Embed Size (px)
Citation preview

Islamic University – Gaza
Department of graduate studies
Faculty of science
Biological science master program
Production of Bioethanol from Olive Solid Waste
" "
By
Usama Ahmed Mansour
Supervisors
Dr. Tarek Elbashiti Dr. Kmal ALkahlout
Assoc. Prof. of Biotechnology Assist. Prof. of Biotechnology
A Thesis Submitted to the Faculty of High Graduate Faculty in
Partial Fulfillment of the Requirements for the Master Degree of
Biological Science
1435هـ - 2014م

قل إن صلاتي ونسكي ومحياي ومماتي لله رب العالمني لا
شريك له وبذلك أمرت وأنا أول المسلمني
162} اآلية ماألنعا {

إقرار
:أنا الموقع أدناه مقدم الرسالة التي تحمل العنوان
Production of Bioethanol from Olive Solid Waste
" "
وردباستثناء ما تمت اإلشارة إليه حيثما ,أقر بأن ما اشتملت عليه هذه الرسالة إنما هي نتاج جهدي الخاص
أو أي جزء منها لم يقدم من قبل لنيل درجة أو لقب علمي أو بحثي لدى أية مؤسسة ,وإن هذه الرسالة ككل
.تعليمية أو بحثية أخرى
DECLARATION
The work provided in this thesis, unless otherwise referenced, is the researchers
own work, and has not been submitted elsewhere for any other degree or
qualification.
Student's name: Usama A. A. Mansour أسامة أحمد عوض منصور :الطالباسم
Signature: التوقيع :
Date: 2014/1/7 7/1/4114 التاريخ

I
Abstract
Renewable energy sources have received increased interest from the international
community with biomass being one of the oldest and the most promising ones. In the
concept of exploitation of agro-industrial residues, the present study investigates the
pre-treatment and ethanol fermentation potential of the olive pulp. Olive solid residue
(jeft) is the solid waste generated during olive oil production process in three-phase
olive mills. It consists of the remaining pulp of olive processing after the extraction of
oil, as well as the cracked seeds of the olive fruits. As a lignocellulosic material, the
hemicellulose, cellulose and lignin are the main components of olive stone.
In our study we have standardized the production of ethanol from olive solid wastes
using Saccharomyces cerevisiae strains which isolated from yogurt, grape and
sugarcane. These strains were identified according to morphological and biochemical
characterization tests characters in comparison with the commercial standard strain S.
cerevisiae hismaya. In alcohol tolerance test, S. cerevisiae tolerate up to 10% of
ethanol in the medium. Optimization of culture condition such as pH and temperature
of yeast strain for different yeast strains was done. 10g Jeft was subjected to
hydrolysis to sugar by acids such as 5% HCl and microwave assisted with 5% HCl at
90°C in shaker water path for 3 hours. The fermentation process was carried out in
jeft under optimum conditions such as pH4.5, temperature 30°C and incubated for 72
hrs. The maximum amount of ethanol production (9.3 g/l) was observed by using
Ethanol Assay Kit. Compared with convection mode of heating of dilute 5% HCl
hydrolysis, the microwave assisted 5% HCl process improved the yield of ethanol by
33.3% compared to the non-microwave process.

II
الملخص
"الجفت"إنتاج اإليثانول الحيوي من المخلفات الصلبة للزيتون
للبيئة ورخيصة ايضا وآمنةكونها نظيفة المجتمع الدولي اهتماما متزايدا من المتجددة مصادر الطاقة تلقى
تمت هذه الدراسة في . المهمة إحدى هذه المصادر والصناعيةالزراعية المخلفات استغالل مفهومويعتبر
عملية من اجل عصر ثمار الزيتون عملية من المتولدة المخلفات الصلبة هو عبارة عن الذيمعالجة الجفت
مكونات عدة أهمها المركبات الكربوهيدراتية عديدة يتكون الجفت من و . الحيوي االيثانول نتاجإلتخميره
.واللجنين ،هيميسيلولوز سليلوزال:مثل لتسكرا
من المخلفات الصلبة للزيتون باستخدام ساللة من الخميرة التي الحيوي انتاج االيثانول الىهدف هذا العمل ي
وقد تم التعرف على هذه الساللة من . وعصير العنبعصير قصب السكر ،اللبن : ادر عدة تم عزلها من مص
حيث تم عمل عدة فحوص ، بواسطة المجهر المركب والفحوصات الكيميائية ايضاخالل الفحوصات المظهرية
من حيث درجة الحرارة والرقم الهيدروجيني وذلك منها تحمل تراكيز مختلفة من االيثانول و ايضا عمل معايرة
من 5%جرام من الجفت من اجل تحليلها بواسطة 01عمليا تم وضع .التي تنمو فيهالمعرفة افضل الظروف
من حمض الهيدروكلوريك وبمساعدة الميكروويف في جهاز الحمام المائي 5%حمض الهيدروكلوريك و
معايرته باستخدام هيدروكسيد وبعد ذلك تمت. ساعات 3لمدة C°01الساخن الرجاج عند درجة حرارة
حقن الخميرة بعد ذلك جاهز لعملية التخمر حيث ت ويصبح 5.5الصوديوم حتى يصل الرقم الهيدروجيني الى
وقد وجدنا ان هذه .ساعة 27لمدة C°30لدرجة حرارة تبلغ االختبار المعزولة في المحلول و في حضانة
C ° 31من اإليثانول عند درجة حرارة 01%الساللة من الخميرة لها القدرة على النمو في وسط تركيزه
.لتر/جرام 0.3وبلغت كمية االيثانول المنتج . .5.5ورقم هيدروجيني
وبمساعدة 5%كلوريك عند تركيز هذا وقد أوضحت الدراسة أن المعالجة باستخدام حمض الهيدرو
أكثر من طريقة المعالجة الكيميائية بدون 33%الميكروويف قد حسن إنتاج االيثانول إلى ما نسبته
الميكروويف

III
Acknowledgement
I would like to thank the Almighty for his blessings towards achieving this goal in my life.
And I would like to express my sincere gratitude and appreciation to my supervisor, Assoc.
Prof. Dr. Tarek Elbashiti and Assist. Prof. Dr. Kmal ALkahlout, for very kind discussions
throughout the project. The work in this thesis could not have been finished without their
encouragement, instruction and supervision.
I would also like to thank Mr. Ashraf Shafea for all his help and valuable advice when I
needed it. I am also grateful to Mr. Ismail Quqa for helping me during the work in the
laboratory and for encouraging me to give my best at all times.
Additional thank is extended to my friend Mr. Ramzi Mansour for his excellent technical
assistance and letting me work in his laboratory.
Most of all, I would like to appreciate the enormous endurance and sacrifices of my wife,
Asmaa, my sons, Abdullah and Ahmad and my family for their encouragement and
unconditional support. Mother and father, I owe all my success to you. I would like to express
my gratitude towards my parents.

IV
Contents
Page
Abstract……………………………..........................................................I
Acknowledgement……………………....................................................III
Contents…………………........................................................................III
List of Tables…………………................................................................IX
List of Figures…………………...............................................................X
List of Abbreviation………………........................................................XII
Content
1 INTRODUCTION……….…………………………………………...
1.1 Overview………………………………………………………………………….1
1.2 Bioethanol………………………………………………………………………...2
1.3 Aim of the study………………………………………………………………….3
1.4 Specific Objectives…………………………………………………………….....3
1.5 Significance of the Study……………….……………………………………......3
2 LITERATURE REVIEW……………….………………………....
2.1 Raw materials for ethanol production……………………………………………..5
2.1.1 Lignocelluloses……………………………………………………..........5
2.1.1.1Cellulose………………………………………………………….6
2.2.1.2 Hemicelluloses…………………………………………………..6
2.1.1.3 Lignin………………………………………………………….7

V
2.2 Olive plant…............................................................................................................8
2.3 Uses of olive solid waste "jeft"…............................................................................9
2.4 Microorganisms…………………………………………….…………………….11
2.4.1 Saccharomyces cerevisiae…….………………………………………..11
2.5 Previous Studies………………………………………………………………….13
2.5.1 Substrate………………………………………………………………..14
2.5.2 Pretreatment methods………….….…….……………………………...17
2.5.3 Physical pretreatment………….……………………….…….………...18
2.5.4 Microwave………………………………………………………….......19
2.5.5 Chemical pretreatment………………………………….…….………..21
2.6 Fermentation……………………………………………………………………...24
3 MATERIALS AND METHODS………..………….……….………
3.1 Materials…………………………………………………………………….........29
3.1.1 Apparatus………………………………………………………………...29
3.1.2 Reagents………………………………………………………………….30
3.1.3 Culture media…………………………………………………………….30
3.1.4 Microorganisms …………………………………………………………31
3.1.5 Media…………………………………………………………………….31
3.2 Methods………………….……………………………………………………….31
3.2.1 Sample collection and isolation of S. cerevisiae ………………………...31
3.2.2 Inoculum preparation…………………………………………………….32
3.2.3 Characterization of the selected yeast isolates……………………….......32
3.2.3.1 Morphological characterization………………………………..32

VI
3.2.3.2 Physiological characterization….……………………………...32
1) Carbohydrate source assimilation test……………………………32
2) Tolerance to ethanol……………………………………………...33
3.4 Optimization of the environmental condition……………………………………33
3.4.1 Optimization of pH…………………………………………………….33
3.4.2 Optimization of temperature…………………………………………...33
3.5 Collection and preparation of olive solid waste (jeft) …………………………...34
3.6 Hydrolysis process……………………………………………………………….34
3.7 Microwave-acid pretreatment……………………………………………………34
3.8 Estimation of reducing sugars….………………………………………………...35
3.8.1 Method…………………………………………………………………35
3.8.2 Principle……………………………………………………………......35
3.8.3 Assay Procedure……………………………………………………......36
3.8.4 Calculation……………………………………………………………..36
3.9 Fermentation process ….........................................................................................36
3.10 Estimation of ethanol…………………………………………………………...36
3.10.1 Kit Contents…………………………………………………………...37
3.10.2 Reagent Preparation…………………………………………………..37
3.10.2.1 Ethanol Probe……………………………………………….37
3.10.2.2 Ethanol Enzyme Mix………………………………………..37
3.10.3 Ethanol Assay Protocol……………………………………….37
3.10.3.1 Standard Curve Preparations…….………………………….37
3.10.3.2 Sample Preparation…….………………………….…….………….38

VII
3.10.3.3 Reaction Mix Preparation…………………………………………...38
3.10.4 Data Analysis…………………………………………………………39
4 Results.......................….……………………………………………..
4.1 Isolation of different strain of S. cerevisiae……………………………………...40
4.2 Characterization and identification of S. cerevisiae strains……………………...40
4.2.1 Morphological characterization………………………………………...40
4.2.2 Biochemical characterization…………………………………………..41
4.2.2.1 Carbohydrate source assimilation test………………………..41
4.2.2.2 Ethanol Tolerance test………………………………………..44
4.3 Optimization of growth conditions………………………………………………47
4.3.1 Optimization of Temperature………………………………………..47
4.3.2 Optimization of pH………………………………………………….50
4.4 Pretreatment of olive solid waste………………………………………………...53
4.4.1 Hydrolysis process……………………………………………………………..53
4.4.1.1 Effect of different concentrations of HCl ……………………………..……..53
4.4.1.2 Effect of different concentrations of H2SO4...………………………………..53
4.4.1.3 Microwave assistant with 5% HCl pretreatments…………………………....53
4.4 Fermentation process…………………………………………………………….54
4.5 Ethanol yield……………………………………………………………………..56
5 Discussion……………………………………………………………
5.1 Isolation and selection of yeast isolates………………………………………….58
5.2 Characterization and identification of S. cerevisiae strains……………………...58

VIII
5.2.1 Morphological characterization………………………………………...58
5.2.2 Physiological characterization………………………………………….59
5.2.2.1 Carbohydrate source assimilation test………………………..59
5.2.2.2 Ethanol tolerance test………………………………………...60
5.3 Optimization of culture conditions…………………………………………….....62
5.3.1 Optimization of temperature…………………………………………...62
5.3.2 Optimization of pH……………………………………………………..63
5.4 Hydrolysis process……………………………………………………………….65
5.4.1 Strong acid hydrolysis…………………………….……………………65
5.4.2 Dilute acid hydrolysis…………………………………………………..66
5.4.3 Combined Microwave-Chemical Pretreatments……………………….66
5.5 Fermentation process……………………………………………………………..67
6 Conclusion and Recommendations………………………………....
6.1 Conclusion…………………………………………………………………..69
6.2 Recommendation……………………………………………………………71
7 Reference………………………..………………………………….73

IX
List of Tables
Table Page
Table 2.1: Cellulose, hemicellulose and lignin content in common agricultural
residues and wastes……………………………………………………………………5
Table 2.2 : Classification of Olea europaea, common name Olive tree….……...8
Table 2.3 : Annual production of olives and olive oil in Palestine………………....9
Table 2.4 : Classification of S. cerevisiae………………………………………….12
Table 3.1 : List of the apparatus used in this work………………………………...29
Table 3.2 : List of the reagents used in this work………………………………….30
Table 3.3 : Suppliers for culture media…………………………………………....30
Table 3.4 : Ethanol kit components…......................................................................37
Table 4.1: Effect of different concentrations of HCl, H2SO4 and microwave on
hydrolysis of olive solid waste at different time intervals……………………………54
Table 4.2 : Concentration of glucose utilization during fermentation process by the
different isolated yeast strains by using 10% inoculums size, pH 4.5 at 35 °C for 5
days, after using microwave assistant 5% HCl pretreatments on hydrolysis of olive
solid waste for 3 hours……………………………………………………………….55
Table 4.3 : Concentration of glucose utilization during fermentation process by the
different isolated yeast strain at 10% inoculums size, pH 4.5 at 35 °C for 5 days. After
using 5% HCl pretreatments on hydrolysis of olive solid waste for 3
hours…………………………………………………………….…………………....56
Table 4.4: Estimation of ethanol yield from pretreated olive solid waste by two
methods (5% HCl, and microwave assisted 5% HCl) ………………………………57

X
List of Figures
Figure page
Figure 1.1: Global Ethanol Production……………………………………………..2
Figure 2.1: Schematic illustration of the cellulose chain…………………………...6
Figure 2.2: Structures of monolignols………………………………………………7
Figure 2.3: Process of ethanol production…………………………………………18
Figure 3.1: Ethanol Standard Curve: Performed as described in these kit
instructions…………………………………………………………………………...39
Figure 4.1: S. cerevisiae on yeast extract peptone glucose agar plate……………..40
Figure 4.2: Microscopic Morphology of S. cerevisiae……………………………..41
Figure 4.3: Carbon assimilation test for S. cerevisiae isolated from Sugarcane…...42
Figure 4.4: Carbon assimilation test for S. cerevisiae isolated from Grape………..42
Figure 4.5: Carbon assimilation test for S. cerevisiae isolated from Yogurt………43
Figure 4.6: Carbon assimilation test for S. cerevisiae Control 1……………….......43
Figure 4.7: Carbon assimilation test for S. cerevisiae Control 2…...........................44
Figure 4.8: Growth of S. cerevisiae isolated from sugarcane at different Ethanol
concentration…………………………………………………………………………44
Figure 4.9: Growth of S. cerevisiae isolated from grape at different Ethanol
concentration…………………………………………………………………………45
Figure 4.10: Growth of S. cerevisiae isolated from yogurt at different Ethanol
concentration…………………………………………………………………………46
Figure 4.11: Growth of S. cerevisiae control 1 at different Ethanol concentration...46

XI
Figure page
Figure 4.12: Growth of S. cerevisiae control 2 at different Ethanol
concentration................................................................................................................47
Figure 4.13: Growth of S. cerevisiae isolated from yogurt at different
temperatures………………………………………………………………………….48
Figure 4.14: Growth of S. cerevisiae isolated from grape at different
temperatures………………………………………………………………………….48
Figure 4.15: Growth of S. cerevisiae isolated from sugarcane at different
temperatures………………………………………………………………………….49
Figure 4.16: Growth of S. cerevisiae control 1 at different temperatures…………...49
Figure 4.17: Growth of S. cerevisiae control 2 at different temperatures…………...50
Figure 4.18: Growth of S. cerevisiae isolated from yogurt at different
pH…………………………………………………………………………………….51
Figure 4.19: Growth of S. cerevisiae isolated from grape at different pH…………..51
Figure 4.20: Growth of S. cerevisiae isolated from sugarcane at different pH….......52
Figure 4.21: Growth of S. cerevisiae control 1 at different pH……………………...53
Figure 4.22: Growth of S. cerevisiae control 2 at different pH………………….......53
Figure 4.23: Ethanol yield g /l …………………………………………....................57

XII
List of Abbreviations
°C = degree Celsius.
2POMSW = second stage of olive mill solid waste.
DP = degree of polymerization.
FPV/g = flow propagation velocity per gram.
G = gram.
G/L = gram per liter.
GC = gas chromatography.
GOD = glucose oxidase enzyme.
h = hour.
HMF = 5-(hydroxymethyl) furfural
HPLC = high performance liquid chromatography.
IR = Infrared spectroscopy.
IV = Intrinsic Viscosity.
JEFT = olive solid waste.
KGy = Kilo gray.
L = liter.
LCM = Lignocellulosic materials.
LSW = Lignocellulosic wastes.
M = morality.
ML = micro liter.
Μm = micrometer.

XIII
MT = metric tons.
OD = optical density.
OMSR = Olive mill solid residue.
OMSW = olive mill solid waste.
OMWW = olive mill waste water.
OPH = olive pulp hydrolysate.
OSW = olive solid waste.
OSWC = olive solid waste compost.
OSWC = olive solid waste compost.
pH = power of hydrogen.
POD = peroxidase enzyme
SEM = Scanning Electron Microscope.
SSF = simultaneous saccharification and fermentation.
YPG = yeast peptone glucose.
YPGA = yeast-Pepton- Glucose Agar.
YRS = yield of reducing sugars.

1
Chapter 1
Introduction
1.1 Overview
Worldwide high demands for energy, uncertainty of petroleum resources, and concern
about global climatic changes have led to the resurgence in the development of
alternative liquid fuels. Ethanol has always been considered a better choice as it reduces
the dependence on crude oil and promises cleaner combustion leading to a healthier
environment. Developing ethanol as fuel beyond its current role of fuel oxygenate
would require lignocellulosic as a feedstock because of its renewable nature, abundance,
and low cost (Saha et al., 2005).
Most of the fuel ethanol produced in the world is currently sourced from starchy
biomass or sucrose (molasses or cane juice), but the technology for ethanol production
from non-food plant sources is being developed rapidly such that large-scale production
will be a reality in the coming years (Lin and Tanaka, 2006).
Ethanol is currently produced from sugars, starches and cellulosic materials. The first
two groups of raw materials are currently the main resources for ethanol production, but
concomitant growth in demand for human feed similar to energy could make them
potentially less competitive and perhaps expensive feedstock's in the near future,
leaving the cellulosic materials as the only potential feedstock for production of ethanol
(Taherzadeh and Karimi, 2007). Cellulosic materials obtained from wood and
agricultural residuals, municipal solid wastes and energy crops represent the most
abundant global source of biomass (Lin and Tanaka, 2006). These facts have
motivated extensive research toward making an efficient conversion of lignocelluloses
into sugar monomers for further fermentation to ethanol.
Olive oil production is an important industry in many countries. Olives and their oil
have major contributions in the Palestinian economy. The annual production of olive
fruits in Palestine is about 100,000 tons producing more than 40,000 tons of solid waste
and about 25,000 tons of olive oil (Majed and Mohamad, 2002; Albarran et al.,
2006).

2
1.2 Bioethanol
Ethanol, also known as ethyl alcohol with the chemical formula C2H5OH, is a
flammable, clear, colorless and slightly toxic chemical compound with acceptable
odour. It can be produced either from petrochemical feedstock's by the acid-catalyzed
hydration of ethene, or from biomass feedstock's through fermentation. On a global
scale, synthetic ethanol accounts for about 3-4% of total production while the rest is
produced from fermentation of biomass – mainly sugar crops, e.g. cane and beet, and of
grains (mainly corn) (Licht, 2006).
Ethanol is used for production of alcoholic beverages, for industrial purposes (as a
solvent, disinfectant, or chemical feedstock), and in recent years, as a blending agent
with gasoline to increase octane and reduce carbon monoxide and other smog-causing
emissions. Low-level ethanol blends such as E10 (10% ethanol and 90% gasoline) can
be used in conventional vehicles, while high-level blends, such as E85 (85% ethanol
and 15% gasoline) can only be used in specially designed vehicles, such as flexible fuel
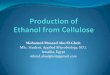
vehicles (FFVs). Regarding the world ethanol scenario, a regular increase in the
production has been observed (Figure 1.1). The Americas are the largest producer
continent of ethanol. The United States of America is the largest producer country of
ethanol with production levels over 51 billion liters (13.5 billion U.S. gallons) in 2011
(Licht’s, 2011).
Figure 1.1 World Annual Ethanol Production since 2006 (Licht’s, 2012).

