IMPORTANT FEATURES
MILL BUILDER: Skoda Exports, Czech Republic.ODA EXPORTS, CZECH
REPUBLIC COMMISSIONED ON:28th March 1992 28TH MAR`1992 Installed
Capacity:8,50,000tonnes.50,000 Tons/Year TYPE OF MILL :High Speed
Continuous Two High Hot Rolling Mill.IGH SPEED CONTINUOUS TWO HIGH
HOT ROLLING MILL UNIQUE FEATURE: Rolling of Parallel flanged I and
H beams using universal cassettes. ROLLING OF PARALLEL FLANGED H
AND I BEAMS USING UNIVERSAL CASSETTE MAXIMUM MILL SPEED : 9 m/s9999
m9m/sec ROLLING RATE : 222 tonnes/hr2 Tons/H22r
Products of MMSM Merchant products like Squares, Rounds and
Flats which are further processed by customers. Structural products
like Angles, Channels and Beams etc.
PRODUCTSSPECIFICATIONS
Rounds40-80
Squares40-90
Channels100-180
Equal Angles75X75X6-10 & 110X110X6-12
Unequal Angles80X60X6-10 & 100X75X6-12
Flats100X10-20 & 150X10-20
T-bars100X100
H-E Beams96X100 & 114X120
I-BeamsISMB-125,175,180 ,IPE 100-180
GRADES ROLLED MILD STEEL MEDIUM CARBON STEEL HIGH CARBON STEEL
ALLOY STEEL LIKE: a)Spring Steel
b)Manganese Steel c)Chromium Steel d)Copper Steel SALIENT
FEATURES
3 Charging grids of 90t/hr. capacity.
Charging conveyors to transfer the blooms.
Bloom pusher for charging the blooms into the furnace.
SALIENT FEATURES RE- HEATING FURNACESUPPLIED BY M/S STEIN
HEURTEY OF FRANCE 2 x 130 T/hr top and bottom fired walking beam
type re-heating furnaces .
4 moving and 4 fixed skids for transfer of blooms.
Input bloom size: 250mm X 250mm Cross section, 6 -12 meters
length and weighs 2780-5560 kgs (approx).
Furnace effective length: 20 metres
Furnace inside width : 13 metres
Furnace effective area: 240 m2
Chimney height :80 metres
Type of burners: Flat flame and Long flame type
Number of burners: 59
Number of zones: 5 zones (top and bottom fired) 2 top heating +
1 bottom heating 1 top soaking + 1 bottom soaking
Fuel used: Mixed gas (coke oven gas + BF gas + LD gas) of
calorific value 2000kcal/mm3
Evaporative cooling system for skids cooling.
Convective and cross flow type air and gas recuperators for
pre-heating gas and air. Bloom temperature :1100-12000C
Pre-heated air temperature: 4500C
Pre-heated gas temperature:3500C
PLC based automatic furnace control system.
Blooms de-scaling with 18 MPa pressure water.
Charging of blooms is done with pusher and discharging with
extractor.
Walking beam cycle time: 64 seconds
15 % of heat input requirement is met from recovering heat
energy from flue gas by pre-heating combustion air and gas.
De-mineralized and De-aerated water (DMDA water) is used for
skid tubes cooling (ECS system).
Steam generated from skid tubes cooling is sent to plant
network.
FURNACE CROSS -SECTION
MILL PROPER:Supplied by M/S ZDAS of CZECH Republic Considering
the wide range of product mix and very high capacity requirement ,
a fully continuous 20 stand arrangement has been adopted The mill
train is divided into 3 groups Roughing mill train, Intermediate
Finishing mill train.
ROUGHING MILL: 4 Two- high horizontal stands 630mm diameter 2
vertical stands 630mm diameter 2 combinational stands 630mm
diameter which are replaceable by either horizontal stand or by
vertical stands
INTERMEDIATE MILL: 1 Two- high horizontal stands 630mm diameter
3 combinational stands 630mm diameter which are replaceable by
either horizontal stand or by vertical stands 2 horizontal stands
630mm diameter which are replaceable by two 1060mm/710mm universal
stands for rolling beams.
