Embed Size (px)
Citation preview

Evaluation of H2 Production at Refineries in ChinaThe New UOP SeparALL™ Process
™
© 2013 UOP LLC. All rights reserved.
and UOP Polybed™ PSA

UOP Company ProfileServing the Gas Processing, Refining & Petrochemical Industries
Profile Significant Technology Position Sales: BreakdownProfile — Significant Technology Position
Business Units: Gas Processing and Hydrogen (GP&H) Process Technology & Equipment (PT&E)
Sales: Breakdown
Products
35%Equipmentgy q p ( )
Catalysts, Adsorbents & Specialties (CA&S) Renewable Energy and Chemicals (RE&C)
Offering: Technology, catalyst & services to the refining,
Equipment
45%Services
13%
35%Products
Services
Licensingpetrochemical and gas processing industries Supplier of molecular sieve adsorbents to process
and manufacturing industries
UOP Facilities — Global Footprint Sales: Geographic
Licensing
7%
13%Licensing
UOP Facilities Global Footprint Sa es Geog ap c
Asia Pacific19%
China12%
Middle East9%
Worldwide HeadquartersDes Plaines, Illinois (suburban Chicago)3,500+ Employees
North America
32%
19% 12%
SouthAmerica
9%
GlobalCustomers
2
32%E&A 9%
CIS 5%India5%
UOP OfficesUOP Manufacturing Sites
20 Offices 17 Countries 12 Manufacturing Facilities 5 Engineering Centers
UOP 6196-2

Benefits of a UOP Integrated Solution in a Refinery
O t h l i d d t d i d t d li i f
Acid Gas Removal PSA Sulfur Recovery
Our technologies and products are designed to deliver superior performance, safety and value when combined in an integrated system:
High availability and reliability of processes and products
Lower capital expenditure and operating costs resulting inlower cost of production of hydrogen
33UOP 6196-3

Hydrogen Dynamics in China
1. Critical feedstock for various industries
Refining industry Hydrocracking, hydrotreating and isomerization processes
2 Environmental regulation / improved refinery performance
Ammonia Production Approx. 0.18 – 0.20 kg hydrogen per kg of ammonia required
2. Environmental regulation / improved refinery performance
State Mandate – upgrade diesel and gasoline Process heavier and more sour crude Long on Heavy Fuel Oil (HFO) and Petroleum Coke
3. Demand for transportation fuels
Long on Heavy Fuel Oil (HFO) and Petroleum Coke Improve margins by maximizing high-value refined product output
Oil demand rising at >8% CAGR Refining capacity to double from 2012 to 2022 China’s footprint expanding as a global supplier of refined products and fuels
4Growth for hydrogen will mainly come from the oil refining industry 4UOP 6196-4

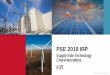
Growth Potential for Hydrogen
30 29
Hydrogen segment assessment in China (Million tons) CAGR2012-2022
4.5
5.4
20
25
s
MethanolRefineriesAmmonia
21
26 8%
4 9
7.6
10.0 11.2
1.1 1.1 1.6
2.0 2.6
2.8
15
20
Mill
ion
Tons
1816
151513
8%
9 3 9.9 9.6 9.8 10.2 10.9 12.0 12.6
2.9 3.6 4.0 4.3
4.9
5
10
2%9.3 9 6
0 2008 2009 2010 2011 2012 2015 2020 2022
Years
5
YearsSource: Chem1 Market Assessment Study for Hydrogen
Growth for hydrogen will mainly come from the oil refining industry 5UOP 6196-5

Five Year Plan Target … Control Sulfur Emissions
Fuel Standards State IICurrent
State III2013
State IV2015
State V Comments
GASOLINESulfur, ppm
Olefin, v%Manganese, g/LVapor pressure
500350.01874
150300.01672
50280.00840~68
10250.00240~65
China relies heavily on the ME for most of its oil supplies which is sour
Vapor pressure(Summer), kappa
74 72 40~68 40~65
DIESELSulfur ppm 500 350 50 10
ME Crude Oil Specs:CurrentAPI = 34
Sulfur, ppmCetane number
Density, 20 kg/cm3
Fatty acid esterHeavy Aromatics
50049820-860/,/
35049810-8500.5%v,11%m
5051820-845/, 11%m
10DIESEL
S (wt%) = 1.75
API = 33.9S (wt%) = 1.84
Improving energy efficiency combined with reducing greenhouse gas emissions are key in the five year plan
6Increasing sour crude processing and stricter sulfur
controls requires added capacity for hydrogen production
Source: Chem1 Market Assessment Study for Hydrogen; Hart Energy Consulting Analysis (2010)
6UOP 6196-6

