Embed Size (px)
Citation preview
Progress in Oxyfuel
Combustion
G Hesselmann
TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
10th ~ 11th June 2014
Warsaw, Poland
Content
Early days
– Proof of concept
– High level feasibility studies
– Interim assessment
Taking the concept to demonstration
– Full scale burner demonstration
– Full cycle testing
Moving from rig to plant
– Heat transfer
– Engineering (FEED) studies
Summary
Concluding Remarks
A review of over two decades of oxyfuel progress from a boilermaker's perspective
2 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”

Proof of Concept
Demonstrated oxyfuel firing concept at 160kWt in
Renfrew
– CO2 typically 80 to 85%v/v dry; 95% max
– NOx reduces with flue gas recycle rate
– Early data on slagging and fouling effects (world-first by
“industry”)
– Early data on impact of oxyfuel on ash pozzolanic
activity (world-first)
– Smooth transition from air to oxyfuel firing
– Many practical lessons learned (e.g. need to use dry
primary FGR) that are universally applied today
Demonstrated oxyfuel firing concept at 2.5MWt in
Ijmuiden (IFRF #1 furnace)
– CO2 typically 82%
– Air in-leakage a key issue
– NOx reduces with flue gas recycle rate
– Turndown to 70% load demonstrated
– Many practical lessons learned
European Union collaborative project JOU2-CT92-0062 undertaken over period
1992~1995; 1st pilot-scale demonstration of oxyfuel in Europe by Doosan & IFRF
3 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
160kWt Renfrew Test Facility
FO.SPER Furnace (replaces IFRF #1)
Feasibility
Numerous high level feasibility studies undertaken
– Considered effect of coal rank (bituminous, sub-bituminous), plant location (coastal, inland), plant size
(150~700MWe), boiler type (natural circulation, supercritical), and new-build vs. retrofit
Similar findings obtained from many studies
– For a plant with 90% CO2 capture rate, the typical efficiency loss is 9~10%age points
• The penalty can be reduced by plant integration (e.g. to recover usable heat)
– The efficiency penalties for Oxyfuel and PCC (amine) capture technologies are comparable
• For oxyfuel the major losses arise from the electrical power to drive the compressors in the ASU & CPU
• For PCC the major losses arise from lost generation due to steam extraction from the turbine
• Both processes require electrical power for compression to pipeline pressure
– Levelised CO2 capture cost and electricity cost for Oxyfuel and PCC (amine) are comparable
– Key specific issues were identified relating to:
• Capture plant energy penalty and steam cycle matching
• Waste streams and emissions performance
• Utilities requirements
• Footprint and layout requirements
• Safety and operability
High level studies indicate costs & issues associated with oxyfuel……
4 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
……but they cannot answer the “hard questions”
Status after “early work”
Is it possible to design an oxyfuel fired boiler, and be confident that it will perform as we expect?
Combustion
■ Can a stable flame be achieved?
■ Can the burner be operated flexibly?
■ What is the burner’s performance?
■ Is the process sufficiently robust that its operation can be automated?
Thermal Performance
■ How does Furnace Exit Gas Temperature (FEGT) change?
■ How does the convective pass performance change?
■ Is modification of the heat transfer surfaces required?
■ Can existing thermal performance tools be used for oxyfuel fired plant design?
