Embed Size (px)
Citation preview

REVIEW
Production of Cellulosic Fuels
Saikat Chakraborty • Ashwin Gaikwad
Received: 31 July 2010 / Accepted: 8 April 2011 / Published online: 1 February 2012
� The National Academy of Sciences, India 2012
Abstract Bio-fuels (fuels derived from renewable bio-
sources) are important alternatives to future energy needs.
Bio-ethanol is one such fuel. This paper reviews various
processes and techniques involved in the production of bio-
ethanol from cellulose and lignocellulose bio-mass.
Experimental details are discussed for hydrolysis & the
depolymerisation of cellulose to glucose and the sub-
sequent biological/chemical formation of glucose to pro-
duce fuel derivatives. Use of ionic liquids during chemical
fermentation is also discussed. Kinetics of the enzymatic
hydrolysis have been mathematically modeled. Limitations
of bio-ethanol and its possible replacement by bio-butanol
in future is also briefly discussed.
Keywords Bio-fuels � Bio-ethanol �Enzymatic hydrolysis � Fermentation � Ionic liquids
Introduction
Energy—its availability, supply and use—happens to be
the organizing center of modern society. Considering our
energy sources, the consumption of fossil fuel in the past
fifty years has seen a dramatic change in a way that most
developed countries are the largest consumer of the oil.
The use of fossil fuel has led to the buildup of carbon
dioxide and other green-house gases in the atmosphere,
which have, in turn, resulted in climatic changes. Thus, the
geopolitical issues such as security of oil supply, increasing
oil prices and environmental concerns of global warming
have led to a push towards decreased oil consumption. This
has led to a recent revival of interest in biofuels since some
types of biofuels may be substantially less carbon-intensive
than fossil fuels [1]. The basic concept behind the above
hypothesis is that solar energy is trapped by the photo-
synthetic tissues of plants and used to reduce and condense
the carbon dioxide in the air into polysaccharides and lig-
nin in the plant body, particularly in the cell walls. So when
plants are burned, the trapped solar energy is released as
heat that could be converted to work, and the carbon
dioxide is recycled back to the atmosphere, thus balancing
the carbon cycle in the nature. Ethanol is a cellulosic
biofuel because it can be produced from inexpensive and
abundant biomass available in nature. India has a rich
biomass resource which can be utilized for generating bio-
energy. Ethanol is an alcohol-based fuel produced by fer-
menting plant sugars. It can be made from number of
agricultural products and food wastes containing sugar,
starch or cellulose. Sugar is the cheapest source of ethanol
production. In Asia, India is the largest producer as well as
consumer of sugar, so, it is not possible to use sugarcane as
a raw material for ethanol production. Next to sugar, starch
is the dominant feedstock in the starch-ethanol industry
worldwide. In the bioethanol industry, grains such as corn,
wheat, barley are the main sources of starch. Though both
the sugar and starch materials are successfully converted
into bioethanol it has some drawbacks, they are: potential
effect on food domain, potential pressure on land use and
natural resources such as water.
To overcome these drawbacks researchers have found
out the possible route, bioconversion of lignocellulosic
material to ethanol. Lignocellulosic materials are the most
abundant source of unutilized biomass. However their
availability does not necessarily impact land use. Ligno-
cellulose is mainly composed of lignin, hemicellulose and
S. Chakraborty (&) � A. Gaikwad
Department of Chemical Engineering, Indian Institute
of Technology Kharagpur, Kharagpur 721302, India
e-mail: [email protected]
123
Proc. Natl. Acad. Sci. Sect. A Phys. Sci. (January–March 2012) 82(1):59–69
DOI 10.1007/s40010-012-0007-y

cellulose. Typical sources of lignocellulosic biomass are
woody biomass, grasses, bagasse of sugarcane or sweet
sorghum, corn stover, industrial wastes and dedicated
woody crops. A comparative production potential of some
of the feedstocks are given in Table 1. The biological
conversion of ethanol from cellulose, starch or sugar can be
achieved by pretreatment, enzymatic hydrolysis and fer-
mentation. The simultaneously saccharification and fer-
mentation (SSF) process, shown in Fig. 1, was first
introduced in the year 1977, and offers high yields and
rates for ethanol production [4–6]. Pretreatment is an
essential step to improve bioethanol yield of SSF from
mainly a lignocellulosic biomass. Production of ethanol
from lignocellulose is a very different system than that
used for corn grain and sugar cane because carbohydrates
are much more difficult to solubilize than the starch in
grain [7] and sucrose from sugar cane [8].
Lignocellulose material is very resistant to enzymatic
breakdown, requiring pretreatment to enhance the suscep-
tibility of biomass material to enzyme. Number of tech-
niques has been employed to enhance the enzymatic
hydrolysis. Steam/steam explosion [9, 10], hot water/
autohydrolysis [11, 12], alkali treatment [13], acid treat-
ment [14, 15] are some of the established methods used for
the pretreatment of lignocellulosic material. Aqueous
ammonia solution has been used for the pretreatment of
lignocellulose as it has some advantages, such as its ability
to swell cellulosic material and selectivity for undesirable
lignin [13]. Lignin is the main hindrance in enzymatic
hydrolysis of lignocellulose. It limits the rate and extent of
enzymatic hydrolysis by acting as a shield and prevents the
digestible parts of the substrate to be hydrolyzed [16, 17].
Lignin and its derivatives are toxic to microorganisms and
inhibit the rate of enzymatic hydrolysis. Low lignin sub-
strates show improved microbial activities and enzyme
efficiency which in turn lowers the enzyme requirement.
Pretreatment
Lignocellulose
The abundance, low cost and high carbohydrate content
(70–80% approximately—almost equal to the starch con-
tent of corn) makes lignocellulosic material an attractive
feedstock for enzymatic depolymerization and bioconver-
sion to ethanol. Lignocellulosic biomass consists of three
types of polymers namely cellulose, hemicellulose and
lignin. Cellulose, the most abundant polymer on the earth,
is composed of fibrous bundles of crystalline cellulose
encased in a polymer matrix of hemicellulose and lignin.
Lignin is an amorphous heteropolymer consisting of three
different phenylpropane units (p-coumaryl, coniferyl and
sinapyl alcohol) joined together by different linkages. The
amorphous heteropolymer is non-water soluble, optically
inactive and resist microbial attacks and oxidative stress
yields of relatively pure glucose syrup without generating
glucose. All these factors make it difficult to degrade [18].