3
The major producers of ethanol are Brazil and the US, which account for about 62% of
world production. The major feedstock for ethanol in Brazil is sugar cane, while corn
grain is the main feedstock for ethanol in the US (Kim and Dale, 2003)
1.3 Aim of the study
The aim of this study is the production of ethanol from olive solid waste "JEFT"
1.4 Specific Objectives
The following specific objectives will be achieved by:
1 - Isolation of Saccharomyces cerevisiae from grape, sugarcane and yogurt.
2 - Identification, characterization and selection of best yeast strain for ethanol
production.
3 - Pretreatment of jeft by physical and chemical procedures.
4 - Fermentation of the hydrolyzed material by the isolated yeast (S. cerevisiae) to
produce ethanol.
1.5 Significance of the Study
Gaza strip is one of the most crowded areas in the world. It suffers from lack of natural
resources. In addition to the control of Israeli occupation on petrol and chemical
supplies. This situation attracted our attention to look for alternatives such as biofuels.
The importance of this thesis lies in twofold:
First attempt to exploit the jeft in the production of materials of economic importance
such as ethanol. Ethanol is considered as important material and has many applications
for: Industrial purposes (as a solvent, disinfectant, or chemical feedstock). It can be used
in Fuel, as a blending agent with gasoline to increase octane and reduce carbon
monoxide and other smog-causing emissions.
Every year there is about 35.0 thousand MT (metric tons) of Jeft produced in Palestine
alone, which contains about 20 million pounds of carbohydrates. This amount of
carbohydrate is more than enough to supply the existing number of factories and
research institutes in Palestine with their requirements of cellulose and fine chemicals
(Shalabia, 2011).

4
Second, environmental importance: The production process of olive oil, one of the main
agricultural products in the Mediterranean area, leads to the generation of large
quantities of liquid and solid wastes. As shown from previous studies, these wastes can
represent an environmental hazard when disposed directly to the environment, due to
their high organic load and toxic effect to microorganisms, plants and, as recently
shown, to marine organisms (Azbar et al., 2004, Danellakis et al., 2011).
This work contributes to the clean environment and also production of good materials,
such as ethanol, which serves the society and contribute to community building in
addition to the creation new job opportunities for young people.

5
Chapter 2
LITERATURE REVIEW
2.1 Raw materials for ethanol production:
2.1.1 Lignocelluloses
Lignocellulose presents as a building block of plant cell wall structure (Perez et al.,
2002). Lignocellulosic materials such as agricultural and forest residues, crops and
herbaceous materials in large quantities are available in many countries with various
climatic conditions, making them suitable and potentially cheap feedstock's for
sustainable production of fuel ethanol. The global production of plant biomass, with
over 90% lignocellulose content, is estimated to be about 200×109 tons/year, where
about 8-20×109 tons of primary biomass remain potentially accessible annually (Lin
and Tanaka, 2006).
Lignocelluloses are complex mixtures of carbohydrate polymers, namely cellulose,
hemicellulose, lignin, and a small amount of compounds known as extractives. The
compositional structure of common agricultural residues and wastes is shown in Table
2.1.
Table 2.1 Cellulose, hemicellulose and lignin content in common agricultural residues
and wastes.
Adapted from: McKendry (2002), Prasad et al. (2007), Sun and Cheng (2002).

6
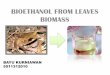
2.1.1.1Cellulose
Cellulose is the main structural polymer in plant cell walls and is found in a very
organized fibrous structure. This linear polymer consists of D-glucose subunits linked to
each other by β-(1,4)-glycosidic bond (Fig. 2.1). Due to this linkage, cellobiose is
established as the repeat unit for cellulose chains. The long-chain polymers (called
elemental fibril) linked together by hydrogen and van der Waals bonds result in a
packed micro fibril. Hemicelluloses and lignin cover the micro fibril. The degree of
polymerization (DP) of native cellulose is in the range of 7,000-15,000. Fermentable D-
glucose can be produced from cellulose by breaking the β-(1, 4)-glycosidic linkages by
the action of acid or enzymes.
Figure 2.1. Schematic illustration of the cellulose chain.
2.2.1.2 Hemicelluloses
Hemicelluloses consist of different monosaccharide units such as pentoses (xylose,
rhamnose and arabinose), hexoses (glucose, mannose and galactose) and unonic acid
(e.g. 4-o-methyl-glucuronic, D-glucuronic and D-galactouronic acids). The backbone of
hemicellulose can be either a homo-polymer or heteropolymer with short branches at
e.g. β - (1, 4) and occasionally β-(1, 3)-glycosidic bonds. In addition, hemicelluloses
contain some degree of acetylation e.g. in heteroxylan. The principal component of
hardwood hemicellulose is glucuronoxylan whereas glucomannan is predominant in
softwood. In contrast to cellulose, hemicellulose an easy hydrolyzable polymer due to
its branched nature and does not forming aggregates even when they are co-crystallized
with cellulose chains.

7
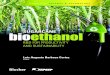
2.1.1.3 Lignin
In contrast to cellulose and hemicellulose, structure of Lignin is a complex, cross-linked
polymer of phenolic compound monomers that form a large molecule structure. It is
present in the cellular cell wall, conferring structural support, impermeability and
resistance against microbial attack and oxidative stress (Perez et al., 2002). There are
three phenyl propionic alcohols as monomers of lignin: coniferyl alcohol (guaiacyl
propanol), coumaryl alcohol (p-hydroxyphenyl propanol) and sinapyl alcohol (syringyl
alcohols). Guaiacyl units are dominant in the softwood while syringyl units are
dominant in hardwood.
Lignin is one of the most complicated natural polymers with respect to its structure and
heterogeneity, which make it extremely resistant to chemical and biological degradation
(Lee, 1997).
Figure 2.2 Structures of monolignols

8
2.2 Olive plant:
Table 2.2 Classification of Olea europaea, common name Olive tree (Omer., 2012).
DOMAIN Eukaryota
KINGDOM Plantae
PHYLUM Anthophyta
CLASS Dicotyledones
ORDER Scrophulariales
FAMILY Oleaceae
GENUS Olea
SPECIES Olea europaea
Olive tree (Olea europae L.) orchards are dominant crops in Mediterranean countries.
Olives are one of main crops in terms of cultivation surfaces across the Mediterranean
basin (Niaounakis and Halvadakis, 2004). The Mediterranean area alone provides
98% of the total surface area for olive tree culture and total productive trees, and 97% of
the total olive production.
Middle-east is the primary diversification centre for olive (Olea europaea L.) in the
Mediterranean basin and Palestine represents one of the countries supposed to have a
very rich germplasm variability, Olive represents the most important cultivation in
Palestine, but unfortunately, and mainly because of the socio-political instability of the
area in the last decades, there are several cultivars grown in Palestine. Olive tree
cultivated areas account for more than 80% of the fruit trees area, namely about 93,000
hectares (PCBS, 2009). Olive trees are grown everywhere in Palestine, but the greatest
productive areas are located in the western and northern West Bank: About 90- 95
percent of the Palestinian olive harvest is used to produce olive oil: In the past decade
average oil production in good years has been around 20,000-25,000 tons. The quantity
of olive oil produced in 2010 reached 23,754 tons (PCBS, 2011). In addition,
Palestinian oil is considered to be of high quality among other olive oils in the world

9
(Omar, 2012). Statistics of production exhibit low yields and sharp periodic alternate-
bearing behaviours (‘on’ and ‘off’ years). This phenomenon, bringing about yield
fluctuations up to 90% between year to year (see Table 2.3).
Tab 2.3 annual productions of olives and olive oil in Palestine (PCBS and MoA, 2009).
Production
Year
Olive oil
(tons)
Olives
(tons)
4.7.22 4427422 4004
447421 2274.1 4001
447402 547.24 4002
27.50 4.7140 4004
127004 4457045 4002
878.0 127011 400.
487442 807425 4008
27.24 407248 4005
2.3 Uses of olive solid waste "jeft"
During the olive oil production large volumes of wastes are generated that vary in
composition depending on which of the three olive oil production systems is used. The
olive itself consists of pulp (75-85% weight), nut (13-23% weight) and seed (2-3%
weight) (Aragon, 2000). Approximately volume of olive solid waste is about 50 to
60% of the olive fruit after oil processing. It can be used as stock feed if it is dry and
destoned, it can be used as a mulch or separated olive stone can be utilised as a fuel
source (Anonymous, 2001).
The organic fraction of agro-wastes (e.g. olive oil wastes, sugar beet pulp, potato pulp,
and potato thick stillage or brewer´s grains) has been recognized as a valuable resource
that can be converted into useful products via microbially mediated transformations.
Organic waste can be treated in various ways, of which bio-processing strategies
resulting in the production of bioenergy (methane, hydrogen, and electricity) are
promising (Khalid et al., 2011).

11
Application of raw olive oil solid waste (OSW) increased soil aggregate stability.
Application of OSW at the rate of 8% has significantly increased soil total organic
nitrogen contents. There are several researches in Mediterranean countries that
evaluated the effects of OSW compost on plants. Alberuque et al (2006) reported
‘alperujo’’ compost had no phytotoxicity, had considerable greater organic matter and
lignin contents than the other two organic amendments tested.
Olive solid waste and OSW compost (OSWC) effects on tomatoes growth was
evaluated by Kavdir and Killi (2008). Application of OSWC increased tomatoes
growth, plant chlorophyll content in Sandy and Loamysoils. The best compost rate was
4% w/w. Compared to olive solid waste, OSWC increased plant length, dry and fresh
weight significantly.
In the Palestinian Territories, the only treatment that is done to the wastes of olive mills
is the partial reuse of the overall produced olive cake for the soap factories. The olive
solid waste is collected and then extracted by hydrocarbons to extract the remaining oil
to be used for producing soap. The olive oil soap is used in the region for bathing and
washing. The remaining olive solid waste (Jeft) is dried and used as burning material to
produce energy for the extraction process in the soap factories. The Jeft is also used
partly for combustion to heat houses during the winter season. Nowadays, the remaining
huge quantities of olive solid wastes (jeft) from the soap factories create environmental
problems. One way to deal with the Jeft is to increase its specific surface area and to use
it as carbon filters. This needs further investigation.
The extracted olive mill solid waste (OMSW) has 30%-45% stones, 15%-30% olive
skin and 30%-50% pulp (Cruz et al., 2006). They are used for the co-generation of heat
and electricity in combustion-turbine cycles or a gas-turbine cycle in the same way as
OMSW. The oil extraction factory usually uses this type of energy for its own drying
process before extraction.
Currently there are several experimental treatments for OMSW using it as a source of
pharmaceutical compounds. A new process based on the hydrothermal treatment of
OMSW led to a final solid enriched in minor components with functional activities
(Lama-Muñoz et al., 2011). Other studies have been carried out using the bacteria

11
like Penibacillus Jamila for the production of exo-polysaccharides with OMSW as
growth media (Ramos-Cormenzana & Monteoliva-Sánchez, 2000). There are two
patented products extracted from 2POMSW: oleanoic acid and maslinic acid. Maslinic
acid is being used for treatment against the human immunodeficiency virus (HIV-1)
(Parra et al., 2009).
OMSW have also been used as feeding for animals. There are several studies about the
digestibility of the protein content in OMSW used as sheep and goat feed (Martín et
al., 2003; Molina Alcaide et al., 2003). Maslinic acid obtained from OMSW added to
the diet of rainbow trout increased growth and protein-turnover rates (Fernández-
Navarro et al., 2008).
The application of OMSW as a fertilizer has also been considered. Although the
vegetation water gives a phytotoxic effect similar to olive mill waste water (OMWW), it
has been observed that the fertilizer effect prevails over the phytotoxic effect when the
dosage is not very high (Sierra et al., 2007). An extremely low quantity of OMSW is
used in these treatments, so none could be used as an integral treatment for this
problematic waste.
Further researches on preparation, enhancement and utilization of activated charcoal
from olive solid waste have been implemented at An-Najah University. The activated
charcoal produced from olive waste is used in water purification from organic and
inorganic contaminants (Shalabia, 2011).
2.4 Microorganisms
2.4.1 Saccharomyces cerevisiae
Scientific name and Authority: Saccharomyces cerevisiae
Common Name: Baker's yeast
Synonyms: Zygosaccharomyces paradoxus (Batschinskaya) Klocker (1824)
Candia robusta Diddens ET Lodder (1942)
Saccharomyces gaditensis Santa Maria (1970)

12
Classification
Table 2.4 Classification of S. cerevisiae (Kurtzman, 1995)
Domain Eukaryota
Kingdom Fungi
Phylum Ascomycota
Sub- Phyllum Saccharomycotina
Class Saccharomycetes
Order Saccharomycetales
Family Saccharomycetaceae
Genus Saccharomyces
Species Cerevisiae
Microorganisms play a significant role in production of ethanol from renewable
resources and thus, selection of suitable strain is essential for the individual process.
Ethanol production is much more challenging and difficult when lignocellulosic and/or
cellulosic materials are to be used as raw materials (van Zyl et al., 2007).
Fermentation of lignocellulosic hydrolyzates involves great challenges: having high
yield and tolerance to high ethanol concentration; the necessity of converting pentose as
well as hexose sugars to ethanol; and resistance to inhibitors present in hydrolysates.
Microorganism as a key factor in fermentation has an important role in meeting these
challenges. Many microorganisms such as yeast (e.g. Saccharomyces and Pichia
species), bacteria (e.g. Escherichia coli, Klebsiella and Zymomonas) and fungi (e.g.
Mucor, Rizhopus and Rhizomucor) have been employed and even genetically modified
to achieve these goals (Abbi et al., 1996; Olsson and Hahn-Hägerdal; 1996, Ingram
et al., 1999; Nigam, 2001, 2002; Millati et al., 2005). However, the larger sizes,
thicker cell walls, better growth at low pH, less stringent nutritional requirements, and
greater resistance to contamination give yeast advantages over bacteria for commercial
fermentation (Jeffries, 2006).
Baker’s yeast, S. cerevisiae, is widely used in ethanol production due to its high ethanol
yield and productivity, no oxygen requirement, and high ethanol tolerance (Olsson and

13
Hahn-Hägerdal, 1993). These unusual capabilities are the result of adaptation to
efficient ethanol production from hexose sugars during thousands of years (Olsson and
Hahn-Hägerdal, 1996). However, S. cerevisiae cannot transport and use xylose as a
substrate, whereas the isomers of xylose (xylulose and ribulose) can be fermented
(Jeffries, 2006). Cell metabolic engineering and modification have been extensively
carried out to give the ability of xylose assimilation to yeast due to the wide availability
of xylose resources. However, the development is still in progress and there is no known
recombinant yeast strain that is efficient enough to ferment glucose, xylose and other
minor sugars in hydrolysates to ethanol (Jeffries, 2006).
Nevertheless, native S. cerevisiae is probably still the best choice for softwood
hydrolysates, where glucose and mannose constituents are dominant among other
sugars. In addition, the native yeasts are inexpensive and widely available. S. cerevisiae
obtained from different sources were used in the current work. A commercial baker’s
yeast (hismaya, Volant, turkey) was used in this work, while different strain of S.
cerevisiae was isolated from different source like: sugarcane juice, grape juice, and
traditional yogurt. Although baker’s yeast was directly used, the strains were kept on
agar plates made of yeast extract 10 g/L, peptone 20 g/L, microbiological agar 20 g/L
and D-glucose 20 g/L as an additional carbon source (Purwadi, 2006).
2.5 Previous Studies
Ethanol production from cellulosic materials may offer a solution to some of the recent
environmental, economic and energy problems facing in the world. Presently,
agricultural residues are being used in many of the distilleries as its ideal sugar content
suitable for production of ethanol. The high amounts of reducing sugars are required for
production of ethanol. Similar sugars are also being observed in sweet sorghum, sugar
beet and rain tree pods etc. which can form alternate substrate for ethanol production.
The lignocelluloses and olive solid waste rich substrates are also found to be potential
substrates for ethanol production. The various biomass substrates having potential for
ethanol production are being reviewed here.

14
2.5.1 Substrate
Ethanol can be obtained from energy crops and lignocellulosic biomass. The complexity
of the production process depends on the feedstock, several reviews have been
published on the theme of fuel ethanol production especially from lignocellulosic
biomass.
Pineapple wastes (containing 11.7 % soluble sugars) was fermented for ethanol
production by Bankoffi and Han (1990) and obtained 0.8% in 48 hours.
Cofermentation of glucose and xylose with immobilized Pichia stipitis and S. cerevisiae
was studied by Grootjen et al. (1990) and glucose conversion was found to be 0.13 g g-
1 h
-1. Czarnecki and Grajek (1991) studied the influence of temperature and
incubation time of starch gelatinization in wheat, rye and maize grain and found that rye
starch was the most susceptible to enzymatic hydrolysis and produced highest alcohol
yield of 65 %.
Lynd et al. (1991) mentioned about obtaining of 400 billion litres of ethanol by
microbial conversion of the sugar residues present in waste paper and yard trash and
from US landfills. The waste paper was treated with steam in pressure vessel at 170-220
°C and then enzymatically saccharified and fermented for ethanol production by Capek
et al., (1992) and obtained 460 liters of ethanol per ton of waste paper which was an
increase of 29 % over control.
Smith and Buxton (1993) showed that the sweet sorghum had potential to produce
3,100-5,235 L per ha and grain maize has the capacity to produce about 2,340L per ha
Mamma et al. (1996) studied on simultaneous saccharification and fermentation of
sweet sorghum carbohydrates to ethanol by a mixed culture of Fusarium oxysporum
and S. cerevisiae. The optimum yield of ethanol was 5.2-8.4 %. Sheorain et al. (2002)
stated that sorghum can potentially give good yield of alcohol of about 380 to 390 liter
absolute alcohol from 1 ton of grains. Kim and Dale (2003) showed that wasted
sorghum grains alone had potential to produce 1.4 GL of bioethanol along with
sorghum straw it could produce 4.9 GL of bioethanol globally.