Combustion and furnace thermal performance are the main areas of uncertainty
TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
Full-Scale Burner Demonstration
Design based on our current Mk III low NOX axial swirl
burner
– Proven design with over two decades of operational experience
in numerous coal-fired boilers worldwide
– Applicable to new build and retrofit coal-fired boilers.
Volumetric flow of the primary gas for oxyfuel firing
maintained as per air firing
– Coal transport considerations
– Oxygen content of the primary gas controlled to 21%v/v dry
– Safe operation of coal milling plant
Overall stoichiometric ratio controlled to ~1.2
– Maintain combustion efficiency
Flue gas recycle rate chosen on consideration of the
adiabatic flame temperature and furnace heat transfer
characteristics
Other OEM burner suppliers have adopted a similar
approach
– Most burner OEM suppliers are also looking at enhanced designs
for oxyfuel firing
The 40MWt OxyCoalTM burner was based on our existing low NOx air-fired burner
6 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
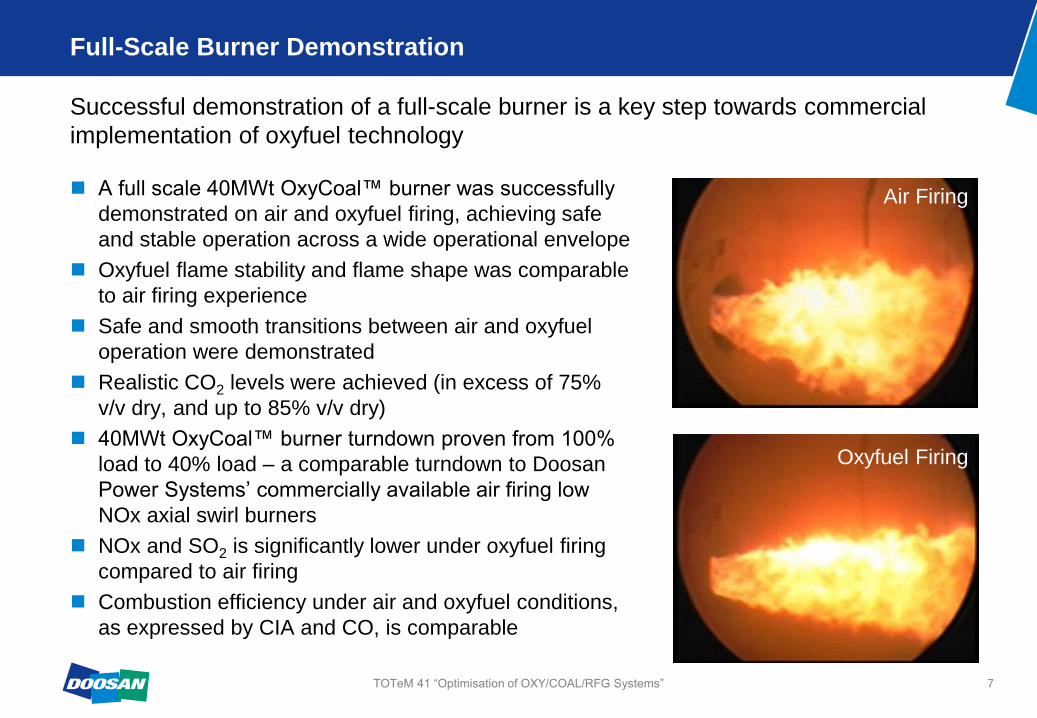
Full-Scale Burner Demonstration
A full scale 40MWt OxyCoal™ burner was successfully
demonstrated on air and oxyfuel firing, achieving safe
and stable operation across a wide operational envelope
Oxyfuel flame stability and flame shape was comparable
to air firing experience
Safe and smooth transitions between air and oxyfuel
operation were demonstrated
Realistic CO2 levels were achieved (in excess of 75%
v/v dry, and up to 85% v/v dry)
40MWt OxyCoal™ burner turndown proven from 100%
load to 40% load – a comparable turndown to Doosan
Power Systems’ commercially available air firing low
NOx axial swirl burners
NOx and SO2 is significantly lower under oxyfuel firing
compared to air firing
Combustion efficiency under air and oxyfuel conditions,
as expressed by CIA and CO, is comparable
Successful demonstration of a full-scale burner is a key step towards commercial
implementation of oxyfuel technology
7 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
Air Firing
Oxyfuel Firing
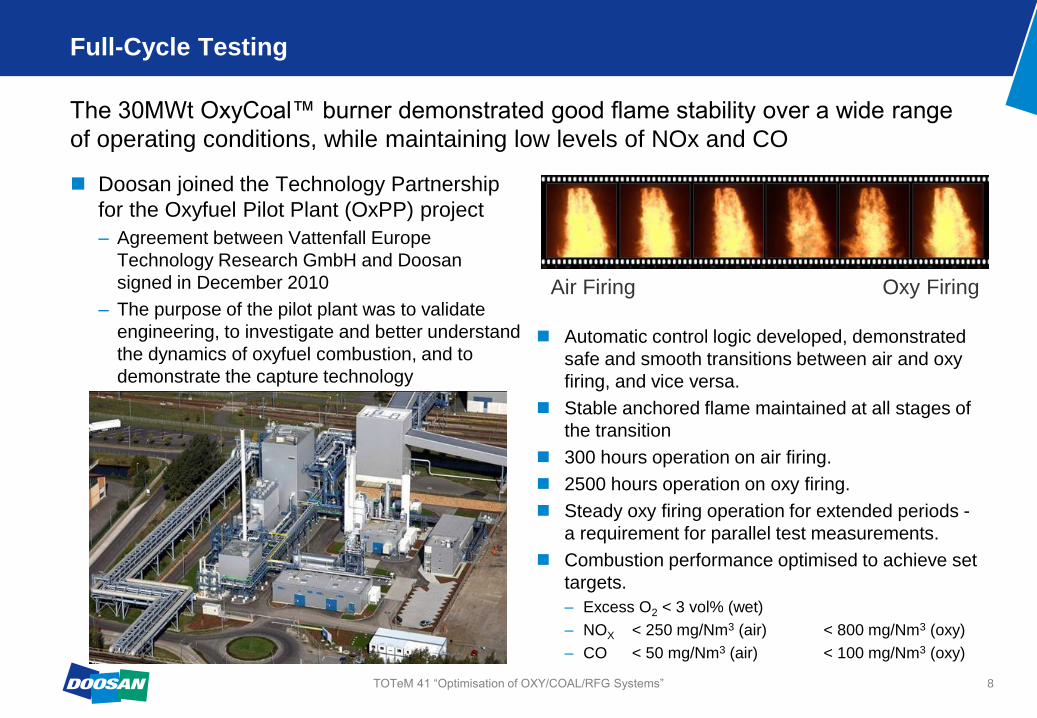
Full-Cycle Testing
Doosan joined the Technology Partnership
for the Oxyfuel Pilot Plant (OxPP) project
– Agreement between Vattenfall Europe
Technology Research GmbH and Doosan
signed in December 2010
– The purpose of the pilot plant was to validate
engineering, to investigate and better understand
the dynamics of oxyfuel combustion, and to
demonstrate the capture technology
The 30MWt OxyCoal™ burner demonstrated good flame stability over a wide range
of operating conditions, while maintaining low levels of NOx and CO
8 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
Air Firing Oxy Firing
Automatic control logic developed, demonstrated
safe and smooth transitions between air and oxy
firing, and vice versa.
Stable anchored flame maintained at all stages of
the transition
300 hours operation on air firing.
2500 hours operation on oxy firing.
Steady oxy firing operation for extended periods -
a requirement for parallel test measurements.
Combustion performance optimised to achieve set
targets.
– Excess O2 < 3 vol% (wet)
– NOX < 250 mg/Nm3 (air) < 800 mg/Nm3 (oxy)
– CO < 50 mg/Nm3 (air) < 100 mg/Nm3 (oxy)
Moving from rig to plant
Large scale testing has focused on combustion performance, and has provided strong
experience on
– Emissions (NOx, CO, SO2, etc.)
