Embed Size (px)
Citation preview

Pull Scheduling Systems Overview
By
David Hallett

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 2 rev 05/03/10 www.PullScheduling.com
A message from the author
You are about to learn about powerful concepts that can permanently transform your business. Pull Scheduling is truly a paradigm shift from the scheduling systems that most Businesses use today. These systems have proved to be absolutely superior to traditional methods, and their use will have positive impacts on your business in ways you would not expect.
I’m going to challenge you with ideas that may be new to you. Many of these will initially seem “counter intuitive” – they will not be the approach that your experience and intuition would have you take. However, as you gain exposure to the concepts, and then apply them, you will start to think in an entirely different way.
In this overview, I’ll share general Pull Scheduling principles – concepts that are universally true, regardless of company or circumstance. I will also share some implementation techniques that I have developed over the years. These will help steer you to the right methods for your situation and give you some insight into where you should start in your application of Pull Systems.
About David Hallett
David has been applying pull systems for over 20 years. For the last 10, he has worked as a Management Consultant focused on helping businesses improve their operations. He primarily works with companies who want to apply Lean Manufacturing and Theory of Constraints tools to improve their operations.
David’s education is in Industrial Engineering. His Lean Manufacturing skills were developed in Japan and the US working directly with Japanese Lean Sensei’s. He studied Theory of Constraints at the Goldratt Institute and is a certified Jonah.
Dave is a sought after speaker and consultant. Over the last decade, Dave has consulted with over 50 companies. He has presented at national conferences, professional groups, and international corporate gatherings. He has been utilized as an independent outside resource for a national consulting firm and various Manufacturing Extension Partnership (MEP) centers in the USA.

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 3 rev 05/03/10 www.PullScheduling.com
Table of Contents
I. The Case for Pull Systems Page 4
II. Types of Pull Systems Page 12
III. Implementing Pull Systems Page 20
IV. In Conclusion Page 22
Appendix Page 23
Glossary of Terms and Concepts Page 24

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 4 rev 05/03/10 www.PullScheduling.com
I. The Case for Pull Systems
This Chapter will review Pull System fundamentals and the benefits of applying Pull Systems in your business.
Let’s Get Started
My first exposure to Pull Systems was in the mid 1980’s when I was working for a subway car re-manufacturer. In re-manufacturing, you take used products and rework and upgrade them so they are like new (or better). In the subway car industry, the cars are still in revenue service when the Transit Authority contracts to have them re-manufactured. In order to get them worked on, they have to remove them from revenue service, which they dislike doing (for obvious reasons). When they do remove them from service, they want them back in the shortest lead-time possible.
Most re-manufacture contracts in the subway car industry have requirements for these three items:
Work in Progress (WIP) – The number of subway cars the Transit Authority will allow the re-manufacturing company to have out of revenue service at any given time.
Lead-Time (LT) – The amount of time from when the subway car is released from service until it is returned to service.
Rate – The number of subway cars delivered to the Transit Authority per unit of time.
During this time, I was responsible for both the scheduling of the re-manufacturing process, and the monitoring and analysis of costs related to this process. After a while, I realized that there was a relationship between these three variables:
Lead-Time = WIP / Rate
Later on in my career, I learned that someone named “Little” had discovered this formula before I had and named it “Little’s Law”. This simple little formula is very powerful and is one of the keys to pull systems.
Let’s look at a couple of examples. If my WIP was capped at 10 by contract, and I was able to produce 2 units per week, what would my lead-time be?
LT = WIP / Rate = (10 units) / (2 units per week) = 5 weeks
If my WIP was capped at 20 units, and I was required to maintain a lead-time of 4 weeks, what would my rate have to be?
First transform the formula LT = WIP/Rate to Rate = WIP / LT
Rate = WIP / LT = (20 units) / (4 weeks) = 5 units per week
Later on, when I was exposed more formally to pull systems, I realized that our re-manufacturing customers had forced a Pull System on us. The general definition of a Pull System is:
Pull System – A scheduling system where inventory is limited in some way
Note – Inventory can be raw materials, WIP, finished goods, etc.

