Embed Size (px)
Citation preview

RESEARCH PAPER
CHINESE JOURNAL OF CATALYSIS Volume 29, Issue 9, September 2008 Online English edition of the Chinese language journal
Cite this article as: Chin J Catal, 2008, 29(9): 907–912.
Received date: 14 January 2008. * Corresponding author. Tel: +86-22-60601433; Fax: +86-22-60600358; E-mail: [email protected] Foundation item: Supported by the Tianjin Municipal Science and Technology Commission (05YFJMJC12600) and the China Postdoctoral Science Foundation (20080430734). Copyright © 2008, Dalian Institute of Chemical Physics, Chinese Academy of Sciences. Published by Elsevier BV. All rights reserved.
Production of Light Aromatic Hydrocarbons from Biomass by Catalytic Pyrolysis
WANG Chang1,*, HAO Qinglan1, LU Dingqiang2, JIA Qingzhu1, LI Guiju1, XU Bo1 1 Department of Environmental Science and Engineering, Tianjin University of Science and Technology, Tianjin 300457, China 2 College of Life Science and Pharmacy, Nanjing University of Technology, Nanjing 210009, Jiangsu, China
Abstract: Catalytic pyrolysis of three kinds of woody biomass was carried out using a dual-particle powder fluidized bed reactor to produce light aromatic hydrocarbons such as benzene, toluene, xylene, and naphthalene (BTXN). The results showed that pyrolysis temperature of biomass was very low, and about 92% of the volatile matter in the biomass can be released at 673 K, indicating that the biomass was suitable for catalytic pyrolysis at low temperature. The tar in the volatile matter was the product of the primary decomposition, and it was then transformed to lower molecular hydrocarbon compounds at higher temperature during the secondary reaction. The biomass pyrolysis product distribution could be controlled by adjusting the secondary reaction parameters. The test results of the catalytic hydropyrolysis of the biomass over different catalysts showed that the pyrolysis product distribution depended much on the catalyst types and the pyrolysis temperature. BTXN were the intermediates of the secondary reaction during the pyrolysis or hydropyrolysis process. When biomass was hydropyrolyzed in the fluidized bed with the CoMo-S/Al2O3 catalyst, BTXN yield reached 6.3% (BTX: 5.5%; N: 0.8%) at 863 K. However, the highest CH4 yield of 99.5% was obtained when a NiMo/Al2O3 catalyst was used. Therefore, it is important to select a catalyst with proper hydrogenation activity to obtain the highest yield of BTXN. Different types of woody biomass with similar compositions results in similar product distributions.
Key words: biomass; catalytic pyrolysis; light aromatic hydrocarbon; dual-particle powder fluidized bed
Light aromatic hydrocarbons such as benzene, toluene, xy-lene, and naphthalene (BTXN) are basic organic chemical materials and are widely used in plastic, pesticide, medicine, and fuel industries. These aromatic hydrocarbons are currently derived from fossil fuels. However, it is well known that re-serves of fossil fuels will be depleted in the future. The emis-sion of a large amount of SOx and NOx causes serious envi-ronmental pollution during the utilization and conversion processes of fossil fuels. Therefore, it is important and urgent to develop renewable energy source. Biomass is an ideal al-ternative energy sources because there is net zero emission of NOx and SOx during the biomass utilization. The development of biomass energy systems will save the limited fossil fuels and reduce environmental pollution.
Gas, liquid, and solid energy products can be obtained from thermochemical conversion, which is one of the effective means of biomass transformation [1,2]. Pyrolysis is the pri-
mary reaction or a simultaneous reaction during the gasifica-tion, liquefaction, and combustion of coal and biomass. The pyrolysis study can provide a better understanding of the much more complex thermochemical conversion process. Many efforts have been focused on the biomass pyrolysis technology to produce liquid fuels, especially the catalytic pyrolysis of biomass.
