Embed Size (px)
Citation preview
Vol48, No 3 August I995 .lournal of the Society of Dairy Technology
Approved bylon
Original Papers and Proceedings
Technical Manager Issued: 21.10.91
Quality control - milk, ingredients , product, starter cultures
CPI Parameters
DEREK ALLEN Eden Vale Ltd, Warrington Road, Cuddington, Near Northwich CW8 2SN, Cheshire
Test Targets Responsi- Action when outside Method Frequency & Limits bility Limits
INTRODUCTION Before considering four areas to be covered in this paper some general principles of quality management should be outlined. In order to make product of the required quality consis- tently, we should (a) know what parameters we need to measure to satisfy ourselves that the correct quality has been achieved, (b) have a method of measuring these parameters and (c) define the target values for the parameters we are measuring. Preparing a product specification is therefore necessary which states the parameters which require measuring and their target values.
To ensure that a product meets its specifica- tion those parts of the production process which could affect final product quality should be identified, monitored and controlled. The parts of the process which require monitoring are called control points and proper manage- ment of these during the production process is termed forward control. Control points, their target values, allowed range and methods of measurements shoulc control system.
CP Process I No I
be Tisted in a process
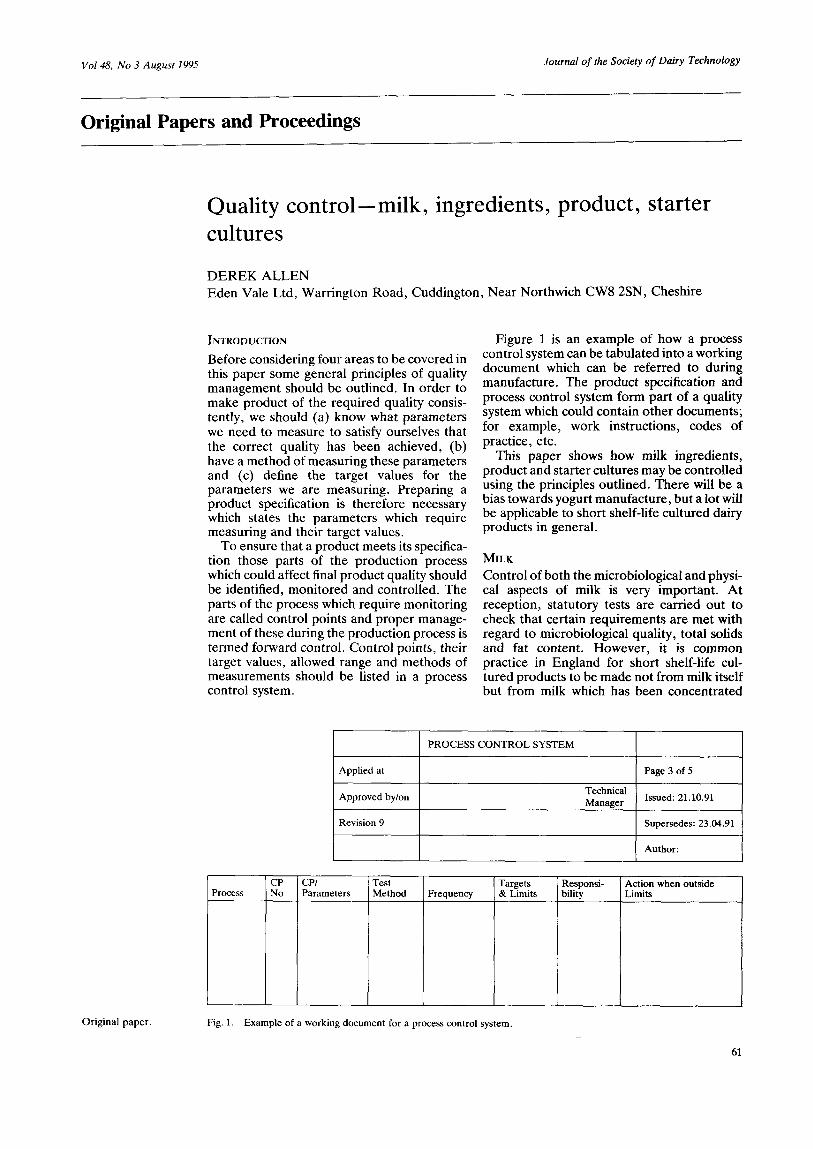
Figure 3 is an example of how a process control system can be tabulated into a working document which can be referred to during manufacture. The product specification and process control system form part of a quality system which could contain other documents; for example, work instructions, codes of practice, etc.