15
Hammond et al. (1996) conducted the laboratory experiment to assess the ethanol
production from waste banana as a whole fruit, pulp, peel and obtained ethanol yield of
0.91, 0.082 and 0.006 l/kg respectively. Duff and Murray (1996) carried out
bioconversion of forest products industry such as pulp and paper industry waste to fuel
ethanol. Miyamoto (1997) obtained 150 - 200 litres of alcohol from 720 kg of raw
material like sugarcane bagasse, rice straw and forest waste in pilot scale unit.
Biochemical studies on bioconversion of rice straw to ethanol was conducted by
Sandhu et al. (1998) and revealed a maximum ethanol yield of 0.34 g/g based on sugar
utilized after fermentation efficiency of 66.87 % was obtained. Ethanol yield of 2.90 %
(v/v) from damaged sorghum and 2.09 % (v/v) by damaged rice grain was obtained by
Suresh et al. (1999a) by simultaneous saccharification and fermentation. An
experiment was conducted by Ahring et al. (1999) for ethanol production from wet
oxidized wheat straw by Thermoanaerobacter mathranii and they obtained highest
ethanol yield using hydrolysates produced at conditions of 3 bar oxygen pressure and 2-
6.5 g/l sodium carbonate. Alcoholic fermentation of cheese whey permeate were
investigated by Dominguez et al. (2001) using a recombinant flocculating S. cerevisiae
expressing the LAC4 and LAC12 genes of Kluyveromyces marxianus enabling for
lactose metabolism. They obtained about 10 g/l/h ethanol.
Bvochora et al. (2000) investigated on ethanol production from mixture of sweet
sorghum juice and sorghum grains, fermentation was carried out 96 h, using malted and
Unmalted milled sorghum grains from sorghum cultivars DC-75 and SV-2. Maximum
ethanol level were about 16.8 % (v/v) and 11 % (v/v) for media containing malted and
unmalted milled sorghum grains.
Ramanathan (2000) obtained an ethanol yield of 42 l kg-1
of feed stock by
fermentation of root crops namely cassava, potato, yam and sweet potato. Sharma et al.
(2002b) used amylolytic yeast strain S. cerevisiae SJ 31 to hydrolyse potato starch and
they reported 48 % hydrolysis and 3.4 % alcohol production with fermentation
efficiency of 91 %. Shiva et al. (2001) conducted an experiment for fermentation of
agriculture waste such as jowar stalk and left over corn stalk to ethanol. Steam
explosion of potato for the efficient production of alcohol was experimentally studied

16
by Kobayashi et al. (2002). The amount of water soluble starch increased with the
increase in steam pressure. The exploded potato was later hydrolysed by amylolytic
microorganism (Aspergillus awamorii) and fermenting microbe (S. cerevisiae). The
maximum ethanol produced was 4.2 g l-1
.
Lang et al. (2001) used a recycle bioreactor for bioethanol production from raw wheat
starch particles. They found that 95% of the starch particles were converted to ethanol
with 24 hours and the ethanol yield was 0.48g ethanol / g glucose.
Alcoholic fermentation of an enzymatic hydrolysate of exploded rice straw were studied
experimentally by Nakamura et al. (2001) and they obtained ethanol yield of about 86
% (w/w) by using Pichia stipitis yeast strain. An experiment were conducted by
Sharma et al. (2002a) for enzymatic saccharification of pretreated sunflower stalks and
they obtained maximum enzymatic saccharification of 57.8 % by treating 5 % (w/w)
pretreated sunflower stalks. The experimental trials of the dilute acid hydrolysis of
bagasse hemicellulose to produce xylose, arabinose, glucose, acid soluble lignin and
furfural were conducted using a temperature controlled digester by Lavarack et al.
(2002). They obtained the xylose yield of about 220 mg/g of solid material.
Sharma et al. (2002b) isolated yeast from different sources and screened for growth,
ethanol production and gluco-amylose activity. The selected yeast strain SM-10 showed
maximum gluco-amylose activity of 80 unit/ml and ethanol production from starch.
House et al., (2000) calculated that 1.2 - 2.3 million metric tons sorghum was used for
ethanol production, 3.7–7.5 % of the grain for ethanol production was sorghum, and
0.13–0.25 billion gallon (0.49–0.95 billion liters) of ethanol originated from sorghum.
Kim et al. (2003) conducted an experiment on corn stover. Pretreatment with aqueous
ammonia in a flow-through column reactor was employed. They obtained 99 %
enzymatic digestibility of cellulose with 60 FPV/g of glucan enzyme loading, within 90
mm of the process. Schell et al. (2004) studied on pilot scale production of bioethanol
from corn fiber feed stock using dilute sulphuric acid hydrolysis. They obtained 48 %
glucose yield after the acid hydrolysis. The conversion of bark-rich biomass mixture
into fermentable sugar by two stage dilute acid catalyzed hydrolysis. They obtained
glucose yield of 13.6 g/100 g of original dry feed stock.

17
Today most fuel ethanol is produced by either the dry grind or wet mill process. Current
technologies allows for 2.5 gallons (wet milling process) to 2.8 gallons (dry milling
process) of ethanol per bushels of corn (Bothast and Sclicher, 2005).
Sebastian (2008) reported the conversion of olive stones to ethanol. Olive stones were
pre-treated using high-pressure hot water then enzymes that degrade plant matter and
generate sugars were added. The hydrolysate obtained from this process was then
fermented with yeasts to produce ethanol. Yields of 5.7 kg of ethanol per 100 kg of
olive stones have been obtained. The low cost of transporting and transforming olives
stones make them attractive for biofuels production.
Olive cake was evaluated as a feedstock for ethanol production. To this end, the
lignocellulosic component of the olive cake was dilute-acid pretreated at a 13.5 % olive-
cake loading with 1.75 % (w/v) sulfuric acid and heating at 160°C for 10 min. This was
followed by chemical elimination of fermentation inhibitors. Soluble sugars resulting
from the pretreatment process were fermented using E. coli FBR5, a strain engineered
to selectively produce ethanol. 8.1 g of ethanol/L was obtained from hydrolysates
containing 18.1 g of soluble sugars. Increasing the pretreatment temperature to 180°C
resulted in failed fermentations, presumably due to inhibitory by-products released
during pretreatment (El Asli and Qatibi, 2009).
2.5.2 Pretreatment Methods
Conventional production of ethanol from cellulose via fermentation involves a complex
process of pretreatment in attempt to recover a maximum amount of sugars from the
hydrolysis of cellulose and hemicellulose, and to ferment them into ethanol.
Pretreatment is required to alter the biomass macroscopic and microscopic size and
structure as well as its submicroscopic structural and chemical composition and to
facilitate rapid and efficient hydrolysis of carbohydrates to fermentable sugars. The
pretreatment aims to increase pore size and reduce cellulose crystallinity (Petrova &
Ivanova, 2010). The pretreatment methods employed are physical, chemical and
biological. The physical pretreatment like ball milling and compression milling
decreases the degree of crystallinity and also molecular weight of cellulose (Tassinari

18
et al., 1980). The dilute acid hydrolysis of certain softwood species is found to be
suitable for obtaining maximum soluble sugars (Kim et al., 2003).
Figure 2.3 process of ethanol production (Dashtban M., Schraft H., and Qin W.,
2009).
2.5.3 Physical Pretreatment
Waste materials can be comminuted by a combination of chipping, grinding and milling
to reduce cellulose crystallinity. This reduction facilitates the access of cellulases to the
biomass surface increasing the conversion of cellulose. The energy requirements of
mechanical comminution of lignocellulosic materials depend on the final particle size
and biomass characteristics. Although mechanical pretreatment methods increase
cellulose reactivity towards enzymatic hydrolysis, they are unattractive due to their high
energy and capital costs (Ghosh and Ghose, 2003).
The adsorption of cellulase on cellulose and a lignaceous residue were examined by
using cellulase from Trichoderma reesei by Ooshima et al. (1990). They used

19
hardwood and pretreated with dilute sulphuric acid along with explosive
decompression. The data showed that the pretreatment at a higher temperature results in
the more enzymatic adsorption on cellulose fraction and less on lignaceous residue
fraction and the maximum sugar yield obtained was 68.4 % after enzymatic
pretreatment.
An attempt was made to enhance enzymatic hydrolysis of wheat straw by Vallander
and Eriksson (1991). They found that steam pretreatment of wheat straw solubilized
most of the xylan present and the yield of monomeric sugars was found to be 69 % after
enzymatic pretreatment
Effects of time, temperature and pH during the steam explosion of poplar wood were
studied by Excoffier (1991) with the aim of optimizing both pentoses recovery and
enzymatic hydrolysis efficiency. They obtained 70 % of xylose as monomers and 70 %
of glucose after acid followed by enzymatic hydrolysis. The effect of hammer milling or
ball milling of wheat straw on pyrolysis, at up to 300°C in an inert atmosphere was
studied by Koullas et al. (1992) using a modified tubular laboratory reactor. The
process yield was determined on a dry basis and proximate analysis (Volatile matter
content and calorific value). They found that solid yield was negatively affected by the
crystallinity reduction during ball milling which improved the properties of the solid
fuel produced by increasing its calorific value from 18 to 20 mg/kg and by drastically
reducing value from 98 to 67 % on prepyrolyzed basis.
2.5.4 Microwave
Irradiation can cause significant breakdown of the structure of lignocellulosic wastes
(LSW). Microwave irradiation at a power of up to 700 W at various exposure times
resulted to weight loss due to degradation of cellulose, hemicellulose and lignin, and the
degradation rates are significantly enhanced by the presence of alkali (Zhu et al.,
2005a, 2005b, 2006). In addition, gamma radiation has been shown by Yang et al.
(2008) to cause significant breakdown of the structure of powder of 140 mesh wheat
straw, leading to weight loss and glucose yield of 13.40% at 500 k Gy.
The earliest known study involving microwave pretreatment examined the effect of
microwave radiation on rice straw and bagasse immersed in water reported an

21
improvement in total reducing sugar production by a factor of 1.6 for rice straw and 3.2
for bagasse in comparison to untreated biomass (Ooshima et al., 1984). Microwave
pretreatment of sugarcane bagasse and rice hulls soaked in water followed by lignin
extraction was reported to yield 77-84% of total available reducing sugars (Azuma et
al., 1984). A similar study involving microwave pretreatment of rice straw and
sugarcane bagasse followed by lignin extraction reported a yield of 43-55% of total
available reducing sugars (Kitchaiya et al., 2003). Microwave-based pretreatment of
rice straw soaked in dilute alkali resulted in glucose yield and total carbohydrate
conversion of 65 % and 78 % respectively (Zhu et al., 2005a). Recently studies on
microwave-based alkali pretreatment of 86 switchgrass have also been reported and are
discussed later in this study (Hu and Wen, 2008; Keshwani et al., 2007).
Keshwani et al. (2007) have to examine the feasibility of microwave pretreatment to
enhance enzymatic hydrolysis of switchgrass and to determine the optimal pretreatment
conditions. Switchgrass samples immersed in water, dilute sulfuric acid and dilute
sodium hydroxide solutions were exposed to microwave radiation at varying levels of
radiation power and residence time. Pretreated solids were enzymatically hydrolyzed
and reducing sugars in the hydrolysate were analyzed. Microwave radiation of
switchgrass at lower power levels resulted in more efficient enzymatic hydrolysis. The
application of microwave radiation for 10 minutes at 250 watts to switchgrass immersed
in 3% sodium hydroxide solution (w/v) produced the highest yields of reducing sugar.
Results were comparable to conventional 60 minute sodium hydroxide pretreatment of
switchgrass. The findings suggest that combined microwave-alkali is a promising
pretreatment method to enhance enzymatic hydrolysis of switchgrass.
Ravoof et al. (2012) were studied the effect of microwave heating in dilute nitric acid
pretreatment, enzymatic hydrolysis experiments were performed using convectional
heat dilute nitric acid pretreated rice straw. Microwave assisted dilute nitric acid
pretreatment could enhance the enzymatic digestibility of rice straw by 14% when
compared to the convection heating mode. It also reduces the pretreatment time from 60
min to 7 min and also highest yield of reducing sugars were obtained at 2% of acid
concentration.

21
Chittibabu et al. (2011) were to optimize the microwave assisted alkali pretreatment
and enzymatic hydrolysis of banana pseudostem (BPS) for the production of bioethanol.
Pretreatment of BPS was performed at different alkali concentration, liquid-solid ratio,
temperature and microwave exposure time. Enzymatic hydrolysis of pretreated BPS was
done at constant cellulase enzyme loading and yield of reducing sugars (YRS) with
respect to time was observed. It was found that when BPS was pretreated by 10 %
NaOH with 4:1 liquid to solid ratio at 90°C for 8 min, the yield of reducing sugars
reached 84 % by enzymatic hydrolysis of 110 h with cellulase enzyme loading of 30
FPU/g of solid. Compared with convection mode of heating of alkali pretreatment,
microwave assisted alkali pretreatment and enzymatic hydrolysis was more effective for
BPS.
Li et al. (2012) were examined the feasibility of microwave assistant KOH
pretreatments to enhance enzymatic hydrolysis of bamboo. Pretreatment was carried out
by immersing the bamboo in KOH (12% and 8% w/w bamboo) solutions and exposing
the slurry to microwave radiation power of 400 W for 30min. Chemical composition of
the pretreated substrates and spent liquor was analyzed. Pretreated substrates were
enzymatic hydrolyzed, and glucose and xylose in the hydrolysate were analyzed. The
results showed that the pretreated substrate with microwave assisted KOH had
significantly higher sugar yield than the un- treated samples. The fermentation inhibitors
formic acid, furfural, 5-(hydroxymethyl) furfural (HMF) and levulinic acid were much
lower than acid pretreatment reported.
2.5.5 Chemical pretreatment
Chemical pretreatments that have been studied to date have had the primary goal of
improving the biodegradability of cellulose by removing lignin and/or hemicellulose,
and to a lesser degree decreasing the degree of polymerization (DP) and crystallinity of
the cellulose component. Chemical pretreatment is the most studied pretreatment
technique among pretreatment categories. Chemical pretreatment techniques, including
catalyzed steam-explosion, acid, alkaline, ammonia fiber/freeze explosion, organosolv,
pH-controlled liquid hot water, and ionic liquids pretreatments (Zheng et al, 2009).

22
An alternative approach was tested by Teixeira et al. (1999a, b) which employ a silo
type system by introducing the feedstock (bagasse or hybrid poplar) in plastic bags to
which a peracetic acid solution was added. Cellulose conversion of pretreated material
reached 93.1% during 120 h using 21 wt% acid concentrations or during 24 h using 60
wt% acid concentrations.
Ballesteros, et al. in 2001 were assayed olive pulp and fragmented stones as substrate
for ethanol production by the simultaneous saccharification and fermentation (SSF)
process. Pretreatment of fragmented olive stones by sulfuric acid-catalyzed steam
explosion was the most effective treatment for increasing enzymatic digestibility;
however, a pretreatment step was not necessary to bioconvert the olive pulp into
ethanol. The olive pulp and fragmented olive stones were tested by the SSF process
using a fed-batch procedure. By adding the pulp three times at 24-h intervals, 76% of
the theoretical SSF yield was obtained. Experiments with fed-batch pretreated olive
stones provided SSF yields significantly lower than those obtained at standard SSF
procedure. The preferred SSF conditions to obtain ethanol from olives stones (61% of
theoretical yield) were 10% substrate and addition of cellulases at 15 filter paper units/g
of substrate.
The olive stones were delignified with sodium hydroxide at 50°C and simultaneous
velocity of 250 rpm. It has undergone enzymatic hydrolysis. Various quantities of
cellulase in different concentrations of achieved cellulose materials have been used. The
findings of the study indicated that, although using more enzymes (80 cc) yields more
sugar, the amount of sugar produced will be half of the quantity (40 cc) used, with
regard to high cost of enzymes. The velocity of reactions dropped dramatically after 8 h.
With an 8-h double cycle of hydrolysis and enzymatic recovery, sugar concentration of
about 20 g/l is achieved using 200 g of primary cellulose compounds (100 g per cycle)
and 40 cc of enzymes. Thus, with 0.55 cc of alcohol efficiency to 1 g of sugar, 11 cc of
alcohol is produced in fermentation (Ahmadi et al., 2010).
Mishra et al. 2011 deals with the bioconversion of cellulose from press cakes of
Jatropha oilseeds into ethanol by using the methods of acid pretreatment, hydrolysis and
fermentation by S. cerevisiae. The process includes the pretreatment method of the
finely ground cellulosic solid oilseed cake with dilute sulphuric acid and heating the

23
mixture at a high temperature to break the crystalline structure of the lignocellulose to
facilitate the hydrolysis of cellulosic component by dilute acids. The hydrolysis of the
cellulose content into sugars is done by dilute acid hydrolysis that involves incubation
period at a high temperature for 72 hours. Finally, the fermentation of the hydrolyzed
waste is done using S. cerevisiae under proper incubation conditions to produce ethanol.
About 80 % ethanol was recovered as a result of the process (Mishra et al, 2011).
Shalabia, (2011) was study Jeft and extracted cellulose was subjected to hydrolysis to
sugar by acids such as HCl and H2SO4. Highest yield of 64% sugar was obtained using
acid alone (concentrated HCl). The yield of sugar was enhanced to about 49.89% using
diluted HCl (10%) with Lewis acid ZnCl2 (20%). These results indicate that cellulose
obtained from Jeft has a microcrystalline structure. These results are consistent with the
results obtained from Intrinsic Viscosity (IV), Scanning Electron Microscope (SEM),
and Infrared spectroscopy (IR) studies which all showed that cellulose has a
microcrystalline structure. Medium rate of hydrolysis could be attributed to the high
crystallinity of cellulose which reduces the accessibility of hydrolyzing agent to
cellulose structure.
Influence of different pretreatment methods on sugar conversion and bioethanol
production were investigated by kikas et al., (2012). Different dilute acid and alkaline
pretreatment methods are compared to determine the best pretreatment method to give
the highest glucose and ethanol yields under the mild operating conditions. Dilute
sulfuric acid, hydrochloric acid, nitric acid and potassium hydroxide solutions are used
for pretreatment in combination with enzymatic hydrolysis. Results indicate that the
highest cellulose-to-glucose conversion rate of 316.7 g kg-1
of biomass is achieved by
the pretreatment with nitric acid. The lowest glucose concentration of 221.3 g kg-1
is
achieved by hydrochloric acid (kikas et al., 2012).
Senkevich et al., (2012) were to investigate the effect of thermochemical pre-treatment
of OMSR, on the final ethanol yield from the yeast Pachysolen tannophilus. Nine
different types of OMSR-based substrates were tested i.e. Raw OMSR, hydrolysates
generated from pretreated OMSR with NaOH (0.5 %, 1.5 % w/v) and H2SO4 (0.5 %, 1.5
% v/v), and pretreated OMSR with NaOH (0.5 %, 1.5 % w/v) and H2SO4 (0.5 %, 1.5 %

24
v/v) whole biomass. It was shown that in all cases pretreatment enhanced the
consumption of carbohydrates as well as ethanol final yields.
2.6 Fermentation
Fermentation is one of the oldest biochemical processes known. It is used to produce a
variety of products, including foods, flavorings, beverages, pharmaceuticals, and value-
added chemicals like ethanol. The future of the fermentation industry with respect to
bioethanol production depends on three major strategies. First, its ability to exploit a
variety of microorganisms that are capable of efficient ethanol production by
fermentation; second, to utilize various substrates such as sugars, starches or celluloses
derived from a variety of different sources; and third, since utilizing starches and
celluloses requires enzymes, to locate, develop and investigate relatively inexpensive
sources of enzymes.
Starch granules from cassava, corn, bagasse and potato have been used (Lang et al.,
2001). Ueda et al. (1981) used raw cassava root starch for fermentation at pH 3.5 and
30°C for 5 days to produce ethanol with yields between 82.3% and 99.6% of the
theoretical value. Mikuni et al. (1987) performed batch runs for simultaneous
saccharification and fermentation of corn starch granules using S. cerevisiae, at pH 5.0
and 30°C and achieved ethanol yields between 63.5% and 86.8% of the theoretical
value.
Lee et al. (1995) studied ethanol production by fermentation using tapioca starch. They
reported that liquefaction and saccharification of tapioca starch resulted in a glucose-
maltose mixture containing approximately 92 % glucose and 8 % maltose. They
proposed a model that accurately represents ethanol production from a mixture of
glucose and maltose as substrates.
Saccharification of raw flour starch by Bacillus subtilis and fermented by S. cerevisiae
were investigated by Suresh et al., (1999b). The damaged grain sample comprised 50
% damaged and 50 % sound grains, and the damaged portion included kernels that were
broken, cracked, attacked by insects or discolored. The high-quality sorghum flour was
obtained locally. It was found that using a level of 25 % (w/v) substrate yielded 3.5 %

25
(v/v) ethanol from the damaged grain sample. For comparison, the high-quality
sorghum flour yielded 5.0 % (v/v) ethanol (Suresh et al., 1999b).
Sree et al. (1999) reported ethanol production by simultaneous saccharification
fermentation (SSF) of wheat products using S. cerevisiae, which was 44.2 g ethanol l-1
when fine wheat flour was used as substrate, and 34.1 g l-1
using damaged wheat flour.
Lee et al., (1992) studied ethanol production using Zymomonas mobilis and slurries
containing 100 g l-1
of sago starch and found 40 g l-1
of ethanol. An experiment was
conducted for conversion corn starch to fuel ethanol which was 72.2 g l-1
ethanol
produced in 120 minute residence time (Krishnan et al., 1999).
A maximum alcohol yield in three days during fermentation of yam to ethanol by S.
cerevisiae was observed by Ramanathan (2000). Ethanol production on a pilot scale
for the conversion of high solid saccharification of corn mash to ethanol by continuous
fermentation and CO2 stripping were demonstrated by Taylor et al. (2000). Ethanol
production by co-culture were studied by Verma et al. (2000) using S. diastaticus and
S. cerevisiae strain-21 in raw unhydrolysed starch which yielded ethanol of 48 % higher
(24.8 g l-1
) than that obtained with monoculture of S. diastaticus (16.8g l-1
). Amutha
and Gunasekaran (2000) used mixed culture of an amylolytic yeast strain S.
diastaticus and Z. mobilis for improved ethanol production from cassava starch. The
ethanol yield in mixed culture was 36.5 g l-1
that is higher than that of monoculture
(24.1 g l-1
). Four strains of Z. mobilis were screened by Panesar et al. (2001) for their
ability to produce ethanol from molasses medium at pH 6.
Various authors have reported about this early glucose extinction during the SSF, using
soluble starch (Fujii et al., 2001) or raw cassava starch (Roble, 2003) as substrate and
immobilized yeast for fermentation. The nutrient starvation might play an important
role in the saccharification performance (Suresh et al., 1999b).
Harikrishna et al. (2001) carried out simultaneous saccharification and fermentation
(SSF) to produce ethanol from lignocellulosic wastes (Sugarcane leaves) using
Trichoderma reesei cellulose and yeast cells. Kluyveromyces fragile NCIM 3358
performed better than S. cerevisiae NRRL – Y – 132 in SSF process and resulted in

