Embed Size (px)
Citation preview

Pulsation and Vibrations control in Urea Plants
Plants equipped wilh reciprocating mac/lines can be affected by piping vibrations induced by pressure pulsations. The presence of excessive levels o/vibration represents Q long term risk of failure/or
piping and equipment.
The original source o/such pressure pulsations is dependent on the type of machinery, but even low pulsation levels do not guarantee that the system will not suffer from vibrations. In fact vibrations,
and cyclic stresses might occur a/so in case Q mechanical and/or acoustical natural frequency of tire plant coincides with the frequency of the source o/pressure pulsation.
This paper describes the methodology to be followed to prevent, assess and solve these problems.
Lessons learned during engineering, construction and commissioning of revamped urea plants equipped with reciprocating machines are also presented.
Costantino Bruni CASALE S.A. - Switzerland
Leonardo Galirnberti CASALE S.A. - Switzerland
Introduction
I n the piping systems of industrial plants utilizing positive displacement machinery like reciprocating compressors (refer to fig. I and fig. 2) and positive displacement
pumps (refer to fig. 3 and fig. 4), the flow is not steady. The fluid moves through the pipes in a series of flow pulses which are superimposed upon the mean averaged flow. Due to the inertia of the fluid, the flow pulses, in turn, generate pressure pulses or waves, hereafter called generically pulsation, that propagate through the fluid, either gas or liquid, inside of the piping system.
2015 143
Figure I. Typical compressor mechanism
Despite the fact that the original source of the pulsation in a plant is mainly the unsteady flow generated by positive displacement machines (exciting pulsation), the amplitude
AMMONIA TECHNICAL MANUAL

of the resultant pressure waves is the result of the interaction of the original source with the
piping system and fl uid characteristics.
60 -..!!! 0> 50
/ "-"""" -~ 40 / \ 0 = 30 / en en
'" ~ 20
1 0
0 005 01 015 02 02503 035 04 045
Time [sJ
Figure 2. Smgle piston compressor flow discharge pulse
This interaction can either reduce the original pulsation within acceptable limits or amplify it. The pulsation, when acting on piping discontinuities, transforms itself into shaking forces applied to the mechanical system and generating piping vibrations. These forces could exceed the mechanical resistance of the piping system and of the installed equipment. This paper describes the methodology to be fo llowed to control pulsation and vibration levels, in particular in revamped urea plants equipped with reciprocating machines.
positive Source Peroni Pompe
GPM
900
Total pump flow vs. degl""e e s rotat ion 'of the crankshaft
800
7 00
o 1 20 180 2 4 0 CRA NK RO TATIO N IN DEGREES
Figure 4. Triplex plunger pump discharge flow pulse
AMMONIA TECHNICAL MANUAL 144
'60
05
2015

Fundamentals of Pulsation and Mechanical Vibration Theory
A fluid contained in a confined volume has, like other osci llating physical systems, a certain compressibility with consequent inborn and intrinsic pulsation frequencies (natural acoustical frequencies) at which the fluid tends to pulsate when excited by even small external dynamic pressure sources. Whi le the oscillation behavior of mechanical systems is part of the widespread knowledge, the pulsation in a fl uid system is commonly less familiar. Just to give an example and describe how a fluid system could "acoustically vibrate", fig. 5 below shows the analogy between the characteristics of a fluid and of a mechanical system:
•
•
•
2015
lmt l",t Po F ~ R ,
I ,
R m
Figure 5. Analogy between an acollstic system (i.e. resonator) and a mechanical oscillator,
The mass Ma of the volume V contained in the vertical pipe of the resonator pipe (of length L and section area A) is acting as the mass Mill in the mechanical osci llator; The compressibility factor of the fluid volume Cn (proportional to the square of its speed of sound c2) is corresponding to the spring stiffness K III the mechanical system; The piping-fluid friction Ra is equivalent to the damping factor Rm In
145
the mechanical system.
After having given the above definitions the respective un-damped natural frequencies of the two analogous systems are provided by the following similar equations:
l r;0 {resonance acotlsticsystem = 2rr ~LV
tmonan" ",,,han'ca' 'Y'''''' ~ 2~ J :m In a fluid system when the frequency of the applied pressure pulsation generated by any source matches the natural frequency of the fluid contained in the piping, then a resonance occurs and the amplitude of the resultant pressure oscillation is maximized (acoustic resonance).
• ~ , ." .. E <
frequency
Figure 6. Typical acoustical resonance graph.
It means that, in the case of resonance, even an apparently tolerable exciting pulsation can be amplified by this interaction and be the cause of system fai lures. Such amplification in pulsation can also propagate at great distance from the ex iting pulsation source. An important role in case of resonance, could be played by the damping factor 8 , proportional to the fluid viscosity, friction and turbulence, that tends, as shown in the fig. 6, to reduce the actual amplification peak. The ratio of the resultant pulsation Pdyn to the source pulsation Po is analytically given by the
AMMONIA TECHNICAL MANUAL

