Embed Size (px)
Citation preview

Journal of Loss Prevention in the Process Industries 13 (2000) 319–326www.elsevier.com/locate/jlp
Propagation of smouldering in dust deposits caused by glowingnests or embedded hot bodies
Ulrich Krausea,*, Martin Schmidtb
a Federal Institute for Materials Research and Testing (BAM), D-12200 Berlin, Germanyb Otto-von-Guericke University, D-39016 Magdeburg, Germany
Abstract
Smouldering fires in storage equipment are often caused by glowing nests or embedded hot bodies. Due to large temperaturegradients near the glowing nest in a deposit of bulk material the detection of a smouldering fire is difficult and the smoulderingfire may remain unnoticed until the reaction front breaks through the surface of the deposit. The present paper reports experimentalinvestigations on thermal conditions, which may cause or promote an ongoing smouldering process, e.g. critical initial temperaturesof embedded hot bodies or critical initial sizes of glowing nests. Propagation velocities of smouldering fires were dependent onthe sample size, the oxygen content within the sample and on the caloric properties of three combustible dusts. 2000 ElsevierScience Ltd. All rights reserved.
Keywords:Ignition; Smouldering; Dust fires; Temperature evolution; Safe storage
1. Introduction
Smouldering or glowing fires occur frequently duringprocesses where combustible solid materials are handled,transported or stored. While large deposits of thesematerials, if stored over long periods, may undergo self-heating or self-ignition, a considerable number of thesefires in smaller deposits are initiated by glowing nestsor other hot bodies, which are introduced unintentionallyinto the deposit of solid material.
The propagation temperature of smouldering within adust deposit ranges from 250°C upwards. The break-through of the smouldering front leads to a glowing firewith temperatures ranging from 500°C to 800°C andsometimes, if sufficient oxygen is available, transition toan open fire is likely to take place at temperatures above800°C. If fine particles are dispersed to form a suf-ficiently dense dust cloud, dust explosions may occur.
As indicated by German statistical reviews for about13% of all dust explosions since 1970, glowing nestswere assumed to be the ignition source (Beck & Jeske,1996, pp. 365–388). The losses to industry caused by
* Corresponding author. Tel.:+49-30-8104-3412; fax:+49-30-8104-127.
E-mail address:[email protected] (U. Krause).
0950-4230/00/$ - see front matter 2000 Elsevier Science Ltd. All rights reserved.PII: S0950-4230 (99)00031-5
smouldering fires are estimated to exceed DM 100million per year.
Smouldering fires show a number of peculiarities,which complicate both detection and fire fighting.
1. Owing to large temperature and concentration gradi-ents within the deposit of solid materials, glowingnests are very difficult to detect. Hence, localised tem-perature measurements (thermocouples) will only ran-domly detect hot spots. Concentration measurementsof flue gases like carbon monoxide outside the depositseem to be more promising but may fail because ofthe delayed diffusion of the flue gases through thedeposit.
2. Smouldering as a low-rate combustion mechanismmay proceed at a very low oxygen content. Thedilution of oxygen by gaseous reaction products leadsto a delay but not to an ending of the smoulderingprocess.
3. Fire fighting of smouldering fires is difficult becausecommonly used extinguishing agents sometimes donot penetrate deeply enough into the bulk material.
While the phenomenon of self-ignition of solid bulkmaterials has been investigated intensively in the past,only few investigations have been published on the prob-lem of the ignition of solid bulk materials by embedded

320 U. Krause, M. Schmidt / Journal of Loss Prevention in the Process Industries 13 (2000) 319–326
ignition sources (Palmer, 1973; Nelson, 1995; Kupr,Barth & Suter, 1996; Krause & Schmidt, 1997). How-ever, the frequency of these events and diversity of firescenarios demand an investigation of the followingaspects of the process:
O propagation velocity of the smouldering front;O dependence of the ignition efficiency of glowing nests
on their size and the volume of the deposit;O influence of the chemical and thermal properties of
the material under consideration;O oxygen content ahead of, within and behind the
smouldering front;O critical conditions for the transition from cooling of
embedded hot bodies to ignition of the deposit.
2. Experimental set-up
The experimental set-up consisted of cylindrical meshwire baskets with volumes of 0.8, 1.6, 6, 12, 50 and 200l (height to diameter ratio equal to 1). For the smallestvessel, glowing nests were produced using an electricallyheated coil. Glowing nests of different sizes could beobtained by varying the electrical power of the coil andthe duration of action.
For the larger cylinders, the preparation of glowingnests or hot bodies was carried out in an oven whichcould be heated to 1200°C. In order to reduce heat lossof the ignition source the following procedure was fol-lowed.
