Embed Size (px)
Citation preview
HW-79174
UC-70, Waste Disposal and Process ing
(TID-4500, 24th E d . )
PROGRESS IN TREATMENT
OF A RADIOACTIVE CONDENSATE WASTE
BY
J. M . Skarpelos
P r o c e s s Demonstration and Analysis Chemical Effluents Technology
Hanf o r d Lab o r at o r ie s
This document is October 1963 P&IBLICLY RELEASABLE
DEC 2 3 '63 Authorizing Official FIRST UNRESTRICTED ( - I ( - 0 7 DISTRIBUTION MADE
Date:
HANFORD ATOMIC PRODUCTS OPERATION RICHLAND, WASHINGTON
Work performed under Contract No. AT(45-1)-1350 between the Atomic Energy Commission and General Electr ic Company
Printed by/for the U. S . Atomic Energy Commission
Printed in USA. Price $2.00 Available f rom the Office of Technical Services Department of Commerce Washington 2 5 , D . C .

DISCLAIMER
This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency Thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.
DISCLAIMER Portions of this document may be illegible in electronic image products. Images are produced from the best available original document.
- 2 - HW -7 9 174
TABLE O F CONTENTS
INTRODUCTION *
Page
3
c 1
i
.
SUMMARY. 4
DISCUSSION 4
Purpose of Study 4
Waste Pre t rea tment 7
Cesium Removal 8
Strontium, Cerium, and Zirconium Removal 9
Ruthenium Removal 9
Integrated Treatment P r o c e s s a 10
Trea tment Costs 0 1 2
Future Work 0 13
Radioisotope F o r m s Present in Waste a 8
DESCRIPTION OF PUREX TANK FARM CONDENSATE WASTE 0 14 Source of Waste 0 14
Radioisotopes P resen t in Purex Tank Fa rm Condensate. , 1 6
Nonradioactive Substances Present in Purex Tank Farm Condensate ” 1 7
EXPERIMENTAL PROGRAM a ~ 18
Description of Experimental Equipment . 18
Waste Pre t rea tment Experiments a 1 9
Radioisotope Adsorption Without Steam Stripping . a 2 1 Radioisotope Adsorption Following Steam Stripping . 24
Thin Bed Adsorption Studies . o
REFERENCES 0 - 31
APPENDIX A -- Adsorbents Used In Micro Pilot Plant T e s t s . D 32
APPENDIX B -- Summary of Micro Pilot Plant T e s t s e 35 APPENDIX C -- Clinoptilolite Beneficiation . 6 1
APPENDIX D -- Crushing Character is t ics of Clinoptilolite 65
APPENDIX E - - P r o c e s s Economics a0
a 30
-3- HW-79174
PROGRESS IN TREATMENT
OF A RADIOACTIVE CONDENSATE WASTE
INTRODUCTION
This report describes the experimental evaluation of a radioactive
condensate waste decontamination process on a smal l engineering scale .
The management of wastes in nuclear fuels reprocessing plants requires consideration be given to six waste s t r eams . These a r e the high-
level wastes, the process condensates, the s team condensates, the cooling
water, the cell drainage, and the laboratory wastes. Since the cell drain- age and laboratory wastes a r e low volume but highly contaminated s t r eams ,
they w i l l probably be combined with the high level wastes. The resulting
dilution of the high-level waste w i l l be overcome by evaporation, and the
volumes of the process condensate and s team condensate s t r eams will be
increased accordingly.
be segregated, discharged to holding basins for monitoring, and then either
discharged to the environment o r combined with the process condensate if
excessive radiocontaminants a r e present; the most likely one to be contami-
nated is the s team condensate which is s imi la r in composition to the process
condensate. Thus, only the high-level wastes and process condensate waste
w i l l require routine treatment.
The cooling water and s team condensate wastes will
P rocess condensate is an intermediate-level waste both in volume
and radionuclide content.
decontamination factor requirements of 100 a r e ordinary and 1000 a r e not
unusual. achieved on a volume of waste which is grea te r than 95% of the total t reat-
able volume f rom a plant.
To dispose this waste safely to the environment,
These decontamination factors must be routinely and economically
Research and development. studies at Hanford and Oak Ridge indicated
that one way to obtain high capacity and high decontamination is by ion-
exchange. These studies, generally conducted on wastes spiked with selected
radionuclides, revealed many potential ion-exchange mater ia ls for a decon-
tamination process . Q If actual waste was used, the samples were not of 9
-4- HW-7 91 7 4
sufficient s ize o r the experiments were not conducted on a scale large
enough to evaluate potential processes .
g ram was considered necessary in which a condensate s t r eam from a reproc-
essing plant would be used a s feed for process studies.
To provide this information a pro-
SUMMARY
A waste s t r eam decontamination process based on ion-exchange was
selected for development. nology developed during recent years in the Hanford Laboratories and other
atomic energy r e sea rch centers .
application of ion-exchange technology resulted i n l e s s than satisfactory
resul ts when compared to laboratory data.
nonradioactive impurit ies in the wastes. cessfully removed these impurities, and excellent decontamination of all
significant isotopes except ruthenium w a s achieved by ion-exchange.
factory ruthenium decontamination was demonstrated on waste volumes up
to about 1000 column volumes, and the capacity for other isotopes ranged
f rom 10 ,000 to 20, 000 column volumes.
tamination is needed to simplify operations and to improve economics.
The process is centered on ion-exchange tech-
Early attempts at small engineering scale
The difficulties were traced to
Steam stripping and filtering suc-
Satis-
Improvement in ruthenium decon-
Although a large scale integrated process is yet to be demonstrated,
a cost es t imate of an ion-exchange process was made.
$ 7 . S O / l O O O gal was based on a 2 ton/day fuels reprocessing plant which pro-
duces about 30, 000 gal/day of condensate requiring treatment. The estimate was based on a process f o r alkaline condensate and i t was assumed a pro-
ce s s f o r acid condensate would cost about the same .
$10/1000 gal l e s s than the estimated cost for reevaporation.
The estimate of
This estimate i s about
DISCUSSION
L'
Purpose of Study
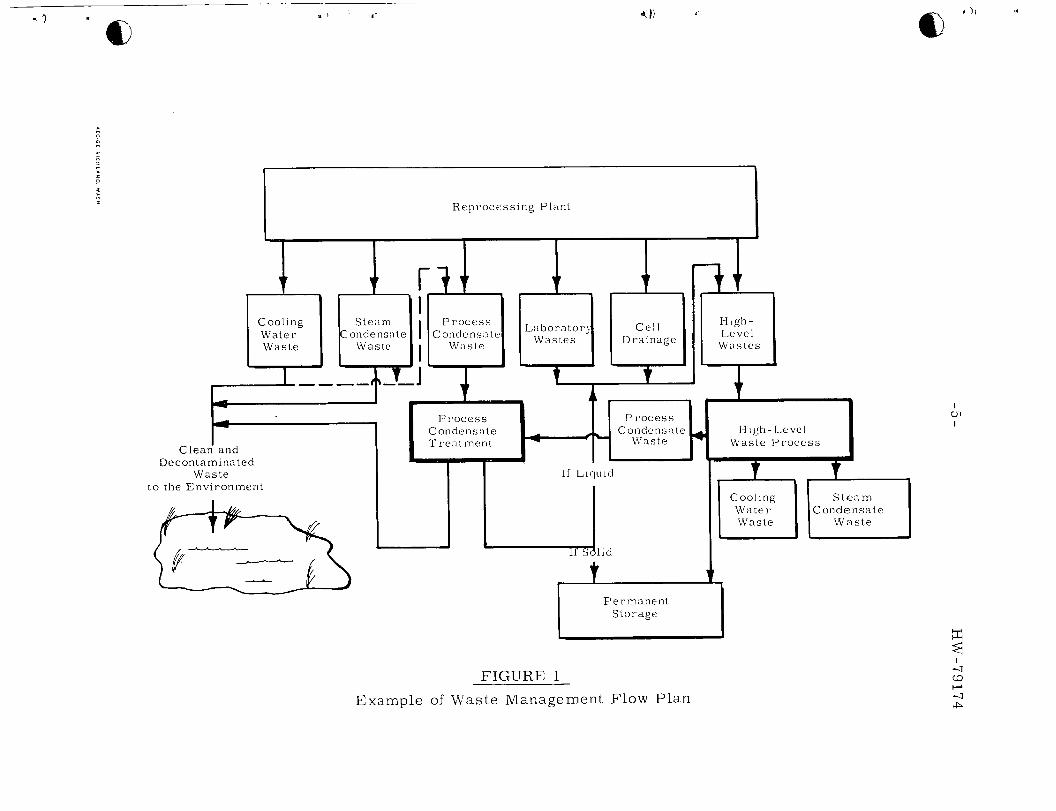
Figure 1 il lustrates a nuclear process waste s t r eam flow plan and highlights the fact that two waste treatment processes a r e required-one f o r
the high-level wastes and one for the low-level wastes. The high-level
waste is characterized by a high radionuclide content, a high sal t content, and a relatively smal l volume.
HW
-7 91 74
-6- HW-79174
The low-level waste is of large volume and generally contains less
than 0. 01% of the fission products.
about to pcuries of beta and gamma emit ters per ml . This waste
is mostly condensate and is formed when high-level solutions a r e concen-
t ra ted in the reprocessing plant and when high-level wastes self boil in
underground tanks.
copious volumes of condensate that will require treatment even though much
effort will be made to suppress radionuclide carryover .
The radioisotope concentration is
Waste solidification processes a lso will produce
Some condensate problems can be minimized, Reducing chemicals, such a s NaNOZ can be added to boiling, acidic solutions to suppress the
formation of volatile ruthenium tetroxide,
condensate for reevaporation o r for dilution of a high-salt content s t ream is another possibility; however, use of condensate as a diluent may recycle
t race quantities of troublesome chemicals such a s degraded organic material .
Even though condensate treatment requirements w i l l be lowered by such
techniques, a large volume w i l l s t i l l have to be decontaminated before the
waste can be released to the environment, and the decontamination must fit
economically into the fuel cycle.
Recycle of a highly contaminated
Multiple effect evaporation is one processing technique that can be
used for waste t reatment ,
assured and information i s available to predict the cost of the process . The technique is flexible and simple; the potential of any other treatment process
may be measured against reevaporation,
alternate processes is primarily economics
to 15 ,000 gal of condensate a r e produced p e r ton of fuel reprocessed by
conventional aqueous processes , appreciable savings can be achieved by
lowered unit processing costs .
The success of a reevaporation process is
The incentive for developing Since approximately 10, 000
Application of ion-exchange technology developed at Hanford and
other Atomic Energy Commission s i tes appeared to be a method of lowering
unit waste processing costs , on the removal of radioisotopes from waste s t r eams was directed to a
better understanding of the ion-exchange and other processes that occur in
the soils at Hanford,
Technology developed at Hanford before 1959
An outgrowth of this work was the discovery that
V
- 7 - HW-79174
.,
( 1 , 2 ) cer ta in minerals can selectively remove radioisotopes from wastes,
Laboratory work was initiated to evaluate one of the minerals, clinoptilo-
lite, for removing radiostrontium and radiocesium f rom condensate wastes At the same time, the need to study a treatment process on a smal l engi-
neering sca le was recognized and the design and installation of appropriate
equipment was s ta r ted .
( 3 )
Waste Pretreatment
Organic mat ter in the waste, especially in emulsified form, tends
to be mechanically removed by the ion-exchange beds. The emulsion glob-
ules fill the void spaces in the bed and cause excessive p re s su re drop af te r
only a fraction of the adsorption capacity of the bed i s used,
the bed by organic mater ia l is characterized by the formation of a distinct layer of an orange colored, wax-like mater ia l in the top inch of the bed.
Plugging of
Significant quantities of NH+* reduce the efficiency of cesium re- moval because Cs' is s imi l a r to NH4. Ear ly during the waste treatment
experiments, the presence of N H 4 had not been recognized; consequently,
much work was done on removing only the organic mat ter , Two methods
were tr ied: activated carbon adsorption and membrane separation.
The first method successfully removed both soluble and emulsified organic,
although there were severa l limitations to i ts use. Membrane separation was expected to remove only emulsified organic. The method w o r k e d w i t h
synthetic o r simulated waste, but the emulsion in the actual waste was too stable fo r separation. stituent of the condensate waste, i t was realized that a method for remov-
+ ing both organic mat ter and N H 4 was necessary to increase the life of
ion-exchange beds, Steam stripping had been used for removing organic
mater ia l f rom plutonium and uranium s t ream, (5' 6, but only with concen-
trations where large evaporation factors were used. NH removal has
been demonstrated with conventional deaerators f rom boiler feed waters
using a s imi la r technique.
4 +
f
d 4)
+ 4 When it was determined that NH was also a con-
+ 4
( 7 )
:F It is recognized that e i ther NH depending on the pH and the stoichiom&ry of the s t ream. NH; has been used throughout this report f o r consistency.
o r NH+ will exist in the waste sys tem 3.
-8 - HW-79174
+ A s team s t r ipper for the removal of gross amounts of NH4 and
organic impurities f rom condensate waste was designed and fabricated.
The unit was operated at a boil-off ra te of about 57'0 of the feed flow rate .
In general, the s t r ipper removed > 97% of the NH4 and organic impurities.
Some of the radioiodine and radioruthenium a r e volatilized and t ravel with the overhead s t ream.
the aqueous phase can be released to the environs without any fur ther special
treatment
+
These isotopes concentrate in the organic phase, and
Although the s team s t r ipper bottom s t r eams a r e very c lear , resid- ual organic mat te r is present a s a filterable particulate.
is considered necessary to protect ion-exchange beds that a r e to be regen-
erated and reused.
R filtering step J
Radioisotope F o r m s P resen t in Waste
With nonradioactive impurities reduced to relatively low concentra- tions in the s team s t r ipper bottoms, the waste can be decontaminated by
ion-exchange adsorption.
forms of the radioisotopes,
entirely a s C s
a pH of 5 to 7 .
mari ly positively charged cations; however, 1 to 37'0 a r e nonionized,
pH must be reduced to l e s s than 4 to ionize these elements more completely.
Ruthenium is present pr imari ly in complexed forms.
ruthenium a r e chiefly anions,
Choice of adsorbent is dependent upon the ionic
The cesium in the waste i s present almost + The waste leaving the s t r ipper in the bottom s t r e a m has
At this pH the strontium, cerium, and zirconium a r e pri-
The
These complexes of
Cesium Removal
C s + can be removed f rom s team s t r ipper bottoms by conventional
cation exchange res ins ,
moving cesium from this waste s t r e a m is dependent upon the residual N a
and NHqo ford and has been u s e d to remove cesium from the s team s t r ipper bottom
s t r eam. In general, more waste can be treated by clinoptilolite than by a
The capacity of a strong acid cation resin for r e - +
+ The mineral clinoptilolite has been studied for some time at Han-
-
strong acid cation res in before Cs137 concentration in the effluent s t r eam
increases . The grea te r capacity of clinoptilolite is due to i ts crystal
-9- HW-79174
a T
st ructure . cesium removal even when la rger amounts of NH' and Na
Little work was done with synthetic alumino-silicate materials, but it is
believed that they have cesium capacities comparable to clinoptilolite
although they may not be a s selective.
near neutral solutions, since high o r low pH degrades most of the alumino-
si l icate zeolites.
The crystal s t ructure is near optimum dimensions for selective + a r e present. 4
These materials a r e limited to
Strontium, Cerium, and Zirconium Removal
The radioisotopes of strontium, cerium, and zirconium can also be
removed by cation exchange. The efficiency of removal, however, is sig-
nificantly related to the pH of the feed. Strontium, for example, can be
removed with a decontamination factor of 500 when the s team stripped waste
at a pH of 6 to 7 is passed through a bed of strong acid cation res in .
ever , if the pH is reduced to 4 o r l ess with HN03, the decontamination fac-
t o r is increased to 5000.
removed under the conditions which remove strontium effectively.
How-
Cerium and zirconium radioisotopes a r e a lso
Rut hen iu m Re mova 1
Ruthenium removal is difficult by an adsorption process .
of the complex chemistry of ruthenium this is not without expectation.
a separations plant, ruthenium is present in solutions of high H'NOQ con- centration and significant nitr i te and nitrate complexes of the element a r e
formed. When the acid solutions a r e neutralized with caustic, water-,
soluble o r colloidal complexed polymeric species of ruthenium may be
formed. exact form in which the ruthenium is present. Adsorption studies showed,
however, that 10 to 2070 of the ruthenium was removed when the waste was
passed through a bed of strong acid cation resin. When waste was passed
through a bed of strong base anion exchange resin, ruthenium removal
was 80 to 9070.
in mixed beds, >9970 of the ruthenium was removed during the ear ly part
of an experiment. While the initial removal efficiency for ruthenium was
good, the capacity of the two bed system for ruthenium was relatively low. The
In view
In
It is exceedingly difficult and time consuming to determine the
When the two types of res in were used in s e r i e s o r together
-10- HW -7 91 7 4
reduction i n efficiency of ruthenium removal appears to be a function of non- radioactive anion concentrat ion.
Integrated Treatment P rocess
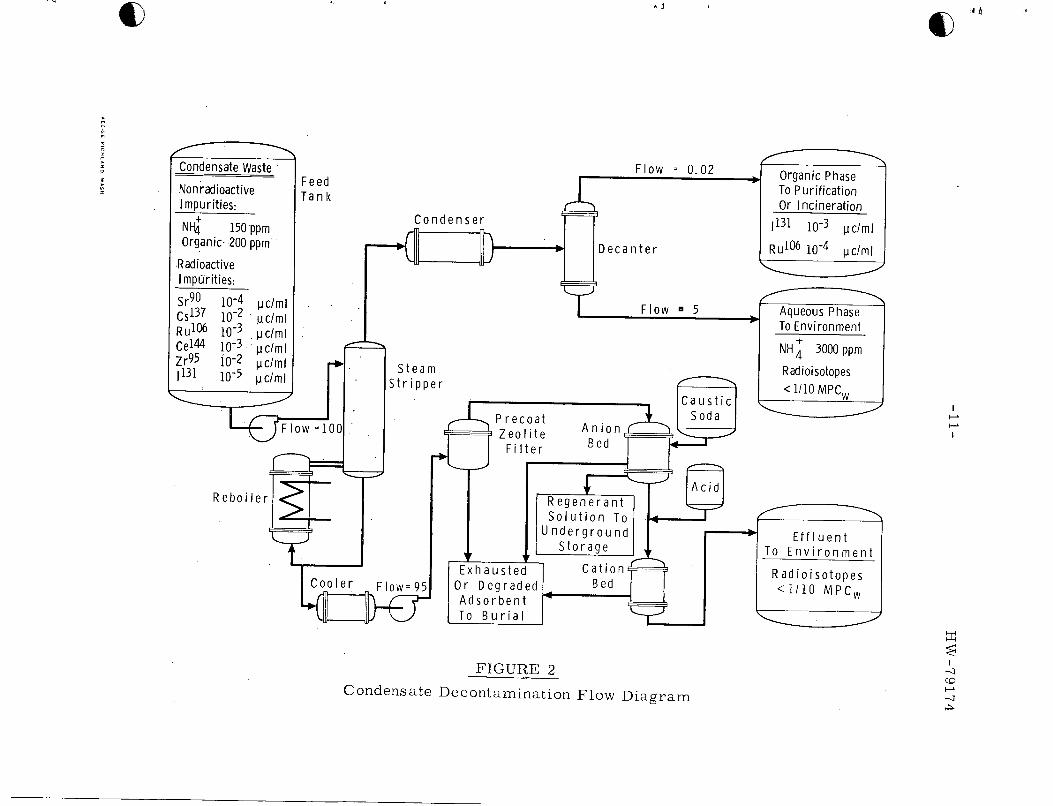
A possible process for treating a waste such as Purex tank f a rm + condensate is illustrated in Figure 2.
mater ia l along with a number of radioisotopes is fed to a s team str ipper
tower. The overhead vapors, representing about 570 of the waste, contain
most of the NH4 and organic impurities.
nium a r e a lso present.
of the waste, contains most of the ruthenium and iodine in the overhead
s t ream, and fur ther processing may be necessary.
tains most of the NH, and almost none of the radioisotopes; it can be dis- posed to the environment without further treatment.
The waste containing NH4 and organic
+ Some radioiodine and radioruthe-
The organic phase, which represents about 0.0270
The aqueous phase con- +
The bulk of the waste leaves the stripping tower a s bottoms. This s t r e a m is cooled and is passed through a precoated fi l ter .
cesium-selective adsorbent such as clinoptilolite o r Decalso is used as a
f i l ter aid.
A 100 x 400 mesh
This filtering s tep removes particulate mat ter and radiocesium.
.’
The adsorbent cake is discharged for burial whenever i ts cesium capacity
is exhausted o r whenever the p re s su re drop ac ross the f i l ter reaches a pre-
determined point.
anion bed which removes an appreciable amount of the ruthenium along with
NO; and N O i o Periodically this bed is regenerated with caustic.
erant solution is discharged to underground storage. Since alkali in excess
of the stoichiometric amount must be used, the regenerant solution could be
used fo r neutralizing high-level acid waste. The waste leaving the anion bed is acidified to a pH of 4 before it enters the cation bed which removes stron-
tium, cerium, zirconium, residual cesium, and other cationic radioisotopes e
The cation resin has an extremely high capacity for these radioisotopes, and can economically be discharged for burial.
ciently decontaminated that i t can be safely discharged to the environment.
If the residual acid needs to be neutralized, the effluent can be combined with
the aqueous overhead s t r e a m containing NH4.
The fi l tered waste is then passed through a strong base
The regen-
The cation bed effluent is suff i -
A +
k
G
F l o w = 0.02
c 3
r 7
C o n d e n s e r
D e c a n t e r
- Condensate Waste
Nonradioactive I mpurities:
Organic. 200 ppm
Radioactive Impuri t ies:
~ r 9 0 10-4 pc /m i ~ ~ 1 3 7 10-2 pc/ml ~ ~ 1 0 6 10-3 p c / m l C e 1 4 10-3 p c / m l ~ r 9 5 io-2 p c / m l 1131 10-5 p c / m l
u
N$ 150ppm
Organic Phase TO Pur i f i ca t ion Or Inc ine ra t i on
1131 10-3 pc/ml
~ ~ 1 0 6 10-4 pc/ml
F e e d T a n I(
", Y
%3- F l o w = I
S t e a m S t r i p p e r
F l o w 5 - I ] C a u s t i c (
To Environment
NH4 3000 ppm
Radioisotopes
P r e c o a t 3 Z e o l i t e
F i l t e r L
b 1 -
4 - A c i d
E f f l u e n t To E n v i r o n m e n t
R a d i o i s o t o p e s < I 1 1 0 MPC,
'I v
R e g e n e r a n t S o l u t i o n To
U n d e r g r o u n d S t o r a g e
1 E x h a u s t e d I C a t i o n O r D e g r a d e d A d s o r b e n t
C o o l e r ~ l 0 , = 9 5
Condensa te Decontaminat ion F l o w D i a g r a m FIGURE 2
I P F
I
-12- HW-79174
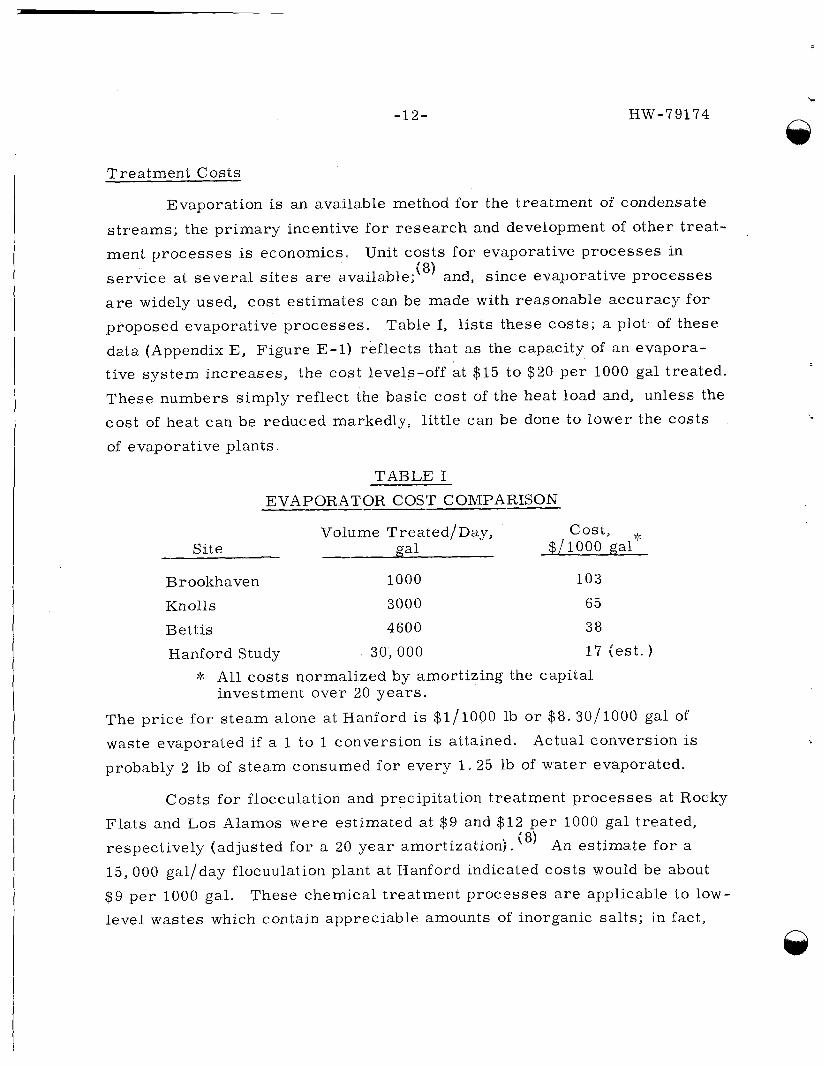
Treatment C os t s
Evaporation is an available method for the treatment of condensate
s t r eams ; the pr imary incentive for research and development of other t reat-
ment processes is economics.
service at several s i tes a r e available;‘8’ and, since evaporative processes
a r e widely used, cost estimates can be made with reasonable accuracy for
proposed evaporative processes .
data (Appendix E, Figure E-1) reflects that as the capacity of an evapora- tive system increases , the cost levels-off at $15 to $20 pe r 1000 gal treated. These numbers simply reflect the basic cost of the heat load and, unless the
cost of heat can be reduced markedly, little can be done to lower the costs
of evaporative plants.
Unit costs for evaporative processes in
Table I, l i s ts these costs ; a plot of these
TABLE I EVAPORATOR COST COMPARISON
Volume Treated/ Day, cos t , Site gal $ / l o 0 0 gal*
Bsookhaven 1000 103
Knolls 3000 65
Bettis 4600 38
Hanford Study b 30 ,000 1 7 ( e s t . )
8 A l l costs normalized by amortizing the capital investment over 20 years .
The price for s team alone at Hanford is $1/1000 lb or $8. 30/1000 gal of waste evaporated i f a 1 to 1 conversion is attained.
probably 2 lb of s team consumed for every 1 . 2 5 lb of water evaporated.
Actual conversion i s
Costs for flocculation and precipitation treatment processes at Rocky
Fla t s and Los Alamos were estimated at $9 and $12 per 1000 gal treated, respectively (adjusted for a 20 year amortization) a ‘8p An estimate for a
15, 000 gal/day flocuulation plant at Hanford indicated costs would be about
$9 per 1000 gal. level wastes which contain appreciable amounts of inorganic sal ts ; in fact ,
These chemical treatment processes a r e applicable to low-
n
-13- HW-79174
4
I
successful decontamination depends on the presence of these sal ts .
processes would not be useful to condensate s t r eams unless additional chem-
icals were added; however, their costs a r e included in this discussion for comparison purposes. )
(These
The estimated cost for the process shown in Figure 2 is $7 .50 /1000
gal of waste treated which is less than one-half of that estimated for an
evaporative process . The $7 .50 /1000 gal figure includes utilities, chemicals,
adsorbents, labor, a d s o d e n t burial, maintenance, and plant amortization.
Labor costs a r e based on using one operator half t ime (84 hr/wk, 5 2 wk/yr). It is assumed that he can be productively used elsewhere the other half t ime,
Maintenance is estimated at 570/yr of the $359, 000 investment, and amort i - zation of this capital over 20 y r adds another 5,70/yr.
