Embed Size (px)
Citation preview

Project Pre-feasibility Report
0 Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
PROJECT PRE FEASIBILITY REPORT
ON
PROPOSED CAPACITY EXPANSION
For
MANUFACTURING OF SURFACTANTS &
SPECIALITY SURFACTANTS
At
Survey No. 193, Khanvel- Udhwa Road,
Village- Kherdi, Silvassa-396230
Submitted to
Ministry of Environment & Forest
By
Project Pre-feasibility Report
Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
CONTENTS S. No. Particulars Page No.
1 Executive Summary 1-3
2 Introduction Of The Project 4-6
2.1 Identification Of The Project And Project Proponent 4
2.1.1 Identification Of The Project 4
2.1.2 Project Proponent 5
2.2 Nature Of The Project 5
2.3 Need Of Project & Demand-Supply Gap 6
2.4 Imports Vs. Indigenous Production 6
2.5 Export Possibility 6
2.6 Domestic / Export Markets 6
2.7 Employment Generation Due To Project 6
3 Project Discription 7-59
3.1 Type & Location Of Project 7
3.1.1 Type 7
3.1.2 Location 7
3.2 Details Of The Alternative Site 9
3.3 Size & Magnitude Of Operation 10
3.4 Project Discription With Process Details 10
3.4.1 So3 Gas Generation 10
3.4.1.1 Manufacturing Process 10
3.4.1.2 Material Balance 11
3.4.2 Group A – Surfactants (100% Purity Basis) 11
3.4.2.1 Alfa Olefin Sulfonate (Aos) 11
3.4.2.1.1 Manufacturing Process 11
3.4.2.1.2 Chemical Reaction 12
3.4.2.1.3 Material Balance 13
3.4.2.2 Sodium Lauryl Sulfate (Sls) / Primary Alcohol Sulfate (Pas) 13
3.4.2.2.1 Manufacturing Process 13
3.4.2.2.2 Chemical Reaction 14
3.4.2.2.3 Material Balance 14
3.4.2.3 Sodium Lauryl Ether Sulfate (Sles) 15
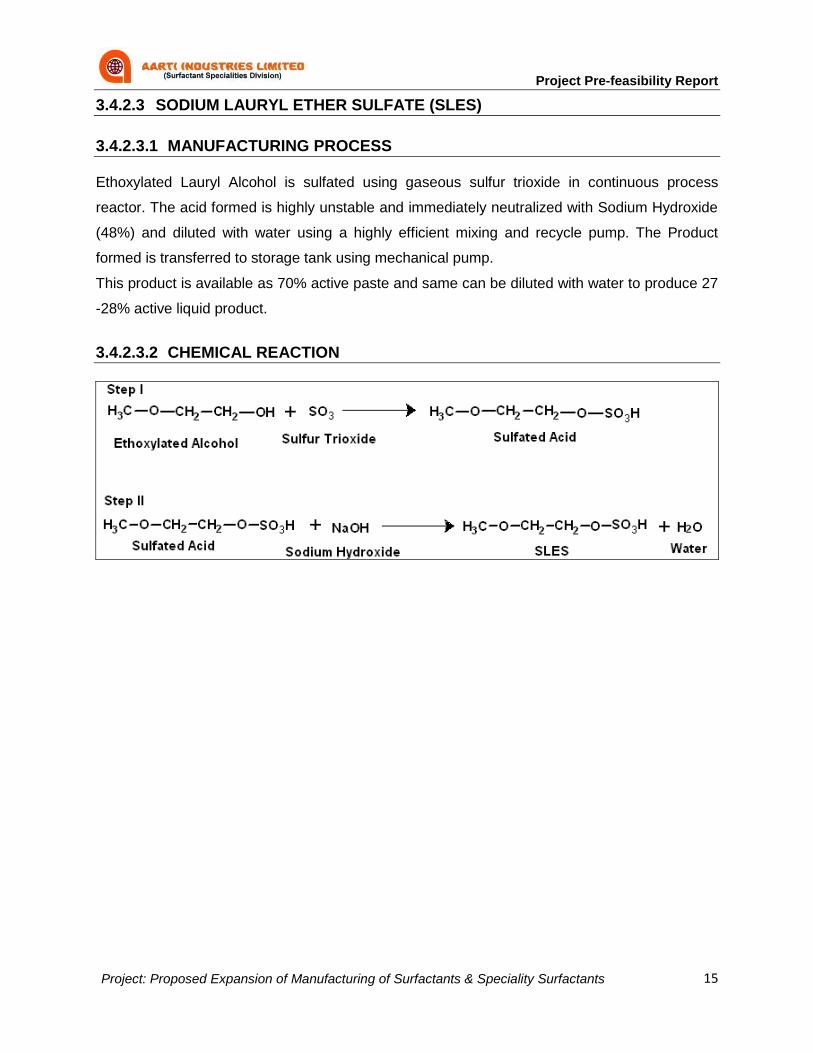
3.4.2.3.1 Manufacturing Process 15
3.4.2.3.2 Chemical Reaction 15
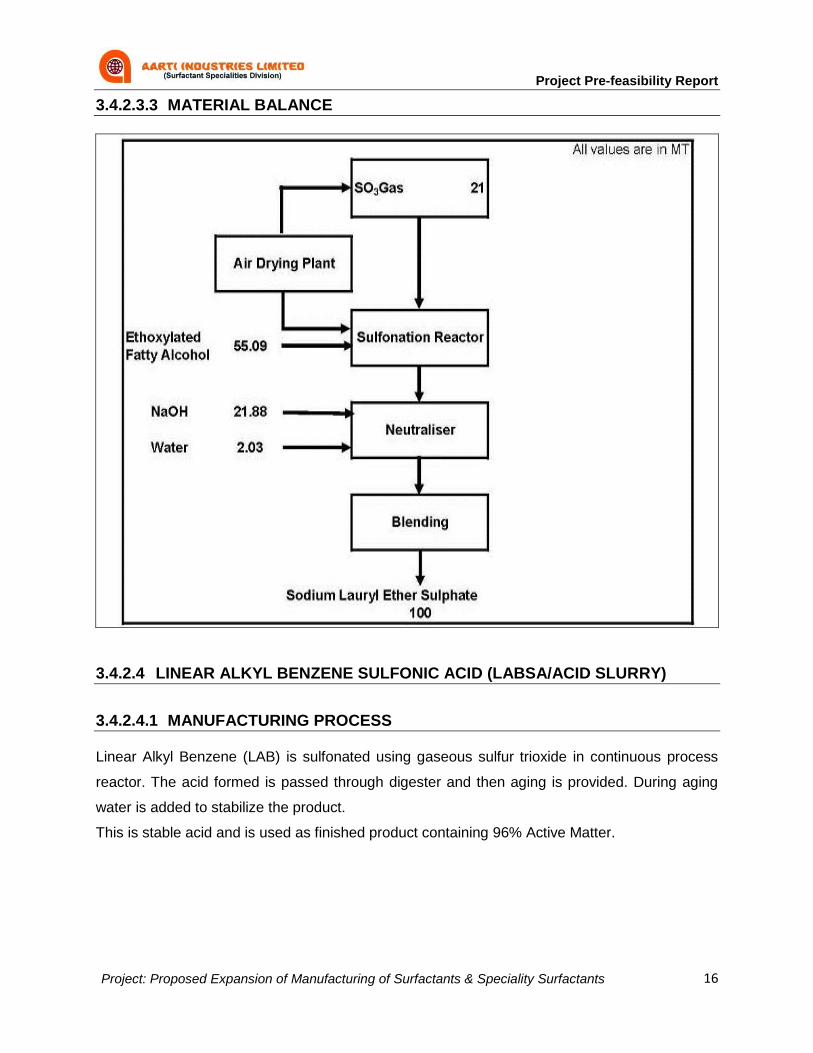
3.4.2.3.3 Material Balance 16
3.4.2.4 Linear Alkyl Benzene Sulfonic Acid (Labsa/Acid Slurry) 16
3.4.2.4.1 Manufacturing Process 16 3.4.2.4.2 Chemical Reaction 17 3.4.2.4.3 Material Balance 17
3.4.2.5 Liquid Detergent (Formulation Product) 17
3.4.2.5.1 Manufacturing Process 17
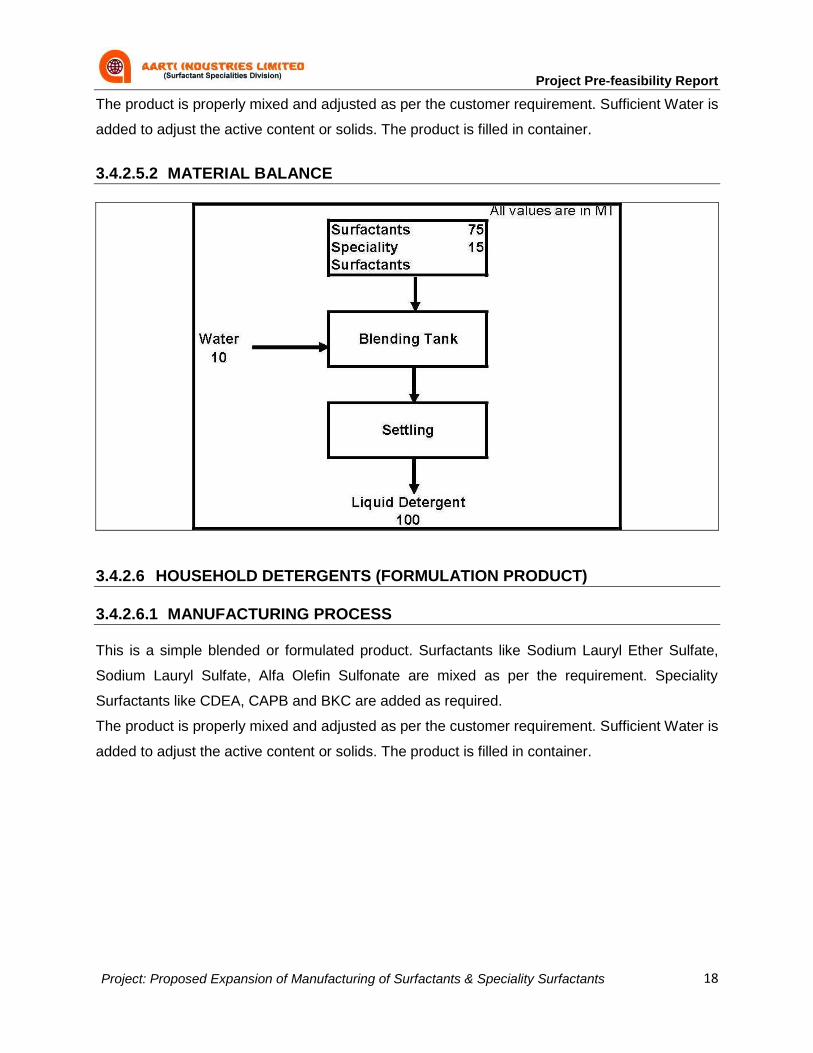
3.4.2.5.2 Material Balance 18
3.4.2.6 Household Detergents (Formulation Product) 18
3.4.2.6.1 Manufacturing Process 18
3.4.2.6.2 Material Balance 19
3.4.2.7 Ammonium Lauryl Sulfate (Als) 19
Project Pre-feasibility Report
Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
S. No. Particulars Page No.
3.4.2.7.1 Manufacturing Process 19
3.4.2.7.2 Chemical Reaction 19
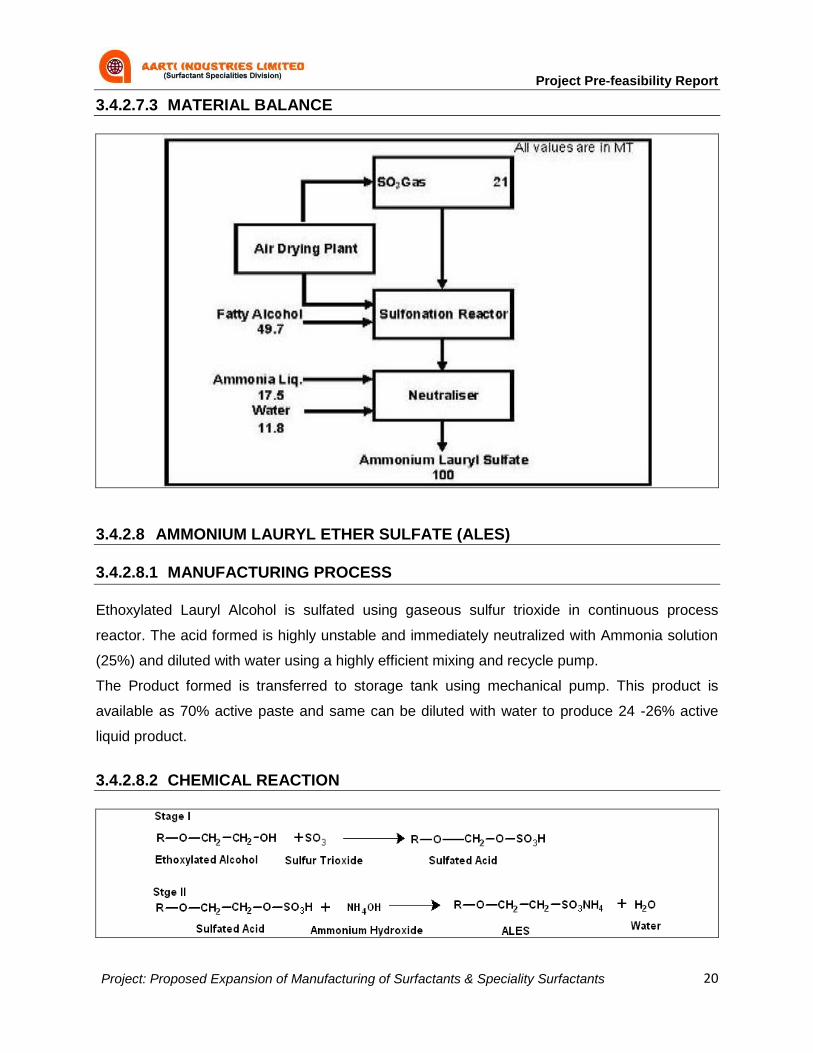
3.4.2.7.3 Material Balance 20
3.4.2.8 Ammonium Lauryl Ether Sulfate (Ales) 20
3.4.2.8.1 Manufacturing Process 20
3.4.2.8.2 Chemical Reaction 20
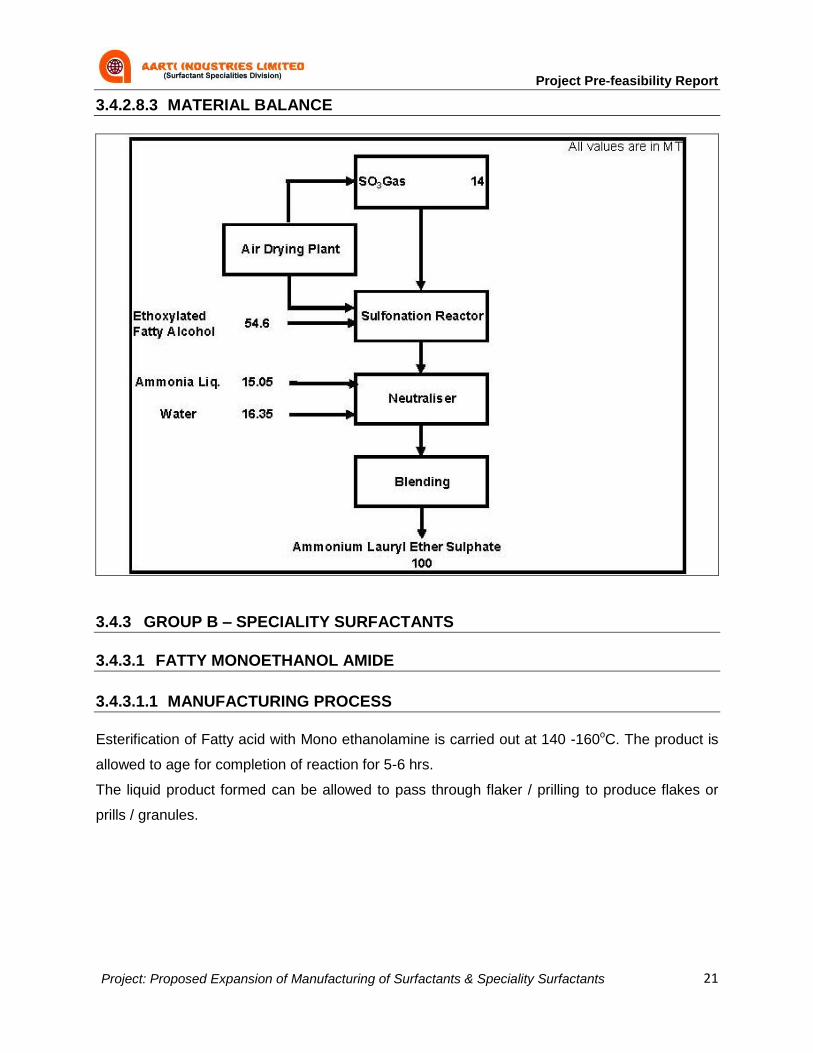
3.4.2.8.3 Material Balance 21
3.4.3 Group B – Speciality Surfactants 21
3.4.3.1 Fatty Monoethanol Amide 21
3.4.3.1.1 Manufacturing Process 21
3.4.3.1.2 Chemical Reaction 22
3.4.3.1.3 Material Balance 22 3.4.3.2 Fatty Diethanol Amide 22
3.4.3.2.1 Manufacturing Process 22 3.4.3.2.2 Chemical Reaction 23
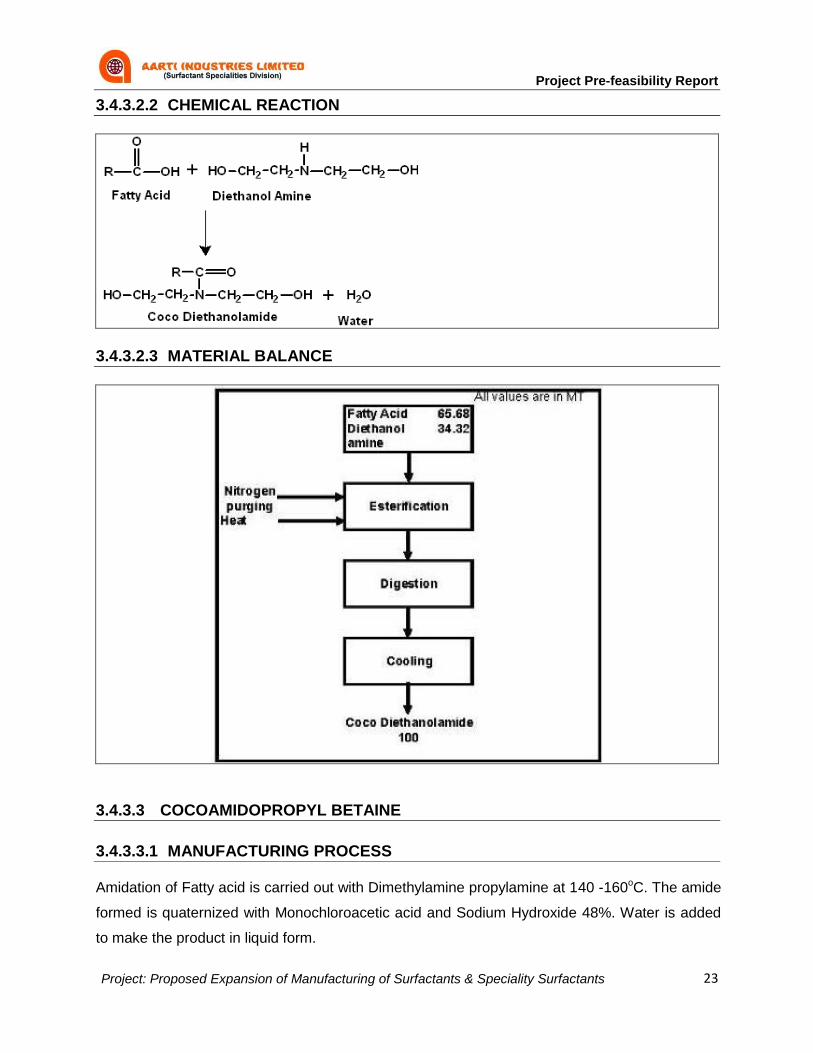
3.4.3.2.3 Material Balance 23 3.4.3.3 Cocoamidopropyl Betaine 23
3.4.3.3.1 Manufacturing Process 23 3.4.3.3.2 Chemical Reaction 24
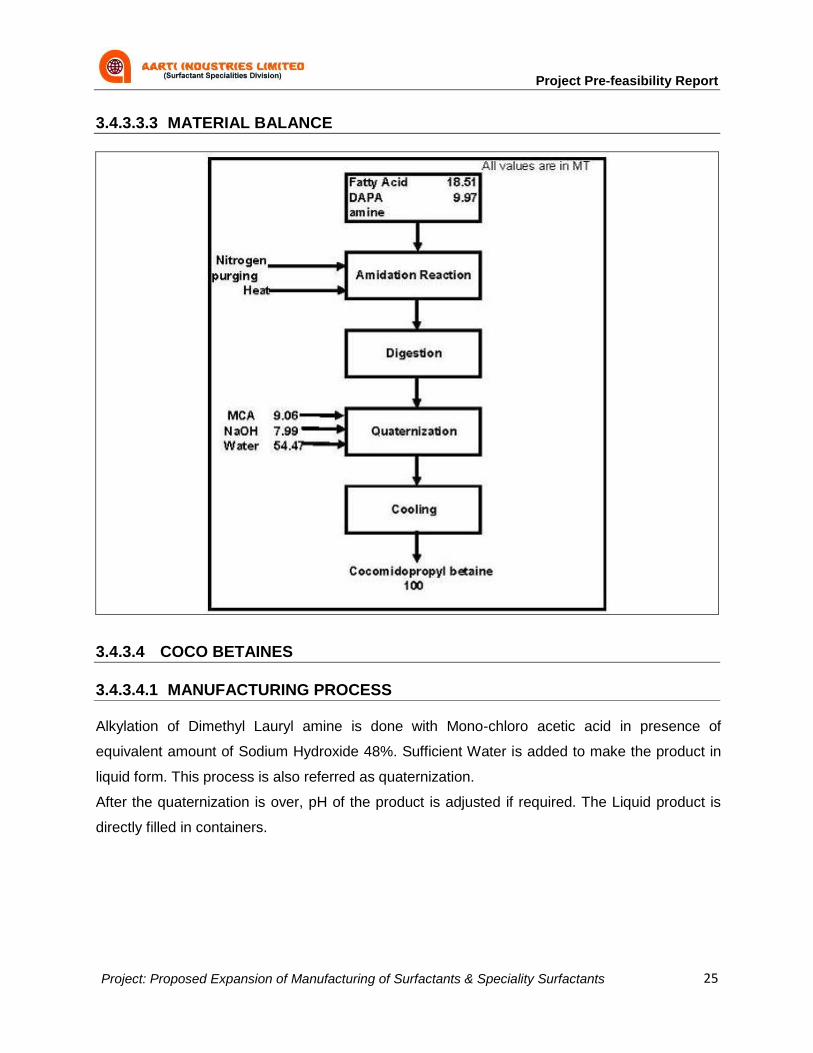
3.4.3.3.3 Material Balance 25
3.4.3.4 Coco Betaines 25
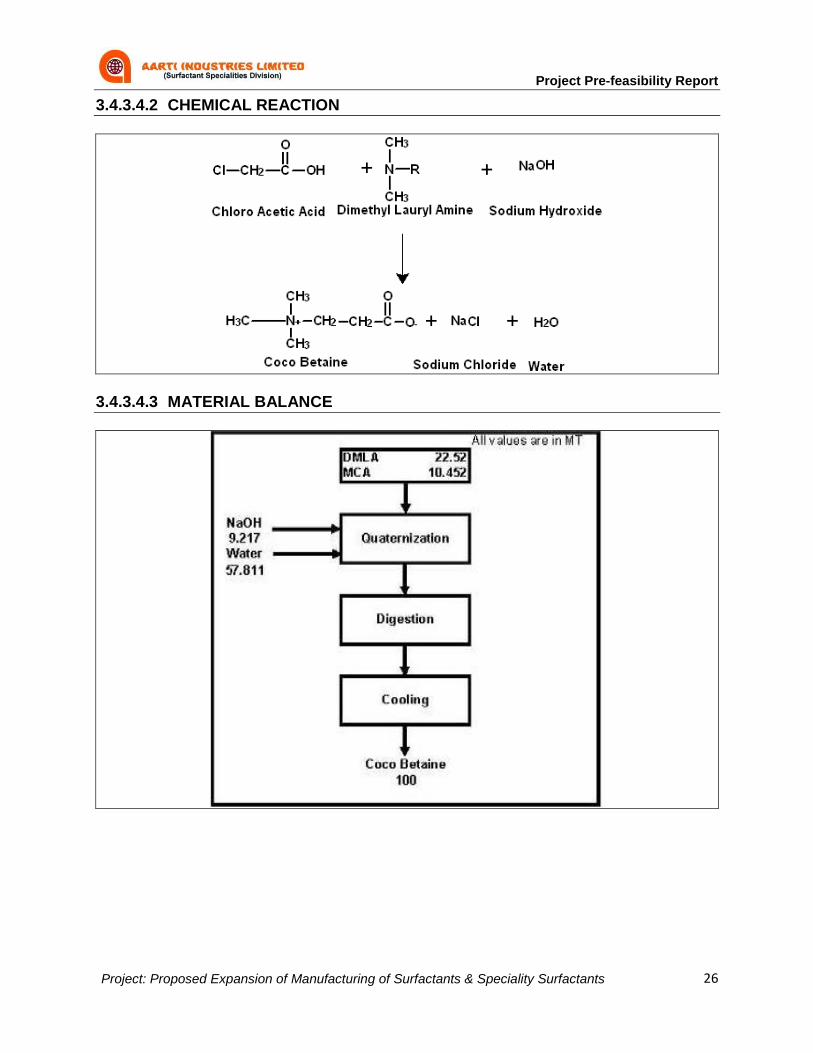
3.4.3.4.1 Manufacturing Process 25
3.4.3.4.2 Chemical Reaction 26
3.4.3.4.3 Material Balance 26
3.4.3.5 Amine Oxides 27
3.4.3.5.1 Manufacturing Process 27 3.4.3.5.2 Chemical Reaction 27 3.4.3.5.3 Material Balance 27
3.4.3.6 Sulfosuccinates (Lss Grade) 28
3.4.3.6.1 Manufacturing Process 28
3.4.3.6.2 Chemical Reaction 28
3.4.3.6.3 Material Balance 29
3.4.3.7 Sulfosuccinates (Les Grade) 29
3.4.3.7.1 Manufacturing Process 29
3.4.3.7.2 Chemical Reaction 30
3.4.3.7.3 Material Balance 30
3.4.3.8 Benzalkonum Chloride (Bkc-50) 31
3.4.3.8.1 Manufacturing Process 31
3.4.3.8.2 Chemical Reaction 31
3.4.3.8.3 Material Balance 31
3.4.3.9 Benzalkonum Chloride (Bkc-80) 32
3.4.3.9.1 Manufacturing Process 32
3.4.3.9.2 Chemical Reaction 32
3.4.3.9.3 Material Balance 32
3.4.3.10 Sodium Ether Carboxylate 33
3.4.3.10.1 Manufacturing Process 33
3.4.3.10.2 Chemical Reaction 33
Project Pre-feasibility Report
Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
S. No. Particulars Page No.
3.4.3.10.3 Material Balance 33
3.4.3.11 Alcohol Ethoxylates (Formulation Product) 34
3.4.3.11.1 Manufacturing Process 34
3.4.3.11.2 Material Balance 34
3.4.3.12 Ethylene Glycol Monostearate 34
3.4.3.12.1 Manufacturing Process 34
3.4.3.12.2 Chemical Reaction 35
3.4.3.12.3 Material Balance 35
3.4.3.13 Ethylene Glycol Distearate 35
3.4.3.13.1 Manufacturing Process 35
3.4.3.13.2 Chemical Reaction 36
3.4.3.13.3 Material Balance 36
3.4.3.14 Sorbitan Monooleate 36
3.4.3.14.1 Manufacturing Process 36
3.4.3.14.2 Chemical Reaction 37
3.4.3.14.3 Material Balance 37
3.5 Raw Material For Finished Products 37
3.5.1 Hazardous Chemical Storage & Handling 39
3.6 Resource Optimization & Availability 43
3.6.1 Land & Building Requirement 43
3.6.2 Equipments 43
3.6.3 Power And Fuel Requirement 44
3.6.4 Water Requirement 44
3.6.5 Man-Power Requirement 45
3.7 Quantity Of Waste To Be Generated 45
3.7.1 Waste Water Generation & Management 45
3.7.2 Waste Water Characteristics 48
3.7.3 Waste Water Treatment & Disposal 48
3.7.4 Air Emissions & Control 54
3.7.4.1 Process Emission 54
3.7.4.2 Utility Emission 54
3.7.4.3 Fugitive Emission 55
3.7.5 Hazardous / Non-Hazardous Wastes Management 56
3.7.6 Noise And Odour Control 56
3.7.7 Health And Safety Measures 57
3.7.8 Environmental Health & Safety Cell 57
3.7.9 Post Project Monitoring Plan 58
4 Site Analysis 60-65
4.1 Connectivity 60
4.2 Land Form, Land Use & Land Ownership 60
4.2.1 Land Form 60
4.2.2 Land Use Pattern 60
4.2.3 Land Ownership 61
4.3 Topography 61
4.4 Salient Features 62
4.5 Existing Infrastructure 62
4.6 Soil Classification 62
Project Pre-feasibility Report
Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
S. No. Particulars Page No.
4.7 Climate & Meterology 63
4.7.1 Temperature 64
4.7.2 Humidity 64
4.7.3 Cloud Cover 64
4.7.4 Rainfall 64
4.7.5 Wind Pattern 64
4.8 Social Infrastructure 65
4.8.1 Educational Facilities 65
4.8.2 Medical Facilities 65
5 Planning Brief 66-68
5.1 Planning Concept 66
5.2 Population Projection 66
5.3 Area Statement 67
5.4 Assesment Of Infrastructure Demand (Physical & Social) 67
5.5 Amenities/Facilities 67
5.5.1 Drinking Water Facilities 67
5.5.2 Power Supply Facilities 68
5.5.3 Communication & Banking Facilities 68
5.5.4 Transport Facilities 68
5.5.5 Approach To Villages 68
5.5.6 Recreational Facilities 68
6 Proposed Infrastructure 69-70
6.1 Industrial Area 69
6.2 Residential Area 69
6.3 Greenbelt 69
6.4 Social Infrastucure 69
6.5 Connectivity 69
6.6 Drinking Water Management 69
6.7 Sewerage System 70
6.8 Industrial Waste Management 70
6.9 Solid Waste Management 70
6.10 Power Requirement & Source Of Supply 70
7 Rehabilitation & Resettlement (R &R) Plan 71
7.1 Policy To Be Adopted 71
8 Project Schedule & Cost Estimates 72
8.1 Time Schedule Of The Project 72
8.2 Estimated Project Cost 72
9 Analysis Of Proposal 73
9.1 Financial & Social Benefits 73