A removable tube was introduced from the side wallinto the cylinder in such a way that the glowing nest orthe hot body could be placed exactly in the centre ofthe cylinder. After this the cylinder was completely, butloosely filled with the powder material which wasinitially at room temperature. At the start of an experi-ment the ignition source preheated in the oven wasquickly introduced through the removable tube into thecentre of the cylinder. Then the tube was pulled out ofthe powder sample. In this way a quick placement(within 5 s) of the ignition source could be achieved andheat loss minimised.
The time-dependent temperature evolution within thecylinder was measured by up to 15 thermocouples atdifferent radii and heights in the cylinder. In addition,one thermocouple was placed in the centre of theignition source.
In a number of experiments the oxygen content withinthe dust sample at a position of 100 mm from the centreof the cylinder was also measured.
Porcelain spheres with diameters of 25, 30, 35 and 40mm were used as “hot bodies” for one type of experi-ment.
In the second type of experiment, small cylindrical
wire mesh baskets of 11, 15, 19, 24, 34, 40 and 45 mmdiameter were used (height to diameter ratio equal toone). These baskets were filled with dust of the samematerial as used in the large cylinder, forming a realisticglowing nest.
The materials under consideration were cork dust(coarse and fine fraction), beech wood dust and cocoapowder. Selected material properties are listed in Table1. Fig. 1 shows a schematic view of the experimentalset-up.
3. Experimental results
3.1. Ignition by glowing nests
For the case in which a glowing nest was introducedinto the dust sample it was found that the only adjustableparameter was the size of the glowing nest. Once ignitedthe glowing nest reached a smouldering temperature,which remained nearly constant for the whole process.It was not possible to adjust a defined initial temperaturefor glowing nests.
Table 2 shows the ignition efficiency of glowing nestsof different sizes which were introduced into dustdeposits of different materials and volumes. The generalfeatures of these experiments, where ignition occurredin the dust sample, were as follows.
After the glowing nest was introduced into the dustdeposit, the thermocouples mounted along the radius ofthe deposit recorded a progressive rise in temperature.In addition, the oxygen content decreased continuouslywith the approach of the reaction front to the probe pos-ition and remained at a value of less than 2% after thereaction front had passed this position (see below).
However, at the surface of the dust deposit neither atemperature rise nor any other indication of the ongoingsmouldering process inside the sample could beobserved until the smouldering had reached the surfaceof the deposit.
While the combustion front inside the dust deposit inour experiments propagated at velocities of less than 1mm/min, the reverse burning of the char from the samplesurface inwards propagated comparatively quickly.Immediately after the breakthrough of the reaction fronta remarkable production of flue gases was observed. Theburning of the char appeared not always with an openflame but sometimes with a glowing fire only.
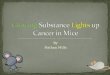
Fig. 2 shows successive frames of the smoulderingcombustion of 50 l of cork dust (coarse fraction) ignitedby a glowing nest 40 mm in diameter. The first picture—shot at 17:00 h—was taken 3 h after the beginning ofthe experiment. At 00:00 the deposit looked unchanged,flue gases could not be observed from the outside.
However, a few minutes later a first spot of char isvisible at the top of the deposit, indicating that the

321U. Krause, M. Schmidt / Journal of Loss Prevention in the Process Industries 13 (2000) 319–326
Table 1Material properties of the dusts under investigation
Calorific Thermal ApparentGrain size Bulk density
Dust Mass fraction (%) value conductivity activ. energy(µm) (kg/m3)
(MJ/kg) (W/mK) (J/mol)
C H O
Cork dust (coarse) 500–3000 54.1 6.8 38.6 171 20.13 0.105 99 362Cork dust (fine) ,100 54.1 6.8 38.6 59 29.02Beech wood dust ,400 49.1 6.3 44.0 382 17.8 0.225 97 548Cocoa powder ,40 48.4 6.9 40.6 369 20.42 0.162 110 960
Fig. 1. Experimental set-up to investigate the ignition of dust deposits by glowing nests or embedded hot bodies.
Table 2Ignition efficiency of glowing nests of different sizes in dust deposits (×, ignition; ÷, no ignition; blank, not investigated)
0.8-l volume 6-l volume 12-l volume 50-l volume
25a 35 40 43 45 .45 11 15 19 24 34 40 24 34 40 11 15 19 24 34 40
Cork dust (coarse) ÷ x ÷ ÷ x xCork dust (fine) ÷ ÷ ÷ ÷ ÷ x ÷ x x ÷ ÷ x x x xBeech wood dust ÷ x xCocoa powder ÷ x x x x
a Diameter of the glowing nest, in mm.
