Embed Size (px)
Citation preview
www.kjellberg.dewww.kjellberg.de
Welding Systems and Automats, Devices, Filler Materials, Services
Product Catalogue 2014Full-Range Supplier of Welding Technique
- 2 -- 2 -
Cooperation means to build a stage for the other one on which he looks good. (Unknown)
- 3 -- 3 -
Content
Overview..................................................................................................................................................................................................................................................4Our ambition ........................................................................................................................................................................................................................................5Product portfolio of the Kjellberg companies.......................................................................................................................................................6
Submerged-arc Welding .............................................................................................................................................................................................9SA technology and standard automats .....................................................................................................................................................................9Manual SA welding.................................................................................................................................................................................................................... 12Standard power sources...................................................................................................................................................................................................... 13Multifunctional welding inverters.................................................................................................................................................................................. 14
Gas Metal Arc Welding ..............................................................................................................................................................................................16GMAW technology ..................................................................................................................................................................................................................... 16GMAW equipment ...................................................................................................................................................................................................................... 17
TIG Welding ............................................................................................................................................................................................................................... 19TIG welding technology and equipment............................................................................................................................................................... 19
Special Welding Technologies.......................................................................................................................................................................20High-performance TIG InFocus .................................................................................................................................................................................... 20InFocus solutions ........................................................................................................................................................................................................................ 21
Manual Metal Arc Welding (MMAW) .......................................................................................................................................................22MMAW technology and inverters ................................................................................................................................................................................ 22
Cutting Equipment ..........................................................................................................................................................................................................23Manual plasma cutting........................................................................................................................................................................................................... 23
Wear Protection ...................................................................................................................................................................................................................24Surface welding technology ............................................................................................................................................................................................. 24Systems for surface welding............................................................................................................................................................................................ 25Surface-welded sheets.......................................................................................................................................................................................................... 26Plasma-transferred arc and plasma keyhole welding............................................................................................................................. 27