Hemicellulose is a complex carbohydrate structure, con-
sisting of different polymers like pentose (xylose and
arabinose), hexose (mannose, glucose and galactose) and
sugar acids [18, 19]. It is a lower molecular weight com-
pound than cellulose, and has branches with short lateral
chains consisting different sugars which can be easily
hydrolyzed [18]. The solubility of hemicellulosic com-
pound into water starts at around 180�C under neutral
conditions [20]. The solubilization of lignocellulose com-
ponents not only depends on temperature but also on other
parameters [21] such as moisture content and pH. Major
difficulties in pretreatment are the heterogeneous compo-
sition of polysaccharide in plant cell walls and the recal-
citrant nature of the cellulosic part of the substrate. The
bundles of cellulose molecules aggregated together to form
microfibrils in which highly ordered crystalline regions,
alternate with less ordered amorphous regions, thus making
cellulose fibers very resistant to acid and enzymatic
hydrolysis.
Pretreatment is an essential process in the bioconversion
of lignocellulosic biomass. It is required for efficient
enzymatic hydrolysis of lignocellulosic material, which is
difficult to treat because of its complex physical and
chemical structure; pretreatment enhances the accessibility
of cellulose to enzymes [22]. Lignocellulosic biomass is
only partially soluble in its original form, often less than
20%, resulting in slow enzymatic hydrolysis. The biolog-
ical production of ethanol from lignocellulosic material
involves three major steps: biomass pretreatment, enzy-
matic hydrolysis and fermentation. Pretreatment is pre-
requisite step for the bioconversion of lignocellulosic
biomass to ethanol. In case of bioethanol production from
sugarcane or corn, the pretreatment is rather simple
Table 1 Feedstocks for bioethanol production and comparative
production potential [2, 3]
Feedstocks Bioethanol production potential (l/ton)
Sugar cane 70
Sugar beet 110
Sweet potato 125
Potato 110
Cassava 180
Maize 360
Rice 430
Barley 250
Wheat 340
Bagasse 280
60 Proc. Natl. Acad. Sci. Sect. A Phys. Sci. (January–March 2012) 82(1):59–69
123

compared to that for lignocellulose. For any of the biomass,
the purpose of pretreatment is to make the substrate ame-
nable to the action of enzyme so that enzymatic hydrolysis
gives high degradation products and thus lowering the cost
of hydrolysis under milder conditions.
Mechanical Pretreatment
The objective of a mechanical pretreatment is reduction of
particle size and crystallinity, which ultimately results in
increase of available surface area and reduction of degree
of polymerization (DP). Thus, the total hydrolysis yield
increases by 5–25% (depends on kind of biomass, kind of
milling and duration of milling) and reduces the technical
digestion time by 23–59%, [23, 24]. However, milling/
grinding is highly energy and capital intensive and hence
uneconomical on larger scale [25].
Ball milling not only decrystallizes lignocellulose but
also reduces its particle size. Ball milled cellulose can be
completely hydrolyzed to sugar. The effectiveness of the
milling however dependant on cellulosic source, softwood
shows the least response. Similarly other milling machin-
eries, for example, two roll milling, hammer milling, col-
loid milling, vibro-energy milling, also serve for the same
purpose [17, 26].
High energy radiation was found to enhance in vitro
digestibility as well as acid or enzymatic hydrolysis of
cellulose. Radiations are effective in breaking the lignin-
cellulose complex, which results in increase in surface area
while the effect on crystallinity of cellulose is still con-
troversial. Irradiation accompanying with milling, in the
presence of nitric salts or treatment with acid/alkali prior to
irradiation increases the digestibility of the treated mate-
rial. The amount of reducing sugar obtained by enzymatic
hydrolysis of bagasse irradiated with 100 Mrad was about
three times higher than the untreated bagasse. At 50 Mrad
crystallinity decreases while digestibility increase. Irradia-
tion at higher intensity, over 50 Mrad, is not suggested for
direct glucose production, because of further glucose
decomposition [27]. Microwave irradiation pretreatment of
ground rice straw released 2 to 4% of reducing sugars [28].
Irradiation with microwaves singly or in combination of
alkali treatment significantly accelerated the hydrolysis rate.
Chemical Pretreatment
Lignocellulosic biomass contains three main constituent:
cellulose, hemicellulose and lignin. The chemical treat-
ments for lignocellulosic biomass are so designed that they
can open up cellulose from lignin and hemicellulose cas-
ing, destroy the cellulose crystalline structure and increase
the pore size and surface area of cellulose. Considerable
attention has been devoted to agents that are responsible for
swelling of cellulose and disrupt the highly ordered crys-
talline structure. This can happen in two ways:
(1) Intercrystalline swelling caused by uptake of water
between the crystalline units, which causes a revers-
ible volume change of up to about 30%.
(2) Intracellular swelling requires a chemical agent that is
capable of breaking the hydrogen bonds of the
cellulose, which leads to unlimited swelling or
complete solution of the cellulose.
The cellulose dissolving agents fall into four groups:
strong mineral acids such as H2SO4 and H3PO4, quaternary
ammonium bases, transitional metal complexes (e.g.
CMCS) and organic solvents. Sodium hydroxide is used as
an intercrystalline swelling agent for both crystalline and
amorphous cellulose. Similarly amines and anhydrous
ammonia have been used for intercrystalline swelling.
Concentrated sulphuric acid, fuming hydrochloric acid and
metal chelating solvents are used for intracrystalline
Fig. 1 Simultaneous saccharification and Co-fermentation-SSCF
Proc. Natl. Acad. Sci. Sect. A Phys. Sci. (January–March 2012) 82(1):59–69 61
123

swelling. All the chemical pretreatment methods used for
improving enzymatic digestibility generate Hydrolysates
which is a mixture of sugars (e.g. hexose and pentose) and
lignin. The hydrolysates obtained from pretreatment pro-
cesses require detoxification, because the microorganisms
poorly withstand the inhibitory environment of lig-
nocellulose-hydrolysates [29–31]. This factor increases the
cost of pentose (xylose) fermentation. This is the main
disadvantage of chemical pretreatment.
Alkali Pretreatment
Among all the chemical treatment processes, alkali treat-
ment using bases like sodium hydroxide is most widely
used to enhance in vitro both digestibility and rates of
enzymatic hydrolysis of the lignocellulose. The success of
this method primarily depends on the amount of lignin in
the biomass [32]. The alkali treatment causes swelling,
decreases the degree of polymerization and crystallinity,
and lignin content and increases the surface area of the
substrate. The mechanism involved is the saponification of
intermolecular ester bonds cross-linking the hemicellulose
and lignin. The extent of hydrolysis increases with increase
in concentration of NaOH for pretreatment. The optimum
level range is between 5 and 8 g NaOH/100 g substrate
[33]. The digestibility of Hardwoods treated with NaOH
increases from 14 to 55% at the same time the lignin
content decreases from 24–55 to 20%. No effect of dilute
NaOH pretreatment was observed for softwoods with lig-
nin content greater than 26%.