FINISHING MILL: 2 combinational stands 500mm diameter which are
replaceable by either horizontal stand or by vertical stands 4
horizontal stands 500mm diameter which are replaceable by two
900mm/600mm universal stands for rolling beams
H-- HOROZONTAL STANDV VERTICAL STANDC-COMBINATION STAND
U-UNIVERSAL STAND
. MAJOR UNIT PROCESSES INVOLVED
Heating of blooms in re-heating furnace.
Rolling of heated blooms to pre-determined size and shape.
Cooling and straightening of rolled products.
Cutting and packeting.
Stacking and Despatching.
MILL PROPER
MILL STANDS
SPECIAL FEATURES OF MILL PROPER
Quick stand changing facilities to reduce set up time Automatic
engagement of spindles in the working roll Automatic connection of
electrical supply, grease, hydraulic, lube oil and roll cooling
water connection without manual intervention Hydraulic roll
balancing system Motorized drive for roll gap adjustment Roll neck
bearings: Radial --Four row cylindrical roller bearings
Axial----Antifriction taper-roller thrust bearings Telescopic
spindles Possibility to change gear ratio Self aligned roll cooling
water showers Movable rest bars for mounting guides and guards.
ROLL MATERIAL ROUGHING AND INTERMEDIATE MILL ROLLS (Dia 630
rolls)
CAST STEEL
FINISHING MILL ROLLS (Dia 500 rolls) & UNIVERSAL MILL ROLLS
- SPHEROIDISED GRAPHITE CAST IRON
SHEARS
8000 KN Shear: Placed before roughing mill stand and serves to
crop bad-quality bloom front end and for dividing 12 metre long
blooms into halves 2500 KN Shear: Crank type flying shear located
after roughing mill train to crop the front end and scrap the
rolling stock in to pieces in case of failure in the following mill
trains 800 KN Shear: Crank type flying shear located after
intermediate mill train to crop the end portions and scrap the
rolling stock in to pieces in case of failure in the following mill
train or cooling bed equipment 500 KN Shear: Crank type flying
shear located after finishing mill train to crop the end portions
and to cut the rolled bars into cooling bed length.
COOLING BED:120 metre long double side rake type cooling
bed.EQUIPPED WITH: SWITCH WITH CONVEYOR: Serves for guiding of mill
products alternatively on a left side and right side of cooling bed
SUPPLYING CONVEYOR: Serves for mill product transportation in to
two sides of the double sided cooling bed (at 2.5 to 15 m/sec)
SEPARATING BAR: Serves for separating mill products following
quickly one after another BRAKING FLAPS: Serves for placing mill
products from supplying conveyor to cooling grates COOLING GRATES:
Rake type cooling grates having 45 notches and serves to transport
mill products to outlet conveyor after cooling 120 nos of cooling
fans on each side of the cooling bed are installed to cool the
rolled material
ROLLER SRAIGHTNER
PLACED BEHIND EACH SIDE OF THE COOLING BED FOR STRAIGHTENING
ROLLED PRODUCTS Total no of rolls :9 No of top rolls: 4 (Only
axially adjusted) and motor driven No of bottom rolls : 5 (Axially
and vertically adjustable) and friction driven Straightener speed:
2.5 to 12 m/sec
BATCHING OF PRODUCTS
Batching grate arrests the bar after passing through the
straightener Batching of pre-selected number of bars for cutting by
cold circular saws.
FINISHING SHOP
COLD CIRCULAR SAWS: 2 Cold saw lines each consisting of one
stationary and 2 mobile saws for cutting the finished products to
customer lengths Blade diameter 1600 to 1450mm Blade thickness: 8
to 10mm Peripheral speed of saw blade 145 m/sec Max layer width
1400mm Pressure water for saw blade : 8MPa Teeth hardening system :
Flame hardening/Induction hardening .
BUNDLING OF FINISHED PRODUCTS
Bundling is done for ROUNDS.
2X24 metre bundling machines.
Max bundle weight: 10 Tons.