Hosoya et al. [3] and Yang et al. [4] investigated the pyro-lysis characteristics of cellulose, hemicellulose, and lignin by thermogravimetry (TG) and proposed a reaction mechanism model. Zheng et al. [5] developed a new type of reactor for rice husk pyrolysis, and the obtained bio-oil can be directly used as fuel oil for combustion in a boiler or a furnace without any upgrading. Putun et al. [6] and Onay [7] studied the catalytic thermal conversion of perennial shrub, Euphorbia rigida, and pistacia khinjuk seed biomass samples in a well swept fixed-bed reactor, respectively. The oil obtained can be used as

WANG Chang et al. / Chinese Journal of Catalysis, 2008, 29(9): 907–912
a potential renewable fuel and chemical feedstock. Bio-oil obtained from rapid biomass pyrolysis is a complex organic mixture. The modified bio-oil can be used alone or mixed with fossil fuels in engines [8]. High value-added chemicals can be obtained from the modified bio-oil [9,10].
Nonvolatile fuels such as soy oil and glucose-water solutions can be flash evaporated by catalytic partial oxidation to pro-duce hydrogen in high yields in order to avoid the formation of deactivating carbon layers on the catalyst [11]. Hanaoka et al. [12] reported that H2 can be obtained from woody biomass by steam gasification using CaO as a CO2 sorbent. H2 yield and conversion to gas are largely dependent on the reaction pres-sure, and the maximum yield of H2 was reached when the reaction pressure was 0.6 MPa. However, the above studies were all carried out in pressurized reactors. Until now, there has been little work on the production of BTXN from biomass by catalytic pyrolysis at low temperature and under atmospheric pressure.
The effect of five different catalysts on the product yield and distribution from catalytic pyrolysis of biomass is discussed in this paper. The catalytic pyrolysis of three kinds of woody biomass was carried out to produce BTXN using a dual-particle powder fluidized-bed (PPFB) reactor. This study is aimed at providing a better understanding of the relationship between the operating conditions and the pyrolysis product yield and distribution of the biomass, and also providing a reliable theoretical basis for developing biomass catalytic pyrolysis technologies.
1 Experimental
1.1 Pyrolysis sample and catalyst preparation
Chips of pine, Alaskan spruce, and tropical lauan (denoted Chip-1, Chip-2, and Chip-3, respectively) were used as the raw biomass material in the pyrolysis tests. The chips were ground to fine particles of 104 �m diameter, and the samples were then dried in vacuum at 375 K for 2 h before use.
Five commercial catalysts, NiMo/Al2O3, CoMo/Al2O3, CoMo-S/Al2O3, activated alumina, and porous silica (denoted P-SiO2), were used as medium particles. These catalysts were ground and sieved to 250–560 �m particle size before use. The
physico-chemical properties of the different catalysts are listed in Table 1.
1.2 Catalyst characterization
Ultimate and proximate analyses of the three biomass sam-ples were performed by standard analysis methods at Japan Coal Energy Center. The compositions of the different catalysts were measured by atomic absorption spectroscopy (AAS) using an EA1108 Elemental Analyzer (Fisons/Carbo Erba, USA).
BET surface area of the catalysts was measured by N2 phy-sisorption at 77 K using a Micromeritics ASAP 2500 instru-ment. The samples were degassed under vacuum at 423 K and 1.33 Pa for 12 h prior to the measurement.
TG analysis was performed using an ULVAC TG-7000 in-strument. Typically, a 10 mg sample was treated in N2 under ambient conditions for 10 min, and the temperature was then raised from room temperature to 1173 K at a heating rate of 10 K/min.
1.3 Biomass pyrolysis tests
The catalytic pyrolysis of the biomass was carried out in a PPFB reactor, consisting of a continuous flow power-particle fluidized-bed reactor installed in an electric furnace, a micro-feeder for continuously supplying fine wood-chip powder, a cyclone wrapped with a ribbon heater for separating the char from gases and char collector, a gas bag and a cold trap for determining the yields of components produced by pyrolysis. A detailed description of the reactor has been provided elsewhere [13,14]. The flow rate of the feed gas was controlled using a Brooks 5850E mass flow meter. A biomass continuous feeding system was used as the quantitative gas entrainment micro-feeding system [14].