26
high yield of ethanol 2.5 – 3.5 % (W/V). Increased ethanol yields were obtained when
the cellulose was supplemented with β – glucosidase.
Pretreatment of olive pulps was pretreated in a laboratory scale stirred autoclave at
different temperatures (150–250°C) for Olive pulp. Pretreatment was evaluated
regarding cellulose recovery, enzymatic hydrolysis effectiveness ethanol production by
a simultaneous saccharification and fermentation process (SSF), and phenols recovery
in the filtrate. The pretreatment of olive pulp using water at temperatures between
200°C and 250°C enhanced enzymatic hydrolysis. Maximum ethanol production (11.9
g/L) was obtained after pretreating pulp at 210°C in a SSF fed-batch procedure.
Maximum hydroxytyrosol recovery was obtained in the liquid fraction when pretreated
at 230°C (Ballesteros, et al. 2002).
Sharma et al. (2002a) used S. cerevisiae strain SJ-31 which was potential for ethanol
production from starch substrate because of its ability to produce amylase and gluco-
amylose .The ethanol produced was 3.4 % with fermentation efficiency of 91 %. Chen
et al. (2008) investigated that Surface-engineered yeast S. cerevisiae co displaying
Rhizopus oryzae gluco-amylose and Streptococcus bovis α -amylase on the cell surface
was used for direct production of ethanol from uncooked raw starch. The final ethanol
concentration could reach 53 g l-1
in 7 days.
A 100 % respiration-deficient nuclear petite amylolytic- S. cerevisiae NPB-G strain was
generated, and its employment for direct fermentation of starch into ethanol was
investigated. In a comparison of ethanol fermentation performances with the parental
respiration-sufficient WTPB-G strain, the NPB-G strain showed an increase of ca. 48%
in both ethanol yield and ethanol productivity (Oner et al., 2005).
Neves et al. (2006) studied that fermentation performance of low-grade wheat flour
(LG) and wheat bran (WB) and compared to wheat flour (WF) α- amylase or cellulase
was used for liquefaction, followed by simultaneous saccharification and fermentation
(SSF) by gluco-amylose and Z. mobilis. The final ethanol concentration, overall
productivity and yield obtained from LG (51 .4 g ethanol l-1
, 2.72 g ethanol l-1
h-1
and 0
.17 g ethanol g-1
flour, respectively) were considerably higher compared to WB (18.1 g

27
l-1
, 1.09 g l-1
h-1
and 0.02 g g-1
) . High low-grade fermentation rates, reaching the
highest ethanol productivity (4 .4 g l-1
h-1
) within 6 h of SSF.
Cot et al. in 2007 performed aerated fed-batch fermentation on 2% glucose with
S. cerevisiae strain CBS 8066. The production phase was not coupled to the growth
phase and they found that 20 % (v/v) ethanol was produced in 45 hours (Cot et al.,
2007). Hill et al. (1990) reported results of 14 batch runs performed on glucose at a
temperature of 30°C and a pH of 4.0, using S. cerevisiae strain NRRL Y132. They
modeled the data and found the best value of the Monod constant to be 2 g/L.
In industry, molasses, a by-product of the sugarcane industry, is the most widely used
sugar for ethanol fermentation. This molasses contains approximately, by weight, 35 –
40 % sucrose, 15 – 20 % invert sugars such as glucose and fructose and 28 – 35 % non-
sugar solids (Grylls homepage, 2012). Govindaswamy et al. (2007) performed
fermentation experiments on glucose and xylose alone as well as on combinations of
both glucose and xylose. They obtained maximum specific growth rates of 0.291 h-1
and
0.206 h-1
for experiments performed on 20 g/L glucose and 20 g/L xylose, respectively.
In medium containing combinations of glucose and xylose, they found that glucose was
exhausted first followed by xylose.
Fermentation of undiluted olive pulp hydrolysate (OPH) resulted in the maximum
ethanol produced (11.2 g/L) with productivity of 2.1 g/L/h. Ethanol yields were similar
for all tested OPH concentrations and were in the range of 0.49-0.51 g/g. Results
showed that yeast could effectively ferment OPH even without nutrient addition,
revealing the tolerance of yeast to olive pulp toxicity. Because of low xylan (12.4%) and
glucan (16%) content in olive pulp, this specific type of olive pulp is not a suitable
material for producing only ethanol and thus, bioethanol production should be
integrated with production of other value-added products (Georgieva and Ahring.,
2007).
The commercial enzyme treated hydrolysate of fresh and spoilt sorghum grains was
inoculated with fermentative organisms. The maximum ethanol yield was 28.13 g l-1
in
case of Saccharomyces diastatitcus NCIM-3392 followed by S. cerevisiae HAU strain

28
(21.09 g l-1
) with respect to fresh sorghum grains. In insect damaged sorghum grains,
S. diastaticus NCIM-3392 produced 23.47 g l-1
followed by S. cerevisiae HAU strain
19.04 g l-1
, respectively. Further optimization of parameters such as pH and nutrient
supplementation were carried out to enhance yields of ethanol (Nagesha, 2009).

29
Chapter 3
Materials and Methods
3.1. Materials
3.1.1 Apparatus
The Apparatus used in this study are listed in Table 3.1.
Table 3.1 List of the apparatus used in this work
Apparatus Manufacture Country
Shaking Incubator
N-Biotech
Korea
Shaker and incubator
Biological safety cabinet
Centrifuge combi 514r Hanil science industrial
Vertical pressure steam sterilization
Bouxun
China
Heat drying oven
Microwave oven JAC
Light microscope
Analytical balance (max 150g-d 0.005g) ae-ADAM equipment
U.S.A
Analytical balance (Max 120g- d 0.0001g)
pH/mV Meter Azzota
Vortex (Turbo mixer) LW scientific Georgia
Refrigerated cabinets “Medilow” 0 °C Up
To 15 °C. Jp selecta s.a Spain
Spectrophotometer(CT-2200) Chrom Teck Taiwan
Orbital Shaker Boeco Germany

31
3.1.2 Reagents
The reagents used in this study are listed in Table 3.2.
Table 3.2 List of the reagents used in this work
Reagents Manufactures Country
Hydrochloric acid Himedia
India Tartaric acid
Sulphanilic acid (white) Oxford laboratory reagent
Ethyl alcohol
Frutarom
"Occupied Palestine"
Glycerin
Sodium hydroxide
Chloramphenicol birzeit –Ltd company Palestine
Ethanol Assay Kit Biovision USA
Glucose assay kit Diasys Germany
3.1.3 Culture media
The culture media that were used are listed in Table 3.3.
Table 3.3 Suppliers for culture media
Media Manufactures Country
Glucose
Himedia
India
Maltose
Lactose
Galactose
Xylose
Sucrose
Yeast extract
Peptone
Agar agar

31
3.1.4 Microorganisms
Microorganisms have important role in ethanol production. In this work S. cerevisiae
was isolated from three different sources such as grape juice, sugarcane juice, and
yogurt. Commercial yeast species of S. cerevisiae (Hismaya, Turkey) and S. cerevisiae
(Volant , Turkey) were used as a control strain.
3.1.5 Media
The culture media used in this work was yeast pepton (YP) medium (10 g/L yeast
extract, 10 g/L peptone, 20 g/L agar) supplemented with different carbon sources at the
concentration of 20 g/L (glucose, sucrose, galactose, maltose, lactose, xylose) with or
without the addition of 80 mL/L ethanol. The medium YP supplemented with 20 g/L
glucose (YPG) were also supplemented with 6 g/L tartaric acid, 30 mg/mL
chloramphenicol for isolation strain.
3.2 Methods
3.2.1 Sample collection and isolation:
The yeasts (S. cerevisiae) were isolated from different sources of grapes juice,
sugarcane juice, and traditional yogurt. Each juice exposed to air for 24 h and by using
techniques such as serial dilution and spread plate method using yeast peptone glucose
agar medium (YPG). The samples were plated on YPG and incubated at 30°C for 72
hours. After incubation, the colonies were plated on YPG medium supplemented with
30 mg/mL chloramphenicol and incubated at the same conditions (Thais et al., 2006).
Pure culture of the colonies were prepared on YPG agar media by keeping the plate at
300C for at least 3 days and maintained on YPG agar slants at 4°C. Yeast cultures were
stored in 40% sterile glycerol at -80°C. The strains were sub cultured to YPG agar
media and incubated at 30°C for 3 days and then used to inoculate preculture broths.
The preculture broth was prepared by inoculating 10 ml YPG media broth in test tube
with a loop full of the cultured yeast and incubated at 30°C for 12 hours then we put 10
ml of inoculums to 40 ml of YPG media broth and incubated at 300C for 48 h. When the
density of the yeast cells in the liquid medium was adequate, suspension of S. cerevisiae

32
at OD 660 = 0.1 was used as the inoculum in the fermentation medium (Mishra et al.,
2011).
3.2.2 Inoculum preparation:
The isolated yeasts and the commercial strain were inoculated in YPG broth and
incubated at 30°C for 12 h with constant shaking at 110 rpm. After incubation, a
suspension was prepared and adjusted to an optical density of 0.1 at 660 nm. An aliquot
of 50 mL was plated on specific broth media used for carbon source assimilation,
temperature tolerance test, and ethanol tolerance test. The volume of suspension (10 ml
of inoculum in 40 ml of specific broth media) was used that able to provide an
absorbance between 0.1 and 0. 2 at OD 660 nm (Thais et al., 2006).
3.2.3 Characterization of the selected yeast isolates:
Yeast isolates were identified based on the morphological characters (Kreger-Van Rij,
1984; Mesa et al., 1999) and physiological characters.
3.2.3.1 Morphological characterization:
The isolated strains were cultured by inoculation of 10ml of preactivated culture in 100
mL of sterile YPG media broth in 250 mL conical flask, incubated at 30°C for 48 h and
examined for vegetative cells shape and budding pattern under phase contrast
microscope (Olympus, Japan).
3.2.3.2 Physiological characterization:
The isolated strains along with standard S. cerevisiae were screened for their growth on
different carbon sources such as described by Wickerham (1948). Tolerance to ethanol
was performed by using the standard protocols (Bowman and Ahearan, 1975).
1) Carbohydrate source assimilation test:
Yeast fermentation broth medium was used for identification of yeast based on the
utilization of various carbohydrates (Glucose, Galactose, Maltose, Xylose, Sucrose and
Lactose). In this test, 50 ml of YP media, each containing a specific carbohydrate was

33
inoculated with yeast isolate. Incubated at 30°C for 96 hours with constant shaking at
150 rpm. Samples were taken approximately after 24, 48, 72 and 96 hours. Yeast
growth was measured in these samples as turbidity by using of a spectrophotometer
(Chrom Teck, UV-1601, Taiwan) at a wavelength of 660 nm.
2) Tolerance to ethanol:
Tolerance of yeast stains to ethanol was tested in comparison with the standard strain S.
cerevisiae. 10 ml of 24 h old culture was inoculated in 100 ml YPG broth and subjected
to different concentrations of ethanol (5%, 8%, 10%, 13% and 15% ml/L) in the YPG
broth and incubated at 30°C for 4 days with constant shaking at 150 rpm. After
incubation, the population was estimated by a spectrophotometer (Chrom Teck, UV-
1601, Taiwan) at a wavelength of 660 nm at different time intervals. The growth curves
were constructed to find out the best growth at specific ethanol concentration (Khaing
et al., 2008).
3.4 Optimization of the environmental condition:
3.4.1 Optimization of pH
The different strains of organisms were further studied to know the optimum pH for
working and then for bioethanol production. The different isolated strains and
commercial strains were inoculated in 50 ml of liquid YPG media broth with different
pH (4, 4.5, 5 and 5.5) at 30°C for 72 hours with constant shaking at 150 rpm. A pH
meter was used to measure the pH of each solution during and after establishment
(Tahir et al., 2010b).
3.4.2 Optimization of temperature
The different isolated strains and commercial strains were inoculated in 50 ml of liquid
YPG media broth. The inoculums were incubated in flasks with different temperatures
(25°C, 30°C, 35°C and 40°C) for 72 h with constant shaking at 150 rpm. Samples were
taken approximately after 2, 4, 6 and 24 hours (Neelakandan and Usharani, 2009).

34
3.5 Collection and preparation of olive solid waste (jeft)
Fresh Jeft was obtained from an olive factory from the city of Rafah in Palestine in
October 2012. For pretreatment purpose, samples were soaked in water for overnight to
remove dirt and excess oil. The oil slowly left the solid waste to float on the water
surface, the solid waste were then separated from the dirty water using a sieve and dried
in air to make the weight constant before pretreatment. The biomass was dried at 50°C
by using oven until stabilization of weight (1day). The dried biomass was subjected to
mechanical treatment using stainless steel grinder mill. Stones with diameter above
1mm were removed by using sieve then stored at -20°C until their use. In order to be
used for, the powder jeft was dried at 50°C for 1 day in oven (Mishra et al., 2011).
3.6 Hydrolysis process
In this process, acids and microwave were used to catalyze conversion complex
polysaccharides in Jeft to simple sugar. The pretreated samples of the jeft were
subjected to hydrolysis by diluted H2SO4 or diluted HCl.
Around 10 g of powder Jeft was placed in a round bottom flask (100 mL) fitted with a
condenser and with a magnet stirrer bar for mixing. About 100 ml of diluted H2SO4 or
100 mL of diluted HCl was added to the contents. Hydrolysis was performed at various
concentration of H2SO4 ranging from 3%, 5%, and 7%. This process was proceeded at
90°C temperature in shaker water path for various periods of time (1 hour, 2 hours, 3
hours, 5 hours, and 7 hours). Then the reaction mixture was neutralized with 4M NaOH
solution (Shalabia, 2011).
3.7 Microwave-acid Treatment
Microwave treatment was carried out using a domestic microwave instrument (JAC,
China). The microwave instrument was operated at 2450 MHz and 450 W. For acid
pretreatment, 100 ml of 5% HCl was mixed with 10 g of jeft in 250 ml Erlenmeyer
flask for 5 min, and shaking well. The mixture then exposed to microwave for 5 min.
The resulted mixture was passed to shaking water path at 90°C temperature for 3 h.
After the period of time was over, the reaction mixture was neutralized with 4M NaOH
solution. All experiments were carried out in duplicate, and the given numbers are the
mean values (Binod et al., 2012).

35
3.8 Estimation of reducing sugars:
The amount of reducing sugars was estimated by using glucose assay kit (Diasys,
Germany).
3.8.1 Method
“GOD-PAP“: enzymatic photometric test.
3.8.2 Principle
Determination of glucose after enzymatic oxidation by glucose oxidase. The
colorimetric indicator is quinoneimine, which is generated from 4-aminoantipyrine and
phenol by hydrogen peroxide under the catalytic action of peroxidase (Trinder’s
reaction).
Glucose + O2 GOD Gluconic acid + H2O2
2 H2O2 + 4-Aminoantipyrine + Phenol POD Quinoneimine + 4 H2O
3.8.3 Assay Procedure
Wavelength 500 nm, Hg 546 nm
Optical path 1 cm
Temperature 20 – 25 °C/37 °C
Measurement Against reagent blank

36
3.8.4 Calculation
3.9 Fermentation process
Anaerobic batch fermentation in 250 ml Erlenmeyer flask of broth media consisting of
pretreated and hydrolyzed jeft was carried out in order to convert the released sugars
into ethanol. The conversion process being accomplished by the enzymes released by S.
cerevisiae. The pH of the solution was brought to pH 4.5 by adding required amount of
4 M NaOH to optimize yeast growth. The volume of the broth was brought to 115 ml.
The hydrolyzed material was completely sterilized by autoclaving (120°C, 15 psi
pressure and 30 min) before inoculating the yeast. After the substrate was prepared, 10
mL of inoculum was added to each flask (Mishra et al. 2011).
The fermentation was carried out in a closed conical flask at temperature of 30°C,
agitation rate at 150-rpm in shaker incubator. The flasks were tightly sealed to maintain
anaerobic condition and an outlet was provided to release CO2. The other end of the
outlet was dipped in lime water to confirm the release of CO2 as it turns lime water
milky. Duplicate fermentation broths of same composition were prepared and incubated
in the same conditions. The fermentation was continued for 3 days and samples were
taken from each of the two broths every day for analysis to get duplicate results. The
samples were frozen immediately after extraction in by the microcentrifuge tube until
use. All experiments including media preparation and sampling were carried out in lab
safe cabinet.
3.10 Estimation of ethanol:
The ethanol was estimated calorimetrically by using ethanol assay kit (Biovision, USA).

37
3.10.1 Kit Contents
Table 3.4 Ethanol kit components
Components Volume Cap color
Ethanol Assay
Buffer 25 ml WM
Ethanol Probe (in
DMSO,anhydrous)
200 µl
Red
Ethanol Enzyme
Mix
1 vial
Green
Ethanol Standard
(MW:46.07,
17.15N)
0.5 ml
Yellow
3.10.2 Reagent Preparation:
3.10.2.1 Ethanol Probe:
Ready to use as supplied. Warm to room temperature prior to use. Store at –20°C, avoid
contamination with water, protect from light. Use within two months.
3.10.2.2 Ethanol Enzyme Mix:
220 μl Ethanol Assay Buffer was added to the Ethanol Enzyme Mix and mix well. Store
at 4°C. Use within two months.
3.10.3 Ethanol Assay Protocol:
3.10.3.1 Standard Curve Preparations:
For the colorimetric assay, 50μl of pure ethanol standard was added to 808.7μl Ethanol
Assay Buffer, mix well. Then 10 μl of the dilution. Was taken into 990 μl assay buffer
to generate 10 nmol/μl of ethanol standard. 100 μl of the dilution was added to 900 μl

38
assay buffer to generate 1mM (1nmol/ μl). We add 0, 2, 4, 6, 8, 10 μl to a series of wells
in a 96 well plate and adjust the volume of each to 50 μl with Assay Buffer to generate
0, 2, 4, 6, 8, 10 nmol/well ethanol Standard.
3.10.3.2 Sample Preparation:
Samples can be diluted directly in Assay Buffer and tested. Biological samples such as
serum (containing ~ 0.01-0.16% w/v) should be diluted 1:10-1:100 and volumes in the
range of 10-306l used. For beverages which contain 100X more alcohol,
correspondingly greater dilutions should be used. We suggest making several dilutions
of your sample so that the sample reading is within the standard curve range.
Adjust the final volume to 50 μl using Assay Buffer.
3.10.3.3 Reaction Mix Preparation:
Mix enough reagents for the number of assays performed: For each well, prepare a total
50 μl Reaction Mix containing:
1. 46 μl Ethanol Assay Buffer
2. 2 μl Ethanol Probe
3. 2 μl Ethanol Enzyme Mix
4. Add 50μl of the Reaction Mix to all wells.
5. Incubate for 60 minutes at room temperature or 30 minutes at 37°C protected
from light.
6. Measure O.D. at 570 nm for colorimetric assay or Ex/Em = 535/590 nm.
7. Correct background by subtracting the background value derived from the 0
ethanol control from all samples (The background reading can be significant and
must be subtracted from sample readings). Calculate ethanol concentrations of
the test samples from the standard curve, multiplied by the dilution factor.
C = Sa/Sv nmol/Al or mM
Where: Sa is sample amount from the Standard Curve (nmol).
Sv is sample volume added into the sample well (6l).
Ethanol molecular weight: 46.07 g/mol.

39
Figure 3.1 Ethanol Standard Curve: Performed as described in the ethanol kit
instructions.
3.10.4 Data Analysis
Statistical analysis of experimental data was conducted using the PROC GLM
functionality in SAS, version 9.1.3 (SAS Institute Inc., Cary, NC).

