Embed Size (px)
Citation preview

Universidad César Vallejo
FACULTAD DE INGENIERÍA
ESCUELA PROFESIONAL DE INGENIERÍA MECANICA
CURSO: SISTEMAS ENERGETICOS
TEMA : “ANALISIS EXERGETICO Y ENERGETICO DE LA
PLANTA INDUSTRIAL CARTAVIO S.A”
DOCENTE :
ING. Paredes Rosario Raúl
INTEGRANTES :
Celiz Guevara, Oswer
Soto Cóndor, Pepe
Cuba Méndez, Marco
Valdivieso ,Lorenzo
CICLO : VIII
TRUJILLO – PERU
2007

“ANÀLISIS ENERGETICO Y EXERGETICO DE LA PLANTA INDUSTRIAL
CARTAVIO S.A.”

RESUMEN
Se aplica la teoría del calculo Energético y Exergético a la Planta Azucarera
Cartavio S.A. para demostrar su validez para este tipo de procesos, esta teoría es
reformada al considerar únicamente la energía que es capaz de ponerse en juego
en los procesos de la planta en estudio, se desarrolla un procedimiento de calculo
de la Exergía de una mezcla genérica utilizando el ambiente de referencia
asociado a los procesos de la planta azucarera, se dan las expresiones para el
calculo de Exergía de todos los flujos en una planta genérica de producción de
azúcar, las propiedades termodinámicas se determinan en función de los
parámetros analíticos de su presión y temperatura, son caracterizados los flujos de
la planta azucarera que relacionan los diferentes equipos existentes, la teoría del
coste Exergético exige las definiciones de rendimiento de los equipos.

INDICE
Resumen -------------------------------------------------------------------------------------
Introducción ----------------------------------------------------------------------------------
Antecedentes---------------------------------------------------------------------------------
Realidad Problemática---------------------------------------------------------------------
Objetivos General --------------------------------------------------------------------------
Objetivos Específicos--------------------------------------------------------------
Marco Referencial--------------------------------------------------------------------------
Desarrollo-------------------------------------------------------------------------------------
Resultados-----------------------------------------------------------------------------------
Conclusiones--------------------------------------------------------------------------------
Recomendaciones--------------------------------------------------------------------------
Referencias Bibliográficas----------------------------------------------------------------
Anexos-----------------------------------------------------------------------------------------
Cronograma de Actividades-------------------------------------------------------------

INTRODUCCIÓN
La industria azucarera es una de las actividades más importantes en el país, reúne
dos justificaciones poderosaza para autoabastecerse energéticamente:
1 Dispone de gran volumen de bagazo, el cual es utilizado como combustible.
2 El uso de vapor de escape de impulsores que permiten el aprovechamiento
industrial del calor latente residual del vapor, el cual se aprovecha en forma
limitada en las centrales térmicas de condensación.
En la industria azucarera peruana, la instalación de los ingenios con el propósito
de obtener las mejores eficiencias térmicas; la energía era considerada como un
subproducto de las operaciones de molienda de caña por lo que al bagazo no se
le atribuía significado valor económico, su análisis energético y Exergético de sus
procesos son necesarios para hacer un ahorro de la planta y del factor económico
global.
Su ahorro energético y los rendimientos tienen como finalidad producir un tipo de
energía útil en sus diversos procesos.

1. ANTECEDENTES
La empresa industrial Cartavio S.A. (una subsidiaria de Azucarero S.A.) es una
empresa agroindustrial; construida el 30 de 1970 en la localidad de Santiago de
Cao, provincia de Ascope del departamento de la Libertad bajo el nombre de
Cooperativa de producción Azucarera Cartavio Ltda. º 39, transformada
posteriormente a una sociedad anónima. Su actividad económica comprende
principalmente el cultivo e industrialización de la caña de azúcar, así como la
comercialización y de los productos y subproductos derivados de su actividad
principal, tales como azúcar, melaza, alcohol y bagazo.
El personal empleado por la compañía para desarrollar sus actividades al 31 de
diciembre del 2002, comprendió 9 directores, 335 empleados y 1288 obreros (9
directores, 339empleados y 1008 obreros al 31 de diciembre del 2001).
Ahora, el grupo Gloria, a través de su subsidiaria Corporación Azucarera del Peru,
compro el 52% de las acciones del la Planta Industrial Cartavio, pertenecientes a
Azucagro, que hasta el mes de abril era el mayor accionista de la empresa. Con
esto se puede ver una nueva visión de la empresa, aunque eso se vera con el
tiempo.

