Embed Size (px)
Citation preview

1
PROJECT REPORT ON INDUSTRIAL TRAINNING IN
FIAT INDIA AUTOMOBILES LIMITED
Submitted By:-
Parwinder Singh
Karamjit Singh Nagra
Mandeep Singh
AJAY KUMAR NIGAM Assistant General Manager Trimming Plant Head Power Train Division, FIAT.
Submitted To:-
B-19, Ranjangaon MIDC Industrial Area, Pune

2
INTRODUCTION:-
FIAT is one of the leading Automobile Industry in the world. The Engines and Transmissions produced by FIAT has been appreciated globally in terms of its quality, performance and efficiency. It is said that every third car in the world has FIAT’s Engine.
The plant capacity is to produce 3.5 lacs power train and 2.5 lacs car per annum. Though the manufacturing system is highly automated with highly skilled manpower, the FTQ (First Time Quality) percentage is 97.89% that means there is a rejection of around 2.11%.
Our project is solely related to Introduction of New Product (EURO-5 ENGINE) and to reduce the Bottleneck time of Trimming Assembly line, to reduce N.V.A (Non Value Added) activities and Insaturation present in line and to increase the overall production. Simultaneously reducing the cost per engine.
The Company has defined some targets in terms of quality and performance, so that every single unit has to pass through various quality checks to assure the quality of the product delivered. So keeping in mind all these targets we tried to reduce as much waste time as we could.

3
• Line balancing• Parato Analysis• TWTP• HERCA• PDCA• OPL• 5W1H
Tools used:-

4
LIST OF ABBREVATIONS:-
N.V.A.A Non Value Added Activity
S.V.A.A Semi Value Added Activity
V.A.A Value Added Activity
BN Time Bottleneck Time
TWTP The Way to Teach People
HERCA Human Error Root Cause Analysis
PDCA Plan Do Check and Act
OPL One Point Lesson
5W1H Who, What, Where, When, Why, How

5
PLANING OF ACTIVITIES:-
Keeping in mind the vastness of the activities it was important to go for procedure which would fetch us the most desired results efficiently and effectively. We tried to considered all the factors by which we can execute are project without errors.
Planning: It involves defining the problem, collecting data, selecting theme, defining targets and analysis.Bottleneck time of Trimming line was very high(0.85). Due to this insaturation and N.V.A activities in line were very high.We thoroughly analyzed the Activity breakdown sheet and noted all the activities performed on every station in line.
Do: Implementing things or changes finalized in planning section. Distribution of some activities on other O.P Stations and elimination of various N.V.A activities was done.
Check: After ‘Do’ operation, running experimentation, feedback is to be taken to analyze and evaluate the thing implemented.
Act: It involves standardization, lesson learned and horizontal development.

6
Project 1
SAFETY Improvement
FIAT AUTO has decided to raise its standards to world class level, as reflected in World Class Manufacturing (WCM) route map. Together with leading European and Japanese experts, we have defined our production system that embraces the entire organization of the factory, involving quality system, maintenance system, cost management and logistic with in evolutionary perspective.FIAT is a World Class Manufacturer where SAFETY and its Awareness is an essential value.

7
Personal Protective Equipments (PPE) required for SAFETY:-
1. Hand Gloves2. Safety Mask3. Hand Sleeve4. Safety Goggle5. Ear plug6. Helmet

8
Example While keeping the pallet for PWT unloading it could dash to the operator, thus guards were provided to restrict the pallet position in order to safeguard the operator.
Fig. No 1
9
PROJECT 2
QUALITY IMPROVEMENT
(Human Error- Root Cause Analysis)