41
Chapter 4
Results
4.1 Isolation of different strains of S. cerevisiae
Ethanol fermentation and recovery were not only depending on the substrate used, but
also depends mainly on the efficiency of yeast strain to convert the reducing sugar to
ethanol. In the present study; an attempt was made to evaluate olive solid wastes for
ethanol production by isolating elite yeast strains from three sources and optimizing
conditions for fermentation.
4.2 Characterization and identification of the isolated S. cerevisiae
strains
4.2.1 Morphological characterization:
Morphological characterization is an important tool for classic identification of yeasts.
In figure 4.1, we observed complete colonies that were 2–3 mm in diameter, slightly
convex, of a smooth, creamy consistency, white to cream in color and having a sweet
smell that is typical of yeast.
Figure 4.1 S. cerevisiae on yeast extract peptone glucose agar plate.

41
Microphotographs of different colonies from different samples have shown in (Figure
4.2). Strains were observed for Saccharomyces characteristic oval cell shape and
budding characters.
Figure 4.2 Microscopic Morphology of S. cerevisiae.
4.2.2 Biochemical characterization:
4.2.2.1 Carbohydrate source assimilation test:
Yeast isolated from sugarcane, grape and yogurt was able to utilize various sugars such
as glucose, maltose, sucrose, galactose but not lactose and xylose, and was compared to
standard S. cerevisiae (Figures 4.3- 4.7)

42
Figure 4.3 Carbon assimilation test for S. cerevisiae isolated from Sugarcane.
Figure 4.4 Carbon assimilation test for S. cerevisiae isolated from Grape.
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0 20 40 60 80 100 120
O.D
66
0
Time"hour"
Galactose Glucose Sucrose
Lactose Maltose Xylose
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0 20 40 60 80 100 120
O.D
66
0
Time "hour"
Galactose Glucose Sucrose
Lactose Maltose Xylose

43
Figure 4.5 Carbon assimilation test for S. cerevisiae isolated from Yogurt.
Figure 4.6 Carbon assimilation test for S. cerevisiae Control 1.
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0 20 40 60 80 100 120
O.D
66
0
Time "hour"
Galactose Glucose Sucrose
Lactose Maltose Xylose
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0 20 40 60 80 100 120
O.D
66
0
Time"hour"
Galactose Glucose Sucrose
Lactose Maltose Xylose

44
Figure 4.7 Carbon assimilation test for S. cerevisiae Control 2.
4.2.2.2 Ethanol Tolerance test:
The growth of yeast isolates in different ethanol concentrations is given in figure 4.8.
Yeast isolated from sugarcane showed that it can tolerate ethanol at 10% concentration
and gradually decreased at higher concentrations.
Figure 4.8 Growth of S. cerevisiae isolated from sugarcane at different Ethanol
concentration.
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0 20 40 60 80 100 120
O.D
66
0
Time"hour"
Galactose Glucose Sucrose
Lactose Maltose Xylose
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
0 20 40 60 80 100 120
O.D
66
0
Time "hour"
5% Ethanol 8% Ethanol %10 Ethanol
13% Ethanol 15% Ethanol

45
Yeast isolated from grape in figure 4.9 showed that it can tolerate ethanol at 8%
concentration and totally decreased at higher concentrations.
Figure 4.9 Growth of S. cerevisiae isolated from grape at different Ethanol
concentration.
Yeast isolated from yogurt in figure 4.10 showed that it can tolerate ethanol at 8% a
concentration and gradually decreased at higher concentrations.
Figure 4.10 Growth of S. cerevisiae isolated from yogurt at different Ethanol
concentration.
0
0.5
1
1.5
2
2.5
3
3.5
0 20 40 60 80 100 120
O.D
66
0
Time "hour"
5% Ethanol 8% Ethanol %10 Ethanol
13% Ethanol 15% Ethanol
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0 20 40 60 80 100 120
O.D
66
0
Time "hour"
5% Ethanol 8% Ethanol %10 Ethanol
13% Ethanol 15% Ethanol

46
Standard S. cerevisiae in figure 4.11 and 4.12 showed that it can tolerate ethanol at 8%
concentration and totally decreased at higher concentrations.
Figure 4.11 Growth of S. cerevisiae control 1 at different Ethanol concentration
.
Figure 4.12 Growth of S. cerevisiae control 2 at different Ethanol concentration.
0
0.5
1
1.5
2
2.5
3
3.5
4
0 20 40 60 80 100 120
O.D
66
0
Time"hour"
5% Ethanol 8% Ethanol 10% Ethanol
13% Ethanol 15% Ethanol
0
0.5
1
1.5
2
2.5
3
3.5
4
0 20 40 60 80 100 120
O.D
66
0
Time "hour" control 2
5% Ethanol 8% Ethanol %10 Ethanol
13% Ethanol 15% Ethanol

47
4.3 Optimization of growth conditions
4.3.1 Optimization of Temperature
The isolated S. cerevisiae and control strains were tested for their growth at different
temperature. The optimum temperatures for most of the S. cerevisiae strains were
estimated in the temperature range from 30°C to 35°C.
The OD660 value increased as temperatures increased from 25°C to 35°C, and then
declined when the temperatures were above 35°C. A sharp decrease of OD660 values
was detected when the temperature increased from 35°C to 40°C. The OD660 value
almost reached zero at 40°C. Suggesting that 40°C might be a suppressor temperature
for all isolated and standard strain.
As shown in figure 4.13 – 4.17 the optimum growth temperature for all the isolated S.
cerevisiae strains were found at 30°C.
Figure 4.13 Growth of S. cerevisiae isolated from yogurt at different temperatures.
0
0.5
1
1.5
2
2.5
3
3.5
4
0 10 20 30 40 50 60
O.D
66
0
Time"hour"
Yogurt 25°C Yogurt 30°C Yogurt 35°C Yogurt 40°C

48
Figure 4.14 Growth of S. cerevisiae isolated from grape at different temperatures.
Figure 4.15 Growth of S. cerevisiae isolated from sugarcane at different temperatures
The standard S. cerevisiae control 1 and control 2 strains were also tested for their
growth at different temperature. The optimal temperature for growth of isolated yeast S.
cerevisiae from sugarcane was 30°C.
0
0.5
1
1.5
2
2.5
3
3.5
0 10 20 30 40 50 60
O.D
66
0
Time"hour"
Grape 25°C Grape 30°C Grape 35°C Grape 40°C
0
0.5
1
1.5
2
2.5
3
3.5
4
0 10 20 30 40 50 60
O.D
66
0
Time"hour"
Sugercane 25°C Sugercane 30°C
Sugercane35°C Sugercane 40°C

49
Figure 4.16 Growth of S. cerevisiae control 1 at different temperatures
Figure 4.17 Growth of S. cerevisiae control 2 at different temperatures
0
0.5
1
1.5
2
2.5
3
3.5
4
0 10 20 30 40 50 60
O.D
66
0
Time" hour"
Control 1 25 °C Control1 30°C
Control 1 35°C Control 1 40° C
0
0.5
1
1.5
2
2.5
3
3.5
0 10 20 30 40 50 60
O.D
66
0
Time "hour"
Control 2 25 °C Control 2 30°C
Control 2 35°C Control 2 40°C

51
4.3.2 Optimization of pH
The growth of S. cerevisiae isolates at different pH is given in (figures 4.18 – 4.22). The
isolated strains from yogurt and grape recorded maximum population at pH 4.5 (figures
4.18 – 4.19), the isolate strain from sugarcane recorded maximum population at pH 4.
Above pH 5.0 yeast populations declined, the optimal pH for ethanol production was
around 4.5.
Figure 4.18 Growth of S. cerevisiae which isolated from yogurt at different pH.
The effects of pH on the S. cerevisiae which isolated from grape strain growth are given
in Figure 4.19. The OD660 value increased by a fraction when the pH ranged from 4.0 to
5.0, while 4.5 was obviously the optimal pH.
0
0.5
1
1.5
2
2.5
3
0 5 10 15 20 25 30 35
O.D
66
0
Time "hour"
Yogurt pH =4 Yogurt pH =4.5 Yogurt pH =5 Yogurt pH =5.5

51
Figure 4.19 Growth of S. cerevisiae which isolated from grape at different pH.
The effects of pH on the S. cerevisiae which isolated from sugarcane strain growth are
given in Figure 4.20. The OD660 value increased by a fraction when the pH ranged from
4.0 to 5.0, while 4 was obviously the optimal pH.
Figure 4.20 Growth of S. cerevisiae isolated from sugarcane at different pH.
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
0 5 10 15 20 25 30 35
O.D
66
0
Time "hour"
Grape pH=4 Grape pH=4.5 Grape pH=5 Grape pH=5.5
0
0.5
1
1.5
2
2.5
0 5 10 15 20 25 30 35
O.D
66
0
Time "hour"
Sugarcane pH=4 Sugarcane pH=4.5
Sugarcane pH=5 Sugarcane pH=5.5

52
The effects of pH on the standard S. cerevisiae growth are given in Figure 4.21 and
figure 4.22. The OD660 value increased by a fraction when the pH ranged from 4.0 to
5.0, while 4.5 was obviously the optimal pH for standard S. cerevisiae. In control 1and
both pH 4 and pH 4.5 were optimal pH for slandered S. cerevisiae control 2.
Figure 4.21 Growth of S. cerevisiae control 1 at different pH.
Figure 4.22 Growth of S. cerevisiae control 2 at different pH.
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
0 5 10 15 20 25 30 35
O.D
66
0
Time"hour"
Control 1 pH =4 Control 1 pH =4.5
Control 1 pH =5 Control 1 pH =5.5
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
0 5 10 15 20 25 30 35
O.D
66
0
Time "hour"
Control 2 pH=4 Control 2 pH=4.5
Control 2 pH =5 Control 2 pH=5.5

53
The optimum culture conditions were obtained from the statistical analysis. The optimal
culture conditions for S. cerevisiae from yogurt were suggested to be at a temperature of
30°C, pH 4.5 and inoculums of 10 %. These conditions were later tested to ascertain the
reliability of these results. In conclusion, we have successfully isolated a S. cerevisiae,
which demonstrated tolerance to high ethanol concentrations and showed potential as an
ideal strain for bioethanol production.
4.4 Pretreatment of olive solid waste
4.4.4.1. Hydrolysis process
4.4.4.1 Effect of different concentrations of HCl:
Effect of different concentrations of HCl on hydrolysis of olive solid waste was tested
with different time intervals of 1 hour to 7 hours by estimating the concentration of
reducing sugar (Table 4.1). At 3 hour of hydrolysis process, the maximum amount of
reducing sugar [312 mg/dl] was observed at 5% HCl concentration (Table 4.1).
4.4.1.2 Effect of different concentrations of H2SO4:
Effect of different concentrations of H2SO4 on hydrolysis of olive solid waste was tested
at different time intervals of 1 hour to 7 hours by estimating the concentration of
reducing sugar percentage (Table 4.2). At 3 hour of hydrolysis process, the maximum
concentration of reducing sugar was 274 mg/dl in 7% H2SO4, concentration (Table 4.2).
4.4.1.3 Microwave assisted with 5% HCl pretreatments
The results showed that the pretreated substrate with microwave assisted 5% HCl at 3
hours had significantly produce higher concentration of reducing sugar yield [389
mg/dl] than the samples treated with Chemical pretreatment alone 5% HCl (Table 4.1).
The results indicated that hydrolysis with microwave assistant 5% HCl pretreatments
for 3 hours enhanced the hydrolysis of olive solid waste and produced significantly
higher concentration of reducing sugar yield of 389 mg/dl.

54
Table 4.1: Effect of different concentrations of HCl, H2SO4 and microwave assistant 5%
HCl on hydrolysis of olive solid waste at different time intervals (mg/dl).
Microw
ave
With
5%
HCl
Conc.
H2SO4
mg/dl
Conc.
HCl
mg/dl
7 %
H2SO4
mg/dl
5 %
H2SO4
mg/dl
3 %
H2SO4
mg/dl
7 %
HCl
mg/dl
5 %
HCl
mg/dl
3 %
HCl
mg/dl
311 23 43.2 110.6 93.2 149.4 145.4 168 117.4
1
hour
384 25 63.8 167.4 162.4 153.6 214 145.6 173.6
2 hours
389 41 67.2 274 246 155 288 312 169.4
3 hours
1.5 44 .0 221 170 126 224 192 138.2
5 hours
144 44 24 220 151 113.2 220 171 125.2
7 hours
4.5 Fermentation process:
During fermentation process various parameters such as pH, reducing sugar percentage,
and temperature were assayed (Table 4.2). The final pH of the olive solid waste was
about 4.5, and reduction in the reducing sugar content was recorded as it shown in the
table where the fermentation process slowed down after the first day.
Reduci
ng
sugar
mg/dl
Time

55
Table 4.2 Concentration of glucose utilization during fermentation process by the
different isolated yeast strains by using at 10% inoculums size, pH 4.5 at 30°C for 5
days, after using microwave assisted 5% HCl pretreatments on hydrolysis of olive solid
waste for 3 hours mg/dl.
During fermentation process various parameters such as pH, reducing sugar
concentration and temperature were assayed (Table 4.3). The final pH of the olive solid
waste was about 4.5, and reduction in the reducing sugar content was recorded at zero
time was 1016 mg/dl. Through the table 4.3 note that the fermentation process occurred
on the first day and then stopped.
Control
2.1
mg/dl
Control
2
mg/dl
Control
1.1
mg/dl
Control
1
mg/dl
Sugarcane
3.1
mg/dl
Sugarcane
3
mg/dl
Grape
2.1
mg/dl
Grape
2
mg/dl
Yogurt
1.1
mg/dl
Yogurt
1
mg/dl
Microwave
with 5%
HCl
1314 0 Time
29.6 28.5 6.5 7.2 17.8 17.2 5.7 6.1 6 5.5 1 Day
29.3 26.9 5.6 5.9 10.3 8.9 5.7 6.1 6 5.1 2 Day
11.9 10.4 5.4 5.6 6.3 6 5.3 5.9 5.6 4.8 3 Days
9.9 5.6 5.4 5.3 5.3 5.4 5.8 5.8 5.2 4.5 5 Days

56
Table 4.3 concentration of glucose utilization during fermentation process by the
different isolated strains yeast strains at 10% inoculums size, pH 4.5 at 350C for 5days.
After using 5% HCl pretreatments on hydrolysis of olive solid waste for 3 hours
(mg/dl).
4.6 Ethanol yield:
The results for ethanol production by yeast fermentation using the three types of
isolated strain S. cerevisiae and two types of control strains are shown in Table 4.4. The
concentration of ethanol in the reactor that contained pretreated (using microwave
assistant 5% HCl pretreatments) olive solid waste was much higher than in the
pretreated one with 5% HCl. The amount of ethanol detected in those cultures reached
up to 9.3 g/L after 3 days of yeast fermentation by using yogurt S. cerevisiae isolate.
Control
2.1
mg/dl
Control
2
mg/dl
Control
1.1
mg/dl
Control
1
mg/dl
Sugarcane
3.1
mg/dl
Sugarcane
3
mg/dl
Grape
2.1
mg/dl
Grape
2
mg/dl
Yogurt
1.1
mg/dl
Yogurt
1
mg/dl
5%HCl
1016 0 Time
29.4 28.7 6.8 11.7 11.7 13.4 6.3 6.8 5.8 5.9 1 Day
15.9 16.5 6.4 10.1 8.9 7.5 6.2 6 5.7 5.7 2 Day
6.2 7.3 6.1 6.6 6.3 6.1 5.5 5.7 5.7 5.6 3 Days
5.7 5.3 6 6.4 6.3 6.1 4.3 5.7 5.5 5.4 5 Days

57
Table 4.4 Estimation of ethanol yield from pretreated olive solid waste by two methods
(5% HCl, and microwave assisted 5% HCl) g/L.
Figure 4.23 Ethanol yield (g /l).
0
1
2
3
4
5
6
7
8
9
Yogurt Grape Sugarcane Control 1 Control 2
eth
ano
l yie
ld g
/l
5% HCL Microwave
Control
2.1
g/l
Control
2
g/l
Control
1.1
g/l
Control
1
g/l
Sugarcane
3.1
g/l
Sugarcane
3
g/l
Grape
2.1
g/l
Grape
2
g/l
Yogurt
1.1
g/l
Yogurt
1
g/l
6.2 6.3 5.9 6.2 7.5 7.3 6.5 6.4 8.4 8.2 5% HCl
7 6.8 6.4 6.6 7.4 7.6 6.3 6.9 9.3 8.6
Microwave
with
5%HCl

58
Chapter 5
Discussion
5.1 Isolation and selection of yeast isolates:
Ethanol fermentation and recovery were not only depending on the substrate used, but
also depends mainly on the efficiency of yeast strain to convert the reducing sugar to
ethanol. In the present study; an attempt was made to evaluate olive solid wastes for
ethanol production by isolating elite yeast strains from three sources and optimizing
conditions for hydrolysis and fermentation. The yeast strain isolated from yogurt was
more prominent than that of the strains isolated from sugarcane and grape. Hence the
yogurt isolated strain was selected for further studies. Monte et al. (2003) observed
earlier that S. cerevisiae isolated from molasses showed higher ethanol production rate
at different dilutions of sugar-cane molasses than the other strains of the yeast.
Similarly, Bowman and Ahearan (1975) have characterized an S. cerevisiae strain
with fast residual sugar fermenting ability. Recent studies have clearly suggests the
impact of S. cerevisiae isolated from molasses in the production of ethanol from the
sago wastes (subashini et al. 2011).
The results regarding the identification of yeast species have been described under
section 4.1. Three yeast strains were isolated, purified and identified from different food
sources. Different tests were applied, including morphological and physiological
characteristics, which facilitate the opportunity for identification of the yeasts. The sets
of these tests allow the information gathering for the studied objects and for
determination of their systematic status to species.
5.2 Characterization and identification of S. cerevisiae strains:
All yeast strains were identified as S. cerevisiae according to their morphological
characteristics, ability to assimilate carbon sources and ethanol tolerance test.
5.2.1 Morphological characterization:
The yeast isolate was identified as S. cerevisiae based on the morphology which clearly
observed on figure 4.1 and 4.2. We observed complete colonies that were 2–3 mm in

59
diameter, slightly convex, of a smooth, creamy consistency, white to cream in color and
having a sweet smell that is typical of yeast.
Similar results were reported by Tikka et al. (2013). Yeast strains produced different
types of colonies on YEPDA medium such as raised, creamy white color colonies.
Microphotographs of different colonies from different sample. Strains were observed
for Saccharomyces characteristic oval cell shape and budding characters. Out of fifteen
isolates, seven isolates showed oval cell shape with budding character (Figure 4.2).
Similar results were reported by Petrea, (2008) that the colonies morphology of
S. cerevisiae were like cream-colored colonies, convex profile with circular perimeter,
slippery and with 1.5-2 mm in diameter; when plated on YPGA (yeast-Pepton- Glucose
Agar ).
Colony morphology is influenced by several environmental parameters, for example.
Some of these factors, the concentration of agar, may influence colony morphology by
changing the physical and chemical properties of the substrate (e.g. surface tension,
surface hydrophobicity etc . . . ). Other parameters, such as carbon source, likely act, at
least in part, by changing the physiology of the yeast. Because of these multiple
parameters, Voordeckers was hypothesized that colony morphology is likely regulated
by several complex physiological processes involving many gene products
(Voordeckers et al, 2012).
5.2.2 Physiological characterization:
5.2.2.1 Carbohydrate source assimilation test:
Yeast isolated from sugarcane, grape and yogurts were able to utilize various sugars
such as glucose, maltose, sucrose, galactose but not lactose and xylose, and were
compared to standard S. cerevisiae (Figure 4.3- 4.7).
Similar results were reported by Walker et al. (2006). They reported that all the isolate
ferment at least one type of sugar. However a majority of these isolates which ferment
glucose, galactose, maltose, sucrose and raffinose, were strain belonged to the genus
S. cerevisiae.