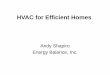
Breakdown of Feedstock for Hydrogen Production
6
Hydrogen market assessment in China (Million tons) CAGR2012-2022
0 6
0.8
5
otherscoalNGROG 4.4
5.0
18%
1.9 2.1 0.6
0.6
3
4
llion
Ton
s
2 5
3.4
9%
1 9 2.1
0.6 0.7 0.8
0.8 0.9
1.1
0.1 0.1
0.1 0.1 0.1
1
2
Mil
1.82.0
2.22.4
2.5
4%1.1 1.2 1.3 1.4 1.5 1.7
1.9
0
1
2008 2009 2010 2011 2012 2015 2020 2022Year
7Coal gaining prominence as an alternative cheaper feedstock
YearSource: Chem1 Market Assessment Study for Hydrogen
7UOP 6196-7

Case Study Comparing SMR & Gasification
1. Basis
Natural Gas Price: $13/MMBtu (HHV = 22,400 Btu/lb) - based on LNG imports
P t k P i $1/MMBt (HHV 15 000 Bt /lb) Petcoke Price: $1/MMBtu (HHV = 15,000 Btu/lb)
Coal Price: $3.50/MMBtu (HHV = 12,000 Btu/lb)
Hydrogen required for refinery: 100,000 Nm3/h
2. Configurations
ASU
H2
CO2
Petcoke
Coal
O2
Pure H2 To
Refinery
SyngasGasification Polybed PSACO Shift
UOPSeparALLProcess
H2S
H2
8
Desulfurization
8
Natural
Gas/ROG
Pure H2 To
RefineryPolybed PSASMR
H2
CO Shift
UOP 6196-8

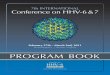
Hydrogen Production Cost
Hydrogen production cost in China, $/Nm3SENSITIVITY ANALYSIS FORPETCOKE FEED
1 01 1 67
0.10 0.11 0.12 0.13 0.14
Capex $ MM
Feedstock $/MMBTU
0.212
0.153 0.110
1.01 1.67Feedstock $/MMBTU
Natural gas Coal Petcoke0.18 0.19 0.20 0.21 0.22 0.23 0.24
SENSITIVITY ANALYSIS FOR NATURAL GAS FEED
Cheaper feedstock cost directly influences the cost of hydrogen production
11.89 14.11Feedstock, $/MMBTU
Capex $MM
9UOP processes drive value in hydrogen production 9UOP 6196-9

What is the UOP SeparALL Process?
Absorption / regeneration process for selective removal of H2S, COS, & CO2 Uses a “next generation” physical solvent (SELEXOL™ MAX Solvent) Uses a typical solvent-extraction flow-scheme Loading directly proportional to partial pressure
Physical vs ChemicalTypical Gasification ApplicationAcid GasTreated Gas
t Loa
ding
FeedGas
Sol
vent
Physical SolventChemical Solvent
Partial Pressure
10
High Pressure is advantageous
Partial Pressure
UOP 6196-10

SELEXOL MAX Solvent Characteristics
SELEXOL MAX Solvent: A physical solvent Chemically similar and completely compatible with SELEXOL Solvent Clear fluid that looks like tinted water
Regenerated by changing pressure, temperature or applying a stripping gas
U i l ti it h t i ti d i bl f ifi ti t ti Unique selectivity characteristics desirable for gasification syngas treatingRelative Solubility Data
H2 ~ 1 CO ~ 2.2CO 2.2 CO2 ~ 76 COS ~ 175 H2S ~ 680
SELEXOL MAX Solvent = Selective
1111UOP 6196-11

Two Basic Flow-schemes
Sulfur removal only Typically for power applications Can reduce treated gas any desired sulfur level Can reduce treated gas any desired sulfur level One solvent absorber with solvent regeneration
Sulfur removal with separate CO removal (CCS or chemicals production)Sulfur removal with separate CO2 removal (CCS or chemicals production) Typically for chemicals, SNG or coal to liquids applications Typically involves more stringent product specifications Integrated solvent absorbers and solvent regenerationIntegrated solvent absorbers and solvent regeneration
1212UOP 6196-12

UOP SeparALL Process Advantages
Mild chilling
Simple flow schemes with few pieces of equipment
Lower solvent losses
Absorbs NH3, HCN and other trace contaminants,without the need for additional equipmentwithout the need for additional equipment
Removes metal carbonyls Metal carbonyls in treated syngas decompose at gas turbine burners and
potentially plate-out on the gas turbine blades Metal carbonyl can also act as catalyst poisons for chemical applications
Through its improved efficiency and next generationThrough its improved efficiency and next generation technology, the SeparALL process can reduce capital
expenditures by up to 10 percent and operating expenditures by more than 20 percent.
1313UOP 6196-13

Reliability / Availability / Maintainability
The UOP SeparALL process provides> 99% availability> 99% availability
Availability exceeds typical gasifier availability (typically 80 - 90%)
UOP training and services teams work with operators to help optimize and maintain thesystem at peak efficiencysystem at peak efficiency
1414UOP 6196-14