– Flame length
– Flame stability
– Turndown
– Operability (air to oxyfuel transition, etc.)
– As a result of large scale testing we have a good understanding of how a burner will perform under air
and oxyfuel firing conditions, and how it will respond to changing process parameters (e.g. recycle rate)
Large scale testing has provided significant intangible benefits
– Health & safety
– Confidence in the oxyfuel process
– Resolution of unforeseen problems
Large scale testing can, potentially, provide information on heat transfer
– But there are issues……
In moving to plant, it is important to understand what test rigs can (and cannot) tell us
9 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
10
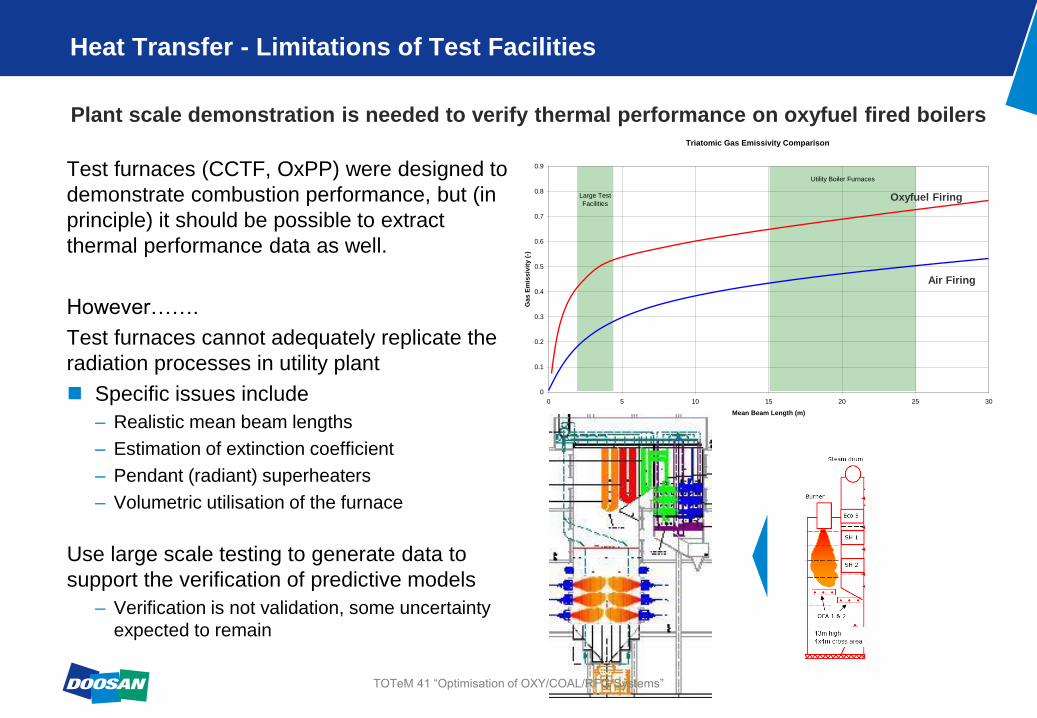
Heat Transfer - Limitations of Test Facilities
Test furnaces (CCTF, OxPP) were designed to
demonstrate combustion performance, but (in
principle) it should be possible to extract
thermal performance data as well.
However…….
Test furnaces cannot adequately replicate the
radiation processes in utility plant
Specific issues include
– Realistic mean beam lengths
– Estimation of extinction coefficient
– Pendant (radiant) superheaters
– Volumetric utilisation of the furnace
Use large scale testing to generate data to
support the verification of predictive models
– Verification is not validation, some uncertainty
expected to remain
Plant scale demonstration is needed to verify thermal performance on oxyfuel fired boilers Triatomic Gas Emissivity Comparison
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 5 10 15 20 25 30
Mean Beam Length (m)
Ga
s E
mis
siv
ity
(-)
Utility Boiler Furnaces
Large Test
Facilities
Air Firing
Oxyfuel Firing
TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
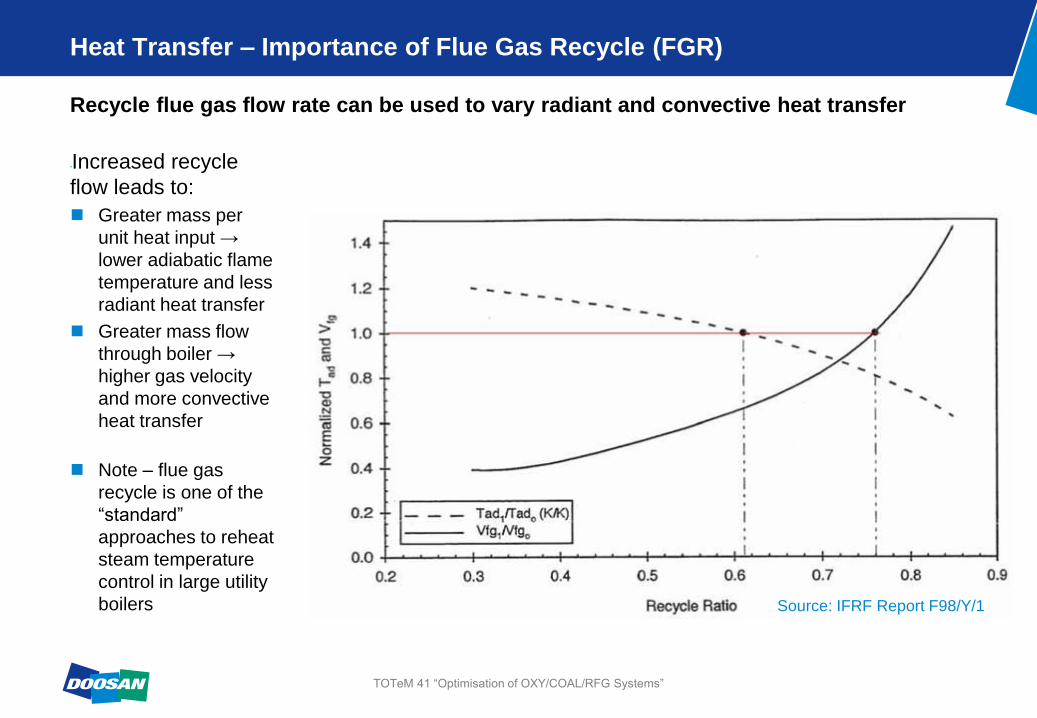
Heat Transfer – Importance of Flue Gas Recycle (FGR)
•Increased recycle
flow leads to:
Greater mass per
unit heat input →
lower adiabatic flame
temperature and less
radiant heat transfer
Greater mass flow
through boiler →
higher gas velocity
and more convective
heat transfer
Note – flue gas
recycle is one of the
“standard”
approaches to reheat
steam temperature
control in large utility
boilers
Recycle flue gas flow rate can be used to vary radiant and convective heat transfer
Source: IFRF Report F98/Y/1
TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
Heat Transfer - Predictive Approaches
Simple semi-empirical models (e.g. stirred furnace models)
– Robust, easy to use, fast
– Require empirically derived factors
– Unreliable when extrapolated beyond validated experience
Zone models (e.g. Doosan’s proprietary “HotGen” model)
– Robust, easy to use, fast, based on sound theoretical principles, optimised for furnace design
– Some inputs (e.g. dirt factors) empirically derived by “calibrating” model to plant
– Can be used beyond validated experience (with care)
Computational Fluid Dynamics
– Can be difficult to converge (not robust), difficult to use (need experts), slow
– Some inputs (e.g. dirt factors) empirically derived by “calibrating” model to plant
– Can be used beyond validated experience (with care)
Models can predict the impacts, but require reliable inputs
– It is challenging for models to predict soot formation in flames (impact on flame luminosity, gas
extinction coefficient) and flame shape/length (heat release profile)
– Full-scale burner testing provides information to support the use of engineering models to predict
furnace performance
Engineering models for thermal performance prediction
TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
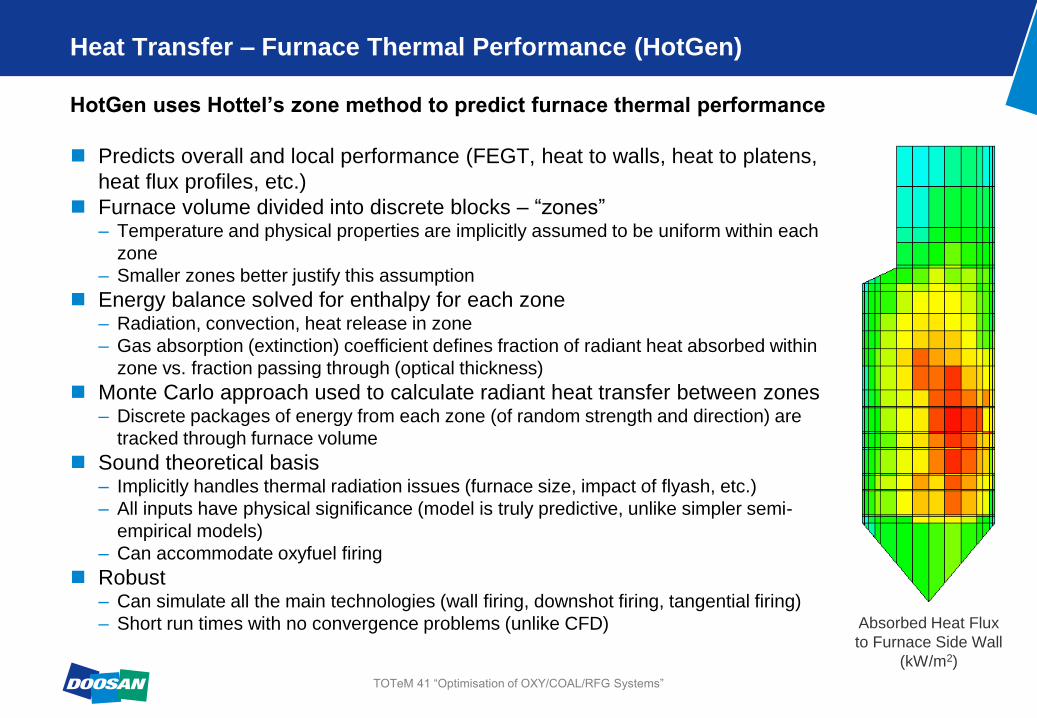
Heat Transfer – Furnace Thermal Performance (HotGen)
HotGen uses Hottel’s zone method to predict furnace thermal performance
Predicts overall and local performance (FEGT, heat to walls, heat to platens,
heat flux profiles, etc.)
Furnace volume divided into discrete blocks – “zones” – Temperature and physical properties are implicitly assumed to be uniform within each
zone
– Smaller zones better justify this assumption
Energy balance solved for enthalpy for each zone – Radiation, convection, heat release in zone
– Gas absorption (extinction) coefficient defines fraction of radiant heat absorbed within
zone vs. fraction passing through (optical thickness)
Monte Carlo approach used to calculate radiant heat transfer between zones – Discrete packages of energy from each zone (of random strength and direction) are
tracked through furnace volume
Sound theoretical basis – Implicitly handles thermal radiation issues (furnace size, impact of flyash, etc.)