Ammonia has also been used for pretreatment but in
general the enhancement obtained is less than that of sodium
hydroxide treatment. The benefit of ammonia in pretreat-
ment includes breakage of glucuronic acid ester cross-links,
solubilization of lignin, and disruption of crystalline struc-
ture, swelling and increase in accessible surface area of
cellulose. Wheat straw treated with 50% ammonium
hydroxide showed 20% delignification, with three fold
increase in rate of hydrolysis. An improved pretreatment
method involving two step is reported by Cheng [34]. In the
first step, steeping the lignocellulosic biomass in aqueous
ammonia at ambient temperature removed the lignin, acetate
and extractives. Second step involves dilute acid pretreat-
ment that hydrolyzed the hemicellulose fraction. The
advantage of this method is step by step removal of lignin,
hemicellulose and cellulose from biomass. It removes
80–90% of lignin in the steeping step.
Autohydrolysis/Hot-Water
In this method hot-water at around 150�C, reacts with
lignocellulosic biomass and forms acids from the solubi-
lization of acidic components in hemicellulose, such as
acetic acid, formic acid and glucuronic acid [35]. Under
hot-water treatment, hydronium ion first causes xylan
depolymerization and cleavage of the acetyl group. Then
autohydrolysis reaction takes place in which acetyl group
catalyses the hydrolysis of hemicellulose. Glucosidic
linkages in hemicellulose and beta-ether linkages in lignin
are catalyzed by acetic acid formed at high temperature
from acetyl group present in hemicellulose [9].
Steam Explosion
One of the most commonly used physiochemical pretreat-
ment method is steam explosion. In this process, ligno-
cellulosic material is treated with steam under high
pressure and temperature, followed by quick release of
pressure, causing the biomass to undergo an explosion and
shatter the structure in a popcorn-like effect. The disad-
vantage of the process is, it does not always break down all
the lignin, requires small particle size and produces com-
pounds which can inhibit subsequent fermentation. In this
method wood chips are treated with saturated steam at
210–300�C and 500–1000 psi in a reactor, usually called a
gun reactor. After a few minutes, reaction is frozen and by
sudden decompression to atmospheric pressure, the wood
is exploded into a fine powder. Enzymatic hydrolysis of
this material gives 80% of the theoretical glucose. Steam
explosion of softwood chips at 210�C and 4 min achieved a
maximum theoretical sugar yield of 50% [28].
Acid Pretreatment
Acid hydrolysis is the most prevalent pretreatment method
as it can handle a wide range of feedstocks. For higher acid
concentrations it can be carried out at temperature as low
as 30�C. For concentrated sulphuric acid, intercrystalline
swelling occurs in the concentration range of 62–70%. The
reprecipitated cellulose is then easily hydrolyzed by acid or
enzyme with high conversions. Walseth [36] used 85%
H3PO4 as a cellulose solvent and observed a tenfold
increase in extent of conversion by cellulase. H3PO4 causes
less degradation of cellulose than the other acids. A novel
lignocellulose fractionation method using concentrated
H3PO4 or acetone was recently reported by Zang et al. [37].
The main features of this method are moderate reaction
conditions (50�C and 1 atm), releases highly reactive
amorphous cellulose, hemicellulose sugars, lignin and
acetic acid and cost effective reagent recycling.
Enzymatic Hydrolysis
Cellulose is a long chain of glucose molecule, linked to one
another only with b-1-4 glycosidic bonds. The simplicity of
62 Proc. Natl. Acad. Sci. Sect. A Phys. Sci. (January–March 2012) 82(1):59–69
123

the cellulosic structure, using repeated identical bonds,
means that only a small number of enzymes are required to
degrade this material. Hydrolysis of the substrate means the
cleaving of a molecule of the substrate by adding a water
molecule. A mixture of glucose, fructose and pentose is
obtained at the end of the reaction. This reaction is catalyzed
by enzymes and it has many advantages as it can perform at
very mild conditions such as pH 4.8 and temperature
318–323 K. The yield and the maintenance cost are low
compared to alkaline and acid hydrolysis due to non-corro-
sion problems [3]. Enzymatic hydrolysis is viewed as the
most cost effective method for ethanol production in the long
run [34]. Enzymes are biological catalysts that are protein
molecules with molecular weight *106. They are produced
by living cells (animal, plant and microorganism) and are
absolutely essential as catalysts in biochemical reactions.
Enzymatic hydrolysis of cellulose is carried out by
cellulase enzyme which is highly specific. The products of
hydrolysis are usually reducing sugars including glucose.
Both bacteria and fungi can produce cellulase for the
hydrolysis of cellulosic material. These microorganisms
can be aerobic or anaerobic, mesophillic or thermophillic.
Bacteria belonging to Clostridium, Cellulomonas, Bacillus,
Thermomonospora, Ruminococcus, Bacteriodes, Erwinia,
Acetovibrio, Microbispora and Streptomyces can produce
cellulase [38]. Cellulolytic bacteria such as Clostridium
thermocellum and Bacteroides cellulosolvens produce cel-
lulases with high specific activity. Cellulases are usually a
mixture of several enzymes. The three major groups of
cellulases involved in hydrolysis are:
(1) Endoglucanase (EG, endo-1,4-D-glucanohydralase, or
EC 3.2.1.4) which attacks regions of low crystallinity
in the cellulose fiber, creating free chain ends.
(2) Exoglucanase or cellobiohydrolase (CBH, 1,4-b-D-
glucan cellobiohydrolase, or EC 3.2.1.91) which
degrades the molecule further by removing the
Cellobiose units from the free chain ends.
(3) b-glucosidase (EC 3.2.1.21) which hydrolyzes Cello-
biose to produce glucose.
During the enzymatic hydrolysis, cellulose is degraded
by the cellulases to reducing sugars that can be fermented
by yeasts or bacteria to ethanol [39].
Kinetics of Enzymatic Hydrolysis of Cellulose
The mechanism of binding of three major component of
cellulase is considered to happen in the following way:
Endoglucanase (E1) binds to cellulose molecule (Gi) to
form enzyme-substrate complex. It cuts the long polymeric
chains to produce cellobiose (G2) and glucose (G1). E1 is
inhibited by both cellobiose and glucose either competi-
tively or noncompetitively.