3 3 of precoat zeolite adsorbent and 1 ft It is assumed that 2 f t of cation
Anion res in loss is res in w i l l be used for each 150, 000 gal of waste treated.
estimated to be about 27'0 per cycle.
be acidified with H N 0 3 to a pH of 3 . 5 to 4 before being fed to the cation resin
bed.
the effluent f rom the cation bed.
requires a large excess of caustic soda; consequently, the anion bed regen- erant can be used for neutralizing high-level wastes. Therefore, no charge
w a s made fo r disposing of the regenerant solution.
assigned for burial of used adsorbents; this includes a storage container and burial space.
The effluent f rom the anion resin is to
Caustic soda w i l l be used to regenerate the anion bed and to neutralize
The regeneration of s t rong base anion resins
3 A charge of $ 3 . 2 0 / f t w a s
Appendix E contains a summary of cost information.
Future Work
Future effort w i l l be directed toward demonstrating an integrated process for decontaminating alkaline tank f a r m condensate by combining the
techniques described in this report . Additional demonstration r u n s of t reat- ment processes for other type wastes w i l l follow along with the evaluation of
other process techniques. The pilot scale demonstration r u n s w i l l be based on chemical flow sheets and on supporting information f rom laboratory studies
The long t e r m objective of this development effort is to provide integrated
waste treatment processes s o that most low- and intermediate-level wastes
can be safely and economically disposed to most environs.
9 Y
-14- HW-79174
Research effort is being directed toward studying ruthenium and improving removal of ruthenium f rom wastes. Ruthenium removal is especially difficult due to i ts many species and their interactions with
other constituents in the w a s t e s . exchangers that may improve ruthenium's decontamination factor, o r that
may have a high capacity for NO; and NO- which appear to limit ruthenium 2 capacity. Adsorption of ruthenium on preformed flocs, minerals, charcoal,
and metal sur faces w i l l a lso be examined.
Studies are aimed a t selection of ion-
Electrochemical reactions of ruthenium in wastes a r e a lso being
examined, particularly electrodialysis data obtained with a laboratory elec-
trodialysis unit indicate that ruthenium can be separated and concentrated.
An engineering scale unit is being installed in the Waste Treatment Pilot Plant and w i l l be used with other processing equipment to study ways of
decontaminating low- and intermediate-level wastes.
*
DESCRIPTION OF' PUREX TANK FARM CONDENSATE WASTE
Source of Waste
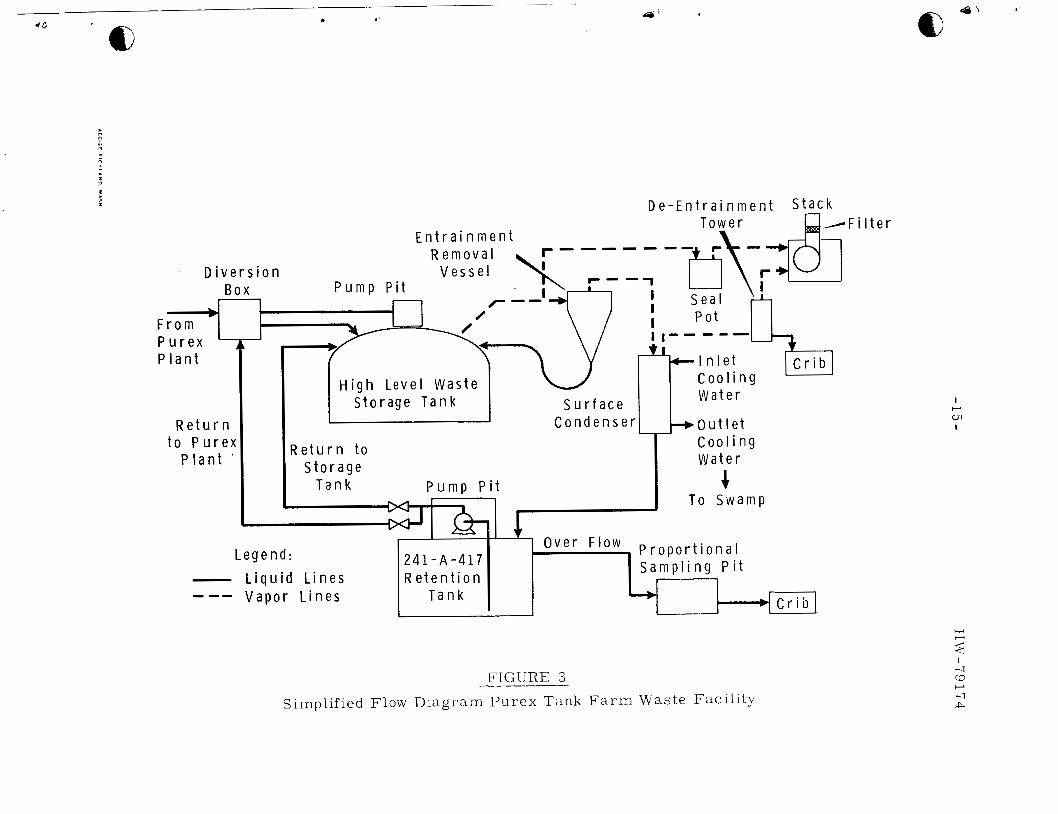
A simplified flow diagram of a Purex tank farm waste facility a t Han-
ford is shown in Figure 3 . Neutralized high-level radioactive wastes and
organic wash wastes a r e pumped f rom the Purex Plant to a diversion box f rom which they can be routed to any of s ix underground s torage tanks.
Vapors produced by radioactive decay heat in the s tored waste a r e routed
to an entrainment removal vessel and then to one of three surface condensers.
The liquid collected in the entrainment vessel drains to one of the storage
tanks.
underground retention tank.
(surface disposal pond); the condenser is vented through a deentrainment
tower and then to a local stack; any deentrained liquid is discharged to a c r ib
(a subsurface excavation filled with gravel and covered by ear th) .
The vapor condensate f rom the condenser is routed to a 40 ,000 gal
The condenser cooling water is sent to a swamp
Most of the aqueous condensate collected in the 40, 000 gal tank is
returned to the high-level waste storage tanks for volume control. Pumps a r e provided to allow future recycling of condensate to %the Purex P l a n t , if desired.
ically overflowed through a proportional sampler pit to a cr ib .
Much of the aqueous condensate and any organic mat te r is period-
3
Q -1
5-
H 14' - 7 9 1 7 4
a
a
E 3
a
c 0
c
.- a a E
3
Q
2m
J .I
.- =,"
Y.
LL
CL
a
I
II
a
- 1 6 - HW-7 9 174 n
T h e w a s t e u sed in the s tudy d e s c r i b e d in th i s r e p o r t is the aqueous
phase obtained f r o m the lower p a r t of the r e t en t ion tank (241-A-417) .
Radio iso topes P r e s e n t in P u r e x T a n k Farm Condensa te
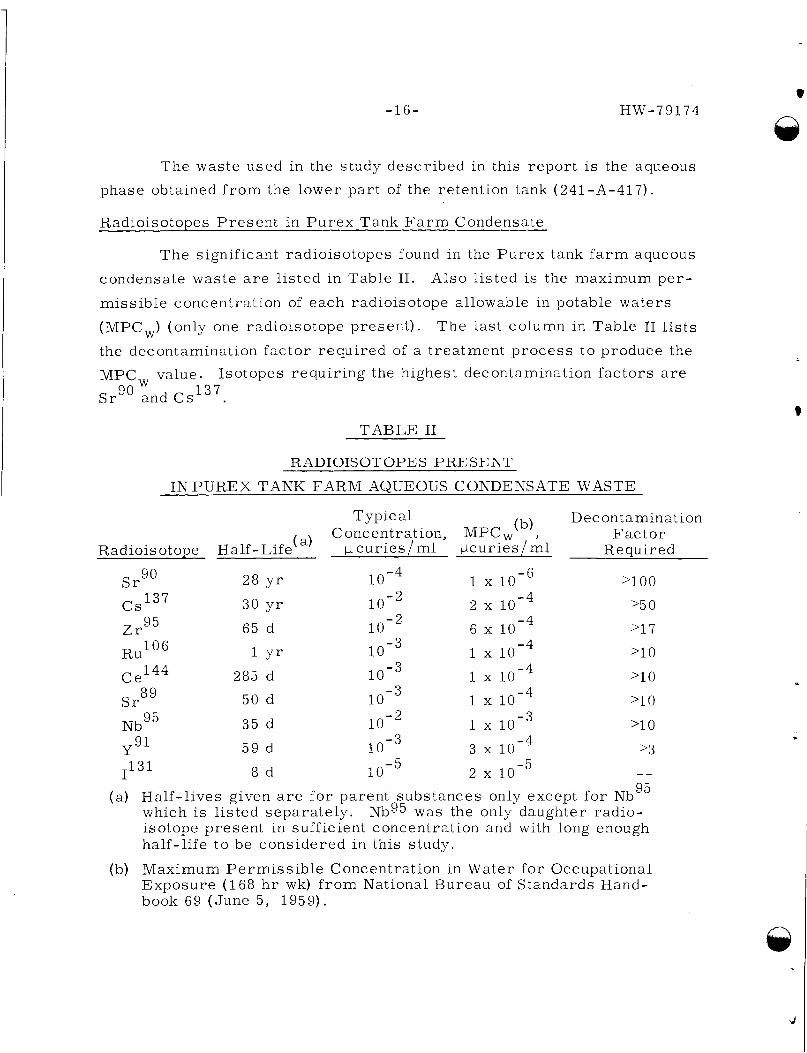
T h e s ignif icant r ad io i so topes found in the P u r e x tank farm aqueous
A l s o l i s t ed is the m a x i m u m p e r - condensa te was te a r e l i s t ed in T a b l e 11.
m i s s i b l e concen t r a t ion of e a c h rad io iso tope al lowable in potable waters (MPC,) (only one r ad io i so tope p r e s e n t ) . T h e last co lumn in T a b l e I1 lists
the decontaminat ion f a c t o r r e q u i r e d of a t r e a t m e n t p r o c e s s t o produce the
MPC, va lue .
S r g O a n d C s . I so topes r e q u i r i n g the h ighes t decontaminat ion f a c t o r s a re
137
TABLE I1
RADIOISOTOPES PRESENT
IN P U R E X TANK FARM AQUEOUS CONDENSATE WASTE
Decontaminat ion F a c t o r (b)
Typ ica l
Radio iso tope Hal f -Li fe (a) i J . cu r i e s /ml p c u r i e s / m l R e q u i r e d Concent ra t ion , M F C w ,
28 y r 1 x >loo 90
137
95
106
S r
cs Z r
Ru
30 y r 2 >5 0
65 d 6 x >17
1 Y' 1 >10
50 d 1 '1 0
~e~~~ 285 d 1 >10
Nbg5 35 d I >10
Y 91 59 d 3 >3 1131 8 d 2 I O - ~ --
89 S r
95 (a) Half - l ives given a re for pa ren t s u b s t a n c e s only except f o r Nb which is l i s t e d s e p a r a t e l y . i so tope p r e s e n t i n suf f ic ien t concent ra t ion and with long enough half- l i fe t o b e c o n s i d e r e d i n th i s s tudy .
(b) Max imum P e r m i s s i b l e Concen t r a t ion in W a t e r for Occupat iona l E x p o s u r e (168 h r wk) f rom National B u r e a u of S t a n d a r d s Hand- book 69 (June 5, 1959).
Nb95 w a s the only daugh te r r ad io -
c a
-17- HW-79174
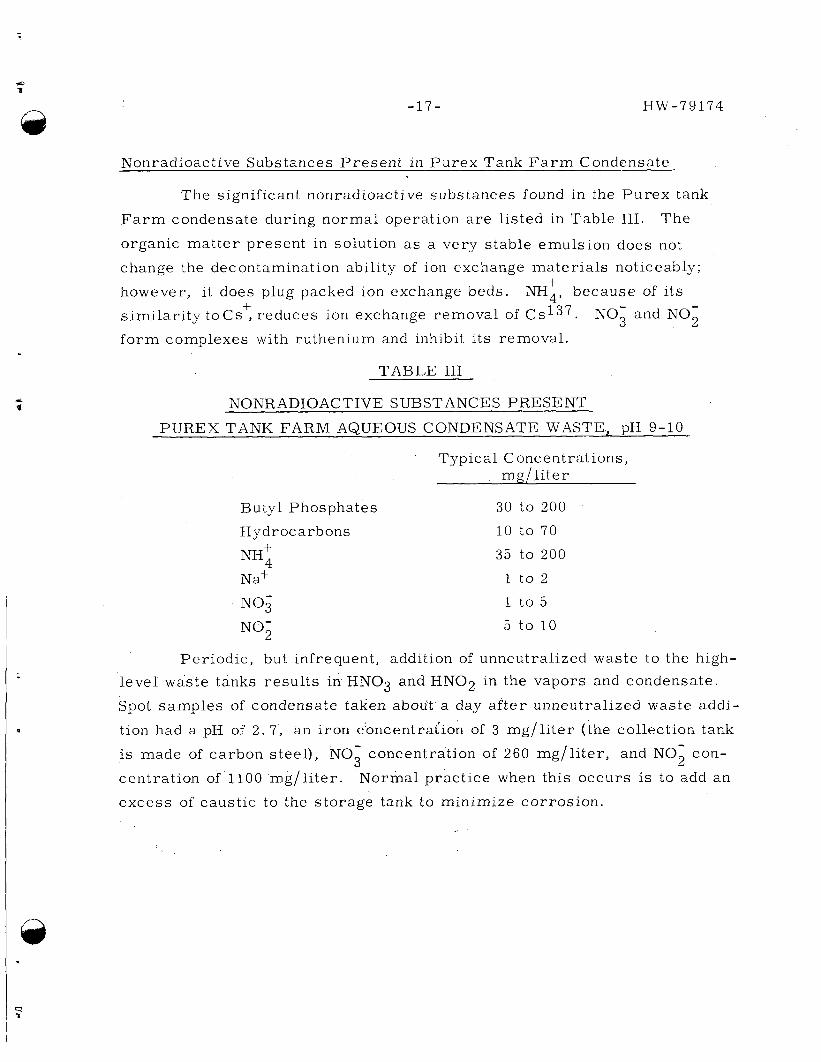
Nonradioactive Substances Present in Purex Tank F a r m Condensate
The significant nonradioactive substances found i n the Purex tank
F a r m condensate during normal operation a r e listed in Table 111.
organic mat ter present in solution a s a very stable emulslon does not
change the decontamination ability of ion exchange materials noticeably:
however, i t does plug packed ion exchange beds. similari ty toCs , reduces ion exchange removal of C S ~ ~ ~ .
f o r m complexes with ruthenium and inhibit i ts removal.
The
+ NH4, because of its + NO; and NO;
TABLE I11
NONRADIOAC TIVE SUBSTANCES PRESE NT
PUREX TANK FARM AQUEOUS CONDENSATE WASTE, pH 9-10
Typical Concentrations, mp/l i ter
Butyl Phosphates 30 to 200
Hydrocarbons 10 to 70
NH;
Na+
NO3
35 to 200
1 to 2
1 to 5 NO: 5 to 10
Periodic, but infrequent, addition of unneutralized waste to the high- levef waste tanks resul ts in H N 0 3 and HN02 in the vapors and condensate. Spot samples of condensate taken abou't. a day af ter unneutralized waste add i -
t ion had a pH of 2 . 7 , an iron c'oncentrat'ion of 3 mg/l i ter (the collection tank
is made of carbon steel), NO- concentration of 260 mg/li ter, and NO- con-
centration of'1100 mg/l i ter . Normal practice when this occurs is to add an excess of caustic to the storage tank to minimize corrosion.
3 2
-18- HW-79174
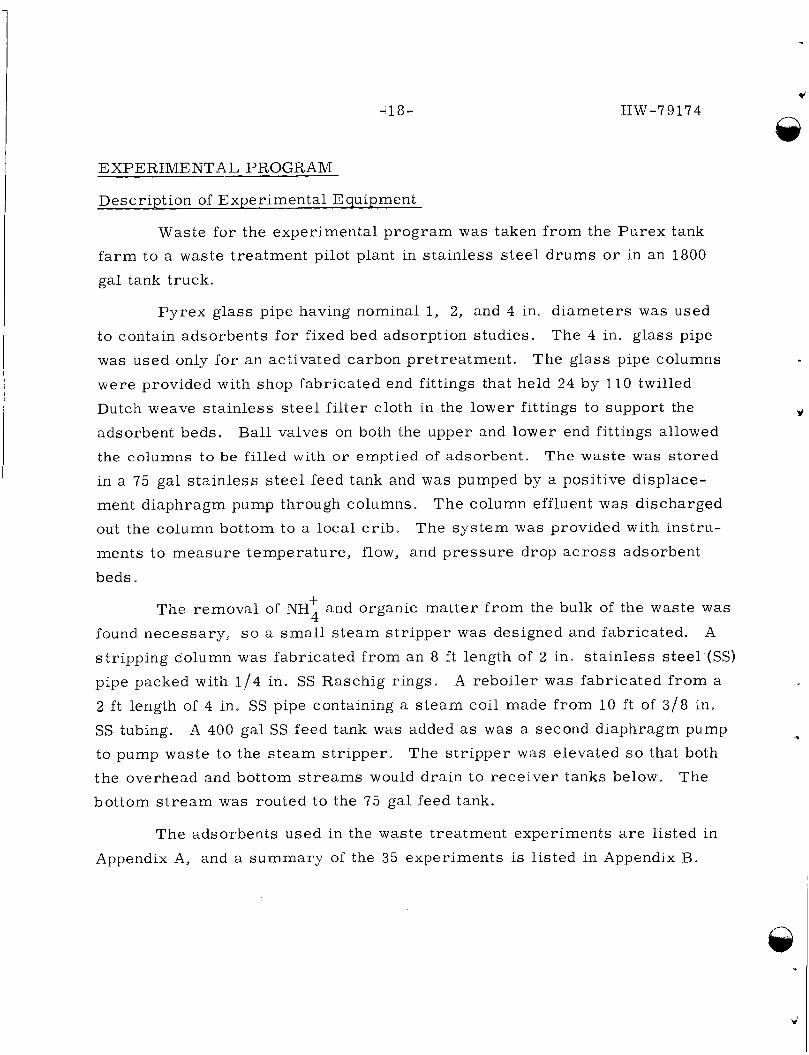
EXPERIMENTAL PROGRAM
Description of Experimental Equipment
Waste for the experimental program w a s taken f rom the Purex tank f a r m to a waste treatment pilot plant in stainless s tee l d rums o r in an 1800
gal tank truck.
Pyrex glass pipe having nominal 1, 2, and 4 in. diameters w a s used
The 4 in. glass pipe The glass pipe columns
to contain adsorbents for fixed bed adsorption studies.
w a s used only for an activated carbon pretreatment.
were provided with shop fabricated end fittings that held 24 by 110 twilled
Dutch weave stainless s tee l f i l ter cloth in the lower fittings to support the
adsorbent beds. the columns to be filled with or emptied of adsorbent.
in a 75 gal stainless steel feed tank and was pumped by a positive displace-
ment diaphragm pump through columns.
out the column bottom to a local crib.
ments to measure temperature, flow, and pressure drop ac ross adsorbent
beds
Ball valves on both the upper and lower end fittings allowed
The waste was stored
The column effluent w a s discharged The sys tem w a s provided with instru-
+ 4 The removal of NH and organic mat te r f rom the bulk of the w a s t e w a s
found necessary, s o a sma l l s team s t r ipper w a s designed and fabricated.
stripping column w a s fabricated f rom an 8 ft length of 2 in. stainless s teel (SS) pipe packed with 1 /4 in. SS Raschig rings.
2 ft length of 4 in. SS pipe containing a s t eam coil made f rom 10 ft of 3 / 8 in.
SS tubing. to pump waste to the s t eam str ipper , the overhead and bottom s t r eams would drain to receiver tanks below.
bottom s t r e a m w a s routed to the 75 gal feed tank.
A
A reboiler w a s fabricated f rom a
A 400 gal SS feed tank w a s added as w a s a second diaphragm pump
The s t r ipper w a s elevated so that both
The
J
The adsorbents used in the waste treatment experiments a r e listed i n
Appendix A, and a summary of the 35 experiments is listed in Appendix B.
-19- 0
HW-79174
.
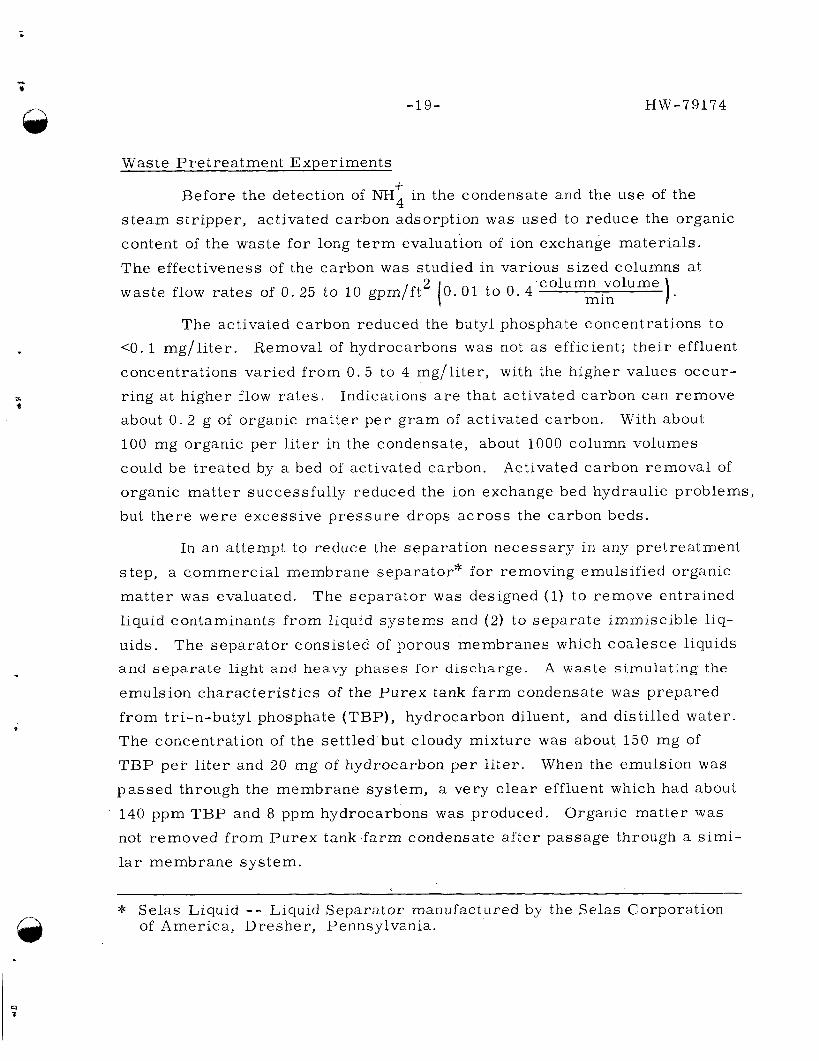
Waste Pretreatment Experiments
+ . Before the detection of NH4 in the condensate and the use of the
s team str ipper , activated carbon adsorption was used to reduce the organic
content of the waste for long t e rm evaluation of ion exchange mater ia ls .
The effectiveness of the carbon was studied i n various sized columns at ~
2 column volume min waste flow rates of 0 . 25 to 10 gpm/ft (0 . 01 to 0. 4
The activated carbon reduced the butyl phosphate concentrations to <O. 1 mg/l i ter . Removal of hydrocarbons was not a s efficient; their effluent
concentrations varied from 0 . 5 to 4 mg/li ter, with the higher values occur- ring at higher flow ra tes . Indications a r e that activated carbon can remove
about 0 . 2 g of organic matter per gram of activated carbon.
100 mg organic per l i ter in the condensate, about 1000 column volumes
could be treated by a bed of activated carbon.
organic mat ter successfully reduced the ion exchange bed hydraulic problems,
but there were excessive pressure drops ac ross the carbon beds.
With about
Activated carbon removal of
In an attempt to reduce the separation necessary i n any pretreatment
step, a c.ommercia1 membrane separator" for removing emulsified organic
mat ter was evaluated. The separator was designed (1) to remove entrained
liquid contaminants f rom liquid systems and ( 2 ) to se,parate immiscible liq-
uids. The separator consisted of porous membranes which coalesce liquids and sepa ra t e light and heavy phases for discharge.
emulsion character is t ics of the Purex tank f a rm condensate was prepared
from tri-n-butyl phosphate (TBP), hydrocarbon diluent, and distilled water. The concentration of the settled.but cloudy mixture was about 150 mg of
TBP ,per l i t e r and 20 mg of hydrocarbon p e r l i ter .
passed through the membrane system, a very c lear effluent which had about
140 ppm TBP and 8 ppm hydrocarbons w a s ,produced.
not removed from Purex tank -farm condensate af ter passage through a s imi-
l a r membrane system.
A waste simulating the
When the emulsion was
Organic matter was
* Selas Liquid - - Liquid Separator manufactured by the Selas Corporation of America, Dresher , Pennsylvania.
'-. -
-20- HW-79174
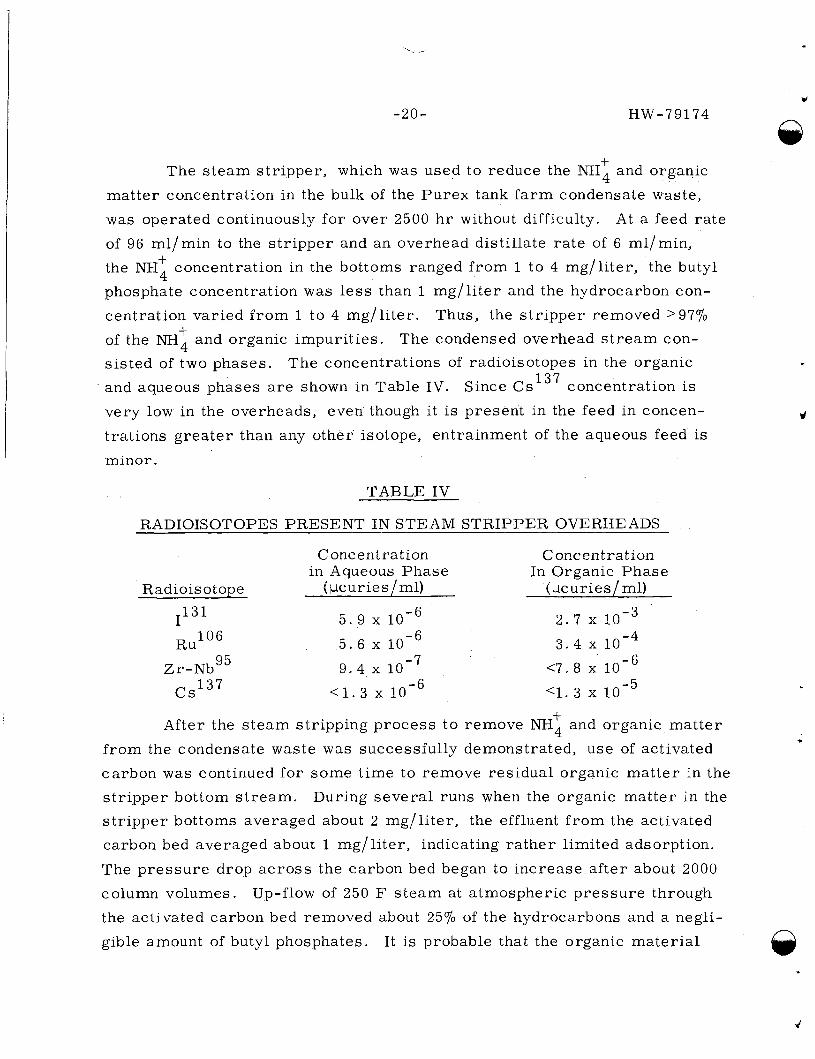
+ The s team str ipper , which was used to reduce the NH4 and organic
matter concentration in the bulk of the Purex tank f a rm condensate waste,
was operated continuously for over 2500 h r without difficulty.
of 96 ml/min to the s t r ipper and an overhead distillate ra te of 6 ml/min,
the NH concentration in the bottoms ranged from 1 to 4 mg/li ter, the butyl
phosphate concentration was l e s s than 1 mg/l i ter and the hydrocarbon con-
centration varied from 1 to 4 mg/l i ter . Thus, the s t r ipper removed >977'0
of the N H 4 and organic impurit ies.
sisted of two phases. and aqueous phases a r e shown in Table IV.
very low i n the overheads, even though it is present in the feed in concen-
trations grea te r than any other isotope, entrainment of the aqueous feed is minor.