following formula:
Pdy n ; r====;l===== Po
Where:
PdY ll is the resultant dynamic amplitude of pulsation
Po is the source pulsation amplirnde (or static amplitude)
f {res
Ires 8
is the ratio of forcing frequency to
natural frequency is the system natural frequency is the acoustic damping ratio produced by the fluid friction / viscosity / turbulence
Experience says that the acoustic damping ratio in pipelines is unfortunately quite small. Resonance can lead to strong enhancement of pulsation level (> factor 20). Due to the small acoustic damping the pulsation can also propagate over a large distance in the piping and field experience says that effective damping in propagation is sensible only after 10 times the wavelength.
The pulsation, when acting on plpmg discontinuities such as elbows, reducers, tees and dead ends, transform itself into shaking forces acting on the mechanical system. For instance the pulsating force caused by pulsation on an elbow is given by the
=.~
1 11.00
§: j
I 10.00
•. ~ o.~
o.~ 0."
fo llowing formula:
IT 2 ("') FreSlllt :; 2Pdy n '4D cos 2"
Where:
I. F2 :; Pd yn G) D 2
2. FReSult
3. F1 :; PdYll (~) D2
4. '" 5. D
Since the piping mechanical system is elastic, it has its own intrinsic natural frequencies (natural mechanical frequencies). A further dynamic interaction is hence introduced: the one between the shaking forces (mechanical excitation) and the piping mechanical system. Once again when the frequency of the applied dynamic shaking forces matches a piping mechanical natural frequency, a further resonance occurs and the amplitude of the resultant vibration and cyclic stresses are maximized (mecbanical resonance).
I: - O.O:l~
I: _ O. U~
I: - 0 . '0
• O.:H
- o.~o
, .~ , ... ..~
Figure 7. Amplification f actor for various damping rat ios
AMMONIA TECHNICAL MANUAL 146 2015