2. REALIDAD PROBLEMÁTICA.
En la empresa agroindustrial cartavio S.A., anteriormente sus
procesos para la fabricación de caña de azúcar, no eran muy bien
controlados, sus calderas funcionaban siempre con cierta cantidad
de vapor y cierta presión por lo que la contaminación era muy
grande, el humo que salía por la chimenea hacia ver que quemaba
mucho combustible. Sus calderas antiguas ahora solo funcionan de
forma de standby, se encuentran calentadas y con disposición a
funcionar en caso deje de funcionar la caldera Nº20.
Actualmente la empresa Cartavio S.A. compra energía a Hidrandina
para sus demás procesos, la potencia necesaria que ahora requiere
es de 6.5MW, utiliza 6 turbomolinos para trapiches de 1000HP, 2
turbinas generadoras de 2.5Mw y una turbobomba de 2000HP.
Cartavio S.A. durante el periodo 2005, fue la puesta en marcha del
nuevo caldero., con el objetivo de mejorar el abastecimiento de
energía a los procesos de producción, estabilizando los procesos
fabriles, a un menor costo de operación. La estabilidad en el
suministro de vapor, mejoró la eficiencia en el sistema energético,
posibilitando la generación de mayores ingresos por la venta de
bagazo excedente, con el bienestar para la comunidad es la

eliminación de la contaminación ambiental por el no quemado de
petróleo y por el lavado de los gases de la chimenea.
2.1.Problema
¿Dónde se puede aplicar una mejora en la distribución de energía en la
planta industrial Cartavio para una mejor eficiencia de la planta?
3. OBJETIVOS
3.1.Objetivo General
Realizar un análisis Energético y Exergético de los Procesos Industriales
de la Planta Cartavio S.A.
3.2.Objetivos Específicos.
3.2.0. Definir con claridad materia prima y etapas del proceso.
3.2.1. Descripción de los componentes.
3.2.2. Determinar la irreversibilidad y perdida de energía.
3.2.3. Establecer parámetros de presión y temperatura para el
funcionamiento óptimo del ciclo.
3.2.4. Establecer los rendimientos de cada componente del ciclo
termodinámico.
3.2.5. Establecer los flujos másicos del ciclo (aire, agua, vapor).
3.2.6. Establecer el balance de energía en el proceso.
3.2.7. Definir la posibilidad de obtener la mayor cantidad de producción.
3.2.8. Elegir el grado de sobre calentamiento.
3.2.9. Elegir el sistema eléctrico.

3.2.10. Determinar el costo de la energía eléctrica vs. la tarifa eléctrica
nacional.
3.2.11. Disminuir las perdidas económicas por concepto de Exergía.
4. MARCO TEORICO
4. 1 MATERIA PRIMA.
I. El bagazo como combustible.
Forma parte de en un 30% de el peso de la caña, su
factor fundamental es la cantidad de humedad,
generalmente se encuentra por el 48 a 53 %.
Su poder calorífico superior es aproximadamente de
9762.648 KJ/KG.
II. Descripción general del proceso de elaboración de
azúcar.
a. La caña de azúcar.
Esta compuesta fundamentalmente por lo siguientes:
1 Agua % 73 – 76.
2 Sólido soluble % 10 – 16.
(sacarosa).
3 Sólido no soluble % 11 – 16. (fibra).
En los ingenios azucareros se aprovecha el sólido no
soluble de la caña de la caña de azúcar como materia
prima (combustible) para proveer energía a los
calderos que mueven los turbo generadores. Que
generan la energía eléctrica al proceso de descarga,
limpieza, preparación de caña, extracción de jugos,
clarificación, cristalización y centrifugación.

b. Descarga limpieza y preparación de caña.
se descarga e gran tonelaje mecánicamente ene
mesas alimentadoras que son transportadores de
cadenas de gran capacidad y consumo de energía,
se limpian mediante chorros de agua con el fin de
eliminar impurezas , se trapera hacia machetes
giratorios donde se corta en pequeños trozos,
posteriormente pasa por el desfibrador para su
desmenuzamiento sin extracción de jugo.
c. Extracción del jugo.
Una vez preparada la caña se usan elementos que
extraen el jugo de la caña de azúcar que son
consumidores de energía, mediante los sistemas de
molienda (trapiches) y difusión.
1 Los trapiches :
Costa de 4 a 6 molinos de rodillos rasurados
dispuestos en forma triangular a través de los
cuales pasa la caña preparada, estas unidades
consumen alta potencia por el trabajo de
rozamiento.
2 Difusión:
Es un equipo que hace el lavado continuo de la
caña preparada para el cual tiene un gran
depósito que es a la vez transportador en el
cual ce circula agua con el fin de extraerle a el
colchón de agua la sacarosa posterior mente el