At a feed rate
+ 4
+ The condensed overhead s t r eam con- The concentrations of radioisotopes in the organic
Since C s 137 concentration i s
TABLE IV
RADIOISOTOPES PRESENT IN STEAM STRIPPER OVERHEADS
C onc ent ra t ion Concentration In Organic Phase in Aqueous Phase
Radioisotope ( pc u r ie s / ml) (pcuries/ml)
5 . 9 x 2 . 7
5 . 6 x 3 . 4
cs137 < 1 . 3 x <I. 3
1131
Ru
Zr-Nb
106
9 . 4 c 7 . 8 x 95
+ After the s team stripping process to remove NH4 and organic mat ter
f rom the condensate waste was successfully demonstrated, use of activated
carbon was continued for some time to remove residual organic mat ter in the s t r ipper bottom s t r eam. During severa l r u n s when the organic mat ter in the s t r ipper bottoms averaged about 2 mg/l i ter , the effluent f rom the activated
carbon bed averaged about 1 mg/li ter, indicating ra ther limited adsorption.
The pressure drop ac ross the carbon bed began to increase af ter about 2000
column volumes. Up-flow of 250 F s team at atmospheric pressure through
the activated carbon bed removed about 25% of the hydrocarbons and a negli-
gible amount of butyl phosphates. It is probable that the organic mater ia l
- s
63 removed by the s team
and had been removed
- 2 1 - HW-79174
treatment was present in the interstices of the bed
from the condensate by filtration ra ther than by
adsorption. Higher s team temperatures would have to be used to remove the adsorbed organic mater ia l effectively. After the s team regeneration
step, the bed was effective in removing organic matter, but the pressure drop ac ross the bed increased at a much higher ra te than before,
regeneration procedure apparently created enough fines to impair the hy-
draulic character is t ics of the bed,
The
Granular anthracite coal ("Anthrafilt'l-- which is often used in
conventional water treatment fi l ters) failed to prefil ter the s team s t r ipper
bottom s t ream. The fi l ter bed was able to remove particulate mat ter pre- sent in the waste, but excessive pressure drops were encountered af ter only a relatively smal l volume of waste was processed.
More recent experiments using smal l particle ion exchange adsor-
bents a s a precoat mater ia l indicate that filtration and some radioisotope
removal can be accomplished without ser ious hydraulic problems e
Radioisotope Adsorption Without Steam Stripping
The wide interest in the use of minerals for waste treatment and
disposal has led to much laboratory work at Hanford on the mineral clinop-
tilolite. ability of clinoptilolite to decontaminate Purex tank fa rm condensate. P a r a m e t e r s studied include clinoptilolite particle size, feed f l o w rate,
temperature, ,pretreatment of the waste to remove organic material , and
pretreatment of clinoptilolite to -remove associated clay.
The f i rs t six experiments in this s tudy were to determine the
The resul ts of these experiments showed that clinoptilolite has an
excellent ability to remove cesium from Purex tank f a rm condensate waste.
Cesium removal efficiency was enhanced by sma l l mineral particle s i ze ,
In general, the kinetics were so poor when +20 mesh* mater ia l was used
that this particle s ize is probably the upper limit for fixed bed adsorption
applications. The lower limit was fixed by the hydraulics of the system.
- * Mesh designation in this report re fe rs to standard sieve s i zes used in
sc reen analyses a s recommended by U, S . National Bureau of Standards. (The resul ts of the work done at the University of CalifGrnia reported in Appendix D includes Tyler Sieve designa.tion. )
s, 1
-22- HW-7 9 174
3 Flow rates of l e s s than 2 gpm/ft
cient cesium removal; however, increased temperature permits higher
flow rates without impairing cesium removal efficiency.
were necessary to obtain the most effi-
Clinoptilolite removed some strontium from the condensate, but the
decontamination factor was too low for radiostrontium concentrations less
than i ts MPCw. temperature did not a l te r the strontium decontamination efficiency s ignif i-
c antly. Cerium, zirconium, and ruthenium were not appreciably removed
by the mineral .
Variations in flow rate, clinoptilolite particle size, and
Strontium, zirconium, and cerium apparently a r e present a s nonionic
forms in Purex tank f a rm condensate, which is normally alkaline, and thus
ion exchange is not possible. conditions by activated carbon is probably due to physical adsorption o r filtration.
Some removal of these isotopes under alkaline
Removal of the organic impurities by activated carbon pretreatment
did not improve the decontamination efficiency of clinoptilolite. The use of
the activated carbon did improve the overall strontium decontamination be-
cause the carbon removed some strontium.
removed by the activated carbon minimized the hydraulic problems in the ion
exchange beds, these problems were merely t ransfer red to the carbon column.
Another problem with the activated carbon was the leaching of aluminum ash
present in the carbon by the alkaline solution; la ter , the aluminum precipi-
tated and tended to plug downstream beds.
Although organic mater ia l
Hydraulic problems also were met with clinoptilolite because the
mineral contained clay particles which tended to break down into fines when
contacted with water. The clay had to be removed before column operation.
The clinoptilolite beneficiation work is reported in Appendix C, and a study
made at the University of California on crushing character is t ics of clinopti-
lolite is included in Appendix D.
.
t
-23- HW-7 91 74
t
I'
Two extended experiments (11 and 1 2 ) were performed to measure
the capacity of clinoptilolite for removing cesium efficiently.
experiment using two beds in se r i e s was not valid for measuring capacity because one of the beds became plugged about half way through the r u n .
The plugging w a s caused by precipitate f rom the leached aluminum ash
from the activated carbon pretreatment step.
that the clinoptilolite could t reat about 5800 column volumes of waste before
the Cs137 concentration in the effluent would exceed its MPC decontamination factor varied from 1000 at the s t a r t to 100 at the er,d of
the r u n s even though about 1 6 0 mg of NH4 per l i ter was present in the waste.
The first
The second r u n indicated
value. The W
+
An attempt to use a calcite-phosphate replacement reaction for en-
hanced strontium removal during Experiment 1 2 w a s only slightly success-
f u l .
removed to obtain an effluent S r g O concentration less than its MPCwo
Some additional strontium removal was observed, but not enough was
Two experiments were performed to study the cesium removal effi-
ciency of two synthetic zeolites. :: Decalso removed cesium at a decontami-
nation factor of 850 to 1000 f rom a waste that contained NH4.
had little effect on the cesium decontamination factor. Some strontium was
removed; cerium, zirconium, and ruthenium were not appreciably removed.
+ Flow rate
Molecular Sieve 4A i n the form of 1/16 in. pellets was used to t reat A s l o w f l o w ra te was required w i t h the re la - P u r e x tank f a rm condensate.
tively large adsorbent particles, but the cesium decontamination factor
improved from 350 at the beginning of the run to 2000 when the r u n was
terminated af ter 500 column volumes of waste were treated. Strontium
w a s only partially removed.
Because strontium was not removed efficiently f rom the condensate
by natural or synthetic zeolites or by the calcite-phosphate replacement reaction, it was decided to evaluate strontium removal by a conventional
zg The t e r m zeolite was first applied to a c lass of naturally occurring c rys - talline minerals (such a s clinoptilolite) having cation exchange propert ies ~
Molecular sieves a r e synthetic counterparts of these minerals . The t e rm was used to describe alumino-silicate mater ia ls having cation exchange properties which were used for water softening. extended the t e rm to synthetic organic cation resins . The t e rm a s used i n this report re fe rs to inorganic alumino-silicate cation exchange mate- r ia l s (gel or crystalline) *
Popular usage has
-24- HW-79 1 7 4
strong acid cation resin.
that a feed pH of 2 . 5 would be most effective.
tempted with the acidified waste was terminated after only brief operation.
The acidified waste leached iron and aluminum ash impurities from the
activated carbon bed. A s the waste progressed through the bed, the pH began to r i s e a s the acid was depleted. The higher pH resulted in down-
s t r e a m precipitation of these elements a s iron and aluminum hydroxides.
The precipitate very quickly plugged the ion exchange resin bed.
Ion exchange studies in the laboratory indicated
The first experiment a t - .
A second attempt was made with a new bed of strong acid cation res in
af ter the activated carbon bed was treated with HN03 to preleach the ash
impurit ies. The test had to be stopped again because NH; in the waste was
neutralized by HNO ammonium nitrate provided a significant nonradioactive cation load on the
res in bed. Breakthrough of cesium occurred before the first sample was taken.
+ . were performed, the presence of NH in the waste was unsuspected. In the 4 concentrations encountered, an ammonia odor should have been a clue to its presence, but the odor given off by the organic mater ia l completely masked
the ammonia odor. The high pH of the condensate was believed to be due to
v
when the feed was acidified; at the low pH, ionized 3
Other isotopes were removed only s Lightly. Until these experiments
entrained caustic soda present in the high-level waste.
After significant quantities of NH: were noted, the s team stripping
process previously described was used. Thus, the la te r adsorption experi-
ments were performed on steam-stripped Purex tank f a r m condensate.
vated carbon used in these la te r experiments was commercial acid-leached
mate r ia l
Radioisotope Adsorption Following Steam Strip,ping
Acti-
After the s team stripping unit process was used, further adsorption studies were made with clinoptilolite, s t rong acid cation resins , strong base anion resins , a weak base anion resin, and an acid-leached activated carbon. Some of the experiments involved combinations of these adsorbents either a s separate beds in s e r i e s o r mixed in one bed. The activated carbon acted a s
-25 - HW - 7 9 174
i
a prefil ter-adsorber to remove residual organic mat ter that remained in
the s t eam s t r ipper bottoms. Although the activated carbon did i ts task
adequately, i ts use did not appear practical for large scale application.
La ter experiments omitted the activated carbon prefilter-adsorption step.
When used, however, the activated carbon bed often removed significant
amounts of strontium, cerium, zirconium, and ruthenium. The resul ts
were not always reproducible. Small changes in pH affected adsorption efficiency for these radioisotopes, an indication that par t ia l removal by the carbon might be due to filtration o r colloid adsorption.
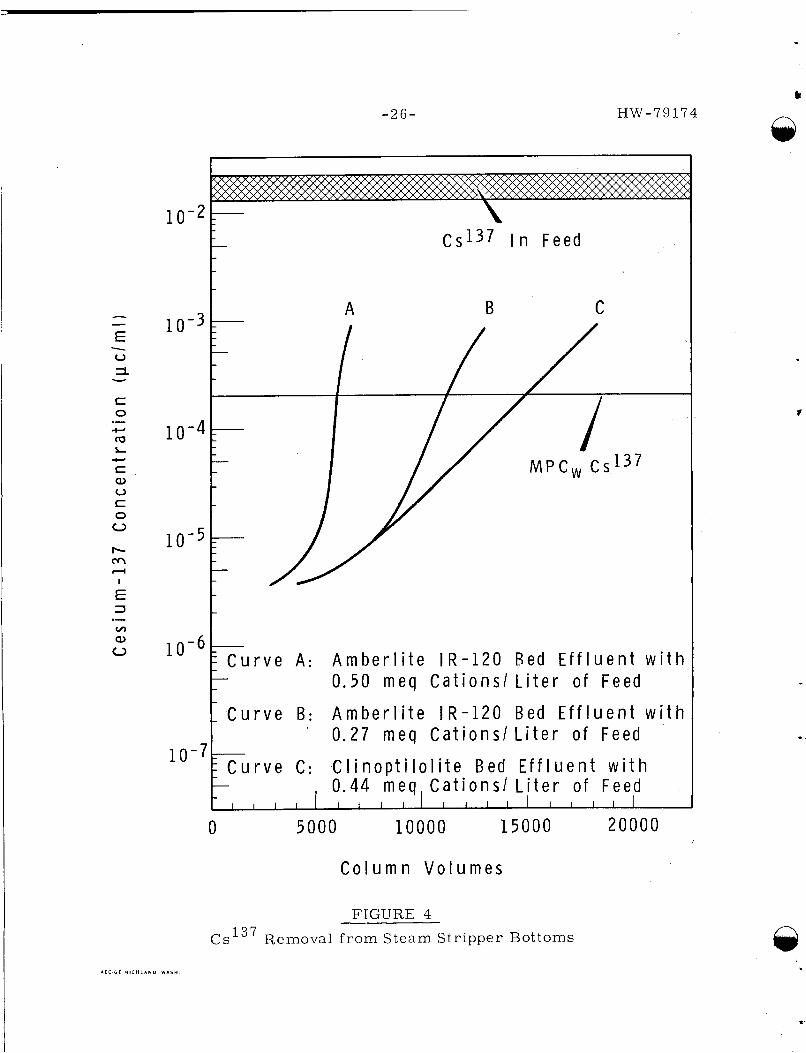
Strong acid cation resins used to t reat s team stripped condensate were quite effective in removing cesium with decontamination factors >1000.
These res ins a r e effective in removing all cations present .
for cesium, therefore, is dependent upon the concentration of nonradio-
active cation impurit ies. F o r example, when steam-stripped waste with a
pH of 6 to 7 and about 0 , 5 0 meq cations/l i ter was passed through a bed of
Amberlite IR-120 in the hydrogen form, about 6000 column volumes of waste
were t reated before the C s
MPC, value. In a s imi la r tes t with the resin in the sodiumform and the
feed with a pH of 4 and about 0. 27 meq cat ions/ l i ter , the res in bed could
t rea t 11 ,000 column volumes to the same end point, The cesium break-
through curves for these experiments a r e shown in Figure 4.
The capacity
concentration in the effluent reached its
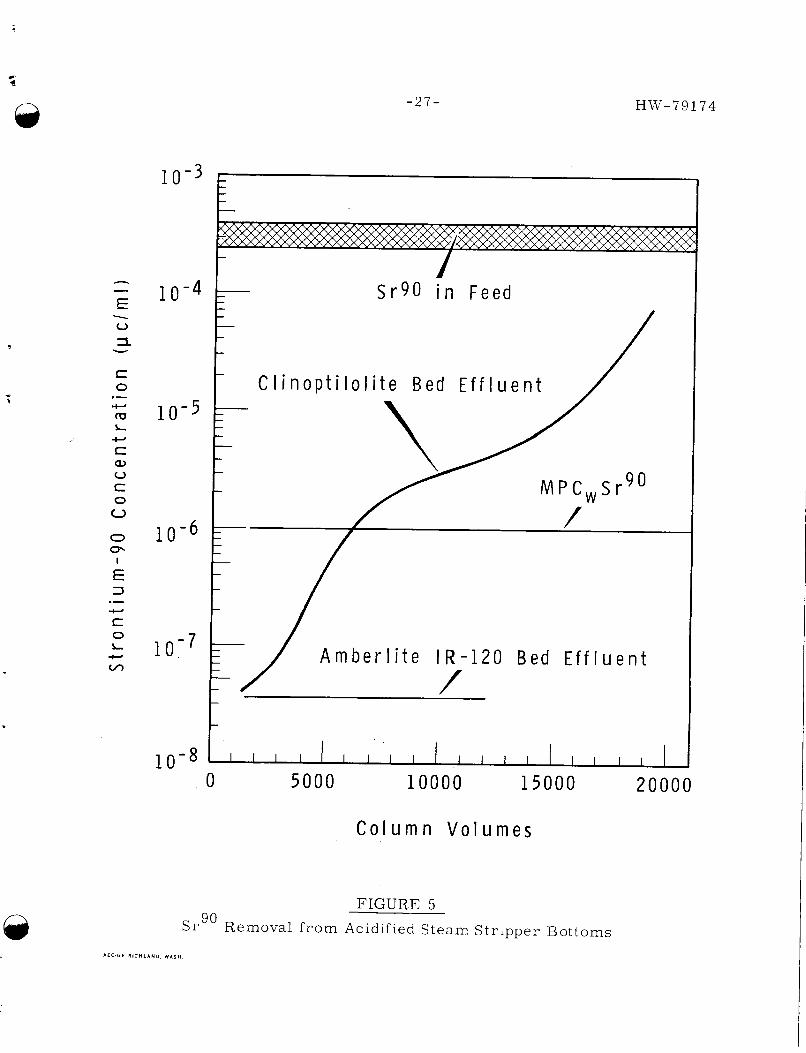
The pH of the feed did not affect the cesium removal efficiency of strong acid cation resins , but the pH was significant for strontium removal.
In general, when the pH of the s team stripped waste was lowered f rom 6
o r 7 to 3 o r 4, the strontium decontamination factor was increased ten-fold.
The pH effect was l e s s obvious when the hydrogen form of the res in was
used, because the exchanged hydrogen ions lowered the pH of the waste. The efficiency of strontium removal by a s t rong acid cation res in in the
hydrogen form with acidified feed is shown in Figure 5 , form of the cation res in was used, the pH effect was quite definite.
When the sodium
- 2 6 -
1 0 - 6
10 -7 ,
c HW-7 9 1 7 4
I C u r v e A : A m b e r l i t e I R - 1 2 0 B e d E f f l u e n t w i t h - 0 .50 m e q C a t i o n s / L i t e r o f F e e d
- C u r v e B: A m b e r l i t e I R - 1 2 0 B e d E f f l u e n t w i t h 0.27 m e q C a t i o n s / L i t e r o f F e e d
- C u r v e C: C l i n o p t i l o l i t e B e d E f f l u e n t w i t h - 0 .44 m e q C a t i o n s / L i t e r o f F e e d
I I I I I I I I I I I I I I I I I I
- -
-
A
Cs137 I n F e e d
B C
1 0 - z
1 0 - 3
1 0 - 4
1 0 - 5
C o l u m n V o l u m e s
FIGURE 4
Cs137 R e m o v a l f r o m S t e a m S t r i p p e r Bo t toms
* .
t
-27- HW-79174
h - E \
u I Y
S 0 + co L +
.-
t W u t 0 0
1 0 - 3
1 0 - 4
1 0 - 5
1 0 - 6
10-7
r i S r 9 0 i n F e e d
0 B e d E f f I u en t
A
0 5 0 0 0 10000 1 5 0 0 0 20000
Co lumn Volumes
FIGURE 5 90 S r Removal from Acidif ied Steam StrLpper Bottoms
A F C G E R I C H L A R D W A S H
-28- HW -7 9174
The efficiency of removal for cer ium and zirconium was s imi la r to
In general, when the pH was reduced to <4, the effluent that of strontium.
concentrations of these radioisotopes was l e s s than their respective MPC W
values. The decontamination factors were not high, however, because of the relatively low concentration of the isotopes in the feed. feed f o r these experiments was acidified with HN03.
the addition of C 0 2 to the feed lowered the pH sufficiently to reduce the
effluent strontium concentration.
ever, because the C 0 2 tended to escape while the feed was stored in the
vented feed tank.
Most of the In one experiment,
The low pH was difficult to maintain; how-
Clinoptilolite was also effective in removing cesium f rom s team
stripped condensate. and a capacity grea te r than that attained w i t h s t rong acid cation resins w a s
measured.
a bed of clinoptilolite, about 15, 000 column volumes of waste were treated
before the The breakthrough curve fo r this experiment is a l so shown i n Figure 4.
Cesium decontamination factors of >lo00 were obtained,
When feed containing 0 . 4 4 meq cations/l i ter was passed through
concentration in the effluent reached i ts MPC value,
With the feed at a pH of about 3, clinoptilolite initially removed s t ron- tium with a decontamination factor comparable to that measured with s t rong
acid cation res ins . S r g O in the effluent reached i ts MPCw value af ter 6000
column volumes of waste were treated.
an additional 10, 000 column volumes, however.
illustrated in Figure 5
Some strontium was removed from
The breakthrough curve is
f
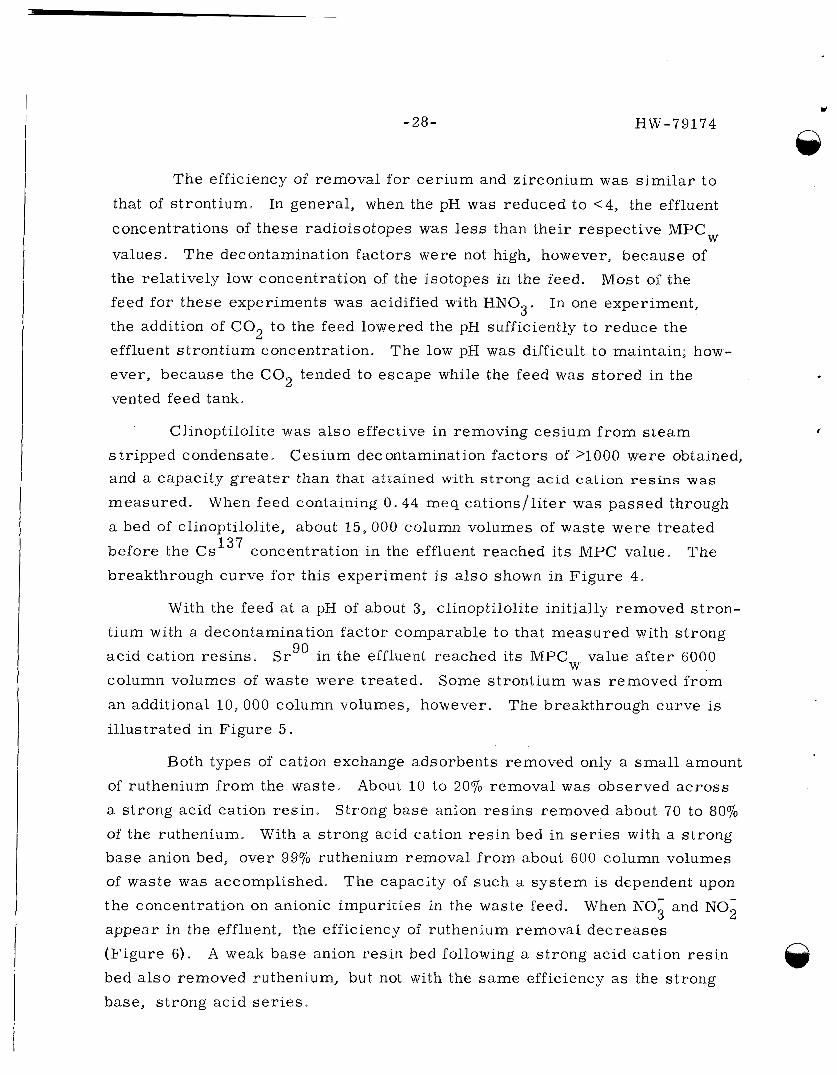
Both types of cation exchange adsorbents removed only a smal l amount
Strong base anion resins removed about 70 to 8070
of ruthenium f rom the waste.
a strong acid cation res in ,
of the ruthenium. With a strong acid cation res in bed in se r i e s with a strong base anion bed, over 99% ruthenium removal from about 600 column volumes
of waste was accomplished. The capacity of such a system is dependent upon
the concentration on anionic impurities in the waste feed, When NO; and NO; appear i n the effluent, the efficiency of ruthenium removal decreases
(Figure 6).
bed a l so removed ruthenium, but not with the same efficiency a s the strong
base, strong acid s e r i e s .
About 10 to 207’0 removal was observed ac ross
A weak base anion resin bed following a s t rong acid cation res in
-29- HW- 7 9 1 7 4
10-3
/ E f f l u e n t From An ion Red Only
MPC, Ru106
10-6 t I ~ I I I l I I I I I I I l l l l ~ l I
0 5 0 0 1 0 0 0 1500 2 0 0 0
Column Volumes
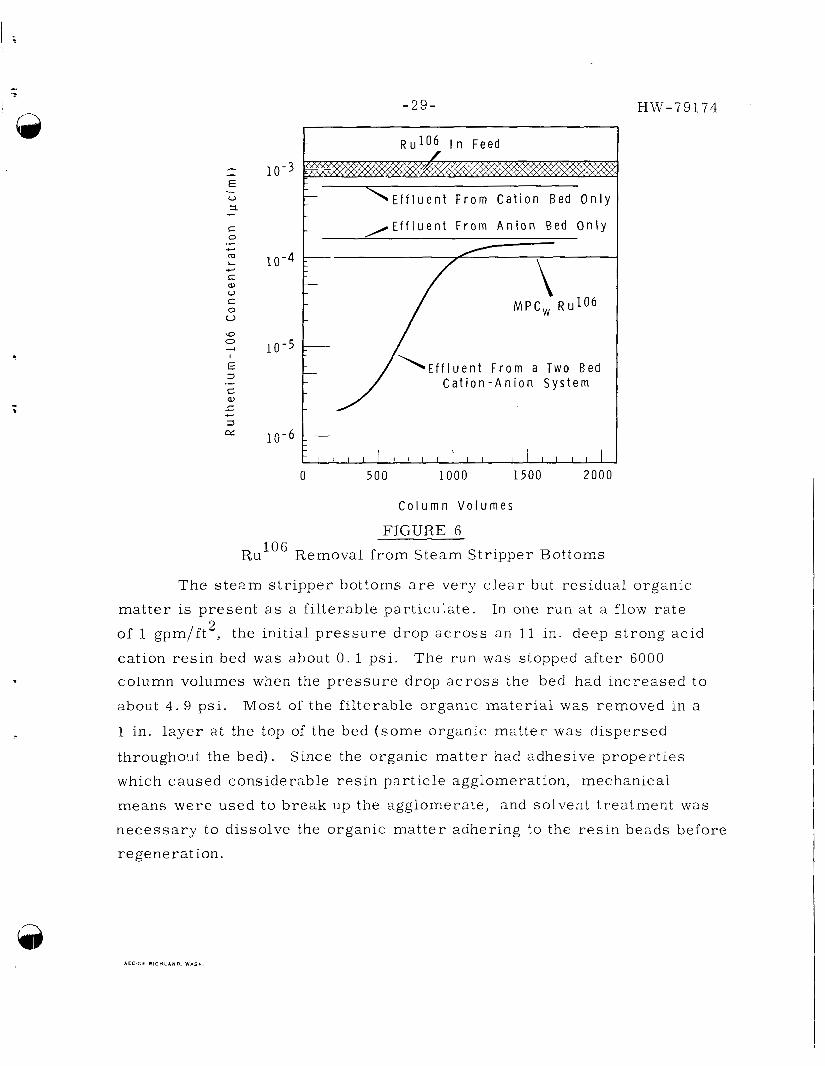
FIGURE 6
Ru106 Removal from Steam Stripper Bottoms
The s team s t r ipper bottoms a r e very c lear but residual organic
mat ter is present a s a filterable particulate.
of 1 gpm/ft , the initial p ressure drop across an 11 in. deep strong acid
cation resin bed was about 0 . 1 p s i .
column volumes when the pressure drop across the bed had increased to
about 4 . 9 psi .
1 in. layer at the top of the bed (some organic mat ter was dispersed
throughout the bed).
which caused considerable resin particle agglomeration, mechanical
means were used to break u p the agglomerate, and solvent treatment was
necessary to dissolve the organic mat ter adhering to the res in beads before
rege ne rat ion.
In one r u n at a flow rate 2
The r u n was stopped after 6000
Most of the filterable organic material was removed in a
Since the organic mat ter had adhesive properties
-30- HW-7 9 1 7 4
Thin Bed Adsorption Studies
The organic mater ia l remaining in the s team s t r ipper bottoms is not
easily removed by normal backwashing and regeneration techniques; there-
fore, filtering is necessary to protect ion exchange beds which a r e to be
re gene ra t e d
The use of a precoated fi l ter with a smal l particle cation exchange
f i l ter aid was considered so that both filtering and cation exchange adsorp-
tion could be handled by one unit operation.
expected with natural zeolites such a s clinoptilolite in the smal le r particle
size, and more of the adsorptive capacity of the f i l ter aid mater ia l would
probably be used before hydraulic problems would be encountered.
Improved kinetics would be
T w o experiments were performed with s team stripped condensate to
evaluate the decontamination ability of thin precoat beds of cation exchangers
During one experiment the condensate was acidified with RNOQ to a pH of 3. 2
and was passed through 1 . 7 c m of 200 x 400 mesh strong acid sulfonated poly-
styrene cation resin at a flow ra te of 5 gpmjft
A strontium decontamination factor > 1000 was maintained with >5000 column
volumes of waste, The cesium decontamination factor varied f rom 700 at the
beginning of the test to 70 when its MPCw value was reached. The MPCw of
cesium in the effluent was reached a f t e r 2250 column volumes.
drop ac ross the bed increased from 2 . 1 psi at the s t a r t of the test to 3. 3 p s i
at the end,
2 (10 column volumes/min).