1 AF=r===============
Where:
AF
w
UJ r es
Wres
[ ( W )2]2 ( W)2 1 - - + 2\ -wres Wres
is the ampli fication factor defined as the ratio of the actual piping vibration amplitude (or dynamic deflect ion) to the static piping deflection
is the ratio of forcing shacking force
frequency to natural mechanical frequency is the system natural mechanical frequency is the mechanical damping ratio (as ratio of the critical damping) produced by the piping supporting system
Field knowledge generally shows that the piping systems have typically mechanical damping factors from 0.01 to 0.05. It means that, due to this little damping, the amplification factors can be, in case of resonance, from 10 to 50. It obliges the designers not to consider the piping mechanical damping factor as a way to mitigate the effect of the resonance. The way to avoid issues is to calculate or detect all the system mechanical natural frequencies and keep the exciting frequencies at a certain distance from them. The theoretical analysis confirmed by field experience generally shows that, a 10% shift of the exciting frequency away from resonance, results In acceptable resulting vibration. Considering the above and allowing 10% uncertainty in natural frequency predictions, a 20% separation design margin is recommended as a common guideline.
Pulsation and vibrations in urea plants
In the urea plants, the chemical production aim is to force ammonia (NH3) to chemically react
2015 147
with carbon dioxide (C02) in order to obtain first an intermediate product, ammonium carbamate (NH4C02NH2), which is then further converted to urea (NH2C02NH2). The reaction takes place in reactors working at high pressure between 14 and 25 tv1Pa (2030 to 3625 psi), depending on the type of the specific technology. Hence there is the need to compress C0 2 gas and to pump liquid ammonia and carbamate up to such pressures. The existing 40 to 20 years old urea plants typically have a production capacity lower than 1000 - 1500 MTD (Metric Tons per Day) and are best considered for this paper topic. The machines capable to accomplish the mentioned high pressure C0 2, ammonia and carbamate services characterized by elevated delivery pressures and low now-rates are reciprocating compressors and positive displacement plunger pumps. The continuous flow machines, also called "dynamic" machines (e.g. centrifugal pumps and compressors), do not introduce significant pulsation into the system, but they are not usually applied in these older plants due to their inherent low efficiency at low volumetric flow and at high deli very pressure.
As explained in the introduction such type of machines generate flow-induced pressure pulsation. By consequence, the piping branches in the urea plants that are mostly affected by pulsation are the suction and di scharge lines of the C0 2 compressor (refer to fig. 8) and of the H.P. ammonia and carbamate solution pumps
FiRure 8. C02 recip. compressor installarion
AMMON IA TECHN ICAL MANUAL

To mitigate the effects of the pulsation, a comprehensive acoustical study must be carried out and applied on the suction piping lines starting from these machines, then going backward up to the first important equipment vessel upstream the machines (typically hold up
reservoirs). For the discharge piping, the study starts from the machine up to a pressure acoustical non-reflecting node, such as a big hold-up volume, reactor, ejector or mixing tee downstream the machine.
Figure 9. H.P. ammonia alld carbamate pumps instal/olio"
For example, in the process scheme shown in fig. to, the suction and discharge lines of the HP ammonia pumps to be investigated are from the ammonia tank reservoir (vessel "V-t03") up
~ b:: b.::: -
~ ~-, ~.;::
, . "~ ~ r ~
r" l' ""'~A
to the ejector for the HP scrubber and the ejector for the HP condenser (respectively "J-201 " and "J- 201B").
"
r
f-.+~ I
e ~ I <8>-/ <$> "'" , T
Figure 10. Process Flow Diagram ofHP synthesis seclioll
AMMONIA TECHNICAL MANUAL 148 2015

As another example the piping lines of the C02 compressor to be investigated are from the gas receiver coming from the ammonia plant upstream the additional recip. compressor ("K-
.------------ - --, 1(· 104 , - _._.- --- EJ- - - - -
, , .L...J '---, , ,
01 0 , , , , ,
':I U
I OT') up to the HP stripper or other ammonia/C02 mixing devices downstream the compressor (refer to fig. I I).
c- c-
" ,T
+-' 0 '-_._J
I
I ~ -
, - - - -' ---------
~------r
I 1(· 107 I -Q
Figure I I. Process Flow Diagram COl compression
At this point some thought must be given regarding the possible effects of a mechanical fai lure in a urea plant in consideration of the operating pressure and the fluid toxicity. Concerning the C02 compressor, both suction and discharge lines are affected by a residual gas pressure pulsation. The average pressure in the suction line of the reciprocating C02 compressor is near atmospheric (unless the plant is equipped with a booster centrifugal compressor) , therefore excessive pulsations and vibrations must be avoided to limit noise, frequent opening of the PSVs, piping supports failures, and leakage of C02. In the discharge piping lines, the effects of a possible mechanical fa ilure are critical due to the va lues of gas pressure in the average of 14 -25 MPa (2030 - 3625 psi).
Concerning the high pressure ammonia pumps the suction pressure is in the range of 1.4 - 2.2 MPa (200 to 320 psi) and the discharge pressure
2015 149
is in the range of 14 - 25 MPa (2030 to 3625 psi). In the plplllg suction line pulsation and vibration must be limited to avoid pump cyclic cavitation, frequent opening of the PSVs, and mechanical fai lures that, in spite of the low pressure, are actually serious due to the volati lity, explosiveness and high toxicity of the pumped fluid. Fai lures in the piping discharge lines are even more critical due to the high pressure that would contribute in the propagation of the flu id in the surrounding environment. Concerning the high pressure carbamate solution pumps the considerations are similar to the ones just made for the ammonia pumps with the additional burden represented by the suction pressures that could reach, in some process technology, up to 7 MPa (1000 psi). The danger of the carbamate solution is associated to its high content of ammonia. The carbamate solution is also highly corrosive.
AMMONIA TECHNICAL MANUAL