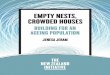
smouldering process could break through to the surface.The following pictures show the growth of this spot untilan increasing amount of the flue gases is released.Finally, the char burnt with an open flame. Fig. 3 depictsthe evolution of temperature with time at different radialpositions within the sample of cork dust. The signalsrecorded by the thermocouples indicate the successivepropagation of the smouldering fire along the radius ofthe dust deposit. It is worthy of note that the temperature
at which smouldering takes place remains nearly con-stant for all locations within the dust sample until thereaction front has reached the surface of the sample.
In the case considered here the value of the propa-gation temperature was 308°C between 300 and 540 minafter the beginning of the experiment. The overall dur-ation of the smouldering process in this example wasabout 10 h. This leads to an average propagation velocityof the smouldering combustion front of 0.33 mm/min.

322 U. Krause, M. Schmidt / Journal of Loss Prevention in the Process Industries 13 (2000) 319–326
Fig. 2. Evolution of a smouldering fire caused by a glowing nest in a deposit of cork dust (50 l volume).
Fig. 3. Temperature evolution at different radial positions in a 50 l cork dust deposit (coarse fraction) ignited by a glowing nest of 19 mm radius.
For the thermocouple nearest to the surface of the dustsample (r=180 mm) a constant smouldering temperaturedid not occur. Due to the unlimited availability of oxy-gen a comparatively fast transition from smouldering toan open fire took place.
The maximum temperature in the current example wasabout 760°C, whereas in other experiments, where openflames occurred, maximum temperatures of more than1000°C were observed.
3.2. Ignition by a heated coil
In these experiments a heat source of adjustable heatenergy was applied to work out a correlation betweenthe heat energy released and the size of glowing nestsproduced. Therefore, a coil was introduced into thecentre of a dust deposit 0.8 l in volume. Fine cork dustwas used as the test substance. The electrical power sup-plied to the coil was 25 W, which led to the onset of

323U. Krause, M. Schmidt / Journal of Loss Prevention in the Process Industries 13 (2000) 319–326
glowing of the coil itself, i.e. to temperatures of about600°C. The heat energy transferred to the dust wasadjusted by the duration of action of the electrical power.
Fig. 4 shows the size of glowing nests in dependenceon the energy supplied. The sizes of glowing nests grewwith increasing heat energy, i.e. with increasing time ofheating. However, the glowing nests stopped glowing upto heating times of 4.5 min (equivalent to a transfer of6750 W-s into the dust sample).
For a heating period of 5 min (i.e. 7500 W-s) theentire sample could be ignited, so that a “critical” heatenergy value for the ignition of the 0.8 l sample couldbe estimated at 7000 W-s.
3.3. Ignition by embedded hot bodies
For those cases where inert hot bodies were used asignition sources, the dependence of the onset of smould-ering on the initial temperatures and sizes of these hotbodies was investigated. It was intended to work out“critical” initial temperatures, defined as the mean valuebetween the lowest initial temperature of embedded hotbodies at which smouldering occurred and the highesttemperature at which a temperature decay of the ignitionsource was observed.
Fig. 5 depicts the temperature evolution with time inthe centre of a hot body of 25 mm diameter introducedinto a sample of cork dust (coarse) of 200 mm diameterat different initial temperatures.
As mentioned in Section 2, the hot body was intro-duced into the sample within a few seconds in order toavoid a considerable decay of its surface temperature.Therefore, it is suggested that the temperature profilewithin the hot body itself is approximately uniform.
For initial temperatures up to 489°C a self-sustainingsmouldering process could not be observed; however,initial temperatures from 503°C caused the dust sampleto be ignited. The maximum values of the temperature–time curves for the latter cases indicate a heating of theinert hot bodies by the burning material surrounding it.
Fig. 4. Effect on the radius of glowing nests in a 0.8 l deposit ofcork dust (fine) of variation of the heat energy supplied by a heatedcoil at constant electrical power of 25 W (at 7500 W-s: ignition of theentire sample).
In a range of initial temperatures between 467 and489°C, a limited combustion of the material adjacent tothe ignition source occurred. By this a char layer of upto 10 mm around the hot sphere was formed. As a resultof this, the temperature decay of the ignition source wasdelayed in comparison with those experiments where noreaction at all took place.
Table 3 shows the initial temperatures of hot bodiesof different sizes which led to extinction or ignition ina sample of cork dust of 6 l volume. It is worthy of notethat the critical temperatures decrease with increasingsize of the hot sphere due to the larger amount of heatenergy stored within it. However, a critical temperaturebelow 400°C could not be observed for all the experi-ments carried out.