P r e s s u r e
During the other experiment the feed was acidified to a pH of 4 and
passed through 2 . 0 cm of P O 0 x 230 mesh acid-washed clinoptilolite in the
sodium form at a flow rate of 5 gpm/ft
tamination factor for strontium and cesium ranged from 100 to 400 through
4500 column volumes,
the effluent d id not exceed their respective MPCw values. a c r o s s the bed did not exceed 2 psi.
2 (10 column volumes/min), The decon-
Concentrations of radiostrontium and radiocesium in
P r e s s u r e drop
APPENDIX A
-31- HW-79174
R E F E R E NCES
1.
2.
3 .
4.
5 .
6 ,
7 ,
8.
L. L. A m e s . The R e m o v a l of Radio iso topes from W a s t e S t r e a m s by M i n e r a l Reac t ion . BNL-546, pp. 80 t o 84. J a n u a r y 8, 1959. (SECRET)
L. L. A m e s . T h e Zeo l i t e E x t r a c t i o n of C s from Aqueous Solution, HW-62607. S e p t e m b e r 30, 1959.
B. W. M e r c e r , T h e R e m o v a l of C e s i u m and S t r o n t i u m from Conden- s a t e W a s t e s with Clinopt i lol i te , HW-66276. J u l y 29, 1960.
Selas Liquid S e p a r a t o r , Bul le t in LS-1 Selas C o r p o r a t i o n of A m e r i c a , D r e s h e r , P e nns y lva n ia
F. W. Woodfield. P u r e x T e c h n i c a l Manual , HW-31000. M a r c h 25, 1955. (SECRET)
B o T . Bell. Capac i ty , C o n t r o l a n d TBP S t r ipp ing - -Tr i a l s on a S m a l l E v a p o r a t o r , AERE-R-3508. Atomic E n e r g y R e s e a r c h E s t a b l i s h m e n t , H a r w e l l , Eng land . 1960.
A. E . Ki t t r edge . The R e m o v a l of Di s so lved G a s e s f rom B o i l e r F e e d I f
I f W a t e r , pp. 38-42, S e p t . , pp. 43-44. 1941.
M o d e r n P o w e r & E n g . , vol. 35, July, pp. 42-44, A u g . ,
A. B. J o s e p h . Radioac t ive W a s t e D i s p o s a l P r a c t i c e s in the Atomic E n e r g y Indus t ry- -A Survey of t h e C o s t s , NYO-7830, D e c e m b e r 31, 1955,
-32 - HW-79174
APPENDIX A
ADSORBENTS USED IN WASTE TREATMENT PILOT PLANT TESTS
Activated Carbon, Type CAL
An activated carbon having a 1 2 x 40 mesh particle s ize produced by
the high temperature s team activation of bituminous coal.
Pittsburgh Chemical Company, Pittsburgh, Pennsylvania. Manufacturer:
Activated Carbon, Type SGL
Same a s activated carbon Type CAL except particle s ize is 8 x 30
mesh,
Amberlite IR-120
A sulfonated polystyrene strong acid cation resin. Manufacturer: Rohm and Haas Company, Philadelphia, Pennsylvania.
Ambe rlit e IR - 1 2 0 L
Same a s Amberlite IR-120 except screened to give a slightly l a rge r effective particle s ize .
Amberlite 200
A sulfonated polystyrene strong acid cation res in having a macro- re t icular bead s t ruc ture . Manufacturer: Rohm and Haas Company, Phila-
delphia, Pennsylvania
Amberlite XE-150
A nuclear grade mixture of sulfonated polystyrene s t rong acid cation resin i n the hydrogen form with Type I quaternary ammonium polystyrene
s t rong base anion res in in the hydroxide form uniformly mixed in the pro-
portion of 1 equivalent hydrogen ion to 1 equivalent hydroxide ion. Manu-
facturer : Rohm and Haas Company, Philadelphia, Pennsylvania.
Apatite, Canadian
A naturally occurring calcium hydroxyphosphate mineral .
- 3 3- .
@ HW-79174
Apatite, Synthetic
A synthetic calcium hydroxphosphate made by reacting calcite par - t icles with a hot tr isodium phosphate solution.
Calcite
A calcium carbonate mineral .
C linoptilolite
A naturally occurring alumino-silicate zeolite mineral having a si l ica to alumina rat io of 8-10:l.
by the Baroid Division of National Lead Company, Hector, California. The material used in this study w a s mined
t
Decalso
A synthetic alumino-silicate gel having 6 : l silica to alumina ratio.
Manufacturer: Permut i t Company, New York, New York.
Dowex 50W
A sulfonated polystyrene strong acid cation resin. Manufacturer: Dow Chemical Company, Midland, Michigan.
111~0 NR- 1
A nuclear grade sulfonated polystyrene s t rong acid cation res in in the
hydrogen fo rm marketed by the Illinois Water Treatment Company, Rockford,
Illinois.
111~0 NR-2
A nuclear grade Type I quaternary ammonium polystyrene s t rong base
anion res in in the hydroxide form marketed by the Illinois Water Treatment
Company, Rockford, Illinois.
'1
-34- HW-79174
111~0 TM-1
A commerc ia l grade mixture of sulfonated polystyrene s t rong acid
cation res in in the hydrogen form with Type I quarternary ammonium poly-
styrene s t rong base anion r e s i n in the hydroxide f o r m uniformly mixed in
the proportion of 1 equivalent hydrogen ion to 1 equivalent hydroxide ion.
It is marketed by the Illinois Water Treatment Company, Rockford, Illinois.
Molecular Sieve 4A
A synthetic alumino-silicate crystalline zeolite having a 2: 1 silica
to alumina ratio. Manufacturer: Line Company, Tonawanda, New York.
,-
APPENDIX B
-35-
APPENDIX B
HW-79174
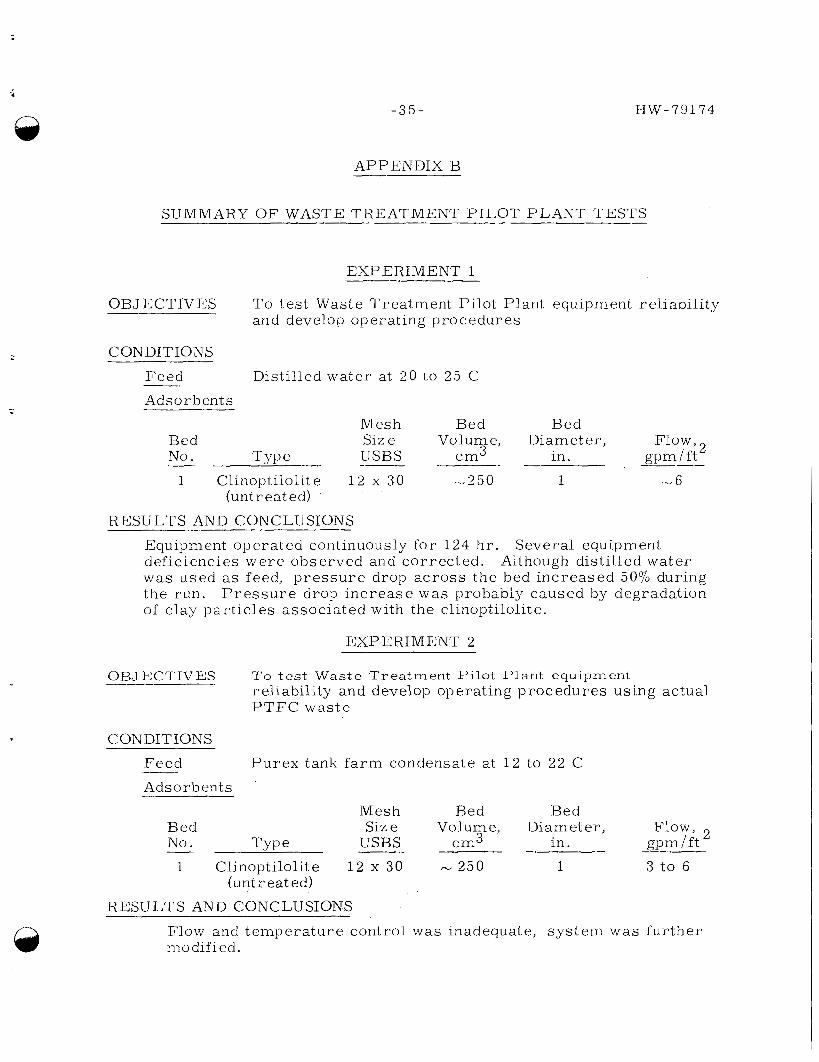
SUMMARY OF WASTE T R E A T M E N T P I L O T P L A N T T E S T S
EXPERIMENT 1
OBJECTIVES T o t e s t Was te T r e a t m e n t P i lo t P l an t equipment r e l i ab i l i t y and develop o p e r a t i n g p r o c e d u r e s
-
CONDITIONS ~~ ~
F e e d Dis t i l l ed w a t e r a t 2 0 t o 25 C
A d s o r b en t s Mesh Bed B e d
Bed Siz e Volume, D i a m e t e r , Flow, No. TJ’P e USBS c m in . g p m / f t
1 Clinopt i lol i te 1 2 x 30 -250 1 - 6
3
(un t r ea t ed )
RESULTS AND CONCLUSIONS
Equipment o p e r a t e d cont inuously for 124 h r . def ic ienc ies w e r e o b s e r v e d and c o r r e c t e d . w a s u s e d as feed, p r e s s u r e d rop a c r o s s t h e bed i n c r e a s e d 5070 dur ing t h e r u n . P r e s s u r e d rop i n c r e a s e w a s probably c a u s e d by degrada t ion of c l a y p a r t i c l e s a s s o c i a t e d with t h e cl inopt i lol i te .
S e v e r a l equipment Although d i s t i l l ed w a t e r
OBJECTIVES
CONDITIONS
EXPERIMENT 2
To t e s t W a s t e T r e a t m e n t Pilot P l a n t equ ipmen t r e l i ab i l i t y and develop ope ra t ing p r o c e d u r e s us ing ac tua l PTFC w a s t e
F e e d P u r e x tank farm condensa te a t 1 2 to 22 C
A d s o r b en t s
Mesh Bed Bed B e d S ize Volume, D i a m e t e r , Flow, - No. TYP e USBS c m in . gpm / f t
1 Clinopt i lol i te 1 2 x 30 - 250 1 3 to 6
3
(un t r ea t ed )
RESULTS AND CONCLUSIONS
F low and t e m p e r a t u r e con t ro l w a s inadequate , s y s t e m w a s f u r t h e r modi f ied .
- 3 6 - HW-79174
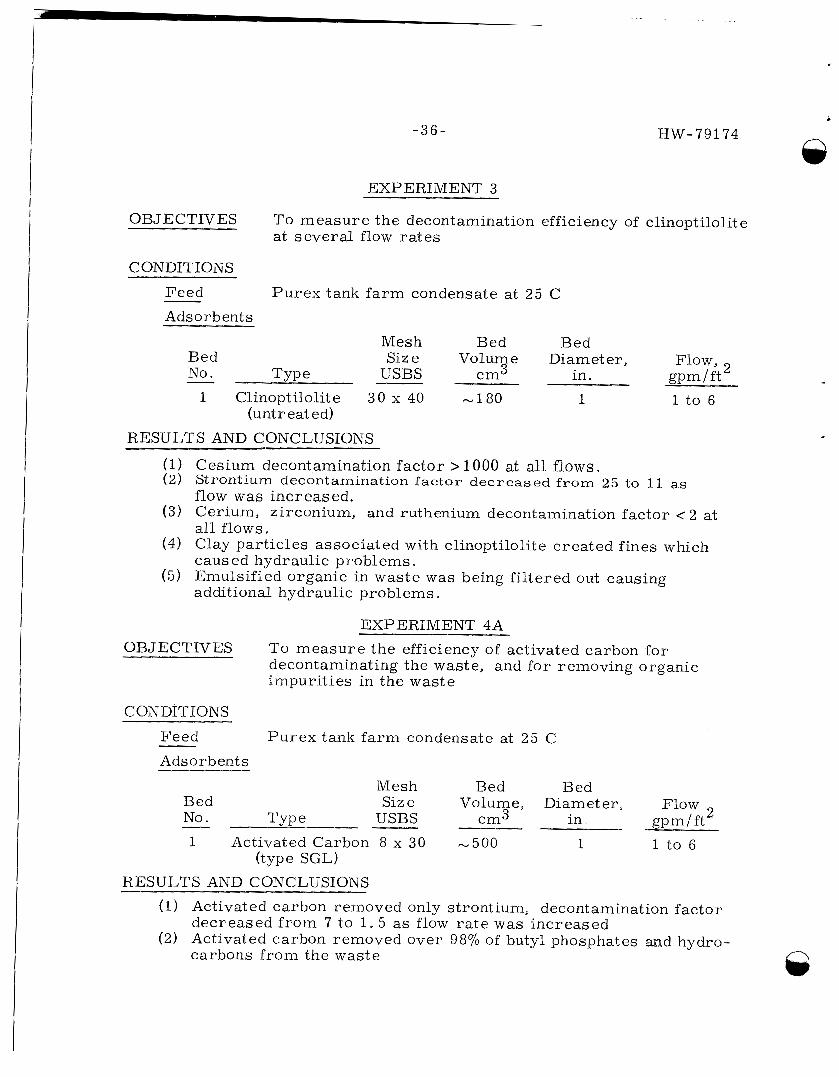
EXPERIMENT 3
OBJECTIVES To measu re the decontamination efficiency of clinoptilolite at severa l flow ra t e s
CONDITIONS
Feed
Adsorbent s P u r e x tank f a r m condensate at 25 C
Mesh Bed Bed
in. USBS c m
1
Volume Diameter, Bed Siz e 3 - No Type
1 Clinoptilolite 3 0 x 40 - 180
(untreated)
Flow, gpm I ft 1 to 6
RESULTS AND CONCLUSIONS
(1) Cesium decontamination factor > 1000 at all flows. (2 ) Strontium decontamination factor decreased from 25 to 11 as
(3) Cerium, zirconium, and ruthenium decontamination factor < 2 at
(4) Clay par t ic les associated with clinoptilolite created fines which
(5) Emulsified organic in waste was being fi l tered out causing
flow was increased.
all flows.
caused hydraulic problems
additional hydraulic problems
EXPERIMENT 4A OBJECTIVES To measu re the efficiency of activated carbon for
decontaminating the waste, and for removing organic impurit ies in the waste
CONDITIONS
Feed
Ads o r b ent s
Purex tank farm condensate at 25 C -
Mesh Bed Bed
USBS cm 1 Activated Carbon 8 x 30 ,500
Volume, Diameter, Flow
1 to 6 1
in gpm/ft Bed Size 3 - No TYP e
(type SGL) RESULTS AND CONCLUSIONS
(1) Activated carbon removed only strontium, decontamination factor
(2) Activated carbon removed over 98% of butyl phosphates and hydro- decreased f r o m 7 to 1 . 5 as flow ra t e was increased
carbons f rom the waste c
n -37- HW-791.74
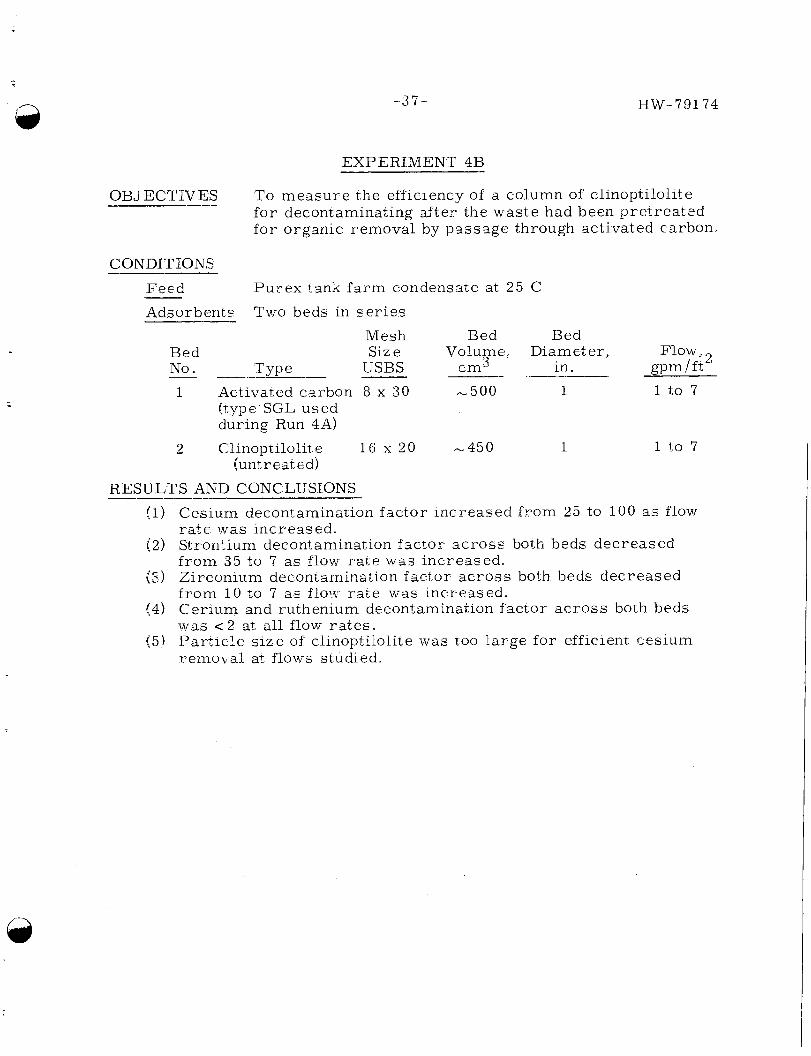
EXPERIMENT 4B
OBJECTIVES To measu re the efficiency of a column of clinoptilolite for decontaminating after the waste had been pretreated for organic removal by passage through activated carbon.
CONDITIONS
Feed Purex tsnk f a r m condensate at 2 5 C
Adsorbente TWO beds in s e r i e s
Mesh Bed Bed Volume. Diameter, Flow,
in. gpm / ft 3 Bed Size No. Type USBS c m
~
1 Activated carbon 8 x 30 -500 1 1 to a (type SGL used during Run 4A)
(unt r eat e d) 2 Clinoptilolit e 1 6 x 20 -450 1 1 to a
RESULTS AND CONCLUSIONS
Cesium decontaminztion factor increased f rom 25 to 100 as f low rate, w a s increased. Strontium decontamination factor ac ross both beds decreased f rom 35 to 7 a s flow r a t e w a s increased. Zirconium decontamination fsc tor ac ross both beds decreased from 10 to 7 a s flow r i t e w a s increased. Cerium and ruthenium dccontamination factor across both beds was < 2 at all flow ra t e s . Par t ic le s i ze of clinoptflolite w a s too la rge for efficient cesium removal at. fl.ows studied.
-3 8- HW-79174
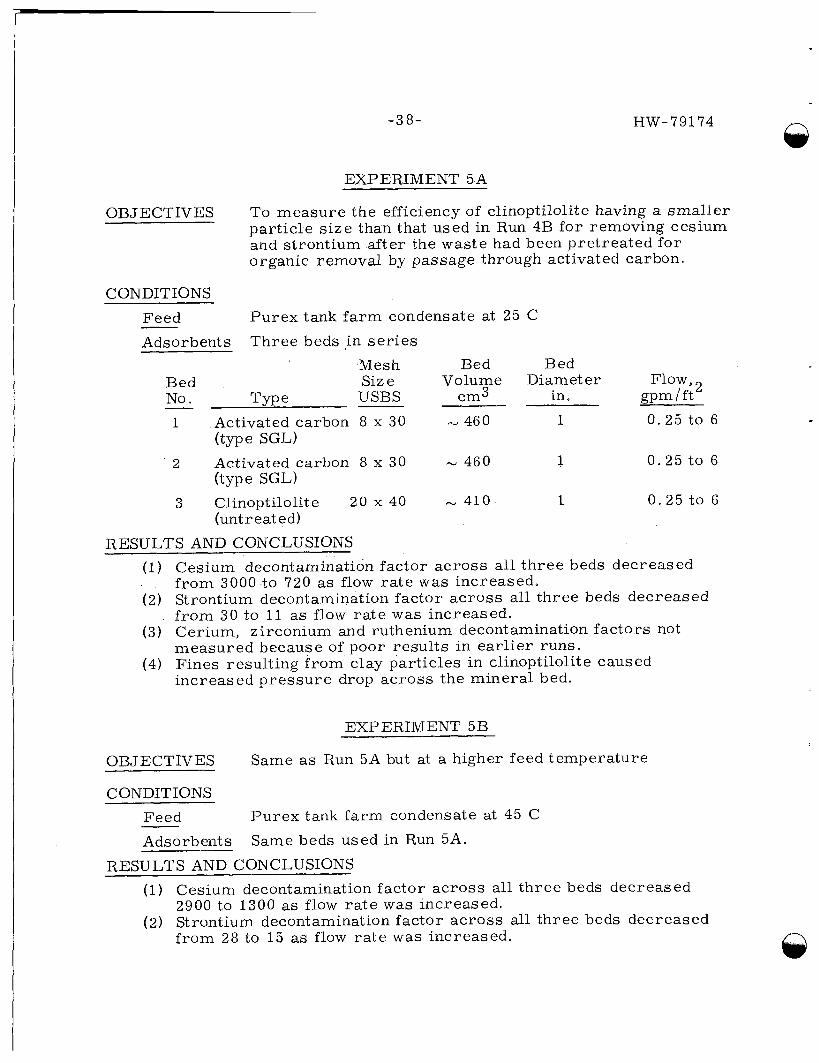
EXPERIMENT 5A
OBJECTIVES To measu re the efficiency of clinoptilolite having a smaller par t ic le s i ze than that used in Run 4B for removing cesium and strontium after the waste had been pretreated fo r organic removal by passage through activated carbon.
CONDITIONS
Feed Purex tank farm condensate at 25 C
Adsorbents Three beds in series Mesh
Bed Size No TYP e USBS
1 Activated carbon 8 x 30
2 Activated carbon 8 x 30
3 Clinoptilolite 20 x 40
-
(type SGL)
(type SGL)
(untreated)
RESULTS AND CONCLUSIONS
Bed Volume
0 3
- 460
- 460
N 410
Bed Diameter Flow,
in gpm / ft 1 0.25 to 6
1 0.25 to 6
1 0 . 2 5 to 6
(1) Cesium decontamination factor ac ross all t h ree beds decreased f rom 3000 to 720 as flow ra t e was increased.
( 2 ) Strontium decontamination factor ac ross all th ree beds decreased f rom 30 to 11 as flow rate was increased,
(3) Cerium, zirconium and ruthenium decontamination factors not measured because of poor resu l t s in earlier runs.
(4) Fines result ing f rom clay par t ic les in clinoptilolite caused increased p r e s s u r e drop ac ross the mineral bed.
EXPERIMENT 5B
OBJECTIVES
CONDITIONS Feed
Adsorbents
Same as Run 5A but at a higher feed temperature
Purex tank farm condensate at 45 C
Same beds used in Run 5A.
RESULTS AND CONCLUSIONS
(1) Cesium decontamination factor ac ross all t h ree beds decreased 2900 to 1300 as flow r a t e was increased.
(2) Strontium decontamination factor ac ross all th ree beds decreased f rom 28 to 15 as flow ra t e was increased.
-39 - HW- 7 9 1 74
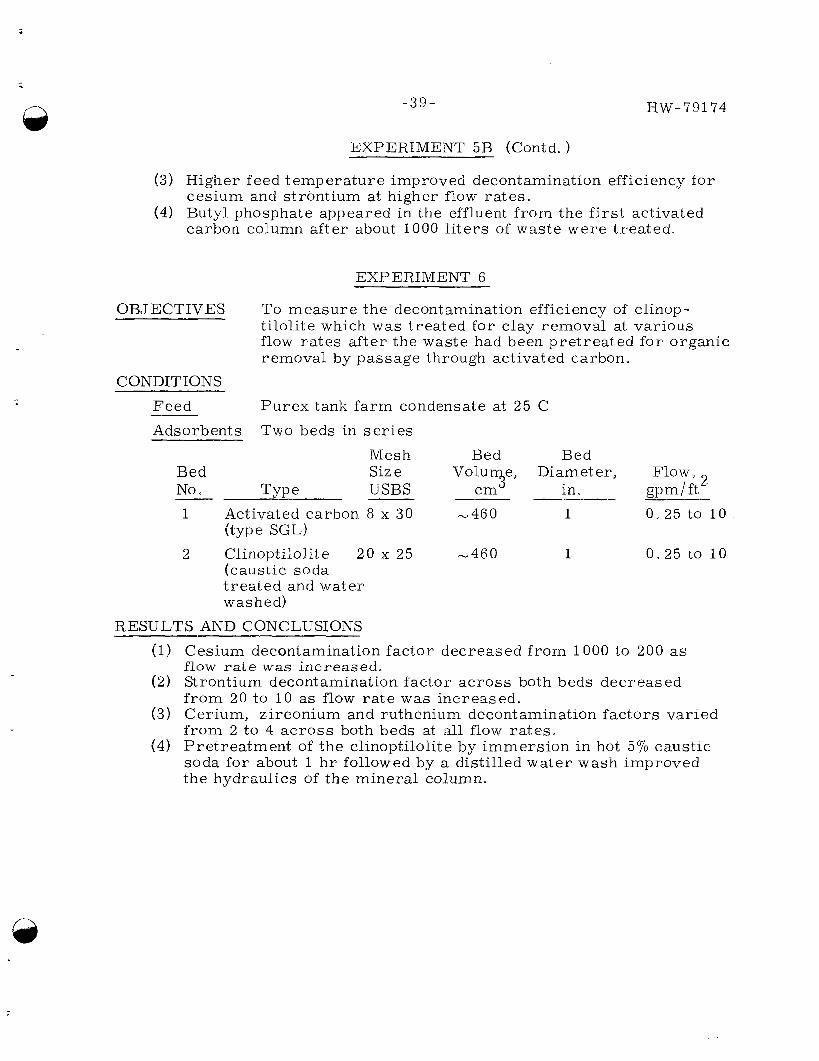
EXPERIMENT 5B (Contd. )
(3) Higher feed tempera ture improved decontamination efficiency for cesium and strontium at higher flow ra tes .
(4) Butyl phosphate appeared in the effluent f rom the first activated carbon column af ter about 1000 l i t e rs of waste were t reated.
EXPERIMENT 6
OBJECTIVES To measu re the decontamination efficiency of clinop - tilolite which was t reated for clay removal at various flow rates af ter the waste had been pretreated for organic removal by passage through activated carbon.
CONDITIONS
Feed
Adsorbents Two beds in series Purex tank f a r m condensate at 25 C
Mesh Bed Bed
2 Bed Size Volunje, Diameter, Flow, No TYP e USBS cm in. gpm/ft
1 Activated carbon 8 x 30 -460 1 0.25 to 10
2 Clinoptilolite 20 x 25 -460 1 0 . 25 to 1 0 (type SGL)
(caustic soda t rea ted and water washed)
RESULTS AND CONCLUSIONS
(1) Cesium decontamination factor decreased f rom 1000 to 200 a s flow rate w a s increased.
(2) Strontium decontamination factor ac ross both beds decreased from 20 to 1 0 a s flow rate was increased.
(3) Cerium, zirconium and ruthenium decontamination factors var ied from 2 to 4 ac ross both beds at all flow rates.
(4) Pretreatment of the clinoptilolite by immersion in hot 5% caustic soda for about 1 h r followed by a distilled water wash improved the hydraulics of the mineral column.