QUALITY GATE DEFECTS FEB -13
SR.NO PDI/CARE DEFECT FEB-13 QTY SOURCE RESPONSIBILITY Root Cause
1 BRACE BRKT MISMATCH 50 DESIGN TML Material
2 IC/IM PIPE FOULING LINEA 25 Material
3 THREAD SPOIL CAST MASTER 12 SQE Material
4 ALT BKT ONE BOLT LOOSE 9 O.P 70 TRIM. MFT Process Weakness
5 T C HOSE LOOSE 3 O.P 210 TRIM. MFT Human Error
6 LAMBDA SENSOR CAP MISSING 3 O.P 210 Human Error
7 VACCUME PIPE M6 ALL BOLT LOOSE 2 O.P 180 TRIM. MFT Human Error
8 PS PULLY BOLT LOOSE 2 O.P 160 TRIM.MFT Material
9 BELT MISSING 2 O.P 190 TRIM. MFT Human Error
10 RECKTING ROD BOLT LOOSE 2 O.P 100 TRIM. MFT Human Error
11 RADIATOR OUTLET 2 O.P 240 TRIM. MFT Human Error
10Table No. 1
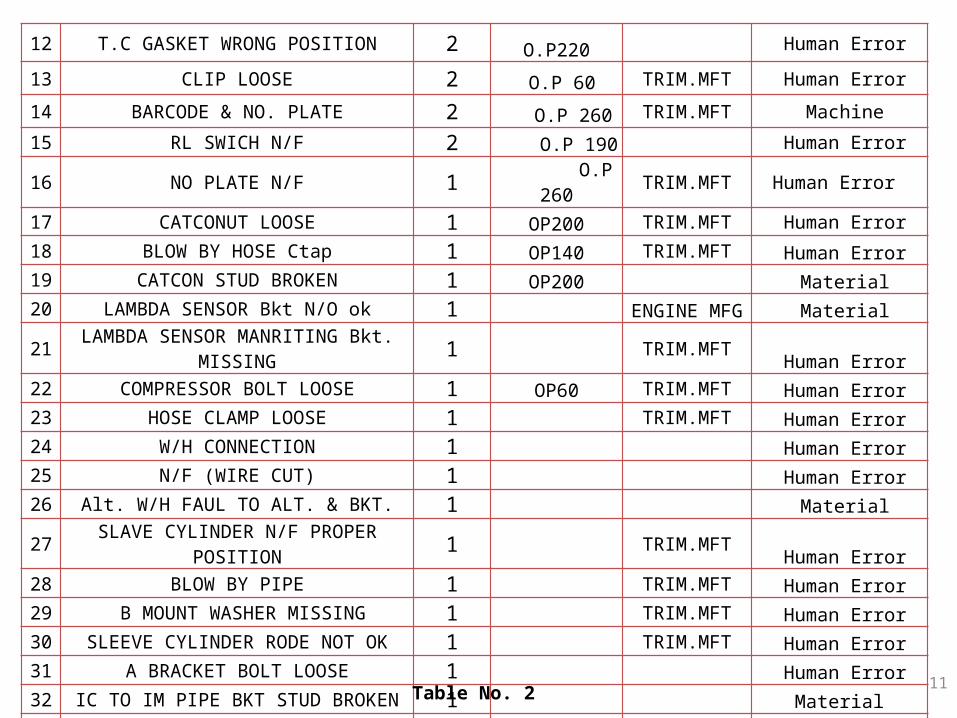
12 T.C GASKET WRONG POSITION 2 O.P220 Human Error
13 CLIP LOOSE 2 O.P 60 TRIM.MFT Human Error
14 BARCODE & NO. PLATE 2 O.P 260 TRIM.MFT Machine
15 RL SWICH N/F 2 O.P 190 Human Error16 NO PLATE N/F 1 O.P 260 TRIM.MFT Human Error 17 CATCONUT LOOSE 1 OP200 TRIM.MFT Human Error18 BLOW BY HOSE Ctap 1 OP140 TRIM.MFT Human Error19 CATCON STUD BROKEN 1 OP200 Material20 LAMBDA SENSOR Bkt N/O ok 1 ENGINE MFG Material21 LAMBDA SENSOR MANRITING Bkt. MISSING 1 TRIM.MFT Human Error22 COMPRESSOR BOLT LOOSE 1 OP60 TRIM.MFT Human Error23 HOSE CLAMP LOOSE 1 TRIM.MFT Human Error24 W/H CONNECTION 1 Human Error25 N/F (WIRE CUT) 1 Human Error26 Alt. W/H FAUL TO ALT. & BKT. 1 Material27 SLAVE CYLINDER N/F PROPER POSITION 1 TRIM.MFT Human Error28 BLOW BY PIPE 1 TRIM.MFT Human Error29 B MOUNT WASHER MISSING 1 TRIM.MFT Human Error30 SLEEVE CYLINDER RODE NOT OK 1 TRIM.MFT Human Error31 A BRACKET BOLT LOOSE 1 Human Error32 IC TO IM PIPE BKT STUD BROKEN 1 Material
137
11Table No. 2

12
TWTP FORM

13
Example 1
In february,2013 there were 9 defects related to Alternator bracket bolt loose. To find its root cause we used the tool TWTP (The Way to Teach People). On using TWTP it was found that the root cause was process weakness.The root cause was eliminated by changing the torquing sequence of the Alternator Bracket and an OPL (One Point Lesson) showing the torquing sequence was displayed at O.P 70 were the above operation is carried out.
(Alternator Bracket bolt loose)
ONE POINT LESSON(OPL) SHEET Changed Torquing Sequence of Alternator Bracket.
Fig. No 5

14
PROJECT 3
(NVAA Reduction in present Trimming Assembly Line, Bottleneck Time Reduction & In saturation Reduction)
PRODUCTIVITY IMPROVEMENT
15
N.V.A.A REDUCTION
CARE & PDI ACTIVITY SHIFTED ON PRODUCTION LINE

16
Before
PWT Unloading
area
CARE & PDI AREA FOR TATA & FIAT PWT
FG AREA
Fig. No 7

17
After
PWT Unloading
area
FG AREA
CARE & PDI STATION ON
LINE
CARE & PDI AREA ELIMINATED Fork lift NVAA
Eliminated
Fig. No 8