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 5 rev 05/03/10 www.PullScheduling.com
Most businesses do not put hard limits on their inventories. Without a limit, the amount and location of inventory at any given time is fairly random and will tend to grow as time goes on. This is considered a Push System, which we will define as:
Push System – A scheduling system where inventory is not formally limited
How did we get to Push Systems?
Since we were young, we have been taught some basic work concepts such as:
Work hard
Go fast
Get ahead
The measures and incentives we often use in business support these concepts. Typically, workers and departments will have measures and incentives for units per day, units per person, schedule attainment, etc.
In-B
ox
Ou
t-B
ox
Schedule
Move to Next
Figure 1
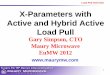
Let’s look at a typical business scenario. A worker works at a desk with a computer on it. The worker is given a schedule of what work should be done when. Jobs arrive at the desk and go into an “In-Box”. The worker reviews the schedule, takes the next scheduled Job from the In-Box, processes it using the computer, and puts it in the “Out-Box” when completed. Periodically, the worker will get up and move any Jobs currently in the Out-Box to the In-Box of the next step in the process.
Each week, the worker’s supervisor reviews the number of Jobs completed and whether the Jobs were completed per the schedule. If targets were not met, the supervisor follows up with the worker to take corrective action.
Based on the measurements in place, and the worker’s focus on “Work Hard, Go Fast, Get Ahead”, the worker tries to stay busy. As soon as a job goes to the Out-Box, the next job on the schedule is gathered from the In-Box and started. If the next job is not available, but a later job is, the worker starts that job instead.
What’s wrong with Push?
There are two assumptions we often make when managing businesses:

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 6 rev 05/03/10 www.PullScheduling.com
1. Our business processes are independent. A change in one process will rarely affect our other processes in any adverse way.
2. Our business processes are additive. To see how well the business is working, see how well each of the processes is working and essentially add them up. To improve performance and profitability, get each process to be as efficient as possible. An improvement to one process will improve the bottom line of the company.
Based on these assumptions, we manage our business in a certain way. We try to optimize each department, area, and individual process. Doing this will maximize performance and profitability. We often schedule each process separately – if they all follow the schedule, the overall schedule will be met. We give each process performance measurements so we can tell if they are being “efficient”.
Here is the problem – These assumptions are wrong! The following two principles replace the flawed assumptions:
1. Our business processes are dependent. A change in one process will tend to affect some or all of the other processes in some way.
2. Our business processes are not additive. An improvement to one process will usually not affect the overall performance and profitability of a business in a positive way. In fact, based on the 1st principle, what is perceived to be an improvement in one area will actually reduce the overall performance of the system.
Let’s look at an example of this.
Customer Service /
Order Entry
Customers /
MarketOrder Delivery
Current
Capability
16 /
day
Engineering
Purchasing Production Control Big Machine
Small Machine
Shipping
Current
Capability
15 /
day
Current
Capability
12 /
day
Current
Capability
15 /
day
Current
Capability
14 /
day
Current
Capability
16 /
day
Current
Capability
16 /
day
Figure 2
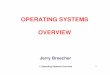
The diagram in Figure 2 shows a “Business Circle”. Every business has a series of processes that ultimately link together to form a circle. The names and capabilities of each box will be different for each business, but the general concept will always be the same.
Let’s say that the “Engineering” box represents the worker in the Push System we described previously. If the worker is meeting the 15 per day goal and is following the schedule exactly, how many Jobs will

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 7 rev 05/03/10 www.PullScheduling.com
the business ship per day? The answer is 12 per day. In this circle, we can only go as fast as our slowest process, which is currently Purchasing at 12 per day.
Where are the other 3 per day going? They are stacking up in front of Purchasing. What is happening to out lead-time?
LT = WIP / Rate, WIP is growing and Rate is staying the same. Therefore, LT is growing!
Is a growing lead-time a bad thing? Absolutely!
Every Lean Manufacturing presentation from the MEP Network has the following quote from Henry Ford:
“One of the most noteworthy accomplishments in keeping the price of Ford products low is the gradual shortening of the production cycle. The longer an article is in the process of manufacture and the more it is moved about, the greater is its ultimate cost.”
Essentially what Henry Ford is saying is that the longer the lead-time, the greater the cost, which provides the following formula:
Lead-Time = Cost
This formula is the essence of Lean Manufacturing, which is focused on the elimination of non-value added activities. Typically, 95%+ of a products lead-time is non-value-added time. Therefore, if we focus on lead-time reduction, we will inherently reduce non-value-added-time and become “Leaner”.
Lets go back to our Engineer. At the end of the year, his supervisor was real happy because he met his output and scheduling targets. He received a big raise, and then was challenged to improve by getting his daily output up from 15 Jobs per day to 17 Jobs per day. His supervisor said this was necessary because all the supervisors had been tasked by the Big Boss to improve efficiency this year.
After much analysis, hard work, and overtime, the Engineer implemented several changes to his computer programs that enabled him to get his daily output up to 17 per day. At the same time, the other departments didn’t have quite as much success. In fact, Purchasing was still stuck at 12 per day.
What affect did the improvement in Engineering have on the overall business?
LT = WIP / Rate, WIP is growing and Rate is staying the same. Therefore, LT is growing!
LT = Cost, LT is growing. Therefore, Cost is growing!
Wait a minute, what is going on here. Engineering improved, but costs went up! Why is this?
Lets go back to the two principles. Our processes are not independent, as a change in Engineering did affect the other processes in our system. Also, our processes are not additive, so an improvement in Engineering did not improve our bottom line.
So what are the implications of these principles?
1. We must manage the entire system to optimize the business.

