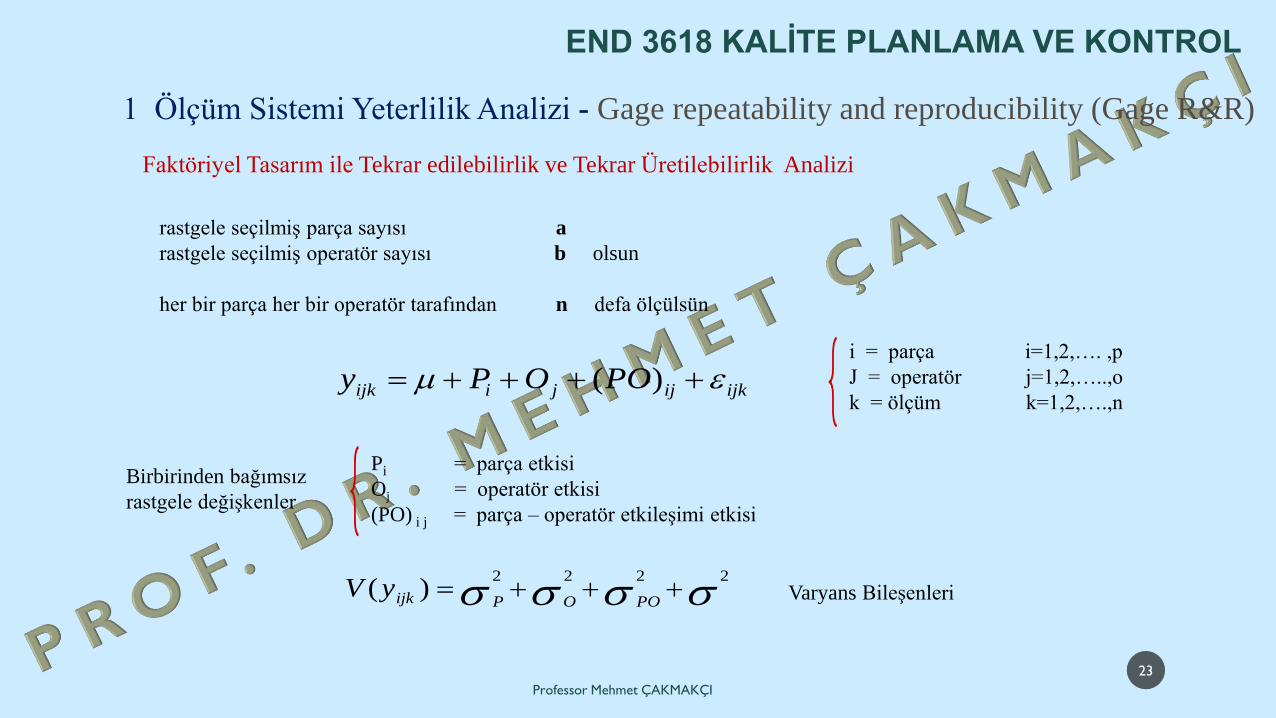
)( POOPijkyV
Faktöriyel Tasarım ile Tekrar edilebilirlik ve Tekrar Üretilebilirlik Analizi
rastgele seçilmiş parça sayısı a
rastgele seçilmiş operatör sayısı b olsun
her bir parça her bir operatör tarafından n defa ölçülsün
i = parça i=1,2,…. ,p
J = operatör j=1,2,…..,o
k = ölçüm k=1,2,….,n
Birbirinden bağımsız
rastgele değişkenler
Pi = parça etkisi
Oj = operatör etkisi
(PO) i j = parça – operatör etkileşimi etkisi
Varyans Bileşenleri
ijkijjiijk POOPy )(
24Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (Gage R&R)
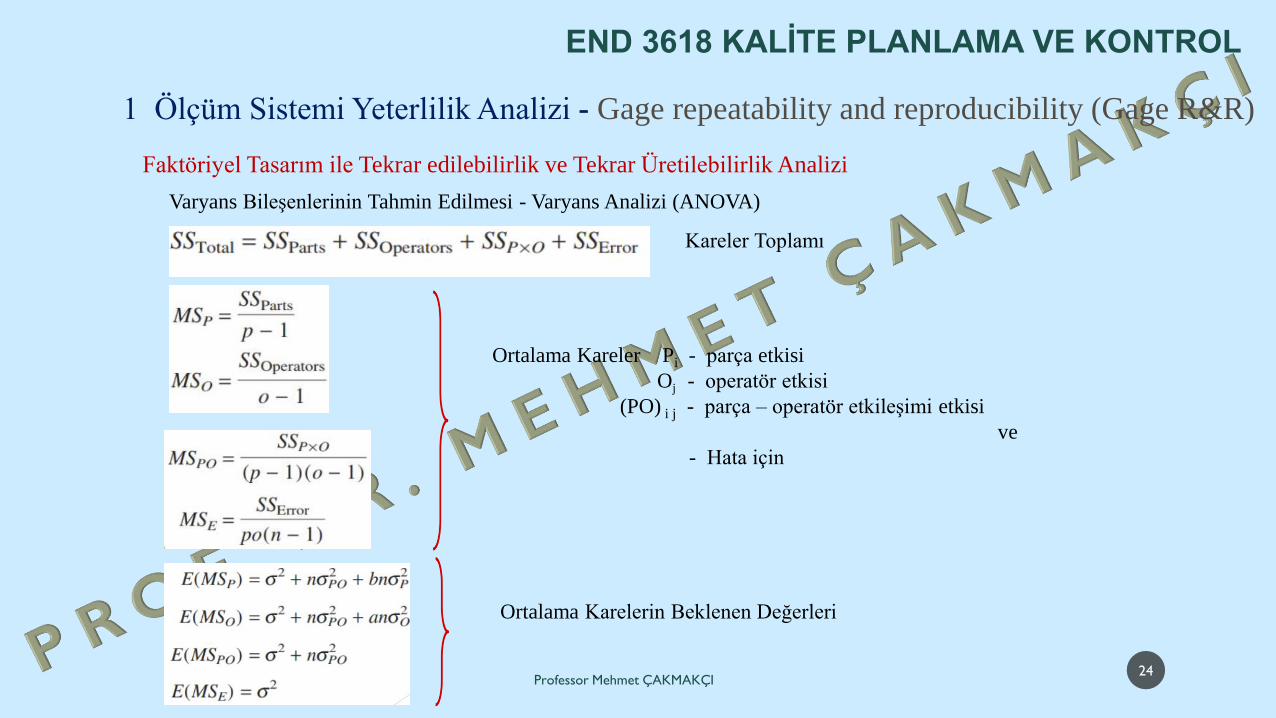
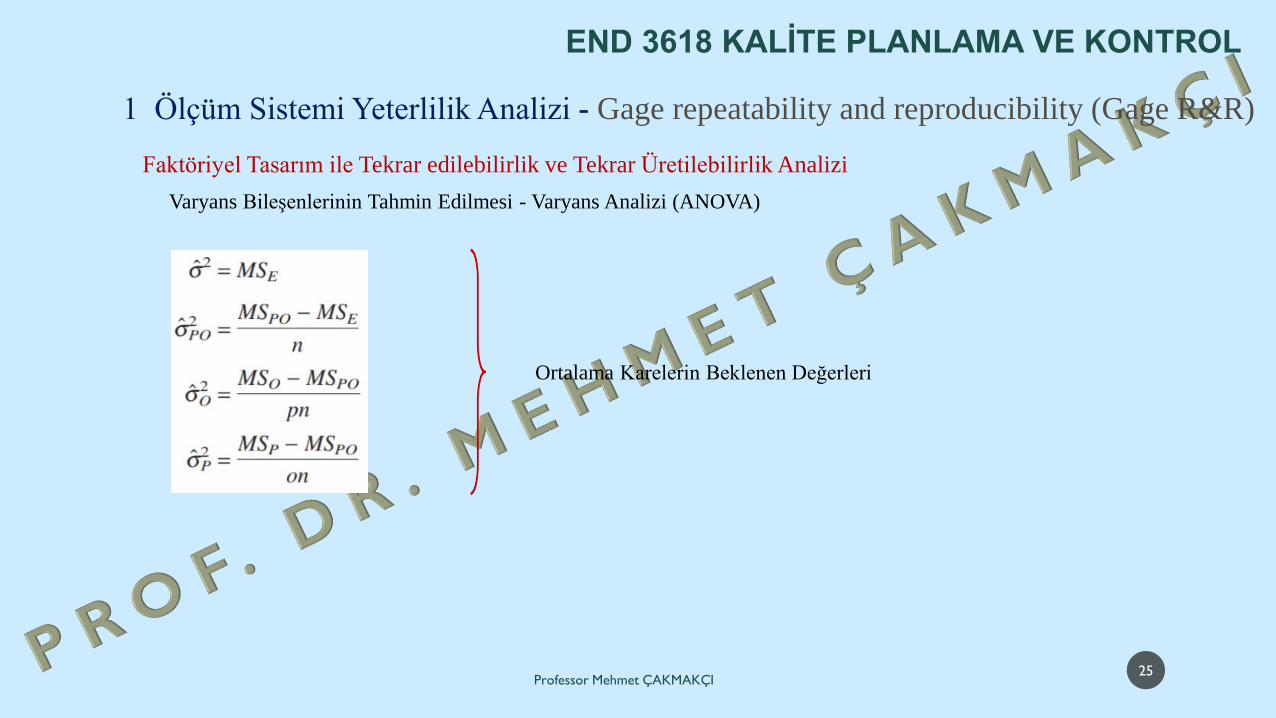
Faktöriyel Tasarım ile Tekrar edilebilirlik ve Tekrar Üretilebilirlik Analizi
Varyans Bileşenlerinin Tahmin Edilmesi - Varyans Analizi (ANOVA)
Ortalama Kareler Pi - parça etkisi
Oj - operatör etkisi
(PO) i j - parça – operatör etkileşimi etkisi
ve
- Hata için
Kareler Toplamı
Ortalama Karelerin Beklenen Değerleri
25Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (Gage R&R)