New and revamped urea plants
In a new urea plant a comprehensive acoustical study must be carried out during the detailed design stage considering the mechanical and fluid-dynamic characteristics of the selected machinery. Solving problems during operation is always more costly than a good analysis during the design stage. Not having an existing plant available on which it would be possible to acquire the actual pulsation and vibration figures, all the evaluations and design decisions must be based on the digital modelling and simulation of the plant. The basis of the study is the documentation generated by the detail engineering designer such as: • Process flow diagrams;
• P&ID; • Isometric line drawings; • Dimensional characteristics of the
piping; • Dimensional characteristics of the
static equipment such us reactors, scrubbers, condensers, ejectors, mixing tees, and others.
Concerning the C02 lines the pulsating interaction of the C02 compressor with the suction and discharge lines is usually studied by plant designer in full collaboration with the compressor manufacturer who, in general , is in possession of the in-house capabi lities to carry out all the necessary modelling and simulation of the machine together with the associated suction and discharge process gas lines including piping, dampers, exchangers, separators and valves. Usually new urea plants (of medium-small size) are equipped with one reciprocating compressor for the complete pressure ratio or with a centrifugal compressor for the LP stages and one reciprocating compressor for the HP stages. Two reciprocating compressors can be also foreseen. If one machine is operating and the other one is kept as spare, there are no interactions between the two machines. On
AMMONIA TECHNICAL MANUAL 150
the contrary if the two compressors are specified for parallel operation, these interactions shall be considered during the study. Concerning the HP pumps, it is much more common to have two machines operating in parallel. Sometimes for the ammonia and carbamate services three pumps are installed for each service whose two out of three are in normal parallel operation with the third one kept as spare. Pump OEMs usually do not have the knowhow and resources to carry out either acoustical or piping mechanical simulations, therefore plant designer must usually involve, through the OEM or directly, third party companies (internationally recognized research institutes) for the modelling and for the dynamic response of the suction and discharge lines. The mechanical and fluiddynamic pump characteristics (such as valve spring modulus and passages dimensions, stroke, crankshaft radius, etc ... ) must be provided anyway by the machine OEM.
In case of revamping an existing urea plant the base considerations made for the new plants sti ll apply with some additional warnings and constraints. First, before the execution of the detail engineering for their revamping, they must be checked in order to verify that there are no former pulsation and vibration issues that could be inherited by the revamped layout. Taking advantage of the fact that the plant is existing, a pulsation and vibration data acqu isition campaign must be executed at site in a ll possible plants operating modes. In case of issues the necessary corrective actions should be implemented before or incorporated into the design of the revamped plant. This decision is subject to agreement between the plant owner and the revamping contractor. Even assuming that the existing plant is free of issues, it must be considered that any of the fol1owing plant modifications entai ls the necessity of a new pulsation study:
2015