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 8 rev 05/03/10 www.PullScheduling.com
2. Typically, one process will limit the effectiveness of the system. This is considered the system constraint. We can make improvements to the overall system by improving the Constraint. All others processes must be subordinated to the constraint.
3. We can improve lead-time and Costs by reducing WIP, as long as we don’t ever starve the Constraint for work.
Instead of making more stuff that wasn’t going anywhere, wouldn’t we have been better off if the Engineer only made what Purchasing needed and then used the spare time to help Purchasing process orders?
Why does reducing lead-time reduce costs?
This is not the way we typically look at costs. In fact, the Cost Accounting systems that 95% of businesses use today do not reflect this at all. These systems, which were developed in the early 1900’s when operations were much different than they are today, allocate overhead based on labor and / or materials. In Traditional Cost Accounting, the only time a Job accumulates cost is during the actual step where labor or materials are applied to the product. This is typically a value added step and accounts for less than 5% of the total lead-time. The time between steps, where the product is not having value added to it, are considered “free” by this Cost Accounting system.
A graph of cumulative product cost throughout the lead-time to complete the Business Circle looks like this:
Figure 3
However, applying Henry Ford’s philosophy of LT=Cost yields a graph that looks like this:
0
5
10
15
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Co
st
Time
Traditional Cost Accounting

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 9 rev 05/03/10 www.PullScheduling.com
Figure 4
Goldratt, who created the Theory of Constraints, once said:
“Tell me how you measure me and I’ll tell you how I’ll behave.”
If our measurements drive our behaviors, what type of behavior is traditional cost accounting driving? Instead of focusing on lead-time, traditional cost accounting causes us to focus on the small portion of time when labor and material are applied to the product.
The benefits of reducing processing lead-time are too numerous to list here. Insyte Consulting, which is the MEP Center in Buffalo, NY, has a spreadsheet on their website that documents 31 benefits of reducing lead-time. Click here for a link to this spreadsheet. These benefits generally roll up into 6 categories:
1. Increased sales 2. Improved quality 3. Reduced operating costs 4. Increased capacity and throughput 5. Reduced invested assets 6. Increased employee satisfaction (morale)
Let’s use a production work center at a manufacturing company as an example. The work center is located half way through the overall product routing. Say the work center has 1 month of WIP valued at $100,000 stacked up in front of it.
0
5
10
15
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Co
st
Time
Lean Cost Accounting

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 10 rev 05/03/10 www.PullScheduling.com
Work Center
WIP = $100,000
Ou
t-B
ox
Move to Next
In-B
ox
Figure 5
According to the Traditional Cost Accounting system, this WIP is not costing the company anything. In fact, it is included as an asset on the balance sheet. Also, if aggregate WIP grows during any particular year, it will appear to make the company more profitable on an accrual accounting income statement.
According to Lean Cost Accounting, which is a more correct way of looking at this, this WIP is costing the company money. Why is that? The following are a few of the reasons why:
Cost of capital – A typical company will have a line of credit and / or wish to lease or purchase equipment. If the $100,000 was not sitting here, the company could reduce it’s credit line by that amount or invest in new equipment or other assets.
Cost of space – That month’s worth of WIP will take up space. Manufacturing space costs money. We also have costs associated with heating, cooling, and lighting that space.
Cost of handling – During the month that these products sit waiting to be worked on, they will usually get moved, stocked, re-sorted, split, combined, etc, numerous times. The cost to do this includes not only the labor, but the resulting damage to the products and the potential for injuries.
Cost of quality – If we discover that something is wrong with a product in this WIP inventory, how many might be bad? Potentially all of them! These will have to be re-worked or scrapped and re-made. Since the previous manufacturing steps occurred a month or more ago, our chances of identifying the root cause of the problem and taking effective corrective action are low.
Lost throughput – The presence of random WIP all over the place effectively masks where our slowest operation is. Without knowing where this is and focusing our efforts on it, we loose overall throughput in the system
Lost sales opportunities – Many customer orders are awarded based on supplier lead-time. In general, customers are poor planners. Since LT=WIP/Rate, this WIP is adding to lead-time, which is taking away this market opportunity.
Reduced on-time delivery – The longer your processing lead-time, the harder it is to deliver on-time. Also, the more likely it is that customers will change designs, quantities, due dates, etc.
A full introduction to Lean or TOC cost accounting is beyond the scope of this document. However, a good general rule when making business decisions is to focus on the decisions effect on Cash Position and Cash Flow versus accrual accounting profit. Decisions that improve overall Cash Position and / or