3.4. Smouldering temperatures and propagationvelocities
As mentioned before the smouldering process ischaracterised by a certain temperature, which remainsnearly constant during the propagation of the combustionfront through the dust deposit. It was found that this tem-perature is independent of the ignition source butdepends on the size of the deposit. Fig. 6 shows thecharacteristic temperatures for the propagation ofsmouldering for the different volumes and materialsunder investigation.
The reason for the decrease of the smouldering tem-perature with increasing size of the deposit is the limitedavailability of oxygen within the larger samples due toa higher resistance of the mass transport by diffusion.Both the lack of oxygen in the combustion zone and thelower temperature lead to a reduction in the propagationvelocities as well. If it is assumed that the reaction velo-city kR obeys a first order Arrhenius law, one obtains
kR5f nO2
·k0· expS2ER
·1TD (1)
where fO2is the mass fraction of oxygen,n is the rate
exponent (usuallyn=1 for an oxygen-controlled dif-fusion reaction),k0 is the pre-exponential factor,E is theapparent activation energy andT is the temperature. Itis obvious from Eq. (1) thatkR will decrease withdecreasing values offO2
andT.It was observed that the propagation velocity of the
combustion front depended on the radial co-ordinatewith an increase in the velocity with decreasing distanceto the sample surface due to the improved diffusion ofoxygen. However, only average propagation velocitiesare summarised in Table 4.
The average propagation velocities decrease withincreasing size of dust deposit, whereas there were onlyminor differences between the 6 l cylinder and the 12 lcylinder. (Please note that the difference in the radiusbetween these cylinders is only 25 mm.)

324 U. Krause, M. Schmidt / Journal of Loss Prevention in the Process Industries 13 (2000) 319–326
Fig. 5. Temperature evolution with time in the centre of an inert hot body (25 mm in diameter), introduced at different initial temperatures intoa sample of cork dust (coarse) of 200 mm diameter.
Table 3Maximum initial temperatures for extinction, minimum initial tempera-tures for ignition and critical temperatures for hot bodies of differentsizes in a 200 mm cork dust sample (6-l volume)
Tmax, no Tmin,Diameter of ignition source Tcritignition ignition
(mm) (°C) (°C) (°C)
25 489 503 49635 445 463 45440 420 435 427
Fig. 6. Propagation temperatures of smouldering fires as a function of the deposit volume.
Measurement of the oxygen content could be carriedout only for one of the experiments, namely for fine corkdust in the 200 l deposit. At a fixed position within thesample (r=100 mm), continuous decay of the oxygencontent was observed from 21% at the beginning of theexperiment to 1.5% after the reaction front had passed.
Table 4Propagation velocities (mm/min) of smouldering in deposits of solidbulk materials of different sizes
Volume (l)
1.6 6 12 50 200
Cork dust (coarse) 0.6 0.5 0.48 0.33Cork dust (fine) 1.5 0.83 0.78 0.67 0.5Beech wood dust 0.21 0.22 0.15Cocoa powder 0.27 0.23 0.24 0.09
3.5. Oxygen content during smouldering
Fig. 7 shows a typical trace of the oxygen contentversus time at a location 100 mm from the centre of thecylinder. Included in the figure are the temperature vs.

325U. Krause, M. Schmidt / Journal of Loss Prevention in the Process Industries 13 (2000) 319–326
Fig. 7. Oxygen content atr=100 mm and temperature vs. time atr=80 mm (T1) andr=120 mm (T2) in a 12 l cork dust deposit(coarse fraction).
time signals at distances of 80 and 120 mm from thecentre.
Immediately after the onset of the reaction the oxygencontent at the position indicated decreased steadily to avalue of about 2%. This value corresponds to a nearlyconstant temperature level at positions T1 and T2, whichindicates the period of smouldering combustion. Themoderate increase of the oxygen content is probablycaused by the release of oxygen from the cork powdermolecules.
The temperature increase after about 280 min indi-cates the transition from smouldering combustion to aglow fire after the smouldering front had broken throughto the surface of the deposit. This glow fire consumesthe remaining oxygen, thus the oxygen contentbecomes zero.
The glow fire burns the char and forms gaseous reac-tion products and a small amount of ash. The structureof the deposit collapses and ambient air arrives at thegas extraction probe during the final stage of the fire.