This paper shows how milk ingredients, product and starter cultures may be controlled using the principles outlined. There will be a bias towards yogurt manufacture, but a lot will be applicable to short shelf-life cultured dairy products in general.
MILK Control of both the microbiological and physi- cal aspects of milk is very important. At reception, statutory tests are carried out to check thal certain requirements are met with regard to microbiological quality, total solids and fat content. However, it is common practice in England for short shelf-life cul- tured products to be made not from milk itself but from milk which has been concentrated
PROCESS CONTROL SYSTEM
Applied at
Revision 9 I I Supersedes: 23.04.91 I I 1 Author: I
Original paper. Fig. 1. Example of a working document for a process control system.
61
Vol48, No 3 August 1995 Journal of the Society of Dairy Technology
either by evaporation or ultrafiltration. There are various reasons for this. The final product may not be manufactured at the milk recep- tion site, in which case concentration renders transport less expensive. It has also been reported that the various heat treatments involved in evaporation give rise to a more stable final product. Ultrafiltration may be used to remove lactose if a diet product is being manufactured.
Thus a manufacturing site may need to control the receipt, storage and use of various concentrates by means of specifications and process control systems to control their use. Control of the microbiological quality is extremely important at this stage if severe problems are not to be encountered later on. Microbiological activity could (a) lower the pH sufficiently to destabilize the protein during subsequent heat treatment and (b) through the action of psychrotrophic bacteria break down the milk protein. It is therefore extremely important to ensure that storage tanks are cleaned and disinfected before use and that the temperature, acidity and micro- biological quality of concentrates are checked on receipt. Good stock rotation is also important.
All these points should be included in a process control system because control of these parameters will prevent problems which could arise later during the manufacturing process. It is a lot more expensive in terms of ingredients costs and service level to stop processing and clean out a piece of plant
3.5 1
Annual Average
3 1
JAN FEB MAR APR MAY JUN JUL AUG SEP OCT NOV DEC
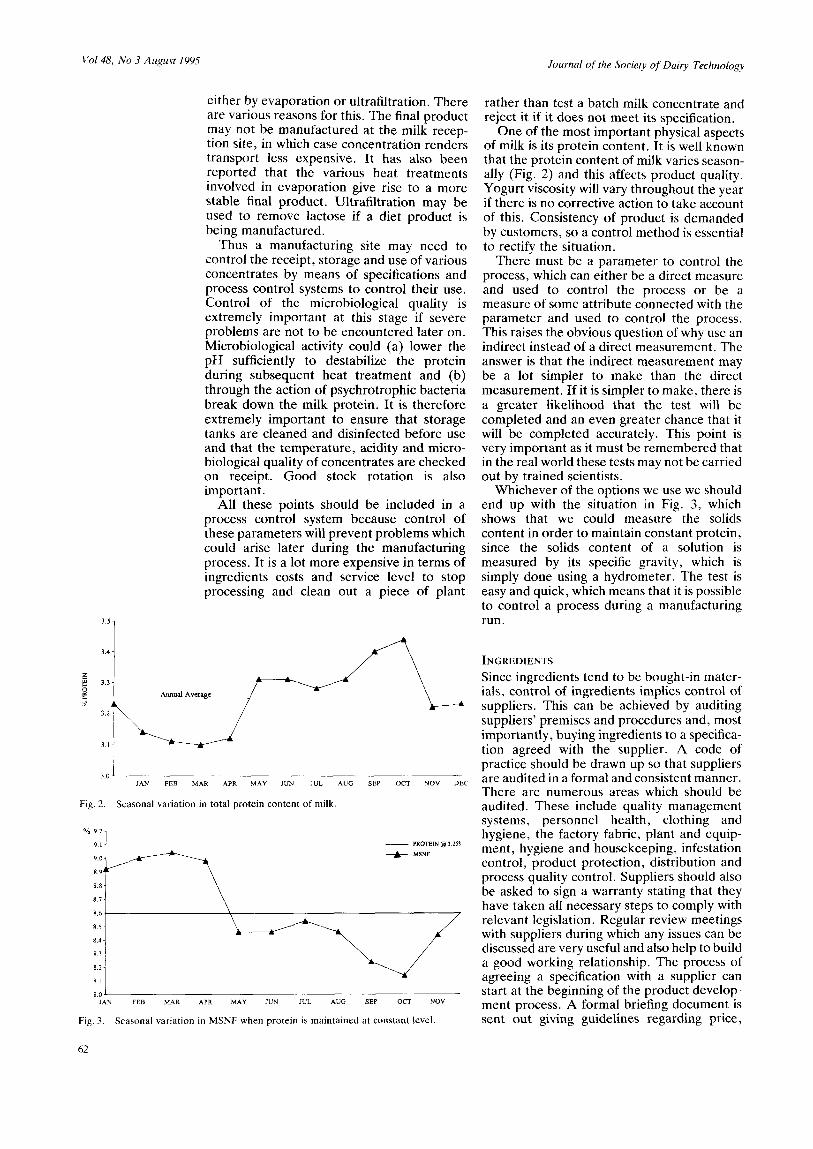
Fig. 2. Seasonal variation in total protein content of milk
8.8
8 7
- PROTEIN @ 3 25%
--&- MSNF
8 0 JAN FEB MAR APR MAY JUN JUL AUG SEP OCT NOV
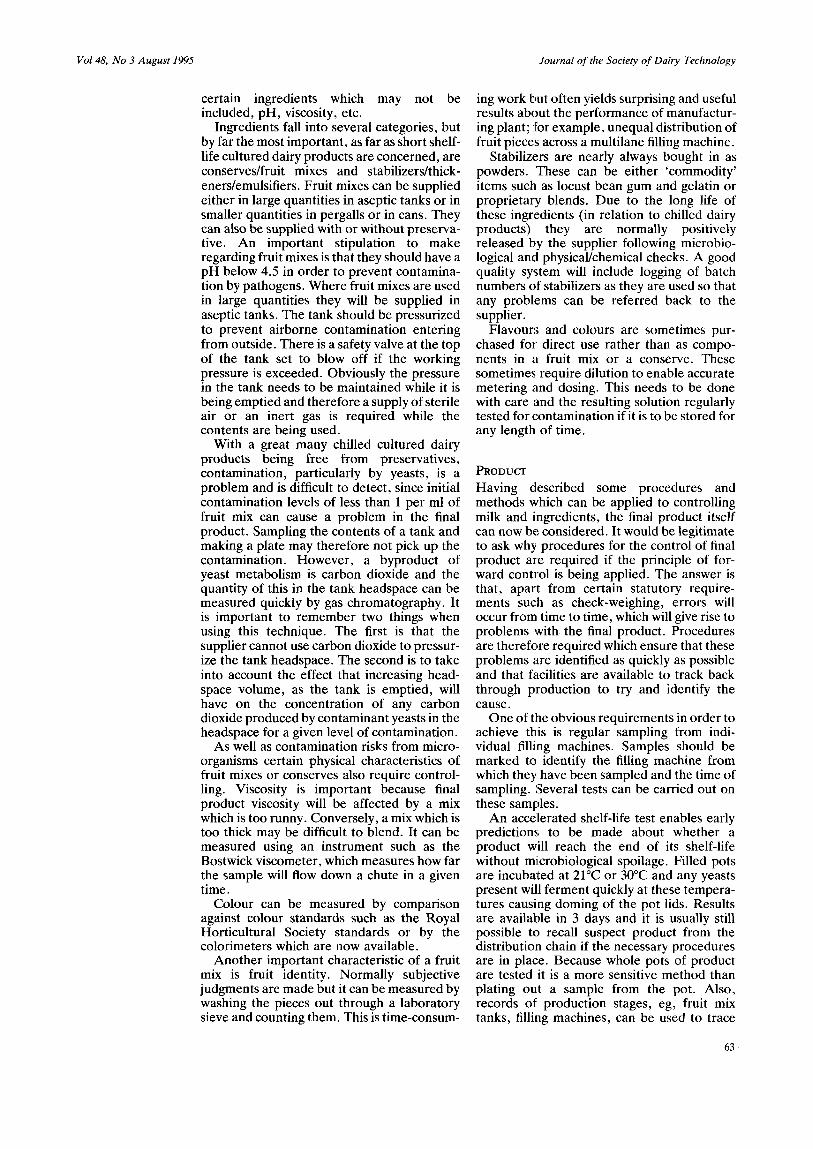
Fig. 3. Seasonal variation in MSNF when protein is maintained at constant level.