Project Pre-feasibility Report
Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
LIST OF TABLES Table
No.
Topic Page No.
1.1 Project Summary 1
2.1 List Of Proposed Products 4
2.2 Addresses Of Directors 5
3.1 List Of Raw-Materials (Product-Wise) 38
3.2 Storage, Handling & Transport Of Haz. Chemicals 40
3.3 Characteristics Of Raw Materials 41
3.4 Details Of Equipments 43
3.5 Details Of Power & Fuel 44
3.6 Category-Wise Water Requirement (In Kl/D) 45
3.7 Category-Wise Wastewater Generation (In Kl/D) 45
3.8 Characteristics Of Wastewater 48
3.9 Details Of Process Emission 54
3.10 Details Of Utility Emission 55
3.11 Details Of Hazardous Waste Generation & Disposal 56
3.12 Post Project Monitoring Plan 59
4.1 Land Use Distribution Of Dadra & Nagar Haveli (Dnh) 61
4.2 Salient Features Of The Project Site 62
4.3 Summary OF Meteorological Data At Nearest Imd Station - Dahanu 63
4.4 Details Of Educational Facilities 65
4.5 Details Of Medical Facilities 65
5.1 Distribution Of Population 66
5.2 Area Statement 67
5.3 Drinking Water Facilities 67
5.4 Power Supply Facilities 68
5.5 Communication & Banking Facilities 68
8.1 Total Capital Cost Projection 72
8.2 Recurring Cost Provision For Ehs (Per Annum) 72
Project Pre-feasibility Report
Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
LIST OF FIGURES
Sr. No. Description Page No.
3.1 Project Site 8
3.2 Satellite Image Of The Project 8
3.3 Project Site Layout With Key Plan 9
3.4 (A) Water Balance Diagram For Existing Operations (In Kld) 46
3.4 (B) Water Balance Diagram For Proposed Operations (In Kld) 47
3.5(a) Treatment Scheme For Existing Operation 49
3.5(b) Treatment Scheme For Proposed Operation 50
3.6 Schematic Diagram Of Effluent Treatment Plant 53
3.7 Organogram Of Ehs Cell 58
LIST OF ANNEXURES
Sr. No. Description
1. Existing Consolidated Consent & Authorization 75-77
2. Drawing Of Apcd With Sulfonation Plant 78
3. Drawing Of Proposed Spray Dryer 79
4. 7 X12 Of Existing LAND 80-82
5. Document in support of the project site being in industrial zone. 83-85

Project Pre-feasibility Report
1
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
CHAPTER – 1
EXECUTIVE SUMMARY The project is summarized in the below table:
Table 1.1: Project Summary
PARTICULARS DETAILS
NAME OF THE UNIT
M/s. Aarti Industries Ltd. (Surfactants Specialities Division)
EX.DIRECTOR Shri – C. R. Chowdhury
PRODUCTS Sr. No.
Name of Finished products Existing Qty
(in MT/Month)
Total Qty after Expansion
(in MT/Month)
Group A – Surfactants (100% Purity Basis)
1. Alfa Olefin Sulfonate (AOS) 250
3000
2. Sodium Lauryl Sulfate (SLS)/ Primary Alcohol Sulfate (PAS)
250
3. Sodium Lauryl Ether Sulfate (SLES) 165
4. Linear Alkyl Benzene Sulfonic Acid (LABSA/Acid Slurry)
650
5. Liquid Detergents 250
6. Household Cleaners 150
7. Ammonium Lauryl Sulfate (ALS) --
8. Ammonium Lauryl Ether Sulfate (ALES) --
Group B - Speciality Surfactants
1. Fatty Monoethanol Amide --
2. Fatty Diethanol Amide --
3. Cocoamidopropyl Betaine --
4. Coco betaines --
5. Amine oxides --
6. Sodium Lauryl Sulfosuccinate (LSS)
--
7. Sodium Lauryl Sulfosuccinate (LES)
8. Benzalkonium Chloride 50%
--
9. Benzalkonium Chloride 80%
10. Ether Carboxylate, Sodium Salt
11. Alcohol / Amine Ethoxylates --
12. Ethylene Glycol Mono Stearate --
13. Ethylene Glycol Di Stearate --
14. Sorbitan Mono Oleate --
Kindly note that after expansion, we propose to manufacture “Surfactants (Group-A)” & “Speciality Surfactants (Group-B)” @ 3000 MT/M for any one of the products or cumulative production capacity not exceeding more than 3000 MT/M.
LOCATION Survey No. 193, Khanvel-Udhwa Road, Village- Kherdi, Silvassa (U.T.)
NATURE OF PROJECT
Capacity Expansion for Manufacturing of Surfactants & Speciality Surfactants

Project Pre-feasibility Report
2
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
PARTICULARS DETAILS
RESOURCES
Resource type Requirement Source
Land Existing land area is 30000 m2 No additional land will be required for proposed project.
Building Existing Built-up area : 10716.06 m2 No additional building is to be constructed.
Raw-materials /Additives (Quantity in MT/MT)
Alfa Olefin, Sulfur , NaOH 48%, Water, Lauryl Alcohol, Ethoxylated Fatty Alcohol, Linear Alkyl Benzene, Liquor Ammonia, Fatty Acid, Monoethanol amine, Diethanol amine, DMAPA, MCA, DMLA, Hydrogen Peroxide, Maleic Anhydride, Sodium Sulfite, Benzyl Chloride, IPA, Mono Ethylene Glycol, Sorbitol, Glycerine For quantity of raw material please refer Chapter-3.
The raw materials are available in Local/ Indian market and are also imported from foreign countries.
Water Existing Scenario: Domestic - 4.0 KLD Industrial - 23.1 KLD Proposed Scenario: Domestic - 18.0 KLD Industrial - 214.0 KLD
Fresh water will be sourced from Borewell/Tanker.
Power Existing Scenario: 1120 KVA Proposed Scenario: 1600 KVA
State Electricity Board Grid D.G. Sets: Existing Scenario: 840 kVA (2 Nos.) Proposed Scenario: 1500 KVA (1 No.) & 750 KVA (1 No.) as Standby facility
Fuel Existing Scenario: Agro Based Fuel ( Baggase, Husk Briquette) –250 kg/hour Furnace oil (FO) – 102 LPH Light Diesel Oil (LDO) – 600 LPH Proposed Scenario: Furnace oil (FO) – 205 LPH (stand by) for 2 TPH boiler 50 LPH for SD burner. Light Diesel Oil (LDO) – 721 LPH Coal /lignite - 1000 kg/hour.
Authorized dealers
Man-power Existing Scenario: Skilled – 43 No (Approx) Unskilled – 59 No (Approx) Proposed Scenario: Skilled – 75 No (Approx) Unskilled – 100 No (Approx)
To be employed from local area
POLLUTION POTENTIAL & MITIGATION MEASURES
Parameter Potential Mitigation
Wastewater Existing Scenario:
Domestic: 3.0 KLD
Industrial: 3.1 KLD Proposed Scenario:
Domestic: 14.0 KLD
Industrial: 50.0 KLD
Existing domestic wastewater is being disposed through septic tank/ soaks pit system. Now we propose to install 20 KLD Sewage Treatment Plant for treatment and recycle of domestic effluent for gardening purpose.
High TDS stream from alkali scrubber, to be converted to Na2SO4 (15%) and reused in process.
In existing streams from washings, boiler and cooling is treated in ETP and treated wastewater is used for gardening.
After proposed expansion streams from process, washings, boiler and cooling will be treated in proposed state-of-the-art ETP and treated wastewater will be sent to RO & MEE then reused in cooling tower makeup.
Air Emissions Emission norms for Boilers, S D Burner, DG set and Process
PM < 150 mg/Nm3
SOx <100 ppm
In existing scenario, the company has two Steam Boilers having capacity of 4 TPH and 2 TPH which works on 50% load capacity.
The company will replaced two D.G. Sets having capacity of 840 KVA each by installing new two D.G. Sets having
Project Pre-feasibility Report
3
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
PARTICULARS DETAILS
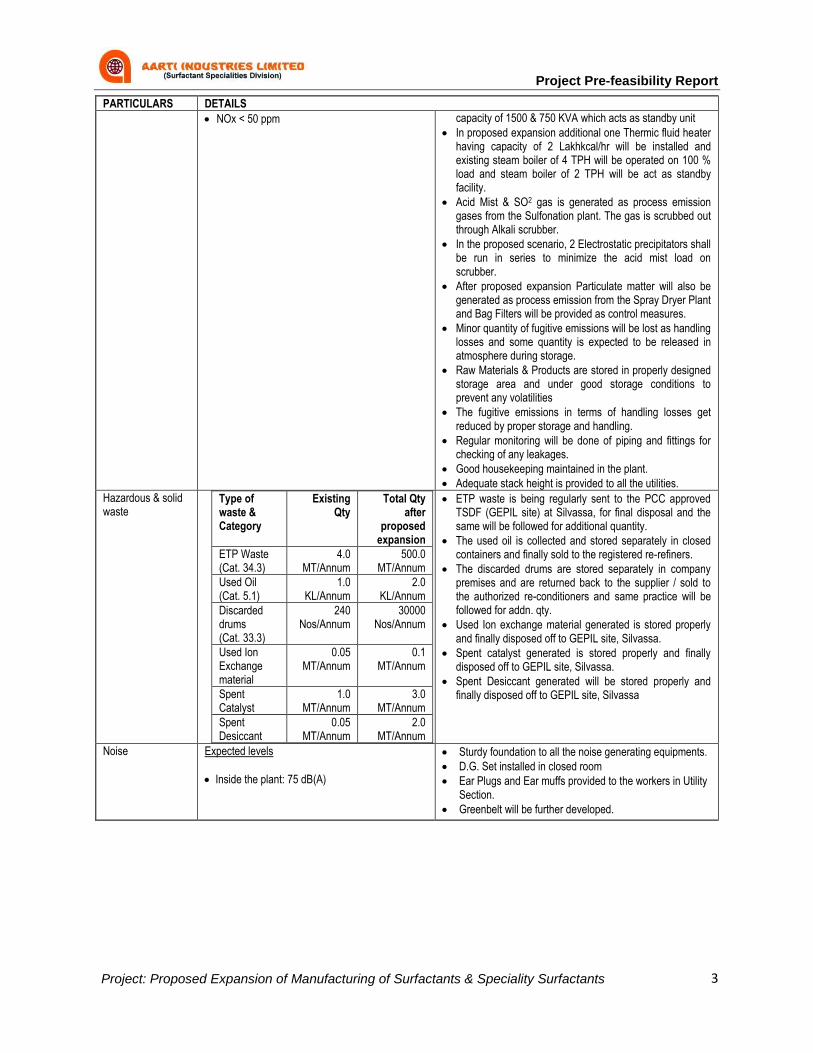
NOx < 50 ppm
capacity of 1500 & 750 KVA which acts as standby unit
In proposed expansion additional one Thermic fluid heater having capacity of 2 Lakhkcal/hr will be installed and existing steam boiler of 4 TPH will be operated on 100 % load and steam boiler of 2 TPH will be act as standby facility.
Acid Mist & SO2 gas is generated as process emission gases from the Sulfonation plant. The gas is scrubbed out through Alkali scrubber.
In the proposed scenario, 2 Electrostatic precipitators shall be run in series to minimize the acid mist load on scrubber.
After proposed expansion Particulate matter will also be generated as process emission from the Spray Dryer Plant and Bag Filters will be provided as control measures.
Minor quantity of fugitive emissions will be lost as handling losses and some quantity is expected to be released in atmosphere during storage.
Raw Materials & Products are stored in properly designed storage area and under good storage conditions to prevent any volatilities
The fugitive emissions in terms of handling losses get reduced by proper storage and handling.
Regular monitoring will be done of piping and fittings for checking of any leakages.
Good housekeeping maintained in the plant.
Adequate stack height is provided to all the utilities.
Hazardous & solid waste
Type of waste & Category
Existing Qty
Total Qty after
proposed expansion
ETP Waste (Cat. 34.3)
4.0 MT/Annum
500.0 MT/Annum
Used Oil (Cat. 5.1)
1.0 KL/Annum
2.0 KL/Annum
Discarded drums (Cat. 33.3)
240 Nos/Annum
30000 Nos/Annum
Used Ion Exchange material
0.05 MT/Annum
0.1 MT/Annum
Spent Catalyst
1.0 MT/Annum
3.0 MT/Annum
Spent Desiccant
0.05 MT/Annum
2.0 MT/Annum
ETP waste is being regularly sent to the PCC approved TSDF (GEPIL site) at Silvassa, for final disposal and the same will be followed for additional quantity.
The used oil is collected and stored separately in closed containers and finally sold to the registered re-refiners.
The discarded drums are stored separately in company premises and are returned back to the supplier / sold to the authorized re-conditioners and same practice will be followed for addn. qty.
Used Ion exchange material generated is stored properly and finally disposed off to GEPIL site, Silvassa.
Spent catalyst generated is stored properly and finally disposed off to GEPIL site, Silvassa.
Spent Desiccant generated will be stored properly and finally disposed off to GEPIL site, Silvassa
Noise Expected levels
Inside the plant: 75 dB(A)
Sturdy foundation to all the noise generating equipments.
D.G. Set installed in closed room
Ear Plugs and Ear muffs provided to the workers in Utility Section.
Greenbelt will be further developed.

Project Pre-feasibility Report
4
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
CHAPTER – 2
INTRODUCTION OF THE PROJECT
2.1 IDENTIFICATION OF THE PROJECT AND PROJECT PROPONENT
2.1.1 IDENTIFICATION OF THE PROJECT
M/s. Aarti Industries Ltd. (Surfactants Specialities Division) located at Survey No. 193,
Khanvel-Udhwa Road, Village- Kherdi; Silvassa (U.T.) is in operation since 2002. Today we are
one of the pioneer and leading companies in the manufacturing of “Surfactants and Speciality
Surfactants”. We propose expansion of the existing unit by way of increasing the production
capacity of the existing products and introducing some new products. Existing CC&A No.
PCC/DDD/O-1594/WA/AA/UR/01-02//346 dated 09/10/2013 is attached as Annexure-1. The
list wise product expansion is as given below:
Table 2.1: List of Proposed Products
Sr. No. Name of Finished products Existing Qty
(in MT/Month)
Total Qty after Expansion
(in MT/Month)
Group A – Surfactants (100% Purity Basis)
1. Alfa Olefin Sulfonate (AOS) 250
3000
2. Sodium Lauryl Sulfate (SLS)/ Primary Alocohol Sulfate (PAS)
250
3. Sodium Lauryl Ether Sulfate (SLES) 165
4. Linear Alkyl Benzene Sulfonic Acid (LABSA/Acid Slurry)
650
5. Liquid Detergents 250
6. Household Cleaners 150
7. Ammonium Lauryl Sulfate (ALS) --
8. Ammonium Lauryl Ether Sulfate (ALES) --
Group B - Speciality Surfactants
1. Fatty Monoethanol Amide --
2. Fatty Diethanol Amide --
3. Cocoamidopropyl Betaine --
4. Coco betaines --
5. Amine oxides --
6. Sodium Lauryl Sulfosuccinate (LSS)
7. Sodium Lauryl Sulfosuccinate (LES)
8. Benzalkonium Chloride 50%
--
9. Benzalkonium Chloride 80% --
10. Ether Carboxylate, Sodium Salt --
11. Alcohol / Amine Ethoxylates --
12. Ethylene Glycol MonoStearate --
Project Pre-feasibility Report
5
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
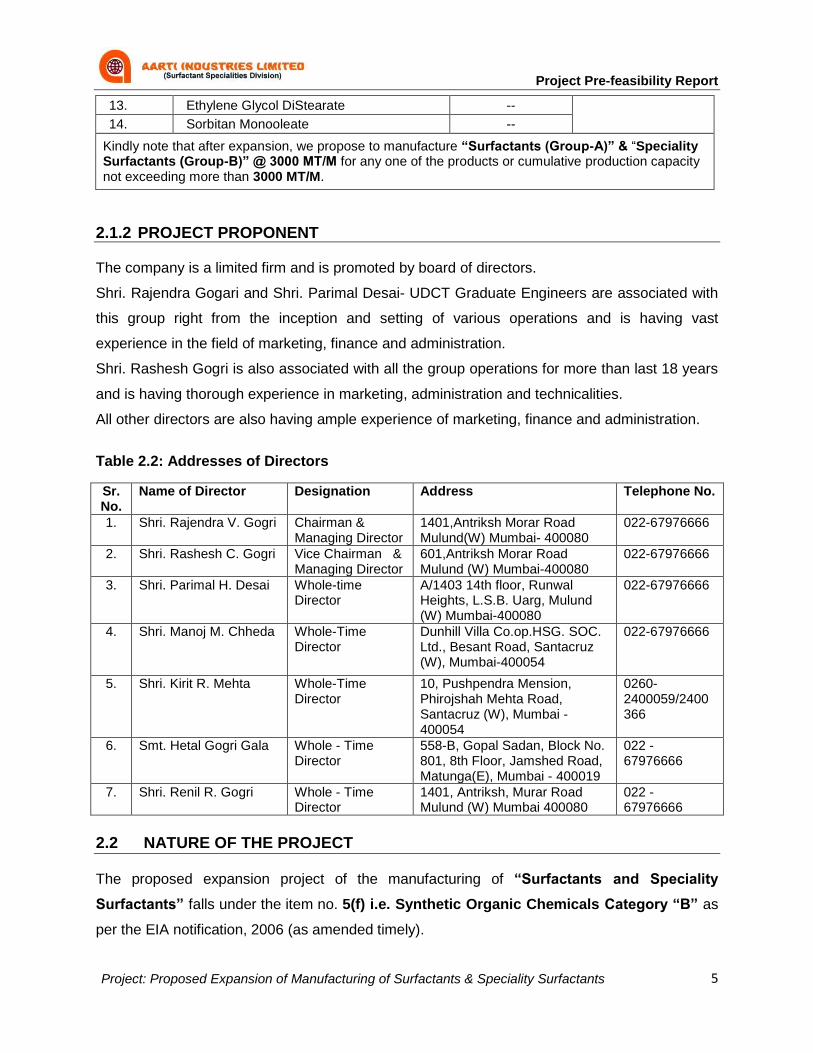
13. Ethylene Glycol DiStearate --
14. Sorbitan Monooleate --
Kindly note that after expansion, we propose to manufacture “Surfactants (Group-A)” & “Speciality Surfactants (Group-B)” @ 3000 MT/M for any one of the products or cumulative production capacity not exceeding more than 3000 MT/M.
2.1.2 PROJECT PROPONENT The company is a limited firm and is promoted by board of directors.
Shri. Rajendra Gogari and Shri. Parimal Desai- UDCT Graduate Engineers are associated with
this group right from the inception and setting of various operations and is having vast
experience in the field of marketing, finance and administration.
Shri. Rashesh Gogri is also associated with all the group operations for more than last 18 years
and is having thorough experience in marketing, administration and technicalities.
All other directors are also having ample experience of marketing, finance and administration.
Table 2.2: Addresses of Directors
Sr. No.
Name of Director Designation Address Telephone No.
1.
Shri. Rajendra V. Gogri Chairman & Managing Director
1401,Antriksh Morar Road Mulund(W) Mumbai- 400080
022-67976666
2.
Shri. Rashesh C. Gogri Vice Chairman & Managing Director
601,Antriksh Morar Road Mulund (W) Mumbai-400080
022-67976666
3. Shri. Parimal H. Desai Whole-time Director
A/1403 14th floor, Runwal Heights, L.S.B. Uarg, Mulund (W) Mumbai-400080
022-67976666
4. Shri. Manoj M. Chheda Whole-Time Director
Dunhill Villa Co.op.HSG. SOC. Ltd., Besant Road, Santacruz (W), Mumbai-400054
022-67976666
5. Shri. Kirit R. Mehta Whole-Time Director
10, Pushpendra Mension, Phirojshah Mehta Road, Santacruz (W), Mumbai - 400054
0260-2400059/2400366
6. Smt. Hetal Gogri Gala Whole - Time Director
558-B, Gopal Sadan, Block No. 801, 8th Floor, Jamshed Road, Matunga(E), Mumbai - 400019
022 - 67976666
7. Shri. Renil R. Gogri Whole - Time Director
1401, Antriksh, Murar Road Mulund (W) Mumbai 400080
022 - 67976666
2.2 NATURE OF THE PROJECT
The proposed expansion project of the manufacturing of “Surfactants and Speciality
Surfactants” falls under the item no. 5(f) i.e. Synthetic Organic Chemicals Category “B” as
per the EIA notification, 2006 (as amended timely).
Project Pre-feasibility Report
6
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Due to the applicability of “General Conditions”, and presence of interstate boundary of
Maharashtra within 5 km areal distance, the project is to be appraised at the central level.
2.3 NEED OF PROJECT & DEMAND-SUPPLY GAP
M/s. Aarti Industries Ltd. (Surfactants Specialties Division) is engaged in manufacturing of
Surfactants and Specialty Surfactants. In a developing nation like ours, surfactant plays an
important role in providing hygienic conditions by virtue of its cleaning and disinfectant
properties. Surfactants are used in the manufacturing of various household products like
shampoos, hand wash, face wash, liquid detergents, laundry detergents, etc. In the growing
need of domestic and overseas market for surfactants and specialty surfactants and due to
demand-supply gap, we propose expansion of the existing unit by way of increasing the
production capacity of the existing products and introducing some new products.
2.4 IMPORTS VS. INDIGENOUS PRODUCTION
In the existing project, all the raw materials are available indigenously and are also imported.
The raw materials for the proposed range of products will be indigenously available and will also
be imported.
2.5 EXPORT POSSIBILITY
There is a very good potential if we can produce and offer more quantities and multiple
products.
2.6 DOMESTIC / EXPORT MARKETS
Surfactant plays an important role in providing hygienic conditions by virtue of its cleaning and
disinfectant properties. Surfactants are used in the manufacturing of various household products
like shampoos, hand wash, face wash, liquid detergents, laundry detergents, etc. which will fulfill
the growing need of domestic market.
2.7 EMPLOYMENT GENERATION DUE TO PROJECT
Employment will be generated by the proposed project. 175 persons will be employed for the
proposed expansion project. The man-power required for the project will be employed locally
from the nearby areas. Skilled as well as unskilled labour will be employed for the project.