-40-
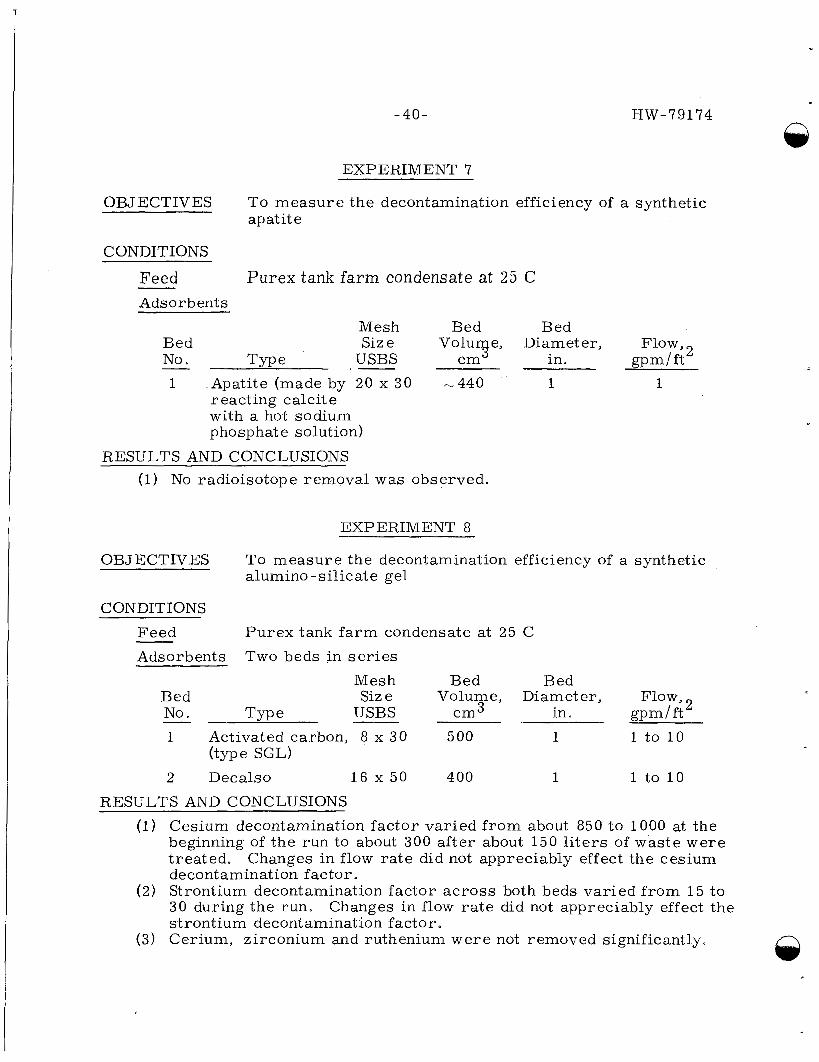
EXPERIMENT 7
HW-79174
OBJECTIVES To measu re the decontamination efficiency of a synthetic apatite
CONDITIONS
Feed Adsorb ents
Purex tank farm condensate at 25 C
Mesh Bed Bed Bed Size Volurge, Diameter, Flow , No Type USBS cm in. gpm/ft 1 Apatite (made by 20 x 30 -440 1 1 -
reacting calcite with a hot sodium phosphate solution)
RESULTS AND CONCLUSIONS (1) No radioisotope removal was observed.
EXPERIMENT 8
OBJECTIVES To measu re the decontamination efficiency of a synthetic alumino -sil icate gel
CONDITIONS
Feed
Adsorbents Two beds in s e r i e s
P u r e x tank farm condensate at 25 C
Mesh Bed Bed Size Volume, Diameter, Flow,
No. TYP e USBS c m 3 in e gpm/ft2 Bed - 1 Activated carbon, 8 x 30 5 00 1 1 to 1 0
2 Decals o 1 6 x 50 400 1 1 to 1 0 (type SGL)
RESULTS AND CONCLUSIONS
(1) Cesium decontamination factor varied f rom about 850 to 1000 at the beginning of the run to about 300 after about 150 liters of waste were t reated. Changes in flow rate did not appreciably effect the cesium decontamination factor.
(2) Strontium decontamination factor ac ross both beds var ied f rom 15 to 30 during the run. strontium decontamination factor e
Changes in flow rate did not appreciably effect the
9 (3) Cerium, zirconium and ruthenium were not removed significantly.
-41 -
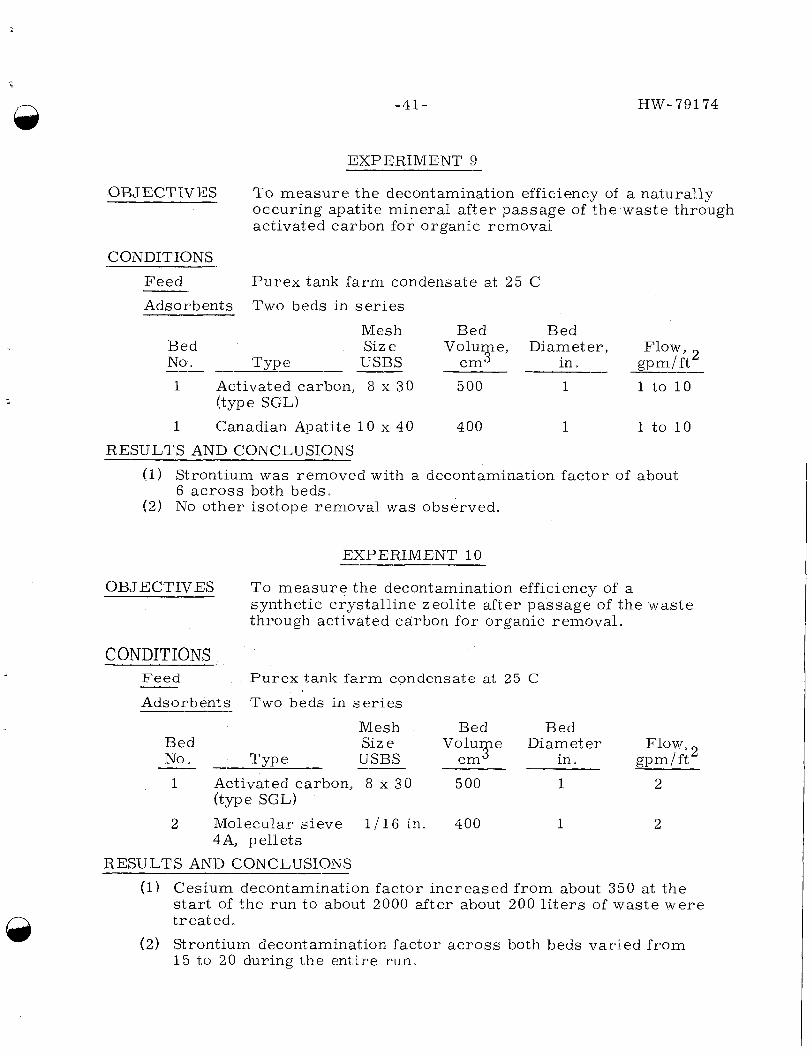
EXPERIMENT 9
HW-79174
OBJECTIVES
CONDITIONS
Feed
Adsorbent s
To measu re the decontamination efficiency of a naturally occuring apatite mineral af ter passage of the waste through activated carbon for organic removal
Purex tank f a r m condensate at 25 C
Two beds in s e r i e s
Mesh Bed Bed Bed Siz e Volume, Diameter, Flow, No 'TYP e USBS em 3 in gpm/ft 1 Activated carbon, 8 x 30 500 1 1 to 1 0
1 Canadian Apatite 1 0 x 40 400 1 1 to 10 (type SGL)
RESULTS AND CONCLUSIONS
(1) Strontium was removed with a decontamination factor of about 6 ac ross both beds.
(2) No other isotope removal was observed.
EXPERIMENT 10
OBJECTIVES To measu re the decontamination efficiency of a synthetic crystall ine zeolite after passage of the waste through activated carbon for organic removal.
CONDITIONS
RES
Feed Purex tank f a r m condensate at 2 5 C
J -
Bed No
1
2
JTS A
Adsorbents Two beds in s e r i e s -~ Mesh Bed Bed Siz e Vo luye Diameter Flow,
- Type USBS cm in a gpm/ft Activated carbon, 8 x 30 5 00 1 2 (type SGL) Molecular s ieve 1 / 1 6 in. 400 1 2 4A, pellets
JD CONCLUSIONS
(1) Cesium decontamination factor increased f rom about 350 at the start of the run to about 2000 after about 200 l i t e r s of waste w e r e t reated,
( 2 ) Strontium decontamination factor ac ross both beds var ied from 15 to 20 during the enti- e run.
-42- HW-79174
EXPERIMENT 11
OBJECTIVES To measu re the decontamination efficiency of clinoptilolit e after the w a s t e was pretreated for removal of organic mat te r
CONDITIONS
Feed P u r e x tank f a r m condensate at 25 C
Adsorbents Three beds in s e r i e s
Bed Size - No. TYP e USBS
Mesh Bed Bed Volume, Diameter, Flow,
in. gpm/ft 3 c m 1 Activated carbon, 8 x 30 10, 000 4 1 to 2
(type SGL) 1 4 2 Clinoptilolit e 18 x 20 250
(caustic soda treated and water washed)
3 Clinoptilolite 20 x 40 (caustic soda t rea ted and water washed)
250 1 4
RESULTS AND CONCLUSIONS
Cesium decontamination factor var ied f rom 1000 at start of run to 100 when the concentration of Cs137 in the effluent reached its MPC,. value af ter about 1800 l i t e r s of waste were t reated. Strontlum decontamination factor ac ross the activated carbon bed var ied f rom 5 to 10 and ac ross the clinoptilolite beds var ied f rom 4 to 8 fo r an overall decontamination factor of 20 to 80. concentration in the effluent exceeded i t s MPC, during most of t h e run. Cerium, zirconium and ruthenium radioisotopes were only slightly removed. The high ammonia concentration in the feed leached aluminum ash impurit ies f r o m the activated carbon. Precipitation of aluminum hydroxide in the sys tem downstream f rom the activated carbon bed caused plugging of the first mineral bed.
Sr90
-43 -
EXPERIMENT 1 2
HW-79174
OBJECTIVES To m e a s u r e t h e decontaminat ion eff ic iency and capac i ty of c l inopt i lol i te f o r r emov ing c e s i u m and s t r o n t i u m and f o r m e a s u r i n g t h e eff ic iency with which s t r o n t i u m is r e m o v e d us ing a ca l c i t e -phospha te r e p l a c e m e n t r e a c t i o n
CONDITIONS
F e e d P u r e x tank farm condensa te containing about 1 6 0 m g l l i t e r a m m o n i a at 25 C; 200 m g / l i t e r NaOH and 173 mg/li ter N a 3 P 0 4 w e r e added t o w a r d s l a t t e r p a r t of r u n a f t e r C s 137 b reak th rough o c c u r r ed .
Adsorben t s T h r e e beds in series
M e s h Bed Bed Bed S ize Vo lume D i a m e t e r Flow, No. TYP e USBS c m in . g p m / ft 1 Act ivated c a r b o n 8 x 30 1 0 , 0 0 0 4 0 . 5 t o 1 . 3
3
( type SGL)
( c a u s t i c s o d a hea ted and w a t e r washed)
2 Cl inopt i lol i te 20 x 40 250 1 4
3 C a l c i t e 2 0 x 40 250 1 4
RESULTS AND CONCLUSIONS
(1) C e s i u m decontaminat ion f a c t o r v a r i e d f r o m 1000 at s t a r t of r u n t o 1 0 0 when t h e concent ra t ion of i n t h e effluent r e a c h e d i t s MPC, va lue a f t e r about 1450 l i t e r s of w a s t e w e r e t r e a t e d .
( 2 ) S t ron t ium decontaminat ion f a c t o r a c r o s s t h e ac t iva t ed c a r b o n bed v a r i e d from 4 t o 1 0 and a c r o s s t h e m i n e r a l beds v a r i e d f r o m 5 t o 8 f o r a n o v e r a l l decontaminat ion f a c t o r of 2 0 to 80. w a s added to t h e f e e d t h e o v e r a l l decontaminat ion f a c t o r i n c r e a s e d t o 100. t h e e n t i r e r u n .
When phospha te
S r g O concen t r a t ion in t h e effluent exceeded i t s MPC, du r ing
-44- HW- 791 74
EXPERIMENT 13
OBJECTIVES To measure the efficiency of cesium and strontium decontamination by clinoptilolit e with and without activated carbon pretreatment of the waste for organic removal
CONDITIONS
Feed
Adsorbents
P u r e x tank farm condensate at 25 C.
During par t A of run two beds in s e r i e s . B one new clinoptilolite bed used.
During par t
Mesh Bed Bed Bed Size VoluTe, Diameter, Flow, No a TYP e USBS cm in. gpm / ft
1 Activated carbon 8 x 30 10,000 4 - 0 . 5
Part A
(type SGL) 2 Clinoptilolite 20 x 40 250 1 1 to 6
(caustic soda t rea ted water washed)
Part B
1 Clinoptilolite 20 x 40 (caustic soda t r ea t ed w at e r washed)
250 1 1 to 6
RESULTS AND CONCLUSIONS
(1) Cesium decontamination factor var ied f rom 200 to 300 in both cases . (2 ) Strontium decontamination factor ac ross activated carbon was 15
and ac ross clinoptilolite was 6 for an overall decontamination factor of 90. was 45.
( 3 ) Activated carbon pretreatment of purex tank farm condensate did not affect cesium decontamination but improved the overall strontium removal by a factor of 2 .
When clinoptilolite was used alone, the decontamination factor
-45- HW-79174
EXPERIMENT 14
OBJECTIVES To measure the efficiency of a strong acid cation res in for decontaminating acidified waste
CONDITIONS
Feed P u r e x tank f a r m condensate at 25 C acidified to pH 3 with nitric acid
Adsorbents Two beds in s e r i e s
Mesh Bed Size No Type USBS - 1 Activated carbon 8 x 30
2 Amberlit e 1 6 x 50 (type SGL!
':R-120 (in hydrogen form)
RESULTS AND CONCLUSIONS
Bed Bed Volurge, Diameter, Flow,
cm in gpm/ ft 1 0 , 0 0 0 4 0 . 3
250 1 4
Tes t was prematurely terminated. Acid in the feed leached i ron and aluminum ash impurit ies f rom the activated carbon bed, these elements then precipitated in the effluent s t r e a m resulting in plugging of the downstream res in bed,
EXPERiMENT 15
OBJECTIVES To measu re the efficiency of a strong acid cation res in fo r decontaminating acidified waste using an acid leached aetivated carbon bed f o r organic removal.
CONDITIONS
Feed
Adsorbents Two beds in s e r i e s
P u r e x tank farm condensate at 25 C acidified to pH 2 . 3 with nitric acid
Mesh Bed Bed
3 in gpm/ft2 USBS cm Volume, Diameter, Flow, Bed Size
No TYP e -- ~
1 Activated carbon 8 x 30 10, 000 4 0 . 3
2 Amberlite 16 x 50 250 1 4 (acid leached)
IR-120 (in hydrogen form)
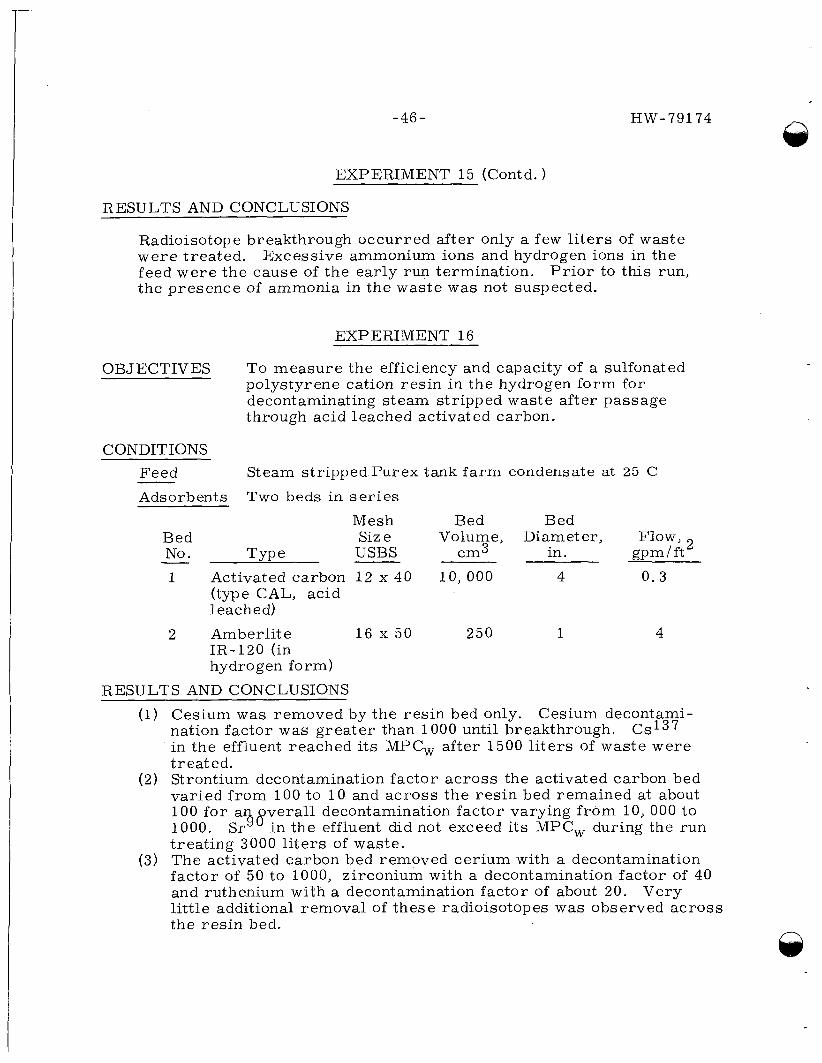
HW- 791 74 -46-
EXPERIMENT 15 (Contd. )
RESULTS AND CONCLUSIONS
Radioisotope breakthrough occurred after only a few liters of waste were treated. feed w e r e the cause of the ear ly run termination. P r i o r to this run, the presence of ammonia in the waste was not suspected.
Excessive ammonium ions and hydrogen ions in the
EXPERIMENT 16
OBJECTIVES To measu re the efficiency and capacity of a sulfonated polystyrene cation res in in the hydrogen fo rm for decontaminating s team stripped waste after passage through acid leached activated carbon.
CONDITIONS Feed Adsorbents Two beds in s e r i e s
Steam stripped Purex tank farm condensate at 25 C
Mesh Bed Bed Bed Siz e Volume, Diameter, Flow, - No. TYP e USBS cm3 in. gpm/ft 1 Activated carbon 12 x 40 10, 000 4 0 .3
(type CAL, acid 1 eached)
IR-120 (in hydrogen form)
2 Amb er l i t e 16 x 50 250 1 4
RESULTS AND CONCLUSIONS
(1) Cesium was removed by the res in bed only. Cesium decontami- nation factor was grea te r than 1000 until breakthrough. in the effluent reached its MPC, after 1500 liters of waste were t reated.
(2) Strontium decontamination factor ac ross the activated carbon bed var ied f r o m 100 to 10 and across the res in bed remained at about 100 fo r a38verall decontamination factor varying f rom 10, 000 to 1000. Sr in the effluent did not exceed its MPC, during the run treating 3000 liters of waste.
(3) The activated carbon bed removed cer ium with a decontamination factor of 50 to 1000, zirconium with a decontamination factor of 40 and ruthenium with a decontamination factor of about 20. l i t t le additional removal of these radioisotopes was observed ac ross the res in bed.
Cs137
Very
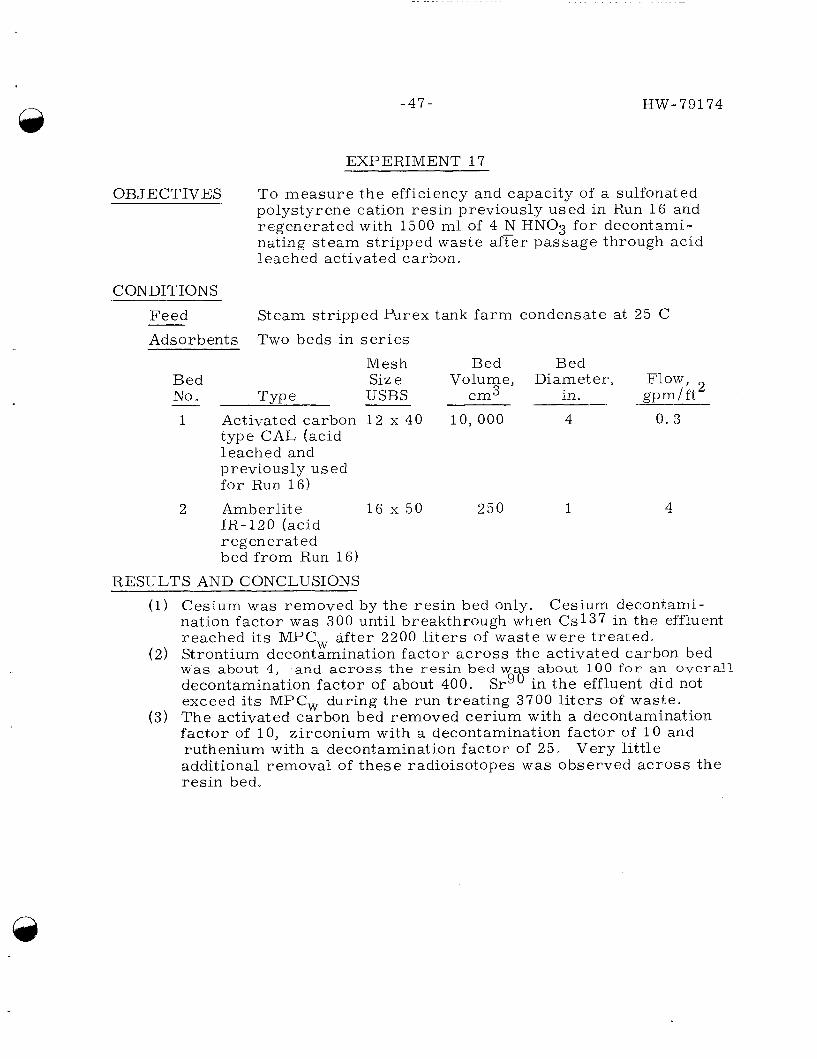
-47- HW-79174
EXPERIMENT 1 7
OBJECTIVES To measu re the efficiency and capacity of a sulfonated polystyrene cation res in previously used in Run 1 6 and regenerated with 1500 ml of 4 N HN03 f o r deeontami- nating s t eam stripped waste afFer passage through acid leached activated carbon.
CONDITIONS
Feed
Adsorbents .Two beds in s e r i e s
Steam stripped Purex tank farm condensate at 25 C
Mesh Bed Bed Bed Siz e Volume, Diameter, Flownr, No TYP e USBS cm 3 in g p m d I__
1 Activated carbon 1 2 x 40 10, 000 type CAL (acid leached and previously used for Run 1 6 )
IR-120 (acid r eg en e r at ed bed f rom Run 1 6 )
RESULTS AND CONCLUSIONS
2 Amberlit e 1 6 x 50 250
4 0 .3
1 4
Cesium was removed by the res in bed only Cesium decontami- nation factor was 300 until breakthrough when Cs137 in the effluent reached its MPC, af ter 2200 l i t e r s of waste w e r e t reated. Strontium decontamination factor ac ross the activated carbon bed w a s about 4, decontamination factor of about 400. exceed its MPC, during the run treating 3700 l i t e r s of waste. The activated carbon bed removed cer ium with a decontamination factor of 10, zirconium with a decontamination factor of 10 and ruthenium with a decontamination factor of 25. additional removal of these radioisotopes was observed ac ross the res in bed,
and across the resin bed was about 100 for an overal l SrgO in the effluent did not
Very l i t t le
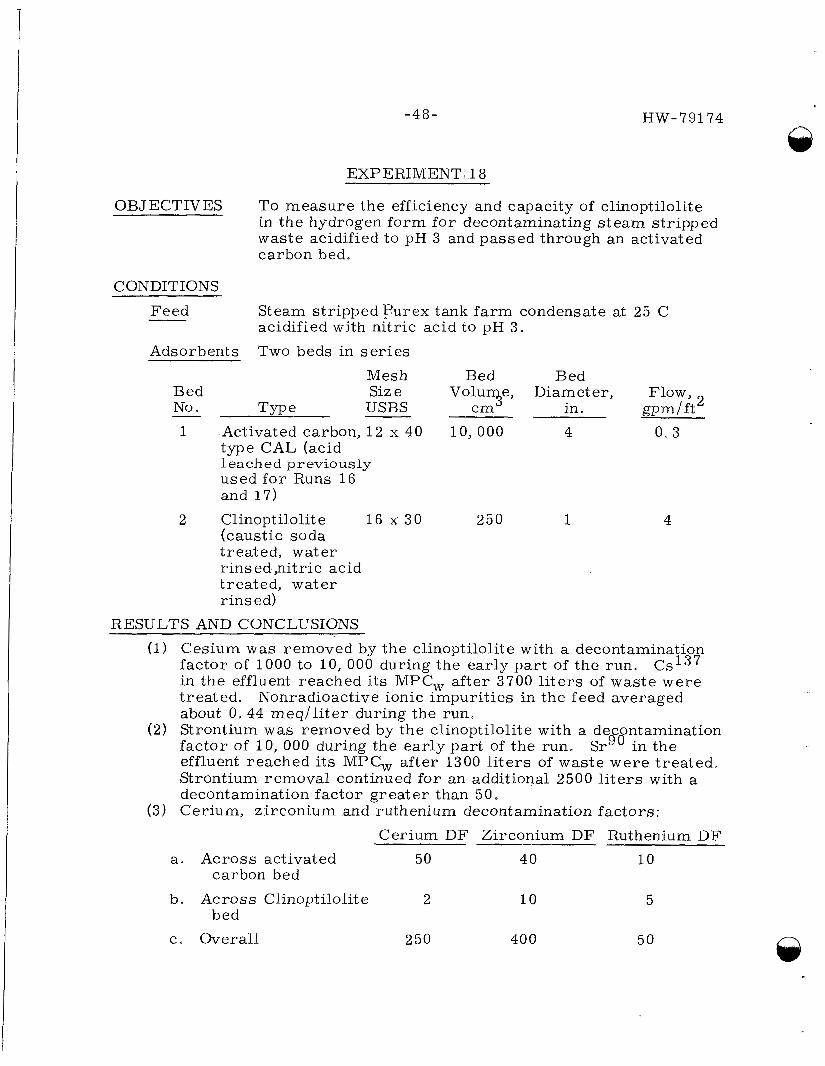
-48-
EXPERIMENT' 18
HW- 7 9 1 74
@
OBJECTIVES To measu re the efficiency and capacity of clinoptilolite in the hydrogen form for decontaminating s t eam stripped waste acidified to pH 3 and passed through an activated carbon bed.
CONDITIONS
Feed
Adsorbents Two beds in se r i e s
Steam s t r ippedpurex tank farm condensate at 25 C acidified with nitric acid to pH 3.
Mesh Bed Bed Bed Siz e VoluTe, Diameter, Flow, No. Type USBS c m in e gpm / ft 1 Activated carbon, 1 2 x 40 10, 000 4 0 .3 -
type CAL (acid 1 eached previously used fo r Runs 1 6 and 1 7 )
2 Clinoptilolit e 1 6 x 30 250 (caustic soda treated, water r insed ,nitric acid treated, water r insed)
1 4
RESULTS AND CONCLUSIONS
(1) Cesium was removed by the clinoptilolite with a decontamination factor of 1000 to 10, 000 during the ear ly par t of the run. Cs137 in the effluent reached its MPC, after 3700 liters of waste were t reated. about 0. 44 meq/ l i te r during the run.