First, a given weight of the fine woodchip powder and me-dium particle (catalyst particle) were loaded into the reactor. After evacuation, the reactor system was heated from room temperature to the desired reaction temperature in flowing N2. Finally, the reactor system was switched to reaction atmos-phere. After a certain period, the sample was continuously loaded into the reactor using the microfeeder and kept on
Table 1 Physico-chemical properties of different catalyst samples
Catalyst Average particle size (�m) BET surface area (m2/g) Apparent density (kg/m3) Composition (w%)
NiMo/Al2O3 250–500 160 1349 4NiO/14MoO3/100Al2O3 CoMo/Al2O3 250–560 224 1246 4CoO/13 MoO3/100Al2O3 CoMo-S/Al2O3 250–560 236 1167 4CoO/13MoO3/0.5S/100Al2O3 Al2O3 297–500 260 1152 Al2O3 P-SiO2* 250–538 175 1742 SiO2 SiO2 278–538 <1 2699 SiO2
* Porous SiO2.

WANG Chang et al. / Chinese Journal of Catalysis, 2008, 29(9): 907–912
stream for 40 min. During the pyrolysis process, all the prod-ucts were collected. The gas products from the cyclone in-stalled at the reactor exit were measured by a wet-gas flow meter and then pumped into two cold traps (the absorbers in the two cold traps were methanol, the cooling medium in the first cold trap was ice water, and a mixture of dry ice and methanol in the second cold trap). A certain amount of methanol solution was collected and used as the analysis sample of BTXN. The remaining gases were collected using a gas bag. The solid product, char, was collected by the cyclone. The material bal-ance of the pyrolysis process was determined by the carbon balance.
CO and CO2 (called inorganic gases, IOG) and C1–C3 hy-drocarbons (called hydrocarbon gases, HCG) in the tail gas were analyzed using a Shimadzu gas chromatograph (GC-12A) with an MS-13X column (N2 carrier) equipped with a TCD and an FID. Liquid BTXN (called hydrocarbon liquid, HCL) were analyzed using the same GC with a P-Q column (H2 carrier) equipped with a TCD and an FID. BTXN analysis was done by GC under temperature programming. The temperature was set at 343 K first, kept at this temperature for 2 min, then in-creased to 483 K at a heating rate of 32 K/min, and held at this temperature for 35 min.
2 Results and discussion
2.1 Biomass compositions
The apparent density of Chip-1, Chip-2, and Chip-3 is about 80 kg/m3, which belongs to the hardwood category. The results of ultimate and proximate analyses of the three biomass sam-ples are listed in Table 2. The compositions of the three bio-mass samples are similar. In general, the amount of volatile matter in the biomass is between 76% and 86%. The volatile content of the three biomass samples is about 79%, which is lower than that of most other biomass but much higher than that of coal. The volatile matter pyrolysis is the main pyrolysis process of the biomass. As shown in Table 2, the C content of the three biomass samples is about 51%, which is close to that of peat (55%) but lower than that of lignite and bituminous coal (60%–92%). The H content is 6.09%–6.26%, which is slightly higher than that of coal (~5%). The O content is about 42%, significantly higher than that of coal (peat: 27%–34%). The content of C, H, and O is an important factor for the caloric
value of the biomass.
2.2 Pyrolysis properties of the biomass
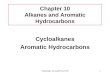
TG curves of the three biomass samples in a N2 atmosphere are shown in Fig. 1. The pyrolysis characteristics of the three biomass samples are very similar. The release of volatile matter from biomass starts at 473 K. The amount of volatile matter released accounts for 92% of the total volatile matter of the biomass at 673 K. When the pyrolysis temperature rises to 773 K, the release of the volatile matter is almost complete. These results show that the content of volatile matter in the wood biomass is high, and the final pyrolysis temperature is lower than that of coal.