Welding Periphery ...........................................................................................................................................................................................................28Welding devices ........................................................................................................................................................................................................................... 28
System Solutions ..............................................................................................................................................................................................................32Customisation................................................................................................................................................................................................................................. 32In practice ........................................................................................................................................................................................................................................... 33
Filler Materials .......................................................................................................................................................................................................................36:HOGLQJ�ÀX[ ...................................................................................................................................................................................................................................... 36Welding wires ................................................................................................................................................................................................................................. 37Welding electrodes .................................................................................................................................................................................................................... 38
Options ............................................................................................................................................................................................................................................40Welding carriage GMAW and SAW .......................................................................................................................................................................... 40Control units ..................................................................................................................................................................................................................................... 41Welding heads ............................................................................................................................................................................................................................... 42Cooling unit and accessories .......................................................................................................................................................................................... 45
Service................................................................................................................................................................................................................................................... 46
- 4 -- 4 -
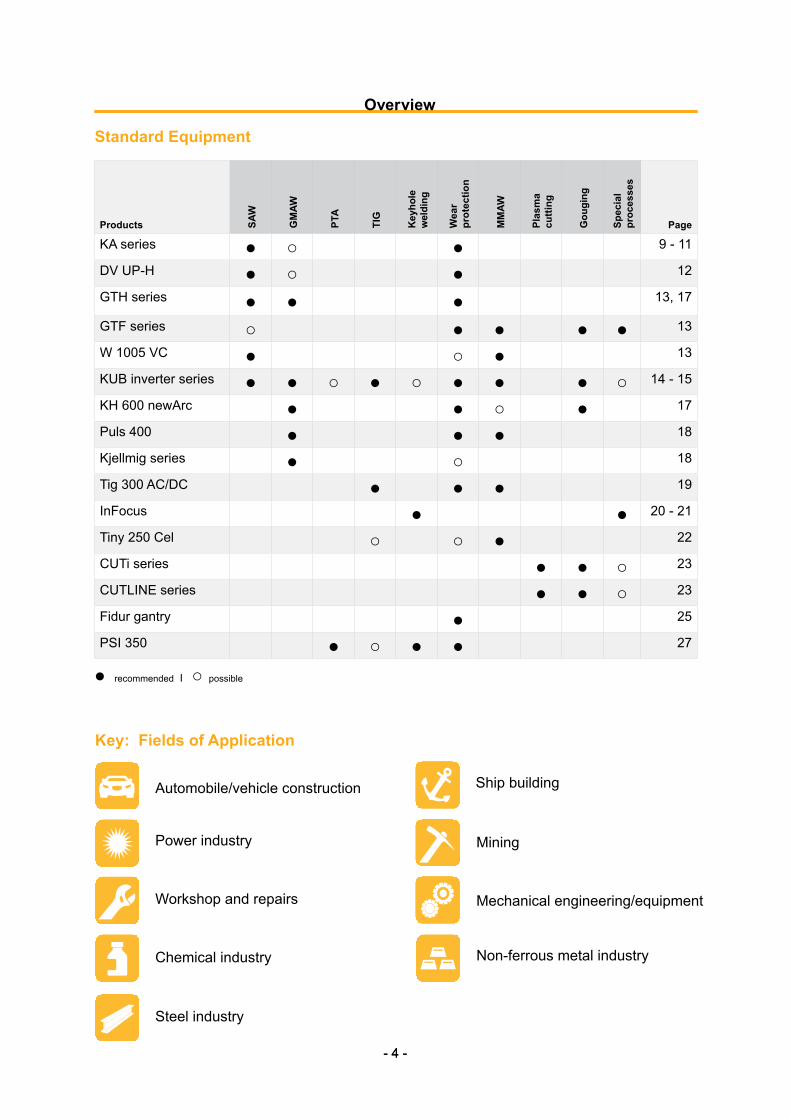
Overview
Products SAW
GM
AW
PTA
TIG
Key
hole
w
eldi
ng
Wea
r pr
otec
tion
MM
AW
Plas
ma
cutti
ng
Gou
ging
Spec
ial
proc
esse
s
Page
KA series Ɣ ż Ɣ 9 - 11
DV UP-H Ɣ ż Ɣ 12
GTH series Ɣ Ɣ Ɣ 13, 17
GTF series ż Ɣ Ɣ Ɣ Ɣ 13
W 1005 VC Ɣ ż Ɣ 13
KUB inverter series Ɣ Ɣ ż Ɣ ż Ɣ Ɣ Ɣ ż 14 - 15
KH 600 newArc Ɣ Ɣ ż Ɣ 17
Puls 400 Ɣ Ɣ Ɣ 18
Kjellmig series Ɣ ż 18
Tig 300 AC/DC Ɣ Ɣ Ɣ 19
InFocus Ɣ Ɣ 20 - 21
Tiny 250 Cel ż ż Ɣ 22
CUTi series Ɣ Ɣ ż 23
CUTLINE series Ɣ Ɣ ż 23
Fidur gantry Ɣ 25
PSI 350 Ɣ ż Ɣ Ɣ 27
Standard Equipment
Ɣ recommended I ż possible
Key: Fields of Application
Non-ferrous metal industry
Power industry
Workshop and repairs
Chemical industry
Steel industry
Automobile/vehicle construction Ship building
Mining
Mechanical engineering/equipment

- 5 -- 5 -
Our Ambition
Kjellberg Foundation
The history of Kjellberg Finsterwalde started when Oscar Kjellberg invented the coated welding electrode. This innovation repre-sented a breakthrough in the metal-working industry at that time and from our present point of view we can say: we have always maintained our high aspirations for inno-vation which is shown by our variety of high-quality products.
Our world-class plasma cutting technique, FXVWRPLVHG�ZHOGLQJ�V\VWHPV��H[FHOOHQW�ZHO-ding electrodes as well as special machines and tools in small and large series are used worldwide.
Our products are produced from a single source along the complete valued added chain. Well-trained specialist work in development, planning, manufacturing and
implementing to satisfy our customers. As a result, we are able to offer high-quality products for users in industry and crafts that meet their everyday challenges.
