Embed Size (px)
Citation preview

Progress in FusionMaterials Research
Steve ZinkleMaterials Science & Technology Div.
IEEE/NPSS 23rd Symposium onFusion EngineeringMay 31-June 5, 2009San Diego, California

2 Managed by UT-Battellefor the U.S. Department of Energy
Outline• Examples of structural materials design data• Overview of key temperature regimes for radiation damage
– Amorphization, point defect swelling, void swelling– Upper and lower operating temperature limits
• Materials design strategy and prospects for developing newhigh performance structural materials for fusion energy

3 Managed by UT-Battellefor the U.S. Department of Energy
The Launching of Fusion Energy Bridges theDevelopment of Modern Materials Science
1940 1950 1960 1970 1980 1990 2000 2010
CP-1
Shippingport
Development of Mat. Sci.as an academicdisciplineDevelopment of
Fracture mechanics
Initiation offusionmaterials R&D
Nuclear >10%US electricity
ITERconstruction
Tokamak era
•Fusion energy systems should take maximum advantage of currentand emerging materials and computational science tools
ENIACENIAC1 Gflops achieved;high performancecomputing centersestablished
1 Tflops 1 Pflops
ZETA torroidalpinch

4 Managed by UT-Battellefor the U.S. Department of Energy
Development of structural materials for applicationsinvolving public safety is historically a long process• “When you hear something about a new material, write it
down because it will be the best thing you’ll ever hear aboutit” (Jim Williams, paraphrasing Bob Sprague of General Electric)
• Aerospace structural materials– Over 50 years to develop TiAl intermetallics from initial studies in
1950s– Design cycle times have been reduced to 3-5 years, but development
and qualification of new materials still requires >7 years• Qualification time dominated by creep and fatigue testing
• Structural materials for nuclear reactors– Qualification requires all of the mechanical property testing on
unirradiated material, plus neutron irradiation and testing ofirradiated material• Sequential approach would lead to unacceptably long qualification times

5 Managed by UT-Battellefor the U.S. Department of Energy
History of improvement in temperature capability of Ni-base superalloys• Historical rate of improvement is ~5oC/year
Y. Koizumi et al., Proc. Int. Gas Turbines Conf., 2003, paper TS-119

6 Managed by UT-Battellefor the U.S. Department of Energy
Design tensile strengths for Type 316 stainless steel
A.A.F. Tavassoli

7 Managed by UT-Battellefor the U.S. Department of Energy
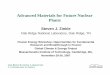
H. McCoy, ORNL
1350 K, 17.2 MPaHeat 1614,45 µm
Heat 530870,44 µm
Heat 530870,44 µm
Large variability in thermal creep behavior for threeheats of nominally identical Nb-1Zr
• In addition to grain size, these results show that other microstructuralinhomogeneities can also affect the thermal creep behavior of Nb-1Zr

8 Managed by UT-Battellefor the U.S. Department of Energy
Development of Texture in Annealed Nb-1Zr• Texture pattern in recrystallized Nb-1Zr is strongly dependent on
annealing conditions
FHR: fast heating rate (>1000˚C/min)SFR: slow heating rate (10˚C/min)

Radiation Damage can Produce Large Changes in Structural Materials
• Radiation hardening and embrittlement (<0.4 TM,>0.1 dpa)
• Phase instabilities from radiation-inducedprecipitation (0.3-0.6 TM, >10 dpa)
• Irradiation creep (<0.45 TM, >10 dpa)
• Volumetric swelling from void formation (0.3-0.6TM, >10 dpa)
• High temperature He embrittlement (>0.5 TM,>10 dpa)
0
200
400
600
800
1000
1200
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
USJF82Hss2
Engi
neer
ing
Stre
ss, M
Pa
Engineering Strain, mm/mm
Representative USDOE/JAERI F82H Data:200-600°C, 3-34 dpa
Unirradiated YS
200°C/10 dpa250°C/3 dpa
300°C/8 dpa
400°C/10 dpa400°C/34 dpa
500°C/8 dpa
500°C/34 dpa
600°C/8 dpa
Tirr=Ttest
100 nm
50 nm50 nm
100 nm100 nmafter S.J. Zinkle, Phys. Plasmas 12 (2005) 058101

mechanicalproperty experiments
PASSANS TEM
APT
THDS
TEM, in-situ TEM
fracture testing
tensile testingFinite
elementmacroscopicdeformation,integrated systems
Thermo-dynamics,Kinetics
Rate theory1-D clusterevolutionequations
B.D. Wirth, UC-Berkeley
Radiation damage is inherently multiscale with interactingphenomena ranging from ps to decades and nm to m

