Embed Size (px)
Citation preview

Quality oriented Productive Maintenance within the life cycle of a manufacturing system
J.C. Aurich1, M. Siener1, C. Wagenknecht1 1 Institute for Manufacturing Engineering and Production Management, University of Kaiserslautern,
Germany
Abstract In this paper, a concept for generating, implementing and operating a data-based system for quality oriented productive maintenance (QPM) will be presented. QPM directly connects tool and machine conditions with relevant product quality parameter via cause-and-effect coherences within the whole manufacturing process chain. To identify maintenance-critical conditions of machines and tools, existing data from a variety of data collecting systems (e.g. operating and machine data logging) can be used. This data can be complemented via additional available sensor and measurement technique. Methods of Data Mining are used to analyse the collected data and to discover quality-relevant cause-and-effect coherences. Based on the analysis results, a set of rules for the quality oriented implementation of maintenance activities can be derived.
Keywords Maintenance, sustainable production, life cycle management
1 INTRODUCTION During the last decade, providing adequate methods and strategies for supporting the Life Cycle Management (LCM) of manufacturing systems and its components has gained more and more attention. Especially maintenance represents a promising approach to support the life cycle concept [1]. Maintenance intends to assure the required ability of the machines and tools to fulfil the necessary manufacturing functions within manufacturing systems. Correspondingly, maintenance concepts require the elements of maintenance strategy planning, maintenance task planning and maintenance task execution. Thus, following the phases of design and engineering the installation and usage of a manufacturing system and its components can significantly affect the life cycle of a manufacturing system. Adequate maintenance can both significantly increase the lifetime of a manufacturing system and its components as well as reduce the costs of running and reconfiguring the manufacturing system. As a result, providing maintenance as a technical service allows machine and tool suppliers to increase the provided life cycle value of a manufacturing system. It can be considered as a successful approach to the product service system (PSS) concept [2]. However, in order to realise the promising effects on the life cycle of a manufacturing system, maintenance needs a careful and efficient design of the maintenance elements [1].
2 STATE OF THE ART Different approaches exist for designing the elements of maintenance within the life cycle of a manufacturing system. The required efficiency of maintenance strongly depends on the appropriateness of the targeted maintenance strategy. Correspondingly, the majority of maintenance approaches intends to provide appropriate planning concepts. In the following, typically applied maintenance strategies, available conceptual frameworks for a variety of different maintenance approaches as well as their supportive maintenance tools are presented. To do so, an initial introduction into the possible set of corresponding or rival maintenance strategies is given.
2.1 Maintenance strategies Generally, available maintenance strategies can be classified as reactive, time-based and the condition-based maintenance. In the context of a reactive maintenance strategy, maintenance activities for a component are initiated when the component of a manufacturing system and its function start to fail. Consequently, no additional tools are needed to initialise maintenance activities. By contrast, the identification of the cause for failure is time and cost consuming. Time-based maintenance activities are carried out within defined time intervals. Condition-based maintenance is carried out based on the condition states of the associated components. Due to the preventive character of the time and condition-based maintenance strategies they need no tools for the identification of the cause for failure. However, tools are needed to adequately initialise maintenance activities before the component and its function start to fail. Monitoring tools and prediction models for the time-based strategy are less precise in failure prediction, but are less effort-intensive than those of the condition-based strategy [3, 4]. From the point of view of successful maintenance, condition-based maintenance seems to be the most promising approach. However, as manufacturing systems and process chains become increasingly complex, it becomes increasingly difficult to identify maintenance relevant system components. As a result, suitable approaches are needed to select the proper preventive maintenance strategy while at the same time providing necessary indicators to identify relevant manufacturing system components and their critical conditions.