Project Pre-feasibility Report
7
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
CHAPTER – 3
PROJECT DISCRIPTION
3.1 TYPE & LOCATION OF PROJECT
3.1.1 TYPE
The proposed project is the type of capacity enhancement project of manufacturing of
Surfactant and Specialty Surfactants.
3.1.2 LOCATION
The industry named M/s. Aarti Industries Ltd. falling under Large Scale category proposes
expansion in existing production capacity and addition of new products at Survey No. 193,
Khanvel-Udhwa Road, and Village- Kherdi Silvassa (U.T.)
There are more than 1,600 S.S.I. units, which include Cottage, Village Industries and 430
Medium Scale/Large Scale Industries in Textiles, Engineering, Plastics, Electronics, Chemicals,
Pharmaceuticals, etc., employing more than 43,100 persons.
The region is well planned with all the basic infrastructural facilities like internal roads, water
supply, arrangements for power, streetlights & other common facilities like Hospitals, Hotels,
Banks, Meeting Halls, etc.
Location of project site, satellite image of project site & Layout are shown in figure 3.1, 3.2 &
figure 3.3.

Project Pre-feasibility Report
8
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Figure 3.1: Project Site
Figure 3.2: Satellite image of the project
Project Pre-feasibility Report
9
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
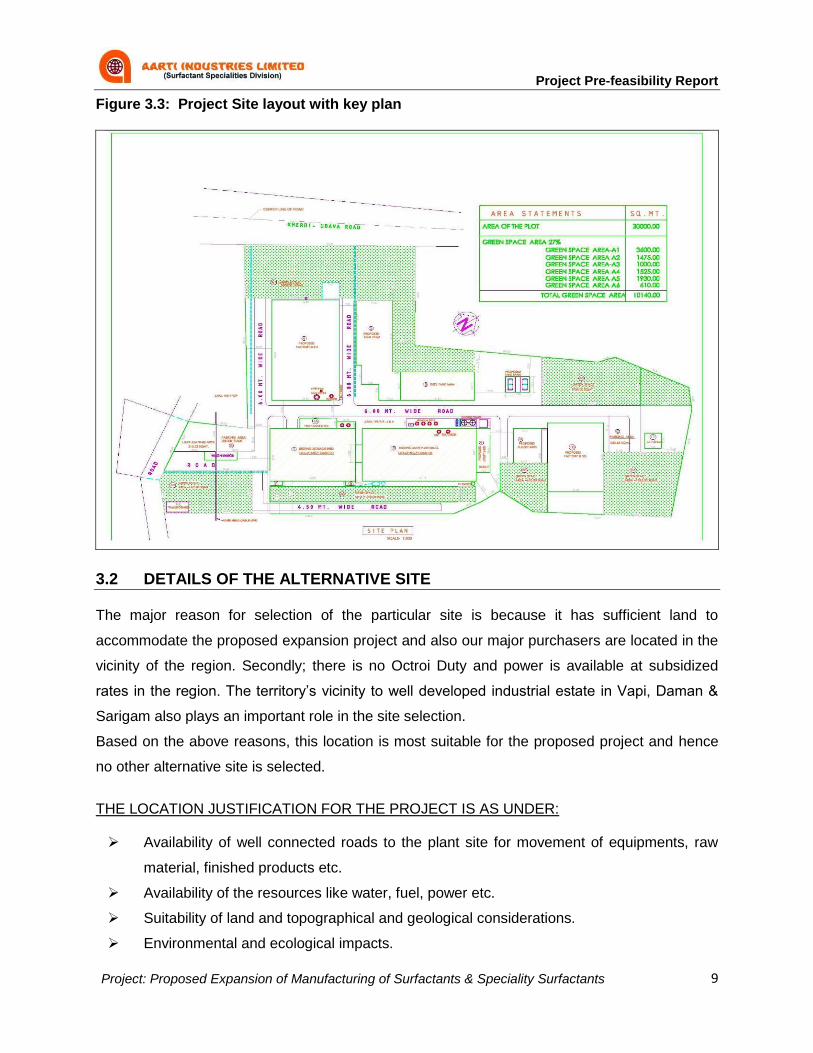
Figure 3.3: Project Site layout with key plan
3.2 DETAILS OF THE ALTERNATIVE SITE
The major reason for selection of the particular site is because it has sufficient land to
accommodate the proposed expansion project and also our major purchasers are located in the
vicinity of the region. Secondly; there is no Octroi Duty and power is available at subsidized
rates in the region. The territory’s vicinity to well developed industrial estate in Vapi, Daman &
Sarigam also plays an important role in the site selection.
Based on the above reasons, this location is most suitable for the proposed project and hence
no other alternative site is selected.
THE LOCATION JUSTIFICATION FOR THE PROJECT IS AS UNDER:
Availability of well connected roads to the plant site for movement of equipments, raw
material, finished products etc.
Availability of the resources like water, fuel, power etc.
Suitability of land and topographical and geological considerations.
Environmental and ecological impacts.

Project Pre-feasibility Report
10
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.3 SIZE & MAGNITUDE OF OPERATION
The total magnitude of operation will be @ 3000 MT/M for any one of the products or cumulative
production capacity not exceeding more than 3000 MT/M of Surfactant & Specialty Surfactants.
3.4 PROJECT DISCRIPTION WITH PROCESS DETAILS
The proposed products process details like Process description, Material Balance and Chemical
reactions for each grade of products are as below.
The manufacturing of Surfactants and Speciality Surfactants involves a major process which is
SO3 Gas Generation for which the company has a separate plant. The SO3 gas is used at a
primary stage of the process. The manufacturing process and mass balance for SO3 Gas
Generation is shown below along with the manufacturing process, chemical reactions and mass
balance for each product.
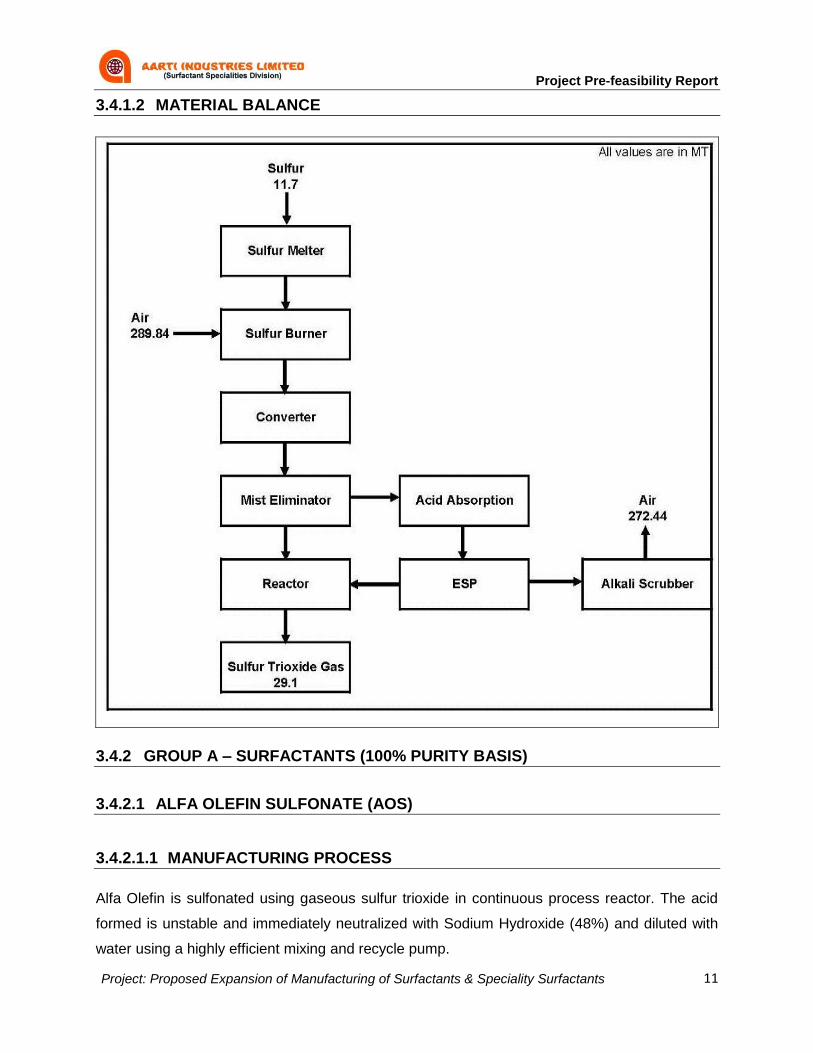
3.4.1 SO3 GAS GENERATION
3.4.1.1 MANUFACTURING PROCESS
Raw Sulfur is available in solid form. This is melted in a melter. The molten sulfur is fed to the
burner along with dry air. The liquid sulfur is oxidized to Sulfur dioxide.
Sulfur dioxide is cooled to ~400 - 450oC and passed through Vanadium pentoxide catalyst bed
where SO2 is converted to SO3.
This SO3 is further provided to reactors for carrying out sulfonation and sulfation reactions to
produce Surfactants.
This is intermediate product. It is produced and used instantaneously.
Project Pre-feasibility Report
11
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.1.2 MATERIAL BALANCE
3.4.2 GROUP A – SURFACTANTS (100% PURITY BASIS)
3.4.2.1 ALFA OLEFIN SULFONATE (AOS)
3.4.2.1.1 MANUFACTURING PROCESS
Alfa Olefin is sulfonated using gaseous sulfur trioxide in continuous process reactor. The acid
formed is unstable and immediately neutralized with Sodium Hydroxide (48%) and diluted with
water using a highly efficient mixing and recycle pump.
Project Pre-feasibility Report
12
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
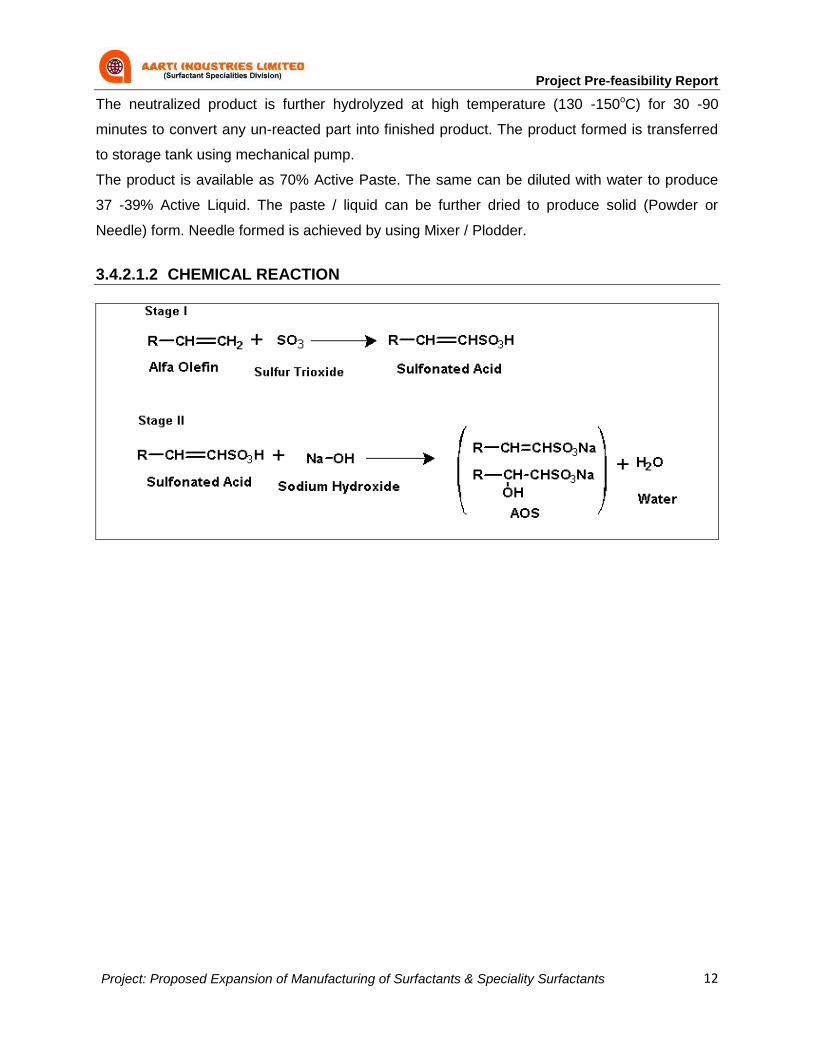
The neutralized product is further hydrolyzed at high temperature (130 -150oC) for 30 -90
minutes to convert any un-reacted part into finished product. The product formed is transferred
to storage tank using mechanical pump.
The product is available as 70% Active Paste. The same can be diluted with water to produce
37 -39% Active Liquid. The paste / liquid can be further dried to produce solid (Powder or
Needle) form. Needle formed is achieved by using Mixer / Plodder.
3.4.2.1.2 CHEMICAL REACTION
Project Pre-feasibility Report
13
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
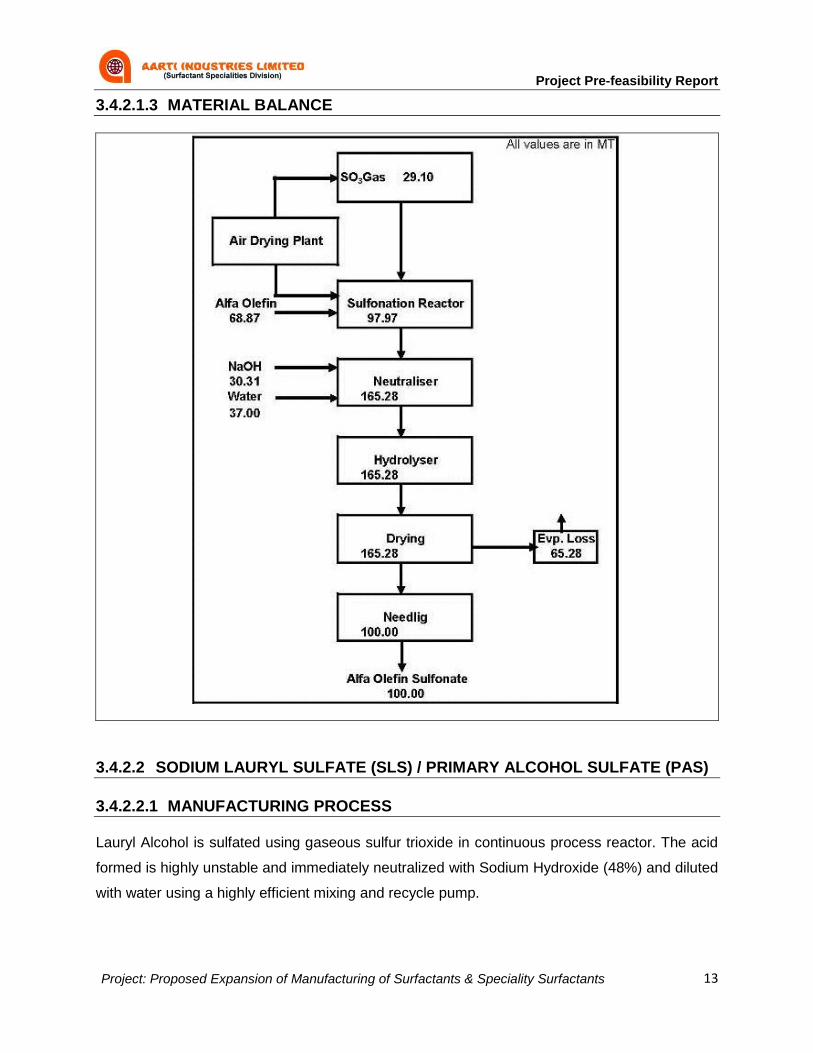
3.4.2.1.3 MATERIAL BALANCE
3.4.2.2 SODIUM LAURYL SULFATE (SLS) / PRIMARY ALCOHOL SULFATE (PAS)
3.4.2.2.1 MANUFACTURING PROCESS
Lauryl Alcohol is sulfated using gaseous sulfur trioxide in continuous process reactor. The acid
formed is highly unstable and immediately neutralized with Sodium Hydroxide (48%) and diluted
with water using a highly efficient mixing and recycle pump.

Project Pre-feasibility Report
14
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
The product formed is transferred to storage tank using mechanical pump. The liquid is further
dried to produce solid (Powder or Needle) form of Sodium Lauryl Sulfate. Needle formed is
achieved by using Mixer / Plodder.
3.4.2.2.2 CHEMICAL REACTION
3.4.2.2.3 MATERIAL BALANCE
Project Pre-feasibility Report
15
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.2.3 SODIUM LAURYL ETHER SULFATE (SLES)
3.4.2.3.1 MANUFACTURING PROCESS
Ethoxylated Lauryl Alcohol is sulfated using gaseous sulfur trioxide in continuous process
reactor. The acid formed is highly unstable and immediately neutralized with Sodium Hydroxide
(48%) and diluted with water using a highly efficient mixing and recycle pump. The Product
formed is transferred to storage tank using mechanical pump.
This product is available as 70% active paste and same can be diluted with water to produce 27
-28% active liquid product.
3.4.2.3.2 CHEMICAL REACTION
Project Pre-feasibility Report
16
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.2.3.3 MATERIAL BALANCE
3.4.2.4 LINEAR ALKYL BENZENE SULFONIC ACID (LABSA/ACID SLURRY)
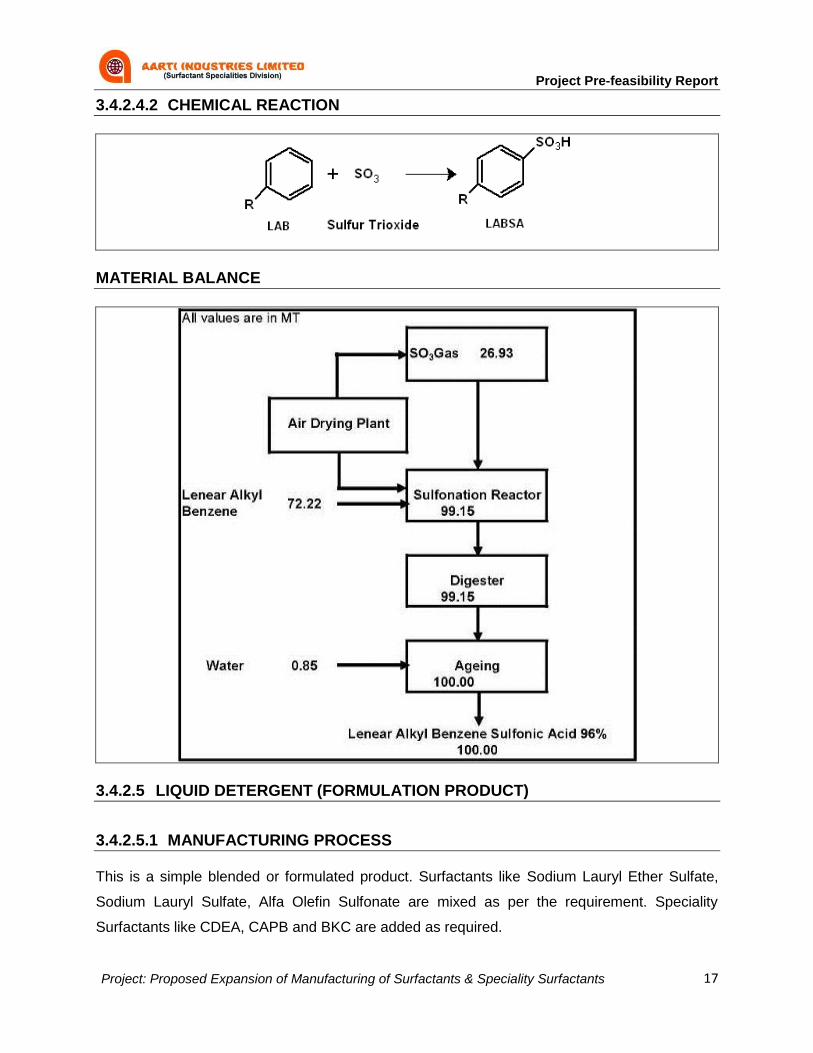
3.4.2.4.1 MANUFACTURING PROCESS
Linear Alkyl Benzene (LAB) is sulfonated using gaseous sulfur trioxide in continuous process
reactor. The acid formed is passed through digester and then aging is provided. During aging
water is added to stabilize the product.
This is stable acid and is used as finished product containing 96% Active Matter.
Project Pre-feasibility Report
17
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.2.4.2 CHEMICAL REACTION
MATERIAL BALANCE
3.4.2.5 LIQUID DETERGENT (FORMULATION PRODUCT)
3.4.2.5.1 MANUFACTURING PROCESS
This is a simple blended or formulated product. Surfactants like Sodium Lauryl Ether Sulfate,
Sodium Lauryl Sulfate, Alfa Olefin Sulfonate are mixed as per the requirement. Speciality
Surfactants like CDEA, CAPB and BKC are added as required.
Project Pre-feasibility Report
18
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
The product is properly mixed and adjusted as per the customer requirement. Sufficient Water is
added to adjust the active content or solids. The product is filled in container.
3.4.2.5.2 MATERIAL BALANCE
3.4.2.6 HOUSEHOLD DETERGENTS (FORMULATION PRODUCT)
3.4.2.6.1 MANUFACTURING PROCESS
This is a simple blended or formulated product. Surfactants like Sodium Lauryl Ether Sulfate,
Sodium Lauryl Sulfate, Alfa Olefin Sulfonate are mixed as per the requirement. Speciality
Surfactants like CDEA, CAPB and BKC are added as required.
The product is properly mixed and adjusted as per the customer requirement. Sufficient Water is
added to adjust the active content or solids. The product is filled in container.

Project Pre-feasibility Report
19
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.2.6.2 MATERIAL BALANCE
3.4.2.7 AMMONIUM LAURYL SULFATE (ALS)
3.4.2.7.1 MANUFACTURING PROCESS
Lauryl Alcohol is sulfated using gaseous sulfur trioxide in continuous process reactor. The acid
formed is highly unstable and immediately neutralized with Ammonia Solution (25%) and diluted
with water using a highly efficient mixing and recycle pump.
The Product formed is transferred to storage tank using mechanical pump. The product is used
as 70% Active Paste or can be diluted with water to produce 25 -27% Active Liquid Product.
3.4.2.7.2 CHEMICAL REACTION
Project Pre-feasibility Report
20
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.2.7.3 MATERIAL BALANCE
3.4.2.8 AMMONIUM LAURYL ETHER SULFATE (ALES)
3.4.2.8.1 MANUFACTURING PROCESS
Ethoxylated Lauryl Alcohol is sulfated using gaseous sulfur trioxide in continuous process
reactor. The acid formed is highly unstable and immediately neutralized with Ammonia solution
(25%) and diluted with water using a highly efficient mixing and recycle pump.
The Product formed is transferred to storage tank using mechanical pump. This product is
available as 70% active paste and same can be diluted with water to produce 24 -26% active
liquid product.
3.4.2.8.2 CHEMICAL REACTION
Project Pre-feasibility Report
21
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.2.8.3 MATERIAL BALANCE
3.4.3 GROUP B – SPECIALITY SURFACTANTS
3.4.3.1 FATTY MONOETHANOL AMIDE
3.4.3.1.1 MANUFACTURING PROCESS
Esterification of Fatty acid with Mono ethanolamine is carried out at 140 -160oC. The product is
allowed to age for completion of reaction for 5-6 hrs.
The liquid product formed can be allowed to pass through flaker / prilling to produce flakes or
prills / granules.