Commercial Experience in Hydrogen Production
ITALY
Sarlux IGCCCLICK TO LEARN MORE
ITALY
U.S.Coffeyville
APIEnergia IGCC CLICK TO LEARN MORE
Coffeyville ResourcesCLICK TO LEARN MORE
15UOP 6196-15

Commercial Experience in Gasification
Sarlux IGCC Complex Planttp
Start-Up 2000
Application Power H2 Production
Production 550 MW net / 40000 Nm³/h
AGRU Duty Sulfur
Syngas Flow 404 MMSCFD @420 psia
Feedstock Visbreaker Residue Sarroch, Sardinia, Italy
Sarlux IGCC Complex Plant
16UOP 6196-16

Block Flow Diagram | Sarlux IGCC
Electric Power High Purityto Hydrocracker
H2
Raw
Steam for ExportPolybedTM
PSA
H2
Air
PolysepTM
MembraneCombined
Cycle Power Plant
Air Separation
UnitO2
SELEXOLGas CoolingGasifier w/
Purified Syngas
ElementalSulfur
Claus PlantSELEXOL& COSHydrolysis
Quench& Scrubbing
Feed
Tail Gas
17UOP 6196-17

Commercial Experience in Gasification
API Energia IGCC Complex Plantg p
Start-Up 1999
Application Power
Production 250 MW net
AGRU Duty Sulfur
Syngas Flow 169 MMSCFD @744 psia
Feedstock Visbreaker Residue Falconara, Italy
API Energia IGCC Complex Plant
18UOP 6196-18

Block Flow Diagram | API Energia Asphalt
CombinedCycle Power
Electric Power
Steam for Export
Ai
Air
N2
PlantSteam for Export
SyngasExpander
Air Separation
UnitO2
ElementalSulfur
SELEXOLGas Cooling
& COSHydrolysis
Gasifier w/ Quench
& ScrubbingFeed Claus Plant
Tail Gas
19
Tail GasTreatment &Incinerator
UOP 6196-19

Commercial Experience in Gasification
Coffeyville Resources Planty
Start-Up 2000
Application Ammonia Urea
Production 21 T/h | 62 T/h
AGRU Duty Sulfur & CO2
Syngas Flow 151 MMSCFD @535 psia
Feedstock Petcoke Coffeyville, Kansas
Coffeyville Resources Plant
20UOP 6196-20

Block Flow Diagram | Coffeyville Resources
Air
NNH3 Product
AmmoniaSynthesis
N2
UAN Plant UAN ProductAir
Separation Unit
Purified CO2High Purity H
CO2 VentCO2Purification
Purified CO2
PolybedPSA
High Purity H2
Raw H2
O2
SyngasScrubbing
QuenchGasification
CO Shift &Gas Cooling
Raw CO2
SELEXOL2-Stage
Tail Gas
Acid Gas
Claus Plant
ScrubbingGasification
Petroleum Coke
Gas Cooling
2121UOP 6196-21

Commercial Experience in Gasification
Coffeyville ResourcesGasification Ammonia Complex
SELEXOL Unit POLYBED PSA Unit
2222UOP 6196-22

H2 Purification – Polybed PSA Systems
PRODUCT
H2 @ High PurityHigh Pressure
H2 @ High PurityHigh PressureH2 + Impurities
High PressureH2 + Impurities
High Pressure
FEED GASFEED GAS
TAIL GASImpurities (+H2)
Low PressureImpurities (+H2)
Low PressureH2 Purity 99.9 – 99.9999%H2 Recovery 60 – 90%H2 Feed pressure 6 - 40 bar gH2 Product pressure 5 - 39 bar g
23
H2 Product pressure 5 39 bar g
UOP 6196-23

Components of a PSA Unit
Control System1 Control System
Valve Skid
Vessels & Adsorbents
1
2
3
UOP Service & Support4
3
1 4
2
24
2
24UOP 6196-24

PSA with Maximum On-Stream Reliability
For a customer in China that needs a reliable source of high purity hydrogen, UOP Polybed™ PSA provides greater than 99 8% on-stream availability that results in $500 000/daythan 99.8% on-stream availability that results in $500,000/day of additional value due to downtime avoided versus local PSA suppliers. We do this by providing proven designs, proprietary adsorbents, and equipment. p p y , q p
Assumptions: • 100,000 Nm3/hour product PSA unit • H2 value = 15000 RMB/MT = $0.21/Nm3
$• Calculation: 100,000 x 24 x 0.21 = $504,000/day • The cost from the loss of production from the
downstream hydroprocessing units, if known, would be added to the cost of the loss of H2
2525UOP 6196-25

26UOP 6196-26