vagazo es sacado en uno o dos juegos de
molinos .
d. Clarificación:
El jugo que exprimen los molinos es asido turbio de
color verde oscuro que contiene un 15 % de sacarosa
el cual es tratado con lechada de cal para neutralizar
su acidez natural , luego es calentado hasta 220 ºF
con la finalidad de coagular la albúmina , grasas, ceras
y gomas , luego es tratado por filtros rotativos al vació.
El jugo claro se vuelve a calentar y es bombeado a los
evaporadores, para los calentamientos sucesivos se
usa vapor de escape de lasa turbinas del trapiche y
turbo generadores.
e. Evaporación:
En esta etapa se elimina el agua del jugo de caña,
donde aproximadamente u 65 % del equipo es una
sucesión de evaporadores al vacío llamados cuerpos
dispuestos en serie.
Estos equipos trabajan con la introducción de vapor
que teóricamente evapora 5 lb. De agua por una libra
de vapor. Pues la disposición de estas redunda
grandemente en el balance energético del proceso.
f. Cristalización:
El jugo concentrado proveniente de los evaporadores
es tratado en los tachos al vacío donde se logra la
formación y desarrollo de cristales de azúcar. Los
tachos son evaporadores de simple efecto al vacío
donde se concentra el jarabe hasta quedar saturado de
azúcar. Al llegar a este punto se introducen cristales

de siembra luego estos cristales van desarrollando
hasta tener un tamaño predeterminado, al terminar este
proceso el producto es llamado masa cosida.
El vapor utilizado en los tachos es vapor es vapor
saturado extraído del primer efecto de los
evaporadores.
g. Centrifugación:
Se utilizan maquinas centrífugas que se accionan
eléctricamente, estas maquinas se utilizan para
evacuar las mieles y retener los cristales que
posteriormente son asociados a su comercialización.
4.2 Descripción de los componentes
I. Calderos :
En la mayoría de las industrias azucareras actual se
utilizan calderos acuotubulares que emplean el bagazo
como combustible, alternativamente pueden quemar
petróleo bunker, el vapor generado en los calderos es
la de las características de presión, temperatura y
calidad adecuados para mover las turbinas y
turbogeneradores y suministrar calor para las etapas de
evaporación y cristalización.
II. Turbinas a vapor.
En una turbina las entalpías generadas por el
calentamiento del vapor se transforma en energía
cinética expandiéndose a trabes de una serie de
toberas el vapor es dirigido al rotor que transforma
parte de la energía contenida en el vapor en energía
al eje de la turbina , esta expansión puede ser en una o
varias etapas, la máxima cantidad de energía que

puede ser trasformada depende de las condiciones del
vapor a la entrad ay la salida , a esto se le conoce
como la caída isentrópica de calor .
La fracción de la caída isentrópica que se transforma
en energía en el eje se llama eficiencia interna de la
turbina esta generalmente del orden de 50 a 65 %
para la etapa simple y de un 75 a 80 % para la
multietapa.
Todas las perdidas internas aparecen como calor en el
vapor de escape, otras perdidas son las de rozamiento
en rodamientos, en los reductores de velocidad, las
perdidas eléctricas en alternadores y transformadores.
Una turbina cuya presión de vapor de escape es
mayor a la presión de la atmósfera es llamada turbina a
contrapresión, toda fabrica de azúcar necesita vapor
a baja presión para su proceso.
Cuando hay demanda de vapor de escape la
energía producida en el eje de la turbina debe ser
maximizada, para hacer esto la presión posible es
alcanzada condensándole vapor de escape en un
condensador de escape en un condensador de
superficie adyacente a la turbina de condensación.
En muchos casos una combinación de estos dos tipos
de turbina es usado la cuala es denominada turbina
de extracción condensación, consiste en una turbina
de condensación dividida en dos secciones:
3 La sección de alta presión que es idéntica a una
turbina de contrapresión
4 La sección de baja presión que es una turbina de
condensación en la cual el vapor de entrada es le
escape de la sección de alta presión.

El vapor que viene de la sección de alta presión puede
indistintamente ir a través de la sección de baja presión
a ser dirigida al proceso.
Esta flexibilidad es muy conveniente bajo ciertas
condiciones.
Turbinas de simple etapa y contra presión, son usadas
en el proceso para el accionamiento de desfibradores
machetes y trapiches.
Las turbinas multietapa a contra presión, condensación
o extracción / condensación son usados en los turbo
generadores que proveen la energía eléctrica para la
fabrica de azúcar.
4.3 Incremento teórico en la producción de la energía.
Un aumento de la producción de energía pude hacerse a
través de la conservación y eficiente conservación del calor
obtenido de la combustión del bagazo en los calderos y
puede ser realizada a partir de la aplicación de principios
básicos y mejoras tecnológicas de los equipos de generación
de energía como:
i. Aumento de la eficiencia en calderos.
El uso de calderos modernos que generen mejor calida de
vapor con eficiencias mayores al 80% de su
funcionamiento, esto pude lograrse con al implementación de
calentadores de aire , óptimo aislamiento térmico, a fin de
reducir las perdidas al mínimo
ii. Calentamiento de agua de alimentación a calderos