2.2 General maintenance approaches General maintenance approaches intend to cover all maintenance aspects from the maintenance strategy planning to the execution of maintenance activities. First, objectives of maintenance have to be defined. Then, the frameworks intend to align the maintenance activities with the chosen objectives. Reliability Centred Maintenance (RCM) defines the assurance of the system reliability as the objective of all maintenance activities. Maintenance strategy planning within RCM is based on cause-and-effect coherences
669

between manufacturing system component failures and the manufacturing system reliability. Based on the qualitative evaluation of each system component appropriate maintenance strategies are selected [5, 6, 7]. Risk Based Maintenance (RBI) is generally based on system reliability as well, but additionally considers the risk of the failure of a manufacturing system component. Thus, RBI uses risk ratios for prioritisation and selection of the maintenance strategy [8]. Total Productive Maintenance (TPM) aligns its maintenance planning with the Overall Equipment Effectiveness (OEE). The OEE is the product of the performance rate and availability of a manufacturing system as well as the quality rate of the final product. TPM relies on the analysis of maintenance data and the organisational integration of workers for simple maintenance activities to optimise the OEE [9, 10]. Life cycle based approaches consider maintenance as an opportunity for life cycle costs and environmental impact reduction. Correspondingly, preceding the common elements of maintenance strategy planning, task planning and task execution, the design of maintenance has to start simultaneously with the design of the corresponding manufacturing systems. Additionally, life cycle based maintenance approaches emphasise the necessity of continuous improvement of maintenance within the life cycle of a manufacturing system. Generated information during maintenance execution, relevant for improvement has to be feed back to maintenance task planning, maintenance strategy planning and the design activities of a manufacturing system [1,11,12,13].
2.3 Support Tools Various tools are proposed to support the different maintenance activities within the maintenance frameworks. During the design phase of a manufacturing system or its components virtual system models can be used to simulate the effects of different design alternatives. Model based simulation results are also used to supply data for the selection and the specification of the maintenance strategy [14, 15, 16]. Additionally, tools of the decision theory can support maintenance strategy selection [17, 18]. Besides virtual system models statistical methods are used to analyse the coherences between the deterioration of system components and the different maintenance objectives (RCM: reliability, RBI: risk of failure, TPM: OEE, LCM: LCC). Based on these results fuzzy logic controllers and expert systems are designed to specify the former chosen maintenance strategy and to support the maintenance task planning [19, 20].
2.4 Resulting areas of action It can be concluded, that all the proposed approaches only provide less information, which components within a complex manufacturing system have to be maintained and which maintenance strategy is adequate. Moreover, only less information are available, what are the relevant maintenance indicators and how are they related to product characteristics. In this situation, aligning maintenance with product quality in terms of realising required product characteristics seems to be a promising approach. Correspondingly, efficient maintenance has to be aligned with the effects of the manufacturing system components deterioration on the product quality. Consequently, the cause-and-effect coherences between the condition states of manufacturing system components and the product quality have to be analysed. Due to the complexity of manufacturing systems, especially empirical
field studies can be successfully adopted to effectively analyse the required coherences [21, 22].
3 CONCEPT FOR QUALITY ORIENTED PRODUCTIVE MAINTENANCE
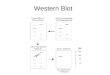
The proposed concept for quality productive maintenance consists of two elements (figure 1). The analysis of relevant cause-and-effect coherences between product quality characteristics and the machine and tool component deterioration within a manufacturing process chain represents the first element. The second element provides a maintenance strategy planning procedure, which uses the analysis results to select and to specify the quality optimal strategy for each manufacturing system component such as machines and tools.
Deductive Analysis Inductive Analysis
Analysis of manufacturing process chain
Press Sintering Coating
...Carbid metalgranulates
Carbid metaltool
structuremodel
behaviourmodel
empirical analysis
Maintenance strategy planning
Strategy Selection Strategy Specification
reactivetime
based
conditionbased
tt IH t IH
t
ttime interval
deteriorationtolerances
Analysevorbereitung Datenanalyse Ergebnismodellierung
KomponentenbezogeneQualitätseinflüsse
...
Auswertedatensatz
Gesamtdatensatz
...
Bivariate Analysen
Multivariate Analysen
Figure 1: Concept elements
For that purpose, it has to be considered that different manufacturing processes within a manufacturing system influence the characteristics of a single final product. The linkage of these manufacturing processes results in the product specific manufacturing process chain [23]. An effective analysis concerning the affected characteristics of the final product should therefore be based on the associated product specific manufacturing process chain. For that reason, the analysis object in this concept is the product specific manufacturing process chain. The analysis procedure consists of a deductive and an inductive part. Combining both parts ensures the efficient identification of relevant cause-and-effect coherences between the condition states of machines and tools as manufacturing system components and the quality of the final product.
