Embed Size (px)
Citation preview

www.actamat-journals.com
Acta Materialia 54 (2006) 1833–1842
Property improvements of in situ epoxy nanocomposites withreduced interparticle distance at high nanosilica content
Hui Zhang a, Zhong Zhang a,b,*, Klaus Friedrich a, Christian Eger c
a Institute for Composite Materials, University of Kaiserslautern, 67663 Kaiserslautern, Germanyb National Center for NanoScience and Technology, No. 2, 1st North Street Zhongguancun, 100080 Beijing, PR China
c Hanse Chemie AG, 21502 Geesthacht, Germany
Received 3 August 2005; received in revised form 1 December 2005; accepted 3 December 2005Available online 20 February 2006
Abstract
SiO2/epoxy nanocomposites were formed in situ via a special sol–gel technique supplied by hanse chemie AG, in which silica nano-particles with an average diameter of 25 nm were almost perfectly dispersed in the epoxy matrix. The static/dynamic modulus, microh-ardness, and fracture toughness of the nanocomposites were found to be enhanced with increasing silica content up to 14 vol.%(23 wt.%). The results confirmed that the homogeneously distributed nanoparticles are able to improve both the stiffness and toughnessof the epoxy. Significant improvements were observed for both stiffness and toughness when the interparticle distance was smaller thanthe nanoparticle diameter. Under this condition, the interphase may construct a three dimensional physical network, which will finallydominate the performances of these nanocomposites. From the experimental observations, it is proposed that the critical thickness of theinterphase surrounding a spherical nanoparticle is in the range of the particle’s radius, which is crucial to many modelling studies.� 2006 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
Keywords: Particulate-reinforced composites; Nanocomposite; Mechanical properties; Fracture; Toughness
1. Introduction
Inorganic particles are frequently employed to improvethe mechanical performances of polymers for engineeringapplications, in which stiffness and toughness are the mostimportant parameters to be taken into account. Both stiff-ness and toughness can be improved by the addition ofinorganic particles, with the particle size ranging from themicro- to nanoscale in the published literature [1–9]. Com-pared to microparticles, nanoparticles have some uniquefeatures. Firstly, the much higher specific surface areacan promote stress transfer from matrix to nanoparticles.Some studies indicated that nanoparticles can improvethe Young’s modulus of polymers more dramatically thanmicro-fillers [10,11]. Secondly, the required loadings of
1359-6454/$30.00 � 2006 Acta Materialia Inc. Published by Elsevier Ltd. All
doi:10.1016/j.actamat.2005.12.009
* Corresponding author. Tel.: +86 10 62623577; fax: +86 10 62652116.E-mail address: [email protected] (Z. Zhang).
nanoparticles in polymer matrices are usually much lowerthan those of micro-fillers (typically 10–40 vol.% for thelatter). Therefore, many intrinsic merits of neat polymers,such as low weight, ductility, good processability, andtransparency (e.g. for epoxy, polycarbonate, and poly-(methyl methacrylate)), will be retained after the additionof nanoparticles.
Concerning the particle size effect on polymer toughen-ing, Lee and Yee [12] indicated that the optimum loadingof glass beads in an epoxy matrix decreased with decreasingparticle size at the microscale. Bagheri and Pearson [13]also found that, for a given volume fraction, the use ofsmaller rubber particles resulted in a better toughnessvalue. Singh et al. [7] drew the conclusion that the enhance-ment in fracture toughness of Al/unsaturated polyestercomposites was directly related to the particle size. Smallerparticles resulted in increased fracture toughness. All theseresults suggest that smaller particles, especially nanoparti-cles, may be more effective for polymer toughening.
rights reserved.

1834 H. Zhang et al. / Acta Materialia 54 (2006) 1833–1842
Moreover, with decreased particle size, the interparticledistance reduces under a certain filler content. This mayactivate particle–particle interactions and result in athree-dimensional physical network structure of interphasein a polymer matrix [14]. Hence, the role of interparticledistance in determining the mechanical properties of nano-composites should also be taken into consideration. Also, itshould be borne in mind that good particle–matrix bondingis normally a prerequisite for enhanced fracture toughness[15].
It is well established that the dispersion state of nano-particles is a crucial factor in determining the final proper-ties of nanocomposites. With conventional processingapproaches, e.g. mechanical mixing and melt compound-ing, it is usually difficult to achieve very good particledistribution at the nanoscale. Possessing high surfaceenergy, nanoparticles tend to form agglomerates or clus-ters in a polymer matrix, consequently resulting in prop-erty degradations. This is especially serious when thefabrication of composites with high nanoparticle contentis attempted. New techniques to break down the clustersor agglomerates have been investigated extensively bymany researchers [16–18]. A sol–gel technique introducingnanoparticles into pre-polymers by chemical reaction hasbeen proved to be very effective among these new process-ing approaches.