11 Managed by UT-Battellefor the U.S. Department of Energy
Multidisciplinary Fusion Materials Research has Demonstrated the Equivalency ofDisplacement Damage Produced by Fission and Fusion Neutrons
Fission
(0.1 - 3 MeV)
A critical unanswered question is the effectof higher transmutant H and He
production in the fusion spectrum
5 nmPeak damage state iniron cascades at 100K
50 keV PKA(ave. fusion)�
10 keV PKA(ave. fission)
MD computer simulations predict comparablesubcascades and defect production for fission, fusion
Similar defect clusters produced by fissionand fusion neutrons as observed by TEM
Fusion(14 MeV)
Similar hardening behavior confirms the equivalency
50
100
150
200
250
300
350
0.0001 0.001 0.01 0.1 1 10 100
Neutron Radiation Hardening of Copper
0.2%
Yie
ld S
tren
gth
(MPa
)
Damage Level (dpa)
Tirr=30 - 200˚C
14 MeV neutrons: filled symbolsfission neutrons: open symbols

• 3 distinct swelling regimes areobserved in irradiated Al2O3
0
2
4
6
8
10
0 200 400 600 800 1000 1200 1400 1600
Keilholz; 1971 neutrons 20 dpa
Zinkle; 1998 Ar ions 10 dpa
Vo
lum
e I
nc
rea
se
( %
)
Irradiation Temperature ( K )
• Activation Energies: Al vacancy; 1.8-2.1 eV O vacancy; 1.8-2 eV Al, O interstitial; 0.2-0.8 eV
Clinard, 1982Al2O3 Swelling
Amorphous Point defect swelling Void swelling
Stage IIIStage I

0.1
1
10
0 200 400 600 800 1000 1200 1400 1600
Snead 2006Snead 2006 Blackstone 1971
Price 1973
Price 1969
Price 1973,#2Price 1973Senor 2003Snead, Unpub.
Swel
ling
(%)
Irradiation Temperature (°C)
0.5
0.3
20
23
5
0.2
0.7
7
Saturatable RegimeAmorphousRegime Non-Saturatable Regime
8.5 dpa
5 dpa
1.75 dpa
Irradiation-induced swelling in SiC
Stage I Stage III

14 Managed by UT-Battellefor the U.S. Department of Energy
Low tensile ductility in FCC and BCC metals after irradiation atlow temperature is due to formation of nanoscale defect clusters
Outstanding questions to be resolved include: Can the defect cluster formation bemodified by appropriate use of nanoscale2nd phase features or solute additions? Can the poor ductility of the irradiatedmaterials be mitigated by altering thepredominant deformation mode? (e.g.,twinning vs. dislocation glide)
Cu, Cu, TTirrirr=90=90˚̊C, 0.5 dpaC, 0.5 dpa
0
2
4
6
8
10
0.0001 0.001 0.01 0.1 1 10
Fabritsiev et al (1996)Heinisch et al (1992)Singh et al. (1995)
Unifo
rm E
long
atio
n (%
)
Damage Level (dpa)
Unirradiatedelongations
Tirr=36-90˚C
Tensile ductility of neutron-irradiated Cu alloys

15 Managed by UT-Battellefor the U.S. Department of Energy
Radiation hardening in V-4Cr-4Ti
0
200
400
600
800
1000
0 100 200 300 400 500 600 700
Effect of Dose and Irradiation Temperature onthe Yield Strength of V-(4-5%)Cr-(4-5%)Ti Alloys
Yiel
d St
reng
th (
MPa
)
Irradiation Temperature (˚C)
Ttest~Tirr
unirradiated
0.1 dpa
0.5 dpa 5-50 dpa
V-4Cr-4Ti
0.3 TM-2
0
2
4
6
8
10
12
0 100 200 300 400 500 600 700Un
iform
Elo
ngat
ion
(%)
Test Temperature (˚C)
0.5 dpa
0.1 dpa
Test Temperature isIrradiation Temperature
High hardening and loss of uniform elongation occursfor irradiation and test temperatures <0.3 TM