Okazaki and Moo-Young have first introduced the
concept and later it was revised by Zhang [40] and Lynd
[41]. The model is slightly modified to include a ternary
mixture of enzymes acting on cellulose molecules. The
activity of Endoglucanase is described as
Gi þ EG1, EG1:Gi�!kEG1
EG1þ Gi�j þ Gj: ð1Þ
Exoglucanase (CBH) forms a complex with the
nonreducing ends of the cellulose molecules and
produces cellobiose. The reaction is given by
Gi þ CBH , CBH:Gi�!kCBH
CBH þ Gi�2 þ G2 ð2Þ
(1) Finally b-glucosidase (G2) produces glucose from
cellobiose; inhibited by glucose competitively or
noncompetitively. It is given by
G2 �!kb�glucosidase
2G1 ð3Þ
All three enzymes E1, CBH and b-glucosidase act
simultaneously. Using Michaelis–Menten kinetics, we have
a series of reactions for E1 attack of a cellulose molecule
(Gi) of degree of polymerization i (DPi C 3). Assuming
non competitive inhibition,
E1þ Gi ,ks1
ks�1
E1 � Gi�!k1
E1þ Gj þ Gi�j ð4:1Þ
E1þ G2 ,kc1
kc�1
E1 � G2 ð4:2Þ
E1 � Gi þ G1 ,kG1
kG�1
E1 � Gi � G1 ð4:3Þ
E1þ G1 ,kG1
kG�1
E1 � G1 ð4:4Þ
E1 � G1 þ Gi ,ks1
ks�1
E1 � G1 � Gi ð4:5Þ
E1 � Gi þ G2 ,kc1
kc�1
E1 � G1 � G2 ð4:6Þ
E1 � G2 þ Gi ,ks1
ks�1
E1 � Gi � G2 ð4:7Þ
Note that k1, ks1, ks-1, kG1, kG-1, kc1, kc-1 are rate
constants for E1 (independent of degree of polymerization
i) in the reactions listed. Gj and Gi-j are cellulose chains
with degree of polymerization DPj and DPi-j, respectively.
The equation of continuity for species Gi from the above
set of equation is obtained as (Aniket and Chakraborty
[42])
Proc. Natl. Acad. Sci. Sect. A Phys. Sci. (January–March 2012) 82(1):59–69 63
123

d
dtGi½ � ¼ � ks1ði� 1Þ E½ �f Gi½ � þ ks�1 E1Gi½ �
þ 2k1
Xn
p¼iþ1
E1Gp
� �
p� 1� ks1ði� 1Þ E1G1½ � Gi½ �
þ ks�1 E1GiG1½ � � ks1ði� 1Þ E1G2½ � Gi½ �þ ks�1 E1GiG2½ � ð5Þ
Here, [E]f is the concentration of free E1. The
probability of breaking of chain of length p into a
smaller fraction i, is given by the term 2/p-1. It is
assumed that the rate and probability of breaking of chain
into a smaller chain of a particular size are equal with any
other size. The factor two accounts for two cases, when i is
broken down into the same fractions j and (i-j) and
correspondingly when (i-j) & j. The term (i-j) represents
the number of bonds that are available for breakage in
cellulosic chain of size i. The bonds are assumed to have
equal probability for degradation by endoglucanase. Total
concentration of endoglucanase is given by
E1½ � ¼ E1½ �fþX1
i¼1
E1Gi½ � þX1
i¼3
E1GiG1½ � þX1
3
E1GiG2½ �:
ð6Þ
Assuming quasi steady state condition for intermediate
species,
d
dtE1Gi½ �ð Þ ¼ ks1ði� 1Þ E1½ �f Gi½ �
þ ðks�1 þ k1Þ E1Gi½ � ¼ 0;ð7Þ
d
dtE1G1½ �ð Þ ¼ kG1
E1½ �f G1½ � þ kG�1E1G1½ � ¼ 0; ð8Þ
d
dtE1G2½ �ð Þ ¼ kC1
E1½ �f G2½ � þ kC�1E1G2½ � ¼ 0; ð9Þ
d
dtE1GiG1½ �ð Þ ¼ kG1
E1Gi½ � G1½ � þ kG�1E1GiG1½ �;
¼ ks1ði� 1Þ E1G1½ � Gi½ � � ks�1 E1GiG1½ � ¼ 0;
ð10Þd
dtE1GiG2½ �ð Þ ¼ kG1
E1Gi½ � G2½ � þ kC�1E1GiG2½ �;
¼ ks1ði� 1Þ E1G2½ � Gi½ � � ks�1 E1GiG2½ � ¼ 0:
ð11Þ
Rearranging Eq. 5–11, the rate equation for
endoglucanase is obtained as: For i [ 2,
d
dtGi½ �ð Þ ¼
k1 E1½ � 2P1
p¼iþ1
Gp
� ��ði�1Þ Gi½ �
!
KM1þP1
i¼3
i�1ð Þ Gi½ �f g� �
1þ G1½ �=KG1þ G2½ �=KC1
� �
ð12Þ
where KM1 ¼ ks�1þk1
ks1; KG1 ¼ kG�1
kG1and KC1 ¼ kC�1
kC1:
Similarly, for cellobiohydrolase (CBH), for i [ 2, the
rate equation is given by
d
dtGi½ �ð Þ¼ k2 E2½ � Giþ2½ � � Gi½ �ð Þ
KM2þP1
i¼3
Gi½ �f g� �
1þ G1½ �=KG2þ G2½ �=KC2
� � ;
ð13Þ
where KM2 is the Michaelis constant of CBH, and KG2 and
KC2 are dissociation constants between CBH and glucose
and cellobiose, respectively. Total rate of change of
cellulose by endo- and exo-component of cellulase is the
summation of the two rate expressions given by Eqs. 12
and 13. Therefore,
d
dtGi½ �ð Þ ¼
k1 E1½ � 2P1
p¼iþ1
Gp
� �� ði� 1Þ Gi½ �
!