18
0.087
0.011
0.3070.258
0.3330.396
0.423
0.246
0.333
0.418
0.533
0.294
0.417 0.4120.364
0.407
0.203
0.546
0.246 0.268
0.460
0.1870.150
0.482
0.246 0.268 0.289
0.213
0.000
0.167
0.079
0.1650.208
0.1960.102
0.115
0.257
0.164
0.132
0.144
0.303
0.139 0.155
0.054
0.070
0.316
0.032
0.2090.126
0.043
0.177
0.332
0.043
0.3620.279
0.1230.332
0.564
0.000
0.402
0.305
0.256
0.3840.291
0.129
0.273
0.264 0.279
0.241
0.1060.209
0.2310.163
0.210
0.272
0.103
0.224
0.804
0.220
0.229
0.156
0.189
0.114
0.238
0.191
0.097
0.200
0.263
0.816 0.810
0.193
0.695
0.818 0.818
0.656
0.395
0.728
0.8500.820
0.627
0.811
0.767 0.7760.792 0.783
0.8060.788
0.730
0.627
0.749
0.622
0.802 0.804
0.675
0.6230.659
0.553
0.595
0.763
0.799
0.6430.612
0.809 0.816 0.810
0.757
0.695
0.818 0.818
0.00
0.25
0.50
0.75
1.00
10.1 10.2 20 40.1 40.2 40A 45 50 60 70 80 90 95 100 110 130 135 140 145 150 160 180 190 195 210 220 230 240 260 270 280 290 PWT-Mvmt
PDI - 1 PDI - 2
Tim
e (m
in)
Operation No.VA SVA Nva Tc Line CT
N.V.A.A Status - Before
Fig. No 6
19
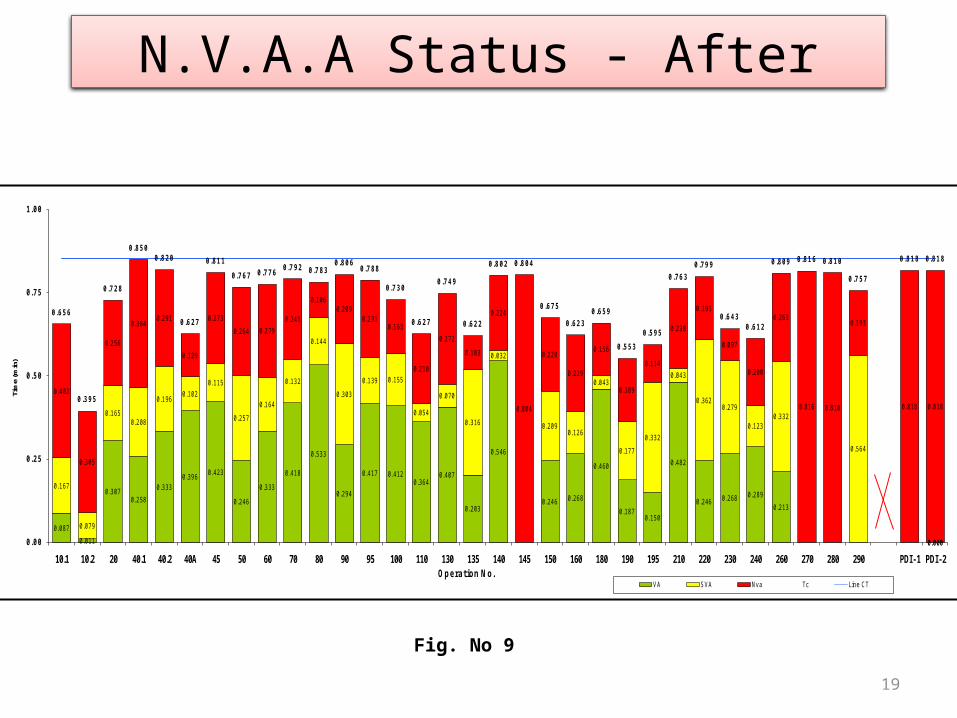
N.V.A.A Status - After
0.087
0.011
0.3070.258
0.3330.396
0.423
0.246
0.333
0.418
0.533
0.294
0.417 0.4120.364
0.407
0.203
0.546
0.246 0.268
0.460
0.1870.150
0.482
0.246 0.268 0.289
0.213
0.000
0.167
0.079
0.1650.208
0.1960.102
0.115
0.257
0.164
0.132
0.144
0.303
0.139 0.155
0.054
0.070
0.316
0.032
0.2090.126
0.043
0.177
0.332
0.043
0.3620.279
0.1230.332
0.564
0.000
0.402
0.305
0.256
0.3840.291
0.129
0.273
0.264 0.279
0.241
0.1060.209
0.2310.163
0.210
0.272
0.103
0.224
0.804
0.220
0.229
0.156
0.189
0.114
0.238
0.191
0.097
0.200
0.263
0.816 0.810
0.193
0.818 0.818
0.656
0.395
0.728
0.8500.820
0.627
0.811
0.767 0.7760.792 0.783
0.8060.788
0.730
0.627
0.749
0.622
0.802 0.804
0.675
0.6230.659
0.553
0.595
0.763
0.799
0.6430.612
0.809 0.816 0.810
0.757
0.818 0.818
0.00
0.25
0.50
0.75
1.00
10.1 10.2 20 40.1 40.2 40A 45 50 60 70 80 90 95 100 110 130 135 140 145 150 160 180 190 195 210 220 230 240 260 270 280 290 PDI - 1 PDI - 2
Tim
e (m
in)
Operation No.VA SVA Nva Tc Line CT
Fig. No 9
20
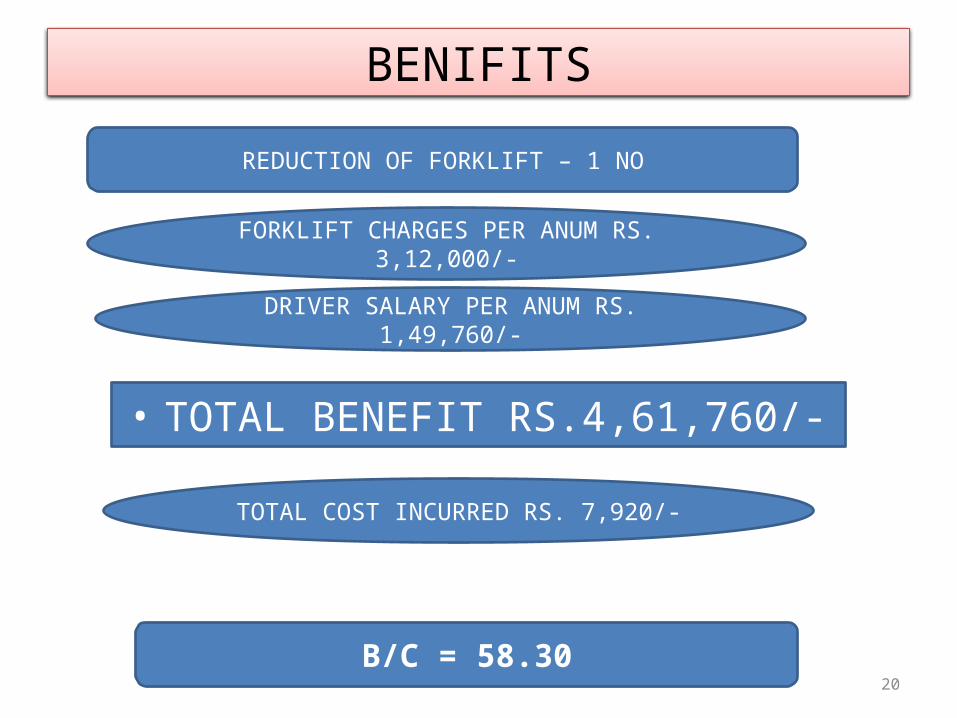
BENIFITS
REDUCTION OF FORKLIFT – 1 NO
FORKLIFT CHARGES PER ANUM RS. 3,12,000/-
DRIVER SALARY PER ANUM RS. 1,49,760/-
• TOTAL BENEFIT RS.4,61,760/-
TOTAL COST INCURRED RS. 7,920/-
B/C = 58.30