Es una practica común en un equipo desareador / calentador
usando vapor de baja presión y usando vapor a baja presión
de los condensadores y tachos.
El uso de calentadores de agua es uno de los más
importantes ítems a ser considerados en el aumento de la
generación de energía
iii. Uso de flash tanks
El calor latente presente en el vapor instantáneo producido
por la exposición de los condensadores calientes a presiones
y temperaturas más bajas es posible ser recuperado por el
uso de tanques y flasheo principalmente en:
1 Purgas continuas de calderos
2 Condensado entre cuerpos de evaporación en los
evaporadores multiefecto.
iv. Reducción de perdidas de calor
Es muy importante minimizar las pérdidas de calor mediante
aislamiento térmico adecuado a prácticas convencionales a
la operación de los equipos.
v. Ciclos de vapor óptimos
La aplicación de técnicas de ahorro puede ser ejecutadas
mediante la selección de un ciclo que puede ser teórico y
prácticamente factible.
Este estudio se pude dar a partir de:
1 una relación de datos a tomar en cuenta para la
evolución del ciclo.
2 Distribución de la planta y parámetros de
funcionamiento.

DESARROLLO DEL DIAGNÓSTICO EN CALDERAS
(RECOPILACIÓN DE INFORMACIÓN)
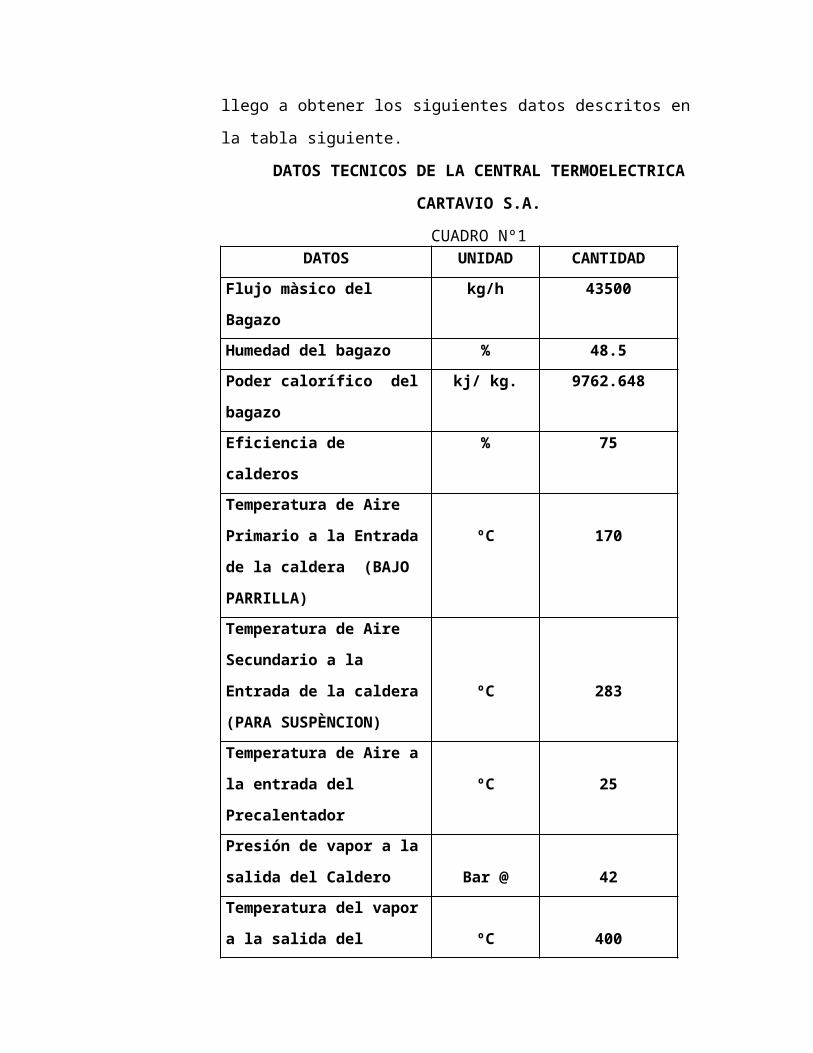
Al evaluar los sistemas de operación actual de la caldera Nº 20 de
la Empresa Cartavio S.A., se llego a obtener los siguientes datos
descritos en la tabla siguiente.
DATOS TECNICOS DE LA CENTRAL TERMOELECTRICA
CARTAVIO S.A.
CUADRO Nº1DATOS UNIDAD CANTIDAD
Flujo màsico del Bagazo kg/h 43500
Humedad del bagazo % 48.5
Poder calorífico del
bagazo
kj/ kg. 9762.648
Eficiencia de calderos % 75
Temperatura de Aire
Primario a la Entrada de la
caldera (BAJO PARRILLA)
ºC 170
Temperatura de Aire
Secundario a la Entrada de
la caldera (PARA
SUSPÈNCION)
ºC 283
Temperatura de Aire a la
entrada del Precalentador ºC 25
Presión de vapor a la
salida del Caldero Bar @ 42
Temperatura del vapor a la
salida del caldero ºC 400
Flujo màsico del vapor TMV/h 120
Temperatura de los Gases
de Combustión en el Hogar