16 Managed by UT-Battellefor the U.S. Department of Energy
Comparison of the uniform elongation of neutronirradiated vanadium and molybdenum alloys
• Radiation-induced flow localization occurs for irradiationtemperatures below 0.3 TM
0
1
2
3
4
5
6
7
8
300 400 500 600 700 800 900 1000 1100
V-4Cr-4TiMo-5Re
Unifo
rm E
long
atio
n (%
)
Irradiation Temperature (K)
Ttest~Tirr
V-4Cr-4Ti Mo-5Re
0
1
2
3
4
5
6
7
8
0.15 0.2 0.25 0.3 0.35 0.4 0.45
V-4Cr-4TiMo-5Re
Unifo
rm E
long
atio
n (%
)
Homologous Irradiation Temperature (Tirr/TM)
Ttest~Tirr
V-4Cr-4Ti
Mo-5Re
Corresponding critical temperature for W alloys is ~830oC

17 Managed by UT-Battellefor the U.S. Department of Energy
Can we break the shackles that limit conventionalstructural materials to ~300oC temperature window?
Structural Material Operating Temperature Windows: 10-50 dpa
Additional considerations such as He embrittlement and chemicalcompatibility may impose further restrictions on operating window
Zinkle and Ghoniem, Fusion Engr.Des. 49-50 (2000) 709
Thermal creep
Radiationembrittlement
ηCarnot=1-Treject/Thigh

18 Managed by UT-Battellefor the U.S. Department of Energy
The Overarching Goals for Fusion Power Systems Narrow theChoices and Place Significant Demands for Performance ofStructural Materials• Safety
• Minimization of Rad.Waste
• Economically Competitive– High thermal efficiency (high
temperatures)– Acceptable lifetime– Reliability
Fe-9Cr steels: builds upon 9Cr-1Mo industrial experience and materials database(9-12 Cr ODS steels are a higher temperature future option)V-4Cr-4Ti: Higher temperature capability, targeted for Li self-cooled blanket designsSiC/SiC: High risk, high performance option (early in its development path)W alloys: High performance option for PFCs (early in its development path)
Piet et al., Fusion Tech. 17 (1990) 636Based on

19 Managed by UT-Battellefor the U.S. Department of Energy
50040030020010000
2
4
6
8
10
12
TIME (h)
CREE
P ST
RAIN
(%
)
347HFG SS(foil from tubing)
creep rupture750°C 100 MPa
standard 347 SS(ORNL foil)
ORNL mod 2347 SS
Modern Materials Science Applied to “Old” Alloys YieldsDramatic Improvements in Performance and New Applications
Alloy composition is changed to produce amicrostructure of fine, stable precipitates
Low chromium steels for chemistry andenergy industry applications New cast austenitic steels for automotive and
heavy vehicle exhaust components
New austenitic stainless steels formicroturbine recuperators, and
Solar Turbines’ new Mercury50 Gas-Turbine Engine
0
25
50
75
100
125
150
0 200 400 600 800 1000 1200 1400
0.2%
Yie
ld S
tren
gth
(ksi)
Temperature (°F)
Current Alloy
New Alloy
Old New Solar Turbine Corp. Microturbine
High Performance Diesel Engine
10000800060004000200000
1
2
3
4
5
6
time (h)
cree
p st
rain
(%
)
CAST CF8C ALLOYSCREEP RUPTURE
850°C 35 MPaCommercialcomponent
CAT/ORNLmodifiedht 17577
Commercial Bainitic Steel ORNL “Super” Bainitic Steel
Similar Scientific Microstructural Design Produces:

20 Managed by UT-Battellefor the U.S. Department of Energy
Technology Transfer of CF8C-Plus Cast Stainless Steel• MetalTek International, Stainless Foundry & Engineering, and
Wollaston Alloys received trial licenses in 2005 (18 monthsafter project start)
• Over 350,000 lb of CF8C-Plus steel have been successfullycast to date
– Now used on all heavy-duty truck diesel engines made byCaterpillar (since Jan. 2007)
– Solar Turbines (end-cover, casings), Siemens-Westinghouse(large section tests for turbine casings), ORNL, and a globalpetrochemical company (tubes/piping).
– Stainless Foundry has cast CF8C-Plus exhaust components forWaukesha Engine Dresser NG engines
6,700 lb CF8C-Plus end-cover cast byMetalTek for Solar Turbines Mercury 50gas turbine
80 lb CF8C-Plusexhaust componentcast by StainlessFoundry forWaukesha NGreciprocating engine
SiMo cast iron
CF8C-Plussteel

21 Managed by UT-Battellefor the U.S. Department of Energy
Development of New Alumina-Forming,Creep Resistant Austenitic Stainless Steel
800oC in air, 72hY. Yamamoto, M.P. Brady et al., Science 316 (2007) 433