21
N.V.A.A REDUCTION BY MERGING PDI-PRODUCTION WITH CARE AND PDI-QUALITY
PDI PRODUCTION and PDI QUALITY, which were earlier done offline are now being done online. After doing a thorough study of the inspection points of CARE, PDI PRODUCTION and PDI QUALITY it was found that PDI PRODUCTION had most of the inspection points common with CARE and PDI QUALITY, therefore a proposal to eliminate PDI PRODUCTION has been made.Eliminating PDI PRODUCTION will reduce Non-Value Added Activity (NVAA) and In saturation present in main line.
22
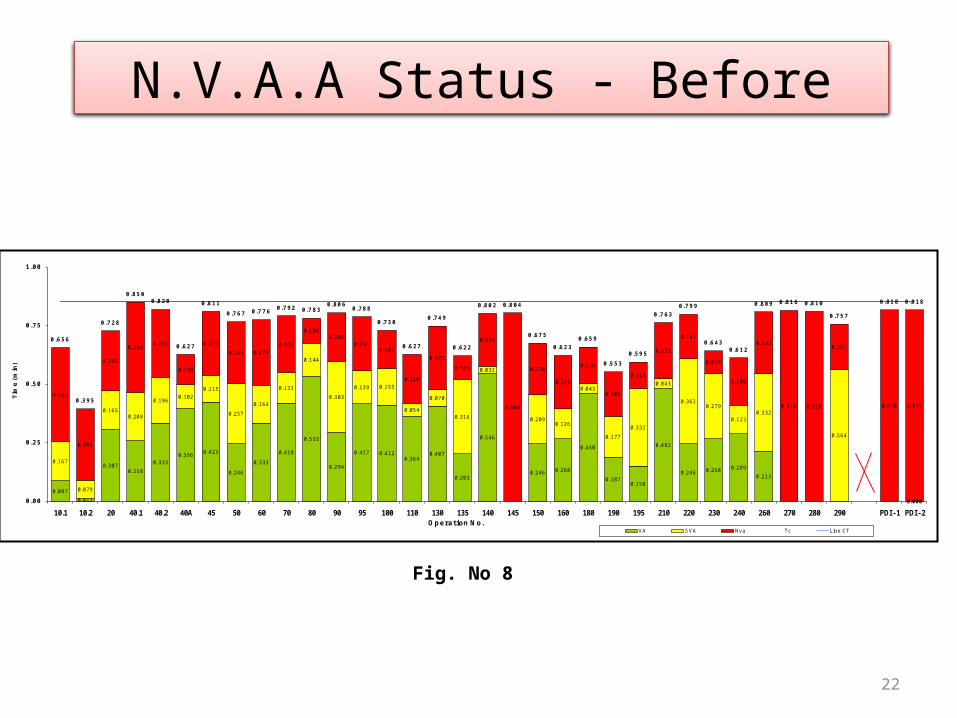
N.V.A.A Status - Before
0.087
0.011
0.3070.258
0.3330.396
0.423
0.246
0.333
0.418
0.533
0.294
0.417 0.4120.364
0.407
0.203
0.546
0.246 0.268
0.460
0.1870.150
0.482
0.246 0.268 0.289
0.213
0.000
0.167
0.079
0.1650.208
0.1960.102
0.115
0.257
0.164
0.132
0.144
0.303
0.139 0.155
0.054
0.070
0.316
0.032
0.2090.126
0.043
0.177
0.332
0.043
0.3620.279
0.1230.332
0.564
0.000
0.402
0.305
0.256
0.3840.291
0.129
0.273
0.264 0.279
0.241
0.1060.209
0.2310.163
0.210
0.272
0.103
0.224
0.804
0.220
0.229
0.156
0.189
0.114
0.238
0.191
0.097
0.200
0.263
0.816 0.810
0.193
0.818 0.818
0.656
0.395
0.728
0.8500.820
0.627
0.811
0.767 0.7760.792 0.783
0.8060.788
0.730
0.627
0.749
0.622
0.802 0.804
0.675
0.6230.659
0.553
0.595
0.763
0.799
0.6430.612
0.809 0.816 0.810
0.757
0.818 0.818
0.00
0.25
0.50
0.75
1.00
10.1 10.2 20 40.1 40.2 40A 45 50 60 70 80 90 95 100 110 130 135 140 145 150 160 180 190 195 210 220 230 240 260 270 280 290 PDI - 1 PDI - 2
Tim
e (
min
)
Operation No.VA SVA Nva Tc Line CT
Fig. No 8