This paper reports on epoxy nanocomposites contain-ing various contents of nanosilica particles (0–14 vol.%)prepared in situ by a special sol–gel process. Nanosilicawas almost homogeneously distributed in an epoxymatrix even at rather high volume fraction, and no obvi-ous agglomerations were observed. The static anddynamic mechanical properties together with the corre-sponding fracture morphologies were investigated inorder to examine the structure–property relationship.Correlations between interparticle distance and somemechanical properties, e.g. toughness and stiffness, arediscussed.
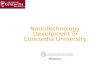
Fig. 1. TEM images of (a) 6 vol.% and (b) 14 vol.% silica/epoxy nanocompositcontent. The diameter of the nanosilica is, on average, about 25 nm.
2. Experimental
2.1. Materials and compounding
A master batch of SiO2/epoxy nanocomposite (Nano-pox XP 22/0314) was supplied by hanse chemie AG(Germany). It contained 40 wt.% of spherical silica nano-particles. The resin was a cycloaliphatic epoxy (UVA-CURE 1500) hardened by an anhydride curing agent(Albidur HE 600), with specific equivalent weights of 129and 170 g/equiv., respectively. The same type of neat resinwas applied to dilute the nanocomposite master batchdown to a series of nanocomposites with various SiO2 con-tents: 0–14 vol.% (0–23 wt.%). Almost perfect dispersionsof the nanoparticles in the epoxy matrix were achievedvia a special sol–gel technique, even at very high filler con-tents, which was proved by transmission electron micros-copy (TEM; FEI Tecnai G 20), as shown in Fig. 1, aswell as in Refs. [16–18]. As a result, the nanocompositesretained optical transparency up to a particle filler contentof 14 vol.%.
The spherical silica nanoparticles have an average size of25 nm, with an extremely narrow particle size distributionshown in Fig. 1. The compounding of the SiO2/epoxynanocomposites was carried out by the following steps:(i) the master batch was diluted in an appropriate amountof the neat epoxy matrix and then mechanically mixed witha stoichiometric ratio of the anhydride curing agent at60 �C for 30 min; (ii) the mixture was placed under vacuumto remove trapped bubbles; and (iii) the mixture was castinto aluminium moulds for curing. A four-step curing pro-cedure was carried out as recommended by hanse chemieAG: 3 h at 90 �C, then 1 h at 120 �C, then 1 h at 140 �C,and finally 4 h at 160 �C. A series of nanocomposites con-taining various SiO2 contents (0–14 vol.%) was prepared bythis procedure. Details of these nanocomposites are listedin Table 1, together with some key mechanical propertiesmeasured in this study.
es, which exhibit excellent nanoparticle dispersion even at rather high filler

Table 1Compositions and mechanical properties of the epoxy and the nanocomposites
Samplecode
Nanoparticlecontent
Three-point bending Tension Microhardness(MPa)
Impact strength(kJ/m2)
KIC
(MPa m1/2)GIC
(J/m2)
vol.% wt.% E (GPa) r (MPa) e (%) E (GPa)
X0 0 0 3.05 129.6 4.55 3.27 201.1 25.6 0.42 46.5X1 1 1.8 3.23 121.9 3.86 3.31 209.9 28.8 0.47 58.3X3 3 5.3 3.36 120.5 3.60 3.60 211.9 31.4 0.55 72.6X6 6 10.3 3.43 133.1 4.08 3.71 221.7 30.9 0.61 87.4X10 10 16.7 3.90 133.9 3.67 3.87 232.5 30.0 0.66 98.8X12 12 19.7 4.08 120.1 3.01 3.77 239.7 24.4 0.73 123.1X14 14 22.7 4.18 134.7 3.42 4.19 238.4 23.7 0.74 115.1
H. Zhang et al. / Acta Materialia 54 (2006) 1833–1842 1835
2.2. Testing
Dynamic mechanical thermal analysis (DMTA) wasperformed using a Gabo Qualimetrer Explexor 25 N withthe tension configuration. The complex modulus and lossfactor of each specimen (55 · 10 · 2 mm3) were determinedat a constant frequency of 10 Hz, raising the temperaturefrom �140 to 250 �C at a heating rate of 1 �C/min. Theglass transition temperature (Tg) of the studied materialswas measured using DSC821 apparatus (Mettler Toledo).All tests were performed in a nitrogen atmosphere with asample mass of about 10–15 mg. The scanning rate appliedwas 10 �C/min.