– All inputs have physical significance (model is truly predictive, unlike simpler semi-
empirical models)
– Can accommodate oxyfuel firing
Robust – Can simulate all the main technologies (wall firing, downshot firing, tangential firing)
– Short run times with no convergence problems (unlike CFD)
Absorbed Heat Flux
to Furnace Side Wall
(kW/m2)
TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
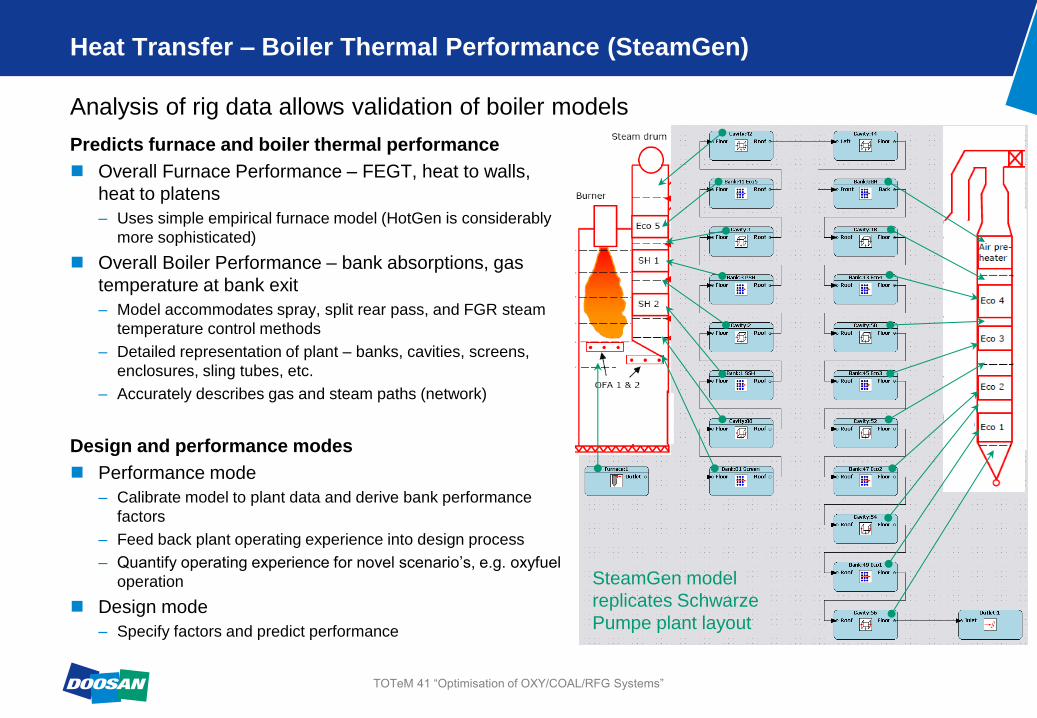
Heat Transfer – Boiler Thermal Performance (SteamGen)
Predicts furnace and boiler thermal performance
Overall Furnace Performance – FEGT, heat to walls,
heat to platens
– Uses simple empirical furnace model (HotGen is considerably
more sophisticated)
Overall Boiler Performance – bank absorptions, gas
temperature at bank exit
– Model accommodates spray, split rear pass, and FGR steam
temperature control methods
– Detailed representation of plant – banks, cavities, screens,
enclosures, sling tubes, etc.
– Accurately describes gas and steam paths (network)
Design and performance modes
Performance mode
– Calibrate model to plant data and derive bank performance
factors
– Feed back plant operating experience into design process
– Quantify operating experience for novel scenario’s, e.g. oxyfuel
operation
Design mode
– Specify factors and predict performance
SteamGen model
replicates Schwarze
Pumpe plant layout
Analysis of rig data allows validation of boiler models
TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
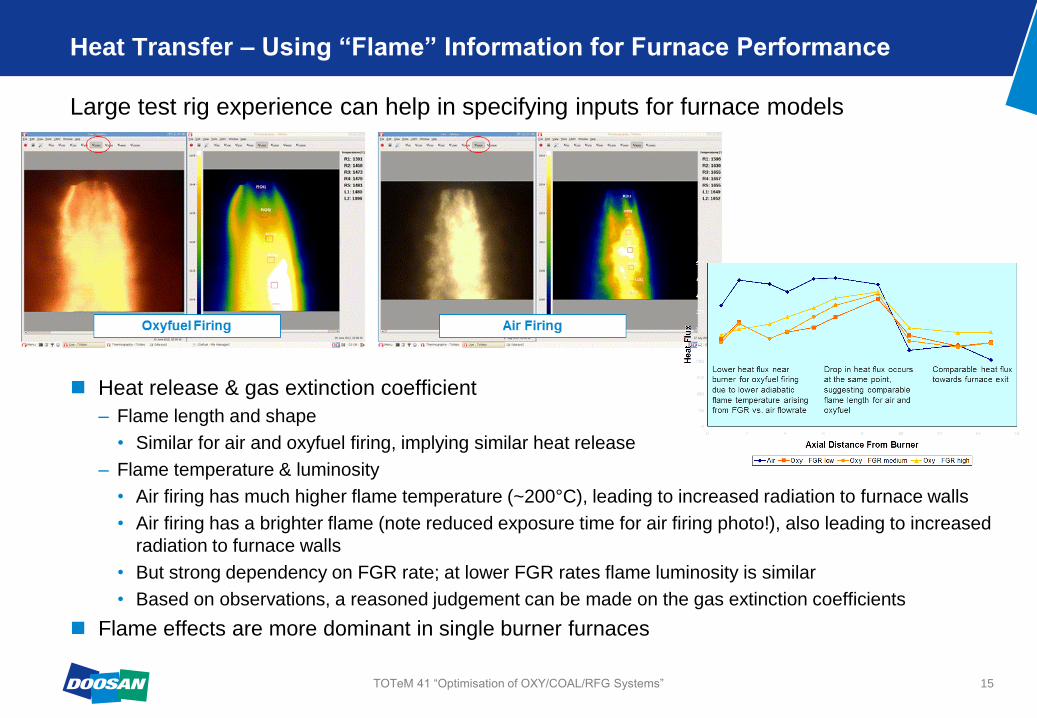
Heat Transfer – Using “Flame” Information for Furnace Performance
Heat release & gas extinction coefficient
– Flame length and shape
• Similar for air and oxyfuel firing, implying similar heat release
– Flame temperature & luminosity
• Air firing has much higher flame temperature (~200°C), leading to increased radiation to furnace walls
• Air firing has a brighter flame (note reduced exposure time for air firing photo!), also leading to increased
radiation to furnace walls
• But strong dependency on FGR rate; at lower FGR rates flame luminosity is similar
• Based on observations, a reasoned judgement can be made on the gas extinction coefficients