Project Pre-feasibility Report
22
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.1.2 CHEMICAL REACTION
3.4.3.1.3 MATERIAL BALANCE
3.4.3.2 FATTY DIETHANOL AMIDE
3.4.3.2.1 MANUFACTURING PROCESS
Esterification of Fatty acid with Di ethanolamine is carried out at 140 -160oC. The product is
allowed to age for completion of reaction for 5-6 hrs. The liquid product formed is directly filled in
containers.
Project Pre-feasibility Report
23
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.2.2 CHEMICAL REACTION
3.4.3.2.3 MATERIAL BALANCE
3.4.3.3 COCOAMIDOPROPYL BETAINE
3.4.3.3.1 MANUFACTURING PROCESS
Amidation of Fatty acid is carried out with Dimethylamine propylamine at 140 -160oC. The amide
formed is quaternized with Monochloroacetic acid and Sodium Hydroxide 48%. Water is added
to make the product in liquid form.

Project Pre-feasibility Report
24
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
After the quaternization is over, pH of the product is adjusted if required. The Liquid product is
directly filled in containers.
3.4.3.3.2 CHEMICAL REACTION
Project Pre-feasibility Report
25
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.3.3 MATERIAL BALANCE
3.4.3.4 COCO BETAINES
3.4.3.4.1 MANUFACTURING PROCESS
Alkylation of Dimethyl Lauryl amine is done with Mono-chloro acetic acid in presence of
equivalent amount of Sodium Hydroxide 48%. Sufficient Water is added to make the product in
liquid form. This process is also referred as quaternization.
After the quaternization is over, pH of the product is adjusted if required. The Liquid product is
directly filled in containers.
Project Pre-feasibility Report
26
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.4.2 CHEMICAL REACTION
3.4.3.4.3 MATERIAL BALANCE

Project Pre-feasibility Report
27
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.5 AMINE OXIDES
3.4.3.5.1 MANUFACTURING PROCESS
Oxidation reaction of Dimethyl Lauryl amine is carried out by using Hydrogen peroxide (50%) at
atmospheric pressure. After the oxidation is over, product is digested and then cooled. The
product is suitably diluted with water and filled in containers.
3.4.3.5.2 CHEMICAL REACTION
3.4.3.5.3 MATERIAL BALANCE
Project Pre-feasibility Report
28
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.6 SULFOSUCCINATES (LSS GRADE)
3.4.3.6.1 MANUFACTURING PROCESS
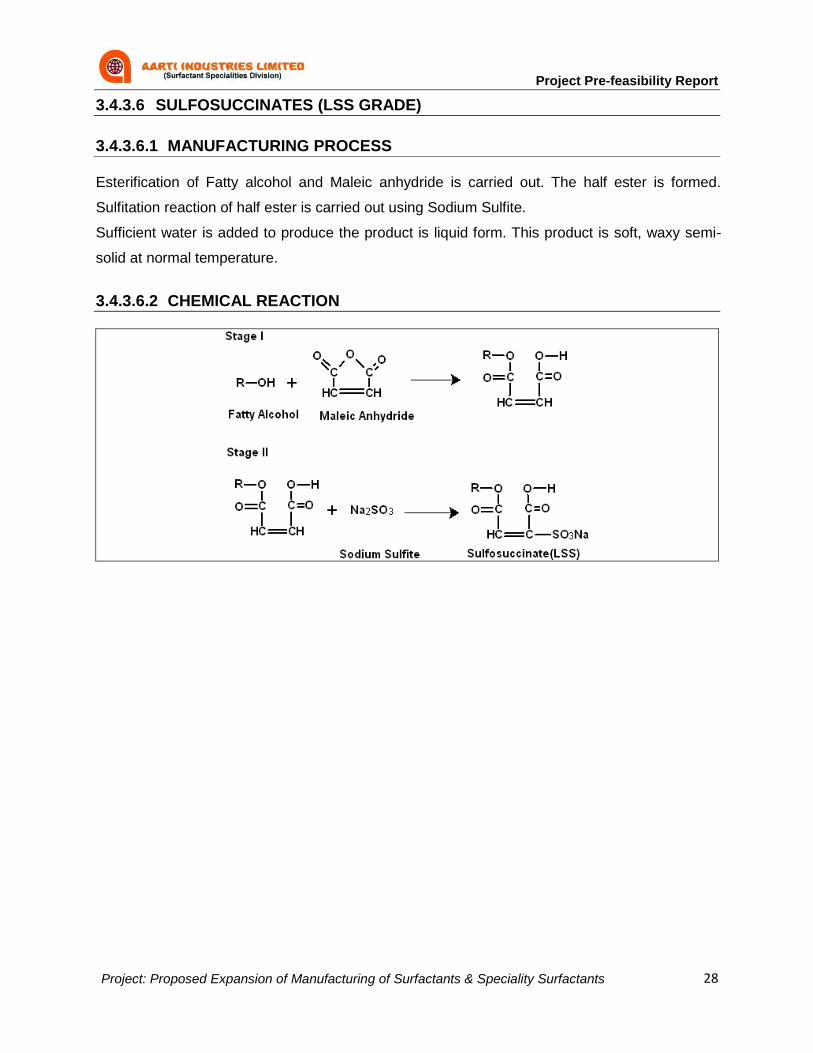
Esterification of Fatty alcohol and Maleic anhydride is carried out. The half ester is formed.
Sulfitation reaction of half ester is carried out using Sodium Sulfite.
Sufficient water is added to produce the product is liquid form. This product is soft, waxy semi-
solid at normal temperature.
3.4.3.6.2 CHEMICAL REACTION

Project Pre-feasibility Report
29
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.6.3 MATERIAL BALANCE
3.4.3.7 SULFOSUCCINATES (LES GRADE)
3.4.3.7.1 MANUFACTURING PROCESS
Esterification of Ethoxylated Fatty alcohol and Maleic anhydride is carried out. The half ester is
formed. Sulfitation reaction of half ester is carried out using Sodium Sulfite.
Sufficient water is added to produce the product in liquid form. This product is a clear viscous
liquid at normal temperature.

Project Pre-feasibility Report
30
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.7.2 CHEMICAL REACTION
3.4.16.1 MATERIAL BALANCE
Project Pre-feasibility Report
31
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.8 BENZALKONUM CHLORIDE (BKC-50)
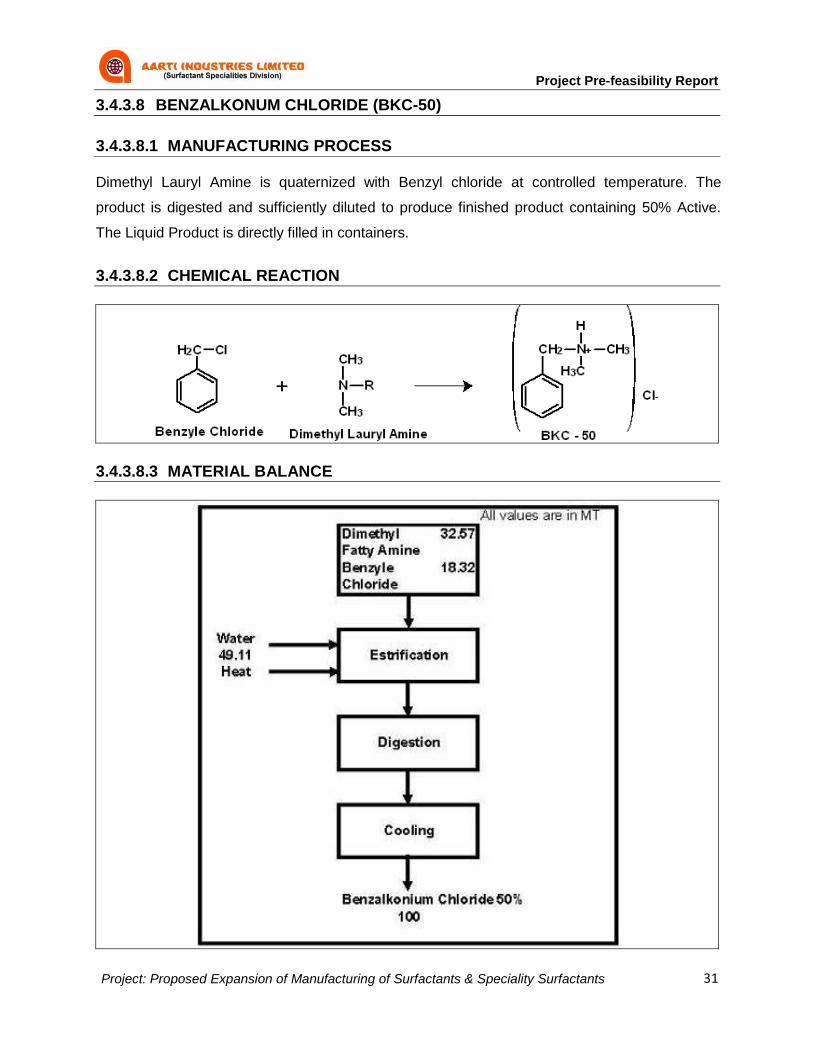
3.4.3.8.1 MANUFACTURING PROCESS
Dimethyl Lauryl Amine is quaternized with Benzyl chloride at controlled temperature. The
product is digested and sufficiently diluted to produce finished product containing 50% Active.
The Liquid Product is directly filled in containers.
3.4.3.8.2 CHEMICAL REACTION
3.4.3.8.3 MATERIAL BALANCE
Project Pre-feasibility Report
32
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.9 BENZALKONUM CHLORIDE (BKC-80)
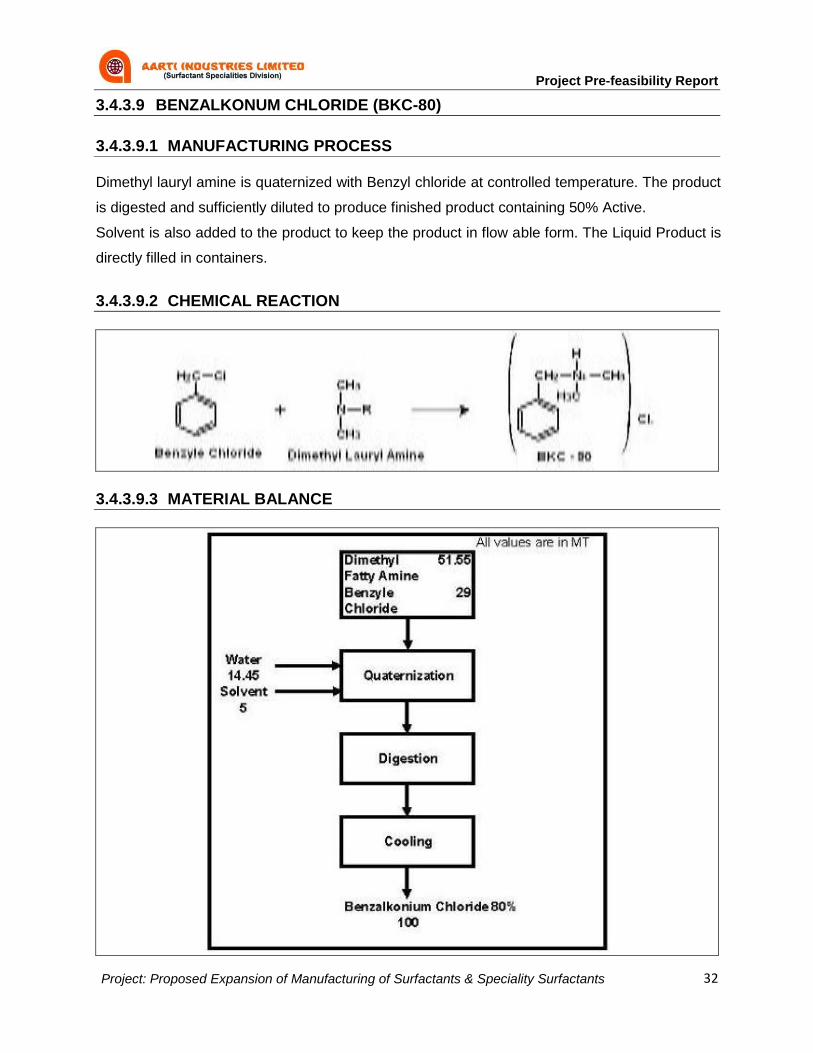
3.4.3.9.1 MANUFACTURING PROCESS
Dimethyl lauryl amine is quaternized with Benzyl chloride at controlled temperature. The product
is digested and sufficiently diluted to produce finished product containing 50% Active.
Solvent is also added to the product to keep the product in flow able form. The Liquid Product is
directly filled in containers.
3.4.3.9.2 CHEMICAL REACTION
3.4.3.9.3 MATERIAL BALANCE
Project Pre-feasibility Report
33
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
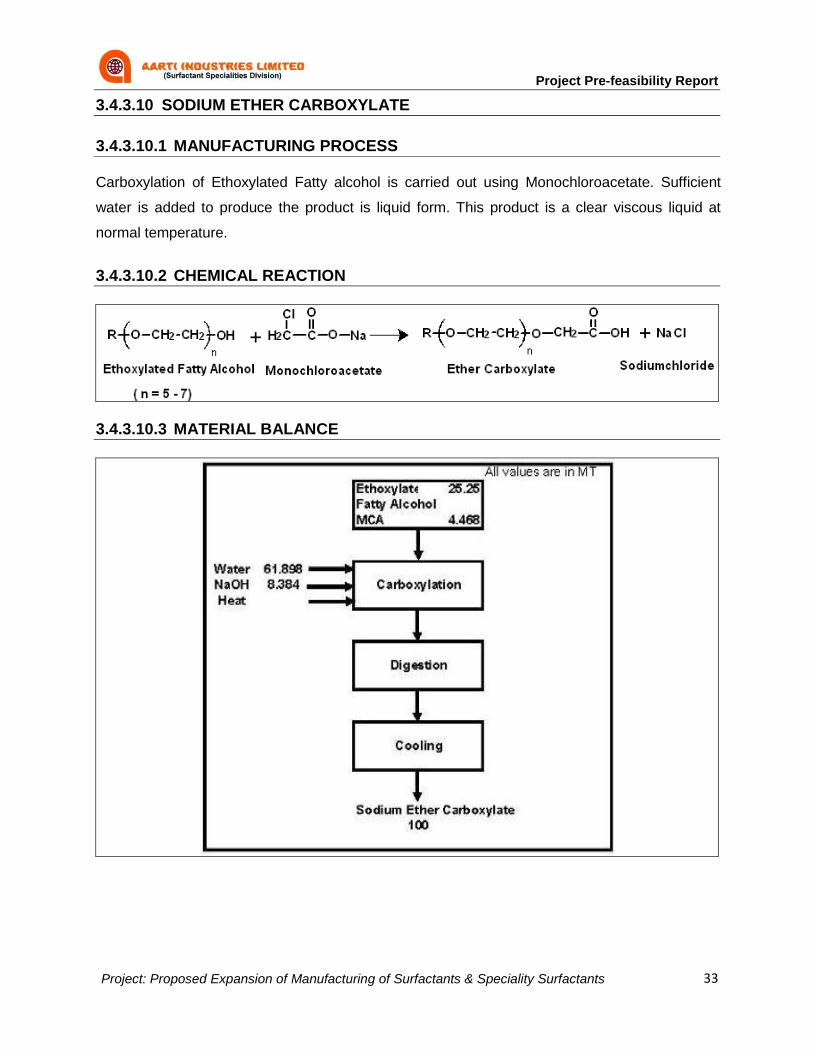
3.4.3.10 SODIUM ETHER CARBOXYLATE
3.4.3.10.1 MANUFACTURING PROCESS
Carboxylation of Ethoxylated Fatty alcohol is carried out using Monochloroacetate. Sufficient
water is added to produce the product is liquid form. This product is a clear viscous liquid at
normal temperature.
3.4.3.10.2 CHEMICAL REACTION
3.4.3.10.3 MATERIAL BALANCE

Project Pre-feasibility Report
34
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.11 ALCOHOL ETHOXYLATES (FORMULATION PRODUCT)
3.4.3.11.1 MANUFACTURING PROCESS
Crude Ethoxylated Alcohol is adjusted with Sodium Hydroxide solution or Acetic acid. The
product is properly mixed and filled in containers. This is available as 100% Active Product.
3.4.3.11.2 MATERIAL BALANCE
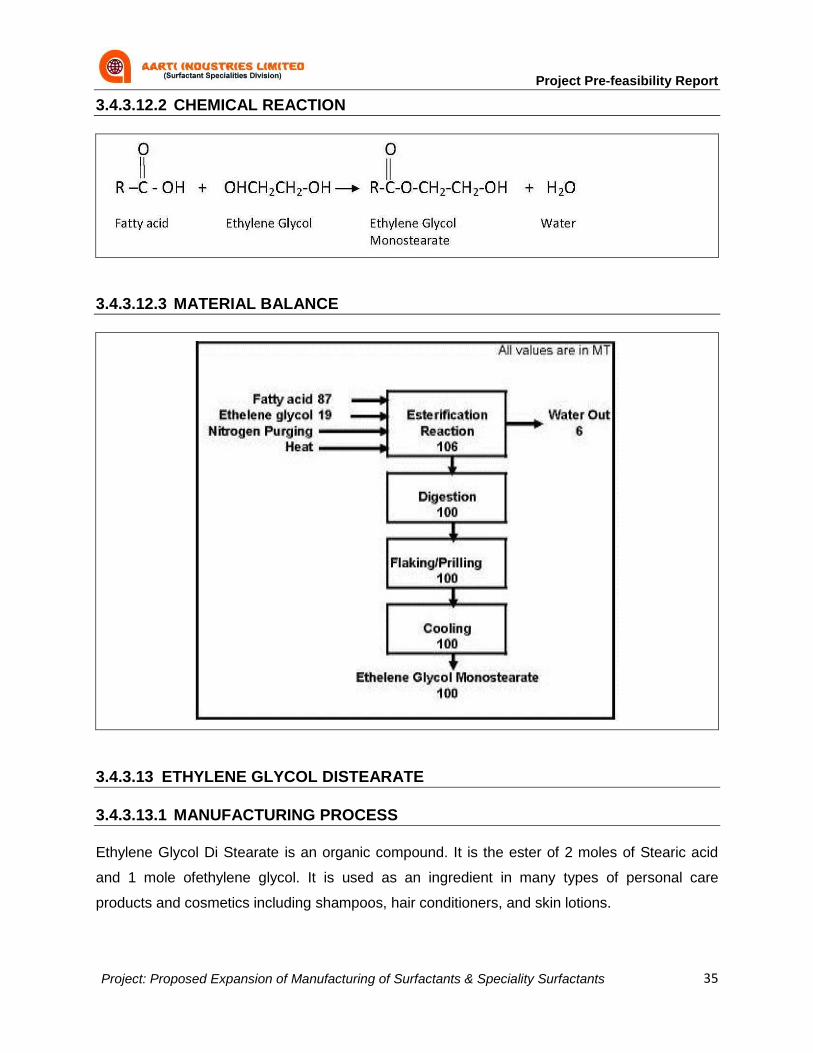
3.4.3.12 ETHYLENE GLYCOL MONOSTEARATE
3.4.3.12.1 MANUFACTURING PROCESS
Ethylene Glycol Mono Stearate is an organic compound with the molecular formula C20H40O3. It
is theester of stearic acid and ethylene glycol. It is used as an ingredient in many types of
personal care products and cosmetics including shampoos, hair conditioners, and skin lotions.
Project Pre-feasibility Report
35
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.12.2 CHEMICAL REACTION
3.4.3.12.3 MATERIAL BALANCE
3.4.3.13 ETHYLENE GLYCOL DISTEARATE
3.4.3.13.1 MANUFACTURING PROCESS
Ethylene Glycol Di Stearate is an organic compound. It is the ester of 2 moles of Stearic acid
and 1 mole ofethylene glycol. It is used as an ingredient in many types of personal care
products and cosmetics including shampoos, hair conditioners, and skin lotions.

Project Pre-feasibility Report
36
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.13.2 CHEMICAL REACTION
3.4.3.13.3 MATERIAL BALANCE
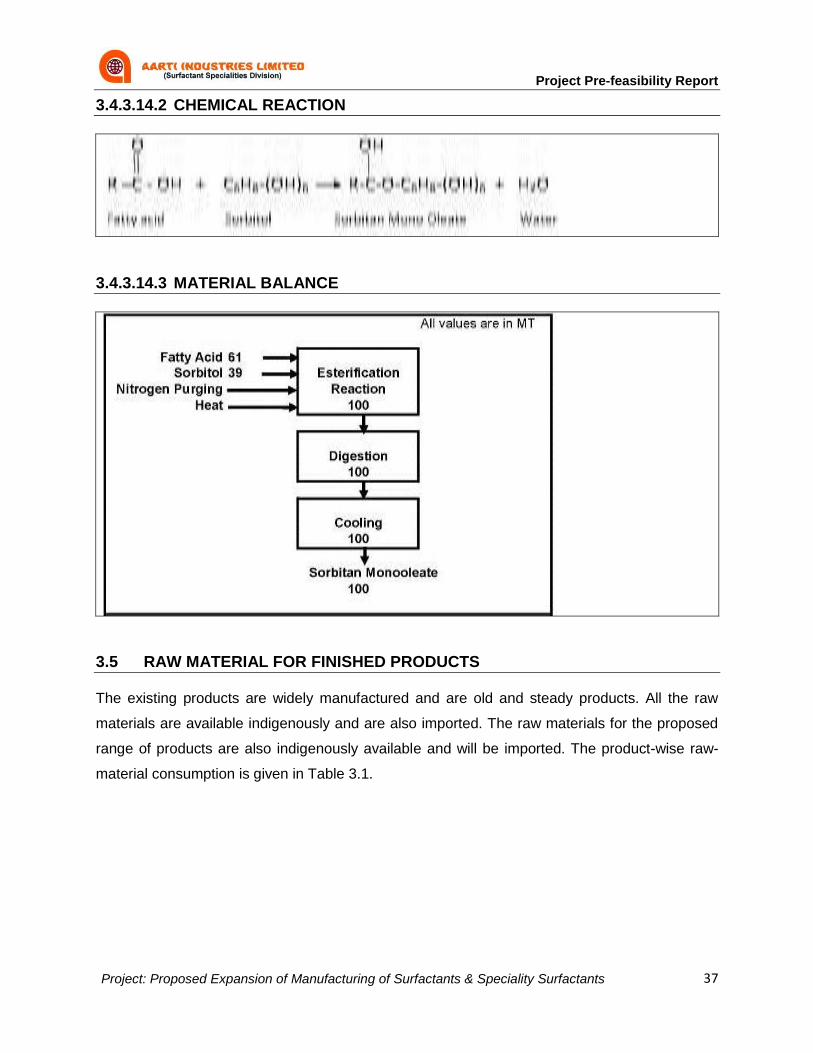
3.4.3.14 SORBITAN MONOOLEATE
3.4.3.14.1 MANUFACTURING PROCESS
Sorbitan Mono Oleate is produced by direct reaction of sorbitol with fatty acid in the molar ratio
of 1:0.9.
This is a simple esterification / condensation reaction and the temperature of 220 -250 0C and
the product is in the form of 100% Active Ingredient.
Project Pre-feasibility Report
37
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.4.3.14.2 CHEMICAL REACTION
3.4.3.14.3 MATERIAL BALANCE
3.5 RAW MATERIAL FOR FINISHED PRODUCTS
The existing products are widely manufactured and are old and steady products. All the raw
materials are available indigenously and are also imported. The raw materials for the proposed
range of products are also indigenously available and will be imported. The product-wise raw-
material consumption is given in Table 3.1.