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 11 rev 05/03/10 www.PullScheduling.com
Cash Flow will ultimately improve your business. Also use this method when evaluating relative success after implementation of any improvement idea.
How does all of this relate to Pull Systems?
There are many things that contribute to a long processing lead-time. However, the 80/20 rule would suggest that a few policies / systems contribute the most to our overall lead-time. In my experience, the low hanging fruit that has the biggest impact on our lead-time is:
Scheduling systems
Batch sizing
Pull systems address both scheduling and batching. The application of a few relatively simple pull techniques can quickly reduce processing lead-times by 50% or more.
Many Lean practitioners consider Pull System to be advanced techniques to be applied late (if ever) in an overall Lean implementation. TOC practitioners consider Pull Systems to be a foundational step that is usually applied first in any improvement initiative. I strongly agree with the TOC approach. If lead-time is the main focus, and if Pull Systems are a method of addressing the major contributors to long lead-time, then lead-time improvement initiatives should start with the application of Pull Systems.
You will find that once you have implemented Pull Systems and your lead-times are reduced, the other critical issues in your system will become painfully obvious and easier to address. You will also have a tool to focus your limited improvement resources on initiatives that will really make an impact and not waste them on initiatives with no (or negative) return on investment.

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 12 rev 05/03/10 www.PullScheduling.com
II.Types of Pull Systems
There are many possible techniques that can be utilized to achieve Pull. Again, our definition is:
Pull System – A scheduling system where inventory is limited in some way
Note – Inventory can be raw materials, WIP, finished goods, etc.
Based on our definition, any technique that formally limits inventory will create Pull. However, most of these techniques will generally fall into the following main Pull Methods:
Supermarket Replenishment
Capped FIFO Lanes
Drum Buffer Rope
WIP Cap
This chapter will review how each works and appropriate application for the method. Note – Appendix A includes a table that compares these Pull Methods.
Supermarket Replenishment
As we have seen, traditional manufacturing scheduling systems require large investments in capital to support inventories. When Toyota was rebuilding after World War II, they were cash poor and could not afford to utilize these traditional manufacturing systems. They looked around the world at the time and asked: “What industry utilizes inventory the best”? The answer was supermarkets!
Today, typical supermarkets turn their inventory over 50+ times per year. Typical manufacturing companies running Push Systems turn their inventory over 1-10 times per year. Using Pull Systems and other Lean Manufacturing techniques, Toyota is able to achieve 50-100 inventory turns per year in manufacturing facilities!
So let’s see how Supermarket Replenishment systems work.
Supplying
Process
Customer
Process
Supermarket
Replenishment
OrderWithdrawl
Order
Figure 6
Figure 6 illustrates a basic Supermarket Replenishment system. This works as follows:
The Customer Process withdraws product from the Supermarket Shelf as needed.
A re-order point is established for each part number. Whenever the Supermarket inventory plus the open Replenishment Order quantity drops below the re-order point, a new order is generated for the Supplying Process. A container, kanban card, light signal, empty space, etc can

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 13 rev 05/03/10 www.PullScheduling.com
be used to represent the order (a paper order is not necessarily needed – this can be as simple as “Empty space, fill it up”).
A re-order quantity is established for each part number. The quantity on all new orders is equal to the re-order quantity for that particular part number.
The Supplying Process completes the order.
The order is physically moved to the Supermarket Shelf.
Only the Customer Process would work to a formal schedule in this example. The Supplying Processes’ schedule will automatically fall out of the Pull System. This is a very critical aspect of Pull Systems. No matter how many processes are in a Pull System, there will only be one scheduling point!
Single Schedule Point – Single process in a Pull System where the entire Pull System will be independently scheduled. All other processes are scheduled by the Pull System itself.
Think of how simple and effective this is versus scheduling every process in the system separately, which is what most companies try to do either manually, or using traditional MRP / ERP systems.
The following variables affect the calculated Re-Order Point and the Total Potential Inventory in the system for each part number:
Average Demand per period.
Variability in Demand per period.
Lead-time from when an order is released to the Supplying Process until the completed order is received at the Supermarket Shelf.
Re-Order Quantity.
Service Level, which is the desired percent of time that the Supermarket Shelf will have at least some product available for the Customer Process. Note – By design this is never 100%, which would be too costly and may not even be statistically possible.
An increase in any of these will require the Total Potential Inventory in the system to be increased.
When this system is in use, the inventory on the Supermarket Shelf will rarely equal the Total Potential Inventory, which also includes withdrawals that do not add up to the Re-Order Quantity, orders waiting to be processed by the Supplying Operation, orders in-process at the Supplying Operation, and orders in-transport from the Supplying Operation. The actual average Supermarket Shelf inventory in a well designed system will often be 10-50% of the Total Potential Inventory.
Multiple Supermarkets can be utilized in a Pull System to link several processes:
Process 1 Process 2 Process 3 Process 4
End Customer
Customer Order
Figure 7