Tensile and flexural (three-point bending geometry) testswere conducted using a Zwick 1485 universal testingmachine according to the standards ASTM D-638 andDIN-ISO-178, respectively. Both test velocities were keptconstant at 1 mm/min. Unnotched Charpy impact testswere carried out at a speed of 2.9 m/s using a Ceast Torinoimpact tester in accordance with DIN-ISO-179-2.
Microhardness tests were performed using an ultra-microhardness tester (Shimatzu DUH-202). A load rangeof 1000 mN at a loading and unloading speed of 35 mN/swere selected. The universal microhardness HU (MPa)was calculated according to the following equation [19]:
HU ¼ P
26:43h2ð1Þ
where P is the force applied in mN and h is the indenterpenetration depth in lm. The average values with standarddeviations were reported from five measurements of eachcomposition.
Quasi-static fracture toughness tests were carried outusing compact tension (CT) specimens with dimensionsof 3.4 · 36 · 36 mm3. A pre-crack was made by lightly tap-ping a fresh razor blade into the bottom of the saw slot inthe specimen. By this technique, the crack can pop into thematerial over several millimetres, thus yielding a very sharpnatural crack. Tensile loading of the CT specimens wasdone using a Zwick 1485 universal testing machine with acrosshead speed of 0.1 mm/min. The actual crack lengthwas measured after the fracture experiment using an opti-cal microscope equipped with a micrometer scale. At leastthree specimens were used for each composition. The calcu-
lation of the critical stress intensity factor KQ and corre-sponding processing of the data are described in moredetail in Ref. [20]. Since the dimensions of all specimenssatisfy the equation
B; a; ðW � aÞ > 2:5KQ
ry
� �2
ð2Þ
KQ was considered to be equal to KIC, i.e. the plane straincritical stress intensity factor. Here, ry is the uniaxial tensileyield stress of the composites, and B, a, and W � a repre-sent the dimension terms of the specimen. The criticalstrain energy release rate in a plane strain state, GIC, canbe obtained by equation
GIC ¼ð1� m2ÞK2
IC
Eð3Þ
where E is Young’s modulus of the composites and m isPoisson’s ratio, which is set to be a constant of 0.35 forall the epoxy matrix nanocomposites.
The fracture surfaces after the three-point bending andcompact tension tests were sputtered with gold and exam-ined using scanning electron microscopy (SEM; JEOL5400). Higher resolution micrographs were obtained usinga SEM Hitachi S5200 instrument.
The smooth fracture surfaces of some specimens werealso investigated using atomic force microscopy (AFM;Nanoscope IIIa, Digital Instruments Co.) using tappingmode. The scanning rate was 0.5003 Hz.
3. Results and discussion
3.1. DMTA
Fig. 2(a) shows the DMTA results for the materials.Two obvious features are noted. Firstly, the addition ofnanosilica slightly enhances the damping values of theepoxy resin in the whole temperature range, and the relax-ation temperatures are obviously changed. The a- and b-relaxation temperatures as a function of nanosilica contentare given in Fig. 2(b), measured by both DMTA and differ-ential scanning calorimetry. The decrease in the glass tran-sition temperature (Tg) of the epoxy as a result of thepresence of nanosilica was also reported by other research-ers [21], for which a plasticizing effect of colloidal silica was

05200205100105005-001-051-0
1
2
3
4
5
6
7
01 2-
01 1-
01 0
tan
|E* | [
GP
a]
erutarepmeT [oC]
0x 1x 3x 6x 01x 41x
a b
41210186420081
091
002
012
022
032
042
052
07-
56-
06-
55-
05-
54-
04-
53-
03-
T[o
C]
Tg
[oC
]
OiS 2 ]%.lov[
Tg ATMD yb
Tg CSD yb T ATMD yb
Fig. 2. Temperature dependence of dynamic mechanical properties of epoxy nanocomposites: (a) complex modulus and damping, and (b) first and secondglass transition temperatures (Tg and Tb) as a function of nanosilica volume fraction.
1836 H. Zhang et al. / Acta Materialia 54 (2006) 1833–1842
believed to contribute. However, a contrary tendency isobserved for the second glass transition temperature (Tb)in our case, and the mechanism is still not clear.