KM1 þP1
i¼3
i� 1ð Þ Gi½ �f g� �
1þ ½G1�½KG1� þ
½G2�½KC1�
� �
þ k2 E2½ � Giþ2½ � � Gi½ �ð Þ
KM2 þP1
i¼3
Gi½ �f g� �
1þ ½G1�½KG2� þ
½G2�½KC2�
� � ;
for i [ 2:
ð14Þ
For i [ 2. For cellobiose (i = 2),
d
dtGi½ �ð Þ ¼
k1 E1½ �P1
i¼3
Gi½ �� �
KM1 þP1
i¼3
i� 1ð Þ Gi½ �f g� �
1þ ½G1�½KG1� þ
½G2�½KC1�
� �
þ k2 E3½ � G4½ � � G2½ �ð Þ
KM2 þP1
i¼3
Gi½ �f g� �
1þ ½G1�½KG2� þ
½G2�½KC2�
� �
� k3 E3½ � G2½ �KM3 þ G2½ �ð Þ 1þ G1½ �=KG3
� � ;
ð15Þ
and for glucose (i = 1),
d
dtGi½ �ð Þ ¼
k1 E1½ �P1
i¼3
Gi½ �� �
KM1 þP1
i¼3
i� 1ð Þ Gi½ �f g� �
1þ G1½ �=KG1þ G2½ �=KC1
� �
þ k2 E2½ � G4½ �� G2½ �ð Þ
KM2þP1
i¼3
Gi½ �f g� �
1þ G1½ �=KG2þ G2½ �=KC2
� �
þ k3 E3½ � G2½ �KM3 þ G2½ �ð Þ 1þ G1½ �=KG3
� � :
ð16Þ
64 Proc. Natl. Acad. Sci. Sect. A Phys. Sci. (January–March 2012) 82(1):59–69
123

Assuming that each association of cellulases with
cellulose fragments is the same, the rate of change of
number average degree of polymerization is given by
d
dt
X1
i¼1
Gi½ � !
¼ N�d
dt
1
DP
� �;
¼k1 E1½ �
P1
i¼3
i� 1ð Þ Gi½ �� �
KM1 þP1
i¼3
i� 1ð Þ Gi½ �f g� �
1þ ½G1�½KG1� þ
½G2�½KC1�
� �
þk2 E2½ �
P1
i¼3
G3½ �� �
KM2 þP1
i¼3
Gi½ �f g� �
1þ G1½ �=KG2þ G2½ �=KC2
� �
þ k3 E3½ � G2½ �KM3 þ G2½ �ð Þ 1þ G1½ �=KG3
� � ;
¼ k1 E1½ �Sw
KM1 þ Swð ÞIh1
þ k2 E2½ �SM
KM2 þ SMð ÞIh2
þ k3 E3½ � G2½ �KM3 þ C2½ �ð ÞIh3
ð17Þ
Here, DP ¼P1
i¼1i Gi½ �ð ÞP1
i¼1Gi½ �¼ N�P1
i¼1Gi½ �; and N� ¼
P1
i¼1
i Gi½ �ð Þ ¼
constant: Sw ¼P1
i¼1
i� 1ð Þ Gi½ �f g and
SM ¼X1
i¼3
Gi½ �;
Ih1 ¼ 1þ G1½ �=KG1þ G2½ �=KC1
� �;
Ih2 ¼ 1þ G1½ �=KG2þ G2½ �=KC2
� �;
Ih3 ¼ 1þ G1½ �=KG3
� �
Experimental
Enzymatic reactions can be carried out in batch, continuous
or loop reactors. For reactions to happen, a co-operative
action is needed between the so called endoglucanase,
exoglucanase and b-glucosidase. Crystalline and amor-
phous or treated substrates show different affinity to bind
themselves to enzymes and thereby yield products that
depends on the crystallinity index, Degree of Polymeriza-
tion (DP), particle size etc. Cellulosic substrate mixed in a
buffer solution can be stirred for 1–2 h in a shaker before
allowing the enzymes to react. Cellulase extracted from T.
reesei having molecular weight in the range of
48,000–52,000 Da has to be maintained in the optimal
temperature range of 40–50�C to be in active state
throughout the hydrolytic reactions. The total reducing
sugar can be measured using DNS assay prepared by using
standard procedures given in the literature. It can also be
measured using refractometer which measures total
concentration of reducing sugars in the solution based on
the solution refractive index [43]. Recently, enzymatic
reactions in ionic liquid are spotted and recognized for
enzymatic biotransformation. These solvents can be
designed with different combination of cations and anions
allowing the possibility of tailoring reaction solvents with
highly specific properties beneficial for the particular
reaction to happen [44].
Some studies have suggested that the substrates pre-
treated with ionic liquids achieve faster saccharification.
Substrates are pretreated in ionic liquids over a period of
time and regenerated substrates are enzymatically reacted.
Substrates treated with Ionic Liquids are found to have
58–75% lower crystallinity than the original substrate [15].
Since the regenerated substrate has more accessible surface
area, a better adsorption of enzymes on the substrate pro-
tects enzymes from thermal denaturation and thus allowing
reactions to happen at slightly higher temperature
(*60�C), and are much faster. Reactions can be completed
in 24 h at 60�C instead of 48 h at 50�C. 1-butyl-3-meth-
ylimidazolium chloride ([BMIM]Cl), 1-allyl-3-methylimi-
dazolium chloride ([AMIM]Cl), ([EMIM] OAc) are
important ionic liquids [45].
Fermentation
Biological Fermentation
Many organisms grow without using the electron transport
chain. The generation of energy without the electron
transport chain is called fermentation. It is basically a
chemical transformation in which fermentable sugars,
especially glucose, can be converted to other valuable
products such as fructose, ethanol, numerous organic acids
and other by products through biochemical conversion by
microorganism. The degradation of carbohydrates by
microorganisms is followed by glucolytic or Embden-
Myerhof-Parnas pathways. In the ethanol production, car-
bohydrates are reduced to pyruvate with the aid of nico-
tinamide adenine dinucleotide (NADH); ethanol is the end
product [46–48].
Production of ethanol from all the three discussed bio-
masses e.g. lignocellulose, sugar cane and corn are dif-
ferent since the solubilization of carbohydrate from
lignocellulosic biomass is very difficult compared to corn
and sugar cane [7]. The processes can be classified as,
SHF
In this particular process enzyme production, enzymatic
hydrolysis and fermentation is performed sequentially in
Proc. Natl. Acad. Sci. Sect. A Phys. Sci. (January–March 2012) 82(1):59–69 65
123

separate vessels. The separated process is called Separate
Hydrolysis and Fermentation.
DMC
Direct Microbial Conversion combines all three major
processes (enzyme production, hydrolysis and fermenta-
tion) in one step. The process is cost effective because of
less number of unit operations, savings of large expenses
incurred due to sophisticated pretreatment techniques [49,
50]. However yield of ethanol is very low; forms several
metabolic by-products and the organisms usually suffer
from low ethanol tolerance.