rather than test a batch milk concentrate and reject it if it does not meet its specification.
One of the most important physical aspects of milk is its protein content. It is well known that the protein content of milk varies season- ally (Fig. 2) and this affects product quality. Yogurt viscosity will vary throughout the year if there is no corrective action to take account of this. Consistency of product is demanded by customers, so a control method is essential to rectify the situation.
There must be a parameter to control the process, which can either be a direct measure and used to control the process or be a measure of some attribute connected with the parameter and used to control the process. This raises the obvious question of why use an indirect instead of a direct measurement. The answer is that the indirect measurement may be a lot simpler to make than the direct measurement. If it is simpler to make, there is a greater likelihood that the test will be completed and an even greater chance that it will be completed accurately. This point is very important as it must be remembered that in the real world these tests may not be carried out by trained scientists.
Whichever of the options we use we should end up with the situation in Fig. 3 , which shows that we could measure the solids content in order to maintain constant protein, since the solids content of a solution is measured by its specific gravity, which is simply done using a hydrometer. The test is easy and quick, which means that it is possible to control a process during a manufacturing run.
INGREDIENTS Since ingredients tend to be bought-in mater- ials, control of ingredients implies control of suppliers. This can be achieved by auditing suppliers' premises and procedures and, most importantly, buying ingredients to a specifica- tion agreed with the supplier. A code of practice should be drawn up so that suppliers are audited in a formal and consistent manner. There are numerous areas which should be audited. These include quality management systems, personnel health, clothing and hygiene, the factory fabric, plant and equip- ment, hygiene and housekeeping, infestation control, product protection, distribution and process quality control. Suppliers should also be asked to sign a warranty stating that they have taken all necessary steps to comply with relevant legislation. Regular review meetings with suppliers during which any issues can be discussed are very useful and also help to build a good working relationship. The process of agreeing a specification with a supplier can start at the beginning of the product develop- ment process. A formal briefing document is sent out giving guidelines regarding price,
62
Vol48, No 3 August 1995 Journal of the Society of Dairy Technology
certain ingredients which may not be included, pH, viscosity, etc.
Ingredients fall into several categories, but by far the most important, as far as short shelf- life cultured dairy products are concerned, are conservedfruit mixes and stabilizerdthick- eners/emulsifiers. Fruit mixes can be supplied either in large quantities in aseptic tanks or in smaller quantities in pergalls or in cans. They can also be supplied with or without preserva- tive. An important stipulation to make regarding fruit mixes is that they should have a pH below 4.5 in order to prevent contamina- tion by pathogens. Where fruit mixes are used in large quantities they will be supplied in aseptic tanks. The tank should be pressurized to prevent airborne contamination entering from outside. There is a safety valve at the top of the tank set to blow off if the working pressure is exceeded. Obviously the pressure in the tank needs to be maintained while it is being emptied and therefore a supply of sterile air or an inert gas is required while the contents are being used.