ºC
Temperatura de los Gases
a la salida de la Chimenea ºC 105
Temperatura de los Gases
de escape después del
sobrecalentado
ºC 330
Temperatura del Agua de
Alimentación a Baja
Presión (Entrada del
Economizador)
ºC 105
Temperatura del Agua de
Alimentación a Alta
Presion (Entrada a la
Caldera)
ºC 159
Flujo volumétrico de agua
de alimentación M3/h 126
Presión del Agua de
Alimentación bar45
Temperatura del Agua a la
Entrada del Scruber ºC 50
Temperatura del Agua a la
Salida del Scruber ºC
Presión a la entrada de las
Turbinas Bar @ 42
Presión a la salida de las
Turbinas Bar @ 2.4
Temperatura del vapor a la
entrada de la turbina ºC 400
Presión a la salida del
Saturador Bar @ 2.4
Temperatura del vapor a la
salida del saturador ºC 130

% 0.97
% 0.98
Necesidad de Energía de la
Planta MW 6.5
Los potenciales de ahorro de energía que existen en la
caldera Nº 20 son:
ECONOMIZADOR (el agua es calentado de 105ºc a 159ºc )
PRECALENTADOR DE AIRE PRIMARIO (el aire que ingresa a la
parilla, es calentado de 30ºC a 170ºC
PRECALENTADOR DE AIRE PRIMARIO (el aire que ingresa a la
parilla, es calentado de 30ºC a 286ºC
Humedad de bagazo 48.5%.
Recomendación de modificación: técnicas
económicamente viables que permitirán mejorar la
eficiencia en la generación de vapor
Se podría reducir la humedad del Bagazo hasta un 45 %
aproximado, implementando un Secador de Bagazo.
VERIFICACION DE LA INSTRUMENTACIÓN REQUERIDA
Presión:Existen cuatro manómetros de presión de diferentes puntos (presión
de agua, presión de vapor sobrecalentado, presión de aire primario,
presión de aire secundario).
Dichos manómetros están ubicados en la sala de control.
1) Gases en la salida del Horno
2) Gases en la entrada del Precalentador de aire
3) Gases en la entrada del Economizador
4) Gases de la entrada del Exhaustor
5) Aire en la salida del ventilador primario

6) Aire en la salida del ventilador secundario
7) Aire en la salida del precalentador de aire
8) Aire debajo de la parrilla
9) Vapor principal (transmisor del control de combustión)
Temperatura:
Existen instrumentos precisos para tomar la temperatura de: agua de
alimentación, vapor generado, gases de combustión, aire ambiente,
aire primario y secundario, y medidor de humedad del combustible.
1) Aire en la salida de Precalentador de Aire Primario
2) Gases en la salida del Economizador
3) Gases en la entrada del Precalentador de aire
Secundario.
4) Agua de Alimentación en la salida del Economizador
5) Agua de alimentación en la entrada del economizador
6) Vapor principal
Flujo:La planta cuenta con equipos de medición de flujo instalado como
placa de orificio, en las corrientes de: agua de alimentación, vapor
generado y medidor de flujos para combustibles sólidos.
Bulbo húmedo:
La planta cuenta con un psicrómetro o termómetro para tomar la
temperatura de bulbo húmedo del aire.
Composición, poder calorífico, densidad relativa y capacidad Calorífica del
combustible(s):
La composición del combustible es el siguiente:

Poderes caloríficos
Especificación (Kcal./Kg.) (KJ/Kg.)
Superior (b.s.) 3 98616 661,5
Inferior (b.s.) 3 71515 528,7
Composición de los gases de combustión:
Análisis inmediato (% base seca).
Característica %
Carbono fijo 41,9
Volátiles 46,36
Cenizas (815º) 11,74
Análisis elemental (% base seca).
Característica %
Carbono 42,54
Hidrógeno 5,17
Nitrógeno 0,63
Azufre 0,30
Oxígeno 39,62
INFORMACION GENERAL DEL SISTEMA DE GENERACIÓN DE VAPOR
Datos generales del sistema en general son los siguientes:
Número de la caldera Nº20 (Código de Planta)
o Serie : AUP-40-5GI-PSE
Condiciones de operación
o Altitud: 100msnm
o Temperatura de Aire: 30ºC
o Humedad de Aire: 60%
o PCI inmediato: 9762.648 kj/ kg