SSF
Simultaneous saccharification and fermentation combines
hydrolysis of the substrate and fermentation in one step
[46, 51]. At the end of SSF very low levels of cellobiose
and glucose can be seen in the reactor because of their
immediate consumption by microorganisms. This reduces
the cellulase inhibition, which in turn increases sugar
production rates, yields and concentrations and reduces
enzyme loading requirements. It can be seen that the SSF
process offers a lot of advantages in comparison with other
processes mentioned above. So a detailed discussion about
this process is given below.
Simultaneous Saccharification and Fermentation (SSF)
SSF is a process in which both saccharification and fer-
mentation are carried out simultaneously in one vessel.
This process was first introduced in 1977, and it gives high
yield and rapid rates for ethanol production [4]. For ethanol
production from cellulose, the glucose released by cellulase
enzyme (from T reesei) is simultaneously converted to the
end product by the microorganism. Substrate inhibition on
enzyme is thus prevented. Other advantages are the
potential for use of low enzyme loadings and reduced
potential of microbial contamination. Since the optimum
temperature for both saccharification and fermentation is
different, usually thermotolerant yeast such as Kluyver-
omyces marxianus is used.
Bioconversion of lignocellulosic material involves the
saccharification of both the cellulose and hemicellulose.
Most microorganisms converts glucose to ethanol but this
is not the case for xylose or mannose which is mainly
found in hemicellulose. Fermentation of pentose sugar
xylose into ethanol is essential for the economical process
development.
Hydrogenation
Traditional microorganisms used for ethanol fermentation,
Saccharomyces cerevisiae and Zymomonas mobilis, do not
metabolize pentose.
Only in last few decades researchers have been able to
efficiently ferment pentose into ethanol either by using xylose-
fermenting yeast or recombinant microorganisms [52, 53].
One of the best microorganisms currently available for
fermentation of mixed sugar streams is ethanologenic
Escherichia coli strain K011 [54]. This strain ferments glu-
cose, xylose and arabinose with good ethanol yield and
productivity, and has a high tolerance of common hydroly-
sate inhibitors, e.g. acetate [55]. Two strains of the recom-
binant E. Coli strains have been studied in detail: strain
ATCC 11303 (pLOI297), in which the foreign genetic ele-
ments are plasmid-borne and KO11 in which the foreign
genetic elements are integrated into the host chromosome.
An ethanologenic xylose fermenting Z. mobilis strain has
also been developed, but detailed information on fermenta-
tion performance characteristics is not yet available [56].
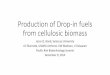
In terms of metabolism, xylose is transported across the
cell membrane where it is converted to xylulose-5-phos-
phate (X-5-P). It is then converted to pyruvate by the way
of pentose phosphate (PP) and Embden-Meyerhof-Parnas
(EMP) or Entner–Doudoroff (ED) pathways, as shown in
Fig. 2. In PP cycle, X-5-P is metabolized to glucolytic
intermediates such as glyceraldehyde-3-phosphate and
fructose-6-phosphate. These compounds are then converted
to pyruvate via EMP (or ED) pathway. The pyruvate is then
converted to ethanol via an acetaldehyde intermediate by
the sequential action of pyruvate decarboxylase and alco-
hol dehydrogenase (ADH) enzymes [5, 46]. In this scheme,
a minimum of 3 mol of xylose are required to produce
5 mol of ethanol. The theoretical yield according to this
stoichiometry is 0.51 g-ethanol/g-xylose. The hydrolysis
and fermentation reactions are:
C12H22O11 þ H2O �!Maltase in yeast2C6H12O6;
C6H12O6 �!Zymase in yeast2C2H5OH þ 2CO2:
Chemical Fermentation
In chemical fermentation, the hydrolysed product i.e. glu-
cose is treated chemically and the steps involved are
chemical treatment, extraction using solvent and dehydra-
tion. 5-HMH, Levulinic acid, Tetrahydrofurfuryl alcohol
and 2-furaldehyde are the main products. Chemical fer-
mentation can be carried out in two ways to convert glu-
cose to final product. These are (i) hydrogenation (ii)
dehydration.
66 Proc. Natl. Acad. Sci. Sect. A Phys. Sci. (January–March 2012) 82(1):59–69
123

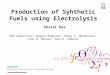
In hydrogenation, glucose in ionic liquid is taken and
catalyzed with acids such as sulphuric acid or HCl. The
reaction is conducted in a high pressure reactor where
pressure is maintained at 920 psi and temperature is kept at
120�C. The total reaction time is 12–24 h under the
maintained conditions.
As the reaction progresses glucose gets reduced and
forms sorbitol. Sorbitol then loses three molecules and
forms five membered ring structures, i.e. 5-HMF. The
mixture is then extracted using suitable solvent. Raney
Nickel gave maximum yield of 5-HMF. The hydrogenation
reaction is as given in Fig. 3.
Dehydration
The second process for glucose conversion to useful
products is dehydration. Unlike in the case of hydrogena-
tion, dehydration does not require adverse conditions for
the reaction to happen. In this, a mixture of glucose, ionic
liquid and catalyst is prepared and allowed to react at 90�C
under atmospheric pressure (see Fig. 4).
Further, 5-HMF in presence of catalyst and hydrogen
gas produces 2,5-di methyl furan which is a gasoline
derivative [57]. Reaction is continued for 3 h and the final
mixture is extracted using suitable solvents such as diethyl
ether or acetone. In this 5-HMF is obtained directly unlike
the previous one where sorbitol gets converted to 5-HMF.
In some cases byproduct 5(chloro) methyl furfural is
obtained because of the chloride ion present in the ionic
liquid which replaces hydroxide ion present in 5-HMF.
Conclusions
This paper reviews the various processes and techniques
involved in the production of bioethanol from cellulosic
and lignocellulosic biomass. The different pretreatment
methods for obtaining cellulosic substrate from
Fig. 2 The Embden-Meyerhof-Parnas pathway of anaerobic conver-
sion of glucose to ethanol
Hydrogenation:
Glucose Sorbitol 5-HMF 5-MF
Fig. 3 Products formed by hydrogenation of glucose in ionic liquid
H2SO4
-3H2O
Glucose 5-HMF 5-(chloro) methyl
Fig. 4 Products formed from dehydration of glucose in ionic liquid
Proc. Natl. Acad. Sci. Sect. A Phys. Sci. (January–March 2012) 82(1):59–69 67
123

lignocellulosic biomass are presented, followed by the
experimental and theoretical analysis of enzymatic hydro-
lysis for the depolymerization of cellulose to glucose, and
the subsequent biological/chemical fermentation of glucose
to produce fuel derivatives.