Secondly, the dynamic complex modulus is significantlyimproved with increasing nanosilica content. Compara-tively, for a given nanosilica content, the stiffening effectis more pronounced at lower test temperatures as shownin Fig. 2(a). This phenomenon can be attributed to the mis-match in the coefficient of thermal expansion (CTE)between the matrix and the particles. According to thermalmechanical analysis, the CTE of the epoxy resin is6.2 · 10�5 K�1, while that of bulk silica is about5.5 · 10�7 K�1 [22]. Due to the large difference in theirCTEs, a residual compressive stress between the two phasesexists, which may provide additional stress transfer underloading. It is reasonable to infer that a lower temperaturewill lead to a higher residual compressive stress, and thusallowing better stress transfer from matrix to filler. Accord-ingly, a notable stiffening effect is obtained.
An ‘effective volume fraction’ was empirically intro-duced for the quantitative characterization and compari-son of the interphase properties of particulate-filled
-150 -100 -50 0 50 100 150 200 2500
20
40
60
80
Eff
ecti
ve v
olu
me
con
ten
t [%
]
Temperature o[ C]
X1X3X6X10X14
a
Fig. 3. Evaluation of nanosilica–matrix interface: (a) temperature dependenceaverage interfacial thickness of nanoparticles.
polymers on a micrometre scale [23–25]. According to thisconcept, some of the surrounding polymer (interphase) isimmobilized due to interfacial binding, which results inan increased effective region for the particles. The ‘effectivevolume fraction’, ue, can be estimated by the followingequation, assuming that the immobilized polymer regionsdo not contribute to energy loss [26]:
E00cE00m¼ ð1� ueÞ
�1 ð4Þ
where E00c and E00m are the relative loss moduli of the com-posite and matrix, respectively, and ue is related to theeffective thickness of the interfacial region, DR, defined by
ue ¼ 1þ DRR
� �3
up ð5Þ
in which R is the radius of the spherical particle and up isthe true nanoparticle volume fraction.
This approach has been adopted recently for nano-composites [3,4,27]. In the present case, the temperature-dependent ‘effective volume fraction’ is plotted inFig. 3(a) calculated from Fig. 2(a) according to Eq. (4).
b
0 2 4 6 8 10 12 1420
25
30
35
40
45
2
4
6
8
10
12
Ave
rag
e it
erfa
cial
th
ickn
ess
[nm
]
Ave
rag
e ef
fect
ive
volu
me
con
ten
t [%
]
Actual volume content [%]
of effective volume content, and (b) average effective volume content and

H. Zhang et al. / Acta Materialia 54 (2006) 1833–1842 1837
It is clear that ue is not constant, and varies with increasingtemperature up to about 180 �C. When the temperaturefurther increases, the influence of glass transition mayresult in E00c < E00m. Consequently, ue decreases sharplyand even becomes negative. Therefore the discussion ofue near and above Tg seems to be meaningless, at least inthe present case. Nevertheless, a clear tendency can be eas-ily found that a higher filler fraction always relates tohigher ue. For purposes of comparison, an average valueof ue below 150 �C is given in Fig. 3(b) for each materialagainst the true nanoparticle volume fraction, up. Accord-ingly, DR can be calculated by Eq. (5), which is also plottedin Fig. 3(b). It can be seen that in general ue is much higherthan the corresponding up. A up with 1 vol.% nanoparti-cles matches up to a ue value of more than 20 vol.% underthis assumption. Zhang et al. [4] reported similar resultsthat the ‘stress volume fraction’ (identical to the ‘effectivevolume fraction’ in our opinion) ranged between 37 and87 vol.% for 0.39–4.68 vol.% grafted nanosilica (7 nm) ina polypropylene matrix. Kojima et al. [27] also found thatthe polymer chain mobility was restricted by nanoclay,contributing finally to an improved tensile modulus. Inour case, the effective thickness of the interfacial regionDR ranges from 2.79 to 10.55 nm, which is approximatelyconsistent with the results of 3.6–22.4 nm for nylon 11/silica(7–12 nm) nanocomposites studied by Petrovicova et al. [3].The ratio of DR/R in the present study is in the range 0.22–0.84, which is much larger than that of microparticle-filledcomposites, which is in the range 0.02–0.07 [24]. Nanopar-ticles seem to be more ‘effective’ in reinforcing polymersdue to the particle–matrix interactions. DR is found todecrease monotonically with increasing particle content inFig. 3(b), suggesting a reduced influence region of nanopar-ticles at higher particle loading. This can be explained dueto some overlaps and offsets of the neighbouring stressfields at increased particle content. It seems to us that the‘effective volume fraction’ could provide some ideas as tothe significant property improvements of nanoparticle-filled polymer composites by considering the influence of
0.0 0.3 0.6 0.9 1.20
25
50
75
100
125
150
Str
ess
[MP
a]
Strain [%]
X0X6X14
a
Fig. 4. Typical load–displacement curves for epoxy nanocompo
interphase regions. However, no further experimental evi-dence can be applied to support the key assumption of thisapproach that the nanoparticle–polymer interphase doesnot contribute to energy loss, which is simply adopted fromthe case of microparticles. It is our opinion that thisassumption entails an obviously overestimated size of theinterphase region of a nanoparticle. More discussionsabout the interphase are presented in the following sectionsfor the present situation of much reduced interparticle dis-tance at relatively high nanosilica content.