Project Pre-feasibility Report
38
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Table 3.1 List of Raw-materials (Product-wise)
Sr. No. Raw Materials Quantity (in MT/MT)
SO3 Gas Generation
1. Sulfur 0.402
Alfa Olefin Sulfonate
1. Alfa Olefin 0.689
2. Sulfur trioxide 0.291
3. NaOH (48%) 0.303
Sodium Lauryl Sulfate (SLS) – 95% (Powder/Needle Form)
1. Fatty Alcohol 0.678
2. Sulfur trioxide 0.285
3. NaOH (48%) 0.297
Sodium Lauryl Ether Sulfate (SLES) – 70% (Paste Form)
1. Ethoxylated Fatty Alcohol 0.551
2. Sulfur trioxide 0.210
3. NaOH (48%) 0.219
Liquid Detergents
1. Surfactants 0.750
2. Sp. Surfactants 0.150
Linear Alkyl Benzene Sulfonic Acid
1. Linear Alkyl Benzene 0.722
2. Sulfur trioxide 0.269
Household Detergents
1. Surfactants 0.520
2. Sp. Surfactants 0.380
Ammonium Lauryl Sulfate
1. Lauryl Alcohol 0.70
2. Sulfur trioxide 0.210
3. Ammonia 0.175
Ammonium Lauryl Ether Sulfate
1. Ethoxylated Lauryl Alcohol 0.8
2. Sulfur trioxide 0.140
3. Ammonia 0.151
Fatty Monoethanol Amide
1. Fatty Acid 0.771
2. Monoethanol Amine 0.229
Fatty Diethanol Amide
1. Fatty Acid 0.657
2. Monoethanol Amine 0.343
Cocoamidopropyl Betaine
1. Fatty Acid 0.185
2. DAPA 0.100
3. MCA 0.091
4. NaOH (48%) 0.080
Coco Betaine
1. DMLA 0.225
2. CAA 0.105

Project Pre-feasibility Report
39
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Sr. No. Raw Materials Quantity (in MT/MT)
3. NaOH (48%) 0.092
Amine Oxides
1. DMLA 0.303
2. Hydrogen Peroxide 0.096
Sulfosuccinates – Sodium Lauryl Sulfosuccinate (LSS grade)
1. Fatty Alcohol 0.199
2. Maleic Anhydride 0.101
3. Sodium Sulfide 0.132
Sulfosuccinates – Sodium Lauryl Sulfosuccinate (LES grade)
1. Ethoxylated Fatty Alcohol 0.217
2. Maleic Anhydride 0.078
3. Sodium Sulfide 0.107
Benzalkonium Chloride (BKC-50)
1. Dimethyl Fatty Amine 0.326
2. Benzyl Chloride 0.183
Benzalkonium Chloride (BKC-80)
1. Dimethyl Fatty Amine 0.516
2. Benzyl Chloride 0.290
3. Solvent (IPA) 0.050
Sodium Ether Carboxylate
1. Ethoxylated Fatty Alcohol 0.253
2. MCA 0.045
3. NaOH (48%) 0.084
Ethixylated Lauryl Alcohol
1. Crude Ethoxylated Fatty Alcohol 0.253
2. MCA 0.045
3. NaOH (48%) 0.084
Ethylene Glycol Monostearate
1. Fatty Acid 0.870
2. Ethylyne Glycol 0.190
Ethylene Glycol Distearate
1. Fatty Acid 0.960
2. Ethylyne Glycol 0.100
Sorbitan Mono Oleate
1. Fatty Acid 0.610
2. Sorbitol 0.390
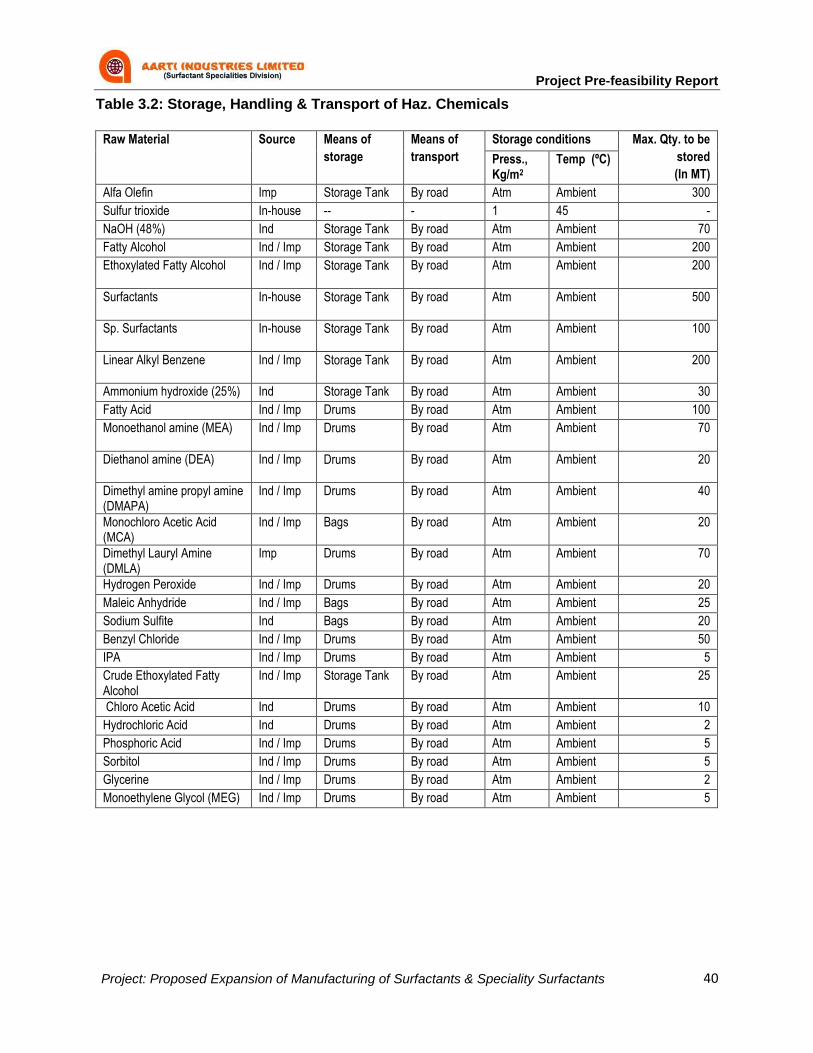
3.5.1 HAZARDOUS CHEMICAL STORAGE & HANDLING
Hazardous chemicals will be used as raw material in the manufacturing process. The details of
the raw materials are given below in table 3.2.
Project Pre-feasibility Report
40
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Table 3.2: Storage, Handling & Transport of Haz. Chemicals
Raw Material Source Means of
storage
Means of
transport
Storage conditions Max. Qty. to be
stored
(In MT) Press., Kg/m2
Temp (ºC)
Alfa Olefin Imp Storage Tank By road Atm Ambient 300
Sulfur trioxide In-house -- - 1 45 -
NaOH (48%) Ind Storage Tank By road Atm Ambient 70
Fatty Alcohol Ind / Imp Storage Tank By road Atm Ambient 200
Ethoxylated Fatty Alcohol Ind / Imp Storage Tank By road Atm Ambient 200
Surfactants In-house Storage Tank By road Atm Ambient 500
Sp. Surfactants In-house Storage Tank By road Atm Ambient 100
Linear Alkyl Benzene Ind / Imp Storage Tank By road Atm Ambient 200
Ammonium hydroxide (25%) Ind Storage Tank By road Atm Ambient 30
Fatty Acid Ind / Imp Drums By road Atm Ambient 100
Monoethanol amine (MEA) Ind / Imp Drums By road Atm Ambient 70
Diethanol amine (DEA) Ind / Imp Drums By road Atm Ambient 20
Dimethyl amine propyl amine (DMAPA)
Ind / Imp Drums By road Atm Ambient 40
Monochloro Acetic Acid (MCA)
Ind / Imp Bags By road Atm Ambient 20
Dimethyl Lauryl Amine (DMLA)
Imp Drums By road Atm Ambient 70
Hydrogen Peroxide Ind / Imp Drums By road Atm Ambient 20
Maleic Anhydride Ind / Imp Bags By road Atm Ambient 25
Sodium Sulfite Ind Bags By road Atm Ambient 20
Benzyl Chloride Ind / Imp Drums By road Atm Ambient 50
IPA Ind / Imp Drums By road Atm Ambient 5
Crude Ethoxylated Fatty Alcohol
Ind / Imp Storage Tank By road Atm Ambient 25
Chloro Acetic Acid Ind Drums By road Atm Ambient 10
Hydrochloric Acid Ind Drums By road Atm Ambient 2
Phosphoric Acid Ind / Imp Drums By road Atm Ambient 5
Sorbitol Ind / Imp Drums By road Atm Ambient 5
Glycerine Ind / Imp Drums By road Atm Ambient 2
Monoethylene Glycol (MEG) Ind / Imp Drums By road Atm Ambient 5
Project Pre-feasibility Report
41 Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
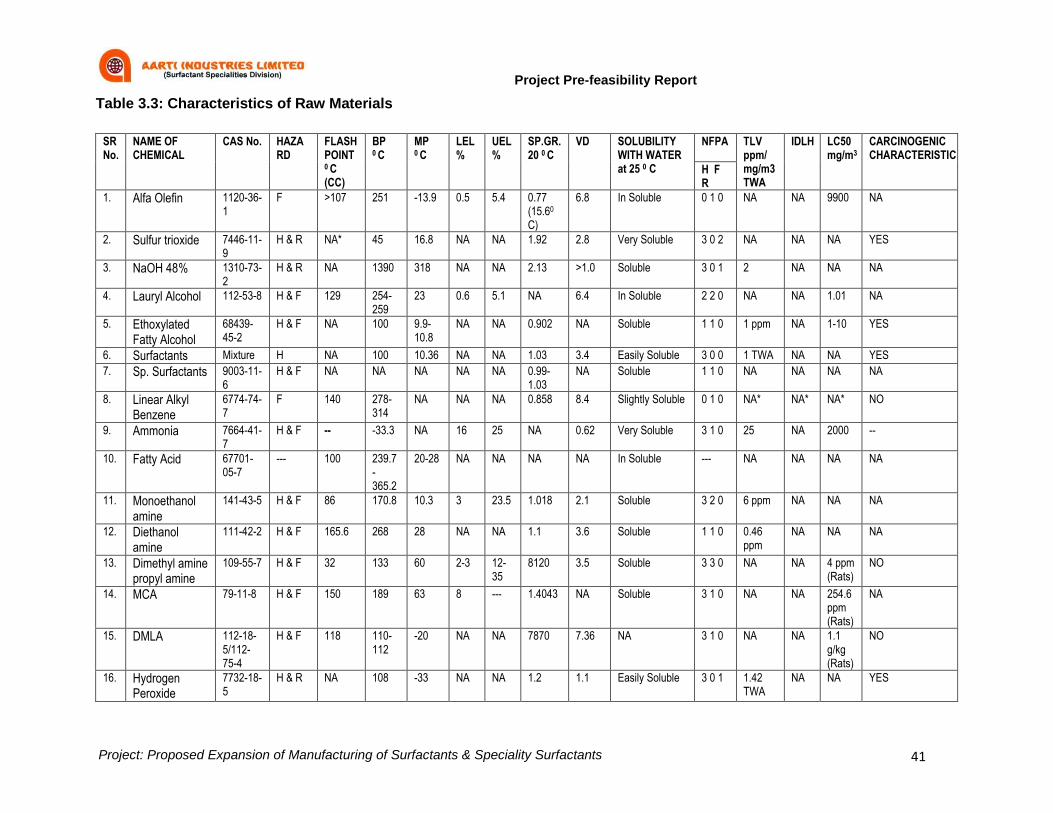
Table 3.3: Characteristics of Raw Materials
SR No.
NAME OF CHEMICAL
CAS No. HAZARD
FLASH POINT0 C (CC)
BP 0 C
MP 0 C
LEL %
UEL %
SP.GR. 20 0 C
VD SOLUBILITY WITH WATER at 25 0 C
NFPA
TLV ppm/ mg/m3 TWA
IDLH LC50 mg/m3
CARCINOGENIC CHARACTERISTIC
H F R
1. Alfa Olefin 1120-36-1
F >107 251 -13.9 0.5 5.4 0.77 (15.60
C)
6.8 In Soluble 0 1 0 NA NA 9900 NA
2. Sulfur trioxide 7446-11-9
H & R NA* 45 16.8 NA NA 1.92 2.8 Very Soluble 3 0 2 NA NA NA YES
3. NaOH 48% 1310-73-2
H & R NA 1390 318 NA NA 2.13 >1.0 Soluble 3 0 1 2 NA NA NA
4. Lauryl Alcohol 112-53-8 H & F 129 254-259
23 0.6 5.1 NA 6.4 In Soluble 2 2 0 NA NA 1.01 NA
5. Ethoxylated Fatty Alcohol
68439-45-2
H & F NA 100 9.9-10.8
NA NA 0.902 NA Soluble 1 1 0 1 ppm NA 1-10 YES
6. Surfactants Mixture H NA 100 10.36 NA NA 1.03 3.4 Easily Soluble 3 0 0 1 TWA NA NA YES
7. Sp. Surfactants 9003-11-6
H & F NA NA NA NA NA 0.99-1.03
NA Soluble 1 1 0 NA NA NA NA
8. Linear Alkyl Benzene
6774-74-7
F 140 278-314
NA NA NA 0.858 8.4 Slightly Soluble 0 1 0 NA* NA* NA* NO
9. Ammonia 7664-41-7
H & F -- -33.3 NA 16 25 NA 0.62 Very Soluble 3 1 0 25 NA 2000 --
10. Fatty Acid 67701-05-7
--- 100 239.7-365.2
20-28 NA NA NA NA In Soluble --- NA NA NA NA
11. Monoethanol amine
141-43-5 H & F 86 170.8 10.3 3 23.5 1.018 2.1 Soluble 3 2 0 6 ppm NA NA NA
12. Diethanol amine
111-42-2 H & F 165.6 268 28 NA NA 1.1 3.6 Soluble 1 1 0 0.46 ppm
NA NA NA
13. Dimethyl amine propyl amine
109-55-7 H & F 32 133 60 2-3 12-35
8120 3.5 Soluble 3 3 0 NA NA 4 ppm (Rats)
NO
14. MCA 79-11-8 H & F 150 189 63 8 --- 1.4043 NA Soluble 3 1 0 NA NA 254.6 ppm (Rats)
NA
15. DMLA 112-18-5/112-75-4
H & F 118 110-112
-20 NA NA 7870 7.36 NA 3 1 0 NA NA 1.1 g/kg (Rats)
NO
16. Hydrogen Peroxide
7732-18-5
H & R NA 108 -33 NA NA 1.2 1.1 Easily Soluble 3 0 1 1.42 TWA
NA NA YES

Project Pre-feasibility Report
42
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
SR No.
NAME OF CHEMICAL
CAS No. HAZARD
FLASH POINT0 C (CC)
BP 0 C
MP 0 C
LEL %
UEL %
SP.GR. 20 0 C
VD SOLUBILITY WITH WATER at 25 0 C
NFPA
TLV ppm/ mg/m3 TWA
IDLH LC50 mg/m3
CARCINOGENIC CHARACTERISTIC
17. Maleic Anhydride
108-31-6 F T R 103.3 202 NA 1.4 7.1 1.48 3.4 Soluble 3 1 2 0.25 ppm
10 NA* NO
18. Sodium Sulfide 1313-82-2
H & F NA NA 1180 NA NA 1.86 NA Soluble 3 1 1 NA NA NA NA
19. Benzyl Chloride
100-44-7 H & F 67.2 179 -43 1.1 14 1.1 4.36 Partially soluble 3 2 1 --- NA 1231 (Rat)
YES
20. IPA 67-63-0 H & F 11.667 82.5 -88.5 2 12.7 0.78 2.07 Easily Soluble 1 3 0 400 ppm
NA 3600 (Mouse)
NO
21. Phosphoric Acid
7664-38-2
H NA 158 21 NA NA 1.685 3.4 Easily Soluble 1 0 0 1 TWA NA NA NA
22. Acetic Acid 64-19-7 H &F 39 118.1 16.7 NA NA 1.049 2.07 Soluble 3 2 0 10 ppm NA 5620 NA
23. Hydrochloric Acid
7647-01-0
H & R NA 108.5 -62.25
NA NA 1.1 -1.19
1.267 Soluble 3 0 1 NA NA 1108 NA
24. Sorbitol 50-70-4 H & F 100 296 NA NA NA 1.489 NA Soluble 2 1 0 NA NA NA NA
25. Glycerine 56- 81 -5 H & F 189 290 20 NA NA 1.26 NA Soluble 1 1 0 NA NA NA NA
26. Monoethylene Glycol (MEG)
107 -21 -1
H & F 111 197 NA NA NA 1.115 NA Soluble 1 1 0 NA NA NA NA
Note: NA = Not available, NA* = Not Applicable, M.P.=Melting Point, B.P.=Boiling Point, F.P.=Flash Point, TLV=Threshold Limit Value, LC50= Median Lethal Concentration, UEL= Upper flammable limit, LEL= Lower flammable limit, H= Health, F= Fire, R= Reactivity, ppm= Parts Per Million, ND = Not Detectabl
Project Pre-feasibility Report
43 Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.6 RESOURCE OPTIMIZATION & AVAILABILITY
The major resources for the proposed project will be plant & machinery, raw-materials, power,
fuel, water, man-power, etc.
3.6.1 LAND & BUILDING REQUIREMENT
Total plot area of existing unit is 30000 m2. No additional land will be required for proposed
expansion. The existing built-up area is 10716.06 m2 .
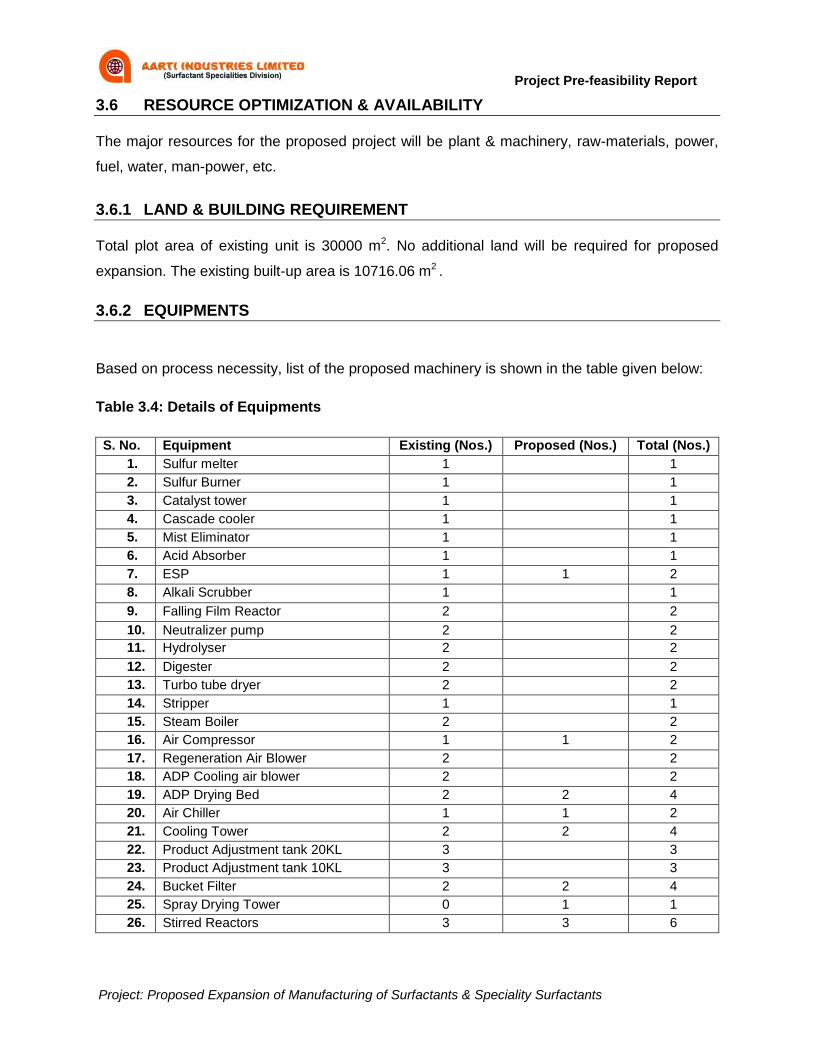
3.6.2 EQUIPMENTS
Based on process necessity, list of the proposed machinery is shown in the table given below:
Table 3.4: Details of Equipments
S. No. Equipment Existing (Nos.) Proposed (Nos.) Total (Nos.)
1. Sulfur melter 1 1
2. Sulfur Burner 1 1
3. Catalyst tower 1 1
4. Cascade cooler 1 1
5. Mist Eliminator 1 1
6. Acid Absorber 1 1
7. ESP 1 1 2
8. Alkali Scrubber 1 1
9. Falling Film Reactor 2 2
10. Neutralizer pump 2 2
11. Hydrolyser 2 2
12. Digester 2 2
13. Turbo tube dryer 2 2
14. Stripper 1 1
15. Steam Boiler 2 2
16. Air Compressor 1 1 2
17. Regeneration Air Blower 2 2
18. ADP Cooling air blower 2 2
19. ADP Drying Bed 2 2 4
20. Air Chiller 1 1 2
21. Cooling Tower 2 2 4
22. Product Adjustment tank 20KL 3 3
23. Product Adjustment tank 10KL 3 3
24. Bucket Filter 2 2 4
25. Spray Drying Tower 0 1 1
26. Stirred Reactors 3 3 6
Project Pre-feasibility Report
44
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.6.3 POWER AND FUEL REQUIREMENT
The total existing power requirement is 1120 KVA which is sourced from State Electricity Board
Grid. After the proposed expansion total power required will be 1600 KVA which will be sourced
from State Electricity Board Grid.
In existing, the company has 2 Nos of D.G. Sets of 840 KVA capacity which acts as standby
facility and is used only in case of power failure. For proposed scenario, existing D.G. sets will
be replaced by 2 Nos. of D.G. sets of 1500 kVA and 750 kVA capacities which will act as
standby facility and will be used only in case of power failure.
Agro Based Fuel (Baggase, Husk Briquette) ,Furnace oil (FO) ,Light Diesel Oil (LDO) are used
as fuel for existing operations which are obtained from authorized dealers.
Coal/Lignite, Furnace oil (FO),Light Diesel Oil (LDO) will be used as fuel for proposed
operations which will be obtained from authorized dealers.
Table 3.5: Details of Power & Fuel
Sr. No. Particulars Existing Requirement Requirement after Proposed
Expansion
Power
1. Power Requirement 1120 kVA 1600 kVA
2. Source of supply State Electricity Board Grid and D.G. Set – 2 no. (840 KVA) – Standby facility
State Electricity Board Grid and D.G. Set – 2 no. (1500 &750 KVA) – Standby facility
Fuel
1. Fuel & it’s consumption
Briquettes – 250 kg/Hr Furnace oil (FO) – 102 LPH LDO – 600 LPH
Coal/lignite – 1000 kg/Hr Furnace oil (FO) –for 2 TPH boiler 205 LPH stand by & for SD burner 50 LPH. LDO – 721 LPH
2. Source of supply Authorised dealers Authorised dealers
3.6.4 WATER REQUIREMENT
The source of fresh water is/will be the Bore-well/Tanker water supply. Other than the general
water requirements for domestic usage, water will also be required in the process & washing
section. The total fresh water consumption for existing unit is 27.1KL/D. Total water
consumption after proposed expansion will be 232.0 KL/D. The category wise bifurcation of the
water requirement is given in the Water Balance Data in Table 3.6.