The substrate (cellulose) can be replaced by other pre-
treated substrates such as PASC, BC, CMC, or filter paper
and cotton for faster and better yield.
The experiments can be extended to demonstrate the
individual contribution of cellulase components and syn-
ergistic studies can be done. Chemical fermentation pro-
cesses are carried out in presence of ionic liquids because
of the unique characteristics the latter possesses. Detailed
mathematical modeling is used to quantify the detailed
kinetics of the enzymatic hydrolysis, and the rate expres-
sion for cellulose, cellobiose and glucose for non-com-
petitive inhibition [5, 42, 58].
While the advantages of replacing fossil fuels by bio-
ethanol have been emphasized earlier in this paper, we
need to point out its drawbacks too. The major problem
results from ethanol’s solubility in water, which leads to a
substantial energy cost for distillation and difficulties in its
transportation via pipelines. Recently, bio-butanol is being
considered as an alternative to bioethanol because of the
former’s low vapor pressure as well as its ability to
dehydrate spontaneously at less than 10% solution and to
reduce the risks of explosions when added to gasoline-
ethanol mixtures. The coming years may see the replace-
ment of bioethanol by other types of cellulosic fuels such
as bio-butanol, which could also be produced by fermen-
tation of sugars from biomass.
References
1. Caroll A, Somerville C (2009) Cellulosic biofuels. Annu Rev
Plant Biol 60:165–182
2. Kumar NV, Dhaval P, Goswami A, Maithal S (2006) Liquid
biofuels in south Asia: resources and technologies. Asian Bio-
technol Dev Rev 8:31–49
3. Balat M, Balat H, Oz S (2008) Progress in bioethanol processing.
Prog Eng Comb Sci 34:551–573
4. Ghosh TK, Roychoudhury PK, Ghosh P (1984) Simultaneous
saccharification and fermentation (SSF) of lignocellulosics to
ethanol under vacuum cycling and step feeding. Biotechnol
Bioeng 26:377–381
5. Pemberton MS, Brown RD Jr, Emert GH (1980) The role of b-
glucosidase in the bioconversion of cellulose to ethanol. Can J
Chem Eng 58:723–729
6. Wyman CE, Spindler DD, Grohmann K (1992) Simultaneous
saccharification and fermentation of several lignocellulosic
feedstocks to fuel ethanol. Biomass Bioenergy. 3:301–307
7. Gibbson WR, Westby CA, Dobbs TL (1986) Intermediate-scale,
semicontinuous solid-phase fermentation process for production
of fuel ethanol from sweet sorghum. App Environ Microbiol
51:115
8. Dias M, Ensinas AV, Nebra SA, Filho RM, Rossell CEV, Maciel
MRW (2009) Production of bioethanol and other bio-based
materials from sugarcane bagasse: integration to conventional
bioethanol production process. Chem Eng Res Des 87:1206–1216
9. Fernandez-Bolanos J, Felizon B, Heredia A, Jimenez A (1999)
Characterization of the lignin obtained by alkaline delignification
and of the cellulose residue from steam-exploded olive stones.
Biores Technol 68:121–132
10. Sawada T, Nakamura Y, Kobayashi F, Kuwahara M, Watanabe T
(1995) Effects of fungal pretreatment and steam explosion pre-
treatment on enzymatic saccharification of plant biomass. Bio-
technol Bioeng 48:719–724
11. Allen SG, Schulman D, Lichwa J, Antal MJ Jr, Lynd LR (2001)
A comparison between hot liquid water and steam fractionation
of corn fiber. Ind Eng Chem Res. 40:2934–2941
12. Garrote G, Dominguez H, Parajo JC (2002) Autohydrolysis of
corncob: study of nonisothermal operation for xylooligosaccha-
ride production. J Food Eng 52:211–218
13. Kim TH, Kim JS, Sunwoo C, Lee YY (2003) Pretreatment of
corn stover by aqueous ammonia. Biores Technol 90:39–47
14. Grohmann K, Torget R, Walter P, Himmel M (1991) Dilute-acid
pretreatment of corn residues and short rotation woody crops.
Appl Biochem Biotechnol 28–29:75–86
15. Mok WSL, Antal MJ Jr, Varhegyi G (1992) Productive and
parasitic pathway in dilute acid-catalyzed hydrolysis of cellulose.
Ind Eng Chem Res 31:94–100
16. Mooney CA, Mansfield SD, Touhy MG, Saddler JN (1998) The
effect of initial pore volume and lignin content on the enzymatic
hydrolysis of softwood. Biores Technol 64:113–119
17. Chang VS, Holtzapple MT (2000) Fundamental factors affecting
biomass enzymatic reactivity. Appl Biochem Biotechnol
84/86:5–37
18. Fengel D, Wegener G (1984) Wood: chemistry, ultrastructure,
reactions. de Gruyter, Berlin
19. Saha BC, Iten LB, Cotta MA, Wu YV (2005) Dilute acid pre-
treatment, enzymatic saccharification and fermentation of wheat
straw to ethanol. Process Biochem 40(12):3693–3700
20. Bobleter O (1994) Hydrothermal degradation of polymers
derived from plants. Prog Polym Sci 19:797–841
21. Sjostrom E (1981) Wood chemistry: fundamentals and applica-
tions, 1st edn. Academic Press, Esppo
22. Saddler JN, Gregg D (1995) Bioconversion of lignocellulosic
residue to ethanol: process flowsheet development. Biomass
Bioenergy 9:287–302
23. Delgenes JP, Penaud V, Moletta R (2002) Pretreatments for the
enhancement of anaerobic digestion of solid wastes Chapter 8. In:
Biomethanization of the organic fraction of municipal solid
wastes. IWA Publishing, London, p 201–228
24. Hartmann H, Angelidaki I, Ahring BK (1999) Increase of
anaerobic degradation of particulate organic matter in full-scale
biogas plants by mechanical maceration. In: Mata-Alvarez J,
Tilche A, Cecchi F (eds) Proceedings of the Second International
Symposium on Anaerobic Digestion of Solid Wastes, Barcelona,
p 129–136
25. Hendriks ATWM, Zeeman G (2009) Pretreatments to enhance
the digestibility of lignocellulosic biomass. Biores Technol
100:10–18
26. Lachke AH, Rayali SL (2009) Bioethanol from lignocellulosic
biomass. In: Pandey A (ed) Handbook of plant-based biofuels.