The goals of the Kjellberg foundation, as sole shareholder of all Kjellberg compa-nies, determine all activities of Kjellberg Finsterwalde: The foundation goals aim at improving of working environments, promo-WLQJ�VFLHQWL¿F�VWXGLHV�RU�UHJLRQDO�VXSSRUW�RI�structural development. In this way, the local site and the attribute “Made in Germany” are strengthened.

- 6 -- 6 -
Plasma and Laser Cutting Technique
Product Portfolio of the Kjellberg Companies
For more than 50 years we have concen-trated on the development and production of cutting technique. Today the Kjellberg Finsterwalde Plasma und Maschinen GmbH offers:
CNC and mechanised technique��HiFocus neo series
High-precision plasma cutting units with Contour Cut technology for highest ÀH[LELOLW\�DQG�SURGXFWLYLW\�LQ�WKH�FXWWLQJ�range from 0.5 to 160 mm
��FineFocus seriesRobust units for reliable cut quality for the upper cutting range up to 160 mm – HYHQ�XQGHU�H[WUHPH�FRQGLWLRQV
��PA-S seriesTechnically simple, step-switched plas-ma cutting units for mechanised and manual cutting of medium-sized plates
��CutFire seriesPowerful, technically simple plasma cutting inverters for economic use in the lower cutting range
��Laser series XFocus Cut unalloyed steel up to 10 mm, alloyed up to 5 mm and aluminium up to 3 mm
Manual plasma cutting units��CUTi series
Powerful and light inverters with high UHOLDELOLW\�IRU�WKH�ÀH[LEOH�DQG�PRELOH�XVH�on construction sites and in workshops
��CUTLINE seriesFine focus plasma cutting units with high duty cycle
A selection of light cutting equipment can be found on page 23, the range of electrodes from page 38 onwards.
Welding Electrodes
$�VHQVH�RI�UHVHDUFK��ÀH[LELOLW\�DQG�DP-bitiousness is also a key element of our HOHFWURGHV�DQG�¿OOHU�PDWHULDOV�GLYLVLRQ��2XU�product portfolio includes more than 60 standard electrodes and numerous speci-al electrodes for diverse applications, all of them quality-tested and most of them FHUWL¿HG�
Alloyed and unalloyed welding electrodes��Unalloyed electrodes��High-temperature electrodes��High-alloyed electrodes��Nickel-base electrodes��Cast iron electrodes��Surfacing electrodes��Cutting electrodes
Special electrodesOn request, we develop and produce wel-ding electrodes for special requirements as regards use or colour.
Filler materialsFor companies that have their own pro-GXFWLRQ�ZH�SURGXFH�DQG�VXSSO\�PL[WXUHV�for electrode coatings.

- 7 -- 7 -
Product Portfolio of the Kjellberg Companies
Tool and Mechanical Engineering
Toolmaking has a long tradition at the Kjellberg Maschinenfabrik GmbH that offers best conditions for development, construction, manufacturing, assembly and implementing:
Toolmaking��Cutting tools��Progressive compound and cutting tools��Trimming tools for die resp. sand-cast
aluminium parts��Forming tools��Special tools, special milling tools,
rotating steel��Devices of all kinds��Production of consumables and individu-
al parts for tools
Make-to-order production��CNC milling and turning��Wire eroding��Conventional milling, turning and drilling��Form, level and cylindrical grinding��Processing of cast and forged parts
The knowledge of several generations RI�.MHOOEHUJ�)LQVWHUZDOGHV�H[SHUWV��FRQ-tinuous research and a team of highly specialised skilled employees have made the Kjellberg Finsterwalde Schweißtechnik und Verschleißschutzsysteme GmbH what it is: your partner for individual solutions for metal processing.