AUTOMATIC TYING AND WELDING of Piles/Bundles:
An unique facility in India
6 tying machines in piling and 4 tying machines in bundling
machines
AUXILLIARY SYSTEMS
Hydraulic and lubrication cellars for all mill plant.
Cellar for water station of De-scaling equipment.
High pressure water station for cold saw blades cooling.
3 Electrical control rooms (ECRs) for electrical equipment
control.
Ventilation systems for ECRSs and Cellars.
Fire protection systems.
13 nos of Electrical Overhead Travel cranes.
Scale flushing systems.
Pipe line distribution systems for water, compressed air,
Nitrogen Oxygen and Steam etc.
AUTOMATION IN THE PLANT
STACKING
Hydraulics
Hydraulicsis a topic inapplied science and engineering dealing
with the mechanical properties of fluids. On a very basic level
Hydraulics is used for the generation, control, and transmission of
fluids in order to produce some mechanical work or in general as a
part of river engineering.
THE BASIC LAWS OF HYDRAULICS
Fluid Mechanics provides the theoretical foundation of
hydraulics and focuses mainly on its engineering applications. The
basic laws of fluid dynamics that govern the working of any
hydraulic system are: Pascal's Law: It states that pressure exerted
anywhere in a confined incompressible fluid is transmitted equally
in all directions throughout the fluid such that the pressure ratio
(initial difference) remains the same. The siphon, Hydraulic jack,
Hydraulic press and braking system for automobiles are some
examples of application of this law.
The relationship between pressure, force and area is given by
P=F/AT
This relationship is very useful for obtaining a mechanical
advantage. As per the Pascals law the pressure in a fluid remains
the same everywhere which implies that the ratio of force and area
must remain constant. This fact can be used to lift greater weights
with lesser forces as shown in the figure.
Rashtriya Ispat Nigam LimitedVizag Steel Plant,Visakhapatnam 530
031India
Basic components of hydraulic systems
THE CLASSIFICATION OF HYDRAULIC SYSTEMS IS NOT VERY CLEAR CUT
EVEN THOUGH FOR THE SAKE OF EASE IN DISCUSSION WE WILL CENTRE OUR
FOCUS ONLY ON THE INSTRUMENTS WHICH ARE MOSTLY USED IN A BASIC
HYDRAULIC SYSTEM.
1.TANK OR RESERVOIR OF HYDRAULIC FLUID2. MOTOR DRIVEN PUMP3.
PRESSURE GAUGE 4. PRESSURE RELIEF VALVE5. DIRECTION CONTROL VALVE
6. CYLINDER AND ACTUATOR7. AN ADDITIONAL REGENERATIVE SYSTEM IS
ALSO OFTEN USED
1.TANK:IT IS THE RESERVOIR WHERE THE WORKING FLUID OF THE SYSTEM
IS STORED WHEN IT IS NOT CIRCULATING IN THE SYSTEM.ITS VOLUME
SHOULD BE PROPERLY CACLULATED AND MAINTAINANCE SHOULD BE PROPERLY
SUPERVISED. THE MAJOR TWO TYPES OF TANKS IN TERMS OF DESIGN ARE :A)
OPEN TANK B) CLOSED TANK
2. PUMPS: Pumps convert mechanical energy into fluid energy.
Turbines exactly the opposite, convert fluid energy to mechanical
form.Classification of pumps based on the method by which
mechanical energy is transferred to the fluid Positive-displacement
pumps Kinetic pumps3. PRESSURE GAUGE : A carefully calibrated
pressure gauge is essential to maintain the pressure in the system
or line within the safe working range . This increases the working
life of equipments and results in lesser break-down allowing more
available time for all the equipments.4. PRESSURE RELIEF VALVE: A
pressure relief valve to maintain the desired pressure in the
working line is to be deployed in conjunction with a pressure
relief valve. The control of this valve is through diferrent modes
e.g. spring loaded pressure relief valve,manually operated pressure
relief valve.5. DIRECTION CONTROL VALVE: The direction of flow of
working fluid of the system and thereby the direction of
application of pressure can be controlled by the direction control
valves.The direction control valve can be operated by various means
e.g. solenoid operated, manually operated,spring-loaded,etc
6.CYLINDER AND ACTUATOR: A cylinder uses pressurized fluid or
air to create a linear foce or motion. The working fluid is pumped
into one side of the cylinder under pressure,causing that side of
the cylinder to expand, and advancing the actuator or piston. The
fluid on the other side of the piston must be allowed to escape
freely.If the incompressible fluid was trapped the cylinder could
not advance. The force the cylinder can exert is proportional to
the cross sectional area of the cylinder.