With a great many chilled cultured dairy products being free from preservatives, contamination, particularly by yeasts, is a problem and is difficult to detect, since initial contamination levels of less than 1 per ml of fruit mix can cause a problem in the final product. Sampling the contents of a tank and making a plate may therefore not pick up the contamination. However, a byproduct of yeast metabolism is carbon dioxide and the quantity of this in the tank headspace can be measured quickly by gas chromatography. It is important to remember two things when using this technique. The first is that the supplier cannot use carbon dioxide to pressur- ize the tank headspace. The second is to take into account the effect that increasing head- space volume, as the tank is emptied, will have on the concentration of any carbon dioxide produced by contaminant yeasts in the headspace for a given level of contamination.
As well as contamination risks from micro- organisms certain physical characteristics of fruit mixes or conserves also require control- ling. Viscosity is important because final product viscosity will be affected by a mix which is too runny. Conversely, a mix which is too thick may be difficult to blend. It can be measured using an instrument such as the Bostwick viscometer, which measures how far the sample will flow down a chute in a given time.
Colour can be measured by comparison against colour standards such as the Royal Horticultural Society standards or by the colorimeters which are now available.
Another important characteristic of a fruit mix is fruit identity. Normally subjective judgments are made but it can be measured by washing the pieces out through a laboratory sieve and counting them. This is time-consum-
ing work but often yields surprising and useful results about the performance of manufactur- ing plant; for example, unequal distribution of fruit pieces across a multilane filling machine.
Stabilizers are nearly always bought in as powders. These can be either ‘commodity’ items suchi as locust bean gum and gelatin or proprietary blends. Due to the long life of these ingredients (in relation to chilled dairy products) they are normally positively released b,y the supplier following microbio- logical and physicalkhemical checks. A good quality system will include logging of batch numbers of stabilizers as they are used so that any problems can be referred back to the supplier.
Flavour!< and colours are sometimes pur- chased for direct use rather than as compo- nents in a fruit mix or a conserve. These sometimes require dilution to enable accurate metering and dosing. This needs to be done with care and the resulting solution regularly tested for contamination if it is to be stored for any length of time.
PRODUCT Having described some procedures and methods which can be applied to controlling milk and ingredients, the final product itself can now be considered. It would be legitimate to ask why procedures for the control of final product are required if the principle of for- ward control is being applied. The answer is that, apart from certain statutory require- ments such as check-weighing, errors will occur from time to time, which will give rise to problems with the final product. Procedures are therefore required which ensure that these problems are identified as quickly as possible and that facilities are available to track back through production to try and identify the cause.
One of the obvious requirements in order to achieve this is regular sampling from indi- vidual filling machines. Samples should be marked to identify the filling machine from which they have been sampled and the time of sampling. Several tests can be carried out on these samples.
An accelerated shelf-life test enables early predictions to be made about whether a product will reach the end of its shelf-life without microbiological spoilage. Filled pots are incubated at 21°C or 30°C and any yeasts present will ferment quickly at these tempera- tures causing doming of the pot lids. Results are available in 3 days and it is usually still possible to recall suspect product from the distribution chain if the necessary procedures are in place. Because whole pots of product are tested it is a more sensitive method than plating out a sample from the pot. Also, records of production stages, eg, fruit mix tanks, filling machines, can be used to trace
63

Vol48, N o 3 August 1995
the cause of failed samples. Such records should include the numbers of the fruit mix tanks which were used during filling and any breakdowns, including the reasons for them. By checking the log we may find, for instance, that problems start to occur following the changing of a fruit mix tank.
Samples for viscosity are held for a fixed period at chill before testing since yogurt viscosity recovers after filling. The results are important to control the varying protein content in the incoming milk mentioned earlier.
It is important to identify problems with the final product as soon as possible. Prediction of the viscosity which a yogurt sample would eventually reach would be very useful. at the time of filling. Unfortunately it is difficult to predict accurately and some degree of experi- ence is required to decide whether to continue filling product which appears to be on the borderline of acceptability. Further samples are required to be kept purely for reference in case of any future queries from interested parties.