Faktöriyel Tasarım ile Tekrar edilebilirlik ve Tekrar Üretilebilirlik Analizi
Varyans Bileşenlerinin Tahmin Edilmesi - Varyans Analizi (ANOVA)
Ortalama Karelerin Beklenen Değerleri
26
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (Gage R&R)
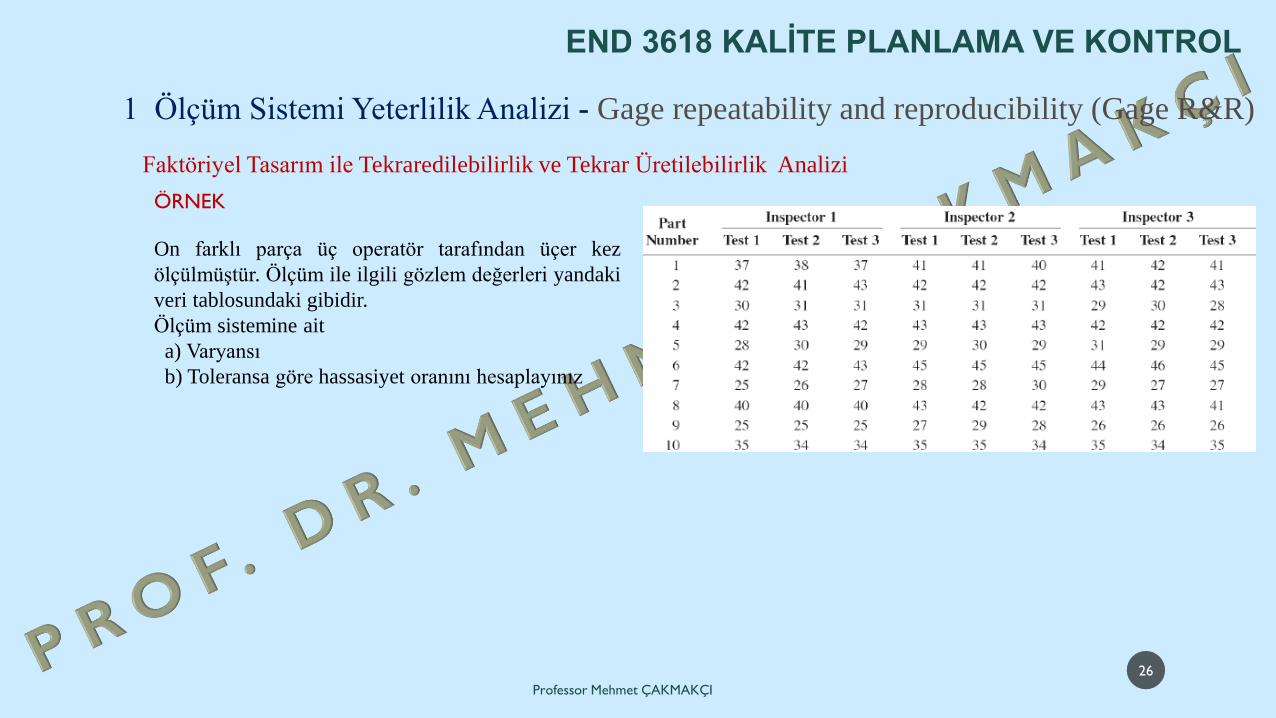
Faktöriyel Tasarım ile Tekraredilebilirlik ve Tekrar Üretilebilirlik Analizi
ÖRNEK
On farklı parça üç operatör tarafından üçer kez
ölçülmüştür. Ölçüm ile ilgili gözlem değerleri yandaki
veri tablosundaki gibidir.