The analysis provides quality relevant cause-and-effect coherences within the manufacturing process chain. These coherences represent the basis for the second concept element. Information about the characteristics of the cause-and-effect coherences are used to select an adequate maintenance strategy for each machine or tool, which can efficiently prevent undesirable influences of component deterioration on the product quality. After the selection of the appropriate maintenance strategy, the maintenance strategy characteristics for each manufacturing system component can be specified. The specification is based on both the analysis results as well as additional experiments.
670 PROCEEDINGS OFLCE2006

4 QUALITY ORIENTED ANALYSIS The analysing procedure assesses the cause-and-effect coherences between the condition states of machines as well as tools and the product quality within manufacturing process chains. Thereby, the procedure consists of a deductive and an inductive analysis phase. During deductive analysis, the manufacturing process chain and inherent cause-and-effect coherences are identified and documented. Structure models of the manufacturing process chain and more or less established hypotheses about cause-and-effect coherences are the provided results. Following, during the inductive analysis the identified hypotheses are verified or falsified based on the empirical analysis of data collected within manufacturing process chains. The knowledge about which parameter within the collected data influences the product quality and to which extent represents the result of quality oriented analysis.
4.1 Deductive analysis The deductive analysis starts with a general analysis of the manufacturing process chain. The goal is to formulate hypotheses about the cause-and-effect coherences between condition states of machines as well as tools and the product quality within the manufacturing process chain. Firstly, the quality relevant characteristics of the final products, the condition state parameters of the relevant manufacturing system components and intermediate work pieces are determined, which describe the quality of the final product.
Condition state parameter Final product characteristic
Structure model of a manufacturing process chain
Behaviour model of a manufacturing process chain
MP 1 MP 2 MP n...
Resources Final product
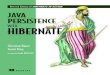
MP = Manufacturing Process Figure 2: structure and behaviour models
The following two steps aim at the structure and the behaviour model of the manufacturing process chain (figure 2). The structure model shows the constituents of the manufacturing process chain and how the different manufacturing processes are mutually linked. The behaviour model shows presumed cause-and-effect coherences. Previously defined condition state parameters and quality characteristics are required as input for the behaviour modelling. The behaviour model can be modelled in inside-out or outside-in approach. As a result, condition state parameters of machines and tools throughout the manufacturing process chain are linked to the quality characteristics of the final product.
As the last step, the structure and the behaviour model allow to identify the condition state parameters of
machines and tools, which have a potential influence on the final product and its quality. Correspondingly, interdependencies hypothesis are formulated. They represent the input for the inductive analysis.
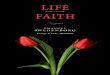
4.2 Inductive analysis phase The inductive analysis comprises data collection, data analysis and results specification (figure 3). During data collection, a survey concept is chosen and the data collection planning is accomplished. Thereby, existing data from a variety of data collecting systems (e.g. operating and machine data logging) can be used. If additional machine or tool data are necessary, appropriate sensor and measurement devices have to be installed. Following the data collection, different analysis methods that are normally used within empirical field studies are adopted to analysis the collected data sets. Thereby, the inductive analysis follows the principle “From the simple to the complex”. That is, quick and easy methods are used at the beginning to verify or falsify the hypothesis followed later by more complex analysis methods. The next step of the inductive analysis uses bivariate analysis methods. These methods analyse the coherences between one independent and one potentially dependent variable. Due to the simplicity and the efficiency of these methods, obviously existing coherences are quickly identified. If the methods provide objective evidence that variables have no influence on quality characteristics, these variables can be excluded from the data pool for the following analysis steps. In the following step, the coherences between a bundle of independent variables and one dependent variable are analysed using multivariate methods. These methods are pattern verifying or pattern exploring. Pattern verifying methods verify or falsify existing hypotheses about coherences within the data pool. Pattern exploring methods identify unexpected coherences within the data. The specification of the analysis results aims at the transfer of the extracted empirical into technical comprehensible cause-and-effect coherences. For this purpose, experts such as workers, production planners and maintenance staff should be confronted by the empirical results to discuss their validity. Finally, only two groups of cause-and-effect coherences remains, one group of verified and one group of falsified coherences.
