Embed Size (px)
Citation preview

MI4-Kehry – Fahne 1
cient for the open, wide design required fora cold reaction process at room temperatureor a conventional dyeing machine (in thiscase, however, the seals must be checked forlye resistance) can be used for continuoustreatment with up to 65 °C. As reference val-ue, 2-4 hours reaction time for Foulard and20-60 minutes for continuous treatment areto be observed. However, the full advantages of lye treat-ment can only be exploited when applyingthe full process of mercerization. It is alsopossible here to choose between cold andhot treatment. For example, the differencebetween these 2 processes can be seen in thetime of the treatment as well as in luster.While the high viscosity of the sodium hy-droxide solution leads to almost twice aslong fabric impregnation times, particularlyat low temperatures, the optical effect (lus-ter) is unparalleled. In contrast, hot mercer-ization is clearly faster and thus requires lessmachinery.In general, mercerization (cold and hot) is di-vided into 3 steps:
Production improvement by targeted mercerization
During the last decades, success or failure in the production of textiles wasclearly dictated by the price. Nowadays, however, there is an ever increasingawareness for quality. In this respect, the treatment with sodium hydroxidesolutions is an efficient means of increasing the quality of conventionalproducts.
Stephan KehryFong’s Europe GmbH, Schwäbisch Hall/Germany
must be addressed in detail. Particularly fab-ric tension and the transport and storagetime must be observed, but also concentra-tion and temperature of the applied sodiumhydroxide solution play important roles. Lye treatment vs. mercerization Classic mercerization is achieved with aNaOH concentration of 28-30 Bé. In thisrange, the best properties in terms of lusterand dimensional stability are achieved. However, already low lye concentrations (15-30 Bé) lead to compression (shrinking) of thefabric and increase its affinity to dye. Thespecial feature: these lye treatment effectscan even be achieved without an extensiveamount of machinery being required. Forthis, a conventional Foulard (Fig. 2) is suffi-
Already as far back as 1844, John Mercer dis-covered this process more or less by coinci-dence instead of empirical testing. When hewas filtering a sodium hydroxide solutionthrough a piece of cotton cloth, he noticedchanging textile properties. After the curios-ity of the hobby chemist had been stimulated(he never attended school and taught himselfeverything he knew) there was no turningback. He quickly discovered that "cotton fab-rics shrink under the influence of sodium hy-droxide solution and increase in density andstrength and show a higher affinity to dye"[1]. The influence of the fabric tension on theluster of the fabrics was later documented bythe British chemist Horace Arthur Lowe in thelate 19th century [2]. However, it does not really matter who es-tablished this process in the Storm and Stressperiod of the textile industry. What matters isthat all these properties make mercerizedfabrics high quality products from whichlarger turnovers can be achieved. Particularlythe luster and feel of the treated fabrics aredistinctive characteristics.Due to the variety of fabrics to be treatedwhich range from densely-woven denimthrough to lightly-knitted fabric with an openstructure - particularly when using the mer-cerization process, different characteristics
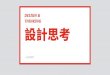
Fig. 1 Comparison of cotton that was not mercerized (left) and cotton that was mercerized (right)
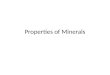
Fig. 2 Economica foulard for cold reaction lye treatment and continuous lye treatment of knitted fabric

MI4-Kehry – Fahne 2
• mercerization (impregnation and reaction)• stabilization (slow dilution of the NaOH
concentration under tension)• washing and neutralization (alkali removal,
particularly from the fiber core).
Mercerization: wet-on-wet or dry-on-wet?The mercerization does not actually startwith the impregnation of the fabric with thesodium hydraulic solution but instead in thestep before: It is crucial whether the fabric isdry or wet. While dry fabric can directly betreated with the sodium hydraulic solution,wet fabric has to be moisturized and equallywrung out to prevent irregularities during im-pregnation. Nevertheless, wet-on-wet mer-cerization offers certain advantages: Not on-ly can the drying step be left out and the cor-responding costs avoided, the process addi-tionally starts with a delay and runs moresteadily. This way, the risk of ring merceriza-tion is reduced. The actual impregnation withthe sodium hydraulic solution takes 50-60seconds (cold mercerization) or 30-40 sec-onds (hot mercerization).Besides the exchange of water for NaOH, a uni-formly low fabric tension is the decisive factorduring impregnation. Here, 2 systems can beapplied: classical roller impregnation and in-tensive impregnation with clearance in air.
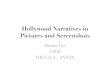
Classical roller impregnationDuring the classical roller impregnation (Fig.3) the strong lye is continuously pumped in-to the gap of the supporting roller and ap-plied to the fabric by deflecting it. In this pro-cess, the lye is circulated approx. 12-20 timesper hour. Grooves in the impregnation rollersprevent the fabric web from shrinking. How-ever, particularly during cold mercerization,this system reaches its limits. The high viscos-ity of the lye prevents a quick exchange ofthe fluid. As a consequence, more equipmentand time is required to introduce the stronglye reliably into the fiber core.
Intensive impregnation with clearance in airPerfect cold mercerization can be achievedby combining sections for intensive impreg-nation with reaction sections (Fig. 4). Bymeans of a maximum contact time, intensive
impregnation ensures that the lye evenreaches the core of the fibers. In the follow-ing clearance in air section, the fabric web isguided by large rollers with a defined lowtension. During this, the sodium hydraulicconcentrations in the core and edge of thefibers even out. This is the only way to guar-antee a uniform lye profile in the fibers. Bymeans of a subsequent second impregna-tion, strong lye is repeatedly introduced intothe fibers. A sophisticated drive system en-sures that the fabric tension remains con-stant during the entire process. The result is areproducible uniform shrinkage over the en-tire width of the fabric.The strong lye is continuously filtered and,for cold mercerization, cooled because theprocess is exothermic, i.e. energy is released.Furthermore, the temperature is continuous-ly monitored during this process. Older sys-tems still use viscometers that are based onthe connection between the viscosity of thelye and its concentration. This, however, hasthe following disadvantage: In addition tothe temperature, the viscosity also changes.Under production conditions that are gener-ally subject to high temperature fluctuations,this is a typical reason for irregularities. For this reason, modern mercerization sys-
tems offer continuous density monitoringand temperature compensation, keeping theconcentration constant within a range of upto 0.5 Bé, independent of all other factors.
StabilizationWhile impregnation focused on evenly apply-ing the sodium hydroxide solution to the fab-ric, stabilization is about successively reduc-ing the lye concentration again while perma-nently defining the dimensions of the fabricweb. Stabilization must be carried out evenlyover the entire width of the fabric. This pro-cess is particularly important for yarn-dyedshirts with longitudinal stripes. Differentnumbers of threads over the width of theshirt would have an unpleasant effect on theshirt pockets as their appearance would devi-ate from the rest of the shirt. For this reason,stabilization usually takes place in a tension-ing frame. While the fabric is held at theedges, excessive weak lye with approx. 8 Béensures that the lye is evenly extracted overthe entire width of the fabric (Fig. 5). Fordensely-woven or heavy products, vacuumbeams are additionally applied at the bottomof the fabric in order to ensure complete pen-etration with weak lye. Depending on the quality of the fabric, mod-ern mercerization systems offer the choicebetween pin or clip-tensioning chains in thetensioning frame part. Due to the low ten-sion of the fabric, vertical pin chains are ex-clusively used for knitted fabric. Due to thehigh mechanical load, only clip chains may beapplied to woven fabric. While the pins breakat an excessive load and could thus damagethe fabric as well as any downstream squeez-ing units, the edges of the fabric can be se-curely fastened by means of clips withoutleaving permanent marks. The length of theframe depends on the weight of the fabricand the treatment time.
Back staining: problem of the pastBy means of the sodium hydroxide solution,a redox potential is generated on the fabric,
Fig. 3 Classical roller impregnation
Fig. 4 Intensive impregnation with clearance in air
Fig. 5 Stabilization with weak lye at the tensioning frame