•
•
•
•
•
•
Change addition elbows
of the piping routing of new discontinuities
or reductions.
with like
Such discontinuities are in fact source of new shaking forces. Change in the plant layout especially if the existing plant is supported at ground level and the revamped new portions are foreseen to be developed in elevation. The effectiveness of the elevated supporting frames is in fact really lower than the one of the supports connected directly to the ground. Change of the of the system volumes. If on the one hand the volumes are acting as dampers and are capable of filtering the pulsation frequencies on the other hand they characterize the acoustic stiffness (similarly to the K spring modulus) and therefore are capable to shift the natural acoustic frequencies. Modification of the existing machines changing the exciting pulsation amplitude and frequency. The introduction of new exciting frequencies could in fact interact with ex isting or new system natural acoustic andlor mechanical frequencies. Introduction of additional machines to be operated in parallel with the ex isting ones. The introduction of a machine even equal to the existing ones doubles in fact the ex isting exciting frequencies. New system natural acoustic andlor mechanical frequencies could become excited. Replacement of existing machines with new ones of reciprocating type.
Working Methodology
Taking into consideration the explained principles of piping vibration, a comprehensive study having the purpose of controlling or reducing the same in a new, ex isting or modified plant must be carried out pursuing the
2015 151
fol1owing targets and progressive steps:
•
•
•
First step is the acoustical simulation and analysis having the intent of reducing the resultant pressure pulsation inside of allowable limits. This is done modelling the acoustic system, its interaction with the machines and introducing dampening devices (like orifices, mufflers and volume dampers) or detuning corrective actions (decoupling the exciting pulsation from acoustic natural frequencies) like pipe rerouting. Once the pressure pulsat ion levels have been reduced the second step has the target to detune the residual shaking forces as generated by the residual pressure pulsation from the mechanical natural frequencies (dynamic mechanical review or analysis). This is done through a proper design of the pipe restraining and supporting system in consideration of the machine operatjng frequency ranges in order to obtain the mentioned mlOimum 20% separation margin. At the conc lusion of the acoustical and mechanical studies the designer must also take into account the requirements of the piping stress analysis. Thermal expansion of the piping is commonly demanding mechanical flexibility rather than rigidity as asked by the dynamic mechanical study. Due to this the dynamic mechanical requirements and the mechanical stress analysis must be brought to convergence in an iterative way at the conclusion of the comprehensive system design.
Accord ing to the applicable API standard, different design approaches can be considered. The design approach shall be selected taking into account the power and the discharge pressure of the involved machines and the complexity of the system (refer to fig. 12).
AMMONIA TECHN ICAL MANUAL

3 3 3 20 MPa :5 P < 35 MPa ~
£ 2 3 3 7 MPa :::; P < 20 MPa 1
.~ 2 2 3 3.5 :5 P < 7 MPa C
v !!
I 2 2 P < 3.5 MPa i kW/cyl < 55 S5 < kW/cyl < 220 220 < kW/cyl
Rated Power per Cvlinder
Figure /2. API 618 Design Approach Selection
In this paper simplified and empirical approaches (i.e. Design Approach I) will be not described since they are not effective in case of high pressure applications or complex systems like the ones usually present in the urea plants.
The analysis can be performed by the machine manufacturer (i.e. compressor vendor) or by a third party (i.e. qualified research institute). Since different discipl ines are involved (i .e. process, mechanical, machinery, piping) as well as different parties (i.e. engineering contractor, machine vendor, research institute, end-user), it is recommended to have a single point of responsibi lity, normally the engineering contractor, who shall provide complete performance and mechanical guarantees.
The complete working process is composed by two main steps: Acoustic Simulation and Mechanical Study. As already said a third step shall be also taken into account for the revamping project: Field Measurements.
Acoustic Simulation
The scope of the acoustic simulation is to calculate the resultant pulsation in the piping systems and to compare it with the allowable levels of pulsation. This is done modeling the relevant acoustic system. At the beginning all
AMMONIA TECHNICAL MANUAL 152
the boundary conditions shall be well defined clearly identifying them on the P&IDs. Usually they are defined volumes (i.e. pressure vessels) big enough to prevent pulsation propagation beyond them. The characteristics of the fluid (i.e. gas or liquid) shall be known as well as all the main data of the involved machines. At this point in order to develop the model all piping isometric drawings are required including all the volumes of vessels or exchangers inside the battery limits. Depending on the results of the first run of the simulation two different scenarios can be considered. In the case of new plants with the rotating equipment properly specified and already equipped with suction and di scharge dampers, minor changes are normally expected (i.e. installation of restriction orifices). On the contrary in case of revamped plants where additional machines are installed, or in case of new plants with machines not properly specified or equipped with insufficiently sized dampers, major change (i.e. installation of larger dampers, modification of the lines) are often necessary. Acceptance criteria for pulsation levels are stipulated by the applicable AP] standard (refer (ofig. l3).
2015