Ölçüm sistemine ait
a) Varyansı
b) Toleransa göre hassasiyet oranını hesaplayınız
27
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (Gage R&R)
Faktöriyel Tasarım ile Tekrar ediebilirlik ve Tekrar Üretilebilirlik Analizi
ÖRNEK
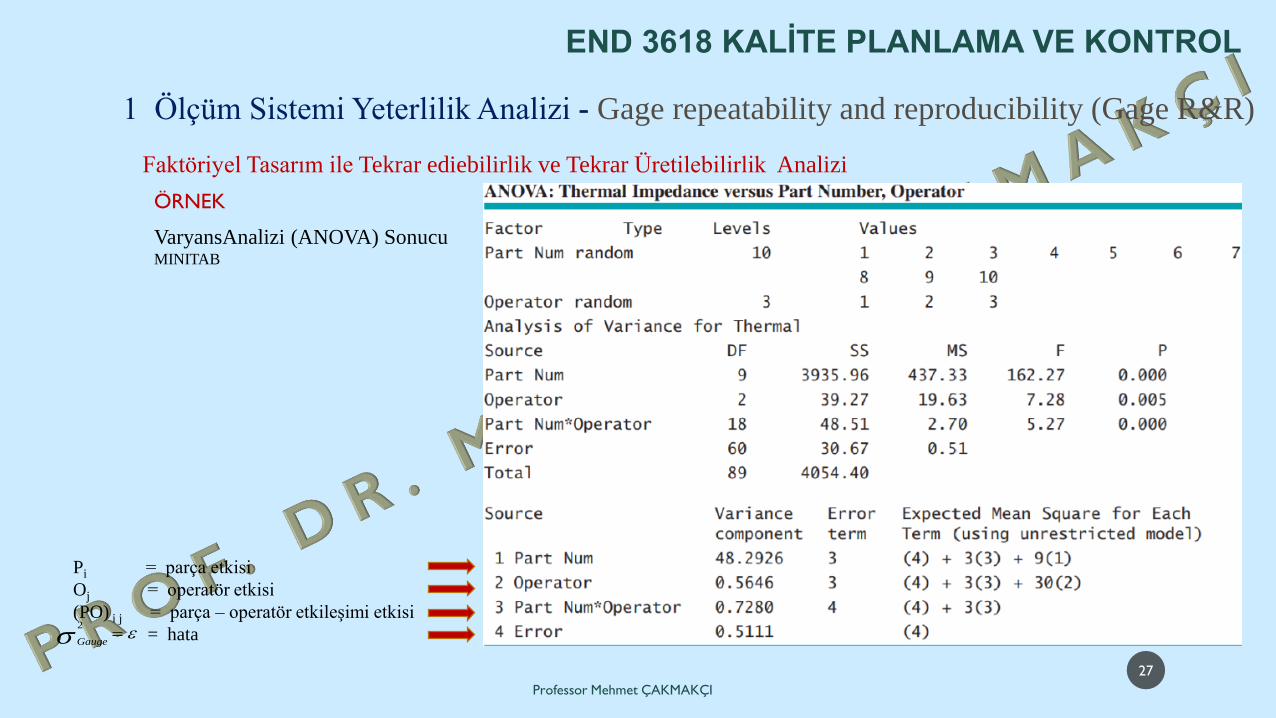
VaryansAnalizi (ANOVA) Sonucu MINITAB
Pi = parça etkisi
Oj = operatör etkisi
(PO) i j = parça – operatör etkileşimi etkisi
= hata 2
Gauge
28
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (Gage R&R)
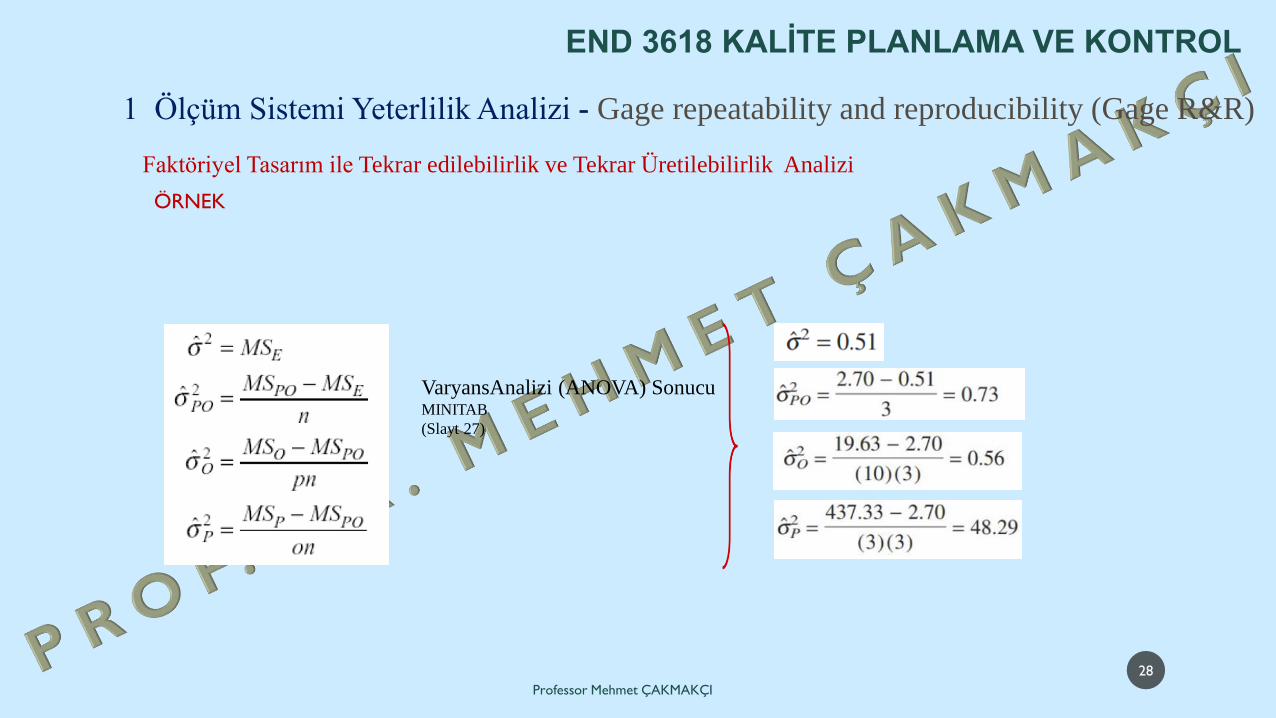
Faktöriyel Tasarım ile Tekrar edilebilirlik ve Tekrar Üretilebilirlik Analizi
ÖRNEK
VaryansAnalizi (ANOVA) Sonucu MINITAB
(Slayt 27)
29
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
1 Ölçüm Sistemi Yeterlilik Analizi - Gage repeatability and reproducibility (Gage R&R)
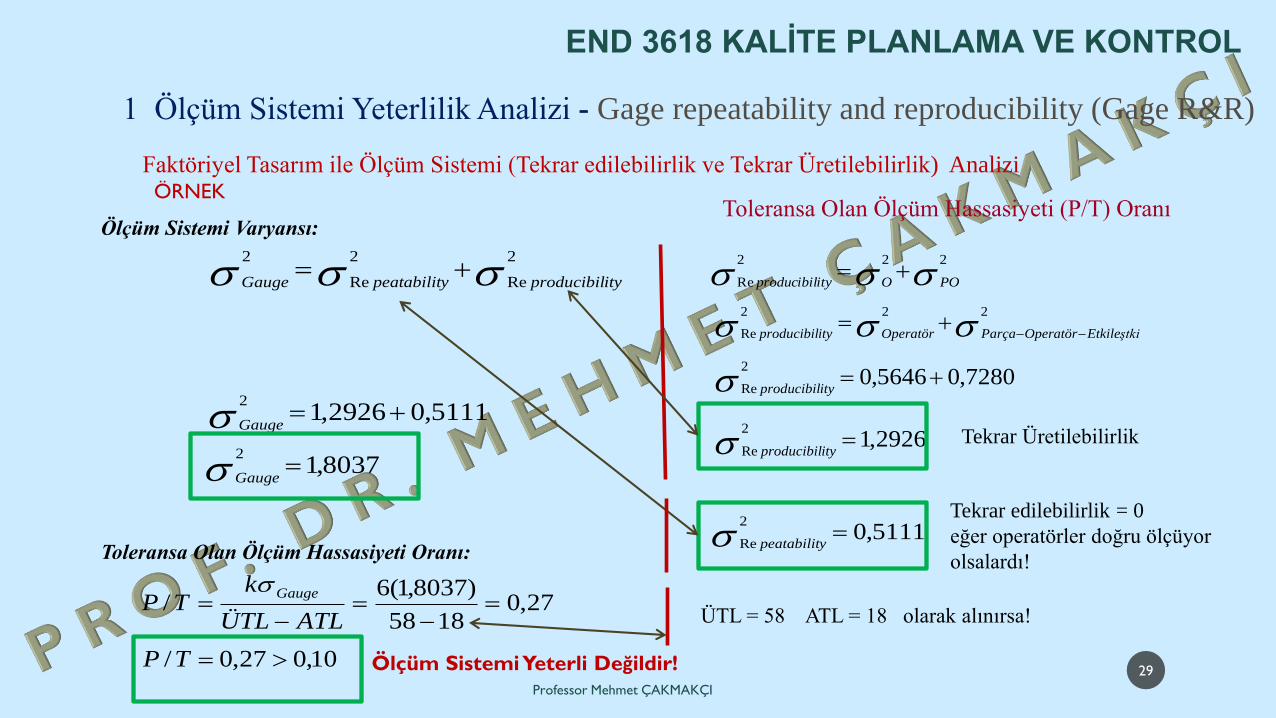
Faktöriyel Tasarım ile Ölçüm Sistemi (Tekrar edilebilirlik ve Tekrar Üretilebilirlik) AnaliziÖRNEK