3.2. Mechanical properties
Improvements of the mechanical properties of the epoxydue to the nanosilica were investigated systematically. Theresults are summarized in Table 1. Fig. 4 shows the typicalstress–strain curves measured by the three-point bendingtest, and the typical load–displacement curves measuredby CT specimens. In Fig. 4(a), it can be seen that eitherneat epoxy or nanocomposite is broken in a brittle fashion,and no obvious deflections can be detected. The reducedelongation at break of the nanocomposites suggests thatnanosilica can suppress the macromolecular mobility tosome extent. Fig. 4(b) shows typical load–displacementcurves for pre-notched CT specimens with various nano-particle contents. In spite of the very sharp natural pre-cracks in the specimens, the crack propagations occurredentirely in a controlled manner during the whole measure-ment period of each specimen, i.e. no abrupt fracture tookplace once the crack started to propagate at the maximumload. The latter was remarkably improved by the additionof nanosilica, which therefore dramatically enhanced thefracture toughness of the nanocomposites. Epoxy filledwith 14 vol.% SiO2 shows the highest maximum load andthe biggest area under the load–displacement curve. It isalso clear, in the present case, that the greater the nanosil-ica content, the higher the fracture toughness of the nano-composites. Further results for the nanocomposites aregiven in Table 1.
0.0 0.1 0.2 0.3 0.40
10
20
30
40
50
60
Lo
ad [
N]
Displacement [mm]
X0X6X14
b
sites: (a) three-point bending and (b) compact tension test.

1838 H. Zhang et al. / Acta Materialia 54 (2006) 1833–1842
Fig. 5 summarizes the relative improvements of variousmechanical properties of the nanosilica/epoxy composites.It is clear that the modulus (E), microhardness (HU), andfracture toughness (KIC) are all monotonically improvedwith increasing nanosilica volume content. The silica/epoxy with 14 vol.% nanosilica gives the highest improve-ments of about 19, 37, and 78%, compared to neat epoxy,of microhardness, modulus, and toughness, respectively.For unnotched Charpy impact resistance, a peak value isfound at a nanosilica loading of 3 vol.% (about 23%increase in the impact resistance). However, the flexuralstrength does not show an apparent effect. These resultsconfirm that the homogeneously distributed nanoparticlesare able to improve simultaneously the stiffness and tough-
0 2 4 6 8 10 12 14
0.8
1.0
1.2
1.4
1.6
1.8
2.0
Rel
ativ
e Im
pro
vem
ent
SiO2 [vol.%]
Flexural modulusFlexural strengthMicrohardnessImpact resistanceToughness, K
IC
Fig. 5. Relative improvements of various mechanical properties as afunction of nanosilica volume fraction.
Fig. 6. AFM fractograph of epoxy/10 vol.% nanosilica after Charpy impact tesas examples.
ness of the epoxy. The toughening effect of nanosilica in theepoxy matrix is more pronounced in the present study.
3.3. Morphology of fractographs
The TEM images in Fig. 1 show the almost perfectnanoparticle dispersions of the nanocomposites studiedeven at very high filler contents. Optical transparency ismaintained for a nanosilica content up to 14 vol.%, whichis due to the smaller reduction of light transmission by thewell-dispersed nanoparticles. Further characterization(shown in Fig. 6) was carried out using AFM of a fracturesurface obtained after a Charpy impact test of a specimenwith 10 vol.% nanosilica. Primary nanosilica particles onthe surface can be detected (partly marked by arrows asexamples). Compared to the average diameter of the nano-particles (25 nm), these blocks have a bigger mean size,which indicates a core–shell structure of a SiO2 nanoparti-cle coated with polymer chains. The arrow-marked parti-cles have the average diameter of about 50 nm. Thereforerelatively good particle–matrix adhesion is expected (fur-ther detailed discussions are presented in Section 3.4).