It is important to know whether final product has achieved the quality required. A specification for the product should be in existence and this states certain requirements which must be achieved. How well these requirements have been met is something which is very useful to evaluate. For example, a specification will state that a lid should be made from aluminium foil, but does not state how easy it should be to remove it from the pot. This and other attributes of the product can be graded if a product description is available. Part of a product description is shown in the Table. As can be seen, various attributes of the product are given a grade from 1 (the highest) to 3 (the lowest). The overall grade of a product is the lowest grade given for any of the attributes evaluated. If a product is tested at intervals against the product description it will become apparent
Journal of the Society of Dairv Technology
whether quality is improving, static or deteriorating.
STARTER CULTURES
Proper control of starter cultures is vital to ensure the correct organoleptic characteristics of the final product and consistent incubation times. Consistent incubation times are necess- ary to enable production planning to be carried out with confidence.
Cultures are normally purchased as concen- trates, in either freeze dried or deep frozen forms. These are used either for growing up into bulk culture or for direct vat inoculation (DVI), removing the need for preparation facilities. However, incubation times are longer due to the lag phase caused by a 120°C temperature increase at inoculation. This causes problems if a process plant with limited incubation capacity is being used conti- nuously. By the time all incubation vats are filled with product, the ideal situation would be to have emptied and cleaned the first incubation vat so that processing can continue without stopping. This cannot occur if the first batch of product is still incubating.
Using DVI and bulk cultures during the same processing can also cause problems if facilities are only available to cool one incuba- tion tank at a time because there is a likelihood that different batches will be ready for cooling simultaneously.
Good hygiene and cleaning are essential for all aspects of culture management. Contami- nation of a starter culture will affect its performance and could eventually lead to contamination of the complete process plant. It is therefore good practice to house culture preparation facilities in a self contained area which is separate from the main process plant. This makes proper management of the pre- cautions required for successful culture pro- duction easier to achieve.
The best way of preparing a bulk culture is to use a self contained process vessel. Raw culture medium is transferred into the vessel which then, via a jacket on the outside of the tank, heats it to the required temperature for heat treatment, cools it to the correct incuba- tion temperature and then cools to chilled temperature at the end of incubation. The vessel then serves as a storage tank. Because all these operations are carried out in one process vessel there is an extremely good chance of achieving and maintaining the microbiological integrity of the culture.