Submerged-arc welding technique��SAW automats��SA manual welding��Power sources
Wear protection technique��*DQWULHV��PRELOH��VWDWLRQDU\��ÀH[LEOH��Standard and special sheets��Filler materials
TIG welding technique
High-performance TIG InFocus
GMA welding��Power sources
Plasma-transferred arc and keyhole welding��Power sources
MMAW technique
Welding periphery��Column and booms, gantries, rotating
devices
Welding systems��Mobile and stationary
Filler materials
Welding Technique
For more information about the wel-ding technique product portfolio please see the following pages.

Whether standard quality or unicum: Choose from our diversified product range. If you do not find the right product for your need, we will create an individual all-in-one solution that fulfills your requirements:
Ŷ TIG and GMA welding technique Ŷ Individual all-in-one solutions Ŷ Submerged-arc welding Ŷ MMAW technique Ŷ Wear protection Fidur Ŷ Column and booms, gantries, rotating devices Ŷ Filler materials Ŷ Rental service
The right solution
for every task
- 9 -
Technical data
- 9 -
Subm
erge
d-Ar
c W
eldi
ng
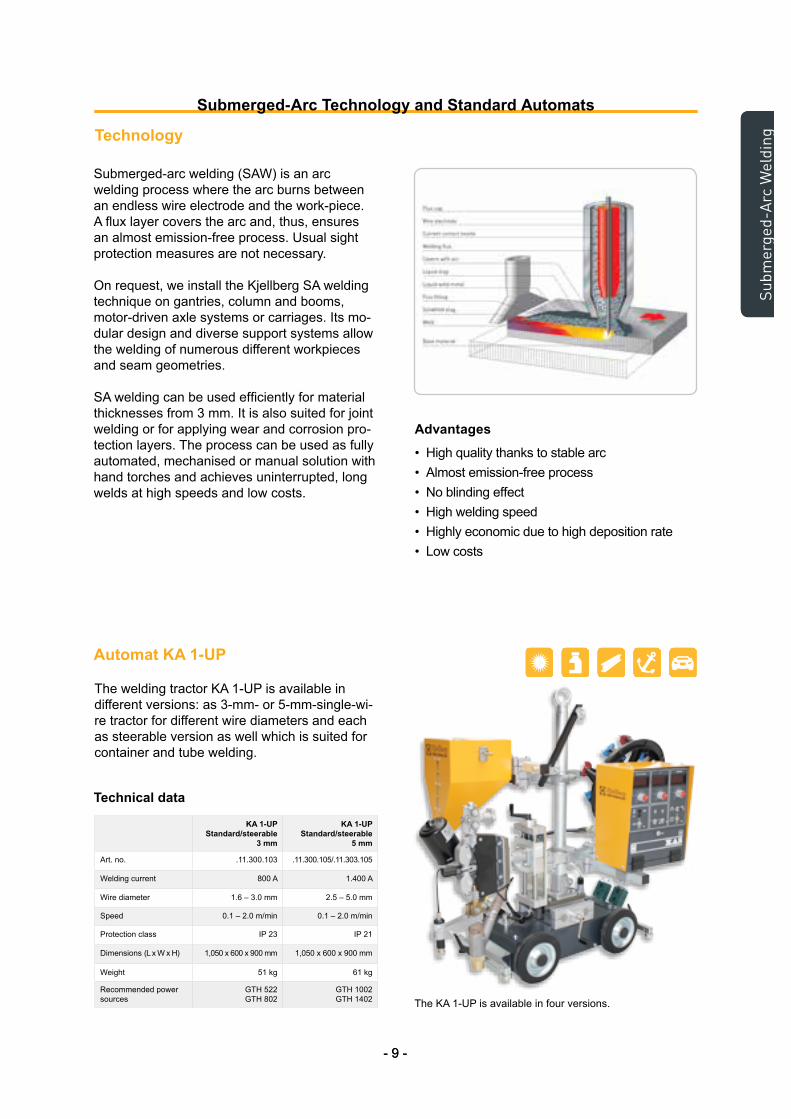
Submerged-arc welding (SAW) is an arc welding process where the arc burns between an endless wire electrode and the work-piece. $�ÀX[�OD\HU�FRYHUV�WKH�DUF�DQG��WKXV��HQVXUHV�an almost emission-free process. Usual sight protection measures are not necessary.