To systematically study the pyrolysis characteristics of the three kinds of biomass, a Chip-1 pyrolysis test using SiO2 media was carried out. The effect of pyrolysis temperature on the product yield and distribution is shown in Fig. 2. When the pyrolysis temperature increases from 773 K to 1173 K, the yields of IOG, HCG, and HCL of Chip-1 increase although there is no increase of the volatile matter from the biomass (Fig. 1). The contents of IOG, HCG, and HCL enhance from 2.67%, 0.34%, and 0.71% at 773 K to 42.72%, 12.10%, and 3.13% at 1173 K, respectively. These results can be attributed to the secondary reactions of the volatile matter obtained from the primary decomposition reactions. The secondary reactions lead to varying product yield and distribution at different pyrolysis temperatures. The yield of CO2 changes little, but CO yield
Fig. 1. TG curves of the different biomass samples.
Table 2 Ultimate and proximate analyses (mass fraction) of three biomass samples
Ultimate analysis (%, daf) Proximate analysis (%) Biomass
C H N S O Moisture Volatile Ash Fixed carbon
Chip-1 51.74 6.09 0.20 0.16 41.81 7.6 79.6 0.7 12.1 Chip-2 50.80 6.21 — — 42.99 9.2 79.2 0.3 11.3 Chip-3 51.19 6.26 0.06 — 42.49 6.9 79.2 1.8 12.1
daf: dry ash-free basis.

WANG Chang et al. / Chinese Journal of Catalysis, 2008, 29(9): 907–912
increases obviously with the pyrolysis temperature increasing from 773 K to 1173 K. The obtained results suggest that CO, CO2, and water vapour are the products of thermal decompo-sition of biomass. With increasing pyrolysis temperature, re-actions C + CO2 � 2CO and C + H2O � CO + H2 occur si-multaneously. The yield of CO results from the above men-tioned reactions. The yields of C1–C3 hydrocarbons and BTXN increase with increasing pyrolysis temperature. The BTXN yield enhances from 0.071% at 773 K to 3.13% at 1173 K. In particular, the yield of benzene increases distinctly.
During the test process, solid products were collected, and their yields are 20.12% (773 K), 19.83% (873 K), 19.28% (973 K), 19.41% (1073 K), and 19.06% (1173 K). The TG result
showed that the tar obtained in the primary reaction can be transformed to other pyrolysis products at the stage of the secondary decomposition reaction. The product yield and distribution of the biomass can be effectively controlled by regulating the parameters of the secondary decomposition reaction.
2.3 Effect of the catalysts
During the pyrolysis process of the biomass using the inert medium SiO2, the yield of the char is high. On the contrary, the yields of other products are relatively low. To systematically investigate the effect of the catalysts on the yield and distribu-tion of the pyrolysis products, a series of catalytic hydropyro-lysis tests of Chip-1 were carried out. The effect of different catalysts and SiO2 on the hydropyrolysis product yield and distribution of Chip-1 is described in Table 3. Although the BET surface area of P-SiO2 is much higher than that of SiO2, the activity of P-SiO2 is almost similar to that of SiO2. The results suggest that the effect of P-SiO2 and SiO2 on the hy-dropyrolysis in the secondary reactions is very weak even in a hydrogen atmosphere. In contrast, the activity of Al2O3 is high compared with that of P-SiO2 and SiO2. However, most of the tar is still not decomposed because of the limited hydrogena-tion activity, and the yield of low molecular weight products remains small. The yields of IOG, HCL, and HCG increase markedly in the presence of the CoMo-S/Al2O3 catalyst, espe-cially the yield of BTXN, which is 6.3%. The activity of CoMo/Al2O3 is higher than that of CoMo-S/Al2O3. The phe-nomenon of excessive hydrogenation during the secondary reaction process is observed. HCL from the primary decom-position further react with hydrogen and are converted to CH4. Moreover, CO and CO2 also react with hydrogen and are partly converted to CH4. This indicates that the high hydrogenation activity of CoMo/Al2O3 can be modified through the coverage of sulfur on its surface. The obtained results indicate that BTXN are the intermediates of the secondary reactions during the pyrolysis process. More BTXN can be obtained using a proper catalyst.