As previously mentioned, the standards of hygiene in the culture preparation area should be very high. The sterilization stage of the cleaning in place regime is especially import- ant in order to prevent the risk of phage attack. This can be achieved using hot water at 95°C with a minimum return temperature of 90°C for a minimum of 12 minutes. If a phage attack is suspected this should be increased to
64
Vo148, N o 3 August 1995 Journal of the Society of Dairy Technology
SUSPECT
Sample
Filter I
I
I
Add to culture Add to culture media media
I I Inoculate Inoculate Inoculate
I I I I Activity test Activity test Activity test Activity test
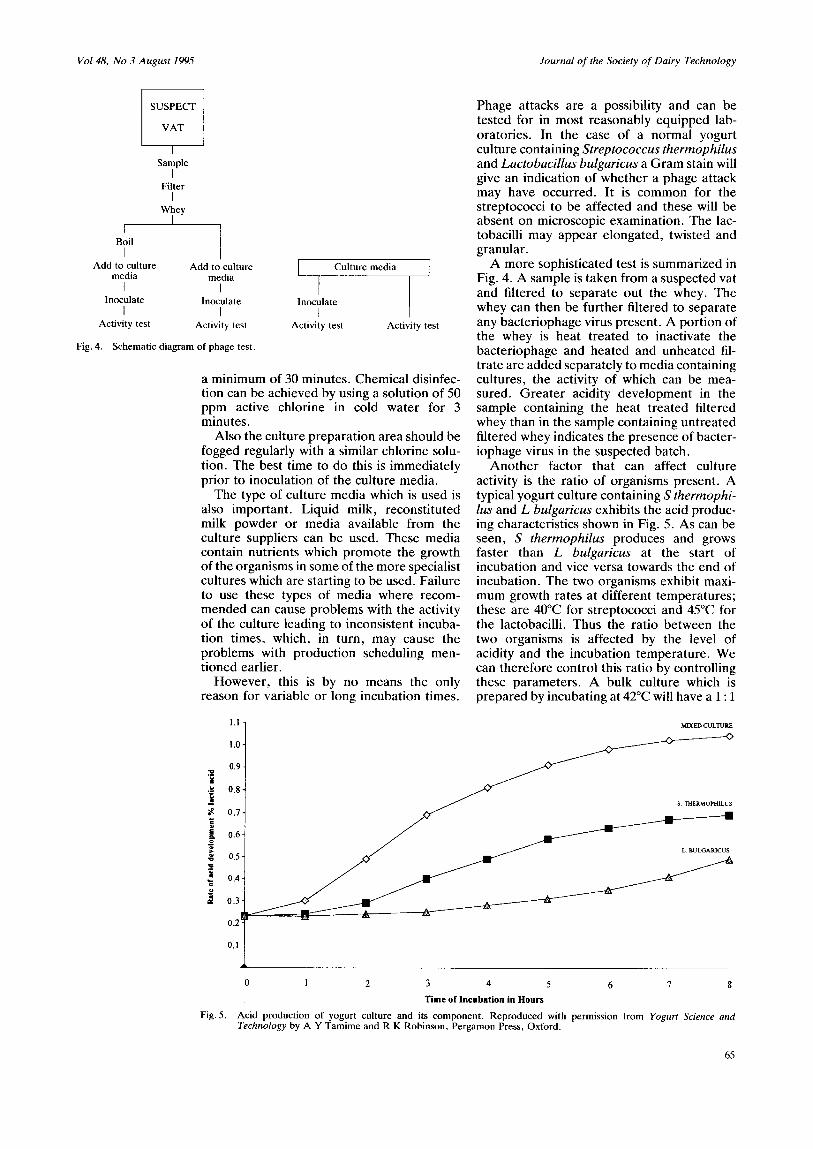
Fig. 4. Schematic diagram of phage test.
a minimum of 30 minutes. Chemical disinfec- tion can be achieved by using a solution of 50 ppm active chlorine in cold water for 3 minutes.
Also the culture preparation area should be fogged regularly with a similar chlorine solu- tion. The best time to do this is immediately prior to inoculation of the culture media.
The type of culture media which is used is also important. Liquid milk, reconstituted milk powder or media available from the culture suppliers can be used. These media contain nutrients which promote the growth of the organisms in some of the more specialist cultures which are starting to be used. Failure to use these types of media where recom- mended can cause problems with the activity of the culture leading to inconsistent incuba- tion times, which, in turn, may cause the problems with production scheduling men- tioned earlier.
However, this is by no means the only reason for variable or long incubation times.
U . c. .-
1.1
LO]
Phage attacks are a possibility and can be tested for in most reasonably equipped lab- oratories. In the case of a normal yogurt culture containing Streptococcus thermophilus and Lacto>bacillus bulgaricus a Gram stain will give an indication of whether a phage attack may have occurred. It is common for the streptococci to be affected and these will be absent on microscopic examination. The lac- tobacilli may appear elongated, twisted and granular.
A more sophisticated test is summarized in Fig. 4. A sample is taken from a suspected vat and filtered to separate out the whey. The whey can then be further filtered to separate any bacteriophage virus present. A portion of the whey is heat treated to inactivate the bacteriophage and heated and unheated fil- trate are added separately to media containing cultures, the activity of which can be mea- sured. Greater acidity development in the sample containing the heat treated filtered whey than in the sample containing untreated filtered whey indicates the presence of bacter- iophage virus in the suspected batch.