61
Also similar results were reported by Kumar et al, (2011). They tested by the
fermentation patterns of carbon sugars, some of the sugars like glucose, galactose,
maltose, sucrose, raffinose, cellulose were positive in fermentation process which
indicated by color change from red to yellow due to acid production.
Martini, (1996) reported that indigenous yeast S. cerevisiae with very high ethanol
producing capabilities in the natural environment are though to be very rare. The most
commonly used microorganism for ethanol production is ordinary baker’s yeast S.
cerevisiae. In the pretreatment process some inhibitors are formed and S. cerevisiae one
of the most inhibitor tolerant microorganisms used for the conversion of hexoses such
as glucose and mannose not pentoses such as xylose, arabinose that are found in the
hemicellulose portion (Olsson and Hahn, 1993). Also proved that the S. cerevisiae t2
was not able of fermenting the maltose as compared to the wild type, S. cerevisiae strain
and to mutant strain S.cerevisiae t1.
Maltose is taken up via maltose permease and then hydrolyzed intracellular by maltase
into two units of glucose. Maltose permease is encoded by MALT. MAL genes cannot
be induced if maltose cannot be transported into the cell (Goffeau, 2000). It is possible
that the maltose transport to have been affected by irradiation, which can explain why
the strain, S. cerevisiae t2, obtained by mutagenesis under UV radiation, cannot ferment
maltose.
During the process of wort fermentation, glucose is consumed first, followed by
fructose and sucrose (Anghel et al., 1989). The disaccharide sucrose and trisacharide
raffinose are hydrolyzed outside the cell membrane into monosaccharide, which are
then taken up by the cell (Ostergaard et al., 2000).
5.2.2.2 Ethanol tolerance test:
Ethanol tolerance, sugar tolerance and invertase activities are some of the important
properties for use in industrial ethanol production (Jameonoz and Benitez, 1986). The
growth of yeast isolates in different ethanol concentrations is given in figures 4.8 – 4.12.
Yeast isolated from sugarcane tolerance at 10% concentration and gradually decreased
at higher concentrations.

61
A similar result was reported by Osho, (2005). Seventeen wine yeasts isolated from
fermenting cashew apple juice were screened for ethanol and sugar tolerance. Two
species of Saccharomyces comprising of three strains of S. cerevisiae showed
measurable growth in medium containing 9% (v/v) ethanol.
Similar results were reported by Tikka et al. (2013), seven strains of S. cerevisiae
obtained from different fruit sources were screened for ethanol tolerance. The results
obtained in this study showed a range of tolerance levels between 7%-12% in all the
stains.
Khaing et al. (2008). reported that the S. cerevisiae (KY1&KY3) strains has tolerate up
to 15% of ethanol in the medium and S. cerevisiae (KY2) tolerate up to 20% of ethanol
has leads to maximum ethanol production over a long incubation period. Cassey, (1996)
reported that the yeast strains survive to any extent in palm wines must have some
degree of ethanol tolerance, which have some importance in choosing a yeast strain for
industrial ethanol fermentation process. Use of efficient yeast strains with higher
ethanol tolerance to improve ethanol yields in the fermented wash would reduce
distillation costs and hence the profitability of the overall process (Chandrasena et al.,
2006).
But ethanol is well known to inhibit yeast growth and viability, affecting various
transport systems, such as- the general amino acid permease and glucose uptake process
(Arroyo-Lopez et al., 2010). It can cause damage to mitochondrial DNA and degrades
biological membrane (Lopes and Mauro, 2001; Mobini-Dehkordi et al., 2007) in
yeast cells and inactivates some enzymes, such as hexokinase and dehydrogenase.
Moreover, it can dissolve the fatty acid constituents of the cell membrane, disrupt
cytoplasmic membrane rigidity (Salmon et al. 1993., Swiecilo et al., 2000 Osho,
2005.), stop proton motive force and finally cell death (Swiecilo et al., 2000.,
Furukava and Kitano, 2004).

62
5.3 Optimization of culture conditions
5.3.1 Optimization of temperature
Temperature has a marked influence on the production of ethanol. According to Rivera
et al., (2006) suitable temperature in fermentation process is the good condition for the
yeast to react. Too high temperature kills yeast, and low temperature slows down yeast
activity. Thus, it is requires to keep a specific range of temperature. Normally ethanol
fermentation is conducted at temperature ranges between 30-35°C which stated by
Shuler and Kargi, (2002) that the ethanol will be produced at highest concentration.
The optical density value increased as temperatures increased from 25°C to 35°C, and
then declined when the temperatures were above 35°C. A sharp decrease of OD660
values was detected when the temperature increased from 35°C to 40°C. The OD660
value almost reached zero at 40°C suggesting that 40°C might be a repressor
temperature for all isolated and standard strains (figure 4.13- 4.16). As shown in figure
4.13 – 4.15 the optimum growth temperature for all the isolated S. cerevisiae strain was
30°C.
The effect of temperature on ethanol production was also analyzed by Kumar et al.
2011. S. cerevisiae produced maximum yield of ethanol (18.13 ± 0.16 g/l) at 30°C.
Similar results were reported by Petrova and Ivanova, (2010). The fermentation of
olive tree pruning hydrolysate containing xylose by Pachysolan tannpphilus was
produced maximum ethanol 0.38 g/g at 30°C and pH 3.5. Mariam et al. (2009)
reported that the maximum amount of ethanol (7.5%) was obtained from fermentation
by S. cerevisiae at the optimum pH 3.5 and incubation temperature 30°C.
There are many explanations for the decrease of OD660 values that detected when the
temperature increased from 35°C to 45°C (Mager and Siderius, 2002, Schuller et al.,
2004).
Tolerance to high temperature is also an important factor for increasing efficiency of
industrial scale. The fermentation efficiency of S. cerevisiae at high temperature is very
low due to increased fluidity in membranes to which the yeast responds by changing its
fatty acid composition. Moreover, it is well known, that, ethanol production is itself an

63
exothermic process (Kumar et al., 1998, Mager and Siderius, 2002; Schuller et al.,
2004).
Also there is another explanation, Above 40°C, yeast does not grow and below 30°C its
growth slows down dramatically. The main reason is the ability of the enzymes
that catalyze all the biochemical reactions in the yeast cell to function at those
temperatures. Enzymes have an optimal temperature range. When temperature goes
below the optimal range, their ability to catalyze the intended reaction slows down. On
the other hand, when the temperature increases, enzymes begin to denature or unfold
and thus become inactive. Each enzyme will have a different temperature range
where it becomes inactive. Even if one essential enzyme stops working, the organism
fails to grow. Hence, whichever is the first essential enzyme gets deactivated it defines
the maximal temperature at which that organism can grow. At the lower end it gets
more complicated. Usually, the enzymes are not inactivated, but rather just slow down
(Kumar et al., 1998).
5.3.2 Optimization of pH
Hydrogen ion concentration has a significant influence on industrial fermentation due as
much to its importance in controlling bacterial contamination as its effect on yeast
growth, fermentation rates and by-product formation. The best ethanol yields are
generally obtained at pH 4.5-4.7. At higher pH, more glycerol and organic acids are
formed at the expense of ethanol (Wayman and Parekh, 1990).
Under fermentation conditions, the intracellular pH of S. cerevisiae is usually
maintained between 5.5 and 5.75 when the external pH is 3.0 or between 5.9 and 6.75
when the external pH is varied between 6.0 and 10.0. The gap between the extracellular
pH and the intracellular pH widens, greater stress is placed on the cells and more energy
is expended to maintain the intracellular pH within the range that permits growth and
survival of the yeast. A greater proportion of glucose is converted to ethanol if the pH is
adjusted to 4.5. This increased conversion is independent of the presence of nutrient
supplements in the medium (Thomas et al., 2002). If the pH is adjusted to 7 or above,
acetic acid is produced from acetaldehyde due to the increased activity of aldehyde

64
dehydrogenase due to glycerol production which inhibits ethanol fermentation (Wang
et al., 2001).
The growth of S. cerevisiae isolates at different pH is given in different figures (figures
4.18 – 4.22). The isolated strains from yogurt and grape recorded maximum growth at
pH 4.5 (figure 4.18 - 4.19), the isolated strain from sugarcane was recorded maximum
growth at pH 4. Above pH 5.0 yeast populations declined and the optimal pH for
ethanol production was around 4.5 (figure.4.20 - 4.22).
Similar results were reported by Periyasamy et al. (2009) they reported the influencing
parameters that affect the production of bio-ethanol from sugar molasses are optimized.
The optimal values of the parameters such as temperature, pH, substrate concentration,
enzyme concentration and fermentation period are found to be 35°C, pH4.0, 300 gm/l, 2
gm/l and 72 hours respectively.
Similar results were reported by Lin et al .2011 Increased substrate supply did not
improve the specific ethanol production rate when the pH value was not controlled.
They found that pH 4.0 - 5.0 was the optimal range for the ethanol production process.
There is another result reported by Tahir et al., (2010a) indicated that S. cerevisiae
Bio-07 gave maximum productivity (52.0g/L). Fermentation conditions were optimized
for maximum production of ethanol. Maximum yield of ethanol (76.8 g/L) was obtained
with 15% molasses concentration, 3% inoculum size, pH 4.5 and temperature 30ºC.
The optimal pH range for yeast growth can be varied from pH 3-6. The intracellular
enzymes of yeast work best at its optimal pH it leads to maximal conversion of sugar
into ethanol. Goksungur and Zorlu, (2001) reported that continuous production of
ethanol from beet molasses by Ca-immobilized S. cerevisiae at 30°C and pH 3 are
optimum for maximum ethanol production. The maximum amount of ethanol (7.5%)
was obtained from fermentation by S. cerevisiae at the optimum pH 3.5 and incubation
temperature 30°C. Manikandan et al. (2010) reported that S. cerevisiae yeast isolated
from toddy and maximum yield of ethanol (40 g/l) compared with baker’s yeast S.
cerevisiae in the optimum pH 3.0, temperature 30°C and initial sugar concentration
20%.

65
The most likely explanation for the observed reduction in ethanol production when the
initial medium pH was lowered from 4.0 to 2.0 and higher than 6.5. During growth, it is
important for the yeast to maintain a constant intracellular pH. There are many enzymes
functioning within the yeast cell during growth and its metabolism. Each enzyme works
best at its optimal pH, which is acidic because of the acidophilic nature of the yeast
itself. When the extracellular pH deviates from the optimal level, the yeast cell needs to
invest energy to either pump in or pump out hydrogen ions in order to maintain the
optimal intracellular pH (Narendranath et al., 2001 and Thomas et al., 2002). If the
extracellular pH deviates too much from the optimal range, it may become too difficult
for the cell to maintain constant intracellular pH, and the enzymes may not function
normally. If the enzymes are deactivated, the yeast cell will not be able to grow and
make ethanol efficiently (Narendranath and Power, 2005).
5.4 Hydrolysis process:
5.4.1 Strong acid hydrolysis
Different concentrations of H2SO4 and HCl on hydrolysis of olive solid waste was tested
as shown in table 4.1, there is no effect of concentration H2SO4 and HCl on hydrolysis
process. These results contradict with previous published studies (Sun and Cheng,
2002; Blue Fire Ethanol, 2010; Biosulfurol, 2010).
Concentrated strong acids such as H2SO4 and HCl have been widely used for treating
lignocellulosic materials because they are powerful agents for cellulose hydrolysis (Sun
and Cheng, 2002), and no enzymes are needed subsequent to the acid hydrolysis.
Advantages of concentrated acid hydrolysis are the flexibility in terms of feedstock
choice, high monomeric sugar yield as well as mild temperature conditions that are
needed. Drawbacks of using concentrated acids are corrosive nature of the reaction and
the need to recycle acids in order to lower cost. To date, several companies are in the
process of commercializing strong acid hydrolysis of lignocellulosic biomass for
microbial fermentation purposes (Blue Fire Ethanol, 2010; Biosulfurol, 2010).

66
5.4.2 Dilute acid hydrolysis:
Different concentrations of dilute H2SO4 and HCl on hydrolysis of olive solid waste
were tested as shown in table 4.1. At 3 hours of hydrolysis process, the maximum
concentration of reducing sugar was 274 mg/dl in 7% H2SO4, concentration respectively
and the amount of 312 mg/dl was observed at 5% HCl concentration (Table 4.1- 4.2).
Similar results were reported by Mishra et al, (2011). The hydrolysis of the cellulose
content into sugars is done by dilute acid hydrolysis that involves incubation period at a
high temperature for 72 hours. The fermentation of the hydrolyzed Jatropha waste is
done using S. cerevisiae under proper incubation conditions to produce ethanol. About
80 % ethanol was recovered as a result of the process.
Dilute acid hydrolysis has been successfully developed for pretreatment of
lignocellulosic materials. The dilute sulfuric acid pretreatment can achieve high reaction
rates and significantly improve cellulose hydrolysis (Esteghlalian et al., 1997). At
moderate temperature, direct saccharification suffered from low yields because of sugar
decomposition. High temperature in dilute acid treatment is favorable for cellulose
hydrolysis (McMillan, 1994).
5.4.3 Combined Microwave-Chemical Pretreatments
The reducing sugar yields from hydrolysis of microwave pretreatments combined with
varying levels of dilute H2SO4 and HCl are shown in table 4.2 respectively. The results
showed that the pretreated substrate with microwave assisted 5% HCl at 3 hours had
significantly produce higher concentration of reducing sugar yield of 389 mg/dl than the
samples treated with Chemical pretreatment alone (Table 4.2).
As clearly shown, combined microwave-5% HCl pretreatments yielded significantly
higher reducing sugars than chemical pretreatments alone (H2SO4 and dilute HCl). The
yields from microwave-HCl pretreatments were approximately three times that of
chemical pretreatments alone. The highest yields from combined microwave- HCl
pretreatments were obtained at a concentration of 5% HCl and a residence time of 3
hours.

67
A review of published studies agree with our results which indicated that microwave
pretreatment in the presence of chemical reagents would be more effective. Further,
Sridar (1998) stated that efficient and rapid heating by microwave radiation can
accelerate chemical reactions. Volumetric and selective heating of lignocelluloses by
microwave, facilitates the disruption of their recalcitrant structures more efficiently
(Hendriks and Zeeman, 2009).
5.5 Fermentation process:
Fermentation is the process where yeast convert sugars to alcohol. The most commonly
used yeast is S. cerevisiae (Pretorius, 2000).
Our results for ethanol production by yeast fermentation using the three types of
isolated strain S. cerevisiae and two control stains are shown in Table 4.4. The
pretreatment of olive pulp was done using water at temperatures 90°C in shaking hot
water path. The concentration of ethanol in the reactor that contained pretreated (using
microwave assistant 5% HCl pretreatments) olive solid waste was much higher than in
the pretreated with 5% HCl. The amount of ethanol detected in those cultures reached
up to 9.3 g/L after 3 days of yeast fermentation by using S. cerevisiae isolated from
yogurt as shown in Table 4.4.
Similar results were reported by Ballesteros, et al. (2002). The pretreatment of olive
pulp using water at temperatures between 200°C and 250°C enhanced enzymatic
hydrolysis. Maximum ethanol production (11.9 g/L) was obtained after pretreating pulp
at 210°C in a SSF fed-batch procedure. Maximum hydroxytyrosol recovery was
obtained in the liquid fraction when pretreated at 230°C.
Also similar results were reported by Georgieva and Ahring (2007). Fermentation of
undiluted olive pulp hydrolysate (OPH) resulted in the maximum ethanol produced
(11.2 g/L) with productivity of 2.1 g/L/h. Ethanol yields were similar for all tested OPH
concentrations and were in the range of 0.49 - 0.51 g/g.

68
Our result is considered relatively acceptable and very close to the published data.
There are many factors affect our results such as:
1. Kind of pretreatment, many pretreatment used high pressure about 30 psi and
high temperature about 200oC to 250
oC as shown in literature review.
2. All of our work occurred in hood, and the hydrolyzed material was completely
sterilized by autoclaving (120°C, 15 psi pressure and 30 min) before inoculating
the yeast, but all these precautions do not prevent contamination. Microbial
contamination causes reduced ethanol yield and ethanol plant productivity
(Barbour and Priest, 1988). The most common organisms associated with
microbial contamination are lactobacilli and wild yeasts. These microbes
compete with S. cerevisiae for nutrients (trace minerals, vitamins, glucose, and
free amino nitrogen) and produce inhibitory end-products such as acetic and/or
lactic acid. Dekkera/Brettanomyces wild yeasts have become a concern in fuel
alcohol production (Abbott and Ingledew, 2005). A reduction in lactic acid
bacterial contamination is currently achieved by using antibiotics in fuel ethanol
plants (Narendranath and Power, 2005).
3. The general low yield of ethanol from acid hydrolysed jeft could be due to
unfermentable sugars such as hydroxy methyl furfural and hydroxyl-methyl-
furans. Keim has reported that the use of traditional methods of acid hydrolysis
formed large amounts of unfermentable and thus leads to low ethanol yields
(Keim, 1983).
4. Agitation is important for adequate mixing, mass transfer and heat transfer. It
assists mass transfer between the different phases present in the culture, also
maintains homogeneous chemical and physical conditions in the culture by
continuous mixing. Agitation creates shear forces, which affect microorganisms,
causing morphological changes, variation in their growth and product formation
and also damaging the cell structure (Kongkiattikajorn et al., 2007).

69
Chapter 6
Conclusion and Recommendations
6.1 Conclusion
The present work focused on bioethanol production from olive solid waste. Ethanol
production was carried out by means of isolating a new ethanol-producing
microorganism, characterizing it, and analyzing its behavior under different cultivation
conditions. Furthermore, the isolates were grouped under the genus Saccharomyces
depending up on their morphological and physiological characteristics and were closely
related to S. cerevisiae. The morphological and physiological characters of the isolates
showed that the colonies of the isolates appeared butyrous, raised, smooth and glossy,
utilized various sugars namely glucose, sucrose, maltose, galactose while the isolates
failed to utilize lactose. Growth of yeast isolates at different concentration of ethanol,
temperature and pH revealed. The optimum temperature required for the isolates was
30°C at optimum pH 4.5. Generally the isolates strains where able to tolerate ethanol
concentration of 10 and 13 % (v/v) respectively.
Olive solid wastes are promising lignocellulosic feedstocks for bioethanol production.
To produce economically feasible cellulosic ethanol, ethanol yield and enzyme
efficiency have to be improved by optimizing all unit processes (pretreatments,
saccharification and ethanol fermentation). Most of the pretreatments focused on low
temperature pretreatment to avoid over degradation of hemicellulose and to improve the
pentose yield. Impregnation by various chemical reagents such as HCl, H2SO4 and
application of microwave assisted dilute HCl pretreatment have been tried to lower
pretreatment temperatures while maintaining high enzymatic digestibility
The major contributions resulting from this work can be seen as following:
(1) Waste olive has much higher cellulose content than common plants or biomass, but
they are difficult to be decomposed into reducing sugars by general hydrolysis methods.
At 90°C temperature, the hydrolysis efficiencies of olive waste were at 5% HCl or 7%
H2SO4 concentrations.

71
(2) Microwave assisted dilute HCl hydrolysis technology can greatly improve the
hydrolysis efficiency and rate of olive solid waste. Experimental results showed that the
highest hydrolysis efficiency of olive waste can achieve by microwave assisted with 5%
HCl.
(3) The optimal microwave temperature and time were 90°C for 5 min. As the
hydrolysates were further fermented with the yeast S.cerevisiae, the highest
concentration of ethanol was 9.2 g/l at the fermentation time of 72 h.

71
6.2 Recommendations:
The present work is part of extensive research devoted to meeting challenges and
requirements that human society currently encounters in sustainable development.
Producing fuel from renewable resources is becoming an important issue for the whole
world. Therefore, the work needs to be continued for further development of ethanol
production from biomass. The following suggestions could be of interest for future
studies:
1. First recommendation for future studies would be the use of cellulose from
olive solid waste as the substrate for bioethanol production. In addition to other
common cellulosic biomass resources are market residue, wood, municipal
solid wastes, wastes paper, agricultural residues and industrial residues.
2. Genetically engineered microorganisms could be designed or genetically
engineered to be more efficient in terms of enhanced capacity to fully ferment
C5 and C6 sugars at high temperatures. The development of new strains of S.
cerevisiae designed for pentose utilization, with high tolerance to inhibitors,
and with a better genomic stability has not been yet fully addressed despite the
recent advances in genetic engineering. Process wise, biorefineries should focus
on designing new bioreactors, flow-patterns, new cocktails of enzymes to
optimize hydrolysis, the utilization of immobilized microorganisms and the
development of new distillation and ethanol dehydration technologies that
favors the total energy balance.
3. Alternate processing methods to get higher release of reducing sugars could be
tried to make the technology more efficient and profitable. Future work will
focus on the scale up of microwave-based pretreatment of lignocellulosic
biomass. Radio frequency heating as the energy source for pretreatment is
recommending for studying as well. We also recommended applying the
microwave-base pretreatment techniques to other feedstocks, such as municipal
solid wastes and other agricultural residues.
4. Development of new and more environmental-friendly pretreatments that
include the use of fiber degrading enzymes and hot water and new strains of

72
yeast and bacteria are critical points for the economics of biomass
transformation. Although economical ethanol production from fiber-based
sources still requires a lot of research, with significant risks and uncertainties,
we need to continue to be optimistic about its future.