They basically consist in the application of the following criteria:
1 )
]. ! ..
:< ~ 1
p _ 100 dyn - J ID xf
This formula limits the pulsation energy in relation to the pipe dimension.
8 8
8 8
' 8 . \
• \
'8
~, - ---,_.-
Where: Pd Y ll is the allowable peak to peak
pulsation ID is the piping internal diameter f is the frequency of PdYIi
8;8--------";8--------f. •• ,-------, .. ~------~ .. ~------~, ••
2)
3)
2015
Figure 13. Example of application of API 674 Design Reference [4]
Pm i ll > 1.1 x Pv This is applicable on pump suction lines in order to avoid cavitation. Where: Pmin is the minimum value of the
suction complex pressure wave Pv is the liquid vapor pressure
Pp < P,v - Pd - (0.05 x Pd )
This is applicable on pump discharge lines in order to avoid pulsationi nduccd-rc I ic f-valve-open i n g. Where: P d is the max. specified value of average discharge pressure. Pp is the positive peak of pulsation complex wave.
153
Prv is the relief valve setting pressure.
Mechanical Study
Once the pressure pulsations have been reduced the second step has the target to detune the residual shaking forces (as generated by the residual pressure pulsation) from the mechanical natural frequencies. This is done through a proper des ign of the piping supporting system. Piping supports shall be selected (i.e. type and rigidity) and distance between supports shall be fixed. Results of the thermal flexibility analysis shall be also considered and integrated in the design of the piping supporting system. It shall be noted that the requirements of the piping thermal flexibility analysis (also called
AMMONIA TECHNICAL MANUAL

piping stress analysis) are normally diametrically opposed to the ones necessary to restrain the pulsation induced shaking forces. An engineering contractor is normally asked to find an acceptable compromise.
0 . '
~
~ i O.oz
~ 0 .0 1
'" J
0 .001
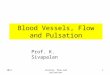
Two different levels of investigation can be considered: Mechanical Review and Mechanical Analysis. In any case the resultant piping vibration shall not exceed the ones shown in the fig. 14.
~ .too zoo
,.,
0 .5 ~ f
0 .25 j .~ ~
0 .0 25 WOO
F.e q uen cy (H~)
Figure 14. API 618 Design Vibralioll Guidelines
Mechanical Review
The Mechanical Review and the Acoustic Simulation compose the Design Approach 2 as defined by API RP 688. Mechanical review shall be performed using piping span and basic vessel mechanical natural frequency calculations to avoid mechanical resonance. As anticipated in the introduction a separation margin is required in order to avoid coincidence of excitation frequencies with mechanical natural frequencies of the rotating equipment, pulsation suppression devices and piping system. Two guidelines can be considered to fix the separation margins:
AMMONIA TECHNICAL MANUAL 154
• The predicted mechanical natural frequencies shall be designed to be separated from significant excitation frequencies by at least 20% (as design value in order to attain at least 10% in the actual system).
• The mllllmum mechanical natural frequencies of any rotating equipment or piping system element shall be designed to be greater than 2.4 times the maximum operating speed (i.e. 20% higher than the second harmonic exciting pulsation).
This review sha1l result in a table of various pipe sizes indicating the maximum allowable span between piping supports as function of pipe diameter.
2015