23
N.V.A.A REDUCTION
CARE PDIPROD
PDIQA
Main Line - Trimming Assly(TATA SDE 90HP)
NVAA status
24
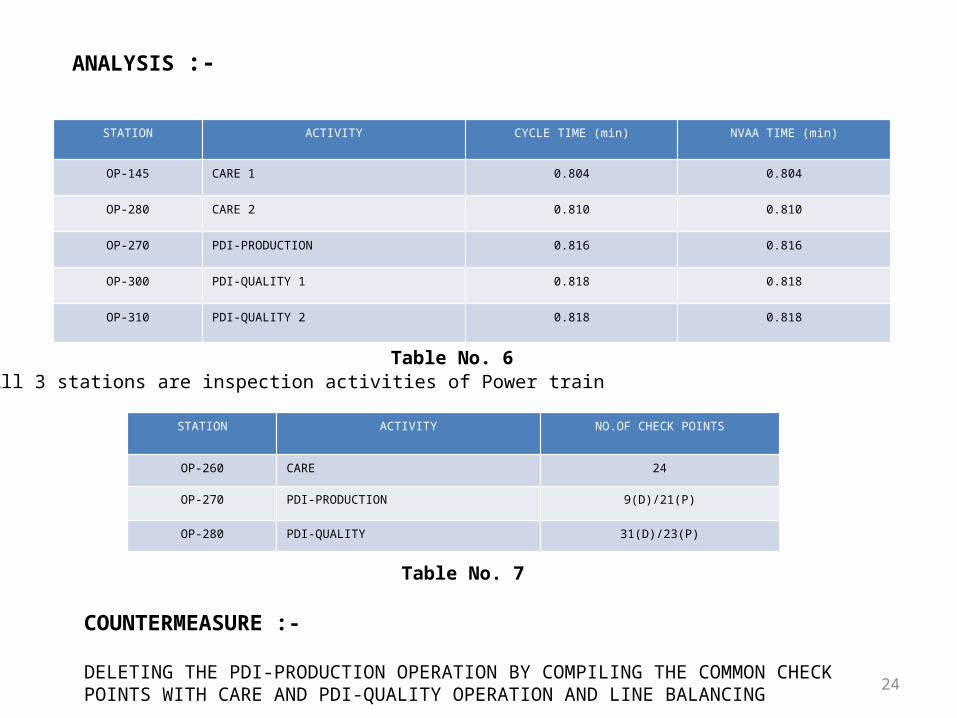
ANALYSIS :-
STATION ACTIVITY CYCLE TIME (min) NVAA TIME (min)
OP-145 CARE 1 0.804 0.804
OP-280 CARE 2 0.810 0.810
OP-270 PDI-PRODUCTION 0.816 0.816
OP-300 PDI-QUALITY 1 0.818 0.818
OP-310 PDI-QUALITY 2 0.818 0.818
All 3 stations are inspection activities of Power train
STATION ACTIVITY NO.OF CHECK POINTS
OP-260 CARE 24
OP-270 PDI-PRODUCTION 9(D)/21(P)
OP-280 PDI-QUALITY 31(D)/23(P)
COUNTERMEASURE :-
DELETING THE PDI-PRODUCTION OPERATION BY COMPILING THE COMMON CHECK POINTS WITH CARE AND PDI-QUALITY OPERATION AND LINE BALANCING
Table No. 6
Table No. 7

25
10.1 10.2 20 40.1 40.2 40A 45 50 60 70 80 90 95 100 110 130 135 140 145 150 160 180 190 195 210 220 230 240 260 270 280 290 PDI - 1
PDI - 2
0.00
0.25
0.50
0.75
1.00
0.087
0.011
0.307
0.258
0.333
0.3960.423
0.246
0.333
0.418
0.533
0.294
0.417 0.412
0.3640.407
0.203
0.546
0.2460.268
0.460
0.1870.150
0.482
0.2460.268
0.289
0.213
0.000
0.167
0.079
0.1650.208
0.1960.102
0.115
0.257
0.164
0.132
0.144
0.303
0.139 0.155
0.054
0.070
0.316
0.032
0.2090.126
0.043
0.177
0.332
0.043
0.3620.279
0.1230.332
0.564
0.000
0.402
0.305
0.256
0.3840.291
0.129
0.273
0.264 0.279
0.241
0.106
0.209
0.231
0.163
0.210
0.272
0.103
0.224
0.804
0.220
0.229
0.156
0.189
0.114
0.238
0.191
0.097
0.200
0.263
0.810
0.193
0.818 0.818
0.656
0.395
0.728
0.8500.820
0.627
0.811
0.767 0.7760.792 0.783
0.8060.788
0.730
0.627
0.749
0.622
0.802 0.804
0.675
0.6230.659
0.553
0.595
0.763
0.799
0.6430.612
0.809 0.810
0.757
0.818 0.818
VA SVA Nva TcOperation No.
Tim
e (
min
)
N.V.A.A Status - After
PDI PRODUCTION (OP 270) eliminated
Fig. No 12