o Combustible “bagazo”
Datos de la caldera
o Ver cuadro Nº 1 , descrito anteriormente
Uso de vapor generado
o El vapor sobrecalentado se utiliza para la generación de Energía por
turbinas a Contrapresiòn.
o El vapor de salida de las turbinas se utiliza para los procesos de
fabricación de azúcar.
ANÁLISIS Y REVISIÓN DE LA INFORMACIÓN GENERAL DEL
GENERADOR DE VAPOR
En esta caldera el proceso de generación de vapor sobrecalentado
comienza en la cámara de combustión donde se mezcla el combustible que
es el bagazo con un aire primario que ingresa por debajo de la parrilla a
170ºC y el aire secundario que ingresa a 286ºC a media altura de la cámara
de combustión, cuyo fin es de hacer torbellino y suspender al combustible
para una mejor combustión y mejor rapidez de reacción del bagazo. El gas
de combustión calienta al domo superior. El aire por medio de
precalentadores es calentado de 30ºC a 170ºC y 286ºC respectivamente
aprovechando los gases residuales de la chimenea; el ingreso de aire es
accionado por dos ventiladores.
El vapor proveniente del Domo Superior pasa a través de paredes de agua
por la cámara de combustión para sobrecalentar el vapor. El vapor a la
salida de la turbina pasa por el saturador de ahí pasa a los Procesos
Industriales. Después en cambio de fase (vapor -agua) pasa por el
Desgasificador, luego es bombeado al Economizador elevándose la
temperatura de 105ºC a 159ºC; siendo bombeado (alta presión) hacia el
Domo Superior (como agua de alimentación).

A la salida de la Chimenea se encuentra el SCRUBER que filtra toda las
cenizas producto de la combustión (lavado de cenizas), saliendo el gas
residual por la chimenea a 105ºC; extraído por un ventilador inducido.
RECOPILACIÓN DE INFORMACIÓN DETALLADA DE DISEÑO Y OPERACIONAL DEL GENERADOR DE VAPOR
Localización e integración de documentos de diseño.
La documentación básica y fundamental para el desarrollo
del estudio y análisis energético es la siguiente:
Datos de calderas, proporcionada por el proveedor de equipo
DESCRIPCCION NORMAS DE DISEÑO
A. Diseño del generador : ASME-SECCION I
B. Soldadura : ASME-SECCION IX
C. Tubos y válvulas : ANSI y API
D. Tubos Expuestos al Calor : ASTM
E. Tornillos y Tuercas : ANSI B-1.1-2A y 2B
F. Ventiladores de TI, TF : AMCA
G. Motores : ABTN-NBR-7094
H. Estructuras Metálicas : AISC/BNT
I. Ensayos de Operación : PTC4
J. Ensayos no Destructivos : ACME-SECCION V y VIII
K. Abalos sísmicos : NBC
L. Agua de alimentación : ABMA – ASME
M. PIN HOLE : 40.7m2

FUNCIONAMIENTO DE GENERAL DE LA CALDERA
DETERMINACION DEL RENDIMIENTO POR EL
METODO DIRECTO
HALLAMOS LA POTENCIA DE LA CALDERA
Capacidad de la caldera con vapor sobrecalentado a 400 ºC y 42 bar
Diagrama h-s
CON TURBINA A CONTRAPRESION:
2.4 bar
42 bar
200 ºC
h105ºC
Cº
h159 ºC
h
S
400 ºC
2.4 bar
42 bar
200 ºC
h105ºC
Cº

La planta cuenta con dos Turbogeneradores de 2.5 MW c/u, una Turbo bomba de
2000 Hp y 6 Turbomolinos de 1000 Hp c/u, todos tienen turbinas de vapor a
Contrapresiòn
Hallando el de la turbina del turbogenerador
Calculando el para la turbina del turbogenerador
Este valor se multiplicara por 2 equivalente a las dos turbinas =
Hallando el consumo específico Cs de la turbo bomba de alimentación de agua a la
caldera:
Hallando el flujo màsico de vapor de la turbo bomba de alimentación de agua a la
caldera (sabiendo que su potencia es de 2000Hp=1492Kw)
Hallando el consumo específico Cs de la turbo molino del trapiche de la caldera:

Hallando el flujo másico de vapor del un turbo molino del trapiche de la caldera
(sabiendo que su potencia es de 1000Hp=746Kw):
Multiplicados por los 6 molinos, el flujo másico total de vapor de turbo molinos será:
total consumido por hora = total producido por hora
(27.67 *2) + 16.18 + (8.09 * 6 ) TMV/h = 120 TMV/h.
HALLANDO EL FLUJO MASICO DEL BAGAZO
ANALISIS EXERGETICO EN EL PROCESO DE COMBUSTIÓN DE
LA CALDERA:
Perdida por Rendimiento de combustión (rendimiento=85%).
El calor transferido a la caldera es:

Hallando la razón de flujo de vapor entre flujo de combustible:
Exergía del agua que entra a la caldera:
A esto se agrega la Exergía del combustible:
Hallando La Exergia del vapor que sale de la Caldera:
Hallando el incremento de Ex. Debido al calentamiento de agua:
Hallando La pérdida total de Ex. en el hogar debido a la Combustión y transferencia
de Calor:
ANALISIS EXERGETICO DE PROCESOS EN CADA PUNTO
Ex. A la entrada a la turbina (Punto A, ver esquema 1 )
No se conoce la caída de temperatura durante el recorrido del vapor desde la caldera hasta
la entrada a la turbina por lo que la Exergía es la sgte:

Exergía en la salida de la turbina ((Punto B, ver esquema 1 )
El cambio de Exergia en la Turbina es:
Exergía a salida del saturador (Punto C, ver esquema 1 )
Cambio de Ex. en el saturador:
Exergía a la entrada del Economizador (Punto D, ver esquema 1 )
Exergía a la salida del Economizador (Punto E, ver esquema 1 )
Cambio de Ex. en el Economizador:

Ex. disponible para los procesos industriales (Qu): (Punto F, ver esquema 1 )
Cambio de Exergía en los Calentadores del Aire:
Salida de aire Primario (Punto G, ver esquema 1 )
Salida de aire Secundario (Punto H, ver esquema 1 )

Hallando BHP de Caldera:
BALANCE TERMICO DE LA CALDERA
Datos de Empresa Cartavio: caldera nº 20
Hallando la entalpía del aire a T=443.15k
Hallando la entalpía del aire a T=559.15k

BALANCE TERMICO DE LA CALDERA
Hallando
El Nuevo Rendimiento De Caldera
HALLANDO LA POTENCIA DE LOS VENTILADORES → TIRO FORZADO: PRIMARIO
INDICADORES DE ENERGIA:
→ TIRO FORZADO: SECUNDARIO

INDICADORES DE ENERGIA:
→ TIRO INDUCIDO:
INDICADORES DE ENERGIA:

Potencia total que Utilizan los Ventiladores:
(43.55+203.59+411.35) Kw. = 658.89 Kw.
Porcentaje de Energía que utilizan los ventiladores de la Energía Total Producida:
COMBUSTION DEL BAGAZO1. Conociendo el Análisis Ultimo Del Combustible (Bagazo)
2. Análisis en base de 100 kg
m(kg) M(molar) n(Kmol) %(kmol) n(Kg)
C 23.42 12 1.952 27.51 0.2751
H2 3.42 2 1.615 22.76 0.2276
O2 31.46 32 0.671 9.46 0.0946
N 0.70 28 0.025 0.35 0.0035
Z 0.18 ---- ---- ---- ----

H2O 51 18 2.833 39.92 0.3992
∑ 100kg 7.096 100%
3. Reacciones de Elementos Volátiles :
4. Kmol de O2 por elementos volátiles: O2 TOTAL(BRUTO)
5. Ecuación de reacción perfecta
Asumimos exceso
Entonces:
FLUJOS:

PERDIDAS POR METODO INDIRECTO
Componente de pérdidas térmicas en la caldera
Establecido en base al balance energético, el rendimiento térmico de la caldera es:
→ PÉRDIDAS POR COMBUSTION INCOMPLETA:
→ PÉRDIDAS POR CALOR SENSIBLE:
→ PÉRDIDAS POR HOLLIN:
→ PÉRDIDAS POR CONVECCION: Se desconoce datos:
- velocidad del viento. - superficie de Caldera.

→ PÉRDIDAS POR PURGA: Según tabla de Temperatura de tratamiento de agua = 105ºC = 1.23%
CALCULO DEL RENDIMIENTO DE LA CALDERA
CALCULO DEL F:
CALORES PERDIDOS KW %
qcombustion incompleta 11374.77 10.076
qcalor sensible 5558.99 4.92
qHollin 6780. 00 6.006
qpurga 1389.44 1.23
q convención .............. ……
TOTAL ∑ PERDIDAS 23713.76 22.232
TRATAMIENTO DE AGUA PARA LA CALDERA
Capacidad de la Caldera en BHP:
Flujo de Agua a tratar:
Temperatura del agua : 30 º C
Densidad del agua:
Volumen de agua
*1000=135080
Tiempo de operación en 24 horas:

% de recuperación de condensado: 95 % se recupera
Volumen del agua a tratar
Dureza a tratar en el ablandador:
Volumen de la resina Zeolita[pie ]
V pie =
V = 42822.49
V pie = =5.95pie
V real=1.15*5.950=6.84pie
Cantidad de dureza a tratar
QUEMADOR DE COMBUSTIBLE:
CAPACIDAD HIDRAULICA DEL FUEL OIL:

Datos:
Modelo: PLL650
Hallando Diámetro de Tobera:
.73.410*73.44*10*76.1
10*76.14
*
235
52
mmmd
dST
Se verificará si es conforme la medida, caso contrario se cambiara la tobera.
DESCRIPCION DE LA PRUEBA HIDRAULICA EN LA CALDERA
1. PREPARACION PARA LA PRUEBA HIDRAULICA:
Verificar si la caldera esta pronta para la verificación.