MI4-Kehry – Fahne 3
re-affixing dissolved dye to dyed fabric (espe-cially denim). This process is referred to asback staining and is particularly unwanted onthe inside of denim fabric. The solution tothis problem is the application of an intelli-gent water flow at the end of the stabiliza-tion process that is specifically adjusted tothe individual requirements of the customers.It can be generally said about the water andlye supply that continuous systems usuallyuse a consistent counterflow to save on asmuch resources as possible (water, chemi-cals, energy). This also applies to the last pro-cess step, namely the washing and neutral-ization of the fabric.Cleaned to the core by time and temperatureThe mercerization process is not completeduntil the fabric is free from alkali. This is tricky,as the lye has even penetrated the fabric corethat can only be accessed from the outsidewith great difficulty. In this respect, the neu-tralization process is divided into four steps:1. Rinsing at high washing action2. Long (diffusion stage) washing at high
temperatures3. Neutralization and 4. Washing out of the salts generated in the
process.To reach the alkali in the core, the weak lye inthe outer fiber layer and on the fabric mustbe completely removed in an initial step. Onlythis way can a maximum difference in theconcentration between core alkali and wash-ing liquid be generated. This process isachieved by high mechanical washing action,
e.g. by means of power sprays (Fig. 6). In thisprocess, the washing liquid is applied to thesurface of the fabric at a very high tensionwhich directly removes any residual lye onthe outside. Preferably, the fabric is proac-tively heated by simultaneous application ofsteam (thermal flush) to additionally supportthe following step, i.e. diffusion. Power sprayor thermal flush systems are used for bothwoven and knitted fabric.If the difference in concentration within thefiber is sufficient after removing the outer al-kali layer, the fabric needs to be given suffi-cient time for diffusion. This process is posi-tively influenced by high temperatures. Re-spectively, roller vats with a sufficiently largecapacity or an equally high number of drumwashing machines for sensitive materialssuch as knitted fabrics is required in this pro-
cess to ensure steady diffusion of the core al-kali to the outside.The diffusion processes are not limited interms of time which means that neutraliza-tion is the final step in balancing the concen-trations. The remaining alkali is now neutral-ized with acid or buffer systems. The alkalivalue is checked on-line by a closed controlcircuit with a pH meter and the requiredchemicals are automatically dosed accordingto the measured data. The following logicalconclusion can be drawn from this: The moreefficient the previous washing and rinsingprocesses, the less the amount of chemicalswhich are required to neutralize the fabric. Inthe neutralization process, salts are generat-ed which, however, can be easily rinsed out.ConclusionToday more than ever, mercerization offersthe possibility of increasing the value of tex-tile fabrics thus generating more turnoverand even opening up new market segments.To achieve this, an appropriate process mustbe selected. The various mercerization op-tions offered by Goller ensure that every indi-vidual step is optimally accounted for. Themore than 70 years of experience of this tra-ditional German brand speaks for itself and iseven further reinforced by the company's in-terdisciplinary cooperation with the brandsThen, Fong’s and Xorella.
References[1] Rouette, H.K.: Wool Fabric Finishing, [2] British Patent No. 4452, March 15, 1890
Fig. 6Power sprays



















![E LYE q] b](https://img.pdfslide.us/doc/110x75/5e5edd776f774844f035d2dd/-e-lye-q-b-.jpg)