5 QUALITY ORIENTED STRATEGY PLANNING The maintenance strategy planning consists of the maintenance strategy selection and the maintenance strategy specification.
5.1 Strategy selection For the proper maintenance strategy selection, both reactive as well as time-based and condition-based maintenance strategies have to be considered for the manufacturing system components. The different maintenance strategy classes are defined during the phase of maintenance selection. This step comprises the definition of the strategy class characteristics for the manufacturing system components, the corresponding determination of the characteristic values for each machine and tool and finally the selection of the quality optimal maintenance strategy. Characteristics for allocating components such as machines and tools to adequate maintenance strategy classes are needed. The most important characteristic is the intensity of the manufacturing system component’s influence on product quality (quality intensity).
13th CIRP INTERNATIONAL CONFERENCE ONL IFE CYCLE ENGINEERING 671

If this value is high, the condition state of this machine or tool substantially influences product quality relevant characteristics of the final product. Additional classification characteristics are • the average time or utilisation interval until a
component undesirably influences the product quality (average Quality time),
• the reliability that these undesirable influences always occur after the same time or utilisation interval (quality failure reliability) and
• the span of time from the moment when a component has an undesirable influence on the product quality until the functional failure of this component (average rejects time).
In consideration of the characteristics of the different maintenance strategies, the classification characteristics allow to select the optimal maintenance strategy. The required characteristic values relevant for a specific machine or tool are provided by the field analysis. That is, specific quantitative or qualitative analysis results are transferred into standardised characteristics (e.g. low, middle and high). As consequence, each manufacturing system component can be allocated to one of the different maintenance strategy classes (table 1). Following, the quality driven strategy selection has to be matched with the expected costs for adopting the chosen maintenance strategy. Costs vary with the different manufacturing technologies and available maintenance support tools within the manufacturing system. Generally, the preventive strategies provide the most effective benefit in case the quality intensity is high or
Data Collection Data Analysis Results Specification
component specificcoherences concerning
product quality
...bivariateanalysis
multivariateanalysis
Final product characteristicCondition state parameter
MP 1 MP 2 MP n...
Resources Final product
Produkt Nr. 5420053800534005300052600
Run
dlau
f [m
m]
1.5
1.0
.5
Pres
sform
-Nr
5 4 3 1
244.0
.5
1.0
203.0
1.5
2.0
162.0 121.0
Fehl
erau
smaß
Prozessgröße 1 Prozessgröße 2
SN NAME AUFTRAG MENGE DR_DATUM DR_ZEIT DRUCKSPEED PF_SYS_DR PF_KOP_DR PASTEN_TYP41353974 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:48:57 50 8,0 Qualitek41354964 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:49:18 50 8,0 Qualitek41354148 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:49:14 50 8,0 Qualitek41353943 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:49:12 50 8,0 Qualitek41354186 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:49:11 50 8,0 Qualitek41354223 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:49:08 50 8,0 Qualitek41354414 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:49:06 50 8,0 Qualitek41354100 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:49:05 50 8,0 Qualitek41354209 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:49:03 50 8,0 Qualitek41354216 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:49:02 50 8,0 Qualitek41354261 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:49:01 50 8,0 Qualitek41354179 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:49:00 50 8,0 Qualitek41354629 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:48:59 50 8,0 Qualitek41353851 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:49:20 50 8,0 Qualitek41354308 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:48:56 50 8,0 Qualitek41354612 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:48:54 50 8,0 Qualitek41354773 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:48:52 50 8,0 Qualitek41354827 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:48:51 50 8,0 Qualitek41354940 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:48:48 50 8,0 Qualitek41354063 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:48:45 50 8,0 Qualitek41353981 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:48:43 50 8,0 Qualitek41354933 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:48:42 50 8,0 Qualitek41354902 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:48:41 50 8,0 Qualitek41353905 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:48:40 50 8,0 Qualitek41354025 MODUL-BAB-744B-3E-V-BE 87861 1 02.10.2003 08:48:36 50 8,0 Qualitek41353158 MODUL-API-FDX-2-V2-1.1D 87881 1 09.10.2003 08:41:48 40 8,0 Qualitek41353110 MODUL-API-FDX-2-V2-1.1D 87881 1 09.10.2003 08:41:47 40 8,0 Qualitek41353127 MODUL-API-FDX-2-V2-1.1D 87881 1 09.10.2003 08:41:50 40 8,0 Qualitek
Product 1
Product 2
... ... ... ... ... ...