26
NVAA REDUCTION
CARE PDIPROD
PDIQA
×
Main Line - Trimming Assly(TATA SDE 90HP)
NVAA status
Fig. No 13

27
NVAA Before NVAA After9.6
9.8
10
10.2
10.4
10.6
10.8
11
10.9 min
10.084 min
Total N.V.A.A Reduced:-
Reduction is beneficial
Percentage N.V.A.A Reduction= 5.6
Fig. No 11

28
Proposal for Reduction in Bottleneck & In saturation time
op 10.1
op 10.2
op 20
op 40.1
op 40.2
op 40A
op 45
op 50
op 60
op 70
op 80
op 90
op 95
op 100
op 110
op 130
op 135
op 140
op 150
op 160
op 180
op 190
op 195
op 210
op 220
op 230
op 240
op 260
00.10.20.30.40.50.60.70.80.9
Actual line
op 10.1
op 10.2
op 20
op 40.1
op 40.2
op 40A
op 45
op 50
op 60
op 70
op 80
op 90
op 95
op 100
op 110
op 130
op 135
op 140
op 150
op 160
op 180
op 190
op 195
op 210
op 220
op 230
op 240
op 260
00.10.20.30.40.50.60.70.80.9
Prop. line

Operation Stations Observations Action Taken Benefitsop 40.1 N.V.A was very high due to twice the rotation of
pallet.Time taken reduced from 0.850 to 0.747. Earlier this was use to be Bottleneck.
op 40.2 N.V.A was very high due to twice the rotation of pallet.
Pick up M12 nut -1 Nos and M12 bolt -1 Nos , shifted to OP 40A
Station cycle time and insaturation decreased
op 40A Insaturation was very high at this operation 1)Pick up M12 nut -1 Nos and M12 bolt -1 Nos , Loose fitment of Counter weight shifted to OP110. 2) Final tourqing of M12 no 1 shifted here.
Insaturation decreased
op 45 Tourqing of M12 nut- 1 Nos Shifted to OP 40A Bottelneck Time Reduced from .811 To 0.809
op 70 POKE YOKE present so marking of bolts not required
Marking of bolts eliminated 1) BN time Reduced 2) NVA reduced
op 90 ENR present so marking of bolts is not required because POKE YOKE present
Marking of bolts eliminated BT time and NVA reduced
op 110 Insaturation was very high at this operation Loose fitment of counter weight added in this operation
Insaturation decreased
op 140 ENR present so marking of bolts is not required because POKE YOKE present
Marking of bolts eliminated 1) BN time Reduced 2) NVA reduced
op 220 ENR present marking of bolts not required Marking of bolts eliminated Insaturation decreased
op 240 Insaturation present is more Cleaning of the carrier side face and baricentrc bracket face and apply gum can be shifted here.
Insaturation decreased
op 260 Cleaning of the carrier side face and barcentric bracket face and apply gum can be shifted to OP 240
Cleaning of the carrier side face and baricentrc bracket face and apply gum can be shifted to OP 240
Bottleneck time and NVA reduced
Modifications:-
29
30
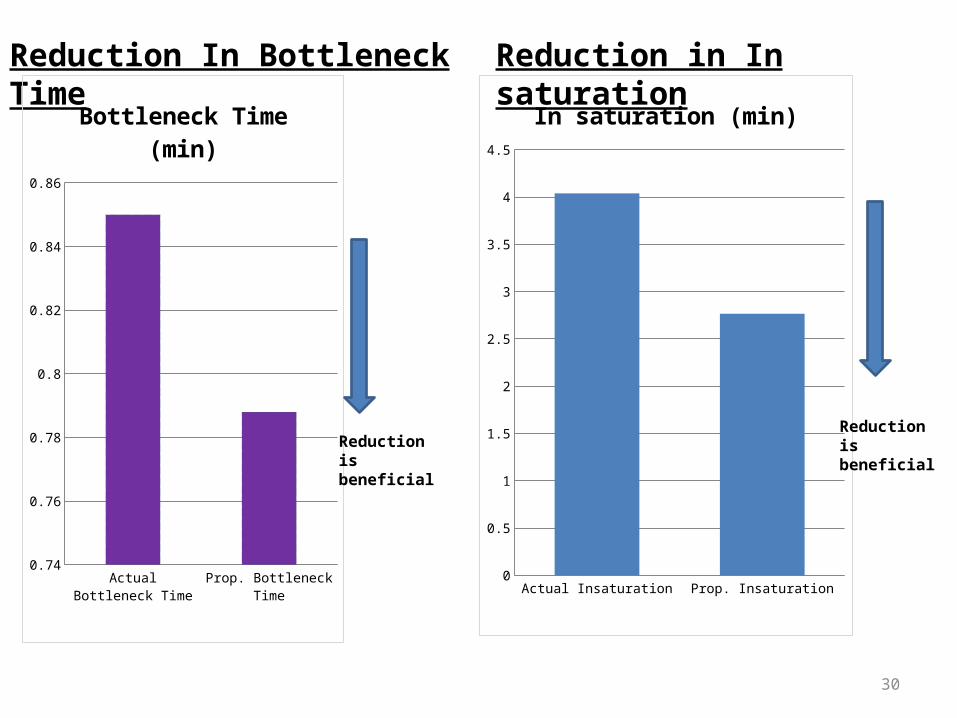
Reduction In Bottleneck Time
Actual Bottleneck Time Prop. Bottleneck Time
Series1 0.850000000000001 0.788
0.75
0.77
0.79
0.81
0.83
0.85
Bottleneck Time (min)
Reduction is beneficial
Reduction in In saturation
Actual Insaturation Prop. Insaturation
Series1 4.038 2.765
0.25
0.75
1.25
1.75
2.25
2.75
3.25
3.75
4.25
In saturation (min)
Reduction is beneficial
31
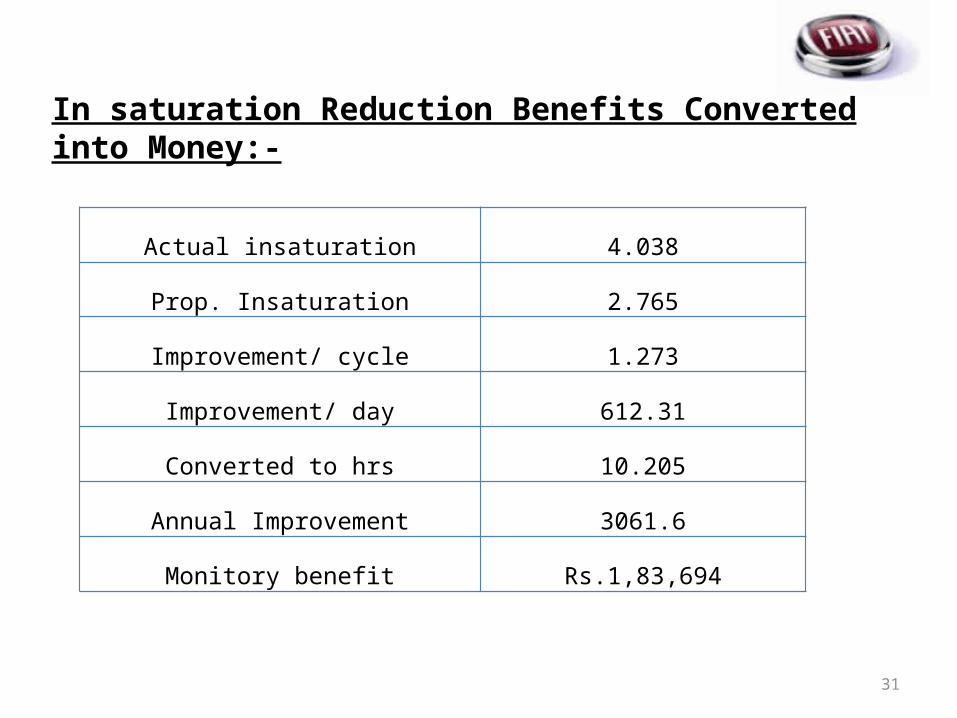
In saturation Reduction Benefits Converted into Money:-
Actual insaturation 4.038
Prop. Insaturation 2.765
Improvement/ cycle 1.273
Improvement/ day 612.31
Converted to hrs 10.205
Annual Improvement 3061.6
Monitory benefit Rs.1,83,694