Antes de llenar con agua deben ser retirados todos los soportes provisionales
y la estabilización de la base de hormigón debe estar concluida, los soportes
definitivos deben estar todos instalados.
Toda las piezas o componentes definitivos de sobre presión deberán estar
debidamente montados antes de la aplicación de la P.H.
Efectuar inspección interna de los domos para verificación de posibles
irregularidades
Las conexiones de las calderas deben ser vedadas con bridas ciegas dejando
desconectados todas las salidas de las válvulas que permaceran en la válvula a
fin de que también sean probadas para observar si existe posibles fugas.
Utilizar la prueba hidráulica solamente con manómetros calibrados.
Cuando sean instalados los manómetros deben colocarse válvulas de bloqueo
para facilitar la sustitución del mismo.
La P.H. solamente será realizada cuando la caldera y sus componentes estén
aproximadamente con la misma temperatura.
La PH solamente debe ser realizado solamente por personal calificado y
experimentado.
Las válvulas de seguridad no deben ser vedadas con trabas, las mismas
deben ser retiradas.
2. Llenado y Presurización
Durante el llenado dejar sueltas tapas, bridas y abiertas, todas las aberturas
hasta que se observe transbordar en cada uno de ellos.
El agua usada en el agua hidráulica sebe ser limpia y de buena calidad. Se
aconseja que la temperatura en el metal sea mantenida en 70º F (21ºC) mas
para disminuir el riesgo de una fractura frágil.
Utilizar un termómetro de superficie, calibrado para control de temperatura.
Durante el tiempo que se esta llenando, debe inspeccionarse también;
posibles fugas y observar la seguridad de equipo y del personal que están
participando de la prueba.
No es permitido, realizar soldadura en el equipo lleno de agua u otro fluido o
en contacto eléctrico con los mismos.

La presión de la prueba es definida en el esquema de la prueba hidráulica,
entregado por el departamento de ingeniería, que corresponde a 1.5 veces de la
presión Máxima de Trabajo Admisible (MPTA).
En el llenado de elevación de presión no puede exceder a 1/5 de la presión
de prueba.
Después de una presurización inicial, debe abrirse los locales mas elevados,
lo suficiente para la salida del aire acumulado.
Cuando se alcanza la presión de prueba, la misma debe ser mantenida todo el
tiempo.
En ningún momento debe ocurrir una sobrepresión mayor de 6% de la
presión de prueba.
Observar que no haya aire preso en ninguna parte de la caldera durante la
prueba hidráulica.
Cuando una o mas piezas fueran reparadas, las mismas deberán ser testadas
nuevamente de acuerdo con el procedimiento, en caso de reprobación, las
mismas pueden sufrir reparaciones suplementarias, en los dos casos
(aprobación/recusado) deberá tener el visto del inspector.
Transcurrido el tiempo necesario para presurización, bajar la presión con la
misma limitación de velocidad de elevación, en un valor no inferior a la
misma presión de trabajo admisible en la salida del sobrecalentador y efectuar
una inspección cuidadosa.
En ningún momento durante la P.H. cualquier parte de la caldera deberá esta
sujeto a una tensión mayor que 90% de su tensión de fluencia (desvió de
0.2%) en temperatura de teste.
En caso de una caída de presión, debe corregirse el valor de la presión de
inspección y procurar determinar las causas y repararlas.
3. Criterio de aceptación
La caldera será considerada de haber soportado satisfactoriamente la prueba
hidráulica, si no fueran constatadas rupturas, demorfaciones permanentes.

No se considera como fuga, el aparecimiento de otra gota de agua en un u
otro punto en la prueba, que desaparece en la presión de inspección.
Es permitido realizar la prueba en etapas, interrumpiendo, por determinado
intervalo de tiempo con elevación o reducción de la presión en determinados
valores intermediarios entre cero (0) a 1.5 la presión máxima de prueba
admisible en la presencia de la inspección.
4. Despresurización
Después de la conclusión de la prueba de la caldera debe ser presurizada
obedeciendo la misma limitación de velocidad de reducción y este
procedimiento limpiada y seca por completa, proteger contra corrosión y
daños mecánicos las caras de las bridas y boquillas que fueron abiertas.
Aplicar el tratamiento para conservación/ invernaciòn de las partes no
drenables.
REFERENCIAS BIBLIOGRAFICAS
o Moran, M. J. y H. N. Shapiro, FUNDAMENTOS DE TERMODINAMICA
TECNICA, 2edicion, editorial Reverte S.A., Barcelona España, June, 2004.
o http://www.equipalcool.com.br/
o http://www.caldema.com/
o http://www.complejocartavio.com.pe/tecnologia.html
o H:\metodologia para el análisis energéticos de calderas \ comisión Nacional para
el Ahorro de Energía.htm
Cronograma de Actividades.
Semana
Actividades
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Cronograma de x

Actividades.
Título del
Proyecto
x
Antecedentes. x x
Realidad
Problemática.
x x
Objetivos. x x
Presentación
primer avance
x
Visita a la planta
CARTAVIO
x x
Marco
Referencial.
x x
Presentación
Segundo avance
x
Elaboración de
variables
x x
Análisis y
cálculos de
diseño
x x x
Referencia
Bibliográfica.
x
Informe Final del
Proyecto.
x
Exposición. x