22 Managed by UT-Battellefor the U.S. Department of Energy
Modified chemistry and thermomechanical treatment procedure for new 9Crferritic/martensitic steels produces high strength
• Tensile strength and ductility arecomparable to high-strength experimentalODS steel
• Good toughness and high temperaturestrength are also produced indispersion-strengthed Fe-9.5Cr-3Co-1Ni-0.6Mo-0.3Ti-0.07C steel due to highnumber density of nano-size TiCprecipitates
Klueh and Buck, J. Nucl. Mater. 283-287 (2000)
R.L. Klueh et al., J. Nucl. Mat. 367-370(2007) 48; Scripta Mat. 53 (2005) 275
Modified thermomechanical treatment of 9Cr-1Mo steel introduces fine-scale precipitates

23 Managed by UT-Battellefor the U.S. Department of Energy
Large Increase in Rupture Life of Modified 9Cr-1Mo at650°C
•Thermo-mechanical treatment (TMT) of modified 9Cr-1Mo produced steel with over an order-of-magnitudeincrease in rupture life
R.L. Klueh et al., J. Nucl. Mat. 367-370(2007) 48; Scripta Mat. 53 (2005) 275

24 Managed by UT-Battellefor the U.S. Department of Energy
Nanostructuring Achieves Good FractureToughness and High-Strength Properties
UT-BATTELLE
Grain boundary nucleation of NC
OAK RIDGE NATIONAL LABORATORYU.S. DEPARTMENT OF ENERGY
• Nano-size grain size with very high grain boundary interfacial area• High number density of NC in-matrix with λ = 10-15 nm• High number density of NC decorating grain boundaries
BF TEM Fe M Jump Ratio
NFA 14YWT Developed at ORNL

25 Managed by UT-Battellefor the U.S. Department of Energy
Theory Has Shown That Vacancies Play a PivotalRole in the Formation and Stability of Nanoclusters
in ODS steel
The presence of Ti and vacancyhas a drastic effect in loweringthe binding energy of oxygen inFe (C. L. Fu and M. Krcmar).

26 Managed by UT-Battellefor the U.S. Department of Energy
14YWT Shows High Strength and Some Ductilityto -196ºC
0
200
400
600
800
10001200
1400
1600
1800
2000
2200
2400
0 5 10 15 20 25
14YWT-SM6
-196ºC-150ºC-100ºC25ºC300ºC500ºC600ºC700ºC
Stress (MPa)
Strain (%)
0
200
400
600
800
1000
1200
1400
1600
1800
0 100 200 300 400 500 600 700 800
14YWT-SM6_Tensile Data 2:28:36 PM 3/6/2006
YS - 14YWT-SM6UTS - 14YWT-SM6YS - Eurofer 97 ODSUTS - Eurofer 97 ODSYS - 14WT-SM3UTS - 14WT-SM3YS - Eurofer 97UTS - Eurofer 97
Stress (MPa)
Test Temperarture (ºC)
ODS Eurofer 97 supplied by L. Rainer
• At -196ºC (ε = 10-3s-1)- mixed mode dimple
rupture-cleavage failure- reduction in area = 43%- σf = 3.0 GPa- T.E. = ~7%
UT-BATTELLEOAK RIDGE NATIONAL LABORATORYU.S. DEPARTMENT OF ENERGY

27 Managed by UT-Battellefor the U.S. Department of Energy
High Fracture Toughness Achieved in 14YWT
-200 -100 0 100 200 300 400 500 6000
25
50
75
100
125
150
175
200 14YWT [KJc(1T)] 14YWT [KJIc] 12YWT [KJc(1T)] 12YWT [KJIc]
Frac
ture
Tou
ghne
ss [
MPa√m
]
Temperature [°C]
Unirradiated Fracture Toughness
-250 -200 -150 -100 -50 0 50 100 150 200 250 30025
50
75
100
125
150
175
200
14YWT [KJc(1T)] (unirradiated) 14YWT [KJIc] (unirradiated) 14YWT [KJc(1T)] (Tirr= 300oC) 14YWT [KJIc] (Tirr= 300oC)
Frac
ture
Tou
ghne
ss [M
Pa√ m]
Temperature [°C]
Irradiated 14YWT Fracture Toughness
• L-T Orientation• Pre-cracked: crack length to width (a/w) ratio of 0.5• Tested using the unloading compliance method (ASTM 1820-06)• KJc for brittle cleavage calculated from critical J-integral at fracture, adjusted to 1-T reference specimen KJc(1T) • KJIc for ductile deformation behavior calculated from critical J-integral at onset of stable crack growth
• The fracture toughness of 14YWT ismuch better than that of 12YWT
• The DBTT is shifted from ~75 ºC for12YWT to -150 ºC for 14YWT
OAK RIDGE NATIONAL LABORATORYU.S. DEPARTMENT OF ENERGY UT-BATTELLE
• Neutron irradiation to 1.5 dpa at300ºC does not degrade the fracturetoughness
• More testing is required though…