Tekrar edilebilirlik = 0
eğer operatörler doğru ölçüyor
olsalardı!
2
Re
2
Re
2
ityproducibilypeatabilitGauge
222
Re EtkileştkiOperatörParçaOperatörityproducibil
222
Re POOityproducibil
7280,05646,02
Re ityproducibil
2926,12
Re ityproducibil
5111,02
Re ypeatabilit
5111,02926,12
Gauge
8037,12
Gauge
27,01858
)8037,1(6/
ATLÜTL
kTP
Gauge
Ölçüm Sistemi Varyansı:Toleransa Olan Ölçüm Hassasiyeti (P/T) Oranı
Toleransa Olan Ölçüm Hassasiyeti Oranı:
10,027,0/ TP
ÜTL = 58 ATL = 18 olarak alınırsa!
Ölçüm Sistemi Yeterli Değildir!
Tekrar Üretilebilirlik
30
Professor Mehmet ÇAKMAKÇI
END 3618 KALİTE PLANLAMA VE KONTROL
Montgomery, D.C., 2009, Introduction to Statistical Quality Control, 6th Edition John Wiley & Sons, Inc.
The Boing Company, 1998, Advanced Quality System, D1-9000, USA
Robert BOSCH GmbH, 2004, Machine and Process Capability, 3th Edition, Stuttgart, GERMANY
Cakmakci, M., 2017, Kalite Planlama ve Kontrol Ders Notları
Cakmakci, M., 2009, Process improvement: performance analysis of the setup time reduction-SMED in the automobile industry,
International Journal of Advanced Manufacturing Technology, 41,1-2: 168-179.
Cakmakci, M., Nasirlialp, M., 2005, Machine tool capability and process capability study for non-normal distribution in advanced
manufacturing systems”, 3rd International Congress on Precision Machining - ICPM'2005, Vienna, AUSTRIA.
MINITAB 14
Kaynakça:
Professor Mehmet ÇAKMAKÇI
31
Not: Bu slaytların hazırlanmasında yukarıda kaynakçada listelenmiş olan kaynak kitaptan yararlanılmıştır..
END 3618 KALİTE PLANLAMA VE KONTROL










![Açık Ocak Üretim Planlaması için Örnek Bir Uygulama34-3-2019)/08.pdf · planlama ile üretilmelidir 1]. Etkin bir planlama ise; değişen maliyet ve ürün değerine en hızlı](https://img.pdfslide.us/doc/110x75/5ed4be99cc7f1227ee029319/ak-ocak-oeretim-planlamas-iin-rnek-bir-uygulama-34-3-201908pdf-planlama.jpg)
