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 14 rev 05/03/10 www.PullScheduling.com
Each of the three Supermarkets in this example is independent and functions like the example in Figure 6. The Single Schedule Point in this system is at Process 4. A simple way to determine this location is:
The Single Schedule Point Location will be located at the process immediately after the last Supermarket in the entire Pull System.
So, if you map each sequential processing step in your pull system from receipt of raw materials and information until the product is delivered to your customer, the last time you have a supermarket, the next process will be the Single Schedule Point Location. This implies that there are multiple methods we can use in a single Pull System – which is correct. In fact, Supermarkets are usually the least desirable Pull method to use.
Supermarkets must be used when the Customer process needs to be able to select among multiple part numbers.
Essentially, Supermarkets are used when the customer process needs choices. Say the Customer Process is assembly of a personal computer. This company assembles the PC’s to order. Before the order comes in, the assembly operation has no way of knowing which combination of components the customer will want assembled into their unique PC. Therefore, a Supermarket is established that contains each component option that is offered. There may be 4 different sound card options. In this example, a unique Supermarket Replenishment system would need to be established for each of the 4 different sound cards.
Capped FIFO Lanes
Where the Customer Process does not need choices, FIFO lanes are a better alternative to Supermarkets.
Process 1 Process 2 Process 3 Process 4
End CustomerFIFO
Customer Order
FIFO
Capped Capped
Figure 8
Figure 8 shows a pull system that links a Supermarket Replenishment System with Capped FIFO Lanes. The Single Schedule Point is located at process 2 because that is the process immediately after the last Supermarket in the system. Between process 2 and process 3 is a Capped FIFO Lane. The best way to visualize a Capped FIFO Lane is to think of feeding tennis balls down a pipe.
Process 2 Process 3
A Z F

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 15 rev 05/03/10 www.PullScheduling.com
Figure 9
The diameter of the pipe is slightly larger than the diameter of the tennis balls. The balls can freely travel through the pipe, but there is no way to change the sequence of the balls in the pipe. Essentially, there is no “passing lane”. Also, the length of the pipe is fixed so that only 3 balls will fit in the pipe at any one time.
What will process 3 work on next? Product F – there is no other choice! This is why an independent schedule is not needed for process 3. The schedule at this process is dictated by the Pull System. The same will be true for process 4.
What will process 2 do if it completes a product and the FIFO lane is full? Process 2 will stop working! This signal is telling process 2 that it is currently working faster than the rest of the system. We learned earlier why we don’t want process 2 to continue working in this situation. Similarly, if process 3 goes to get the next product from the FIFO Lane and it is empty, what does it do? Process 3 stops working!
This system will clearly show which process is the slowest in our system at any given time.
Process 1 Process 2 Process 3 Process 4
End CustomerFIFO
Customer Order
FIFO
Cap = 3 Cap = 3
Inv = 1 Inv = 12 Inv = 1 Inv = 3 Inv = 1 Inv = 0 Inv = 1
Figure 10
In figure 10, the current inventory in each area is indicated. Which process is currently the slowest? Process 3 is currently the slowest. This is called our current Constraint. We can easily determine where this is by locating the process where the ratio between the quantity in the upstream FIFO Lane and the downstream FIFO Lane is the greatest. More simply, the slowest operation will usually be found immediately after the biggest pile of WIP. I like to call this “Management by Piles”.
If we want to make an immediate impact on the output of our system, where do we need to focus our energies? We need to focus on the Constraint! If you utilize a pull system, monitor it to determine where the constraint is, and focus resources on the Constraint, you will continuously improve the output and overall performance of the system.
Since all non-constraints will run out of work at times, you will also need to determine what you want these resources to do during these times.
If each work station in this example is limited to working on 1 product at a time, the FIFO lanes are limited to 3 products at a time, and the system is capable of completing 1 product per day, what will the maximum manufacturing lead-time be to complete an end customer’s order for a quantity of 1?
Manufacturing LT = WIP / Rate = (1+3+1+3+1)/(1 per day) = 9 days