(2) Strontium was removed by the clinoptilolite with a decontamination factor of 10, 000 during the ear ly par t of the run. effluent reached its MPC, after 1300 liters of waste were treated. Strontium removal continued for an additional 2500 liters with a decontamination factor grea te r than 50,
Nonradioactive ionic impurit ies in the feed averaged
SrgO in the
(3) Cerium, zirconium and ruthenium decontamination factors:
Cerium DF Zirconium DF Ruthenium DF a. Across activated 50 40 10
carbon bed b. Across Clinoptilolite 2 10
bed 5
c. Overall 250 400 50
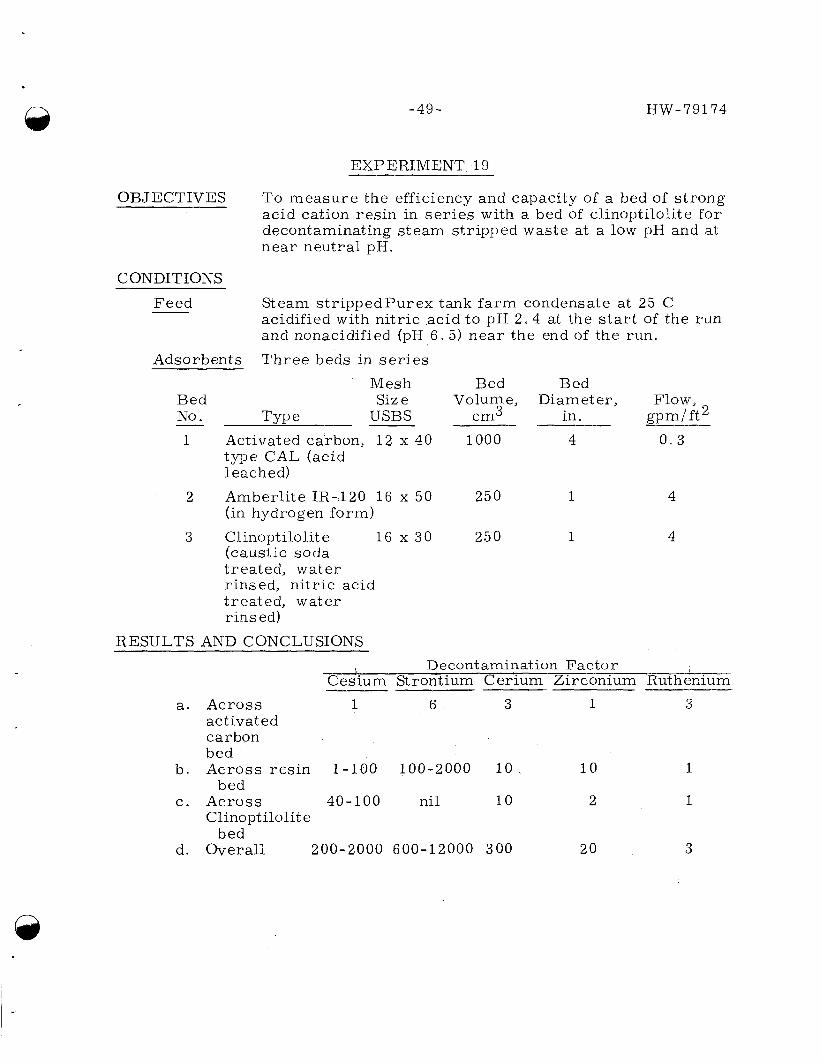
-49-
EXPERIMENT 19
HW- 791 74
OBJECTIVES 'To measu re the efficiency anc capacity of a bed of s t rong acid cation resin in s e r i e s with a bed of clinoptilolite for decontaminating s team stripped waste at a low pH and at nea r neutral pH.
CONDITIONS
Feed
Ads o r b en t s
Bed No.
Steam s t r ippedpurex tank farm condensate at 25 C acidified with nitric acid to pH 2 . 4 at the s t a r t of the run and nonacidified (pH 6 , 5) nea r the end of the run.
Three beds in s e r i e s Mesh Bed Bed Size Volume, Diameter, Flow,
TYP e USBS c rll in. gp rn / ft 3 - 1 Activated carbon, 1 2 x 40 1000 4 0 . 3
type CAL (acid leached)
(in hydrogen form)
(caustic soda treated, water rinsed, nitr ic acid t r eat ed, w at e r r insed)
2 Amberlite 1R-120 1 6 x 50 250 1 4
3 Clinoptilolit e 1 6 x 30 250 1 4
R E S U L T S AND CONCLUSIONS Decontamination Factor
Cei ium Strontium Cerium Zirconium Ruthenium a. Across 1 6 3 1 3
activated carbon bed
b. Across res in 1-100 100-2000 1 0 1 0 1
c . Across 40-100 nil 10 2 1 bed
Clinoptilolit e bed
d. Overall 200-2000 600-12000 300 20 3
1 -
-50-
EXPERIMENT 1 9 (Contd.)
HW-79174
Variations in cesium and strontium decontamination factors a r e a result of varying the pH of the feed. when the pH was near neutral, but the greatest strontium removal was observed when the pH was low (2 .5) . these two isotopes is between 3. 5 and 4.5.
Greater cesium removal was observed
The optimum pH fo r removing
EXPERIMENT 20
OBJECTIVES To measure the efficiency and capacity of an alumino- si l icate gel cation exchange adsorbent fo r decontami- nating s t eam stripped waste.
CONDITIONS
Feed Adsorbents Two beds in s e r i e s
Steam stripped Purex tank f a r m condensate at 25 C.
Mesh Bed Bed Volume, Diameter, Flow,
in. gpm/ft2 3 Bed Size No TYP e USBS cm - 1 Activated carbon, 1 2 x 40 1000 2 1
type CAL (acid leached)
2 Decalso 1 6 x 30 250 1 4
RESULTS AND CONCLUSIONS
Malfunction of steam s t r ipper resulted in termination and cancellation of run.
EXPERIMENT 21
Feed Purex tank farm condensate
Adsorbents None
OBJECTIVES To study the operation of the s team s t r ipper and measu re the efficiency with which ammonia is steam stripped at varying feed flow ra tes .
CONDITIONS
RESULTS AND CONCLUSIONS ~~
Holding all other sys tem parameters constant, the feed r a t e to the s team s t r ipper was var ied f rom 60 ml /min to 9 0 ml /min resulting in a change of overhead flow r a t e f rom 1 2 ml /min to 6 ml /min . The ammonia in the steam s t r ipper bottom s t r e a m remained fairly constant a t 2 .3 mg/ l i t e r .
-51-
EXPERIMENT 22
HW-79174
OBJECTIVES To measu re the efficiency and capacity of a s t rong acid cation res in in the sodium form for decontaminating s team stripped waste acidified to a pH of about 4 and passed through an activated carbon bed.
CONDITIONS
Feed
Adsorbents
Steam stripped Purex tank f a r m condensate at 25 C acidified with nitric acid to a pH of 4 . 3.
Mesh Bed Bed Bed Size Voluye, Diameter, No. TYP e USBS cm in ~ - 1 Activated carbon, 1 2 x 40 1000 2
type CAL (acid leached)
2 Amberlit e 1 6 x 50 250 1 IR-120 (in sodium form)
RESULTS AND CONCLUSIONS
Flow gpm/ft2
1
4
Decontamination Factor Cesium Strontium Cerium Zirconium Ruthenium
a. Across 1 1 20 1 0 4-10 activated carbon bed
b. A c r o s s res in 1000 2000 5-10 2 1 0
c . Overall 1000 2000 100-200 20 40-100 bed
(2) Cs137 in the effluent exceeded its MPC, after 2800 l i t e r s were Concentrations of all other isotopes in the effluent did t reated.
not exceed the i r respective MPC, values e
n
,
-52-
EXPERIMENT 23
HW-79174
OBJECTIVES To measure the efficiency of a s team regenerated activated carbon bed for removing organic mat te r f rom waste.
CONDITIONS
Mesh Bed Bed Bed Siz e Volume, Diameter, Flow, - No a Type USBS 0 3 in - gpm/ft 1 Activated carbon, 1 2 x 40 1000 2 1
type CAL (acid 1 eac he d previously used in Run 2 2 )
Feed Adsorbents
Purex tank farm condensate at 25 C
RESULTS AND CONCLUSIONS
The activated carbon bed used in Run 2 2 was regenerated by passing 250 F steam at atmospheric p r e s s u r e upflow through the bed. About 2570of the hydrocarbons and a negligible amount of the butyl phosphates w e r e removed by this technique. removed by s t eam regeneration was pr imari ly present in the inter- s t ices of the bed and had been removed f rom the condensate by filtra- tion r a the r than by adsorption. s a r y to remove adsorbed organic.
After the regeneration step the bed was effective in removing organic, but the p r e s s u r e drop ac ross the bed increased during the run at a higher rate than was previously observed. The regeneration procedure apparently created enough fines to impair the hydraulic character is t ics of the bed when reused.
Probably the organic mater ia l
Higher s team tempera tures a re neces-
-53- HW-79174
EXPERIMENT 24
OBJECTIVES To evaluate the use of a bed of granular anthracite coal for filtering s team stripped waste before passage through ion exchange beds
CONDITIONS
Feed
Adsorbents Two beds in s e r i e s
Steam stripped Purex tank farm condensate at 25 C
Mesh Bed Bed Bed Size V o l u y , Diameter, Flow, No. Type USBS c m in gpm/ft2 1 Anthrafilt - 1 6 x 50 1500 2 1
2 Amberlit e 16 x 50 25 0 1 4
-
IR-120 ( res in f rom Run 2 2 regenerated with caustic soda)
RESULTS AND CONCLUSIONS
The bed of granular anthracite coal was effective in fi l tering par t ic- ulate mat te r f rom the waste, but p re s su re drop ac ross the bed became excessive after only a few hundred l i t e r s of waste w e r e t reated. valve opened.
The run was terminated when the column p r e s s u r e relief
EXPERIMENT 25
OBJECTIVES 1 To measu re the efficiency of decontamination and hydraulic character is t ics of a s t rong acid cation r e s i n fo r t reat ing steam stripped waste without an activated carbon pretreatment step. 2 , To study the acid regeneration of this cation res in
CONDITIONS
Feed
Adsorbent s Steam str ipped P u r e x tank f a r m condensate at 24 C
Mesh Bed Bed Bed Siz e Voluye, Diameter, Flow, No TYP e USBS cm in* gpm/ft2 - 1 Amberli te 200 1 6 x 50 5 00 2 1
(in hydrogen form)
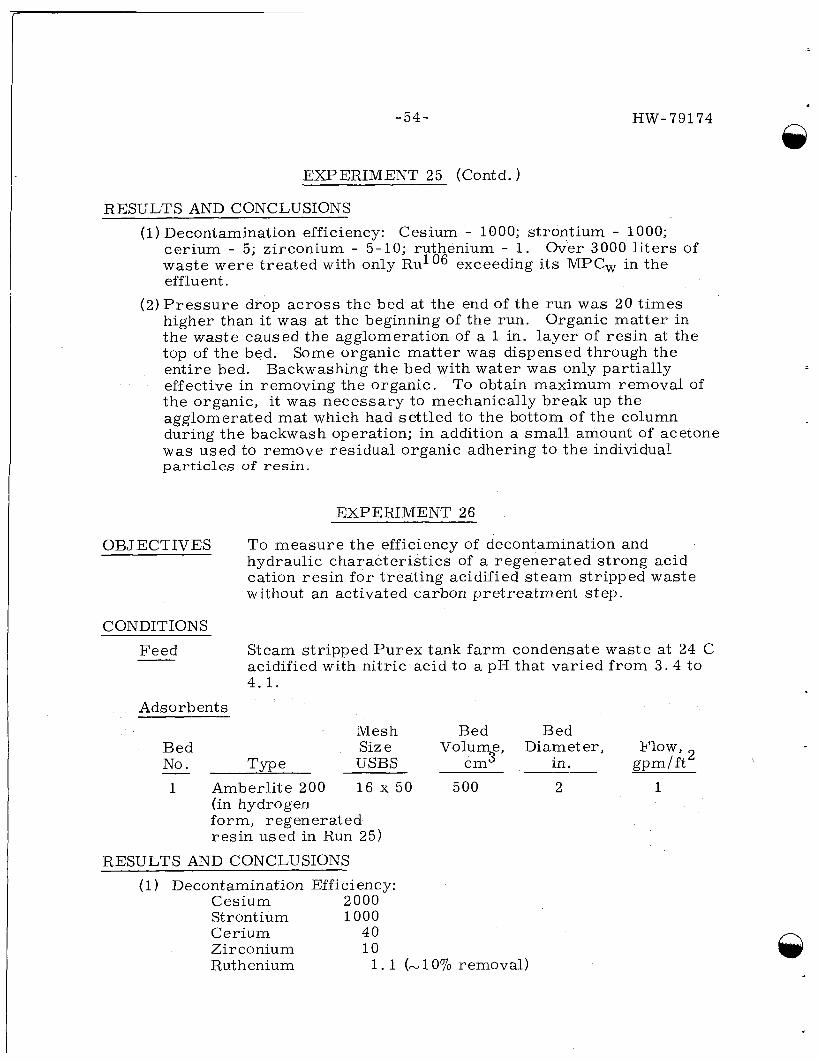
-54-
EXPERIMENT 25 (Contd.)
HW-79174
RESULTS AND CONCLUSIONS
(1) Decontamination efficiency: Cesium - 1000; strontium - 1000; cer ium - 5; zirconium - 5-10; ruthenium - 1. waste were t rea ted with only Ru106 exceeding i t s MPC, in the effluent
Over 3000 l i t e r s of
( 2 ) P r e s s u r e drop ac ross the bed at the end of the run was 20 t imes higher than it was at the beginning of the run. Organic matter in the waste caused the agglomeration of a 1 in. l ayer of res in at the top of the bed. entire bed. Backwashing the bed with water was only partially effective in removing the organic. the organic, it was necessary to mechanically break up the agglomerated mat which had sett led to the bottom of the column during the backwash operation; in addition a smal l amount of acetone was used to remove residual organic adhering to the individual particles of resin.
Some organic mat ter was dispensed through the
To obtain maximum removal of
EXPERIMENT 26
OBJECTIVES To measu re the efficiency of decontamination and hydraulic character is t ics of a regenerated s t rong acid cation r e s in f o r treating acidified s t eam stripped waste without an activated carbon pretreatment s tep.
CONDITIONS
Feed Steam stripped P u r e x tank f a r m condensate waste at 24 C acidified with nitric acid to a pH that var ied f rom 3 . 4 to 4 .1 .
Adsorbent s Mesh Bed Bed
Volume, Diameter, Flow, 3 in gpmlft
Bed Siz e No. Type USBS c m - 1 Amberlite 200 1 6 x 50 5 00 2 1
(in hydrogen form, reg en e r at e d r e s in used in Run 25)
RESULTS AND CONCLUSIONS
(1) Decontamination Efficiency: Cesium 2000 Strontium 1000 Cerium 40 Zirconium 10 Ruthenium 1.1 (-1 0% removal)
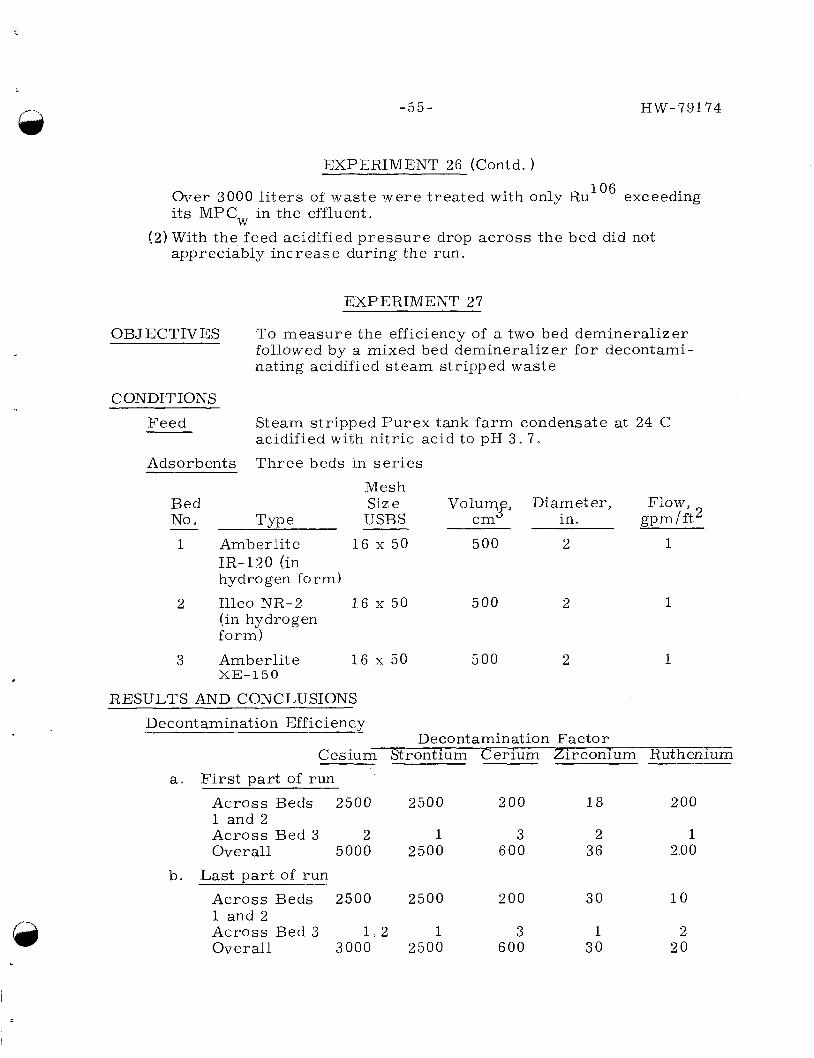
-55- HW- 791 74
EXPERIMENT 26 (Contd. )
Over 3000 l i t e r s of waste were t reated with only Ru106 exceeding its MPCw in the effluent.
appreciably increase during the run. (2) With the feed acidified p r e s s u r e drop ac ross the bed did not
EXPERIMENT 27
OBJECTIVES To measu re the efficiency of a two bed demineralizer followed by a mixed bed demineralizer fo r decontami- nating acidified steam stripped waste
CONDITIONS
Feed
Adsorbents Three beds in seri.es
Steam stripped Purex tank farm condensate at 24 C acidified with ni.tric acid to pH 3. 7 .
Mesh Bed Siz e Volurng, Diameter, No, Type USBS c m in.
1 Amberlit e 1 6 x 50 500 2 -
IR-120 (in hydrogen form)
(in hydrogen form)
2 111~0 NR-2 1 6 x 50 500 2
3 Amb e r l it e 1 6 x 50 500 2 XE-150
RESULTS AND CONCLUSIONS
Decontamination Efficiency Decontamination Facto r
Flow, gpm / ft
1
1
1
Cesium Strontium Cerium Zirconium Ruthenium a. First part of run
Across Beds 2500 2500 2 0 0 18 200 1 and 2 Across Bed 3 2 1 3 2 1 Overall 5000 2500 600 36 2-0 0
Across Beds 2500 2500 200 30 10 1 and 2 Across Bed 3 1 , 2 1 3 1 2 Overall 3 000 2500 600 30 20
b. Last par t of run
! =
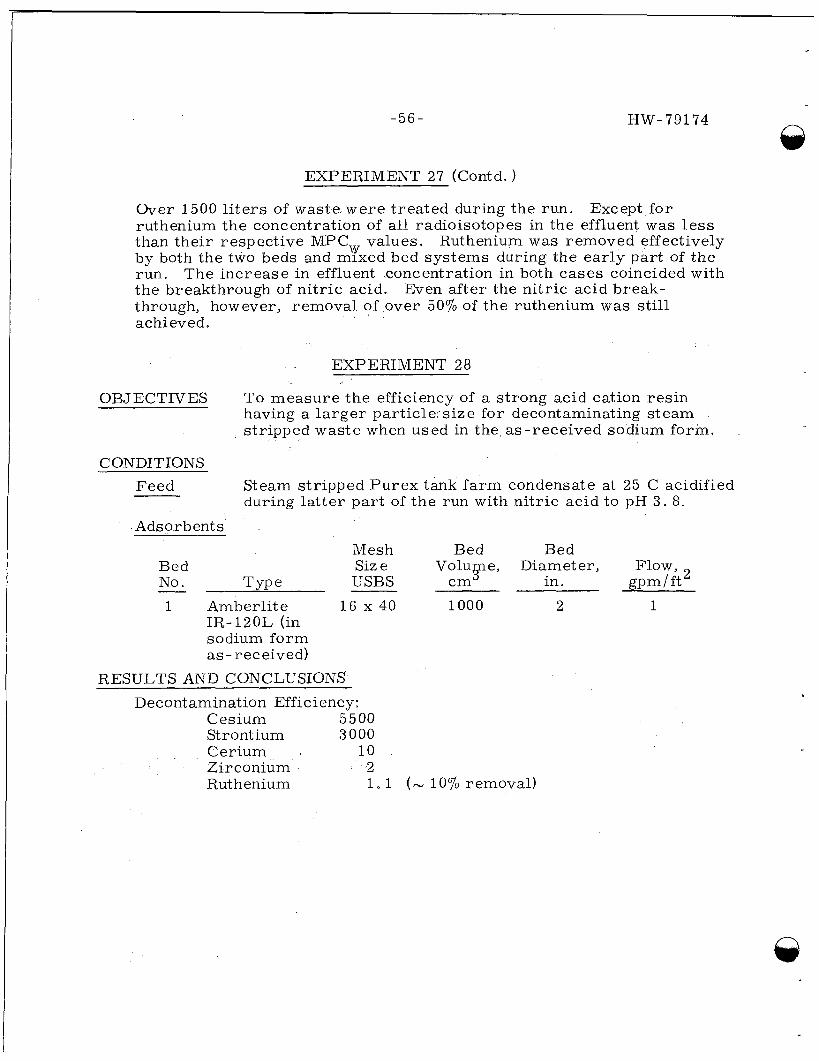
-56- HW-79174
EXPERIMENT 27 (Contd. )
Over 1500 l i t e r s of waste were t reated during the run. ruthenium the concentration of all radioisotopes in the effluent was l e s s than their respective MPC, values. Ruthenium was removed effectively by both the two beds and mixed bed sys tems during the ear ly par t of the run. The increase in effluent concentration in both cases coincided with the breakthrough of ni t r ic acid. Even after the nitric acid break- through, however, removal of over 5070 of the ruthenium was still ac hi ev ed .
Except for
OBJECTIVES
EXPERIMENT 28
To measu re the efficiency of a s t rong acid cation res in having a l a r g e r particle, s i ze for decontaminating s team stripped waste when used in the as-received sodium form.
CONDITIONS Feed Steam stripped Purex tank f a r m condensate at 25 C acidified
during latter part of the run with ni t r ic acid to pH 3 . 8.
Adsorbent s Mesh Bed Bed
Bed Siz e Volupe, Diameter, Flow, - No. TYP e USBS c m in gpm / ft 1 Amber lit e 1 6 x 40 1000 2 1
IR-120L (in sodium fo rm as-received)
RESULTS AND CONCLUSIONS
Decontamination Efficiency: Cesium 5500 Strontium 3 000 Cerium 10 Zirconium 2 Ruthenium 1.1 (- 1070 removal)
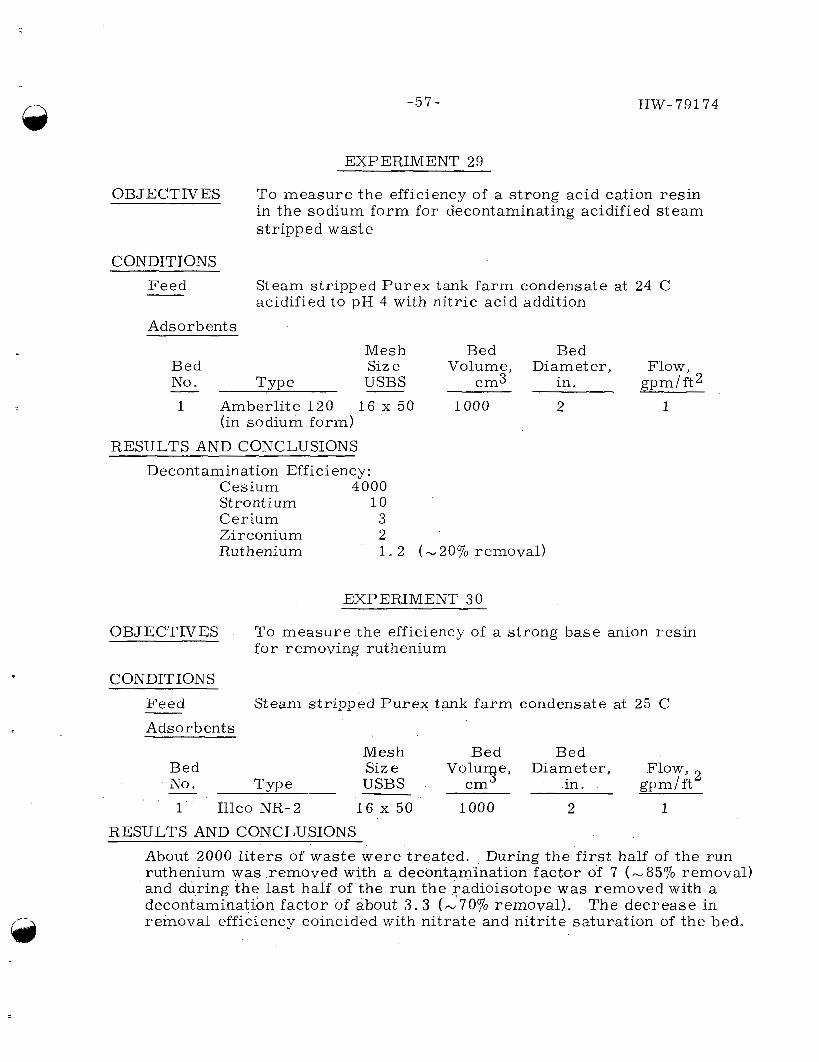
-57-
EXPERIMENT 29
HW- 791 74
OBJECTIVES To measu re the efficiency of a strong acid cation res in in the sodium f o r m for decontaminating acidified s t eam stripped waste
CONDITIONS
Feed Steam stripped Purex tank farm condensate at 24 C acidified to pH 4 with nitric acid addition
Adsorbent s Mesh Bed Bed
Bed Siz e Volume, Diameter, Flow, - No Type USBS cm3 in. gpm/ft2 1 Amberlite 1 2 0 1 6 x 50 1000 2 1
(in sodium form)
RESULTS AND CONCLUSIONS
Decontamination Efficiency : Cesium 4000 Strontium 10 Cerium 3 Zirconium 2 Ruthenium 1 2 (-20% removal)
EXPERIMENT 30
OBJECTIVES To measu re the efficiency of a strong base anion res in for removing ruthenium
CONDITIONS
Feed Steam stripped P u r e x tank farm condensate at 25 C
Adsorbent s Mesh Bed Bed
Bed Siz e Volurqe, Diameter, Flow, No. Type USBS c m in. gpm/ft - 1 111~0 NR-2 16 x 50 1000 2 1
RESULTS AND CONCLUSIONS
About 2000 liters of waste w e r e t reated. ruthenium was removed with a decontamination factor of 7 (-85% removal) and during the last half of the run the radioisotope was removed with a decontamination factor of about 3 . 3 ( -70% removal). The decrease in removal efficiency coincided with ni t ra te and ni t r i te saturation of the bed.
During the f i r s t half of the run
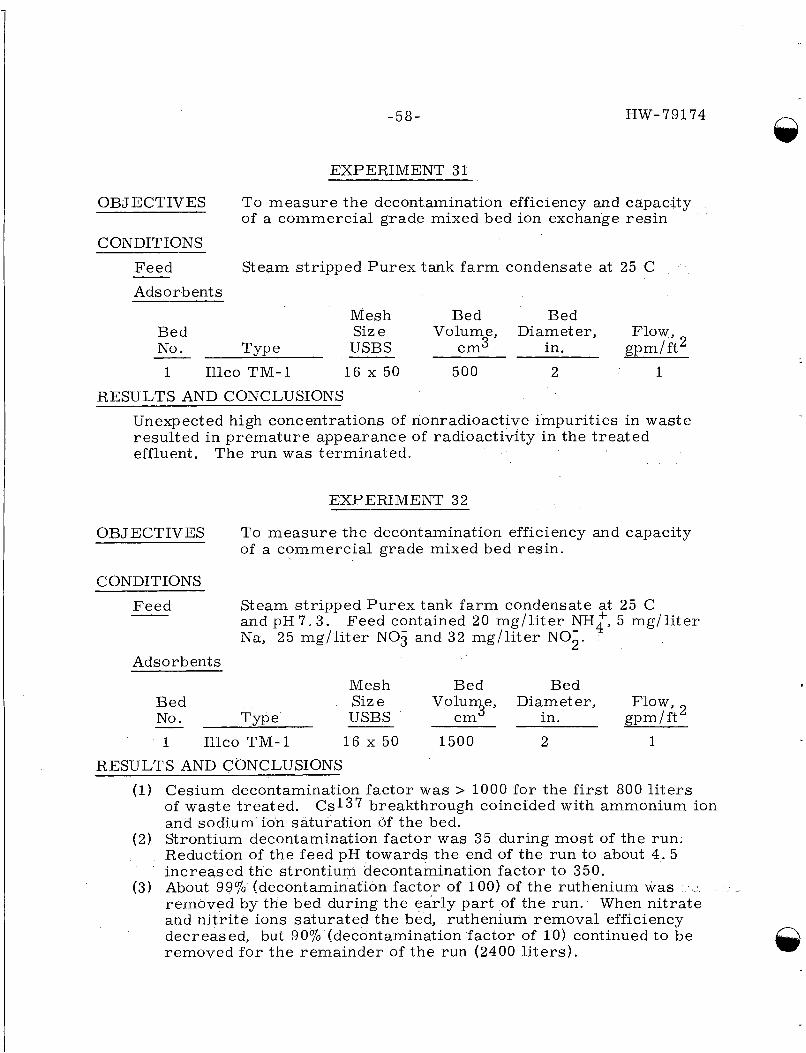
-58-
EXPERIMENT 31
HW-79174
OBJECTIVES To measu re the decontamination efficiency and capacity of a commercial grade mixed bed ion exchange res in
CONDITIONS
Feed Steam stripped P u r e x tank farm condensate at 25 C
Adsorbent s Mesh Bed Bed
Bed Siz e Volume, Diameter, Flow , No. TYP e USBS cm 3 in. gpm/ft2 1 111~0 TM-1 1 6 x 50 500 2 1
RESULTS AND CONCLUSIONS
Unexpected high concentrations of nonradioactive impurit ies in waste resulted in premature appearance of radioactivity in the t reated effluent. The run was terminated.