Plan
laPl
anla
ufab
wei
chun
gam
Roht
eil
Fertigteil: AusschussteilFertigteil: Gutteil
Bearbeitungsnummer100 200 300
Ursprüngl. Toleranzgrenze
Grenze der Prozessrobustheit
Mögliche MaßnahmenAbhängigkeit des Schleifergebnisses von den Eigenschaften des Rohteils Im Einzelprozess:
In der Prozesskette:
Entsorgen der Rohteileaußerhalb der Toleranz
Ausweitung der Toleranz bis an die Grenze der Robustheit des Schleifprozesses
Schneidkantenverundung
Steifigkeit
Kohlenstoffgehalt
Figure 3: empirical data analysis
middle. For the further decision between the time-based and the condition-based strategy, individually chosen characteristics and cost aspects lead to the selection of the most efficient maintenance strategy. If for example the quality failure reliability is high, the cheaper time-based maintenance strategy should be chosen. The condition-based strategy is primarily used in such cases where the deterioration of machine or tool states leads to influences on quality characteristics of a high cost product.
5.2 Strategy specification Following the maintenance strategy selection, the chosen maintenance strategy needs to be specified. For time-based maintained manufacturing system components, the maintenance intervals have to be defined. For this purpose, results of the previous field study are used to define the quality oriented time interval. Starting from the required quality level, the average time until a component has undesirable influences on product quality is determined. This result is multiplied by a safety factor to ensure the reliability of the time-based quality oriented failure prediction. For condition-based maintained components, the quality oriented operating tolerances have to be defined. Therefore, the results of the field analysis are used as well. The cause-and-effect coherences represent the input for the identification of the critical condition states of the associated component. In case sufficient data are not available, additional experiments are used to specify these critical condition states more precisely. After critical condition states are defined, sensor and measurement technique for permanently control of these values has to be installed and processed.
quality intensity average Quality timefailure reliability average rejects time
low low low lowmiddle
Maintenance strategy12 low low low
high low middle high
class
... ... ... ... ...
reactivereactive
high high
70 condition based
... ... ... ... ...
80 high high time based
high high high low79 time based
......
Table 1: classification table for quality based maintenance strategy selection
672 PROCEEDINGS OFLCE2006

6 SUMMARY In this paper, a concept for aligning the maintenance of manufacturing system components with the requirements of adequate product quality has been presented. Although the coherences between the quality relevant characteristics of the final product and the deterioration of manufacturing system components are principally well known or identifiable, there are only a few approaches, where maintenance strategy planning is based on product quality. Therefore, the presented approach shows, how to realise quality oriented productive maintenance within the life cycle of manufacturing systems. Existing data sources (e.g. machine data logging) in manufacturing systems supplemented by carefully added additional wear sensors are used to identify the quality critical machine and tool condition states based on the empirical analysis of these data. For every quality relevant component, a preventive maintenance strategy and appropriate sensor, measurement and monitoring technologies can be chosen to avoid the manufacturing of scrap. Offered as an additional technical service by the machine or tool suppliers, the proposed concept allows to significantly increase the provided life cycle value of a manufacturing system.