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 16 rev 05/03/10 www.PullScheduling.com
Wherever the Single Schedule Point is, it is probable (and often desirable) that some quantity of un-started orders will periodically line up and wait for the system to start them. I like to call this area “On Deck” due to the similarity to the On-Deck box in baseball.
On-Deck – Orders waiting to be started in a Pull System
If there are typically end customer orders for 2 products On-Deck, what is the total lead-time for the end customer’s orders?
Total LT = (On-Deck LT) + (Manufacturing LT) = (2/1) + (9) = 11 days
Because we have limited the inventory in our Pull System, this lead-time is now very predictable and consistent. This greatly improves our on-time delivery performance and / or the amount of effort required to consistently be on-time to the end customer.
Notice that the manufacturing lead-time related to the customer’s order starts at process 2. This lead-time always starts at the Single Schedule Point Location. The lead-time for process 1 does not affect the end customer’s lead-time because all the components that process 2 might need are available in the Supermarket between process 1 and process 2.
Why are FIFO Lanes more desirable than Supermarkets? Because FIFO Lanes:
Contain less inventory
Decrease risk
Simplify scheduling
Highlight the current Constraint
Create a sense of Flow that drives the system
Capped FIFO Lanes tend to work well when:
Output volume is high
Process routings are consistent for the applicable family of parts
The following attributes must be determined to implement Capped FIFO Lanes:
Transfer batch sizes
FIFO Lane Caps at each process
Visual controls to indicate cap status
Drum Buffer Rope
Drum Buffer Rope (DBR) is the original Pull System designed to be used in Theory of Constraints applications. It is very similar to The Capped FIFO Lane system, except the FIFO Lanes aren’t capped.

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 17 rev 05/03/10 www.PullScheduling.com
Process 1 Process 2 Process 3 Process 4
End CustomerFIFO
Customer Order
FIFOFIFO
Rope Cap = 9
Figure 11
Instead, there is an overall cap between the Single Schedule Point and the Constraint. Every time the Constraint completes 1 unit of work, the Single Schedule Point can release 1 unit of work to the system. This cap is the “Rope”. Since the Constraint dictates the pace of the system, this is the “Drum”. The cap is designed so that the Constraint always has at least some work waiting in front of it. This is the “Buffer”, which is needed to make sure the Constraint is busy at all times.
Notice that the FIFO Lanes downstream from the Constraint are not capped. This is not necessary in this system because the downstream processes are all faster than the Constraint. WIP should never accumulate in these FIFO Lanes.
To utilize DBR, the Constraint must be consistently located at the same process. In many systems, this is clearly the case. In TOC implementations, we strategically decide where to locate the constraint and implement policies to assure it stays there. From a financial point of view, you will always optimize the return on investment of a system when the Constraint is located at your most expensive asset. I often call this the “Big Machine”.
Drum Buffer Rope provides some advantages over Capped FIFO Lane systems:
Disturbances, variations, etc at Non-Constraint processes are less likely to starve the Constraint and limit Throughput. The system is more tolerant to normal ebbs and flows caused by processing variations and changes in product mix.
Only one process has to adhere to any Scheduling Rules. The Single Scheduling Point process may not start new orders unless an authorization has been received from the Constraint (this can be a simple card, chip, container, etc). All other processes can work as long as there is product to work on. In a Capped FIFO Lane system, every process has to monitor and adhere to the caps in the downstream FIFO Lane.
WIP Cap
WIP Cap Pull Systems are similar to Drum Buffer Rope systems except that the cap extends to the last process in the system, instead of ending at the Constraint. TOC practitioners often call this method “Simplified Drum Buffer Rope”. I generally find this Pull System approach to be the easiest to implement and to be effective in more applications that any other.

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 18 rev 05/03/10 www.PullScheduling.com
Process 1 Process 2 Process 3 Process 4
End CustomerFIFO
Customer Order
FIFOFIFO
WIP Cap = 13
Figure 12
WIP Cap systems provide some advantages over DBR systems and Capped FIFO Lane systems:
Disturbances, variations, etc at Non-Constraint processes are unlikely to starve the Constraint and limit Throughput.
Only one process has to adhere to any Scheduling Rules.
A fixed Constraint is not required.
Identification of the current constraint is easy. This system will also give less “false reads” than the Capped FIFO Lane system.
Implementation is easy. In fact, a frequent starting point is to cap the WIP wherever it happens to be right now, and then methodically reduce it over time. This takes away the majority of the excuses raised by the people who will be affected by the implementation.
I consider WIP Caps to be the best Pull System for most Work-In-Process applications. They are very effective, easy to setup, and easy to maintain. If you are thinking about implementing a WIP Cap Pull System, take a look at my E-Book on this subject. This E-Book gets into the nuts and bolts of how to design and implement systems based on the experience of someone who has been in the trenches applying them for a long time.
Combination Pull Systems
Most value streams will contain a combination of two or more pull systems. In general, at least one Supermarket will be used for raw materials and / or finished goods. WIP will usually be controlled by Capped FIFO Lanes, Drum Buffer Rope, or a WIP Cap.

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 19 rev 05/03/10 www.PullScheduling.com
Process 1 Process 2 Process 3 Process 4
End Customer
FIFO FIFOFIFO
WIP Cap = 13
Process 5
Customer Order
Vendor
Replenishment
Order
Replenishment
Order
Figure 13
Figure 13 shows a typical Combination Pull System. This combines many of the concepts we have reviewed. This system can easily schedule and control work from the ordering of raw materials to the delivery of finished goods.