32
N.V.A.A Reduction
Actual Prop.
Time 6.339 5.969
5.75
5.85
5.95
6.05
6.15
6.25
6.35
N.V.A.A Reduction
Percentage N.V.A.A reduction = 5.8
Reduction is beneficial
N.V.A.A benefit converted into Money:-
Actual NVAA 6.339
Prop. NVAA 5.969
Improvement/ cycle 0.37
Improvement/ day 178
Converted to hrs 2.966
Annual Imrovement 889.9
Monitory benefit Rs.53,391
33
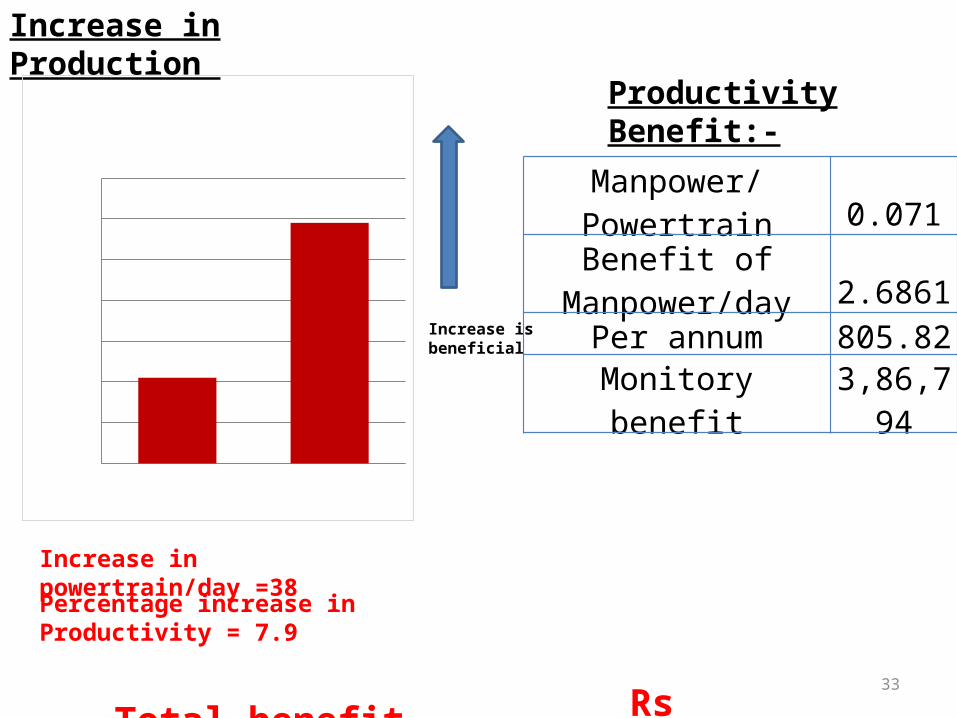
Increase in Production
Actual production Prop. Production
Series1 481 519
465
475
485
495
505
515
525
Increase in Production
NO
. of E
ngin
es /
day
Percentage increase in Productivity = 7.9
Increase is beneficial
Increase in powertrain/day =38
Productivity Benefit:-
Manpower/Powertrain 0.071Benefit of
Manpower/day 2.6861Per annum 805.82
Monitory benefit 3,86,794
Total benefit = Rs 6,23,879.0788