4. Discussion
It was found that deposits of solid powder materialscan be ignited by glowing nests, constant heat fluxignition sources or embedded hot bodies, if these satisfycertain critical conditions. For glowing nests a criticalsize, represented by the radius, seems to exist. For corkdust (coarse), ignition of the sample occurred for a glow-ing nest of 40 mm diameter. Fine cork dust could beignited with a glowing nest of 19 mm in the 50 l deposit.Beech wood dust was ignitable with a nest of 34 mm,while for cocoa powder a nest of only 15 mm diameterwas sufficient to cause ignition.
According to the propagation velocities of the smould-ering process the following remarks can be made. Con-sidering the data given in Table 1, it is not possible toexplain the smouldering propagation velocity by one ofthe material properties only. Nevertheless, somerelations are worthy of note.
Fine cork dust with a comparatively low bulk densityof 59 kg/m3 gave a propagation velocity roughly twicethat for coarse cork dust (bulk density 171 kg/m3). Thehigher level of oxygen per unit volume together with thelarger active surface of the particles allowed a higherrate of reaction in the fine cork dust.
Cocoa powder, which possessed the highest apparentactivation energy, showed the lowest value of smoulder-ing propagation velocity. Furthermore, the grease in thecocoa powder (10–12%) tends to melt and thus closesthe pores within the powder. This leads to a reductionof the oxygen supply into the combustion zone, dimin-ishing the reaction rate.
On the other hand, the fine and coarse fractions ofcork dust, which had the highest calorific value, reachedthe highest propagation velocities, while a ranking of thepropagation velocities of beech wood dust and cocoapowder according to their calorific values is not possible.
However, the influence of other properties, e.g. ther-mal conductivity, specific heat capacity and others hasto be the subject of subsequent investigations. In parti-cular, the amount of smouldering gases that develop dur-ing the process, which have the effect of diluting theoxygen content in the intragranular volume, should betaken into account.
For the purposes of risk assessment under practicalconditions the following conclusions are drawn.
1. Onset of smouldering has to be expected for glowingnests larger than 10 mm.
2. For embedded hot bodies as ignition sources the“critical” initial temperature decreases with increasingsize of the hot bodies. However, at initial tempera-tures below 400°C ignition was not observed.
3. The propagation velocity of the smouldering front isdetermined by the volume of dust accumulation, theproperties of the material and the availability of oxy-gen. However, the propagation velocity—oncesmouldering has started—is independent of theproperties of the ignition source.
4. Smouldering combustion may be sustained at a verylow oxygen content of about 2%. Moreover, someorganic substances like wood dust, grain dust or food-stuffs, cellulose, cotton, etc. contain bound oxygen,which is released by pyrolysis of the material andwhich may sustain the smouldering process. Inertingof a storage container will therefore barely extinguisha smouldering fire in spite of the fact that it will pre-vent explosions of entrained dust clouds or of flam-mable volatiles.
5. The propagation velocities of the smouldering frontobserved depended on the volume of the dustaccumulation and on the material properties. Thepropagation velocity may reach very low values ofabout 0.1 mm/min. This means that a dust accumu-lation of 1 m radius would experience a smouldering

326 U. Krause, M. Schmidt / Journal of Loss Prevention in the Process Industries 13 (2000) 319–326
process over a period of 1 week until the smoulderingfront breaks through to the surface. Thus, if safetystorage of goods is considered to prevent transpor-tation of eventually smouldering material very longstorage times are necessary.
Glowing nests formed as a consequence of thermal loadsof a storage tank or formed around embedded hot bodiesare likely to have lifetimes of days, weeks or sometimeseven months. However, since the smouldering combus-tion usually propagates through the material stored andtherefore the volume of a glowing nest changes withtime, it seems more appropriate to define a propagationvelocity instead of a “lifetime”. Future investigationswill therefore be dedicated to a more systematic analysisof the influences of material properties, the oxygen con-
tent and the propagation velocity of the smoulderingcombustion process.
References
Beck, H., & Jeske, A. (1996).VDI-Report 1272.Dusseldorf: VDI Ver-lag in German, pp. 365–388.
Krause, U., & Schmidt, M. (1997). Initiation of smouldering fires incombustible bulk materials by glowing nests and embedded hotbodies.Journal of Loss Prevention in the Process Industries, 10(4), 237–242.
Kupr, T., Barth, U., & Suter, G. (1996). Mindestzu¨ndenergie vonSchuttungen exotherm zersetzlicher Feststoffe.Gefahrstoffe-Rein-haltung der Luft, 56 (10), 363–368.
Nelson, M. A. (1995). Detection and extinction of fire and smoulderingin bulk powder.CREDIT-project, final report(pp. 64–139). BritishMaterials Handling Board.
Palmer, K. N. (1973).Dust explosions and fires.London: Chapman-Hall.