28 Managed by UT-Battellefor the U.S. Department of Energy
Solid State Consolidation of “Low-Cost” TitaniumPowders
• Potential reduced cost of plate, sheet, andnear net shapes by 50 to 90%
• Scrap reduced from 50% (conventionalmaterial) to less than 5% for new low costtitanium
• Demonstrated and exceeded “wrought”material performance parameters
Solid State Consolidated Plate, Bar, Sheet, and NetShape Components Produced from New “Low
Cost” Titanium Powders
W.H. Peter, C.A. Blue, et al.
Cost Break Down to Produce 1” Thick TitaniumPlate Using Kroll – VAR Melted Ti
A.D. Hartman et al. ,JOM September 1998. pp. 16-19

29 Managed by UT-Battellefor the U.S. Department of Energy
Development of low-cost, high-performance cast stainless steelfor ITER structures
ITER and shield module

29 Managed by UT-Battellefor the U.S. Department of Energy
Development of low-cost, high-performance cast stainless steelfor ITER structures
ITER and shield module
•The US contribution to the ITER projectinvolves many complex stainless steelcomponents.•Casting methods may considerablyreduce time and cost associated withfabrication.•However, greater strength is neededfor the cast material to be accepted foruse in ITER.

29 Managed by UT-Battellefor the U.S. Department of Energy
Development of low-cost, high-performance cast stainless steelfor ITER structures
ITER and shield module
•The US contribution to the ITER projectinvolves many complex stainless steelcomponents.•Casting methods may considerablyreduce time and cost associated withfabrication.•However, greater strength is neededfor the cast material to be accepted foruse in ITER.
•A science-based approachinvolving modeling,advanced analyticaltechniques and industrialexperience has been usedto develop cast steels withimproved properties.

29 Managed by UT-Battellefor the U.S. Department of Energy
Development of low-cost, high-performance cast stainless steelfor ITER structures
ITER and shield module
•The US contribution to the ITER projectinvolves many complex stainless steelcomponents.•Casting methods may considerablyreduce time and cost associated withfabrication.•However, greater strength is neededfor the cast material to be accepted foruse in ITER.
Impact testing at 200-300°C.Samples do not break.
•A science-based approachinvolving modeling,advanced analyticaltechniques and industrialexperience has been usedto develop cast steels withimproved properties.

29 Managed by UT-Battellefor the U.S. Department of Energy
Development of low-cost, high-performance cast stainless steelfor ITER structures
ITER and shield module
•The US contribution to the ITER projectinvolves many complex stainless steelcomponents.•Casting methods may considerablyreduce time and cost associated withfabrication.•However, greater strength is neededfor the cast material to be accepted foruse in ITER.
Impact testing at 200-300°C.Samples do not break.
•Improved steels exhibit greater strength andperformance than typical cast grades andmeet ITER criteria.
•A science-based approachinvolving modeling,advanced analyticaltechniques and industrialexperience has been usedto develop cast steels withimproved properties.

29 Managed by UT-Battellefor the U.S. Department of Energy
Development of low-cost, high-performance cast stainless steelfor ITER structures
ITER and shield module
•The US contribution to the ITER projectinvolves many complex stainless steelcomponents.•Casting methods may considerablyreduce time and cost associated withfabrication.•However, greater strength is neededfor the cast material to be accepted foruse in ITER.
Impact testing at 200-300°C.Samples do not break.
•Improved steels exhibit greater strength andperformance than typical cast grades andmeet ITER criteria.
Tensile tests at 25°C
•A science-based approachinvolving modeling,advanced analyticaltechniques and industrialexperience has been usedto develop cast steels withimproved properties.