CRC Press, Boca Raton, pp 121–138
27. Han YW, Catalano EA, Ciegler A (1983) Chemical and physical
properties of sugarcane bagasse irradiated with c–rays. J Agric
Food Chem 31:34–38
28. Williams KC (2006) Subcritical water and chemical pretreat-
ments of cotton stalk for the production of ethanol. M.Sc. Thesis,
North Carolina State University
68 Proc. Natl. Acad. Sci. Sect. A Phys. Sci. (January–March 2012) 82(1):59–69
123

29. Watson NE, Prior BA, Lategan PM, Lussi M (1984) Factors in
acid treated bagasse inhibiting ethanol production from D-xylose
by Pachysolen tannophilus. Enzyme Microb Technol 6:451–456
30. Van Zyl C, Prior BA, du Preez JC (1991) Acetic acid inhibition
of D-xylose to fermentation by Pichia stipitis. Enzyme Microb
Technol 13:82–86
31. Sanchez B, Bautista J (1998) Effects of furfural and 5-hydroxy-
methylfurfural on the fermentation of Saccharomyces cerevisiaeand biomass production from Candida guilliermondii. Enzyme
Microb Technol 10:315–318
32. Sun Y, Cheng J (2002) Hydrolysis of lignocellulosic materials for
ethanol production: a review. Biores Technol 83:1–11
33. Fan LT, Lee YH, Gharpuray MM (1982) The nature of ligno-
cellulosics and their pretreatments for enzymatic hydrolysis. Adv
Biochem Eng 23:157–187
34. Cheng W (2001) Pretreatment and enzymatic hydrolysis of lig-
nocellulosic materials. M.Sc. Thesis, West Virginia University,
Morgantown
35. Moniruzzaman M, Nakashima K, Kamiya N, Goto M (2009)
Recent advances of enzymatic reactions in ionic liquids. Biochem
Eng J 48:1–91
36. Walseth CS (1952) Influence of fine structure of cellulose on the
action of cellulases. TAPPI 35:233–238
37. Zhang YHP, Ding SY, Mielenz JR, Cui JB, Elander RT, Laser M,
Himmel ME, McMillan JR, Lynd LR (2007) Fractionating
recalcitrant lignocellulose at modest reaction conditions. Biotech
Bioeng 97:214–223
38. Coughlan MP (1992) Enzymatic hydrolysis of cellulose: an
overview. Biores Technol 39:107–115
39. Coughlan MP, Ljungdahl LG (1988) Comparative biochemistry
of fungal and bacterial cellulolytic enzyme system. In: Aubert JP,
Beguin P, Millet J (ed) Biochemistry of genetics of cellulose
degradation, Academic press, New York, pp 11–29
40. Okazaki M, Moo-Young M (1978) Kinetics of enzymatic
hydrolysis of cellulose: analytical description of a mechanistic
model. Biotechnol Bioeng 20:6
41. Zhang YHP, Lynd LR (2004) Toward an aggregated under-
standing of enzymatic hydrolysis of cellulose: noncomplexed
cellulase system. Wiley, Newyork 37–663
42. Chakraborty AS (2010) Mathematical modeling of cellulase-
mediated hydrolysis of cellulose for bio-ethanol production. Intl J
Anaerob Dig Renew Energy 1:219–226
43. Gan Q, Allen SJ, Taylor G (2002) Design and operation of an
integrated membrane reactor for enzymatic cellulose hydrolysis.
Biochem Eng J 12:223–229
44. Goto M, Moniruzzaman M, Nakashima K, Kamiya N (2009)
Recent advances of enzymatic reactions in ionic liquids. Biochem
Eng J 1–91
45. Zhao H, Jones CL, Baker GA, Xia S, Olubajo O, Person VN
(2009) Regenerating cellulose for ionic liquid for an accelerated
enzymatic hydrolysis. J Biotechnol 139:47–54
46. Glazer AN, Nikaido H (2009) Microbial biotechnology: funda-
mentals of applied microbiology, Cambridge University Press,
New York, p 458–486
47. Najafpour GD, Shan CP (2003) Enzymatic hydrolysis of molas-
ses. Biores Technol 86:91–94
48. Dutta R (2008) Fundamentals of biochemical engineering. Ane
Books India, India
49. Christakopoulos P, Koullas DP, Kekos D, Koukios EG, Macris
BJ (1991) Direct ethanol conversion of pretreated straw by
Fusarium oxysporum. Biores Technol 35:297–300
50. Panda T, Srinivas D, Rao J, Theodore K (1995) Direct conversion
of cellulosic material to ethanol by the intergeneric fusant
Trichoderma reesei QM 9414/Saccharomyces cerevisiae NCIM
3288. Enzyme Microb Technol 17:418–423
51. Deshpande VV, Sivaraman H, Rao M (1981) Simultaneous sac-
charification and fermentation of cellulose to ethanol using P.funiculosum cellulase and free or immobilized Saccharomycesuvarum cells. Biotechnol Bioeng 25:1679–1684
52. McMillan JD (1996) Hemicellulose conversion to ethanol. In:
Handbook on bioethanol: production and utilization. Taylor and
Francis, Washington DC, p 287–314
53. Dien BS, Hespell RB, Wyckoff HA, Bothast RJ (1998) Fer-
mentation of hexose and pentose sugars using a novel ethanolo-
genic Escherichia coli strain. Enzyme Microb Technol
23:366–371
54. Ohta K, Beall DS, Mejia JP, Shanmugam KT, Ingram LO (2004)
Genetic improvement of Escherichia coli for ethanol production:
chromosomal integration of Zymonomas mobilis genes encoding
pyruvate decarboxylase and alcohol dehydrogenase II. Appl
Environ Microbiol 57:893–900
55. Hahn-Hagerdal B, Jeppsson H, Olsson L, Mohagegi A (1994) An
interlaboratory comparison of the performance of ethanol pro-
ducing micro-organisms in a xylose-rich acid hydrolysate. Appl
Microbiol Biotechnol 1994(41):62–72
56. Ingram LO, Burchhardt G (1992) Conversion of xylan to ethanol
by ethanologenic strains of Escherichia coli and Klebsiellaoxytoca. Appl Environ Microbiol 58:1128–1133
57. Dhawan A (2010) Chemical synthesis of transportation fuels
from biomass in ionic liquid solvent medium. B. Tech Thesis.
Department of Chemical Engineering, Indian Institute of Tech-
nology Kharagpur, India
58. Chakraborty S, Aniket, Gaikwad A (2010) Mixing effects in
cellulase-mediated hydrolysis of cellulose for bio-ethanol pro-
duction. Ind Eng Chem Res 49:10818–10825
Proc. Natl. Acad. Sci. Sect. A Phys. Sci. (January–March 2012) 82(1):59–69 69
123