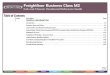
7.REGENERATIVE SYSTEM: Figure shows a regenerative circuit that
is used to speed up the extending speed of a double-acting
hydraulic cylinder. Here the pipelines to both ends of thehydraulic
cylinder are connected to pump, one end (A) through the 2 / 3 way
DCV and the other end (B) directly. The operation of the cylinder
during the retraction stroke is the same as that of a regular
double-acting cylinder. Fluid flows through the DCV zeroposition
from the actuator A side during retraction. In this position, fluid
from the pump directly enters the rod end of the cylinder (direct
connection). Fluid in the blank end drains back to the tank through
the DCV as the cylinder retracts. When the DCV is shifted to 1
position due to manual actuation, the cylinder extends. The speed
of extension is greater than that for a regular double-acting
cylinder because flow from the rod end (QR) regenerates with the
pump flow (QP) to provide a total flow rate (QT), which is greater
than the pump flow rate to the A side of the cylinder. ( Area of
blank end is more than rod end, thereby blank end provide least
resistance )
REGENERATIVE SYSTEM
C= Double-acting cylinderP = PumpE = Electric MotorT = TankF =
FilterR = Relief ValveD =2-position, 3 way , Manually operated
andSpring return DCV
COMMON PROBLEMS WITH REMEDIES
Expanded table:
VALVES:
CYLINDERS:
Boosters:
BOOSTERS CONTINUED:
FLUID MOTORS:
FLUID MOTORS CONTD.:
VANE PUMPS:
VANE PUMPS CONTD.:
VANE PUMPS CONTD.:
VANE PUMPS CONTD.:
VANE PUMPS CONTD.:
VANE PUMPS CONTD.:
VANE PUMPS CONTD.:
RADIAL PISTON PUMPS:
RADIAL PISTON PUMPS CONTD.:
RADIAL PISTON PUMPS CONTD.:
HYDRAULICS SYSTEM:
HYDRAULIC CIRCUIT DESIGN AND ANALYSIS
A Hydraulic circuit is a group of components such as pumps,
actuators, and control valves so arranged that they will perform a
useful task. When analyzing or designing a hydraulic circuit, the
following three important considerations must be takeninto
account:
1. Safety of operation2. Performance of desired function3.
Efficiency of operation
It is very important for the fluid power ( Hydraulics and
Pneumatics) designer to have a working knowledge of components and
how they operate in a circuit. Hydraulic circuits are developed
through the use of graphical symbols for all components. The
symbols have to conform to the ANSI specification.
Plant DetailsThe major plants and facilities at VSP are:
1. Raw Material and Iron Makinga. Blast Furnace 2b. Coke Plant
with 3 Batteriesc. Sinter Plants 2d. Refractory Departmente. Raw
Material Handling Yards and Associated facilities2. Long Producta.
Medium Merchant Millb. Light Merchant Millc. LD shopd. Rebar mille.
Wire and Rod Mill3. Secondary Productsa. Benzene Plantb. Ammonium
Sulphate Plantc. Tar Plantd. Slag Plant4. Shared Servicesa. Power
Plantb. Blowers and Pump Housesc. Industrial Gasesd. Fuel
Managemente. Waste Recycling Plantf. Environment and Occupational
health5. Miscellaneousa. Information Technology Servicesb. Canteen
Servicesc. Safety and Ergonomics d. Security and Fire Brigadee.