Project Pre-feasibility Report
45
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Table 3.6: Category-wise Water Requirement (in KL/D)
Particulars Existing Scenario Proposed Scenario
Domestic 4.0 18.0
Gardening -- --
Industrial
Softener (reject) -- 10.0
Process 8.4 64.0
Washing 0.5 4.0
Boiler 9.3 45.0
Cooling 4.9 91.0
Sub-Total: Industrial 23.1 214.0
Grand Total 27.1 232.0
3.6.5 MAN-POWER REQUIREMENT
The existing man-power requirement is 102 no. The total number of man power after the
proposed expansion project will be 175 persons.
The man-power required for the project will be employed locally from the nearby areas.
3.7 QUANTITY OF WASTE TO BE GENERATED
3.7.1 WASTE WATER GENERATION & MANAGEMENT
The category wise bifurcation of the waste water generation is given in Table 3.7.
Table 3.7: Category-wise Wastewater Generation (in KL/D)
Particulars Existing Scenario Proposed Scenario
Domestic 3.0 14.0
Industrial
Softener reject -- 10.0
Process 0.0 6.0
Washing 0.5 4.0
Boiler 2.1 5.0
Cooling 0.5 25.0
Sub-Total: Industrial 3.1 50.0
Grand Total 6.1 64.0
Project Pre-feasibility Report
46
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
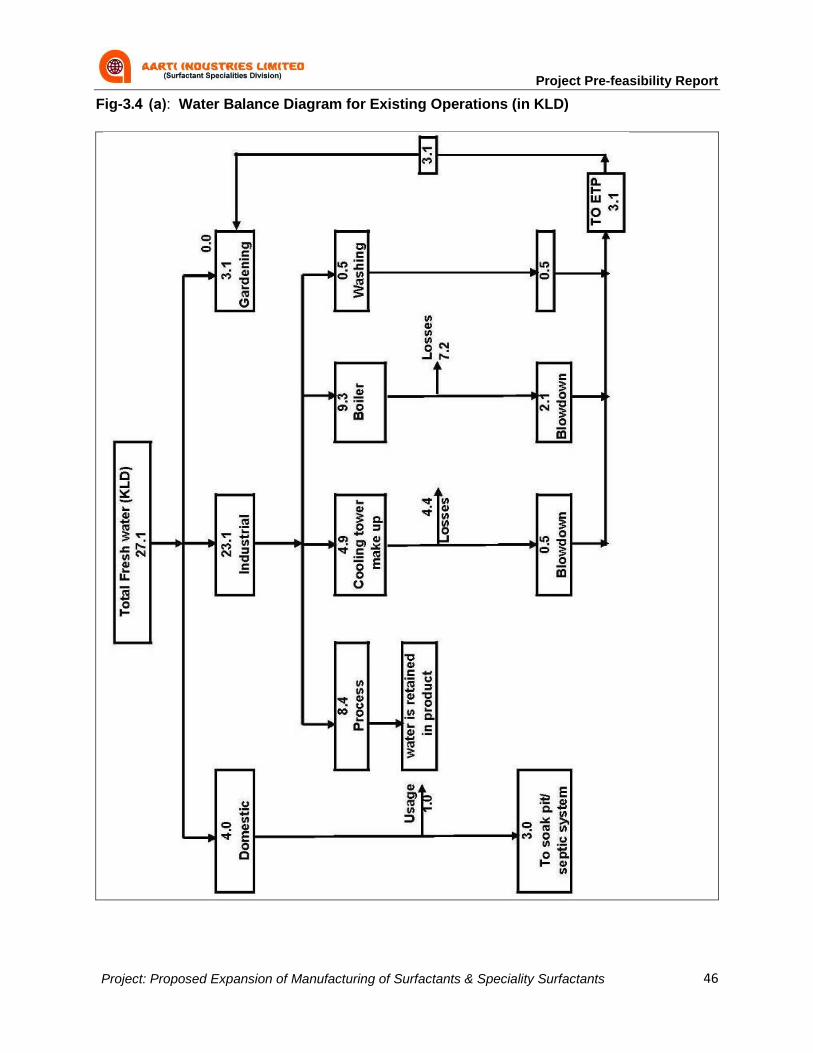
Fig-3.4 (a): Water Balance Diagram for Existing Operations (in KLD)

Project Pre-feasibility Report
47
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Fig-3.4(b): Water Balance Diagram for Proposed Operations (in KLD)
Project Pre-feasibility Report
48
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
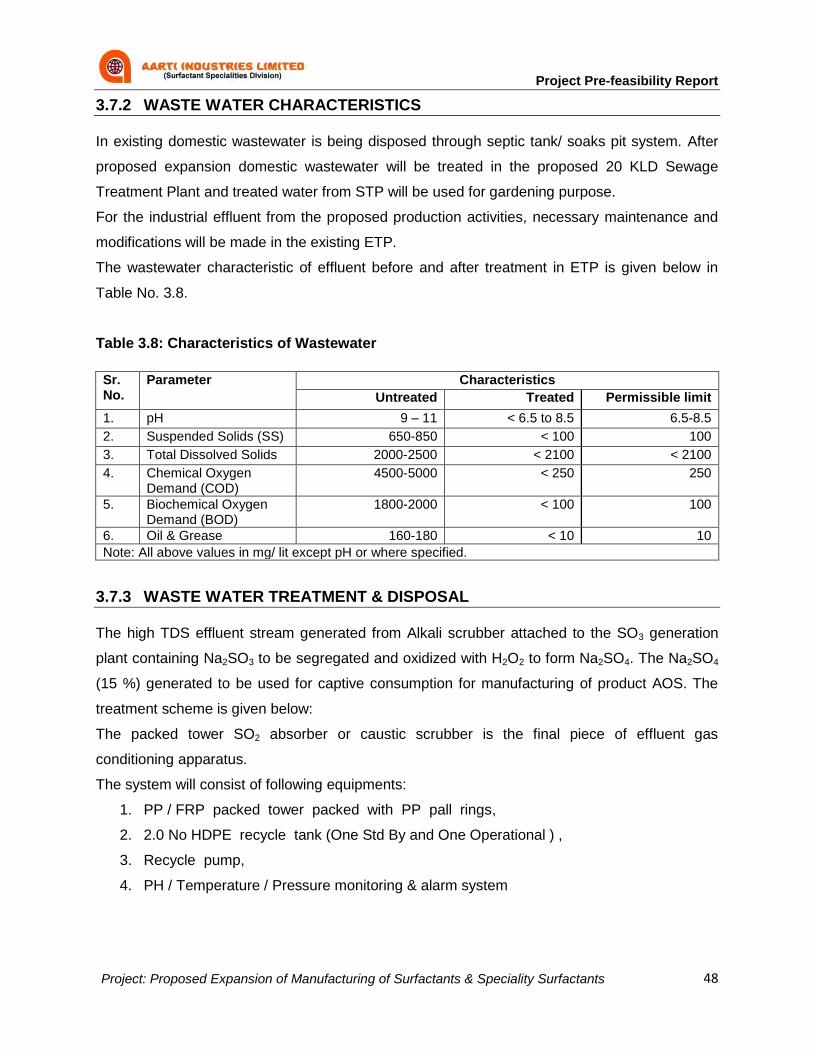
3.7.2 WASTE WATER CHARACTERISTICS
In existing domestic wastewater is being disposed through septic tank/ soaks pit system. After
proposed expansion domestic wastewater will be treated in the proposed 20 KLD Sewage
Treatment Plant and treated water from STP will be used for gardening purpose.
For the industrial effluent from the proposed production activities, necessary maintenance and
modifications will be made in the existing ETP.
The wastewater characteristic of effluent before and after treatment in ETP is given below in
Table No. 3.8.
Table 3.8: Characteristics of Wastewater
Sr. No.
Parameter
Characteristics
Untreated Treated Permissible limit
1. pH 9 – 11 < 6.5 to 8.5 6.5-8.5
2. Suspended Solids (SS) 650-850 < 100 100
3. Total Dissolved Solids 2000-2500 < 2100 < 2100
4. Chemical Oxygen Demand (COD)
4500-5000 < 250 250
5. Biochemical Oxygen Demand (BOD)
1800-2000 < 100 100
6. Oil & Grease 160-180 < 10 10
Note: All above values in mg/ lit except pH or where specified.
3.7.3 WASTE WATER TREATMENT & DISPOSAL
The high TDS effluent stream generated from Alkali scrubber attached to the SO3 generation
plant containing Na2SO3 to be segregated and oxidized with H2O2 to form Na2SO4. The Na2SO4
(15 %) generated to be used for captive consumption for manufacturing of product AOS. The
treatment scheme is given below:
The packed tower SO2 absorber or caustic scrubber is the final piece of effluent gas
conditioning apparatus.
The system will consist of following equipments:
1. PP / FRP packed tower packed with PP pall rings,
2. 2.0 No HDPE recycle tank (One Std By and One Operational ) ,
3. Recycle pump,
4. PH / Temperature / Pressure monitoring & alarm system

Project Pre-feasibility Report
49
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
A dilute caustic solution (10 -11%) is circulated in the packed column to absorb the
incoming SO2 gas along with the air from the sulfonation system. These absorption
leads to the formation of Sodium Sulfite solution. PH of the dilute caustic solution is
maintained between 9 – 11 (more than 8) for better absorption and optimum performance.
A low pH alarm system will help to maintain and replenish the Caustic Solution. After
the solid content of re-circulating solution is reached to 15 -16%, the second HDPE
recycle tank is taken into operations.
The sulfite liquor from the first tank will be treated with Hydrogen peroxide solution to
oxidize sulfite into Sulfate. The Sodium Sulfate Liquor thus formed, will then be used in
the finished product specification adjustment.
Fig-3.5(a): Treatment Scheme for Existing Operation

Project Pre-feasibility Report
50
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Fig-3.5(b): Treatment Scheme for Proposed Operation
The low TDS effluent stream generated from the process, Utility, cooling and washing section
will be treated in proposed Full fledged Effluent Treatment Plant, R.O.Plant and MEE. Treated
water from ETP will be diverted to the R.O., Reject water from R.O will be diverted to the MEE.
Permeate water from R.O. and condensate water from MEE will be reused as cooling tower
make up water. Salt generated from the MEE will be sent to TSDF site for disposal.
Proposed ETP details & scheme is given below:
Oil and Grease Removal
The effluent will enter into oil & grease removal pit. Oily masses will separate out and float on
the surface. Floating matter (mainly oily mass) will be removed by manually skimming and will
be filled in barrels. The effluent will be free of oil and grease at the outlet of this pit.
Collection Tank
The effluent from oil & grease trap will be collected into the Collection Tank. The incoming
effluent will be alkaline in nature having higher values of COD, BOD, Suspended Solids and
Colors.
Project Pre-feasibility Report
51
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
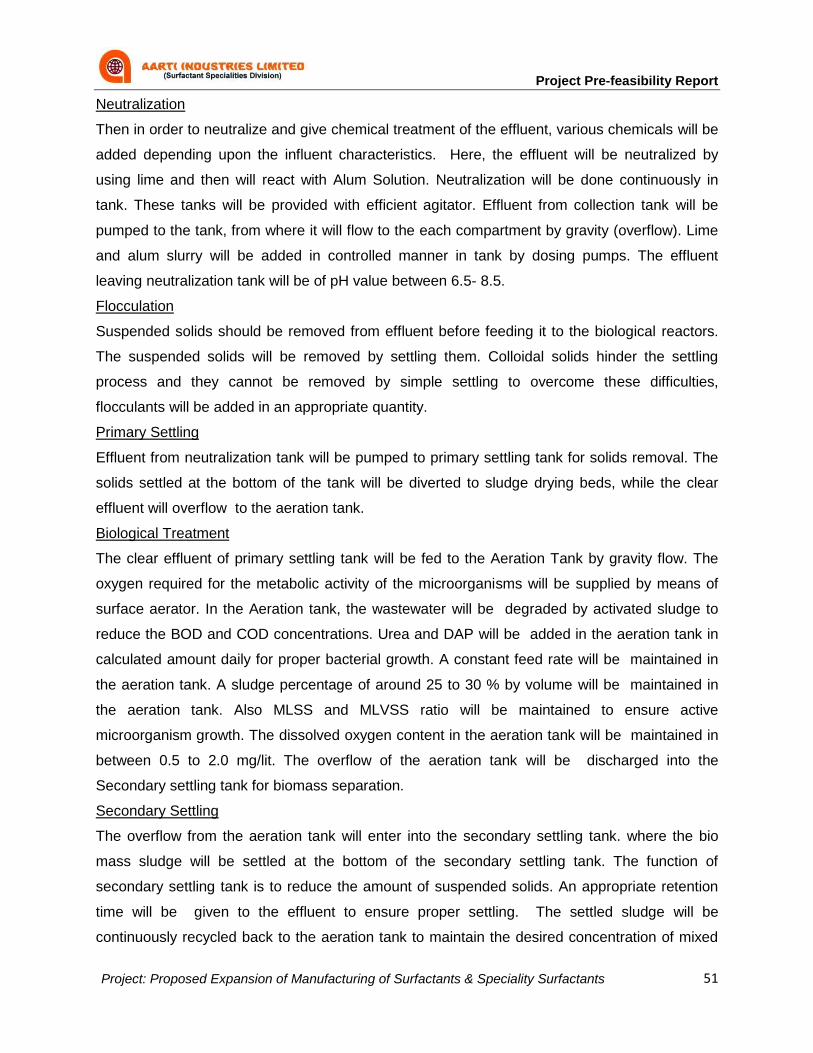
Neutralization
Then in order to neutralize and give chemical treatment of the effluent, various chemicals will be
added depending upon the influent characteristics. Here, the effluent will be neutralized by
using lime and then will react with Alum Solution. Neutralization will be done continuously in
tank. These tanks will be provided with efficient agitator. Effluent from collection tank will be
pumped to the tank, from where it will flow to the each compartment by gravity (overflow). Lime
and alum slurry will be added in controlled manner in tank by dosing pumps. The effluent
leaving neutralization tank will be of pH value between 6.5- 8.5.
Flocculation
Suspended solids should be removed from effluent before feeding it to the biological reactors.
The suspended solids will be removed by settling them. Colloidal solids hinder the settling
process and they cannot be removed by simple settling to overcome these difficulties,
flocculants will be added in an appropriate quantity.
Primary Settling
Effluent from neutralization tank will be pumped to primary settling tank for solids removal. The
solids settled at the bottom of the tank will be diverted to sludge drying beds, while the clear
effluent will overflow to the aeration tank.
Biological Treatment
The clear effluent of primary settling tank will be fed to the Aeration Tank by gravity flow. The
oxygen required for the metabolic activity of the microorganisms will be supplied by means of
surface aerator. In the Aeration tank, the wastewater will be degraded by activated sludge to
reduce the BOD and COD concentrations. Urea and DAP will be added in the aeration tank in
calculated amount daily for proper bacterial growth. A constant feed rate will be maintained in
the aeration tank. A sludge percentage of around 25 to 30 % by volume will be maintained in
the aeration tank. Also MLSS and MLVSS ratio will be maintained to ensure active
microorganism growth. The dissolved oxygen content in the aeration tank will be maintained in
between 0.5 to 2.0 mg/lit. The overflow of the aeration tank will be discharged into the
Secondary settling tank for biomass separation.
Secondary Settling
The overflow from the aeration tank will enter into the secondary settling tank. where the bio
mass sludge will be settled at the bottom of the secondary settling tank. The function of
secondary settling tank is to reduce the amount of suspended solids. An appropriate retention
time will be given to the effluent to ensure proper settling. The settled sludge will be
continuously recycled back to the aeration tank to maintain the desired concentration of mixed
Project Pre-feasibility Report
52
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
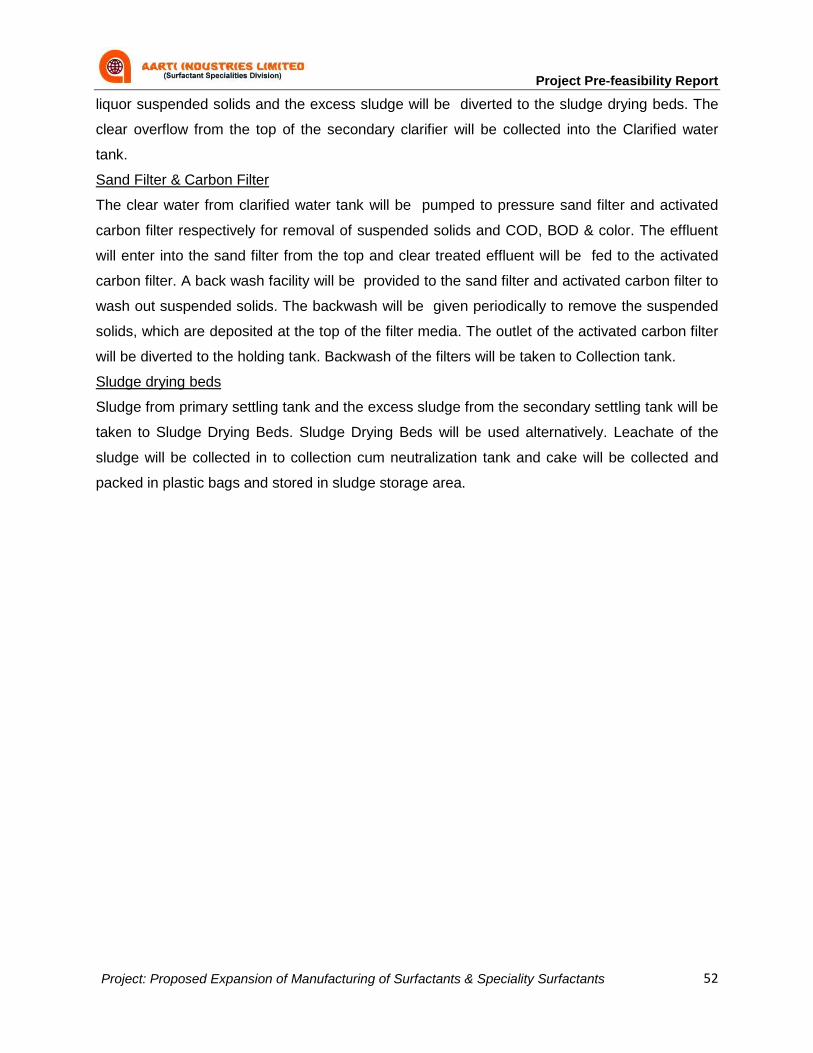
liquor suspended solids and the excess sludge will be diverted to the sludge drying beds. The
clear overflow from the top of the secondary clarifier will be collected into the Clarified water
tank.
Sand Filter & Carbon Filter
The clear water from clarified water tank will be pumped to pressure sand filter and activated
carbon filter respectively for removal of suspended solids and COD, BOD & color. The effluent
will enter into the sand filter from the top and clear treated effluent will be fed to the activated
carbon filter. A back wash facility will be provided to the sand filter and activated carbon filter to
wash out suspended solids. The backwash will be given periodically to remove the suspended
solids, which are deposited at the top of the filter media. The outlet of the activated carbon filter
will be diverted to the holding tank. Backwash of the filters will be taken to Collection tank.
Sludge drying beds
Sludge from primary settling tank and the excess sludge from the secondary settling tank will be
taken to Sludge Drying Beds. Sludge Drying Beds will be used alternatively. Leachate of the
sludge will be collected in to collection cum neutralization tank and cake will be collected and
packed in plastic bags and stored in sludge storage area.

Project Pre-feasibility Report
53
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Fig-3.6: Schematic Diagram of Effluent Treatment Plant
Project Pre-feasibility Report
54
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
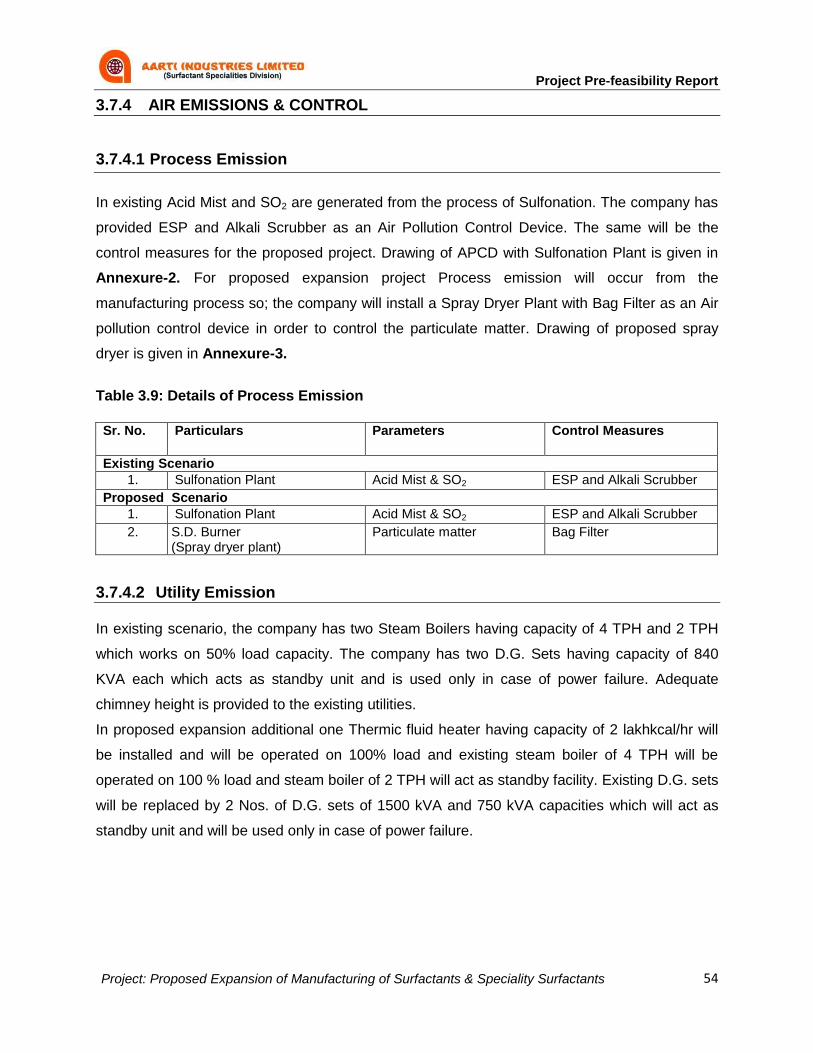
3.7.4 AIR EMISSIONS & CONTROL
3.7.4.1 Process Emission
In existing Acid Mist and SO2 are generated from the process of Sulfonation. The company has
provided ESP and Alkali Scrubber as an Air Pollution Control Device. The same will be the
control measures for the proposed project. Drawing of APCD with Sulfonation Plant is given in
Annexure-2. For proposed expansion project Process emission will occur from the
manufacturing process so; the company will install a Spray Dryer Plant with Bag Filter as an Air
pollution control device in order to control the particulate matter. Drawing of proposed spray
dryer is given in Annexure-3.
Table 3.9: Details of Process Emission
Sr. No. Particulars Parameters Control Measures
Existing Scenario
1. Sulfonation Plant Acid Mist & SO2 ESP and Alkali Scrubber
Proposed Scenario
1. Sulfonation Plant Acid Mist & SO2 ESP and Alkali Scrubber
2. S.D. Burner (Spray dryer plant)
Particulate matter Bag Filter
3.7.4.2 Utility Emission
In existing scenario, the company has two Steam Boilers having capacity of 4 TPH and 2 TPH
which works on 50% load capacity. The company has two D.G. Sets having capacity of 840
KVA each which acts as standby unit and is used only in case of power failure. Adequate
chimney height is provided to the existing utilities.
In proposed expansion additional one Thermic fluid heater having capacity of 2 lakhkcal/hr will
be installed and will be operated on 100% load and existing steam boiler of 4 TPH will be
operated on 100 % load and steam boiler of 2 TPH will act as standby facility. Existing D.G. sets
will be replaced by 2 Nos. of D.G. sets of 1500 kVA and 750 kVA capacities which will act as
standby unit and will be used only in case of power failure.
Project Pre-feasibility Report
55
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
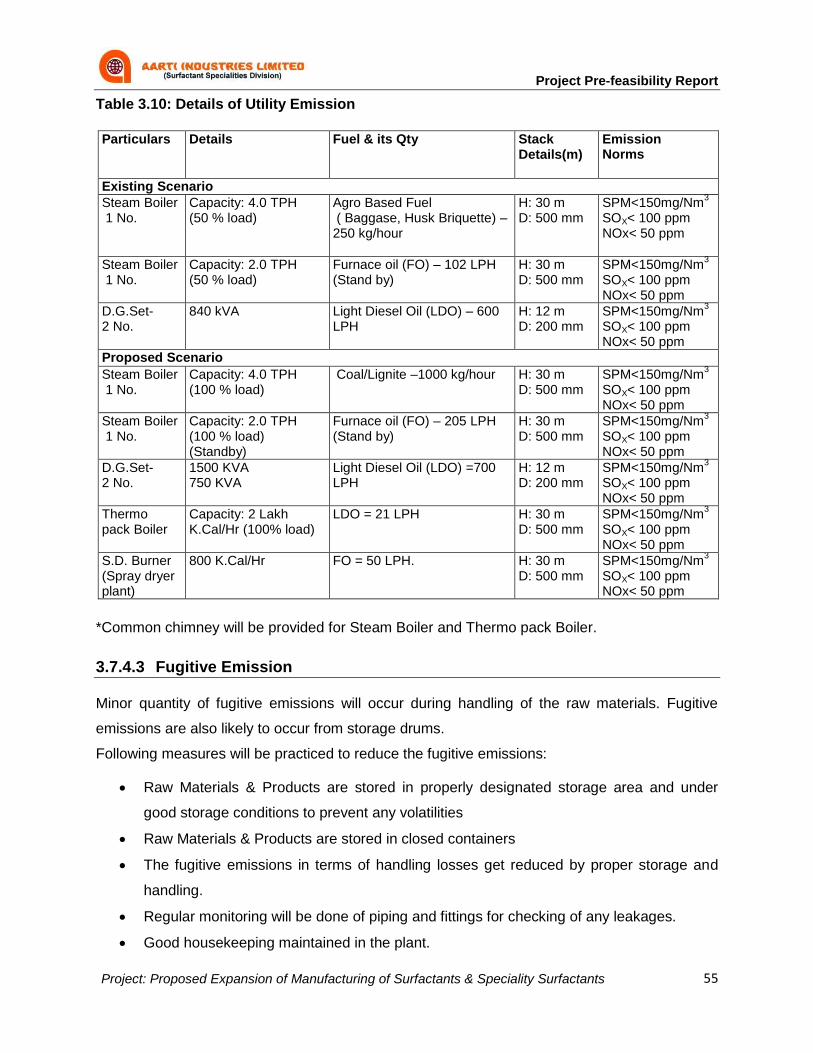
Table 3.10: Details of Utility Emission
Particulars Details Fuel & its Qty Stack
Details(m) Emission Norms
Existing Scenario
Steam Boiler 1 No.
Capacity: 4.0 TPH (50 % load)
Agro Based Fuel ( Baggase, Husk Briquette) –250 kg/hour
H: 30 m D: 500 mm
SPM<150mg/Nm3
SOX< 100 ppm NOx< 50 ppm
Steam Boiler 1 No.
Capacity: 2.0 TPH (50 % load)
Furnace oil (FO) – 102 LPH (Stand by)
H: 30 m D: 500 mm
SPM<150mg/Nm3
SOX< 100 ppm NOx< 50 ppm
D.G.Set- 2 No.
840 kVA
Light Diesel Oil (LDO) – 600 LPH
H: 12 m D: 200 mm
SPM<150mg/Nm3
SOX< 100 ppm NOx< 50 ppm
Proposed Scenario
Steam Boiler 1 No.
Capacity: 4.0 TPH (100 % load)
Coal/Lignite –1000 kg/hour
H: 30 m D: 500 mm
SPM<150mg/Nm3
SOX< 100 ppm NOx< 50 ppm
Steam Boiler 1 No.
Capacity: 2.0 TPH (100 % load) (Standby)
Furnace oil (FO) – 205 LPH (Stand by)
H: 30 m D: 500 mm
SPM<150mg/Nm3
SOX< 100 ppm NOx< 50 ppm
D.G.Set- 2 No.
1500 KVA 750 KVA
Light Diesel Oil (LDO) =700 LPH
H: 12 m D: 200 mm
SPM<150mg/Nm3
SOX< 100 ppm NOx< 50 ppm
Thermo pack Boiler
Capacity: 2 Lakh K.Cal/Hr (100% load)
LDO = 21 LPH
H: 30 m D: 500 mm
SPM<150mg/Nm3
SOX< 100 ppm NOx< 50 ppm
S.D. Burner (Spray dryer plant)
800 K.Cal/Hr FO = 50 LPH.
H: 30 m D: 500 mm
SPM<150mg/Nm3
SOX< 100 ppm NOx< 50 ppm
*Common chimney will be provided for Steam Boiler and Thermo pack Boiler.
3.7.4.3 Fugitive Emission
Minor quantity of fugitive emissions will occur during handling of the raw materials. Fugitive
emissions are also likely to occur from storage drums.
Following measures will be practiced to reduce the fugitive emissions:
Raw Materials & Products are stored in properly designated storage area and under
good storage conditions to prevent any volatilities
Raw Materials & Products are stored in closed containers
The fugitive emissions in terms of handling losses get reduced by proper storage and
handling.
Regular monitoring will be done of piping and fittings for checking of any leakages.
Good housekeeping maintained in the plant.
Project Pre-feasibility Report
56
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
3.7.5 HAZARDOUS / NON-HAZARDOUS WASTES MANAGEMENT
Hazardous wastes generated will be in the form of ETP waste from Effluent Treatment Plant,
Used oil from gear boxes of the machineries & D.G. Set, discarded drums, Used Ion exchange
& resin, spent desiccant and catalyst. Company has provided adequate storage area for proper
storage of wastes.
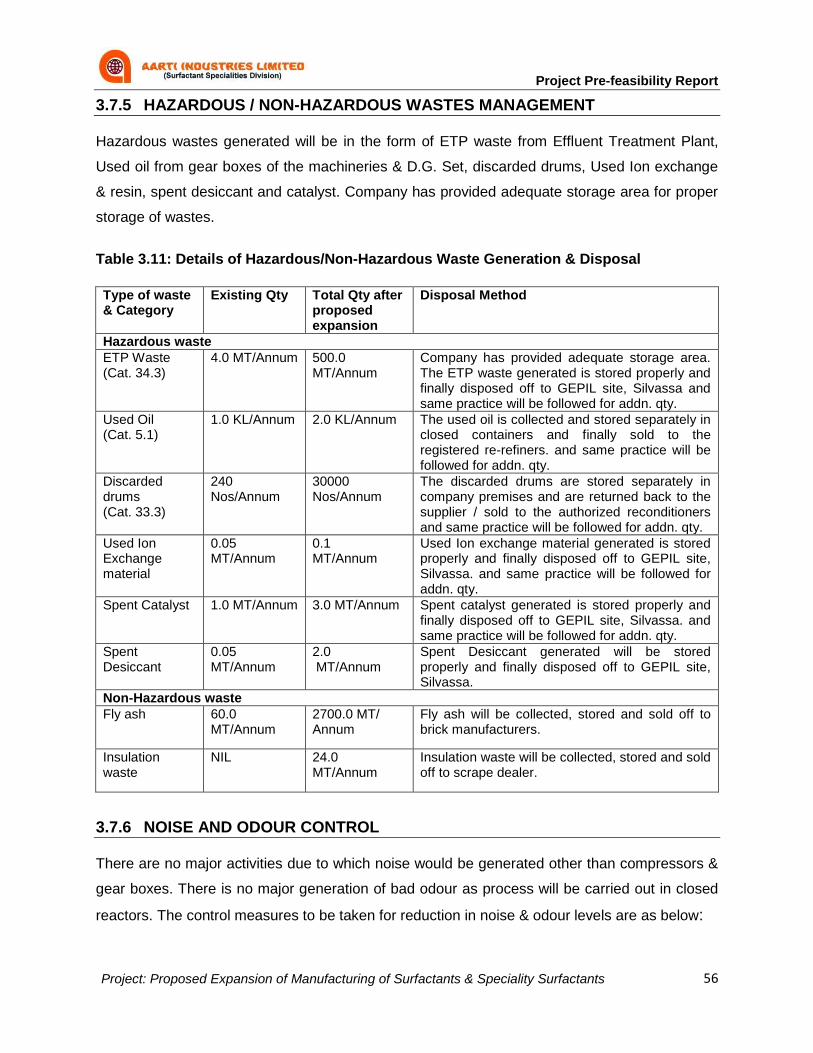
Table 3.11: Details of Hazardous/Non-Hazardous Waste Generation & Disposal
Type of waste & Category
Existing Qty Total Qty after proposed expansion
Disposal Method
Hazardous waste
ETP Waste (Cat. 34.3)
4.0 MT/Annum 500.0 MT/Annum
Company has provided adequate storage area. The ETP waste generated is stored properly and finally disposed off to GEPIL site, Silvassa and same practice will be followed for addn. qty.
Used Oil (Cat. 5.1)
1.0 KL/Annum 2.0 KL/Annum The used oil is collected and stored separately in closed containers and finally sold to the registered re-refiners. and same practice will be followed for addn. qty.
Discarded drums (Cat. 33.3)
240 Nos/Annum
30000 Nos/Annum
The discarded drums are stored separately in company premises and are returned back to the supplier / sold to the authorized reconditioners and same practice will be followed for addn. qty.
Used Ion Exchange material
0.05 MT/Annum
0.1 MT/Annum
Used Ion exchange material generated is stored properly and finally disposed off to GEPIL site, Silvassa. and same practice will be followed for addn. qty.
Spent Catalyst 1.0 MT/Annum 3.0 MT/Annum Spent catalyst generated is stored properly and finally disposed off to GEPIL site, Silvassa. and same practice will be followed for addn. qty.
Spent Desiccant
0.05 MT/Annum
2.0 MT/Annum
Spent Desiccant generated will be stored properly and finally disposed off to GEPIL site, Silvassa.
Non-Hazardous waste
Fly ash 60.0 MT/Annum
2700.0 MT/ Annum
Fly ash will be collected, stored and sold off to brick manufacturers.
Insulation waste
NIL 24.0 MT/Annum
Insulation waste will be collected, stored and sold off to scrape dealer.
3.7.6 NOISE AND ODOUR CONTROL
There are no major activities due to which noise would be generated other than compressors &
gear boxes. There is no major generation of bad odour as process will be carried out in closed
reactors. The control measures to be taken for reduction in noise & odour levels are as below:
Project Pre-feasibility Report
57
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Sturdy foundation to all the noise generating equipments.
D.G. Set installed in closed room
Ear Plugs and Ear muffs provided to the workers in Utility Section.
Closed reactors and vessels for odour control.
Greenbelt will be further developed.
3.7.7 HEALTH AND SAFETY MEASURES
The company is concerned about occupational health and safety among its
work force as the man power is the biggest asset to the company. The Off-site Emergency Plan
is available with the Collectorate Office, Silvassa.
The following key safety measures are implemented in the existing plant and the same shall be
a part of proposed expansion project:
Safety Training is provided to the employees.
Safety Sirens & Hooter Alarm System is provided for use, in case of emergency.
Fire Extinguishers are installed at identified locations in the premises.
Assembly point is provided in the plant.
First Aid Facility and training is provided to the workers.
Personal protective equipments are provided to employees.
Health check up is organized at regular intervals.
Safety / Health records and MSDS are maintained.
3.7.8 ENVIRONMENTAL HEALTH & SAFETY CELL
The company has a separate environment cell in order to keep a close watch on the
performance of the pollution control equipment, emissions from the sources and the quality of
surrounding environment in accordance with the monitoring program. The cell is also entrusted
with the responsibilities of regulating the safety measures inside the plant campus. The cell is
also responsible for maintaining the records of all data, documents and information in line within
the legislative requirement. The organogram of the EHS cell is given below in Figure 3.6.