73
References
1. Abbi, M., Kuhad, R. C., Singh, A., (1996). "Bioconversion of pentose sugars
to ethanol by free and immobilized cells of Candida shehatae (NCL-3501):
fermentation behavior." Process Biochemistry, 31: 555-560.
2. Abbott, D. A., and Ingledew, W. M., (2005). "The importance of aeration
strategy in fuel alcohol fermentations contaminated with
Dekkera/Brettanomyces yeasts." Journal of Applied Biochemistry and
Biotechnology, 69:16-21.
3. Ahmadi, H., Akbarpour, V., Shojaeian, A., (2010). "Investigation of olive
stones as lignocellulose material for bioethanol production." American-
Eurasian Journal of Agricultural and Environmental Science, 8(5): 520-524.
4. Ahring, B. K., Licht, D., Schmidt, A. S., Sommer, P. and Thomsen, A. B.,
(1999). "Production of ethanol from wet oxidized wheat straw by
Thermonanaerobacter mathranii." Bioresource Technology., 68: 3-9.
5. Albarran, A., Celis, R., Hermosin, M. C., Pineiro, A. L., Calvo, J. J. O., and
Cornejo, J., (2006). "Effects of solid olive mill waste addition to soil
onsorption, degradation and leaching of the herbicide simazine". Soil Use
Manage, 19:150-156.
6. Alburquerque, J. A., Gonza´lvez, J., Garcı´a, D., Cegarra, J., (2006).
"Composting of a solid olive-mill byproduct ("alperujo") and the potential
of the resulting compost for cultivating pepper under commercial
conditions." Waste Management, 26: 620–626.
7. Amutha, R. and Gunasekaran, P., (2000), "Improved ethanol production by a
mixed culture of Saccharomyces diastaticus and Zymomonas mobilis from
liquefied cassava starch." Indian Journal of Microbiology, 40:103-107.
8. Anghel, I., Voica, C., Toma, N., Cojocaru, I. (1989) "Biologia si tehnologia
drojdiilor I, Editura Tehnica." Editura Tehnica, Bucuresti p: 308-312.

74
9. Anonymous, (2001). "Regional Australian Olive Oil Processing Plants".
RIRDC Project GGO 1A, Publication No 00/187.
10. Aragon, J. M., (2000). PROJECT IMPROLIVE – "Improvements of
Treatments and Validation of Liquid-Solid Waste from the Two-Phase
Olive Oil Extraction (FAIR CT96-1420)." Final report- Annex A2, p.79
11. Arroyo-Lopez, F. N., Salvado, Z., Tronchoni, J., Guillamon, J. M., Barrio, E.
and Querol, A., (2010). "Susceptibility and resistance to ethanol in
Saccharomyces strains isolated from wild and fermentative environments."
Yeast., 27(12): 1005-1015.
12. Azbar, N., Bayram, A., Filibeli, A., Muezzinoglu, A., Sengul, F., Ozer, A.,
(2004). "Areview of waste management options in olive oil production."
Critical Reviews in Environmental Science and Technology, 34: 209–247.
13. Azuma, J. I., Tanaka, F., Koshijima, T., (1984). "Enhancement of enzymatic
susceptibility of lignocellulosic wastes by microwave radiation." Journal of
Fermentation Technology, 62(4): 377-384.
14. Ballesteros, I., Oliva, J. M., Negro, M. J., Manzanares, P., and Ballesteros, M.,
(2002). "Ethanol production from olive oil extraction residue pretreated
with hot water." Applied Biochemistry and Biotechnology, 98-100(1-9):717-
732.
15. Ballesteros, I. Oliva, J. M., Saez, F., Ballesteros, M., (2001). "Ethanol
production from lignocellulosic byproducts of olive oil extraction." Applied
Biochemistry and Biotechnology., 91-93:237-52.
16. Bankoffi, L. and Han, Y. W., (1990). "Alcohol production from pineapple
waste". World Journal of Microbiology and Biotechnology, 6:281-284.
17. Barbour, E. A., and Priest, F. G., (1988). "Some effects of Lactobacillus
contamination in scotch whisky fermentations." Journal of the Institute of
Brewing., 94:89-92.

75
18. Binod, P., Satyanagalakshmi, K., Sindhu, R., Janu, K. U., Sukumaran, R. K.,
Pandey, A., (2012). "Short duration microwave assisted pretreatment
enhances the enzymatic saccharification and fermentable sugar yield from
sugarcane bagasse." Renew Energy, 37:109–116.
19. Biosulfurol (2010): http://biosulfurol-energy.com (accessed on April 5, 2013).
20. Blue Fire Ethanol (2010): http://bluefireethanol.com(accessed on April 5,
2013).
21. Bothast, R. J. and Schlicher, M. A., (2005). "Biotechnological processes for
conversion of corn into ethanol." Applied Microbiology and Biotechnology,
67:19-25.
22. Bowman, P. I. and Ahearan, D. G., (1975). "Evaluation of the Uni-Yeast-Tek
Kit for the identification of medically important yeasts." Journal of Clinical
Microbiology, 2: 354 -357.
23. Bvochora, J. M., Read, J. S. and Zvauya, R., (2000). "Application of very high
gravity technology to the co-fermentation of sweet stem sorghum juice and
sorghum grain." Industrial Crops and Products, 11: 11-17.
24. Capek, M. E., Follez, P., and Chornet, G., (1992). "Pretreatment of waste
paper for increased ethanol yields." Biotechnology Letters, 14:985-988.
25. Cassey, G., (1996)."Ethanol tolerance in Yeasts." critical reviews in
microbiology, 13:219-290.
26. Chandrasena, G., Keerthipala, A. P., Walker, G. M., (2006). "Isolation and
Characterization of Sri Lankan Yeast Germplasm and Its Evaluation for
Alcohol Production." Journal Institute Brewing, 112:302-307.
27. Chen, J. P., Wu, K. W. and Fakuda, H., (2008), "Bioethanol Production from
Uncooked Raw Starch by Immobilized Surface-engineered Yeast."
Applied biochemistry and biotechnology, 145: 59-67.

76
28. Chittibabu, S., Rajendran, K., Santhanmuthu, M., Saseetharan, M. K. (2011).
"Optimization of microwave assisted alkali pretreatment and enzymatic
hydrolysis of Banana pseudostem for bioethanol production." 2nd
International Conference on Environmental Science and Technology IPCBEE
vol.6.
29. Cot, M., Loret, M., François, J. and Benbadis, L., (2007). "Physiological
behavior of Saccharomyces cerevisiae in aerated fed-batch fermentation for
high level production of bioethanol." FEMS Yeast Research, 7, 22-32.
30. Cruz, P., Palomar, J. M. and Ortega, A., (2006). "Integral energy cycle for the
olive oil sector in the province of Jaén (Spain)." Grasas y Aceites., 57(2):219-
228.
31. Czarnecki, M. and Grajek, W., (1991)," Starch hydrolysis and its effect on the
product yield and microbial contamination in yeast ethanol fermentation."
World Journal of Microbiology and Biotechnology, 7: 467-469.
32. Danellakis, D., Ntaikou, I., Kornaros, M., Dailainis, S., (2011)."Olive oil mill
wastewater toxicity in themarine environment: alterations of stress indices
in tissues of mussel Mytilus galloprovincialis." Aquatic Toxicology, 101:358-
366.
33. Dashtban, M., Schraft, H. and Qin, W. (2009). "Fungal bioconversion of
lignocellulosic residues: opportunities & perspectives”. International Journal
of Biological Sciences, Vol. 5, pp. 578-595.
34. Domingues, L., Lima, N. and Teixeira, A. J., (2001), Alcohol production from
cheese whey permeate using genetically modified flocculent yeast cells."
Biotechnology and Bioengineering., 72: 507-514
35. Duff, B. J. S. and Murray, D. W., (1996)." Bioconversion of forest products
industry waste cellulosic's to fuel ethanol: A review." Bioresource
Technology., 55: 1-33.

77
36. El Asli. A., and Qatibi, A., (2009)." Ethanol Production from Olive Cake
Biomass Substrate Biotechnol." Biotechnology and Bioprocess Engineering,
14(1):118-122.
37. Esteghlalian, A., Hashimoto, A. G., Fenske, J. J., Penner, M. H., (1997).
"Modeling and optimization of the dilute-sulfuric-acid pretreatment of corn
stover, poplar and switchgrass." Bioresource Technology. 59:129–136.
38. Excoffier, G., Toussaint, B. and Viguon, R. M., (1991), "Saccharification of
steam exploded popular wood." Biotechnology and Bioengineering, 38: 1308-
1317.
39. F.O. Licht, 2006; World watch Institute, 2007.
40. Fernandez-Navarro, M., Peragon, J., Amores, V., Dela Higera, M. and Lupianez,
J. A. (2008). "Maslinic acid added to the diet increases growth and proteina-
turnover rates in the White muscle of rainbow trour (Oncorhynchus
mykiss)." Comparative Biochemistry and Physiology, Part C., 147: 158-167.
41. Fujii, N., Sakurai, A., Suye, S. and Sakakibara, M., (2001). "Ethanol
production from starch by immobilized A.awamorii and S. pastorianus
using cellulose carriers." Indian Journal of Microbiology and Biotechnology.,
27: 52-57
42. Furukava, K., Kitano, H., (2004)."Effect of cellular inositol content on ethanol
tolerance of Saccharomyces cerevisiae in sake brewing." Journal of bioscience
and bioengineering., 98: 107-113
43. Georgieva, T. I., Ahring, B. K. (2007). "Potential of agro industrial waste
from olive oil industry for fuel ethanol production." Biotechnology journal,
2(12):1547-55.
44. Ghosh, P., Ghose, T. K., (2003), "Bioethanol in India: recent past and
emerging future." Advances in Biochemical Engineering/Biotechnology., 85:
1–27.
45. Goffeau, A., (2000), "Four years of post-genomic life with 6,000 yeast genes."
Federation of European Biochemical Societies letters, 480:37-41.

78
46. Goksungur, Y., Zorlu, N., (2001). "Production of ethanol from Ca-Alginate
immobilized yeast cells in a packed-bed reactor." Turkey Journal of Biology,
25:265-275.
47. Govindaswamy, S. and Vane, L. M., (2007). "Kinetics of growth and ethanol
production on different carbon substrates using genetically engineered
xylose-fermenting yeast." Bioresource Technology., 98: 677-685.
48. Grobben, N. G., Eggink, G., Cuperus, F. P. and Huizing, H. J.,(1993).
"Production of acetonebutonol and ethanol (ABE) from potato waste:
fermentation with integrated membrane extraction." Applied Microbiology
and Biotechnology, 39:494-498.
49. Grootgen, R. J., Meijlink, L. H. H. M., Vanderlans, R. G. J. M. and Luyben, K.
A. M., (1990). "Cofermentation of glucose and xylose with immobilized
Pichia stipitis and S7 cerevisiae." Enzyme and Microbial Technology, 12: 860-
864.
50. Grylls, F. S. M. and Harrison, J. S. Kang, J. Fermentation of Ethanol
http://www.andrew.cmu.edu/user/jitkangl/Fermentation%20of%20Ethanol
/Fermentation%20 of%20Ethanol.htm. (Accessed on June 10, 2012 ( .
51. Hammond, J. B., Egg, R., Diggins, D. and Coble, C. G., (1996)." Alcohol from
bananas". Bioresource Technology., 56: 125-130.
52. Harikrishna, S., Reddy, T. J. and Chowdary, G. V., (2001). "Simultaneous
saccharification and fermentation of lignocellulosic wastes to ethanol using
a thermotolerant yeast." Bioresource technology., 77: 193-196.
53. Hendriks, A. T. W. M., and Zeeman, G., (2008). "Pretreatments to enhance
the digestibility of lignocellulosic biomass." Bioresource Technology., 100(1):
10-18.
54. Hill, G. A. and Robinson, C. W. (1990). "A Modified Ghose Model for Batch
Cultures of Saccharomyces cerevisiae at High Ethanol Concentrations". The
Chemical Engineering Journal, 44(3): 69-80.

79
55. House, L. R., Gomez, M., Murty, D. S., Sun, Y. and Verma B. N., (2000).
"Development of some agricultural industries in several African and Asian
countries." In: C. W. Smith and R.A. Frederiksen, Editors, Sorghum: Origin,
History, and Technology, and Production, Wiley, New York, pp. 131–190.
56. Hu, Z. H., Wen, Z. Y., (2008). "Enhancing enzymatic digestibility of
switchgrass by microwave-assisted alkali pretreatment." Biochemical
Engineering Journal, 38 (3): 369–378.
57. Ingram, L. O., Aldrich, H. C. , Borges, A. C., Causey, T. B., Martinez, A.,
Morales, F., Saleh, A., Underwood, S. A., Yomano, L. P., York, S. W.,
Zaldivar, J., Zhou, S., (1999). "Enteric Bacterial Catalysts for Fuel Ethanol
Production." Biotechnology Progress, 15(5):855-866.
58. Jeffries, T. W., (2006). "Engineering yeasts for xylose metabolism". Current
Opinion in Biotechnology 17(3):320.
59. Jimenez, J., Benitez, T., (1986). "Characterization of wine yeasts for ethanol
production." Applied Microbiology and Biotechnology, 25: 150-154.
60. Kang, J. Fermentation of Ethanol.
http://www.andrew.cmu.edu/user/jitkangl/Fermentation%20of%20Ethanol/FerF
ermentat%20 of%20Ethanol.htm (accessed on April 13, 2012).
61. Kavdir, Y. and Killi, D., (2008). "Influence of olive oil solid waste
applications on soil pH, electrical conductivity, soil nitrogen
transformations, carbon content and aggregate stability." Bioresource
Technology., 99(7): 2326-2332.
62. Keim C. R. (1983). "Technology and economics of fermentation alcohol – an
update." Enzyme Microbial Technology, 5(2): 103–14.
63. Keshwani, D. R., Cheng, J. J., Burns, J. C., Li, L., and Chiang, V., (2007).
"Microwave Pretreatment of Switchgrass to Enhance Enzymatic

81
Hydrolysis." Conference Presentations and White Papers: Biological Systems
Engineering, Paper 35.
64. Khaing, T. W., Weine, N., Mya, M. O., (2008). "Isolation, Characterization
and Screening of Thermo tolerant, Ethanol Tolerant Indigenous Yeasts and
Study on the Effectiveness of Immobilized Cell for Ethanol Production."
Journal of Science and Technology, 1:12-14.
65. Khalid, A., Arshad, M., Anjum, M., Mahmood, T. and Dawson, L., (2011). "The
anaerobic digestion of solid organic waste." Waste Management, 31:1737-
1744.
66. Kikas, T., Tutt, M. and Olt, J., (2012). "Influence of different pretreatment
methods on bioethanol production from wheat straw." Agronomy Research
Biosystem Engineering., Special Issue 10(1): 269-276
67. Kim, S. and Dale, B. E., (2003). "Global potential bioethanol production
from wasted crops and crop residues." Biomass and Bioenergy, pp. 1-15.
68. Kim, T. H., Kim, J. S. and Sunwoo, Y. Y., (2003), "Pretreatment of corn
stover by aqueous ammonia." Journal of Applied Biochemistry and
Biotechnology, 90: 39-47.
69. Kitchaiya, P., Intanakul, P. and Krairiksh, M., (2003). "Enhancement of
Enzymatic Hydrolysis of Lignocellulosic Wastes by Microwave
Pretreatment under Atmospheric Pressure." Journal of Wood Chemistry and
Technology, 23(2): 217-225.
70. Kobayashi, M., Itoh, K., Suzuki, T., Osanai, H., Nishikawa, K., Katoh, Y.,
Takagi, Y., and Yamamoto, M., (2002) "Identification of the interactive
interface and phylogenic conservation of the Nrf2-Keap1 system." Genes
Cells., 7(8): 807-820.
71. Kongkiattikajorn, J., Rodmui, A., and Dandusitapun, Y., (2007)." Effect of
Agitation Rate on Batch Fermentation of Mixture Culture of Yeasts during

81
Ethanol Production from Mixed Glucose and Xylose." Journal of
Biotechnology., pp:1-4
72. Koullas, D. P., Christookopoulos, P. R., Kekos, D., Macris, B. J. and Koukios,
E. G., (1992). "Correlating the effect of pretreatments on the enzymatic
hydrolysis of straw." Biotechnology and Bioengineering, 39:113-116.
73. Kreger-Van Rij, N. J. W., (1984). "The Yeast a Taxonomic Study." Elsevier
Science Publisher BV, Amsterdam, pp: 1082.
74. Krishnan, M. S., Nghiem, N. P. and Davison, B. H., (1999). "Ethanol
production from corn starch in a fluidized bed bioreactor." Applied
Biochemistry and Biotechnology, 77:359-372.
75. Kumar, J. V., Shahbazi, A. and Mathew, R., (1998). "Bioconversion of solid
food wastes to ethanol." Analysts, 123:497-502.
76. Kumar, S. R., Shankar, T. and Anandapandian, K. T. K., (2011).
"Characterization of alcohol resistant yeast Saccharomyces cerevisiae
isolated from Toddy." International Research Journal of Microbiology (IRJM),
2(10): 399-405.
77. Kurtzman, C.P., (1995). "Relationships among the genera Ashbya,
Eremothecium, Holleya and Nematospora determined from rDNA sequence
divergence." Journal of industrial microbiology & biotechnology., 14(6):523-
530.
78. Lama-Munoz, A., Rodriguez-Gutiérrez, G., Rubio-Senent, F., Gnmez-Carretero,
A., Fernandez- Bolanos, J., (2011). "New hydrothermal treatment of alperujo
enhances the content of bioactive minor components in crude pomace olive
oil." Journal of Agricultural and Food Chemistry., 59:1115-1123.
79. Lang, X., Hill, G. A., and Macdonald, D. G., (2001). "Recycle Bioreactor for
Bioethanol Production from Wheat Starch I. Cold Enzyme Hydrolysis."
Energy Sources, 23: 417-425.

82
80. Lavarack, B. P., Griffin, J. G. and Rodman, D., (2002). "The acid hydrolysis of
sugarcane bagasse hemicellulose to produce xylose, arabinose, glucose and
other products." Biomass and Bioenergy, 23:367-380.
81. Lee, C. G., Kim, C. H. and Rhee, S. K., (1992). "A kinetic model and
simulation of starch saccharification and simultaneous ethanol
fermentation by amyloglucosidase and Zymomonas mobilis." Bioprocess
Engineering, 7 (8):335-341.
82. Lee, J., (1997). "Biological conversion of lignocellulosic biomass to ethanol."
Journal of Biotechnology, 56:1-24.
83. Lee, Y., Lee, W. G., Chang, Y. K. and Chang, H. N., (1995). "Modeling of
Ethanol Production by Saccharomyces cerevisiae from a Glucose and
Maltose Mixture." Biotechnology Letters, 17 (8):791-796.
84. Li, Z., Jiang, Z., Fei, B. Yu, Y. and Cai, Z., (2012)., "Effective of Microwave-
KOH Pretreatment on Enzymatic Hydrolysis of Bamboo." Journal of
Sustainable Bioenergy Systems., 2(4):104-107.
85. Licht, F.O., (2006). World Ethanol Market: The Outlook to 2015, Tunbridge
Wells, Agra Europe Special Report, UK.
86. Licht’s FO, F.O. Licht's World Ethanol & Biofuels Report. Available from
http://www.agra-net.com/portal2/showservice.jsp?servicename=as072 (accessed
21 June 2012).
87. Lin, Y., and Tanaka, S., (2006). "Ethanol fermentation from biomass
resources: current state and prospects." Applied Microbiology and
Biotechnology, 69:627-642.
88. Lin, Y., Zhang, W., Li, C., Sakakibara, K., Tanaka, S., Kong, H., (2011).
"Factors affecting ethanol fermentation using Saccharomyces cerevisiae
BY4742." Biomass and Bioenergy., Volume 47 Elsevier.