Research and Developmentf. Laboratoryg. Hospital
GENERAL DESCRIPTION
Basic steel is a mixture of iron, carbon and other alloying
elements. There are four common grades of steel:A. low carbon
steel,B. mild carbon steel,C. medium carbon steel andD. high carbon
steel (the higher the carbon content, the stronger and harder the
steel).
Low carbon steels used to make car bodies, whereas high carbon
steels are used to make cutting tools and rails.Steel often is
mixed, or "alloyed," with other elements (e.g., chromium, nickel,
manganese, molybdenum, selenium, tungsten, titanium or vanadium) to
give it special properties, such as increased strength, durability
or resistance to heat and corrosion. Steel alloys contain from 5%
to 50% of one or more alloy metals; alloys with less than 50% iron
content are considered ferro-alloys rather than steel. The most
common steel alloy is stainless steel (a combination of basic
steel, chromium and nickel), a corrosion-resistant metal that has a
variety of applications.
Integrated steel mills are typically vast complexes with three
major sections:A. blast furnaces that transform iron ore, coke (a
purified form of coal) and limestone into iron;B. steel-making
furnaces that refine iron into semi finished steel; andC. finishing
mills that turn semi finished steel into basic steel products
(e.g., bars, pipes, sheets, rods or wire).
Integrated steel mills operate their own power generation
facilities, water treatment plants, fire brigades and medical
services. Integrated steel companies operate private iron and coal
mines to supply their mills. Integrated steel mills are huge
complexes that consume enormous amounts of water, coal, iron ore
and limestone.
Materials and Equipment
The following are the major materials required for Steel Mills
Iron ore, limestone, coal, alloy additives, scrap metal Fuel oil,
Natural gas, water, oxygen. Coke ovens and coke oven gas, blast
furnaces, basic oxygen furnaces, reheating furnaces, conditioning
furnaces. Continuous strand casting machines, rolling mills (hot),
blooming mills. Gear sets. Fans, blowers. Ladles, kettles, bins,
tongs, molds. Conveyors, forklifts, cranes, railcars, rail lines
Electric power generation facilities
Most of these materials are delivered to the site by rail or
ship; iron ore, coal and limestone. Steel mills store up to six
weeks' supply of certain raw materials (e.g., coal, limestone) in
the premises.
Process Description
The steel-making process at VSP entails the following
processes:
1. Sizing of Iron Ore, Coke, Dolamite, Limestone, etc
The raw materials are stored in material yards. The raw material
is picked up using conveyer belts and sent for crushing. Using 2
levels of crushers (primary and secondary) the ore is crushed to
the required grain using filters. Similarly, coal, limestone and
Dolomite is also crushed to the required grade. Using a magnetic
separator ferrous impurities are separated out.
2. Refining coal into coke
The first step in steel making is the transformation of coal
into a purer form known as coke. Coke provides heat, provides
permeability, supports burden materials and also acts as a reducing
agent. Coke is a hard, dark grey material that burns longer, hotter
and cleaner than coal and is the fuel used to smelt iron ore into
iron.
Major units of Coke Ovens are
a. Coal Preparation Plant
Coal from storage yard is sent to foreign objects separation
section where in Ferromagnetic articles and coal lumps of above 150
mm size are removed. Coal is transported by conveyors to 16 Nos. of
storage bins (capacity 800 tons each). Coals from various sources
are stored in separate storage bins and are mixed in definite
proportions with the help of propositioning devices located at the
bottom of each storage bin (also called silo). The coal-blend is
crushed to -3mm size using impact crushers. Thus coal, crushed
&blended, is conveyed to two coal towers, each of 4000 t
capacities.
b. Coke Oven Batteries
A coke oven battery is a monolithic structure of refractory
brickwork, primarily of high quality Silica and Fireclay bricks of
different shapes and sizes. There are 3 coke oven batteries, each
of 67 ovens and 7m height. Each oven has an effective volume of
41.6 M3. Coking coals after crushing and blending is subjected to
destructive distillation (heating in absence of air) in the ovens.