Project Pre-feasibility Report
58
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Fig-3.7: Organogram of EHS Cell
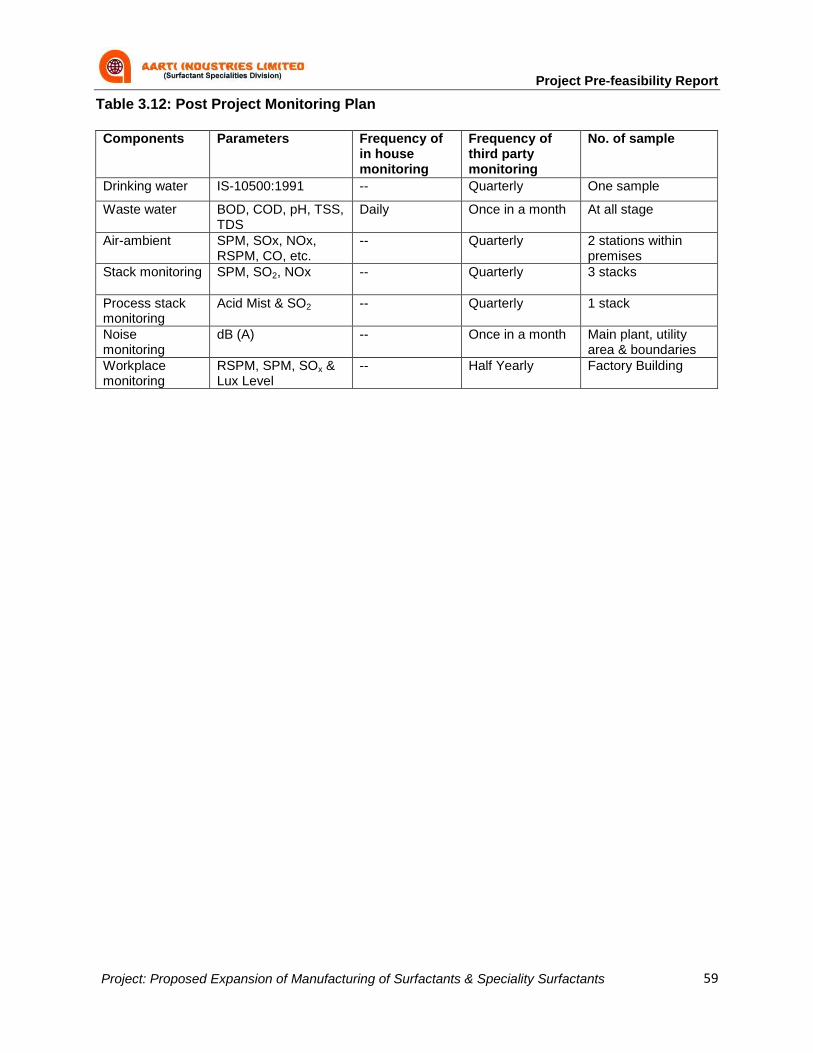
3.7.9 POST PROJECT MONITORING PLAN
As an existing company, the company gets monitored the components like bore well water,
waste water, flue gas and process emissions, ambient air and noise monitoring.
The company is also developing in-house facilities for monitoring certain components. Where it
is not possible to establish such facilities, the same is done by appointing external
recognized/approved agencies. The proposed post-project monitoring plan is given below:
Project Pre-feasibility Report
59
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Table 3.12: Post Project Monitoring Plan
Components Parameters Frequency of in house monitoring
Frequency of third party monitoring
No. of sample
Drinking water IS-10500:1991 -- Quarterly One sample
Waste water BOD, COD, pH, TSS, TDS
Daily Once in a month At all stage
Air-ambient SPM, SOx, NOx, RSPM, CO, etc.
-- Quarterly 2 stations within premises
Stack monitoring SPM, SO2, NOx
-- Quarterly 3 stacks
Process stack monitoring
Acid Mist & SO2 -- Quarterly 1 stack
Noise monitoring
dB (A) -- Once in a month Main plant, utility area & boundaries
Workplace monitoring
RSPM, SPM, SOx & Lux Level
-- Half Yearly Factory Building
Project Pre-feasibility Report
60
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
CHAPTER – 4
SITE ANALYSIS
4.1 CONNECTIVITY
This proposed project is located at survey no.193 in village-Kherdi, Silvassa. The Site is 9.18
km from Dadra and Nagar Haveli .The site is 12.3 km from National highway and 6.3 km from
state highway. The land and infrastructure is already available. And the raw material is easily
available through the easy transport via road connectivity. The nearest Railway station is Sanjan
railway station which is 22.75 km and Daman Coast Guard Airbase is 41.92 km from the project
site.
4.2 LAND FORM, LAND USE & LAND OWNERSHIP
The Region of Dadra and Nagar Haveli is located on the western coast of India between the
parallels of 20 o - 0’ to 20 o - 22’ of North latitude and between the meridian 72o - 50’ and 73 o -
15’ of East longitude of Greenwich.
4.2.1 LAND FORM
The proposed expansion will be carried out in existing premises. No additional land will be
required for proposed expansion project. The land is owned by the company located at
industrial zone of DN & H. land documents is attached as Annexure-4. And Documents in
Support of the Project Site being in Industrial Zone is attached as Annexure-5.
4.2.2 LAND USE PATTERN
The existing land-use as per the State of Environment Report -2005, for all the 70 villages and 2
urban centers namely Silvassa and Amli in the Region. Land use categories are as follows:
a) Built-up area which includes urban and rural areas
b) Industry
c) Mixed uses such as commercial, mixed urban built-up
d) Agriculture
e) Irrigation command area
f) Tourism
g) Forest
h) Roads and Water body

Project Pre-feasibility Report
61
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Forest and agriculture are the predominant land-uses, which are followed by the industrial use
and built-up structures. The share of the forest is the largest amounting to 39.85% of the total
area followed by 32.17% under agriculture use; Irrigation command area together with water
bodies covers 20.63% of the total area of the region. The predominance of rural activities in the
region is reflected by the land-use pattern. Gaunthan and urban built-up constitutes 1.69% of
the region. The area under industries is 3.73% of the gross total area and 6.90% of the net
available area i.e. excluding the reserved forest area and water bodies.
Table 4.1: Land use Distribution of Dadra & Nagar Haveli (DNH)
Major Land-use Classification
Gross Total Area in Sq. Km.
Percent to Gross Total Area
Net Developable Area
Percent to Net Developable
Area
Built-up 8.08 2% 8.08 3%
Industries 17.82 4% 17.82 7%
Agriculture 153.64 32% 153.64 59%
Irr. Command Area 69.48 15% 69.48 27%
Res. Forest 190.35 40% -- --
Roads 9.19 2% 9.19 4%
Water bodies 29.04 6% -- --
Total 477.61 100% 258.22 100% (Source: State of Environment Report, 2005 for DNH)
4.2.3 LAND OWNERSHIP
The proposed project will be sited on the existing plot located notified industrial zone of Dadra &
Nagar Havili.
4.3 TOPOGRAPHY
The topography is undulating and rolling. The territory has a hilly terrain, especially in the
northeast part, which is surrounded by the ranges of Sahyadri Mountains (Western Ghats). The
central and remaining part of the Region is fairly plain. The highest point in the Region is 423
mtrs. above the sea level.

Project Pre-feasibility Report
62
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
4.4 SALIENT FEATURES
Table 4.2: Salient Features of the Project Site
Particulars Details
Co-ordinates 73° 1' 03.1” E, 20° 05' 52.9" N
Village Kherdi
Taluka/ Tehsil Dadra and Nagar Haveli
District Dadra and Nagar Haveli
Nearest Settlement Village - Kherdi
Nearest Reservoir River Damanganga @ 16.8 km
Nearest Highway State Highway @ 6.3 km National Highway 8 @ 12.3 km
Nearest Railway station & Railway line Sanjan Railway station @ 22.75 km Railway line @ 22.3 km
Nearest Airport/ Airbase Daman Coast Guard Airbase @ 41.92 km
State/ National borders Maharashtra border within 1 km
Tourist places Gardens in Khanvel and Dadra
Sites of Historical/ Archaeological importance Structures constructed during Portuguese rule.
Protected Area/ Sanctuaries None within 10km radius
CRZ applicability Not applicable
4.5 EXISTING INFRASTRUCTURE
The existing infrastructure is sufficient to accommodate the proposed expansion project and
also our major purchasers are located in the vicinity of the region. Secondly; there is no Octroi
Duty and power is available at subsidized rates in the region. The territory’s vicinity to well
developed industrial estate in Vapi, Daman & Sarigam also plays an important role in the site
selection.
The major factors involved in the selection of site are:
Availability of well connected roads to the plant site for movement of equipments, raw
material, finished products etc.
Availability of the resources like water, fuel, power etc.
Suitability of land and topographical and geological considerations.
Environmental and ecological impacts.
4.6 SOIL CLASSIFICATION
Shallow Black Cotton Soil: The soils of subdued hillocks and undulated valley plains are either
having no diagnostic horizon or have tendency of alteration to give rise to cambric horizon.
These are subjected to high erosion menace and have lost the top soil fully or partially. These
are medium textured soils with gravels and pebbles and hard rock is met early below the soil
restricted free movement of water and air. Through the soil are permeable enough but low
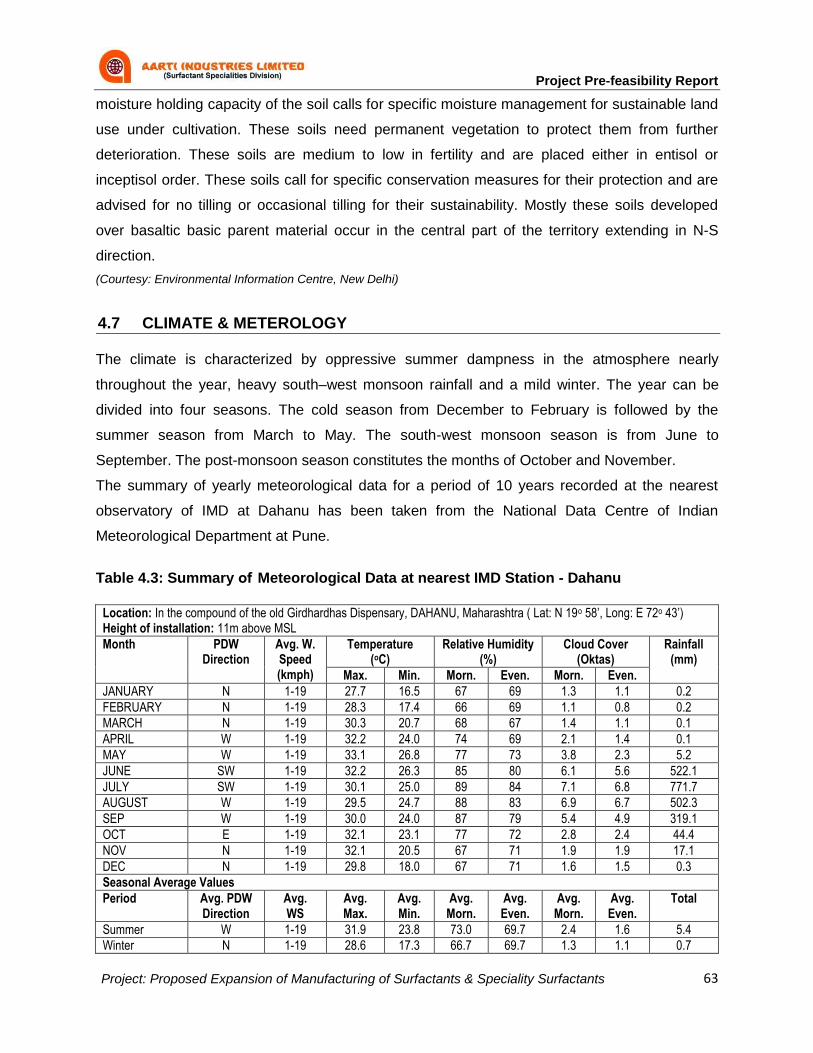
Project Pre-feasibility Report
63
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
moisture holding capacity of the soil calls for specific moisture management for sustainable land
use under cultivation. These soils need permanent vegetation to protect them from further
deterioration. These soils are medium to low in fertility and are placed either in entisol or
inceptisol order. These soils call for specific conservation measures for their protection and are
advised for no tilling or occasional tilling for their sustainability. Mostly these soils developed
over basaltic basic parent material occur in the central part of the territory extending in N-S
direction.
(Courtesy: Environmental Information Centre, New Delhi)
4.7 CLIMATE & METEROLOGY
The climate is characterized by oppressive summer dampness in the atmosphere nearly
throughout the year, heavy south–west monsoon rainfall and a mild winter. The year can be
divided into four seasons. The cold season from December to February is followed by the
summer season from March to May. The south-west monsoon season is from June to
September. The post-monsoon season constitutes the months of October and November.
The summary of yearly meteorological data for a period of 10 years recorded at the nearest
observatory of IMD at Dahanu has been taken from the National Data Centre of Indian
Meteorological Department at Pune.
Table 4.3: Summary of Meteorological Data at nearest IMD Station - Dahanu
Location: In the compound of the old Girdhardhas Dispensary, DAHANU, Maharashtra ( Lat: N 19o 58’, Long: E 72o 43’) Height of installation: 11m above MSL
Month PDW Direction
Avg. W. Speed (kmph)
Temperature (oC)
Relative Humidity (%)
Cloud Cover (Oktas)
Rainfall (mm)
Max. Min. Morn. Even. Morn. Even.
JANUARY N 1-19 27.7 16.5 67 69 1.3 1.1 0.2
FEBRUARY N 1-19 28.3 17.4 66 69 1.1 0.8 0.2
MARCH N 1-19 30.3 20.7 68 67 1.4 1.1 0.1
APRIL W 1-19 32.2 24.0 74 69 2.1 1.4 0.1
MAY W 1-19 33.1 26.8 77 73 3.8 2.3 5.2
JUNE SW 1-19 32.2 26.3 85 80 6.1 5.6 522.1
JULY SW 1-19 30.1 25.0 89 84 7.1 6.8 771.7
AUGUST W 1-19 29.5 24.7 88 83 6.9 6.7 502.3
SEP W 1-19 30.0 24.0 87 79 5.4 4.9 319.1
OCT E 1-19 32.1 23.1 77 72 2.8 2.4 44.4
NOV N 1-19 32.1 20.5 67 71 1.9 1.9 17.1
DEC N 1-19 29.8 18.0 67 71 1.6 1.5 0.3
Seasonal Average Values
Period Avg. PDW Direction
Avg. WS
Avg. Max.
Avg. Min.
Avg. Morn.
Avg. Even.
Avg. Morn.
Avg. Even.
Total
Summer W 1-19 31.9 23.8 73.0 69.7 2.4 1.6 5.4
Winter N 1-19 28.6 17.3 66.7 69.7 1.3 1.1 0.7