EXPERIMENT 32
OBJECTIVES To measu re the decontamination efficiency and capacity of a commercial grade mixed bed resin.
CONDITIONS
Feed Steam stripped P u r e x tank farm condensate at 25 C and pH 7.3. Na, 25 mg/ l i te r NO: and 32 mg/ l i te r NO;.
Feed contained 20 mg/ l i te r NH;, 5 mg/ l i t e r
Adsorb ents Mesh Bed Bed
Bed Siz e Voluqje, Diameter, Flow, - No. Type USBS c m in. gpm/ft 1 111~0 TM-1 1 6 x 50 1500 2 1
RESULTS AND CONCLUSIONS
(1) Cesium decontamination factor was > 1000 for the first 800 liters of waste treated. and sodium ion saturation of the bed.
( 2 ) Strontium decontamination factor was 35 during most of the run. Reduction of the feed pH towards the end of the run to about 4 . 5 increased the strontium decontamination factor to 350.
(3) About 99% (decontamination factor of 100) of the ruthenium was removed by the bed during the ear ly par t of the run. and ni t r i te ions saturated the bed, ruthenium removal efficiency decreased, but 90% (decontamination factor of 10) continued to be removed fo r the remainder of the run (2400 l i t e r s ) .
Cs137 breakthrough coincided with ammonium ion
When ni t ra te
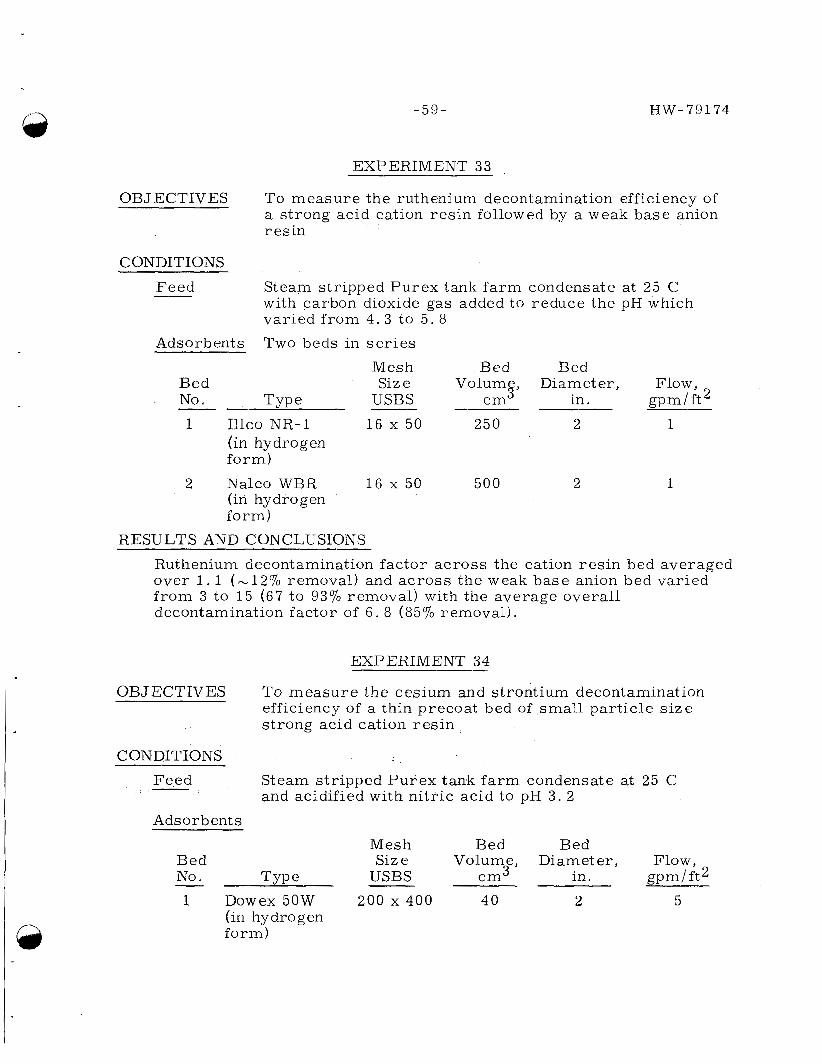
-59- HW-79174
EXPERIMENT 33
OBJECTIVES To measu re the ruthenium decontamination efficiency of a strong acid cation res in followed by a weak base anion res in
CONDITIONS
Feed Steam stripped Purex tank f a r m condensate at 25 C with carbon dioxide gas added to reduce the pH which var ied f rom
Adsorbents Two beds in
Bed No e Type 1 111~0 NR-1
(in hydrogen fo rm)
2 Nalco WBR (in hydrogen form)
4 .3 to 5, 8
s e r i e s Mesh Bed
USBS c m
1 6 x 50 250
Size Volums ,
1 6 x 50 50 0
Bed Diameter, Flow,
2 1
in. gpm/ft2
2 1
RESULTS AND CONCLUSIONS
Ruthenium decontamination factor across the cation res in bed averaged over 1 .1 (-12770 removal) and ac ross the weak base anion bed varied f rom 3 to 15 (67 to 9370 removal) with the average overall decontamination factor of 6 . 8 (857'0 removal).
I .
OBJECTIVES
EXPERIMENT 34
T o measure the cesium and strontium decontamination efficiency of a thin precoat bed of smal l par t ic le s i ze s t rong acid cation r e s in
CONDITIONS
Feed
Adsorbents
Steam stripped P u r e x tank f a r m condensate at 25 C and acidified with ni t r ic acid to pH 3. 2
Mesh Bed Bed Volume, Diameter, Flow,
in. gpm / ft 2 3 Bed Size No TYP e USBS cm - 1 Dowex 50W 200 x 400 40 2 5
(in hydrogen form)
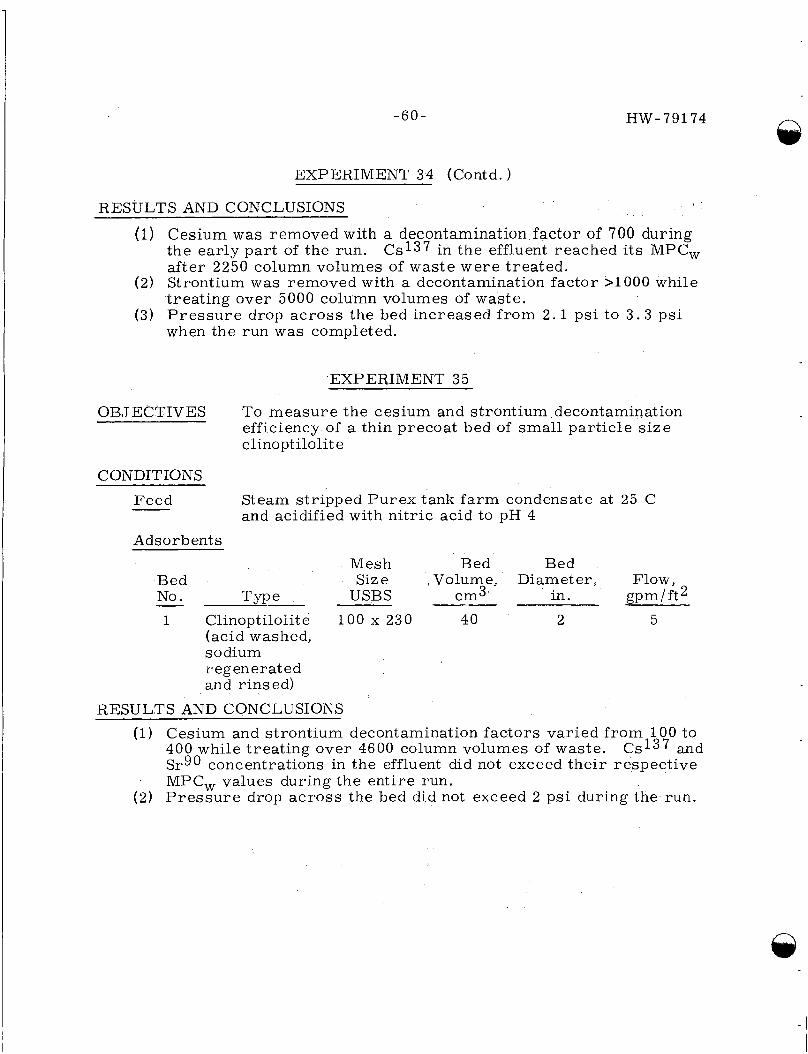
-60-
EXPERIMENT 34 (Contd.)
HW- 791 74
RESULTS AND CONCLUSIONS
(1) Cesium was removed with a decontamination factor of 700 during the ear ly par t of the run. Cs137 in the effluent reached its MPC, after 2250 column volumes of waste were treated.
(2) Strontium was removed with a decontamination factor > l o 0 0 while treating over 5000 column volumes of waste.
(3) P r e s s u r e drop ac ross the bed increased f rom 2 . 1 psi t o 3 . 3 ps i when the run was completed.
EXPERIMENT 35
OBJECTIVES To measure the cesium and strontium decontamination efficiency of a thin precoat bed of small par t ic le s i ze clinoptilolit e
CONDITIONS
Feed
Adsorbents
Steam stripped Purex tank farm condensate at 25 C and acidified with nitric acid to pH 4
Mesh Bed Bed Bed Siz e , Volume, Diameter, Flow, - No. Type USBS c m 3 in. gpm/ft2 1 Clinoptilolite 100 x 230 40 2 5
(acid washed, so dium r eg en e r at e d and rinsed)
RESULTS AND CONCLUSIONS
(1) Cesium and strontium decontamination factors var ied f rom 100 to 400 while treating over 4600 column volumes of waste. SrgO concentrations in the effluent did not exceed the i r respective MPC, values during the entire run.
(2) P r e s s u r e drop ac ross the bed did not exceed 2 psi during the run.
Cs137 and
- I
APPENDIX C
l -
-61 -
APPENDIX C
HW-79174
C LINOPTILOLITE BEIVXFICIATION
Because the zeolite mineral clinoptilolite has properties which allow it to adsorb cesium f rom solutions containing much higher concentrations of
other cations, research was directed at using this mater ia l for the removal
of radiocesium from waste s t r eams . The laboratory work exploring the
ion-exchange properties of this mineral was done on selected samples of
unweathered clinoptilolite which was crushed and screened in laboratory
equipment.
A l l of the mater ia l used i n the Waste Treatment Pilot Plant studies
was obtained from deposits owned by the Baroid Division of the National
Lead Company in Hector, California.
lolite were obtained for the initial experiments.
and screened by a Seattle, Washington, commercial f i rm which rented sma l l
crushing and screening equipment at a local university. The screening oper-
ation produced two fractions: one was 1 2 x 40 mesh (USBS), and the other
was -40 mesh (USBS).
at Hanford.
trouble. When we t , the clay particles disintegrated to produce fines. caused hydraulic problems when the mineral was used in fixed bed adsorp- tion experiments.
Two tons of crude mine r u n clinopti-
This mater ia l was crushed
This mater ia l was further screened in sma l l batches
Par t ic le degradation in the wet mater ia l caused considerable
A large amount of the granular mineral consisted of clay particles.
These fines
To permit testing, fur ther treatment of the mater ia l was necessary.
The mineral was dry screened to the desired particle s ize range and im- mersed in hot caustic soda solution to peptize the clay.
i n a 2 in. glass pipe column and washed (upflow) with hot distilled water. 2 flow ra te of about 50 gpm/ft , fluidizing the bed fo r 8 h r was used.
allowed to sett le, most of the mater ia l in the bed had the character is t ic green color of Hector clinoptilolite.
contained brown clay par t ic les .
It was then placed
A When
The lower 10 to ,207' of the bed still
The clay mater ia l was discarded.
-62 - HW -7 91 7 4
Discussions were held with personnel of the National Lead Company
about the impurities present.
the exposed face of the deposit and did contain high clay and calcium c a r -
bonate impurit ies. tilolite to have a low clay content and l e s s than 1% calcium carbonate.
Except for 400 lb of crude which was sent directly to Hanford, this mater ia l
was sent to the University of California for crushing and screening experi-
ments. crushed and screened mater ia l was shipped to Hanford for fur ther testing.
Various samples were analyzed for carbonates and it was determined that
the crushed and screened mater ia l cont+ned an average of 3. 770 calcium carbonate (determined by the acid release and measurement of CO ) o r a l m o s t f o u r t i m e s that expec ted by the Nat iona l L e a d Company. Although
fewer impurities were present i n the second batch, further treatment was
necessary before the mater ia l could be used in fixed bed column experiments.
Experimental work showed that a simple crushing and screening proc-
The 2 ton batch of the mineral was mined at
An order was placed for an additional 2 tons of clinop-
The resul ts of these experiments a r e reported in Appendix D. The
2
e s s is not adequate for producing a granular clinoptilolite mater ia l suitable
f o r fixed bed application, A conceptual beneficiation process for preparing
clinoptilolite for fixed bed use is shown in Figure C-1.
tilolite is fed to a jaw crusher to produce an appropriate s ize feed for a rol l
mill. an appropriate particle s ize separation is made.
the oversize mater ia l is returned to the rol l mill and the intermediate prod-
uct enters a Dorr c lass i f ier where the classi f ier rakes aid in breaking up
clay particles and water removes the resultant clay and clinoptilolite fines.
The clinoptilolite is then contacted with hot 5 to 10% HN03 solution which is
followed by a 5 to 10% caustic soda wash. The acid dissolves calcium c a r -
bonate impurities, and the caustic soda peptizes and removes the las t t races of clay and neutralizes any residual acid in the mater ia l . If the clinoptilolite is not going to be used with acidic solutions, the acid treatment can be omit-
ted. mineralized water in a Dorr c lass i f ier to remove the fines created in the
chemical treatment steps, dewatered with a vibrating screen separator , and
The mine run clinop-
The milled clinoptilolite is fed to vibrating sc reen separa tors where
The fines a r e discarded,
The mineral leaving the hot caustic soda treatment is washed with de-
0
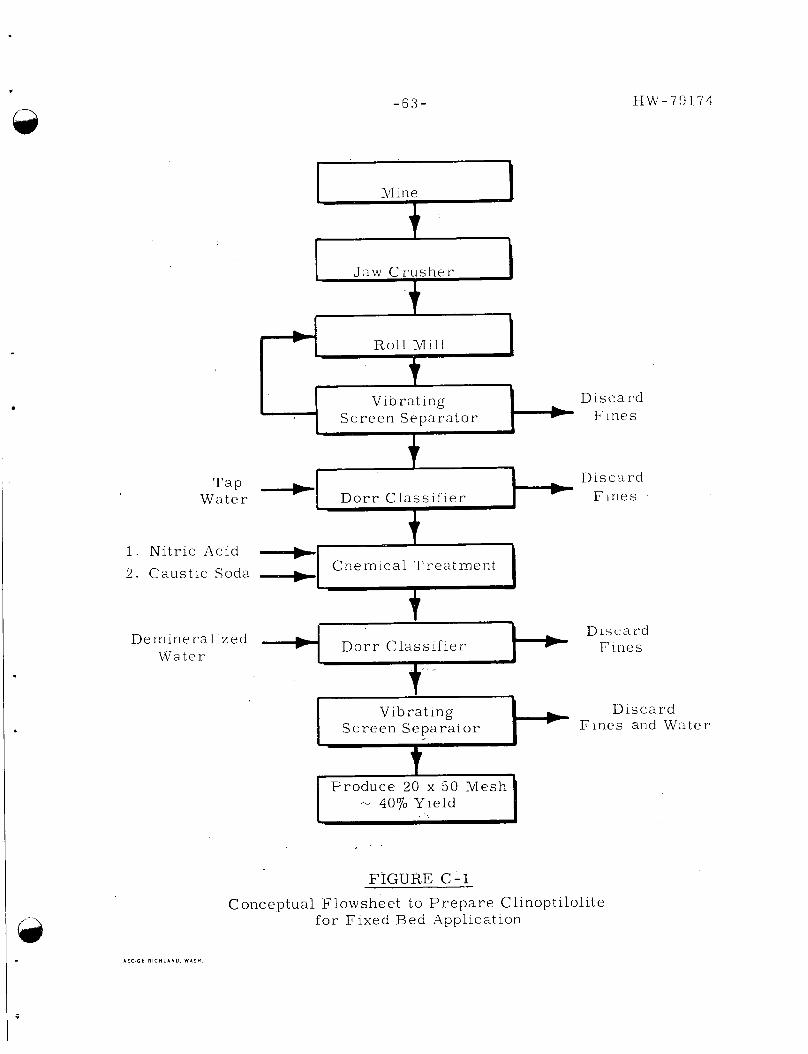
- 6 3 -
Jaw C r u s h e r
H W - 7 9 1 7 4
b
, Vibra t ing
S c r e e n S e p a r a t o r
T a p W a t e r
D isca r d F i n e s
Vibra t ing S c r e e n S e p a r a t o r
D i s c a r d F i n e s
D i s c a r d - F i n e s and W a t e r L
1 . Ni t r i c Acid 2 . C a u s t i c Soda C he m 1 c a 1 T r e at m e nt
De In i n e ra 1 i z e d W a t e r
D is ea r d D o r r C l a s s i f i e r Fines
t’ -
I P r o d u c e 20 x 50 M e s h )
I - 40% Yield I FIGURE C - 1
Conceptua l Flow s h e e t to P r e p a r e C l inopt i lol i te for F i x e d B e d Applicat ion
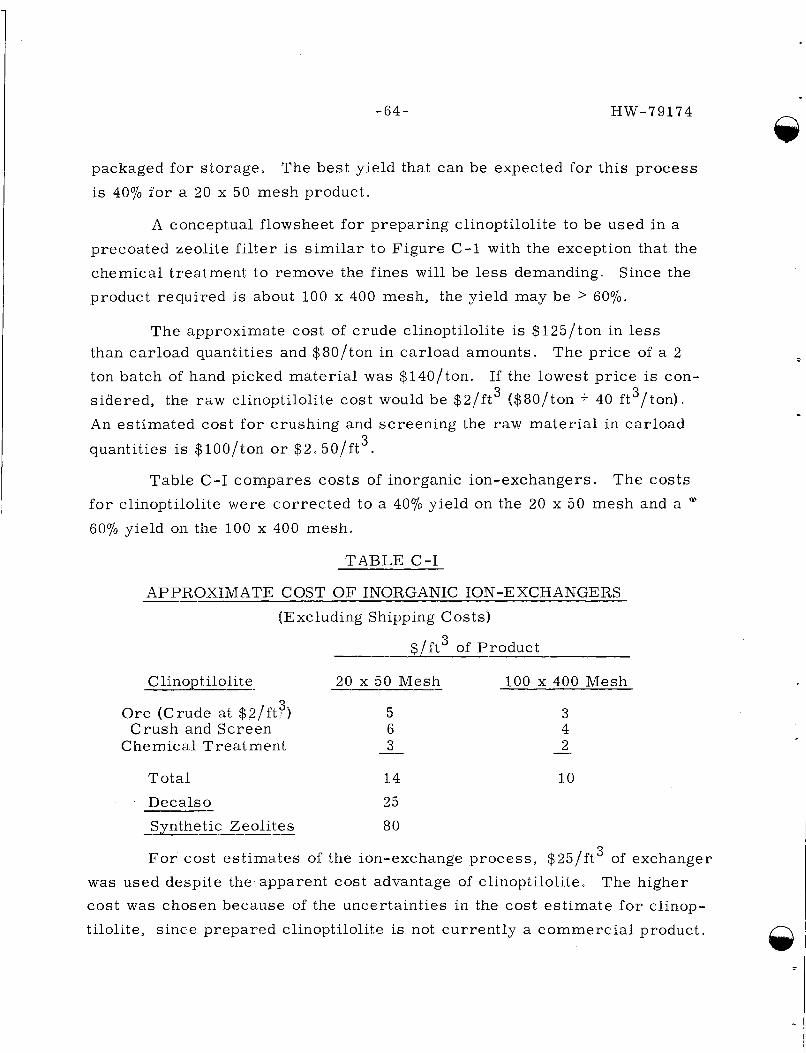
-64- HW-7 9 1 7 4
packaged for storage.
is 4070 for a 20 x 50 mesh product.
The best yield that can be expected for this process
A conceptual flowsheet for preparing clinoptilolite to be used in a
precoated zeolite f i l ter is similar to Figure C - l with the exception that the
chemical treatment to remove the fines w i l l be l e s s demanding.
product required is about 100 x 400 mesh, the yield may be > 6070.
Since the
The approximate cost of crude clinoptilolite is $125/ton in less than carload quantities and $80/ton in carload amounts.
ton batch of hand picked mater ia l w a s $140/ton. If the lowest pr ice is con- 3 3 sidered, the r a w clinoptilolite cost would be $2/ft ($80/ton 5 40 ft /ton).
An estimated cost for crushing and screening the r a w mater ia l in carload
quantities is $100/ton o r $2.50/ft .
The price of a 2
3
Table C-I compares costs of inorganic ion-exchangers, The costs
fo r clinoptilolite were corrected to a 4070 yield on the 20 x 50 mesh and a a’
60% yield on the 100 x 400 mesh.
TABLE C-I
APPROXIMATE COST O F INORGANIC ION-EXCHANGERS
(Excluding Shipping Costs)
$/f t3 of Product
n
C linop t il oli t e 20 x 50 Mesh 100 x 400 Mesh
Ore (Crude at $2/ft3) 5 3 Crush and Screen 6 4
2 - Chemical Treatment 3
Total 14 10
Decalso 25 Synthetic Zeolites 80
F o r cost es t imates of the ion-exchange process, $25/ft 3
The higher
of exchanger w a s used despite the apparent cost advantage of clinoptilolite.
cost w a s chosen because of the uncertainties in the cost es t imate fo r clinop-
tilolite, since prepared clinoptilolite is not currently a commercial product.
-
APPENDIX D
-65- HW-79174
APPENDIX D
CRUSHING CHARACTERISTICS OF CLINOPTILOLITE* J. A. P a s k and D. W. Fuerstenau
The objective of this brief report is to present the resul ts of work
done in preparing 10 x 50 mesh clinoptilolite particles and a l so to discuss
the resul ts of a brief investigation of the crushing character is t ics of clinop-
t ilolite . The major work concerned preparation of 10 x 20, 20 x 50, and
-50 mesh fractions f rom lump clinoptilolite (about 3 to 6 in. pieces).
Crushing and screening were ca r r i ed out s o as to obtain the maximum r e -
covery of 10 x 50 mesh mater ia l .
Clinoptilolite, which w a s obtained f rom the Baroid Division of
National Lead Company, w a s crushed in a j aw c rusher to prepare the mate-
rial as feed for the rol l mill.
the ro l l mill, it w a s screened dry on a tr iple deck screen containing 10,
20, and 50 mesh screens .
mater ia l w a s recycled to the rol l mill.
products :
After the clinoptilolite w a s passed through
Three products were collected and the oversize The procedure produced the following
Size Fract ion Weight, lb Weight Distribution, 70
10 x 20 mesh 1 6 7 7 4 7 . 1
20 x 50 mesh 823 23. 1
Minus 50 mesh 1061 29. 8 3561 100.0
Size distribution data of each of these three products a r e presented
in Table D-I . each of the products.
These s ize distribution data were obtained by dry sieving
:k The work reported in Appendix D w a s performed a t the University of California under Consultant Agreement CA-330 with the General Elec t r ic C ompany a
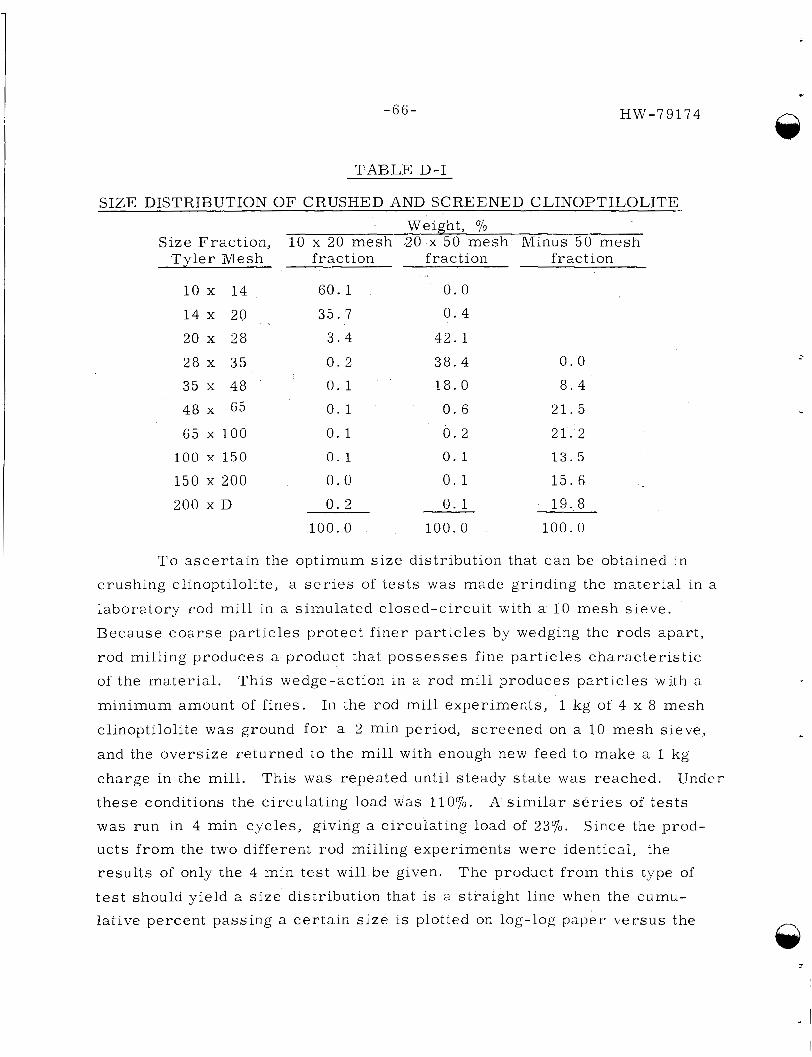
- 6 6 -
TABLE D-I
. HW -7 9 174
SIZE DISTRIBUTION OF CRUSHED AND SCREENED CLINOPTILOLITE Weight, Yo
Size Fraction, 10 x 20 mesh 20 x 50 mesh Minus 50 mesh Tyler Mesh fraction fraction fraction
10 x 14 6 0 . 1 0 . 0
14 x 20 3 5 . 7 0 . 4
20 x 2 8 3 . 4 42. 1
2 8 x 35 0 . 2 3 8 . 4 0 . 0
35 x 48 0 . 1 1 8 . 0 8 . 4
48 x 65 0 . 1 0 . 6 2 1 . 5
65 x 100 0 . 1 0 . 2 2 1 . 2
100 x 150 0 . 1 0 . 1 13 . 5
150 x 200 0 . 0 0 . 1 1 5 . 6
200 x D 0 . 2 0 . 1 1 9 . 8
1 0 0 . 0 1 0 0 . 0 1 0 0 . 0
To ascer ta in the optimum size distribution that can be obtained in
crushing clinoptilolite, a s e r i e s of tests was made grinding the mater ia l in a
laboratory rod mill in a simulated closed-circuit with a 10 mesh sieve.