SEM fractographs of three-point bending specimenspartly reflect some fracture mechanisms of these nanocom-posites. Fig. 7(a) shows the fracture surface of the neatepoxy, with ribbons and fracture steps, and rather smoothareas in between, as is typical for brittle fracture. However,the addition of nanosilica yields a much rougher fracturesurface, as shown in Fig. 7(b) and (c) for 1 and 10 vol.%nanosilica content, respectively. Numerous dimples withirregular shapes can be observed. The density of these dim-ples increases with an increase of the nanosilica volumefraction. A close-up of such a dimple shown in Fig. 7(d)can give us some ideas as to the formation of these dimples.
t. Some of the nanoparticles on the fracture surface are indicated by arrows

Fig. 7. Low-magnification SEM fractographs of epoxy composites from three-point bending tests: (a) neat matrix, (b) 1 vol.% nanosilica, (c) 10 vol.%nanosilica and (d) close-up of a dimple.
H. Zhang et al. / Acta Materialia 54 (2006) 1833–1842 1839
Although nanosilica particles are almost perfectly dis-persed in the epoxy matrix, one can still find some regionswhere several individual nanoparticles are quite close toeach other in comparison with the more normal situationshown by TEM (Fig. 1) and AFM (Fig. 6) images. Thesenanoparticle-rich regions may not be fully cured duringthe curing procedure, which leads to stress concentrationand weak sites, and may trigger the formation of dimplesunder load. Nevertheless, nanoparticle-induced dimplesare considered to be the major toughening mechanismcausing energy dissipation on a micrometre scale.
Fractographs from CT specimens can supply further evi-dence of the aforementioned toughening mechanisms.Fig. 8 shows the fracture patterns of the neat epoxy(Fig. 8(a) and (b)) and 14 vol.% nanosilica/epoxy(Fig. 8(c) and (d)) obtained near the crack tip of crack ini-tiation (Fig. 8(a) and (c)) and in the middle zones for crackpropagation (Fig. 8(b) and (d)). River-like lines are formedafter crack initiation in the neat epoxy, which may reflectthe shear plastic deformation. These river-like lines aredense near crack initiation regions. However, the crackpropagation region becomes very smooth, which indicatesbrittle fracture. Much rougher river-like lines can beobserved on both crack initiation and crack propagationregions of the nanocomposites, which may be associatedwith crack tip blunting in the initiation stage and high-energy dissipation during crack propagation, respectively.
These river-like lines in the nanocomposites are found tobe not straight but deflected to some extent, which is prob-ably due to the crack pinning and blocking effects of nano-particles [2,28]. Moreover, some of these river-like lines arenot continuous, which implies that the crack fronts areoften trapped through crack–particle interactions. In addi-tion, some cavitations with hyperbolic shape are formedduring crack propagation (marked by the rectangularregion in Fig. 8(c)), which presumably benefit fracturetoughness by relieving the stress intensity around crack tips.
3.4. Correlations between interparticle distance andmechanical properties
It is very beneficial to study the correlations betweeninterparticle distance and the corresponding propertyimprovements of the nanocomposites. Based on theassumptions of cubic distribution and ideal dispersion, arelationship between the interparticle distance, s, and thefiller content, up, can be established straightforwardly bythe following equation:
s ¼ dp
6up
!1=3
� 1
24
35 ð6Þ
where d is the particle diameter. The interparticle distanceof ideally dispersed nanosilica becomes smaller than the

Fig. 8. Low-magnification SEM fractographs of epoxy composites from compact tension tests. The arrows represent the crack propagation directions:(a) crack initiation region for neat matrix, (b) crack propagation region for neat matrix, (c) crack initiation region for 14 vol.% nanosilica, and (d) crackpropagation region for 14 vol.% nanosilica.
0.5 1.0 1.5 2.0 2.5 3.01.0
1.5
2.0
2.5
Flexural modulusToughness, K
IC
Toughness, GIC
Rel
ativ
e Im
pro
vem
ent
τ
τ
/d
d
Fig. 9. Correlations between interparticle distance and mechanicalproperties.
1840 H. Zhang et al. / Acta Materialia 54 (2006) 1833–1842
particle diameter (d = 25 nm) when the filler content ishigher than about 7 vol.%. When concentrating on thedependency of property improvements on the ratio ofinterparticle distance to particle diameter s/d (Fig. 9), it isfound that, in general, all properties (e.g. Young’s modulus,microhardness, and fracture toughness) increase more dras-tically with a further reduction of this ratio. It is assumedthat this happens because the nanoparticles are now closeenough to be able to construct a three dimensional networkof interphase material around them, as discussed elsewhere[29]. Among these properties, fracture toughness, KIC andGIC, is increased to a greater extent; therefore new toughen-ing mechanisms should be taken into account.
One of the possible toughening mechanisms is crackbowing introduced by Kinloch et al. [15] on a micrometrescale. The crack bowing mechanism assumes that when acrack meets an array of rigid particles, it becomes pinnedand tends to bow out between the particles by forming sec-ondary cracks. It is a particularly important tougheningmechanism in rigid particle-reinforced brittle polymer sys-tems. It is reasonable to consider that crack pinning andbowing may easily occur on a nanoscale, especially withmuch reduced interparticle distance at relatively high nano-silica content.