Project Pre-feasibility Report
64
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Monsoon SW 1-19 30.45 25.0 87.3 81.5 6.4 6.0 2115.2
Post monsoon W/E 1-19 32.1 21.8 72 71.5 2.35 2.15 61.5
Annual W 1-19 30.8 22.0 74.7 73.1 3.1 2.7 2182.8 (Source: Book “Climatological tables of Observatories in India (1951 - 1980)” published by IMD)
4.7.1 TEMPERATURE
The climate of Dadra and Nagar Haveli is warm and humid during the summer months but less
warm during the monsoon months. The south-west monsoon from June to September brings
copious rain to the territory. The winter months are generally pleasant. May is generally the
hottest month with the mean daily maximum temperature recorded at 33.1 Co and mean daily
minimum temperature recorded at 26.8 Co. January is the coldest month with the mean daily
maximum temperature as 27.7 and mean daily minimum temperature observed as 16.5.
4.7.2 HUMIDITY
Humidity is usually high during the monsoon months, generally exceeding 80%. Humidity
decreases during the post-monsoon months. For rest of the year i.e. the period of December to
April, the relative humidity ranges around 60-70%.
4.7.3 CLOUD COVER
During the South-west monsoon months, the skies are usually heavily clouded or overcast.
Cloud cover decreases during the post monsoon months. In the rest of the year the skies are
mostly clear.
4.7.4 RAINFALL
About 95% of the annual rainfall is received during the southwest monsoon season i.e. from
June to September, July being the month with highest rainfall. The average annual rainfall
observed from the data is 2182.8 mm.
4.7.5 WIND PATTERN
The annual predominant wind direction comes to West, followed by North and South-west.
Winds blows mostly from the West/North-West during summers and Monsoons are usually
South-west. The post-monsoon & winter seasons experience a change in the wind blowing from
North and North-east.
The wind speed is high during summer and monsoon seasons, slightly moderate during winter
and low during post-monsoon phase.
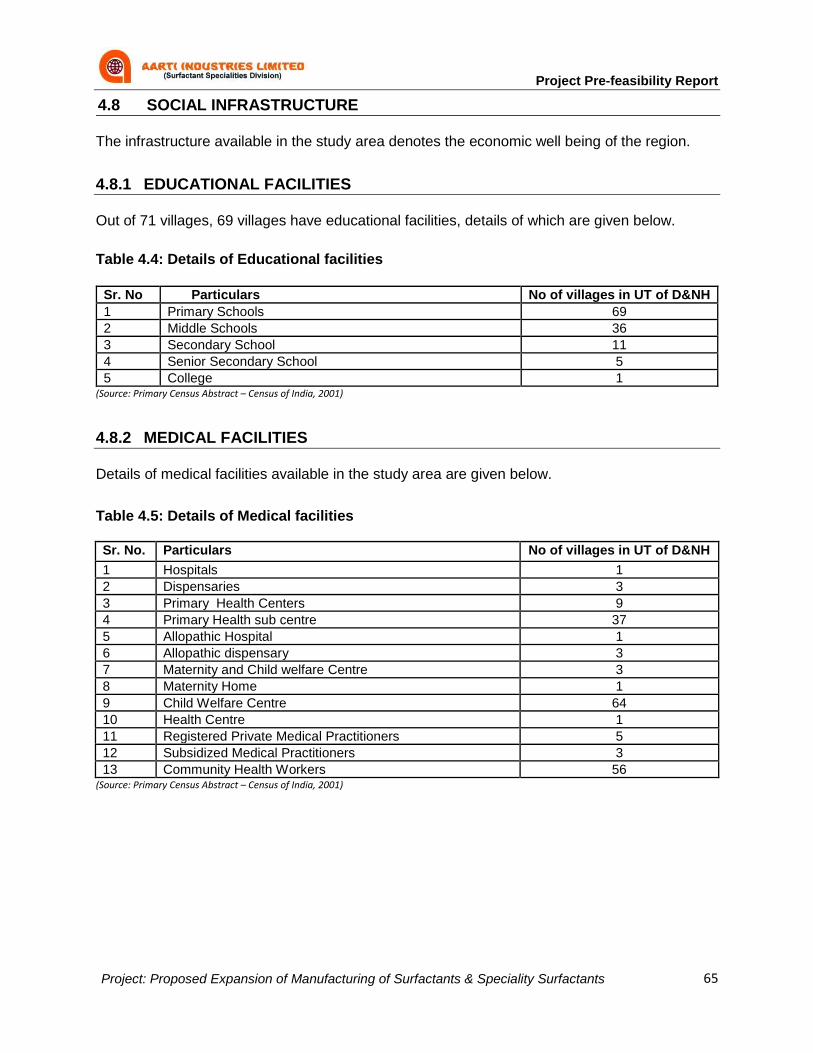
Project Pre-feasibility Report
65
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
4.8 SOCIAL INFRASTRUCTURE
The infrastructure available in the study area denotes the economic well being of the region.
4.8.1 EDUCATIONAL FACILITIES
Out of 71 villages, 69 villages have educational facilities, details of which are given below.
Table 4.4: Details of Educational facilities
Sr. No Particulars No of villages in UT of D&NH
1 Primary Schools 69
2 Middle Schools 36
3 Secondary School 11
4 Senior Secondary School 5
5 College 1 (Source: Primary Census Abstract – Census of India, 2001)
4.8.2 MEDICAL FACILITIES
Details of medical facilities available in the study area are given below.
Table 4.5: Details of Medical facilities Sr. No. Particulars No of villages in UT of D&NH
1 Hospitals 1
2 Dispensaries 3
3 Primary Health Centers 9
4 Primary Health sub centre 37
5 Allopathic Hospital 1
6 Allopathic dispensary 3
7 Maternity and Child welfare Centre 3
8 Maternity Home 1
9 Child Welfare Centre 64
10 Health Centre 1
11 Registered Private Medical Practitioners 5
12 Subsidized Medical Practitioners 3
13 Community Health Workers 56 (Source: Primary Census Abstract – Census of India, 2001)
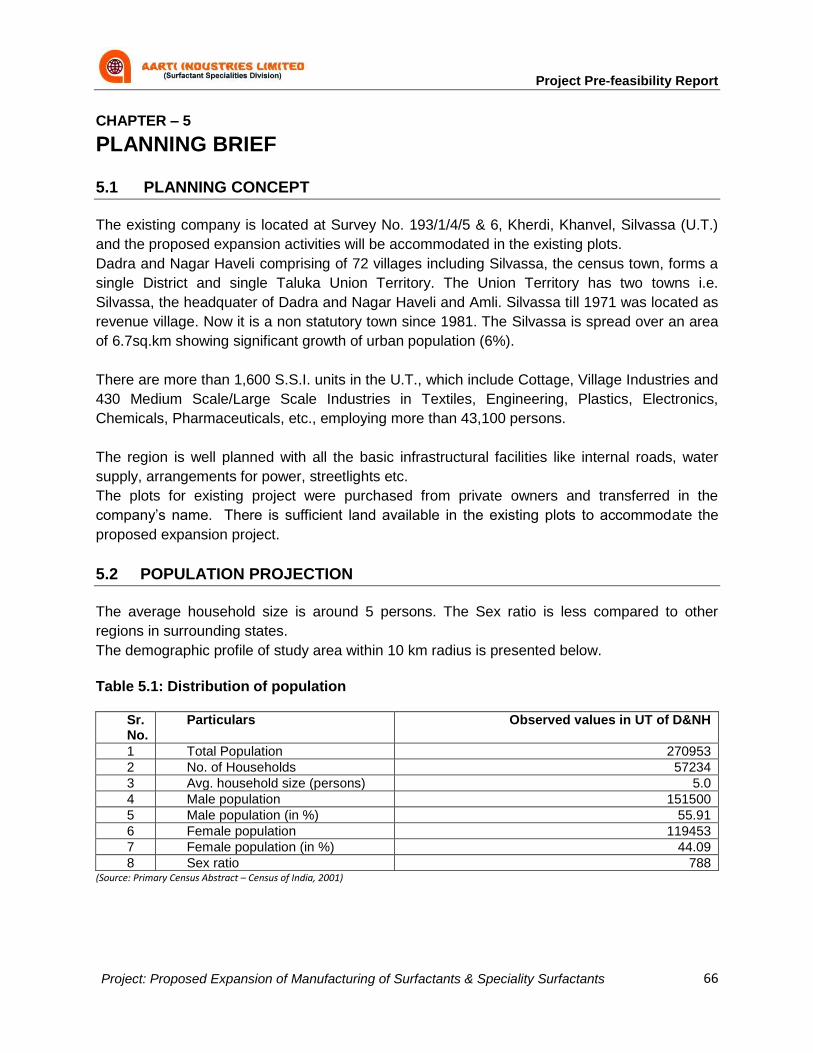
Project Pre-feasibility Report
66
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
CHAPTER – 5
PLANNING BRIEF
5.1 PLANNING CONCEPT
The existing company is located at Survey No. 193/1/4/5 & 6, Kherdi, Khanvel, Silvassa (U.T.)
and the proposed expansion activities will be accommodated in the existing plots.
Dadra and Nagar Haveli comprising of 72 villages including Silvassa, the census town, forms a
single District and single Taluka Union Territory. The Union Territory has two towns i.e.
Silvassa, the headquater of Dadra and Nagar Haveli and Amli. Silvassa till 1971 was located as
revenue village. Now it is a non statutory town since 1981. The Silvassa is spread over an area
of 6.7sq.km showing significant growth of urban population (6%).
There are more than 1,600 S.S.I. units in the U.T., which include Cottage, Village Industries and
430 Medium Scale/Large Scale Industries in Textiles, Engineering, Plastics, Electronics,
Chemicals, Pharmaceuticals, etc., employing more than 43,100 persons.
The region is well planned with all the basic infrastructural facilities like internal roads, water
supply, arrangements for power, streetlights etc.
The plots for existing project were purchased from private owners and transferred in the
company’s name. There is sufficient land available in the existing plots to accommodate the
proposed expansion project.
5.2 POPULATION PROJECTION
The average household size is around 5 persons. The Sex ratio is less compared to other
regions in surrounding states.
The demographic profile of study area within 10 km radius is presented below.
Table 5.1: Distribution of population
Sr. No.
Particulars Observed values in UT of D&NH
1 Total Population 270953
2 No. of Households 57234
3 Avg. household size (persons) 5.0
4 Male population 151500
5 Male population (in %) 55.91
6 Female population 119453
7 Female population (in %) 44.09
8 Sex ratio 788 (Source: Primary Census Abstract – Census of India, 2001)
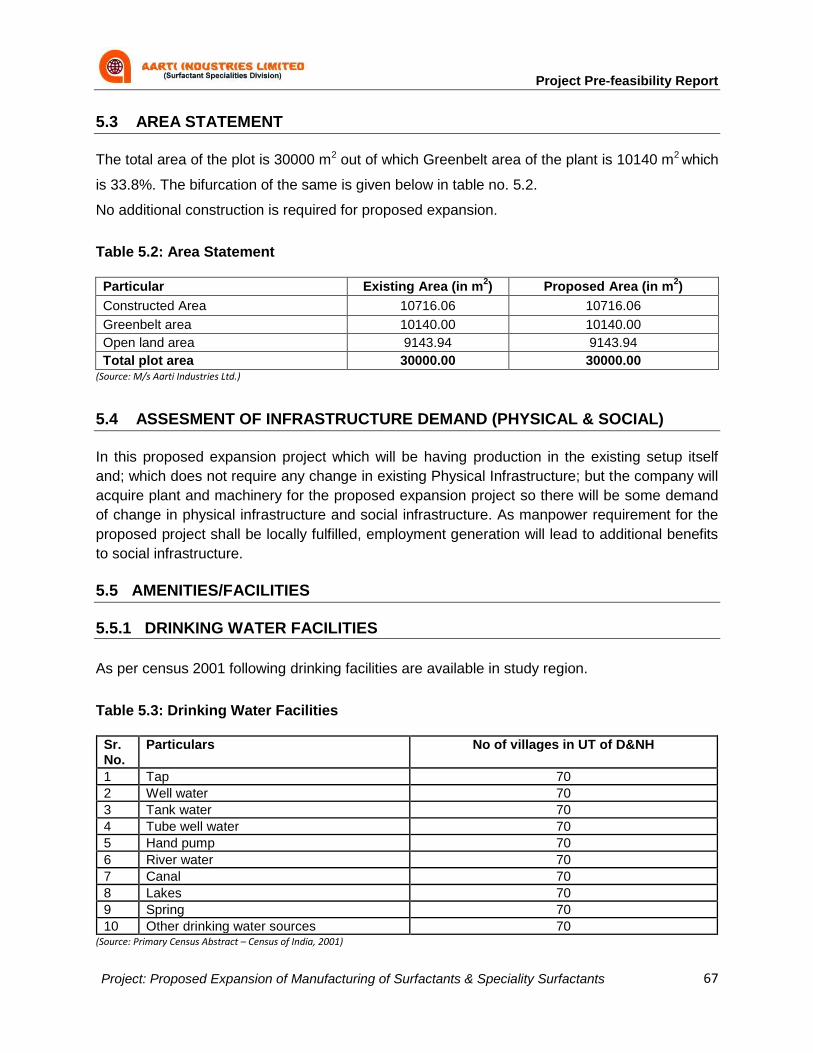
Project Pre-feasibility Report
67
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
5.3 AREA STATEMENT
The total area of the plot is 30000 m2 out of which Greenbelt area of the plant is 10140 m2 which
is 33.8%. The bifurcation of the same is given below in table no. 5.2.
No additional construction is required for proposed expansion.
Table 5.2: Area Statement
Particular Existing Area (in m2) Proposed Area (in m
2)
Constructed Area 10716.06 10716.06
Greenbelt area 10140.00 10140.00
Open land area 9143.94 9143.94
Total plot area 30000.00 30000.00 (Source: M/s Aarti Industries Ltd.)
5.4 ASSESMENT OF INFRASTRUCTURE DEMAND (PHYSICAL & SOCIAL)
In this proposed expansion project which will be having production in the existing setup itself
and; which does not require any change in existing Physical Infrastructure; but the company will
acquire plant and machinery for the proposed expansion project so there will be some demand
of change in physical infrastructure and social infrastructure. As manpower requirement for the
proposed project shall be locally fulfilled, employment generation will lead to additional benefits
to social infrastructure.
5.5 AMENITIES/FACILITIES
5.5.1 DRINKING WATER FACILITIES
As per census 2001 following drinking facilities are available in study region.
Table 5.3: Drinking Water Facilities
Sr. No.
Particulars No of villages in UT of D&NH
1 Tap 70
2 Well water 70
3 Tank water 70
4 Tube well water 70
5 Hand pump 70
6 River water 70
7 Canal 70
8 Lakes 70
9 Spring 70
10 Other drinking water sources 70 (Source: Primary Census Abstract – Census of India, 2001)
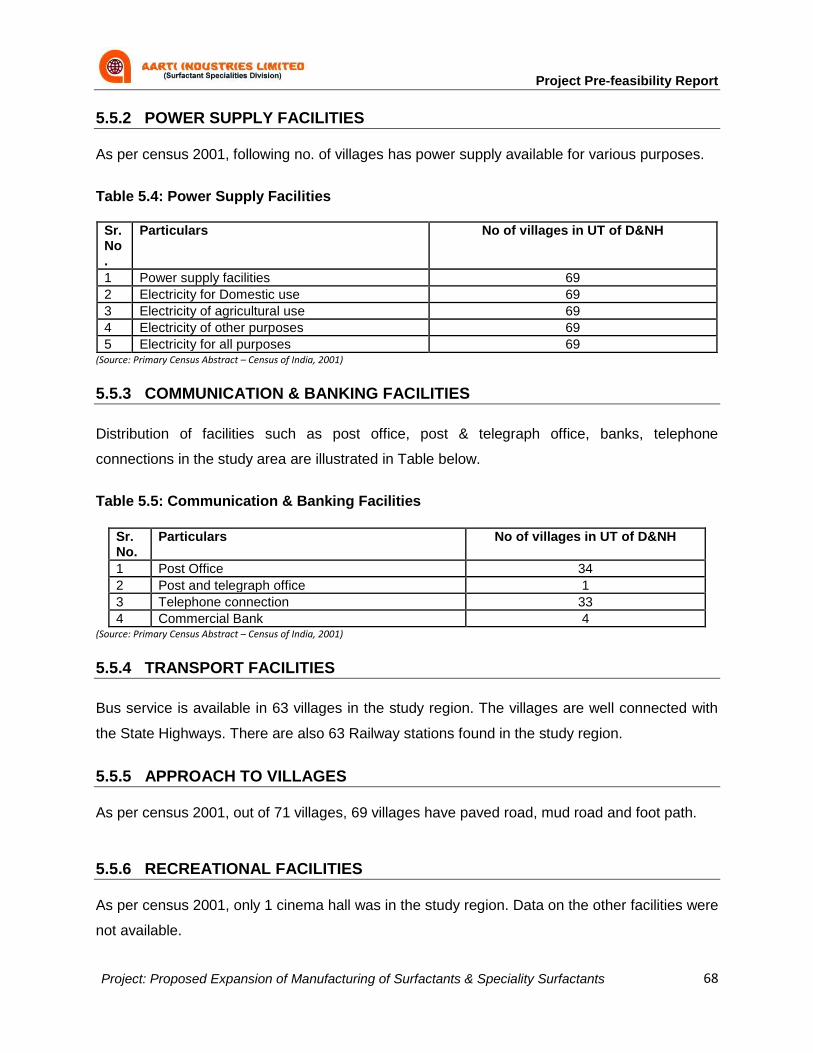
Project Pre-feasibility Report
68
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
5.5.2 POWER SUPPLY FACILITIES
As per census 2001, following no. of villages has power supply available for various purposes.
Table 5.4: Power Supply Facilities
Sr. No.
Particulars No of villages in UT of D&NH
1 Power supply facilities 69
2 Electricity for Domestic use 69
3 Electricity of agricultural use 69
4 Electricity of other purposes 69
5 Electricity for all purposes 69 (Source: Primary Census Abstract – Census of India, 2001)
5.5.3 COMMUNICATION & BANKING FACILITIES
Distribution of facilities such as post office, post & telegraph office, banks, telephone
connections in the study area are illustrated in Table below.
Table 5.5: Communication & Banking Facilities
Sr. No.
Particulars No of villages in UT of D&NH
1 Post Office 34
2 Post and telegraph office 1
3 Telephone connection 33
4 Commercial Bank 4 (Source: Primary Census Abstract – Census of India, 2001)
5.5.4 TRANSPORT FACILITIES
Bus service is available in 63 villages in the study region. The villages are well connected with
the State Highways. There are also 63 Railway stations found in the study region.
5.5.5 APPROACH TO VILLAGES
As per census 2001, out of 71 villages, 69 villages have paved road, mud road and foot path.
5.5.6 RECREATIONAL FACILITIES
As per census 2001, only 1 cinema hall was in the study region. Data on the other facilities were
not available.
Project Pre-feasibility Report
69
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
CHAPTER – 6
PROPOSED INFRASTRUCTURE
6.1 INDUSTRIAL AREA
The total area of the plot is 30000 m2 located notified industrial zone of DN & H out of which
Greenbelt area of the plant is 10140 m2 which is 33.8%.The total production capacity will be
3000 MT/M for a single product or the cumulative product, but will not exceed 3000 MT/M.
6.2 RESIDENTIAL AREA
In the said proposal no Residential area has been proposed for workers and/or for staff.
6.3 GREENBELT
Maximum open land will be allotted for green belt development. If required, experts will also be
consulted for selection of species for the development of the greenbelt. Total greenbelt area will
be 33.8%.
6.4 SOCIAL INFRASTUCURE
Existing infrastructure will be sufficient to accommodate the existing load from the proposed
project which is very low.
6.5 CONNECTIVITY
This proposed project is located at survey no.193 in village-Kherdi, Silvassa. The Site is 9.18
km from Dadra and Nagar Haveli .The site is 12.3 km from National highway and 6.3 km from
state highway. The land and infrastructure is already available. And the raw material is easily
available through the easy transport via road connectivity. The nearest Railway station is Sanjan
railway station which is 22.75 km and Daman Coast Guard Airbase is 41.92 km from the project
site.
6.6 DRINKING WATER MANAGEMENT
Mini Industrial Reverse Osmosis Plant followed by filters are provided for supplying drinking
water.

Project Pre-feasibility Report
70
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
6.7 SEWERAGE SYSTEM
After proposed expansion, @14 KLD, Domestic waste water generated from the project will be
treated in STP. Treated water from STP will be used for gardening purpose.
6.8 INDUSTRIAL WASTE MANAGEMENT
Industrial Effluent will be treated in the Effluent Treatment Plant at the site. Details are explained
in Chapter 03, Section 3.7.
6.9 SOLID WASTE MANAGEMENT
Hazardous wastes generated will be in the form of ETP waste from Effluent Treatment Plant,
salt from MEE, Used oil from gear boxes of the machineries & D.G. Set, discarded drums, Used
Ion exchange resin, spent desiccant and catalyst. Company has provided adequate storage
area for proper storage of wastes. Details of solid waste generation are given in table 3.11.
6.10 POWER REQUIREMENT & SOURCE OF SUPPLY
The power requirement after the proposed expansion will be 2250 KVA which will be sourced
from State Electricity Board Grid. The company has Existing D.G. Sets of 840 KVA (2 Nos)
Existing D.G. sets will be replaced by 2 Nos. of D.G. sets of 1500 kVA and 750 kVA capacities
which will act as standby unit and will be used only in case of power failure.

Project Pre-feasibility Report
71
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
CHAPTER – 7
REHABILITATION & RESETTLEMENT (R &R) PLAN
7.1 POLICY TO BE ADOPTED
The proposed expansion project is to be developed in the non-agricultural land designated for
industrial use. Hence, no displacement of any population is proposed for the project. Therefore,
detailed Social Impact Assessment studies or R&R action study has not been conducted for the
proposed project.

Project Pre-feasibility Report
72
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
CHAPTER – 8
PROJECT SCHEDULE & COST ESTIMATES
8.1 TIME SCHEDULE OF THE PROJECT
At present we are not proposing any construction at the site. It will start only after getting all the
statutory permission from respective authorities.
8.2 ESTIMATED PROJECT COST
The company has made budgetary provision for the recurring expenses for the environmental
issues while planning for the allocation of funds during the annual budgetary planning.
As we are an existing unit, the existing shed will be utilized for the proposed expansion and
hence there will be no construction activity.
Environment Protection has also been considered in planning the cost projection. Green belt
development is also considered.
The estimated project cost will be approximately 1070 Lakhs.
Table 8.1: Total Capital Cost Projection
Sr. No. Purpose Existing Cost (Rs. in Lakhs)
Proposed additional Cost (Rs. in Lakhs)
1. Plant & Machinery, Land & Building 2332 868
2. Electrical Installations 858 19
3. Project Management/Misc. 20 12
4. Green belt development 2 3
5. Storage tanks 40 25
6. Effluent Treatment Plant 16 125
7. Safety Systems/ Misc. 3 18
Total 3280 1070 (Source: M/s Aarti Industries Ltd.)
Table 8.2: Recurring cost provision for EHS (per annum)
Sr. No. Purpose Existing Cost
(Rs. in Lakhs) Proposed additional Cost
(Rs. in Lakhs)
1. ETP (Operation & maintenance) 24 125
2. Greenbelt maintenance 1.5 2.5
3. Environment & Safety Management System
1.5 2.5
4. Expenses for disposal at TSDF site 1 30
Total 28 160 (Source: M/s Aarti Industries Ltd.)
Project Pre-feasibility Report
73
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
CHAPTER – 9
ANALYSIS OF PROPOSAL
9.1 FINANCIAL & SOCIAL BENEFITS
M/s. Aarti Industries Ltd. (Surfactants Specialities Division) located at Survey No. 193,
Khanvel-Udhwa Road, Village- Kherdi, Silvassa (U.T.) is in operation since 2002.
Today we are one of the pioneer and leading companies in the manufacturing of “Surfactants
and Speciality Surfactants”. In a developing nation like our’s, surfactants plays an important
role in providing hygienic conditions by virtue of its cleaning and disinfectant properties.
Surfactants are used in the manufacturing of various household products like shampoos, hand
wash, face wash, liquid detergents, laundry detergents, etc.
For this proposed expansion project, the industry intends to procure the latest available
technology. The company will plan to install full fledged Effluent Treatment Plant, RO, MEE,
ESP, & Scrubber as Air pollution control device.
Total project cost for proposed expansion will be aprox 1070 lakhs. For the proposed project,
the company intends to donate 2% of the capital cost for the social benefit as Corporate Social
Responsibility.
Project Pre-feasibility Report
74
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Annexure

Project Pre-feasibility Report
75
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Annexure-1 Existing CC&A
Project Pre-feasibility Report
76
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants

Project Pre-feasibility Report
77
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
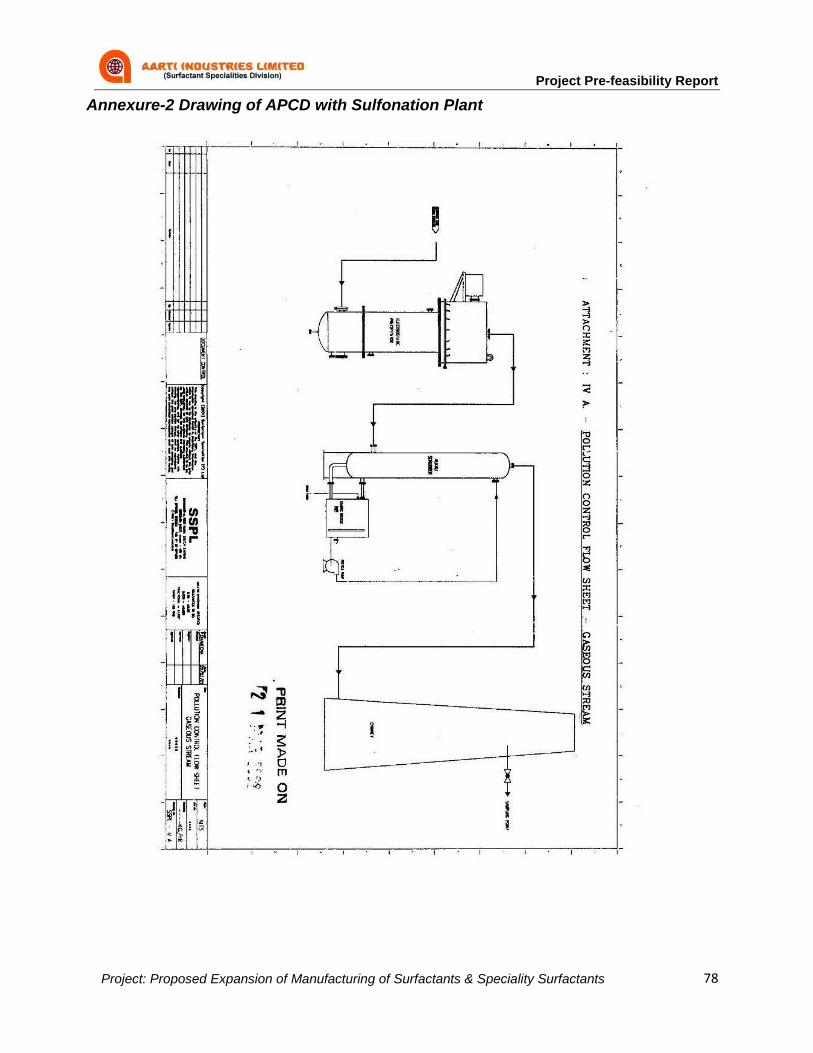
Project Pre-feasibility Report
78
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Annexure-2 Drawing of APCD with Sulfonation Plant

Project Pre-feasibility Report
79
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Annexure-3 drawing of proposed spray dryer
Project Pre-feasibility Report
80
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Annexure-4: 7 and 12 document of existing land

Project Pre-feasibility Report
81
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants

Project Pre-feasibility Report
82
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Project Pre-feasibility Report
83
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Annexure-5: Documents in Support of the project site being in industrial zone
Project Pre-feasibility Report
84
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants
Project Pre-feasibility Report
85
Project: Proposed Expansion of Manufacturing of Surfactants & Speciality Surfactants





