83
89. Lopes D. H. J. and Mauro S. P., (2001). "Urea increases tolerance of yeast
inorganic pyrophosphatase activity to ethanol". Archives of biochemistry and
biophysics. Supplement, 394: 61-66.
90. Lynd, L. R., Cushman, J. H., Nicholos, R. J. and Hyman, C. E., (1991)." Fuel
ethanol from cellulosic biomass". Science, 251:1318-1323.
91. Mager, W. H., Siderius, M., (2002). "Novel insights into osmotic stress
response of yeast." FEMS yeast research, 2:251-257.
92. Majed, A .Z. and Mohamad, W., (2002). "Influence of olive mills solid waste
on soil hydraulic properties." Communications in soil science and plant
analysis, 33.
93. Mamma, D., Koullas, D., Fountoukidis, G., Kekos, D., Macris, B.J. and
Koukios, E., (1996). "Bioethanol from sweet sorghum: simultaneous
saccharification and fermentation of carbohydrates by a mixed microbial
culture." Process Biochemistry, 31(4):377-381.
94. Manikandan, T., Umamaheswari, M., Jayakumari, M., Maheswari, K.,
Subashree, M., Mala, P., Sevanthi, T., (2010). "Bioethanol Production from
Cellulosic Materials." Asian Journal of Science and Technology, 1:5-11.
95. Mariam, I., Manzoor, K., Sikander, A., (2009). "Enhanced production of
ethanol from free and immobilized Saccharomyces cerevisiae under
stationary culture." Pakistan Journal of Botany, 41(2): 21-833.
96. Martín, A. I., Moumen, A., Yánez, D. R. and Molina, E. (2003). "Chemical
composition and nutrients availability for goat as and sheep of two-stage
olive cake and olive leaves." Animal Feed Science and Technology, 107:61-74.
97. Martini, A., (1996). "Origins and domestication of the wine yeast
Saccharomyces cerevisiae." Journal of Wine Research, 4:165-176.
98. McKendry, P., (2002). "Energy production from biomass (part 1): overview
of biomass." Bioresource Technology., 83: 37-46.

84
99. McMillan, J. D., (1994). "Pretreatment of lignocellulosic biomass, in
Enzymatic Conversion of Biomass for Fuels Production." (Eds M. E.
Himmel, J. O. Baker, and R. P. Overend), American Chemical Society,
Washington, DC, p. 292–324.
100. Mesa, J. J., Infante, J. J., Rebordinos, L., and Cantoral, J. M., (1999).
"Characterization of yeasts involved in the biological ageing of sherry
wines." LWT - Food Science and Technology, 32 (2): 114-120.
101. Mikuni, K., Monma, M. and Kainuma, K., (1987). "Alcohol fermentation of
corn starch digested by Chalara paradoxa amylase without cooking."
Biotechnology and bioengineering. 29:729-732.
102. Millati, R., Edebo, L., and Taherzadeh, M. J., (2005)." Performance of
Rhizopus, Rhizomucor and Mucor in Ethanol Production from Glucose,
Xylose and Wood Hydrolyzates." Enzyme and Microbial Technology., 36 (2-
3): 294-300
103. Mishra, S. M., Chandrashekhar, B., Tanushree, C., and Kanwal, S., (2011).
"Production of bioethanol from Jatropha oilseed cakes via dilute acid
hydrolysis and fermentation by Saccharomyces cerevisiae." International
Journal of Biotechnology Applications, 3(1):41-47.
104. Miyamoto, K., (1997). "Production of fuel alcohol from cellulosic
biomass." FAO Agricultural Services Bulletin, 128: 19-52.
105. Mobini- Dehkordi, M., Nahvi, I., Ghaedi, K. and Tavassoli, M., (2007).
“Isolation of high ethanol resistant strains of Saccharomyces cerevisiae."
Res. Pharm. Sc., 2: 85-91.
106. Monte, A. R., Rigo, M. and Joekes, I., (2003). "Ethanol fermentation
of a diluted molasses medium by Saccharomyces cerevisiae immobilized on
chryolite." Brazilian Archives of Biology and Technology, 46: 751-757.

85
107. Nagesha, L., (2009). "Bioethanol production from spoilt sorghum grain."
M. Sc (Department of Agricultural Microbiology) thesis, University of
Agriculture Sciences, Dharwad (India).
108. Nakamura, Y., Sawada, T. and Inoue, E., (2001). "Enhanced ethanol
production from enzymatically treated steams exploded rice straw using
extractive fermentation." Journal of Chemical Technology and Biotechnology,
76:879-884.
109. Narendranath, N. V., and Power, R., (2005). "Relationship between pH and
medium dissolved solids in terms of growth and metabolism of Lactobacilli
and Saccharomyces cerevisiae during ethanol production." Applied and
Environmental Microbiology, 71: 2239-2243.
110. Narendranath, N. V., Thomas, K. C., Ingledew, W. M., (2001). "Effects of
acetic acid and lactic acid on the growth of Saccharomyces cerevisiae in a
minimal medium." Journal of Industrial Microbiology and Biotechnology, 26
(3):171–177.
111. Neelakandan, K., Usharani, H., (2009). "Optimization and production
of bioethanol from cashew apple juice using immobilized yeast cells by
Saccharomyces cerevisiae." European Journal of Scientific Research 4 (2):85-
88.
112. Neves, M. A., Kimura, T., Shimizu, N. and Shiiba, K., (2006). "Production
of alcohol by simultaneous saccharification and fermentation of low-grade
wheat flour." Brazilian Archives of Biology and Technology, 49:481-490.
113. Niaounakis, M., and Halvadakis, C. P., (2004). "Olive-Mill Waste
Management: Literature review and Patent Survey." Typothito – George
Dardanos Publications, Athens, Greece.
114. Nigam, J. N., (2001),"Ethanol production from wheat straw hemicellulose
hydrolysate by Pichia stipitis." Journal of Biotechnology, 87(1):17-27.

86
115. Olsson, L. and Hahn-Hägerdal, B., (1996). "Fermentation of lignocellulosic
hydrolysates for ethanol production." Enzyme and Microbial Technology,
18(5):312.
116. Olsson, L., Hahn, B., (1993). "Fermentative performance of bacteria and
yeasts in lignocellulose hydrolysates." Process Biochemistry, 28:249-57.
117. Omer. R., (2012). "Morphological and Genetic Characterization of the
main Palestinian olive (Olea europaea L.) Cultivars". M. Sc. thesis,
department of plant, An-Najah National University, Palestine.
118. Oner, E. T., Oliver, S. G. and Kirdar, B., (2005). "Production of ethanol
from starch by respiration deficient recombinant Saccharomyces
cerevisiae." Applied and Environmental Microbiology, 71:6443-6445.
119. Ooshima, H., Aso, K., Harano, Y., and Yamamoto, T., (1984).
"Microwave Treatment of Cellulosic Materials for Their Enzymatic
Hydrolysis." Biotechnology Letters, 6(5):289-294.
120. Ooshima, H., Burns, S. D. and Converse, O. A., (1990). "Adsorption of
cellulase from Trichoderma reesei on cellulose and ligneous residue in wood
pretreated by dilute sulphuric acid with explosive decompression."
Biotechnology and Bioengineering, 36: 446-452.
121. Osho, A., (2005). "Ethanol and sugar tolerance of wine yeasts isolated
from fermenting cashew apple juice." African Journal of Biotechnology, 4:
660-662.
122. Ostergaard, S., Olsson, L. and Nielsen, J., (2000). "Metabolic Engineering
of Saccharomyces cerevisiae." Microbiology and Molecular Biology Review, p.
34-50.
123. Panesar, P. S., Marwaha, S. S., Gill, S. S. and Rai, R., (2001)."Screening of
Zymomonas mobilis strains for ethanol production from molasses." Indian
Journal of Microbiology, 41:187-189.

87
124. Parra, A., Rivas, F., Lopez, P. E., Garcia-Granados, A., Martinez, A.,
Albericio, F., Marquez, N. and Muñoz, E., (2009). "Solution- and solid-phase
synthesis and anti-HIV activity of maslinic acid derivatives containing
amino acids and peptides." Bioorganic and Medicinal Chemistry, 17:1139-
1145.
125. PCBS-Palestinian Central Bureau of Statistics and Ministry of Agriculture-
MoA., (2009). Palestine in Figures 2008 – May 2009.
126. Perez, J., Munoz-Dorado, J., De-la-Rubia, T., and Martinez, J., (2002),
"Biodegradation and biological treatment of cellulose, hemicellulose and
lignin: an overview." International Microbiology, 5:53-63.
127. Periyasamy, S., Venkatachalam, S., Ramasamy, S., Srinivasan, V. (2009),
"Production of Bio-ethanol from Sugar Molasses Using Saccharomyces
cerevisiae." Modern Applied Science., 3(8): 1913-1844
128. Petrea, L. (2008), "Characterization of two Saccharomyces cerevisiae
strains obtained by uv mutagenesis." Innovative Romanian Food
Biotechnology, 2:40–47.
129. Petrova, P., Ivanova, V. (2010), "Perspectives for the production of
bioethanol from lignocellulosic materials." Biotechnology and
Biotechnological Equipment, 24(2): 529-546.
130. Prasad, S., Singh, A., Joshi, H. C., (2007). "Ethanol as an alternative fuel
from agricultural, industrial and urban residues." Resources Conservation
and Recycling, 50: 1-39.
131. Pretorius, I.S., (2000). "Tailoring wine yeast for the new millennium:
novel approaches to the ancient art of winemaking." Yeast, 16:675-729.
132. Purwadi, R., 2006. "Continuous Ethanol Production from Dilute-Acid
Hydrolyzates: Detoxification and Fermentation Strategy." Chalmers
University of Technology, Sweden, pp: 1-72.

88
133. Ramanathan, M., (2000), "Biochemical conversion ethanol production
from root crops." In: Biomass Conversion Technology for Agriculture and
Allied Industries. Short Course Manual Organized by Department of Bioenergy,
Tamil Nadu University, Coimbatore, 4-13:155-162.
134. Ramos-Cormenzana, A. and Monteoliva-Sanchez, M., (2000). "Potencial
biofarmacéutico de los residuos de la industria oleicola." Ars Pharmaceutica,
41:129-136.
135. Ravoof, S. A., Pratheepa. K., Supassri. T., Chittibabu, S. (2012).
"Enhancing enzymatic hydrolysis of rice straw using microwave assisted
nitric acid pretreatment." International Journal of Medicine and Biosciences,
1(3):13 – 17.
136. Rivera, E. C., Costa, A. C., Attala, D. I. P., Margery, F., Mariel, M. R. W. and
Mariel Filch, R. (2006). "Evaluation of optimization techniques for
parameter estimation: Application to ethanol fermentation considering the
effect of temperature." Process Biochemistry, 41: 1682-1687.
137. Roble, N., (2003). "Development of production systems for raw cassava
starch bioconversion in novel bioreactors with cells immobilized in loofa
(Luffa cylindrica) sponge." Ph. D. Thesis, University of Tsukuba, Japan.
138. Saha, B. C., Iten, L. B., Cotta, M. A., Wu, Y. V., (2005). "Dilute acid
pretreatment, enzymatic saccharification and fermentation of wheat straw
to ethanol Pro." Biochemistry, 40 (12):3693–3700.
139. Salmon, J. M., Vincent, O., Mauricio, J. C., Bely, M. and Barre, P., (1993).
"Sugar transport inhibition & apparent loss of activity in Saccharomyces
cerevisiae as a major limiting factor of enological fermentation." American
Journal of Enology and Viticulture, 228:56-64.
140. Sandhu, H., Bajaj, K. L. and Arneja, J. S., (1998). "Biochemical studies on
bioconversion of rice straw to ethanol." Indian Journal of Ecology, 25:62-65.
141. Schell, J. D., Riley, J. C., Dowe, N., Farmer, J., Ibsen, N. K., Ruth, F. M.,
Toon, T. S. and Lumpkin, E. R., (2004). "A bioethanol process development

89
units: initial operating experiences and results with a corn fiber feed stock."
Bioresource Technology., 91:179-188
142. Schuller, D., Valero, E., Dequin, S., Casal, M,. (2004). "Survey of
molecular methods for the typing of wine yeast strains." FEMS
Microbiology Letters, 231: 19-26.
143. Sebastian, S., (2008)."Turning waste olive stones into bioethanol
Granada." Spain. Renewable Energy World.
144. Senkevich, S., Ntaikou, I., Lyberatos, G., (2012). "Bioethanol production
from thermochemical pretreated olive mill solid residues using the
Pachysolen tannophilus." Global NEST Journal, 14(2):118-124.
145. Shalabia, A., (2011). "Production of Bioethanol from Olive Pulp." M. Sc.
thesis, department of chemistry, An-Najah National University, Palestine.
146. Sharma, K. S., Kalra, K. L. and Grewal, H. S., (2002a), "Enzymatic
saccharification of pre-treated sunflower stalk." Biomass and Bioenergy,
23:237-243.
147. Sharma, S., Jain, M. and Dalel, S., (2002b). "Production of ethanol from
potato flour by an amylolytic Saccharomyces cerevisiae SJ-31." Annual
Conference of Association of Microbiologist of India. Department of
Microbiology, CCS Haryana Agriculture University Hisar, 11-13.
148. Sheorain, V., Banka, R. and Chavan, M., (2002). "Ethanol production
from sorghum." www.ethanolfromsorghumarticleicrisat.htm. pp. 1-11.
149. Shiva, C. A., Hamdapurkar, S. K. and Walkte, P.S., (2001). "A study on
biochemical conversion of agriculture starchy waste into glucose syrup." In:
Proceeding of the 42 Annual Conference of association of Microbiologist of
India held at Gulbarga University, November 9-11:72.
150. Shuler, M. L and Kargi, F., (2002). "Bioprocess Engineering: basic
concept." Second Edition, Prentice Hall, New Jersey.

91
151. Sierra, J.; Marti, E., Garau, M. A. and Cruenas, R., (2007). "Effects of the
agronomic use of olive oil mill wastewater: Field experiment." Science of the
Total Environment, 378:90-94.
152. Smith, G. A. and D. R. Buxton. (1993). "Temperate zone sweet
sorghum ethanol production potential." Bioresource Technology., 43:71–75.
153. Sree, N. K., Sridhar, M., Suresh, K. and Rao, L. V., (1999). "High ethanol
production by solid substrate fermentation from starchy substrates using
thermo tolerant Saccharomyces cerevisiae." Bioprocess engineering, 20:561-
563.
154. Subashini, D., Ejilane, J., Radha, A., Jayasri, M. A. And Suthindhiran,
K., (2011). "Ethanol Production from Sago Waste Using Saccharomyces
cerevisiae Vits-M1." Current Research Journal of Biological Sciences, 3(1):42-
51.
155. Sun, Y. and Cheng, J., (2002). "Hydrolysis of lignocellulosic materials
for ethanol production: A review." Bioresource Technology., 83(1): 1-11.
156. Suresh, K., Kiransree, N. and Rao, V. L., (1999a). "Utilization of damaged
sorghum and rice grains for ethanol production by simultaneous
saccharification and fermentation." Bioresource Technology., 68:301-304.
157. Suresh, K., Kiransree, N. and Venkateshwar Rao, L., (1999b). "Production
of ethanol by raw starch hydrolysis and fermentation of damaged grains of
wheat and sorghum." Bioprocess Engineering, 21:165–168.
158. Swiecilo, A., krawiec, Z., Wawryn, J. and Bartosz, G., (2000), "Effect of
stress on the life span of the yeast Saccharomyces cerevisiae." Acta
biochimica Polonica, 47:355-364.
159. Taherzadeh, M. J., and Karimi, K., (2007), "Acid-Based Hydrolysis
Processes for Ethanol from Lignocellulosic Materials: A Review."
Bioresource, 2: 472-499.

91
160. Tahir, A., Aftab, M. and farasat, T., (2010a)." Effect of Cultural Conditions
on Ethanol Production by Locally Isolated Saccharomyces cerevisiae Bio-
07." Journal of Applied Pharmaceutical Science, 3(2):72-78.
161. Tahir N, Bhatnagar R, Viswanathan L (2010). "Development of
resistance in Saccharomyces cerevisiae against inhibitory effects of
browning reaction products." Enzyme and Microbial Technology, 3:24–28.
162. Tassinari, T., Macy, C. and Spano, L., (1980)." Energy requirement and
process design consideration in compression milling pretreatment of
cellulosic wastes for enzymatic hydrolysis." Biotechnology and
Bioengineering, 22:1689-1705.
163. Taylor, F., Kurantz, M. J., Goldberg, N., Mcaloon, A. J. and Craig, J. C.,
(2000). "A dry grind processes for fuel ethanol fermentation and stripping."
Biotechnology progress, 64:103-111.
164. Teixeira, L. C., Linden, J. C., Schroeder, H. A., (1999a). "Alkaline and
peracetic acid pretreatments of biomass for ethanol production." Applied
Biochemistry and Biotechnology, 77–79:19–34.
165. Teixeira, L. C., Linden, J. C., Schroeder, H. A., (1999b). "Optimizing
peracetic acid pretreatment conditions for improved simultaneous
saccharification and co-fermentation (SSCF) of sugar cane bagasse to
ethanol fuel". Renewable Energy. 16:1070–1073.
166. Thais, M. G., Danilo, G. M., Iara, P. M., Cyntia, M. T., Fadel, P., Tania,
M. B. B., (2006). "Isolation and characterization of Saccharomyces cerevisiae
strains of winery interest." Brazilian Journal of Pharmaceutical and Sciences;
42 (1):119-126.
167. Thomas, K. C., Hynes, S. H., Ingledew, W. M., (2002). "Influence of
medium buffering capacity on inhibition of Saccharomyces cerevisiae
growth by acetic and lactic acids." Applied and environmental microbiology.
68:1616-1623.

92
168. Tikka, C., Osuru, H. P., Atluri, N., Raghavulu, P. C. V., yellapu, N. K.,
Mannur, I. S., Prasad, U. V., Aluru, S., Varma, N., and Bhaskar, M., (2013)."
Isolation and characterization of ethanol tolerant yeast strains."
Bioinformation, 9(8): 421-425.
169. Ueda, S., Zenin, C. T., Monteiro, D. A. and Park, Y. K., (1981). "Production
of ethanol from raw cassava starch by a nonconventional fermentation
method." Biotechnology and Bioengineering., 23: 291-199
170. Vallander, R. L. and Eriksson, L. K. E., (1991). "Enzymatic hydrolysis
of lignocellulosic materials: II Experimental investigations of theoretical
hydrolysis – process models for an increased enzyme recovery."
Biotechnology and Bioengineering, 38: 139-144.
171. Van Zyl, W., Lynd, L. R., den Haan, R., McBride, J. E., (2007).
"Consolidated Bioprocessing for Bioethanol Production Using
Saccharomyces cerevisiae." Biofuels, p 205-235.
172. Verma, G., Nigam, P., Singh, D. and Chaudhary, K., (2000). "Bioconversion
of starch to ethanol in a single step process by co-culture of amylolytic
yeasts and Saccharomyces cerevisiae." Bioresource Technology., 72:261-266.
173. Voordeckers, K., De Maeyer, D., van der Zande, E., Vinces, M. D., Meert,
W., Cloots, L., Ryan, O., Marchal, K., Verstrepen, K. J., (2012). "Identification
of a complex genetic network underlying Saccharomyces cerevisiae colony
morphology." Molecular Microbiology, 86(1): 225–239.
174. Walker, L. P., Hii, H., Wilson, D. B., (2006). "Enzymatic hydrolysis of
cellulose: An Overview." Bioresource Technology., 36:3-14.
175. Wang, Z. X., Zhuge, J., Fang, H., and Prior, B.A., (2001). "Glycerol
production by microbial fermentation: A review." Biotechnology Advances,
19: 201-223.

93
176. Wayman, M., Parekh, S. R., (1990). "Biotechnology of Biomass
Conversion; Fuel and Chemicals from Renewable Resources." Open
University Press, Milton Keynes., pp. 181-232.
177. Yang, C., Shen, Z., Yu, G., Wang, J., (2008). "Effect and after effect of
_radiation pretreatment on enzymatic hydrolysis of wheat straw."
Bioresource Technology., 99(14): 6240-6245.
178. Zheng, Y., Pan, Z., Zhang, R., (2009). "Overview of biomass pretreatment
for cellulosic ethanol production." International Journal of Agricultural and
Biological Engineering, 2(3): 51-68.
179. Zhu, S., Wu, Y., Yu, Z., Zhang, X., Li, H., Gao, M., (2006). "The effect of
microwave irradiation on enzymatic hydrolysis of rice straw." Bioresource
Technology. 97(15): 1964-1968.
180. Zhu, S., Wu, Y., Ziniu, Z., Liao, J., Zhang, Y., (2005b). "Pretreatment by
microwave/alkali of rice straw and its enzyme hydrolysis." Process
Biochemistry, 40(9):3082-3086.
181. Zhu, S., Yu, Z., Wu, Y., Zhang, X., Li, H., Gao, M., (2005a). "Enhancing
enzymatic hydrolysis of rice straw by microwave pretreatment." Chemical
Engineering Communications, 192(12):1559-1566.