A critical interparticle distance model was proposed byWu [30,31] on a micrometre scale in order to explain the
toughening mechanisms in rubber-modified brittle polymermaterials. In his model, a critical interparticle distance (sc)exists, below which a sharp brittle-to-ductile transitionoccurs due to different performance of the polymersegments within this region. This theory was successfullyapplied in many particle-filled polymer composites

Fig. 11. Structure of a core–shell building block of a silica nanoparticlecoated with polymer chains [34].
H. Zhang et al. / Acta Materialia 54 (2006) 1833–1842 1841
[32,33]. However, the situation seems to be different for thepresent case, i.e. when going down to the nanoscale, nobrittle-to-ductile transition is observed on the fracture sur-face in high-magnification SEM fractographs (Fig. 10).
The morphologies of high-magnification fractographsof specimens tested by three-point bending shown inFig. 10(b) and (c) for various nanoparticle contents(1 and 10 vol.%, respectively) are very unique, as comparedto that of the neat epoxy in Fig. 10(a). Many spheres canbe seen in these fractographs, and their density is alsodependent on the nanosilica volume fraction. The size ofthese spheres is in the range of about 30–80 nm (a feware even larger), which is larger than the diameter of thenanoparticles. Due to the surface modification occurringduring the formation of the spherical nanosilica particlesin the special sol–gel process, strong interactions betweennanoparticles and polymer chains are expected. Thesenanoscale building blocks (i.e. the spheres found on thefracture surfaces) can be considered as a core–shell struc-ture of a silica nanoparticle relatively strongly coated withpolymer chains, as illustrated in Fig. 11 [34]. These core–shell blocks may be debonded with others under high stressconcentration, leading to the very unique morphology of
Fig. 10. High-magnification SEM fractographs of epoxy and nanocomposites f10 vol.% nanosilica.
fracture surfaces as shown in Fig. 10(b) and (c), finallyleading to the energy-dissipating toughening mechanism.By increasing the nanoparticle filler content, the interparti-cle distance will be reduced. Once the interparticle distance(and correspondingly the particle filler content) reaches acritical value, the fracture behaviour will be controlled bythese core–shell structures. In this situation, the morphol-ogy of the fracture surfaces looks like a stack of thesenanoscale building blocks, as shown in Fig. 10(c) for10 vol.% SiO2/epoxy. The shells, i.e. the interphase mate-rial around the nanoparticles, may construct a three-dimensional physical network in the matrix, which finallydominates the performance of the nanocomposites.
rom three-point bending tests: (a) neat epoxy, (b) 1 vol.% nanosilica and (c)

1842 H. Zhang et al. / Acta Materialia 54 (2006) 1833–1842
4. Conclusions
This paper has reported on epoxy matrix nanocompos-ites formed via a special sol–gel technique with almostperfectly dispersed silica nanoparticles. The followingconclusions can be drawn:
(1) The modulus, microhardness, and fracture toughnessof the nanocomposites were all enhanced withincreasing silica content up to 14 vol.% (23 wt.%).The results confirmed that the homogeneously dis-tributed nanoparticles are able to improve simulta-neously the stiffness and toughness of the epoxy. Inthe present case, the toughening effect of nanosilicain the epoxy matrix is more pronounced.
(2) The nanosilica in the epoxy resin possess considerable‘effective volume fraction’ in comparison with thetrue volume fraction due to the interphase. However,it is our opinion that the assumption of no energy lossof the nanoparticle–polymer interphase lacks experi-mental evidence. It apparently entails an overesti-mated size for the nanoparticle interphase.
(3) SEM fractographs indicate that, on a micrometrescale, nanoparticle-induced dimples are likely to bethe major toughening mechanism by causing energydissipation. At the nanoscale, the core–shell struc-tured building blocks (i.e. nanoparticles stronglycoated with polymer chains) may become dominant.Significant improvements were observed for bothstiffness and toughness when the interparticle dis-tance was smaller than the nanoparticle diameter.Under this condition, the interphase may constructa three-dimensional physical network, which willdominate the performances of these nanocomposites.
(4) From the experimental observations in this study, it isproposed that the critical thickness of the interphasesurrounding a spherical nanoparticle is in the rangeof the particle’s radius, which may be crucial to manymodelling studies.