34
NEW PRODUCT INTRODUCTION (EURO-5 95 HP 1.3 SDE)
PROJECT 4
OBJECTIVE:-
Assembly of 1.3 SDE TATA 95HP EURO 5 in existing Production Line (Trimming Assembly Line) with Desired Quality, Safety and Minimum cost.
ACTIVITY PLAN:-• Comparison of Euro-4 and Euro-5 operations.• Prepare the list of tooling, jig, fixtures and equipment required.• Identify the modification of existing processes.• Implement the changes required in existing processes.• Identify the sources for procurement.• Conduct Trial Assembly of EURO-5 Engine on Existing line.• Prepare the list of exclusive operations.• Record the observations.• Reaction plan to deviations / Observations.• Correction of Process . • Trial run.• PPAP• Delivery
35
Comparison of EURO-4 & EURO -5 operations:-
On comparing the History Sheet of EURO-4 AND EURO-5 engine we observed the following additional parts need to assemble EURO 5 Engine :-
• Oil rubber cap• Post Card sensor connector bracket• Bracket for throttle body• Adaptor with O Ring• Lambda sensor clips• Gasket TC outlet to assembly pipe• Reverse indicator W/H connection• Temperature sensor
36
PROCESS MODIFICATION:-Process No-1 :- Assembling and Disassembling of A Mount bracket.
As per TML, first batch of imported 96 engines will come with FIAT Imported Engines Mounting bracket (A Mount) which needs to be replaced at FIAL also an additional bracket for Temp. sensor is to be assembled along with engine mounting bkt (A mount). We cannot perform this activity on Mainline due to its cycle time and non-availability of tool required. So this activity to be performed on Pilot Line itself.
Tools Required:- ENR with 60Nm Torque, Reaction arm to resist Torque.
Problem Description:-Disassembly and Assembly of ‘A’ mount bracket activity will result heavy thrust on the arm of operator.
Proposal:-1. Engine will transfer to Engine assembly to dismantle and assemble of ‘A’ mount bracket
and again transfer to Trim Plant.2. Facility to be provided in Trim–Pilot line for dismantle and assemble of ‘A’ mount
bracket .
Proposal Validation 1:-1. Engine will transfer to Engine assembly to dismantle and assemble of ‘A’ mount bracket and again transfer to Trim Plant.
37
Disadvantage :-• Transport arrangement to be made for engine transfer from Trim Plant to engine
assembly and Vice –Versa• Pallet to be made for storage of engine• Chances of damage of engine while multiple handling• Time consuming activity• Additional man power required for transport activity
Proposal Validation 2:-
2. Facility to be provided in Trim – Pilot line for dismantle and assemble of ‘A’ mount bracket
Available Source:-Nut runner of 60 Nm torque
Feasibility Study:-
1. Dismantling and assembling of ‘A’ mount bracket is possible in pilot line and transferred to main line for further assembly by minimum movement.
2. But no arrangement to resist the reaction force developed by nut runner while performing activity (60 Nm)

38
Idea:-Provision of reaction arm for 60 Nm torque nut runner
Cost of Development of Reaction Arm :-1. Out source2. In-house
Out source:-Development cost of Reaction arm is Rs 348242/-
Quo
tatio
n

39
In-House:-Reaction arm can be made in house with minimum cost than out source
Execution :-Materials for manufacturing the reaction arm are used from scrap
Solution :-
40
Benefit :-
•Scrap material cost – Rs 1000/-•Labor Cost (BC) :- 45/Hr•Salaried Emp Cost (WC) :- 435/Hr•Duration :- 8Hrs•45*8+435*8+1000 =Rs 4840/-
• Development cost of Reaction arm is Rs 348242/-
Outsource In-House
B/C
Project benefit :-
348242 - 4840 = Rs 3,43,402
343402 / 4840 = 71.95

41
Process No-2 :- Clutch kit assembly
Imported engines will come without clutch kit; Clutch kit assembly is carryover from existing Tata BS4 SDE90. This activity can’t be performed on Main Line due to cycle time and unavailability of tools required on the line as earlier this operation is performed in Engine Plant itself. So this activity also to be performed on Pilot Line.
Tools Required:-
• Clutch Plate Pressing Tool• Jig Fixture
Action Taken:-
Station was created by availing the tools required on Pilot Line. For clutch kit, first preference to be given to M/s. Luk & incase not available M/s. Valeo to be used.

PRODUCTS MANUFACTURED AT RANJANGAON PLANT

THANK YOU