30 Managed by UT-Battellefor the U.S. Department of Energy
Recent research suggests high-strength steels that retainhigh-toughness are achievable
1st and 2ndgeneration steels(HT9, 2 1/4Cr-1Mo, etc)
Ultra high strength steels(nanocomposited ODS,Aermet, etc.)
•Generally obtained by producing high density of nanoscale precipitates and eliminationof coarse particles that serve as stress concentrator points

31 Managed by UT-Battellefor the U.S. Department of Energy
Potential Alloy Development Options for Tungsten
• Solute additions that beneficially modify the elastic constants(Poisson ratio effect) in order to improve ductility and fracturetoughness
• Nanoscale engineering of internal boundaries– Coherent twin boundaries for strengthening (instead of grain
boundaries); cf. K. Lu et al., Science 324 (2009) 349
• Create a high density of nanoscale precipitates for radiationresistance

32 Managed by UT-Battellefor the U.S. Department of Energy
SiC/SiC Composites Development (fusion program)Reference Chemical Vapor Infiltrated (CVI) Composites for Irradiation Studies
• Hi-Nicalon™ Type-S or Tyranno™-SA3 / PyC(50–150nmt) / CVI-SiC composites have beenselected as the reference materials
• Extensive engineering data generation for irradiated properties (including statistical strength) isplanned (prior studies utilized simple qualitative screening tests)
0
50
100
150
200
250
300
0.0 0.1 0.2 0.3 0.4
Tensile Strain (%)
Tens
ile S
tres
s (M
Pa) .
ORNL Tyranno-SA / PyC / CVI-SiC
tPyC = 25nm
tPyC = 250nm
0
1
0.1 1 10 100Neutron Dose [dpa-SiC]
S uIr
rad./S
uUni
rrad
.
3
2
2
7
67
7
4
5
5
5
5
2
2
3
1
1
1
888
82
2
7710 9
6
1: 500C, HFIR2: 400C, HFIR 3: 200-500C, HFIR4: 300-500C, JMTR5: 430-500C, EBR-II
Hi-Nicalon Type-S/PyC/FCVI-SiCHi-Nicalon/PyC/FCVI-SiCNicalon/PyC/FCVI-SiCTyranno-SA/PyC/FCVI-SiCMonolithic CVD-SiC
6: 300C, HFIR7: 800C, HFIR8: 800C, JMTR9: 740C, HFIR10: 630, 1020C, ETR
3
Bend strengths of irradiated “3rd generation”composites show no degradation up to 10 dpa
Future work: advanced matrix infiltration R&D; joining;hermetic coatings; SiC/graphite composites, etc.
“3rd generation” composites
earlycomposites
L.L. Snead, Y. Katoh, T. Nozawa et al.

Current Status of Current Status of SiC/SiC SiC/SiC CompositesComposites
Tensile strength<unirradiated>
(500MPa/FS)
Tensile modulus(300GPa/FS)
Density(3.0Mg/m3/FS)
Thermal conductivity<unirradiated>
(20W/m-K/FS)
Max. Temperature <unirradiated>
(1500℃/FS)
Tensile strength <irradiated>
(500MPa/FS)
Max. Temperature<irradiated>
(1500℃/FS)
Thermal conductivity <irradiated>
(20W/m-K/FS)
TAUROARIES-ATD-SSTRJUPITER-CVI (1999)CREST-NITE (2001)
Estimation fromflexural strength
A. Kohyama

Fusion materials research must rely heavily on modeling due toinaccessibility of fusion-relevant operating regime
1015
1016
1017
1018
1019
1020
1021
105 106 107 108 109
MagneticInertial
Con
finem
ent
Qua
lity,
neτ
(m-3
s)
Ion Temperature (K)
1955
1960
19651970-75
1975-80
1980s1990s
Breakeven
Ignition
• Extrapolation from currently available parameter space to fusion regime is muchlarger for fusion materials than for plasma physics program
• An intense neutron source such as IFMIF is needed to develop and qualify fusionstructural materials
Plasma physics experimental achievements

35 Managed by UT-Battellefor the U.S. Department of Energy
Conclusions
• Existing structural materials are not ideal for advanced nuclearenergy systems due to limited operating temperature windows– May produce technically viable design, but not with desired optimal
economic attractiveness
• Substantial improvement in the performance of structural materialscan be achieved in a timely manner with a science-basedapproach
• Design of nanoscale features in structural materials confersimproved mechanical strength and radiation resistance– Such nanoscale alloy tailoring is vital for development of radiation-
resistant structural materials for fusion energy systems– Experimental validation will ultimately require testing in appropriate
fusion-relevant facilities