Acknowledgements
This work was partly sponsored by the KnowledgeInnovation Program of the Chinese Academy of Sciences.Z.Z. is grateful to the Alexander von Humboldt Founda-tion for his Sofja Kovalevskaja Award, financed by theGerman Federal Ministry of Education and Research(BMBF) within the German government’s ‘ZIP’ programfor investment in the future. The authors gratefullyacknowledge the support of hanse chemie AG for pro-viding the material samples. The authors acknowledgeDr. M. He (NCNST) and Mr. L. Song (Institute of
Physics) for their kind assistance with the TEM andSEM investigations, respectively.
References
[1] Dasari A, Yu Z-Z, Yang M-S, Zhang Q-X, Xie X-L, Mai Y-W.Compos Sci Technol 2006;66 [in press].
[2] Norman DA, Robertson RE. Polymer 2003;44:2351–62.[3] Petrovicova E, Knight R, Schadler LS, Twardowski TE. J Appl
Polym Sci 2000;78:2272–89.[4] Zhang MQ, Rong MZ, Zheng YX, Zeng HM, Friedrich K. Polymer
2001;42:3301–4.[5] Matejka L, Dukh O, Kolarik J. Polymer 2000;41:1449–59.[6] Zhang M, Singh RP. Mater Lett 2004;58:408–12.[7] Singh RP, Zhang M, Chan D. J Mater Sci 2002;37:781–8.[8] Schmidt G, Malwitz MM. Curr Opin Colloid Interf Sci 2003;8:
103–8.[9] Xie X-L, Liu Q-X, Li RK-Y, Zhou X-P, Zhang Q-X, Yu Z-Z, et al.
Polymer 2004;45:6665–73.[10] Abramoff B, Convino J. J Appl Polym Sci 1992;46:1785–91.[11] Landry C-J-T, Coltrain B-K, Landry M-R. Macromolecules
1993;26:3702–12.[12] Lee J, Yee AF. Polymer 2000;41:8363–73.[13] Bagheri R, Pearson RA. Polymer 1996;37:4529–38.[14] Karger-Kocsis J, Zhang Z. In: Balta Calleja JF, Michler G, editors.
Mechanical properties of polymers based on nanostructure andmorphology. New York, NY: CRC Press; 2005. p. 547–96.
[15] Kinloch AJ, Maxwell D, Young RJ. J Mater Sci Lett 1985;4:1276–9.
[16] Sreekala MS, Eger C. In: Friedrich K, Fakirov S, Zhang Z, editors.Polymer composites – from nano- to macro-scale. Springer; 2005. p.91–105.
[17] Adebahr T, Roscher C, Adam J. Eur Coat J 2001;4:144–9.[18] Kinloch AJ, Lee JH, Taylor AC, Sprenger S, Eger C, Egan D. J
Adhesion 2003;79:867–73.[19] Krumova M, Klingshirm C, Haupert F, Friedrich K. Compos Sci
Technol 2001;61:557–63.[20] Williams JG. In: Moore DR, Pavan A, Williams JG, editors. Fracture
mechanics testing methods for polymer, adhesives and composites.ESIS, 28. Elsevier; 2001. p. 14–25.
[21] Liu Y-L, Hsu C-Y, Wei W-L, Jeng R-J. Polymer 2003;44:5159–67.[22] http://www.accuratus.com/fused.html (December 2005).[23] Ziegel KD, Romanow A. J Appl Polym Sci 1973;17:1119–31.[24] Iisaka K, Shibayama K. J Appl Polym Sci 1978;22:3135–43.[25] Sumita M, Tsukihi H, Miyasaka K, Ishikawa K. J Appl Polym Sci
1984;29:1523–30.[26] Zhang MQ, Rong MZ, Friedrich K. Nanocomposites. In: Nalwa HS,
editor. Handbook of organic–inorganic hybrid materials and nano-composites, vol. 2. Los Angeles: American Scientific Publishing;2003. p. 113–50.
[27] Kojima Y, Usuki A, Kawasumi M, Okada A, Fukushima Y,Kurauchi T, et al. J Mater Res 1993;8:1185–90.
[28] Sanchez-Soto M, Gordillo A, Maspoch ML. Polym Bull2002;47:587–94.
[29] Zhang Z, Zhang H, Friedrich K, Eger C, Macromolecules, submittedfor publication.
[30] Wu S. Polymer 1985;26:1855–63.[31] Wu S. J Appl Polym Sci 1988;35:549–61.[32] Li D, Zheng W, Qi Z-N. J Mater Sci 1994;29:3754–8.[33] Ou Y-C, Yang F, Yu Z-Z. J Polym Sci B 1998;36:789–95.[34] Odegard GM, Clancy TC, Gates TS. Polymer 2005;46:553–62.