The carbon balance during the hydropyrolysis process of Chip-1 is summarized in Table 4. It can be seen that the tar obtained from the primary reactions is almost decomposed with the higher hydrogenation activity of NiMo/Al2O3 and CoMo/Al2O3.
2.4 Effect of catalytic pyrolysis temperature
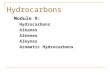
The effect of catalytic hydropyrolysis temperature on the yield and distribution of the products are shown in Fig. 3. It is obvious that the product yield and distribution are quite sensi-tive to the pyrolysis temperature. The yield of CH4 increases gradually with increasing pyrolysis temperature. Inverse trends are observed for C2H6 and C3H8. The results suggest that the
Fig. 2. Effect of pyrolysis temperature on the product yield of Chip-1 pyrolysis over SiO2. Reaction conditions: He, SiO2, gas ve-locity 0.32 m/s, static bed height 0.06 m. IOG: inorganic gas; HCG: hydrocarbon gas; HCL: hydrocarbon liquid.

WANG Chang et al. / Chinese Journal of Catalysis, 2008, 29(9): 907–912
hydrogenation activity increases with increasing pyrolysis temperature, which is beneficial to form CH4. The yields of HCG increase from 13.8% at 863 K to 24.8% at 883 K, which is almost double that at 863 K. Furthermore, the additional part of the yield is almost all CH4. The yield of HCL increases initially with an increase in the temperature, reaches the maximum 6.3% (BTX = 5.5%, N = 0.8%) at 863 K, and then decreases to about half the maximum yields (B = 2.63%, T = 0.57%, X = 0.26%). The results suggest that the increase in temperature promotes the catalyst hydrogenation activity and the secondary decomposition of the tar. Inorganic gases CO and CO2 are mainly converted to CH4. However, the yield of HCL continually reduces with rising pyrolysis temperature. The reasons may be that carburization occurs at higher pyro-lysis temperatures. Some free carbon may be deposited on the catalyst surface.
The BTXN yield is only 0.31% at 863 K (Fig. 2) in the ab-sence of a catalyst and is even 3.13% at 1173 K. The results indicate that the selection of a suitable catalyst can enhance the pyrolysis product yield and reduce the power consumption of the pyrolysis process. The catalyst activity strongly depends on the pyrolysis temperature. The optimum pyrolysis temperature is 863 K,which the carbon recovery rate is as high as 95.75%.
2.5 Effect of the biomass
The product yield and distribution of the three biomass samples during the pyrolysis in the presence of the CoMo-S/
Al2O3 catalyst are listed in Table 5. It can be seen that the results of the three woody biomass samples are very similar. This may be attributed to their similar compositions.
Table 4 Carbon balance during the hydropyrolysis of Chip-1
Yield (%) Catalyst
Char IOG HCL HCG Tar
NiMo/Al2O3 17.47 0.43 0 74.58 0 CoMo/Al2O3 26.15 7.92 0.54 64.12 0 CoMo-S/Al2O3 42.40 19.02 10.95 22.96 4.67 Al2O3 39.91 10.41 2.11 11.42 36.15 P-SiO2 40.60 9.84 0.58 6.42 42.56 SiO2 40.97 9.87 0.34 5.53 43.29
Reaction conditions are the same as in Table 3.
Fig. 3. Effect of pyrolysis temperature on product yields of Chip-1pyrolysis over CoMo-S/Al2O3. Reaction conditions are the same as in Table 3.