Another factor that can affect culture activity is the ratio of organisms present. A typical yogurt culture containing S thermophi- lus and L (bulgaricus exhibits the acid produc- ing characteristics shown in Fig. 5. As can be seen, S thermophilus produces and grows faster than L bulgaricus at the start of incubation and vice versa towards the end of incubation. The two organisms exhibit maxi- mum growth rates at different temperatures; these are 40°C for streptococci and 45°C for the lactobacilli. Thus the ratio between the two organisms is affected by the level of acidity and the incubation temperature. We can theref'ore control this ratio by controlling these parameters. A bulk culture which is prepared by incubating at 42°C will have a 1 : 1
MMEDCULNRE
0.9 1
0 1 2 3 4 5 6 7 8 Time of Incubation in Hours
Acid production of yogurt culture and its component. Reproduced with permission from Yogurt Science and Technology by A Y Tamime and R K Robinson, Pergamon Press, Oxford.
Fig.5.
65

Vol48, N o 3 August 1995 Journal of the Society of Dairy Technology
ratio of lactobacilli and streptococci. Incubat- ing the culture at a higher temperature than this will favour the lactobacilli, whereas incu- bating at a lower temperature will favour the streptococci. The ratio of lactobacilli to strep- tococci will determine whether a mild or acidic tasting yogurt is produced in the incubation vat. A low level of streptococci will result in an increased incubation time because there will be insufficient numbers present at the start of incubation to produce the substances which stimulate the lactobacilli to grow. An increased incubation time can also be caused by a low level of viable organisms in the bulk culture. Since the number of viable cells are present at the end of the log phase of culture growth, this is the time that bulk starter culture should be chilled for use.
PROCESS PLANT
Having now discussed milk, ingredients and starter culture, I would briefly like to mention the design of process plant. The best quality
system in the world will not achieve the desired quality of final product if the process- ing capability of the process plant is not capable of meeting the targets defined in a specification. Quality should therefore start at the beginning of the design process. If a new product is to be made on an existing process plant the capabilities should be considered when writing the specification. The same also applies to the design of the product itself: it is no use using ingredients that have to be processed at f0.5"C if the process plant operates at k2"C.
CONCLUSIONS I would like to emphasize the principles outlined at the beginning, namely a quality system provides the tools required to control the process. If the process is controlled all the way through from the raw ingredients to the final product, then quality will be assured.
The development of fat-filled powders and commercial pressures on future developments
G S HAYMAN Pritchitt Foods, Comelle House, Elmfield Road, Bromley, Kent BR1 1LT
Following over 100 years of development, fat-filled powders are available with a full range of fat content suitable for a wide selection of applications. Skimmed milk powder is a major ingredient directly or indirectly in these products, and prices will be under continuing pressure to fall more in line with world levels.
ENGINEERING DEVELOPMENTS
In the early 1800s spray drying was in evi- dence, but it was not until 1865 that the first patent for spray drying was applied for. Charles La Mont's patent dated 28 November 1865 was for the improvement in preserving eggs.
In 1872 Samuel Percy's patent entitled 'Improvements in Drying and Concentrating Liquid Substances by Atomising' was a signifi- cant step forward in developing the concepts of drying substances. Bassler developed the principle of atomizing fluids into an air stream in a process known as spray concentration in 1888. In 1896 Trufood Ltd recognized the advantages of concentration of milk prior to spray drying to achieve improved solubility.
In 1901 spray drying of blood and milk by the upward spraying nozzle atomizers and perforated plate air dispersion was patented
Paper given at symposium on 'Dairy Ingredients in Food', 1 March 1995.
by Stauff. This patent was bought by Merrel Soul, an American company specializing in the producion of plant for the milk industry. The techniques were extended and the Merrel Soul drier was the earliest successful drier to go into commercial operation that produced a milk powder of far better quality than the standard then set by roller driers. The drying chamber was made of wood, clad with galva- nized iron sheeting, insulated with sawdust and had a simple sock filter at one end of the chamber. Every hour the drier was shut down and the operator entered the drier so that he could sweep the powder down a central hole in the floor into a bin below.
By the mid 1930s a great deal had been published on spray drying and while the ideas and concepts had been established, there were no major commercial applications of the technology. By the second world war a great
66





