NOMINAL PIPE MAX IMUM CLAMP SPACING
DI AMETER (IN) FT (MM)
1-112 8.5 (2570) 2 9.5 (2870) 3 11.5 (3490) 4 13 (3960) 6 15.75 (4800) 8 18 (5480)
FIgure 15. Example of ptpmg span recommendatIOn: Reference [4]
Mechanical Analysis
The Mechanical Analysis and the Acoustic Simulation compose the Design Approach 3 as defined by API RP 688. The mechanical analysis can be divided in three different steps: 3a - Mechanical Natural Frequencies Analysis 3bl - Forced Mechanical Response Analysis of the Machine System 3b2 - Forced Mechanical Response Analysis of the Piping System
The Design Approach 3 is considered complete at the end of any of the steps if the design criteria are met.
Step 3a~Mechanical Natural Frequencies Analysis
The scope of Step 3a is to identi fy the machine (i.e. compressor) system natural frequencies and the shaking forces that occur at or near those frequencies. If separation margins are not met and redesign is not possible, subsequent steps shall be followed.
Step 3bl-Forced Mechanical Response Analysis of the Machine System
When the excitation frequency separation margins or the shaking force amplitude guidelines for the pulsation suppression devices
2015 155
cannot be met, a forced mechanical response analysis of the machine model (i.e. compressor) to the pulsation induced forces and other applicable forces (i.e. gas load forces for compressor) shall be performed . The allowable cyclic stress criteria stipulated by API RP 688 shall apply.
Step 3b2-Forced Mechanical Response Analysis of the Piping System
When the exc itation frequency separation margins or the shaking force amplitude guidelines for the piping system cannot be met, a forced mechanical response analysis of the piping system to acoustic shaking forces shall be performed. The allowable cyclic stress criteria stipulated by API RP 688 shall apply.
Field Measurements
In case of new plants field measurements can be taken only after plant erection and start-up. There are many reasons for which these measurements can be required. The most common ones are: • Necessity to have a confirmation that the
design requirements have been met. • Vibration problems. tn case of plant revamping, fi eld measurements can be taken for the plant in its ex isting configuration. Both pressure pulsation and vibration measurements are required and can be extremely useful in the analysis to be performed for the revamped plant. Field measurement can be also useful to understand if actual values of pressure pulsations and vibration are within the acceptance criteria.
Case Histories
Two ca~e hi~tories will be described. The first one refers to a urea plant located in India while the second one refers to a urea plant located in the Middle East.
AMMONIA TECHNICAL MANUAL

Case 1 - India
As part of the scope of the revamping, the foliowing machines had been added in paraliel to the existing ones: a new reciprocating C02 compressor, a new HP reciprocating ammonia pump and a new HP reciprocating carbamate pump.
Pulsation and mechanical studies for the complete C02 compression system had been included in the scope of supply of the machine vendor. Analyses had been perfonned properly and all the requests had heen implemented in the piping systems (i.e. installation of restriction orifices). No problems had heen experienced at start-up and during nonnal operation.
Studies had also been commissioned to the pump vendor for ammonia and carbamate pumping system. Simplified studies had been perfonned and major pulsation and vibration issues had been experienced at plant start-up on the HP carbamate pump discharge line (i.e. high piping vibration levels, failure of pulsation damper, and failure of discharge line).
Temporary solutions had been implemented to run the plant: modification of the supporting system to mitigate as much as possible the shaking forces generated by the pressure pulsation, substitution of the failed HP line, installation of the repaired pulsation damper (refer to fig. 16).
Figure 16. Discharge damper under repair after circumferential weld opening.
AMMONIA TECHNICAL MANUAL 156
In order to solve definitely the problem an independent analysis had been performed by an internationally recognized research institute. At the beginning pressure pulsations and piping vibrations had been measured and recorded and after that a model had been prepared for the area of concerns (HP line from pump discharge up to the first pressure vessel).
The results of the study demonstrated that discharge damper was not properly sized. In addition it was necessary to modify size and routing of the entire line, add some restriction orifices and reconsider all the supporting systems. Additional supports had been installed but requirements of the thennal fl exibi lity analysis had been also taken into account.
After implementation of all the modifications. including the substitution of the damper, the mechanical behavior of the system improved dramatically and piping vibrations decreased up to acceptable limits.
Case 2 - Middle East
In this case the vibration issue was related to the HP ammonia pumping system. The system was composed of two identical triplex horizontal pumps plus one additional triplex vertical pump, of a smaller capacity, always running in parallel with one of the other two pumps. This system was already subject to investigation due to high piping vibrations experienced on the discharge line of the ammonia pumps and of the C02 compressor. Vibration was not resolved reducing the pulsation levels but stiffening the supporting system since the discharge lines were short and were easy to restrain (i.e. routed at ground level).
During the revamping, the routing of the discharge line was completely modified, but pumping capacity remained as per original condition. With the new plant arrangement the discharge line run on a new structure and the
2015