Table 3 Effect of different catalysts on the product yield of Chip-1 hydropyrolysis
IOG yield (%) HCL yield (%) HCG yield (%) Catalyst
CO CO2 B T X N CH4 C2H4 C2H6 C3H6 C3H8
NiMo/Al2O3 0.52 0 0.009 0 0 0 51.82 0 0 0 0 CoMo/Al2O3 9.29 0.54 0.26 0.043 0 0 43.85 0.064 0.50 0.025 0.049 CoMo-S/Al2O3 22.63 0.78 3.35 1.82 0.39 0.78 10.39 0.32 3.61 0.28 0.94 Al2O3 9.93 4.30 0.40 0.52 0.29 0 2.90 2.97 0.24 1.17 0.04 P-SiO2 9.51 3.74 0.15 0.11 0.07 0 2.55 1.00 0.26 0.38 0.046 SiO2 9.50 3.67 0.037 0.064 0.091 0 2.36 0.70 0.23 0.34 0.04
Reaction conditions: H2, gas velocity 0.32 m/s, static bed height 0.08 m, 863 K. B: benzene; T: tolune; X: xylene; N: naphthalene.

WANG Chang et al. / Chinese Journal of Catalysis, 2008, 29(9): 907–912
3 Conclusions
The effects of catalysts, pyrolysis temperature, and biomass types on the product yield and distribution using a PPFB re-actor have been investigated in detailed. BTXN are the inter-mediate products during the pyrolysis or hydropyrolysis process of the woody biomass. Catalyst selection is important to obtain more desired products. The mild hydrogenation ac-tivity of the CoMo-S/Al2O3 catalyst is favorable for BTXN production. The BTXN yield using the CoMo-S/Al2O3 catalyst reaches 6.3% at 863 K; however, the CH4 selectivity over NiMo/Al2O3 is 99.5%. The similar compositions of the three woody biomass samples resulted in the similar product yield and distribution. Actually, the effect of biomass compositions on product yield and distribution is very complicated, and this needs further investigation.
References
[1] Zhang X D, Xu M, Song R F, Sun L. J Fuel Chem Technol, 2006, 34(1): 123
[2] Wang J F, Chang J, Yin X L, Fu Y. J Fuel Chem Technol, 2005,
33(1): 58 [3] Hosoya T, Kawamoto H, Saka S. J Anal Appl Pyrolysis, 2007,
78(2): 328 [4] Yang H P, Yan R, Chen H P, Lee D H, Zheng Ch G. Fuel, 2007,
86(12–13): 1781 [5] Zheng J L. J Anal Appl Pyrolysis, 2007, 80(1): 30 [6] Putun E, Ates F, Putun A E. Fuel, 2008, 87(6): 815 [7] Onay O. Fuel, 2007, 86(10–11): 1452 [8] Adam J, Antonakou E, Lappas A, Stocker M, Nilsen M H,
Bouzga A, Hustad J E, Øye G. Microporous Mesoporous Mater, 2006, 96(1–3): 93
[9] Guo Y, Wei F, Wang Y, Jin Y. J Fuel Chem Technol, 2000, 28(5): 415
[10] Demirbas A. Energ Convers Manag, 2001, 42(11): 1357 [11] Salge J R, Dreyer B J, Dauenhauer P J, Schmidt L D. Science,
2006, 314(3): 801 [12] Hanaoka T, Yokoyama S, Fujimoto S, Kamei K, Harada M,
Suzuki Y, Hatano H, Yokoyama S Y, Minowa T. Biomass Bio-energy, 2005, 28(1): 63
[13] Wang Ch, Jia Q Zh, Nakagawa N, Kato K. J Chem Ind Eng, 2004, 55(8): 1341
[14] Wang Ch, Cui Y Y. CN 200620150021. 2. 2006
Table 5 Product yields of different biomass pyrolysis over CoMo-S/Al2O3 catalyst
IOG yield (%) HCL yield (%) HCG yield (%) Biomass
CO CO2 B T X N CH4 C2H4 C2H6 C3H6 C3H8
Chip-1 22.63 0.78 3.35 1.82 0.39 0.78 10.32 0.33 3.43 0.30 10.32 Chip-2 22.43 0.80 2.85 1.57 0.54 1.10 8.70 0.51 4.53 0.64 8.70 Chip-3 22.51 0.99 3.10 1.77 0.43 0.97 10.62 0.36 4.12 0.40 10.62
Reaction conditions are the same as in Table 3.