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 20 rev 05/03/10 www.PullScheduling.com
III. Implementing Pull Systems
Training employees on the need to limit inventory will not be enough to initiate Pull into your organization. In my experience, people will not consistently Pull unless they are put into a formal system that makes it nearly impossible to do otherwise. Even though these concepts are not difficult to understand, they are counter intuitive. When the going gets tough or situations change, the natural tendency will be to go back to the way we did it before.
Also, Pull Systems need to be carefully designed to achieve maximum effectiveness. Additionally, whenever volumes, product mix, or other key variables change significantly, your Pull Systems will need to be tweaked or even re-designed.
How do we sort through our current situation and develop and successfully implement a Pull System? There are many approaches, but the easiest place to start is with Value Stream Mapping.
Value Stream Mapping
This high level process mapping approach focuses on identifying the Non-Value-Added time that your products spend in your system. Since 95+% of lead-time is typically Non-Value-Added time, Value Stream Mapping does a great job of identifying opportunities to implement Pull and shorten lead-times.
A typical approach is to select a single product or family of products to map. If a family of products is selected, they should utilize a common set of resources (machines, floor space, people, etc), or be capable of using a common set of resources in the future. Starting and end points for the map are then selected. This is often from receipt of customer order to delivery of the product. However, for initial Pull System implementations, we will often look at a subsection of the Value Stream, such as a single department.
To construct the map, all the time from the starting point to the ending point is accounted for and depicted visually using a standard set of symbols. Note – Most of the figures in this text use standard Value Stream Mapping symbols.
Once the Current State Map is complete, a sequential set of steps are applied to construct a Future State Map. This Map depicts what you want your system to look like in the near future. Included in the Future State map is a number of Kaizen Bursts, which indicate the major initiatives necessary to transition from the Current State to the Future State.
A full description of Value Stream Mapping is beyond the scope of this text. The Lean Enterprise Institute (LEI) has a wonderful detailed workbook on this subject titled “Learning to See”. Your local MEP Center has a two day class, based on the LEI text, where your team both learns the process and creates Current and Future State Maps for one of your value streams. In addition to those resources, I offer remote coaching services and on-site consulting to support Pull System implementations.
Additional Implementation Notes
1. Start with education – Pull Systems are counter intuitive and different from what we are used to. You need to develop a basic understanding of the approach and the benefits with key company leaders and supervision in the initial areas that will be affected. Sharing this document with that group will be a good start.

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 21 rev 05/03/10 www.PullScheduling.com
2. Start small – Select a single area where you can set up one Supermarket and / or one WIP Cap. Carefully chart improvements in lead-time and performance. Learn from this and advertise the success in this area. Once the system is able to run itself, implement in another area.
3. Set initial inventory limits conservatively (high) – This will help the organization gain confidence. Over time, ratchet the levels down to your ultimate targets.
4. Have a support team ready – Problems will arise in your system. This is by design! These are opportunities for improvement. If resources are not available to support the people using the system, they will revert to the old methods. Also, you are missing half the benefit of Pull Systems if you do not implement corrections and improvements as issues present themselves.
5. Determine in advance what people should do when they run out of work – Only one resource can be the Constraint, so every other resource will run out of work at times. Figure out before you go live what people should do when this happens. Flexibility and cross-training can easily mitigate this issue (simply move people to where the work is).

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 22 rev 05/03/10 www.PullScheduling.com
IV. In Conclusion
Pull Scheduling Systems can dramatically improve the performance of a company quickly and can help drive continuous improvement over the long term. However, these systems are counter intuitive in nature and are not well understood by most managers and key decision makers. Implementing these systems is not difficult, but does require a well thought out approach, education, and some willingness to learn as you go.
In the spirit of continuous improvement, I’d like to get some feedback from you on this text. Please let me know how useful it was, and any ideas you have on how I could improve it. My intention is to periodically update this based on my experiences and any feedback received. The email address is [email protected].