Flame effects are more dominant in single burner furnaces
Large test rig experience can help in specifying inputs for furnace models
15 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
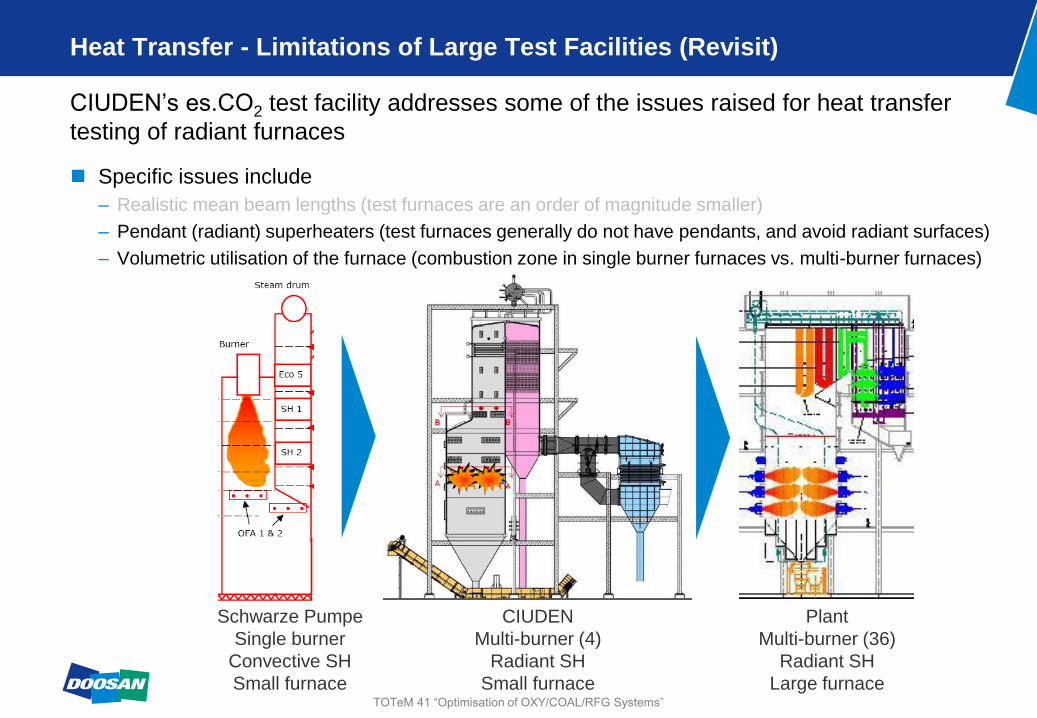
Heat Transfer - Limitations of Large Test Facilities (Revisit)
CIUDEN’s es.CO2 test facility addresses some of the issues raised for heat transfer
testing of radiant furnaces
Specific issues include
– Realistic mean beam lengths (test furnaces are an order of magnitude smaller)
– Pendant (radiant) superheaters (test furnaces generally do not have pendants, and avoid radiant surfaces)
– Volumetric utilisation of the furnace (combustion zone in single burner furnaces vs. multi-burner furnaces)
Schwarze Pumpe
Single burner
Convective SH
Small furnace
CIUDEN
Multi-burner (4)
Radiant SH
Small furnace
Plant
Multi-burner (36)
Radiant SH
Large furnace TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
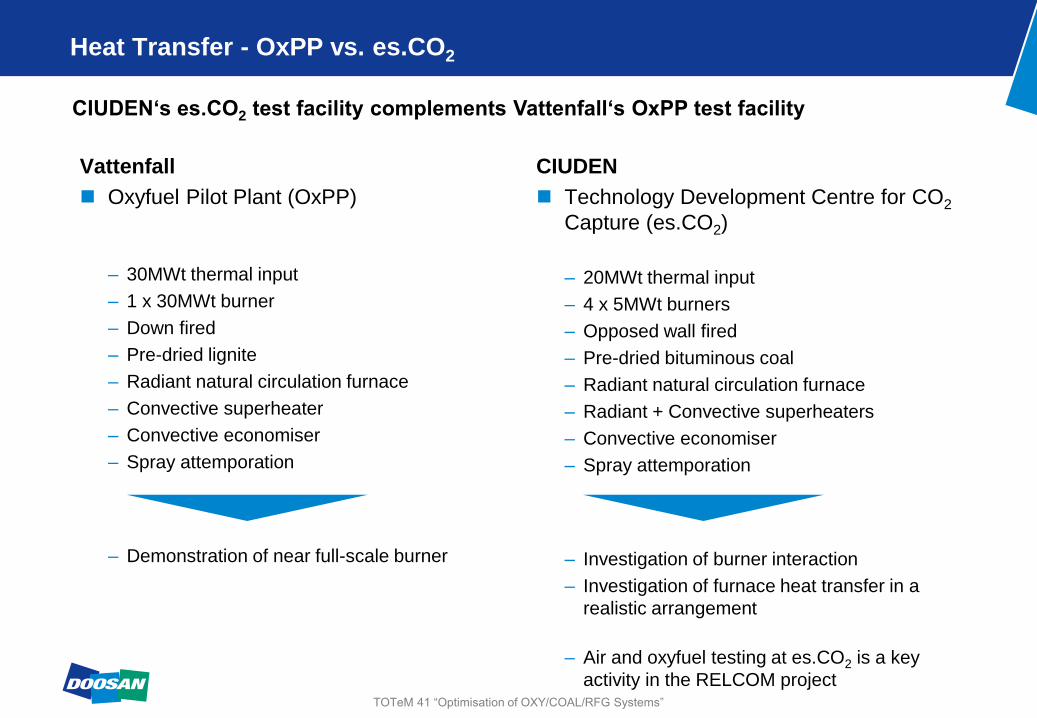
Heat Transfer - OxPP vs. es.CO2
CIUDEN‘s es.CO2 test facility complements Vattenfall‘s OxPP test facility
Vattenfall
Oxyfuel Pilot Plant (OxPP)
– 30MWt thermal input
– 1 x 30MWt burner
– Down fired
– Pre-dried lignite
– Radiant natural circulation furnace
– Convective superheater
– Convective economiser
– Spray attemporation
– Demonstration of near full-scale burner
CIUDEN
Technology Development Centre for CO2
Capture (es.CO2)
– 20MWt thermal input
– 4 x 5MWt burners
– Opposed wall fired
– Pre-dried bituminous coal
– Radiant natural circulation furnace
– Radiant + Convective superheaters
– Convective economiser
– Spray attemporation
– Investigation of burner interaction
– Investigation of furnace heat transfer in a
realistic arrangement
– Air and oxyfuel testing at es.CO2 is a key
activity in the RELCOM project TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
FEED
Unit #1
125MWe
Downshot boiler firing domestic
anthracite and heavy fuel oil
In-service 1973
OEM was Babcock Hitachi KK, boiler
was built under license from Doosan
and is on our reference list
Steam Conditions
– Evaporation (tonne/h) 420
– Main Steam Pressure (bar) 128.5
– Main Steam Temperature (°C) 541