piping design was initially considering only the piping stress analysis.
At plant start-up high pIping vibrations were experienced. Some temporary solutions had been implemented to run the plant (i.e. modification of some pipe supports), but to solve the problem it was decided to perfonn a pulsation study with mechanical review and site measurements. This activity was assigned to an internationally recognized research institute that as first step measured at site pressure pulsations and piping vibrations. With these data, the as built isometric drawings, the pumps main data and the drawings of the existing pulsation dampers, a model was built and the analysis perfonned.
As result it was necessary to replace the dampers with new ones, add some orifices and modify the supporting system. After having implemented all the modifications, a field test had been successfully perfonned to confinn that design requirements had been met.
Lessons Learned and Conclusions
This paper has described how pulsation and vibration issues can affect urea plants and the working methodology required to properly design pumping and compression systems
vibration issues shall be always taken into account when the plant is equipped with reciprocating machines, also in cases where capacity is not increased but just pipe routing is modified.
It is always recommended to have a single point of responsibility that shall manage all the technical issues and coordinate all the different parties.
Simplified approaches or studies not coordinated together are not effective in high pressure applications and in critical services as encountered in urea plants.
References
[I] API Standard 618 5'" Edition "Reciprocating Compressors for Petroleum, Chemical, and Gas ( ... )"
[2] API Standard 674 3'" Edition "Positive Displacement Pumps Reciprocating"
[3] API Recommended Practice 688 JSI Ed. Pulsation and Vibration Control In
"Positive Displacement Machinery Systems for Petroleum, and ( ... )"
utilizing reciprocating machines. [4] Engineering Dynamics Incorporated Technical Reports 93693-3 & 93886-3 "Acoustical Design Study" and "Vibration & Pulsation Survey NH3 Pump & C02 Compressor Piping Urea Plant ... " June 25, 20 I 0 and Sept. 6, 20 II.
CASALE successfully applied the described working methodology in seven different revamping projects for urea plants starting from 2001 up to 2014.
The type of study and all the required steps must be selected taking into account the type of revamping (i.e. capacity increase with new [5] machines installed in parallel to existing ones, change of piping routing, original plant affected by excessive piping vibrations).
In all revamping projects, pulsation and
2015 157
J.D. Tison, M.A. Broom, P. Grazier, K. Watson
Engineering Dynamics Incorporated Technical Report 94172-3 "Follow-up Vibration Survey NH3 Pump & C02 Compressor Piping Urea Plant...", May 17,2013. Phil Grazier, Charles Hill
AMMONIA TECHNICAL MANUAL

[6] Engineering Dynamics Incorporated "Vibration Troubleshooting of Existing Piping Systems", July II , 1991. 1. C. Wachel, D. R. Smith
[7] TNO, The Netherlands, A. Eijk, G. Egas "Effective Combination of On-Site Measurements and Simulations for a Reciprocating Compressor System" EFRC 2nd Symposium, May 17th_18th,
2001.
AMMONIA TECHNICAL MANUAL 158 2015