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 23 rev 05/03/10 www.PullScheduling.com
Appendix A – Comparison of Pull Methods
Supermarket
Replenishment
Capped FIFO Lanes
Drum Buffer Rope
WIP Cap
Provides Choices – Suitable when Customer Process needs to choose from several products
Y N N N
Relative inventory levels High Medium Medium / Low Low
Relative risk of obsolete inventory
Medium Low Low Low
Scheduling difficulty Medium Low Low Low
Supports Single Scheduling Point
Y Y Y Y
Effectiveness at quickly and accurately highlighting the current Constraint
Low Medium Medium High
Ability to create a sense of Flow that drives the system
Low High High High
Likelihood that disturbances at Non-Constraint processes will starve the Constraint
High High Low Medium
Number of processes that have to adhere to Scheduling Rules
All All One One
A fixed Constraint is required
N N Y N
Most Appropriate Applications
Where choices are required and
/ or customer desired LT demands a
stocking point
Control WIP in high volume
repetitive manufacturing
Control WIP where
Constraint is known and in a fixed location
Control WIP in a diverse range of applications

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 24 rev 05/03/10 www.PullScheduling.com
Glossary of Terms and Concepts
Average Demand per period
Average customer demand per a period of time (usually a day or a week).
Buffer Work waiting in queue in front of a Constraint. A buffer is necessary to keep the constraint from starving for work, which will reduce throughput.
Business processes are Dependent
A change in one process will tend to affect some or all of the other processes in some way.
Business processes are not additive
An improvement to one process will usually not affect the overall performance and profitability of a business in a positive way. In fact, based on the Business processes are Dependent principle, what is perceived to be an improvement in one area will often reduce the overall performance of the system.
Capped FIFO Lanes
A Pull method that limits WIP between processes with a processing sequence of First-In-First-Out.
Constraint A resource or a policy that limits the output of a system.
Cost Formulas Lead-Time = Cost = WIP / Rate This implies that you must reduce WIP to reduce lead-time and cost.
Customer Lead-time (LT)
The amount of time from order receipt until product delivery.
Customer Process Downstream process in a Pull System.
Direction of Information Flow
In a Push System, information and products flow in the same direction through the Value Stream. In a Pull System, information and products flow in opposite directions through the Value Stream.
Drum The Constraint process in a Drum Buffer Rope Pull System. Provides the cadence or pace which all other processes in the system follow.
Drum Buffer Rope
A Pull method that limits WIP (Rope) between the Constraint (Drum) and the first process in the system. Is designed so that there is always some WIP (Buffer) waiting before the Constraint process.
FIFO Lane Processing sequence rule of First-In-First-Out.
Flow Processing state where products move continuously forward in the Value Stream.
Kanban card Card, chip, container, or other device used in a Pull System to authorize a resource to do work.
Lead-time reduction benefits
1. Increased sales 2. Improved quality 3. Reduced operating costs 4. Increased capacity and throughput 5. Reduced invested assets 6. Increased employee satisfaction (morale)
Lean Cost Accounting
Cost accounting, measurement, and decision methods that support and align with Lean Manufacturing. Will generally favor decisions that reduce lead-time and improve cash flow.
Little’s Law Lead-Time = WIP / Rate
Manufacturing Lead-time (LT)
The amount of time from release of order to manufacturing until product is completed and ready for delivery.
On-Deck Orders waiting to be started in a Pull System.
Pull System A scheduling system where inventory is limited in some way. Note – Inventory can be raw materials, WIP, finished goods, etc.

Pull Scheduling Systems Overview
Copyright © David Hallett 2010 25 rev 05/03/10 www.PullScheduling.com
Push System A scheduling system where inventory is not formally limited.
Rate The number of products completed per unit of time.
Re-order point In a Supermarket Replenishment system, whenever the inventory plus the open order quantity drops below the re-order point, a new order is generated for the Supplying Process.
Re-order quantity Standard fixed quantity of product to re-order in a pull system.
Rope The WIP limit in a Drum Buffer Rope Pull System between the first process and the Constraint.
Service Level The desired percent of time that the Supermarket Shelf will have at least some product available for the Customer Process.
Single Schedule Point
Single process in a Pull System where the entire Pull System will be independently scheduled. All other processes are scheduled by the Pull System itself.
Single point schedule location
The process immediately after the last Supermarket in the entire Pull System.
Supermarket Replenishment
Pull method where a Supermarket connects a Customer Process with a Supplier Process. For each part number, a re-order point and a re-order quantity is established.
Supermarket Shelf The physical stocking location for completed product in a Supermarket Replenishment system.
Supplying Process Upstream process in a Pull System.
Throughput Amount of work completed by a system per unit of time. Typically, Throughput = (Sales – Direct Materials).
Traditional Cost Accounting
Cost Accounting approach that attempts to assign costs to products. In this approach, overhead is allocated, usually in proportion to direct labor.
Transfer batch The amount of work that is allowed to collect up before being moved or transferred from a Supplier Process to a Customer Process.
Variability in Demand per period
The amount of variation in demand from period to period. This is typically measured in Standard Deviations.
Visual Controls Controls that people can process visually with little or no instruction or direction. Typical examples include lines in parking lots, stop lights, empty shelves, etc.
WIP Cap
Pull method where Work in Progress is limited across several processing steps (but not specifically limited at each step).
Work in Progress (WIP)
Work that has been started, but is not yet complete.