– Reheat Steam Pressure (bar) 30.9
– Reheat Steam Temperature (°C) 541
– Cycle Efficiency 36%
In 2012 Doosan completed a FEED study for the retrofit of Oxyfuel to KOSEP's
Young Dong #1 Power Station
18 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
FEED
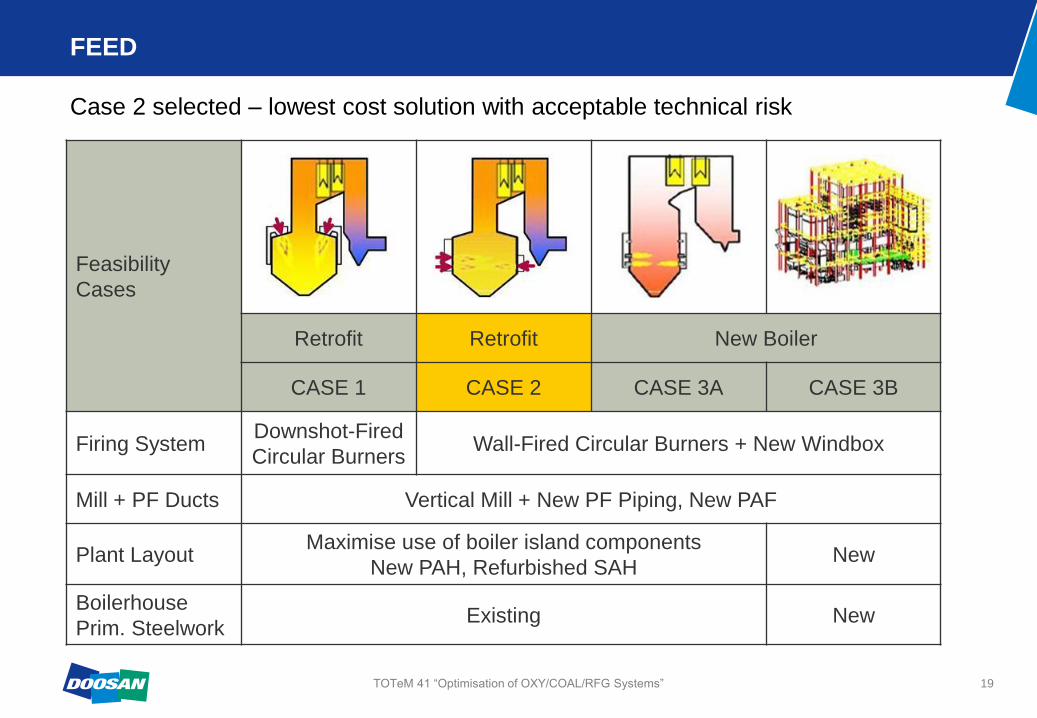
Case 2 selected – lowest cost solution with acceptable technical risk
19 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
Feasibility
Cases
Retrofit Retrofit New Boiler
CASE 1 CASE 2 CASE 3A CASE 3B
Firing System Downshot-Fired
Circular Burners Wall-Fired Circular Burners + New Windbox
Mill + PF Ducts Vertical Mill + New PF Piping, New PAF
Plant Layout Maximise use of boiler island components
New PAH, Refurbished SAH New
Boilerhouse
Prim. Steelwork Existing New

FEED
•Case 2 - Conversion to wall firing
Wall firing configuration leads to better
volumetric utilisation of the lower furnace
Potential for steam temperature shortfall
Via modelling, a solution was identified to
ensure that the required design steam outlet
conditions were retained across the control
range for the boiler
•Thermal performance results
Heat exchange surfaces behave similarly for
Air and Oxyfuel firing
Design performance achieved across full
load range (final steam conditions achieved)
Improved heat flux distribution (lower peaks)
for oxyfuel firing
No requirement to change or modify plant
convective pressure parts
Detailed boiler thermal performance assessment of Young Dong “Case 2” using
Doosan in-house codes BWHOT (Furnace) and SteamGen (Convective Pass)
20 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
FEED
Successful OxyCoal™ burner testing in Renfrew demonstrates Doosan oxyfuel burner
capability for Young Dong
Optimal solution for Young Dong Unit 1 identified
– Conversion to opposed-wall fired arrangement
– Firing bituminous coal
– Keep existing furnace envelope
Thermal performance models show design steam conditions can be delivered across full
control range
Conversion to bituminous coal and oxyfuel firing is technically viable
However both the Young Dong retrofit and the Janschwalde new build projects are not
proceeding to construction