Heating is done for a pre-determined coking period (about 16-18
hrs.) up to the required temperature (1050 +/- 50 OC. Adjacent to
each oven there are two heating chambers. The coal charged into the
oven is heated indirectly by burning fuel gases, in the heating
chamber. Conduction/Convection thus transmits heat to the coal mass
through the refractory brick walls. Beneath the ovensand heating
chambers, regenerators are located. The hot combustion gases from
the heating chambers pass through these separators, which are
filled with refractory brickwork, before they are sent out through
chimney. By this, heat energy in recoveredfrom the waste gases and
the same in used in heating the ovens.After continuous heating of
coal for 16-18 hours coke is formed. The coke mass at a temperature
of 1050 +/- 50 OC is pushed out of the coke oven by means of a
pusher car and sent to Coke Dry Cooling Plant.
c. Coke Dry cooling Plant
Each battery is provided with one dry cooling installation
comprising 4 cooling chambers. Each cooling chamber can cool 50-52
coke/hr. The red-hot coke from a battery is transported to the top
of the cooling chamber in a bucket and charged into it.The
residence time of coke in the chamber is 2 to 2.1 Hrs. Circulating
gases are forced by mill fan into the distribution channels in the
lower part of the cooling chamber. The gases flow upward and coke
moves downward in the cooling chamber. The heated gases coming out
from the cooling chambers at about 750 800OC go to primary dust
catchers, waste heat boilers and secondary dust catchers. The
temperature of cooled coke is in therange of 180 200 OC.
d. Coke Chemicals Recovery
The chemicals that need to be removed from coke oven gas are
benzene, ammonia and benzol hydrocarbon. Tar is removed first by
cooling of the coke oven gas by spraying liquor over coke gas.
Nearly 60% of the tar gets condensed and is separated out.
Theremaining gas flows to Primary Gas Coolers (PGC), where it is
subjected to cooling water and the gas is cooled to 25C and nearly
all the tar gets removed. The gas is then passed through saturators
where 5% sulphuric Acid solution is maintained. Then the gas
bubbles through it, ammonia reacts to form ammonium sulphateand is
separated out and dried. The gas is then passed through final gas
coolers that removed naphthalene and then passed into benzol
scrubbers that remove benzol from the gas which is distilled to
remove benzene, toluene, Sol-110 and CB-II. Passing hydrogen gas of
required purity does this. Hydrogen is extracted from coal gas by
using a molecular sieve.
e. Coke Sorting Plant
Coke is crushed and sorted to make it of size 25-70mm which is
used in the blast furnace.
3. Sintering Plant
Sintering is the process of agglomeration of fine ore particles
into porous mass due to incipient fusion caused by the combustion
of fuel present within the mass. The Sinter plant manufactures
sinter as per blast furnace requirement and recycles the
metallurgicalwaste that is generated in the process. The usage of
sinter in the furnace improves the productivity, reduces the coke
requirements and allows fine control over the slag chemistry. Since
the fine iron ore particles cannot be directly charged in the
furnace by making sinter, natural resources are saved. Raw
materials for the sintering process are Iron ore fines, Limestone,
Dolomite, Coke breeze, Quartzite/River sand, Lime Fines,
Metallurgical waste and Manganese Ore fines. There are 2
sinter-making machines each of 312m2 grate area. The pallet is
filled with sinter mix and ignited. 2 suction fans blow in the air
at 1500m3/min, which flows down from the hot top layer to the
colder bottom layers. The sinter is then crushed, cooled and sent
to the BF.
Raw Material composition is as below (kg per tonne of
sinter)
Iron Ore Fines 848 Dolomite 109 Limestone 97 Coke Breeze - 56
Sand - 9 Lime - 7 LD Slag - 4 Met. Waste - 63
4. Blast Furnace
The raw materials for iron making (iron ore, limestone and coke)
are stockpiled in outdoor storage yards. The charge travels along a
conveyor belt, up a ramp, and finally is dumped into a blast
furnace to smelt the charge into molten iron and slag. The 2
blastfurnaces are called Krishna and Godavari with a rated capacity
of 3.4 MT annually. Before the charge is dumped into the blast
furnace, a series of tank-shaped stoves next to the furnace are
heated. In these stoves, air is heated to 2,000 degrees Fahrenheit
andblasted into the furnace at approximately 400 miles an hour.