Because coarse particles protect f iner particles by wedging the rods apart ,
rod milling produces a product that possesses fine particles characterist ic
of the material . This wedge-action in a rod mill produces particles with a
minimum amount of fines. In the rod mill experiments, 1 kg of 4 x 8 mesh
clinoptilolite was ground f o r a 2 min period, screened on a 10 mesh sieve,
and the oversize returned to the mill with enough new feed to make a 1 kg
charge in the mill.
these conditions the circulating load was 11070.
was r u n in 4 min cycles, giving a circulating load of 2370.
ucts f r o m the two different rod milling experiments were identical, the results of only the 4 min test w i l l be given.
tes t should yield a s ize distribution that is a straight line when the cumu- lative percent passing a certain s ize is plotted on log-log p a p e r versus the
This was repeated u n t i l steady state was reached. Under
A s imi la r s e r i e s of tes ts Since the prod-
The product f rom this type of
8
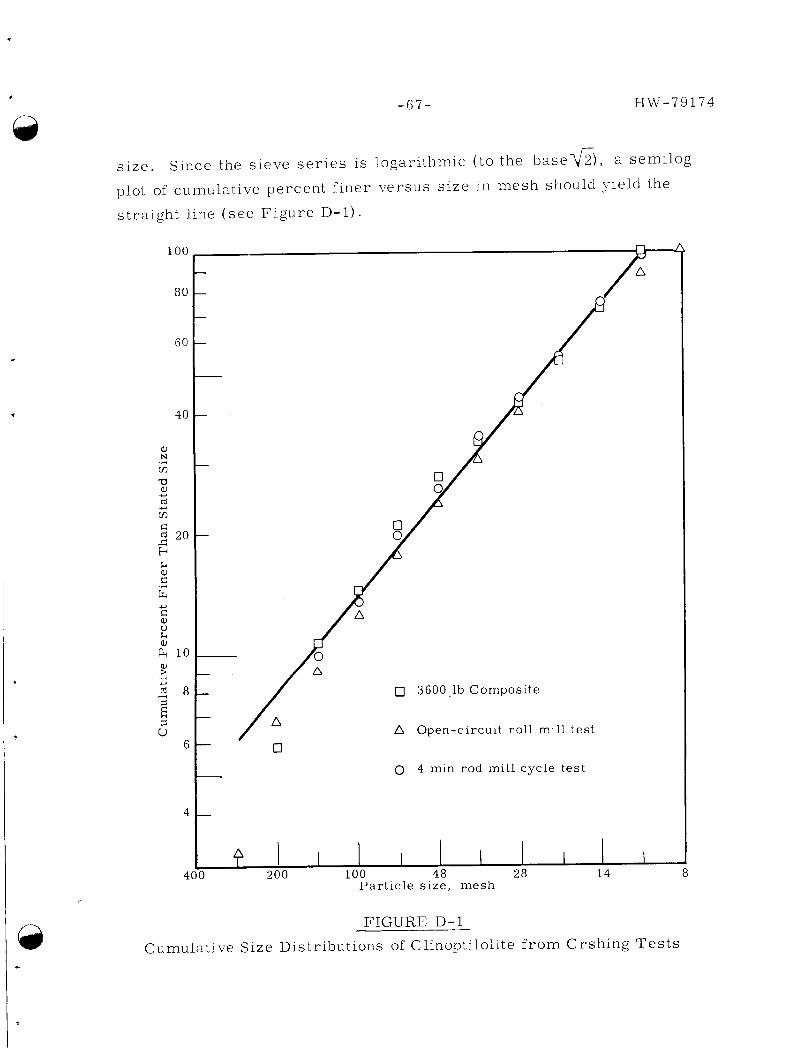
- 6 7 - HW - 7 9 1 7 4
I
size . Since the sieve se r i e s is logarithmic ( t o the basef i ) , a semilog
plot of cumulative percent f iner versus s ize in mesh should yield the
straight line ( see Figure D-1).
0 4 m i n rod m i l l cyc le t e s t -
FIGURE D-1
Cumulative Size Distributions of Clinoptilolite f rom Crshing Tes t s
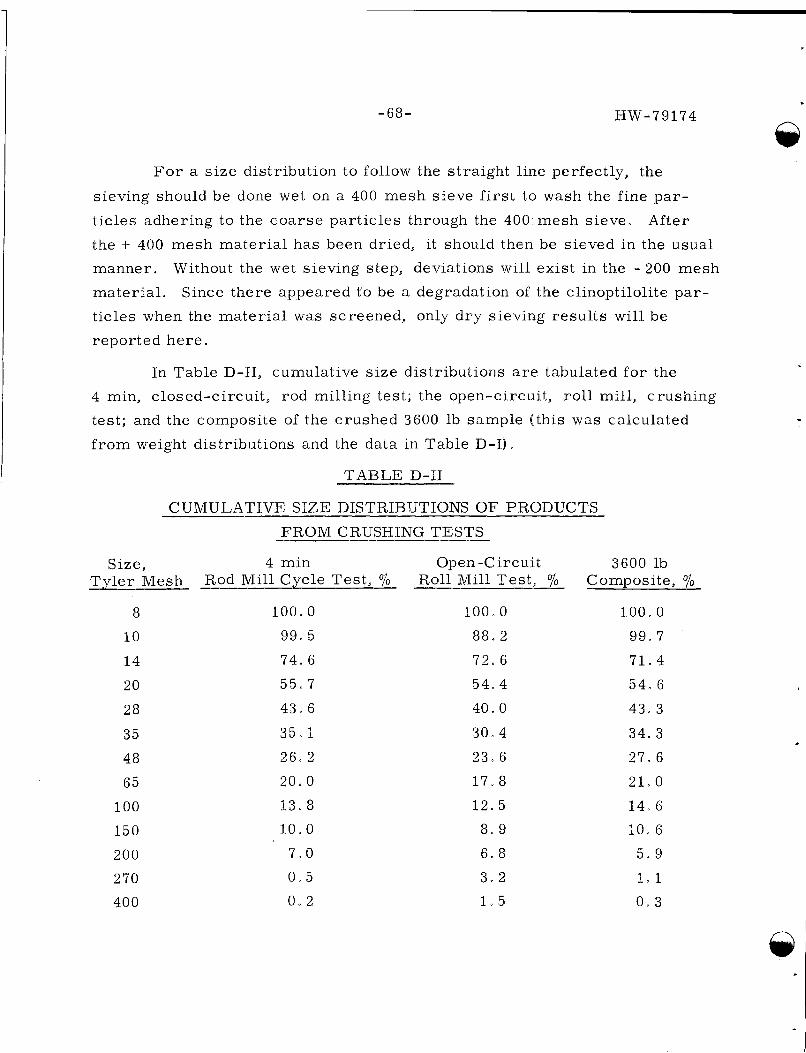
-68- HW-79174 n
F o r a s ize distribution to follow the straight line perfectly, the
sieving should be done wet on a 400 mesh sieve first to wash the fine par-
t icles adhering to the coarse particles through the 400 mesh sieve. After
the + 400 mesh mater ia l has been dried, it should then be sieved in the u s u a l manner. Without the wet sieving step, deviations w i l l exist in the - 200 mesh
material . ticles when the mater ia l w a s screened, only d r y sieving resul ts w i l l be
reported here
Since there appeared to be a degradation of the clinoptilolite par-
In Table D-11, cumulative s ize distributions a r e tabulated for the 4 min, closed-circuit, rod milling test; the open-circuit, rol l mill, crushing
test; and the composite of the crushed 3600 lb sample (this w a s calculated
f rom weight distributions and the data in Table D-I).
TABLE D-I1
CUMULATIVE SIZE DISTRIBUTIONS OF PRODUCTS
FROM CRUSHING TESTS
Size, 4 min Open-C ire u i t Tyler Mesh Rod Mill Cycle Test , 71 Roll Mill Test , 70
8
10
1 4
20
28
35
48
65
100
150
200
270
400
1 0 0 . 0
9 9 , s
74. 6
5 5 . 7
43. 6
3 5 " P 26* 2
2 0 . 0
1 3 . 8
1 0 , o
7 # 0
0 . 5
0 . 2
1 0 0 , o
88. 2
72. 6
5 4 . 4
4 0 . 0
3 0 . 4
23 . 6
1 7 . 8
1 2 . 5
8 , 9
6. 8
3 . 2
1 . 5
3600 lb Composite, 70
1.00.0
9 9 . 7
7 1 . 4
54. 6
4 3 . 3
3 4 . 3
27 . 6
21 .0
14 . 6
E O . 6
5 . 9
1.1
0 . 3
.
-69- HW -7 9 174
In Figure D-1, a cumulative s ize distribution plot is presented,
This figure indicateg that a l l the products a r e quite s imilar ; that is , the
ro l l mill operated in closed and open circuit and the rod mill in closed
circui t yield s imi la r particles A s mentioned above, the sharp deviation
of the s ize distribution plot below 200 mesh is probably not r ea l but resul ts
form the dry screening procedure that was used. The equation of this line
i s
where x is the size in microns and y is the cumulative percent of material f iner than s ize x.
F r o m this plot, it can be seen that the maximum recovery of mate-
r i a l in the 10 x 20 mesh fraction might be expected to be about 4470~ about
31% in the 20 x 50 mesh fraction, and about 25% in the - 50 mesh fraction,
The closed-circuit ro l l crushing of the 3600 lb sample produced 47, 23, and 30% recovery in the respective fractions
It is surpr is ing that the slope of the s ize distribution curve for clinop- tilolite is a s large a s 0 . 78.
tributions with excessive quantities of fines which then yields an exponent of
about 0 . 4 instead of 0. 78. This may result f rom the tendency of the clinop-
tilolite to break into two pieces ra ther than into fragments having a complete s ize distribution.
with a hammer, the fragments w i l l have a s ize distribution s imi la r to t,he
equation given above. If a piece of clinoptilolite is s t ruck with a hammer,
it s eems to tend to break into a few coarse pieces together with a distribu-
tion of fine fragments,
g rea te r slope,
would take advantage of this f racture mechanism and would result in the pro- duction of slightly l e s s fine material .
Usually mater ia ls of this nature give s ize dis-
F o r example, i f a piece of quartz is s t ruck a single blow
This would give r i s e to the s i ze distribution with the
Possibly higher circulating loads in the crushing device
APPENDIX E
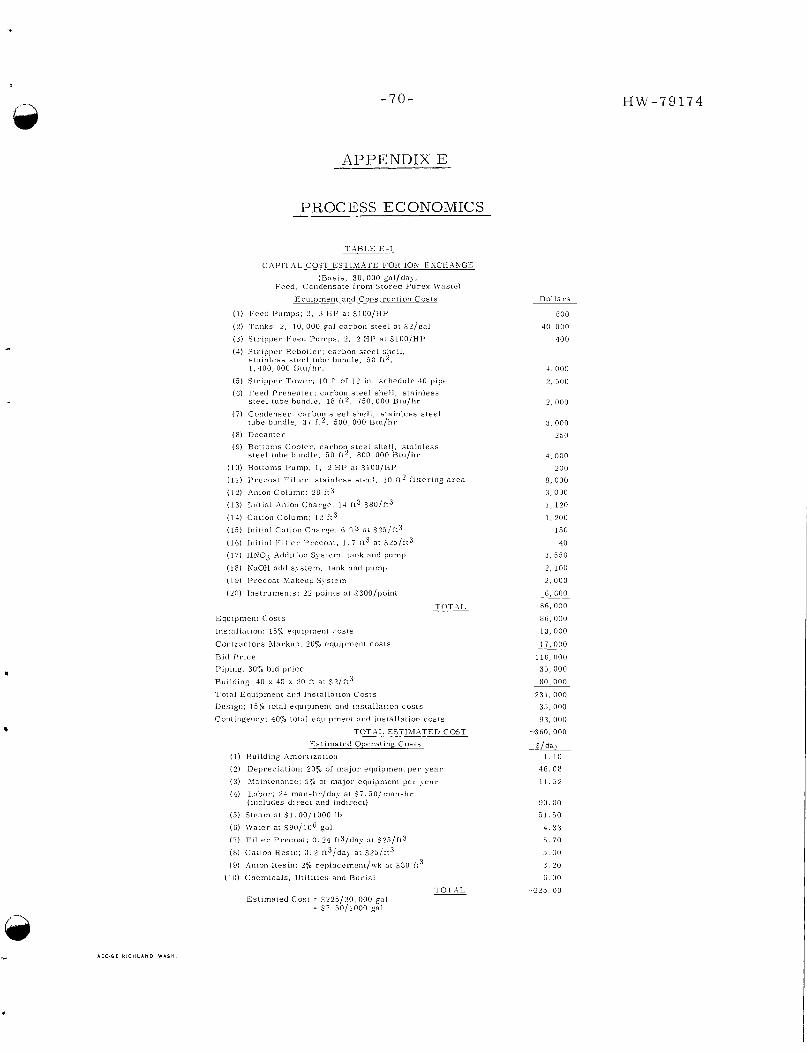
-70-
APPENDIX E
PROCESS ECONOMICS
T-\ULE E-1
C.APIT-\L COST ESTIXATE FOR IOX E S C H A X G L
(Basis. 30, 000 gal /day,
Equi j iment and Cons t ruc t ion C o s t s
Feed, Condensate i r o m Stored I’urei \Vasle)
Feed P u m p s , 2, 3 HI’ a t S i f l O j H P
T a n k s , 2 , 10, 0 0 0 gal carbon sieel a t S2 /ga l
Str ipper Fcetl P u m p s . 2 , 2 HI’ a i S100iHP Str1ppc.r Kcbo i l e r , carbon s t ee l slicll, stn in lcss s iee1 , tube bundle , 50 i t 2 ,
S t r i p p e r Tower, 10 It oi I:! i n . schedule 40 p ~ p e
1, 400. 000 13tu/hr.
Feed Prelie.iter, carbon steel shell, s ta inless s teel tube bundle, 18 it?, 7 5 0 , 000 H t u / h r
HW-79174
Dollars
GO0
40, 0 0 0
400
4, nnn 2 , 500
2 , on0
3 , non 250
4, n o 0
E m 8 , 0 0 0
3 , 0 0 0
1 , 1 2 0
1 , 2 0 0
I50
40
3 , 550
2 , i o 0 2 , 0 0 0
G , 600
8 6 , 0 0 0
8 6 , 000
___
13, nnn 17, on0
iiti, o n n 3 5 , on0
2 3 1 , non 3 5 , 0 0 0
0 3 . 0 0 0
__
8 0 , 0 0 0
-360, 000
$Ida>-
1. 10
46.118
1 1 . 5 2
9n.00
51 .50
4 . 3 3
5. 70
5 . no 3 . 2 0
G . 00
-225. 00
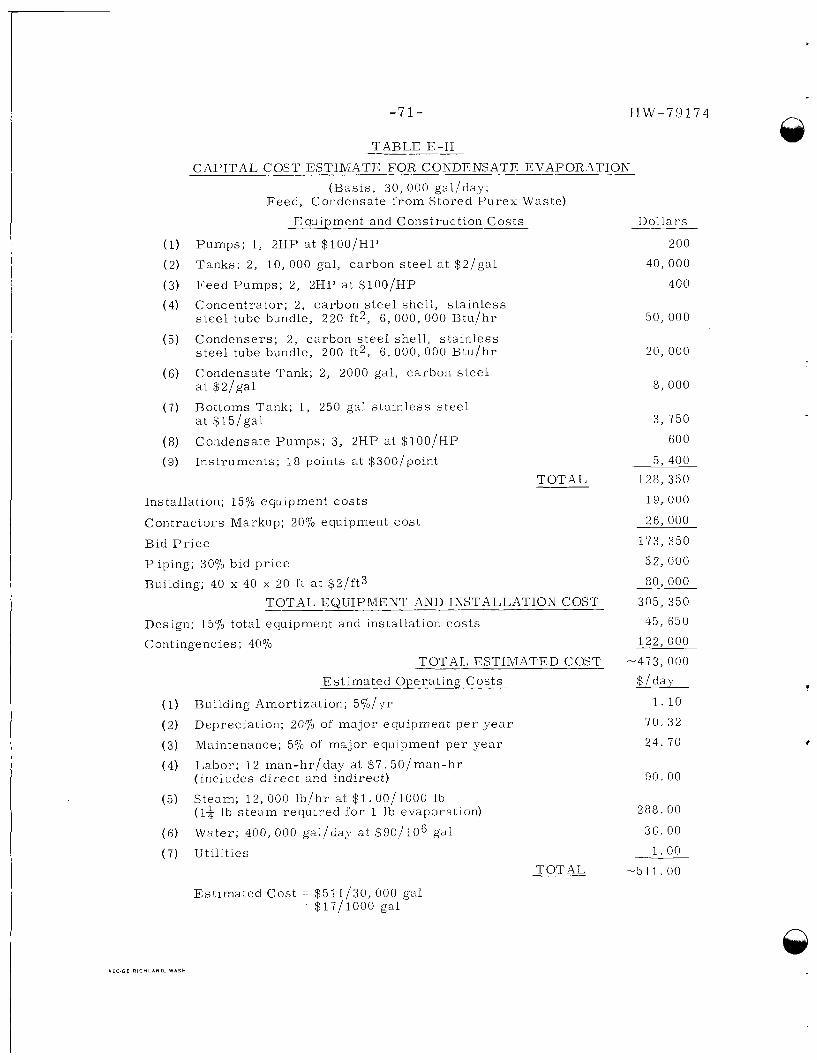
- 7 1 - 13 W - 7 9 1 7 4
T A B L E E-I1
C A P I T A L COST E S T I M A T E F O R CONDENSATE EVAPOR-4TION
F e e d , C o n d e n s a t e f r o m S t o r e d P u r e x Was te ) ( B a s i s , 30, 000 @ / d a y ;
E au inmen t and C o n s t r u c t i o n C o s t s D o l l a r s
(1) P u m p s ; 1, 2HP a t $ 1 0 0 / H P
( 2 ) T a n k s ; 2 , 10, 000 gal, c a r b o n s t e e l a t $ 2 / g a l
(3) F e e d P u m p s ; 2, 2HP a t $ 1 0 0 / H P
(4) C o n c e n t r a t o r ; 2, c a r b o n s t e e l she l l , s t a i n l e s s s t e e l tube bundle, 220 ft2, 6, 000, 000 B t u / h r
(5) C o n d e n s e r s ; 2, c a r b o n s t e e l she l l , s t a i n l e s s s t e e l tube bundle, 200 ft2, 6, 000, 000 B t u / h r
( 6 ) C o n d e n s a t e T a n k ; 2, 2000 gal , c a r b o n s t e e l a t $ 2 / g a I
(7) B o t t o m s T a n k ; 1, 250 g a l s t a i n l e s s s t e e l a t $ 1 5 / g a l
(8) C o n d e n s a t e P u m p s ; 3, 2HP at $ 1 0 0 / H P
(9 ) I n s t r u m e n t s ; 18 poin ts a t $300/point
T O T A L
Ins t a l l a t ion ; 1570 equ ipmen t c o s t s
C o n t r a c t o r s M a r k u p ; 207'0 equ ipmen t cost B i d Price
P iping; 30% bid p r i c e
Building; 40 x 40 x 20 ft a t $2 / f t3 T O T A L EQUIPMENT AND INSTALLATION COST
Des ign ; 15% t o t a l equ ipmen t a n d in s t a l l a t ion c o s t s
c o n t i n g e n c i e s ; 4070 T O T A L ESTIMATED COST
E s t i m a t e d O p e r a t i n g C o s t s
(1) Bu i ld ing A m o r t i z a t i o n ; 57'0/yr
( 2 )
(3)
(4)
(5)
( 6 ) ( 7 ) U t i l i t i e s
D e p r e c i a t i o n ; 20% of m a j o r equ ipmen t p e r y e a r
Main tenance ; 5% of m a j o r equ ipmen t p e r y e a r
L a b o r ; 1 2 m a n - h r / d a y a t $ 7 . 5 0 / m a n - h r ( inc ludes d i r e c t and i n d i r e c t )
S t e a m ; 1 2 , 000 l b / h r a t $ 1 . 0 0 / 1 0 0 0 l b (1$ l b s t e a m r e q u i r e d f o r 1 lb evapora t ion )
W a t e r ; 400, 000 &/day at $90/106 gal
TOTAL,
200
40,000
400
50, 000
2 0 . 0 0 0
8,000
3, 750
600
5, 400 128, 350
1 9 , 0 0 0
2 6 , 000
173, 350
52, 000
80. 000
305, 350
45, 650
1 2 2 , 0 0 0
-473 ,000 $ day
1 . 1 0
70. 32
24. 70
9 0 . 0 0
2 8 8 . 0 0
36. 00
1 . 0 0
-511 .00
E s t i m a t e d C o s t = $ 5 1 1 / 3 0 , 0 0 0 gal = $17 /1000 g a l
* I C - G E R I C H L A N D . W A S H
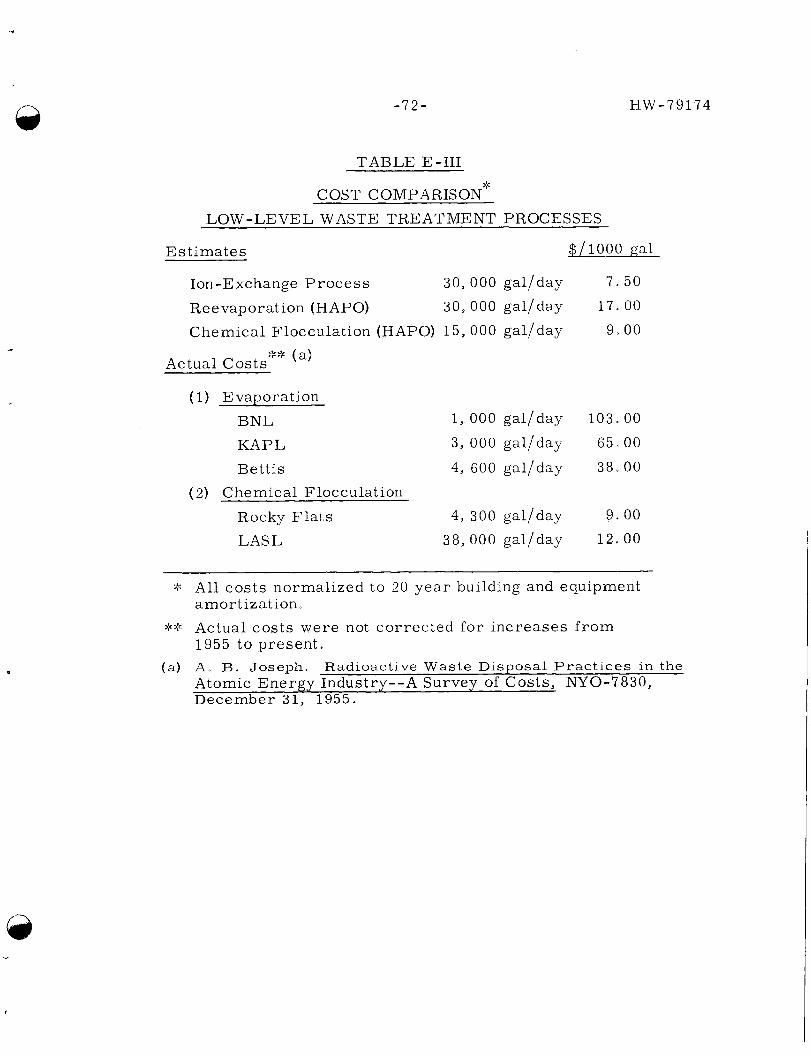
- 7 2 -
TABLE E-I11
HW-79174
d-
c OST c OMPARISON”’ LOW-LEVEL WASTE TREATMENT PROCESSES
Es t imates $ / l o 0 0 gal
Ion-E xchange P r o c e s s 3 0 , 0 0 0 gal/day 7 . 50
Reevaporation (HAPO) 30 ,000 gal/day 1 7 . 0 0
9 -00 Chemical Flocculation (HAPO) 15, 000 gal/day ;M (a)
Actual Costs
.
(1) Evaporation B N L 1, 000 gal/day 103.00
KAPL 3 , 000 gal/day 65,OO
Bettis 4, 600 gal/day 3 8 . 0 0
(2 ) Chemical Flocculation Rocky Fla t s 4, 300 gal/day 9.00
LAS L 38, 000 galjday 12.00
~~ ~
:k A l l costs normalized to 20 yea r building and equipment amortization
** Actual costs were not corrected for increases f rom 1955 to present.
Atomic Energy Industry--A Survey of Costs, NYO-7830, December 31, 1955.
(a) A . Bo Joseph , Radioactive W a s t e Disposal P r a c t i c e s in the
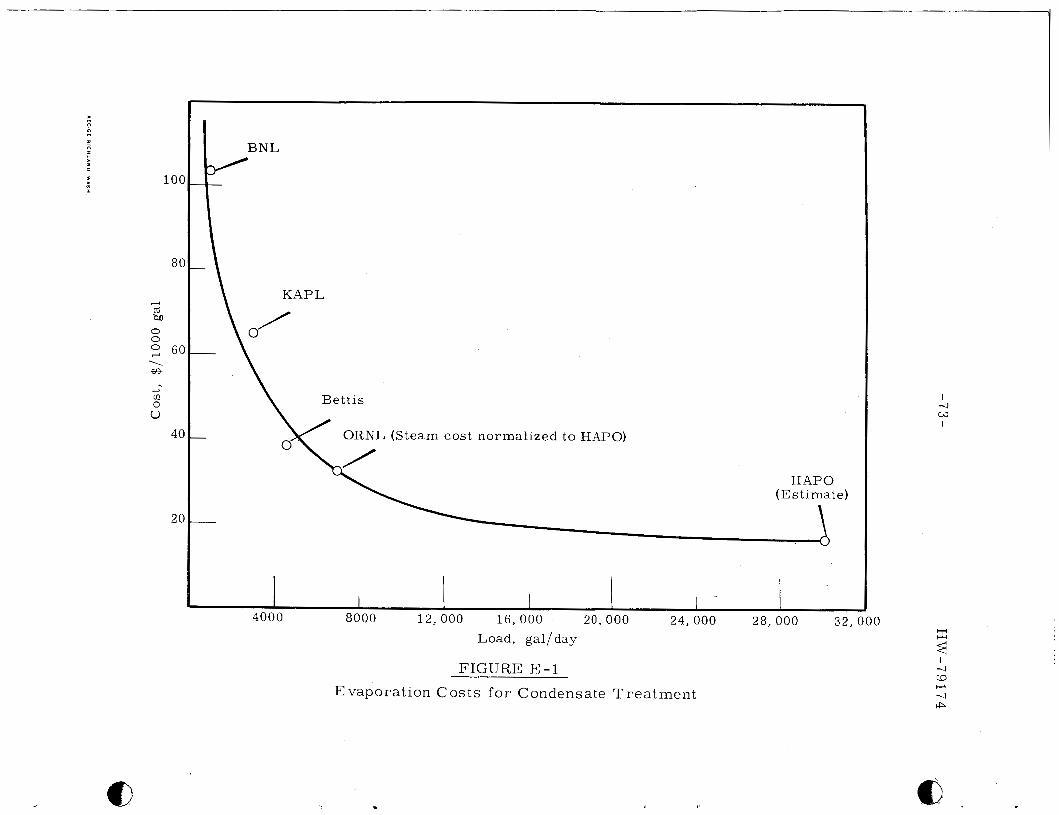
.
-73- H
W -7 9 1
74
aJ
0
0
0
cu 0
0
W
(D
* 0
-u Q
) N
.3
?-+
ri L
0
c (I) 0
V
U
E rd c1
I
I 1
I I
0
0
0
0
W
(D
* 0
0
cu
0
3
3
cv C
Y
0
0
0
W
cu
0 0
0
4
cu
0
0 0
0
cv h
l-d a --.
02
co’ 6
I4
0h
.o
0
dr
d
0
0
0
0
c\1 ,+
0 0
0
a)
0
0
0
d.
AE
C-G
E R
lCH
LIW
I) W
AS
H





