An oxyfuel solution can be found for even the most difficult of retrofit opportunities
21 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
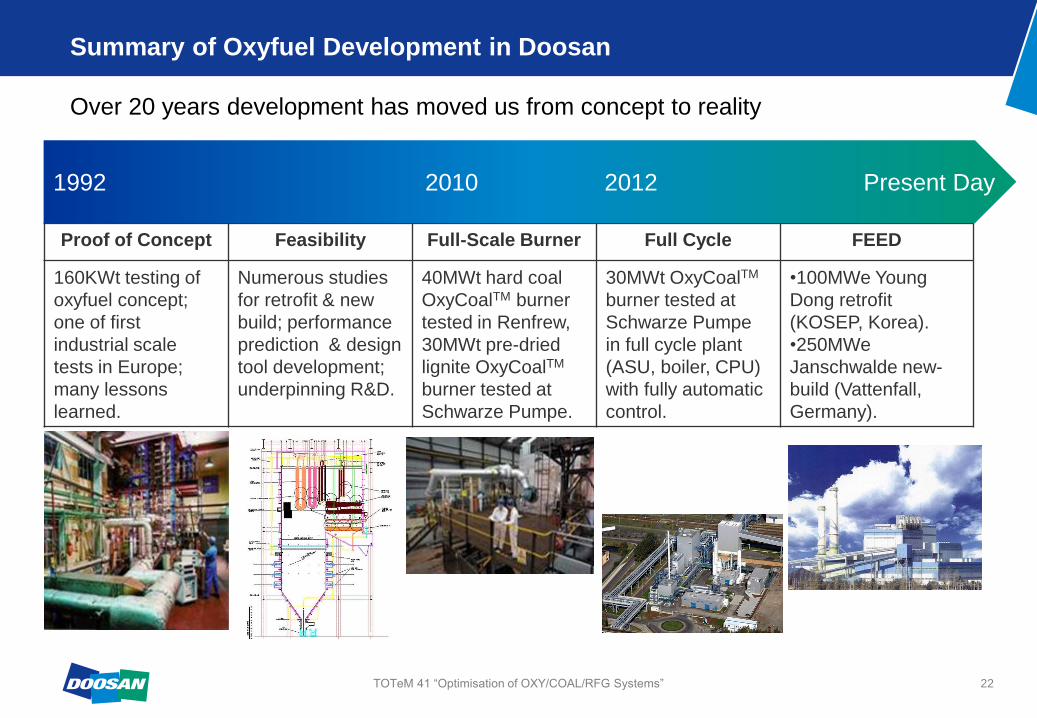
Summary of Oxyfuel Development in Doosan
Over 20 years development has moved us from concept to reality
22 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
Proof of Concept Feasibility Full-Scale Burner Full Cycle FEED
160KWt testing of
oxyfuel concept;
one of first
industrial scale
tests in Europe;
many lessons
learned.
Numerous studies
for retrofit & new
build; performance
prediction & design
tool development;
underpinning R&D.
40MWt hard coal
OxyCoalTM burner
tested in Renfrew,
30MWt pre-dried
lignite OxyCoalTM
burner tested at
Schwarze Pumpe.
30MWt OxyCoalTM
burner tested at
Schwarze Pumpe
in full cycle plant
(ASU, boiler, CPU)
with fully automatic
control.
•100MWe Young
Dong retrofit
(KOSEP, Korea).
•250MWe
Janschwalde new-
build (Vattenfall,
Germany).
1992 2010 2012 Present Day
Concluding Remarks
Testing of Doosan’s OxyCoalTM burner has demonstrated we have a viable combustion system
– Good flame stability, including during air↔oxyfuel transitions and at reduced load
– Achievement of required NOx and CO emissions
– Flexible operation, automated control logic
Large scale burner testing and boiler OEM experience has taken us to the point where we can
be confident in the thermal design of an oxyfuel fired boiler
– We can mitigate any remaining uncertainty through operational measures (FGR rate, etc.)
Considerable progress has been made in the development of oxyfuel technology
– The process is technically viable
– The process is reasonably well understood
– The process has been demonstrated at pilot scale
– The process has been demonstrated at large scale (30MWt +)
– Most of the individual components are in commercial operation at the required scale
• ……..now all we have to do is to convince the public and the politicians to take action
Over two decades of development has got us to the point where we have advanced
the oxyfuel technology sufficiently to demonstrate it at utility scale…..
23 TOTeM 41 “Optimisation of OXY/COAL/RFG Systems”
Thank you





