Normally, the stoves are used on a staggered basis; while some are
"on blast" (forcing hot air into the blast furnace), others will be
"on gas" (heating air); this maintains a continuous rate of
production.When the charge is dumped into the blast furnace, it is
suspended in midair by continuous blasts of hot air rushing up from
the bottom of the furnace. Continuous exposure to the extremely hot
air causes the charge to melt and slowly drop to the bottom of the
blast furnace. Approximately halfway down the furnace, the
limestone in the charge reacts with the impurities present in the
coke and iron ore, drawing them out to form a lava-like material
called slag; as slag forms, pure iron is left behind. Eventually,
the molten charge (which has been separated into slag and pure iron
at this point) collects in a brick-lined reservoir at the bottom of
the furnace, called the hearth. Because slag is lighter than iron,
the slag lies above the iron in the hearth. The hot reduction
gasses of combustion ascends through the furnace through the charge
falling from top and imparts its heat to the charge. This gas
contains high amount of carbon monoxide and is reused. When enough
iron has accumulated, the hearth is tapped. First, a hole is
drilled through aclay-filled taphole in the hearth above the iron
to let the slag pour out. The slag is collected in a slag ladle.
Once the slag has been tapped, a lower taphole is opened to allow
the molten iron to flow into ladles. While most iron made at a
steel plant is used to make steel, some part is cooled into crude
ingots known as "pig iron" and sold directly to foundries.
The main features of the furnace are-
Circular cast house with cranes Four tapholes Cast house slag
granulation Useful volume of 3200m3 with 12m diameter hearth PLC
controlled PW charging system Gas expansion turbine station for gas
recovery O2 enrichment
There are 4 double strand pig casting machines with capacity of
1700 tonnes per day each. There are 30 open ladles of capacity 140
tonnes and 7 TLCs of 300 tonnes capacity.
5. Steel Melting Shop (SMS)
There are 4 BOF at VSP. In the first step of the basic oxygen
process, the BOF is tilted toward a charging platform where scrap
steel is charged into the furnace. Then, a ladle of molten iron is
moved by crane and poured into the BOF; the molten iron will make
between 60% and 80% of the total charge. Fully charged, the BOF is
returned to an upright position, and a long, water-cooled pipe
called an "oxygen lance" is lowered into the furnace near the
surface of the molten charge. Once in place, the oxygen lance blows
pure oxygen into the furnace at extreme pressure and speed (in
excess of the speed of sound). The molten charge, saturated with
oxygen, begins to burn at a very high temperature. A measured
amount of lime is then released into the furnace; the lime reacts
with the charge's impurities and forms a slag, which rises to the
top of the molten charge and is discarded. After the oxygen "blow"
has ended (usually after 20 minutes), the BOFis tilted toward the
"teeming platform" where the refined molten charge rushes through a
taphole into a rail-mounted ladle. Carbon and other alloying agents
(e.g., tungsten, titanium, molybdenum) are added to the charge to
create molten steel. The steel moves through the curved casting
machine to a horizontal position, it solidifies throughout, and
roller machines flatten the steel to a predetermined thickness.
Finally, at regular intervals, mechanical shears cut the continuous
strand of steel into "blooms, LD gases, emitted from the mouth of
the converter are collected and cleaned. Each converter is provided
with a separate gas cleaning system. The gas is extracted at the
converter mouth through an adjustable skirt, movable cooling hood
and a fixed cooling hood where the gas is cooled down to
temperature of about 1100 deg. C and then led to a two-stage
venturi scrubber where the gas is cleaned and further cooled to
about 70 degC with dust content below100 mg/m3 . With electrostatic
precipitators, the gas can be cleaned to a dust content of



![[INSERT PROJECT NAME]€¦ · Project name Project Number [Where applicable] Project Manager Project Controller Project location [Insert brief details of project location, including](https://img.pdfslide.us/doc/110x75/603496f741d854077e52cec0/insert-project-name-project-name-project-number-where-applicable-project-manager.jpg)