REFERENCES [1] Takata, S., Kimura, F., van Houten, F.J.A.M., 2004,
Maintenance: Changing Role in Life Cycle Management, Annals of the CIRP, 53/2: 643-655
[2] Aurich, J.C., Fuchs, C., Wagenknecht, C., 2006, Modular design of technical product service systems. Innovation in Life Cycle Engineering and Sustainable Development. In: Brissaud, D., Tichkiewitch, S., Zwolinski, P., Innovation in Life Cycle Engineering and Sustainable Development, Springer, 303-320
[3] Biebinger, H., 1991, Zustandsabhängige Instandhaltung von CNC-Maschinen durch Selbstdiagnose - Ein wissensbasierter Ansatz am Beispiel von Koordinatenmessgeräten, FBK-Produktionstechnische Berichte, Band 3
[4] Förster, H., 1999, Gestaltung vernetzter Produktin-standsetzungsprozesse, FBK-Produktionstechnische Berichte, Band 32
[5] Nowlan, F.S., Heap, H.F., 1978, Reliability-Centered Maintenance, Proceedings of Annual Reliability and Maintainability Symposium: 38
[6] Laakso, K., Sheppo, H., Kaisa, S., 1995, Experience-based reliability cantered maintenance, Maintenance Journal, 10(1): 3-7
[7] Srikrishna, S., Yavada, G.S., 1996, Reliability-centered maintenance applied to power plant auxiliaries, Journal Quality in Maintenance Engineering, 2: 3-14
[8] ASME, 1994, Risk-based inspection – Development of Guidelines, Vol.3 Fossil Fuel-fired Electric Power GeneratingStation Applications, ASME Research report, CRDT-Vol.20-3
[9] Briggs, D., 1994, Total Productive Maintenance and reliability centered maintenance, competing or complementing, Maintenance Journal, 9(4): 13-16
[10] Hartmann, E. H., 2000,TPM:effiziente Instandhaltung und Maschinenmanagement ; Stillstandzeiten verringern, Maschinenleistungen steigern, Betriebszeiten erhöhen, Verlag Moderne Industrie
[11] Takata, S., Inoue, Y., Takehisa, K., 1999, Maintenance Data Management System, Annals of the CIRP, 48/1: 389-392
[12] Cunha, P.F., Caldeira Duarte, J.A., 2004, Development of a Productive Service Module Based on a Life Cycle Perspective of Maintenance Issues, Annals of the CIRP, 53/1: 13-16
[13] Van Houten, F.J.A.M., Kimura, F., 2000, The Virtual Maintenance System: A Computer-Based Support Tool for Robust Design, Product Monitoring, Fault Diagnosis and Maintenance Planning, Annals of the CIRP, 49/1: 91-94
[14] Takata, S., Shiono, H., Hiraoka, H., 1997, Case-Based Evaluation of Potential Deterioration for Facility Life-Cycle Management, 46/1: 385-390
[15] Takata, S., Hiraoka H., Asama, H., 1995, Facility Model for Life-Cycle Maintenance System, Annals of the CIRP, 44/1: 117-121
[16] Van Houten, F.J.A.M., 1998, Product Modelling for Model-Based Maintenance, Annals of the CIRP, 47/1: 123-128
[17] Labib, A.W., 2004, Towards a Reconfigurable Maintenance Strategy, Proceedings of the CIRP International Conference on International Computation in Manufacturing Engineering, 571-574
[18] Labib, A.W., Williams, G.B., O’Connor, R.F., 1998, An Intelligent maintenance model (system): an application of the analytic hierarchy process and a fuzzy logic rule-based controller, Journal of the Operational Research Society, 49: 745-757
[19] Hohwieler, E., Geisert, C., 2004, Intelligent Machines Offer Condition Monitoring and Maintenance Prediction Service, Proceedings of the CIRP International Conference on International Computation in Manufacturing Engineering, 599-604
[20] Bengtsson, M., Olsson, E., Funk, P., 2004, Technical Design of Condition Based Maintenance System – A Case Study using Sound Analysis and Case-Based Reasoning, Proceedings of the Maintenance and reliability Conference
[21] Aurich, J.C., Hielscher, T., Siener, M., 2005, Mysteriöse Produktionsfehler, Qualität und Zuverlässigkeit, 50(5): 70-71
[22] Schäfer, L., 2003, Analyse und Gestaltung fertigungstechnischer Prozessketten - Konzept zur datenbasierten Ermittlung qualitäswirksamer Einfluss-Ursache-Wirkzusammenhänge und zur Ableitung von Maßnahmen zur Prozesssicherung, FBK-Produktionstechnische Berichte, Band 45
[23] Warnecke, G.; Eifler, D.; Aurich, J. C.; Mauren, F.; Klein, M.: Investigation of Interactions within Manufacturing Process Chains. Production Engineering Vol. XII/1 (2005), S. 85-90.
13th CIRP INTERNATIONAL CONFERENCE ONL IFE CYCLE ENGINEERING 673

674 PROCEEDINGS OFLCE2006