On request, we install the Kjellberg SA welding technique on gantries, column and booms, PRWRU�GULYHQ�D[OH�V\VWHPV�RU�FDUULDJHV��,WV�PR-dular design and diverse support systems allow the welding of numerous different workpieces and seam geometries.
6$�ZHOGLQJ�FDQ�EH�XVHG�HI¿FLHQWO\�IRU�PDWHULDO�thicknesses from 3 mm. It is also suited for joint welding or for applying wear and corrosion pro-tection layers. The process can be used as fully automated, mechanised or manual solution with hand torches and achieves uninterrupted, long welds at high speeds and low costs.
Submerged-Arc Technology and Standard Automats
Technology
Advantages
�� High quality thanks to stable arc�� Almost emission-free process�� No blinding effect�� High welding speed�� Highly economic due to high deposition rate�� Low costs
Automat KA 1-UP
The KA 1-UP is available in four versions.
KA 1-UP Standard/steerable
3 mm
KA 1-UP Standard/steerable
5 mm
Art. no. .11.300.103 .11.300.105/.11.303.105
Welding current 800 A 1.400 A
Wire diameter 1.6 – 3.0 mm 2.5 – 5.0 mm
Speed 0.1 – 2.0 m/min 0.1 – 2.0 m/min
Protection class IP 23 IP 21
'LPHQVLRQV��/�[�:�[�+� ������[�����[�����PP ������[�����[�����PP
Weight 51 kg 61 kg
Recommended power sources
GTH 522GTH 802
GTH 1002GTH 1402
The welding tractor KA 1-UP is available in different versions: as 3-mm- or 5-mm-single-wi-re tractor for different wire diameters and each as steerable version as well which is suited for container and tube welding.

- 10 -- 10 -
Unt
erpu
lver
schw
eiße
n
Standard Automats
Automatable KA series with:�� Preset of welding parameters�� Welding head with automatic ignition and
burn-free�� &RQ¿JXUDEOH�VWDUW�DQG�HQG�FUDWHU�¿OOLQJ�
phases �� Laser pointer for visual seam tracking�� Manual positioning with cross slide�� Optional: digital control with job storage
Technical data
Automat KA 4-UPDG
7KH�RSWLPXP�VROXWLRQ�IRU�¿OOHW�ZHOGLQJ�
KA 4-UPDG
Art. no. .11.300.400
Welding current ��[�����$
Wire diameter ��[�����±�����PP�
Speed 0.1 – 2.0 m/min
'LPHQVLRQV��/�[�:�[�+� ����[�����[�������PP
Weight 60 kg
Recommended power sources
GTH 522G GTH 802
Equipped with two articulated arms the KA ��83'*�ZHOGV�WZR�¿OOHW�ZHOGV�VLPXOWDQHRXVO\���Due to a speedometer-driven carriage with all-wheel drive the automat is suited for mobile use as well.
Technical data
Automat KA 2-UP/UPP
Different types of the KA 2-UP/UPP are available.
KA 2-UPP Parallel-wire
KA 2-UP 3 mm
KA 2-UP 5 mm
Art. no. .11.300.270 .11.300.203 .11.300.205
Welding current 1,400 A 800 A 1,400 A
Wire diameter ��[����±��[�����PP 1.6–3.0 mm 2.5–5.0 mm
'LPHQVLRQV��/�[�:�[�+� variable variable variable
Weight 42 kg 61 kg 40 kg
Recommended power sources
GTH 1002GTH 1402
GTH 802 GTH 1002GTH 1402
The KA 2-UP is available with a single- and parallel-wire welding head as well as a control unit for installation on column and booms and gantries. The KA 2 can be used for welding with different wires.
- 11 -- 11 -
Subm
erge
d-Ar
c W
eldi
ng
Standard Automats
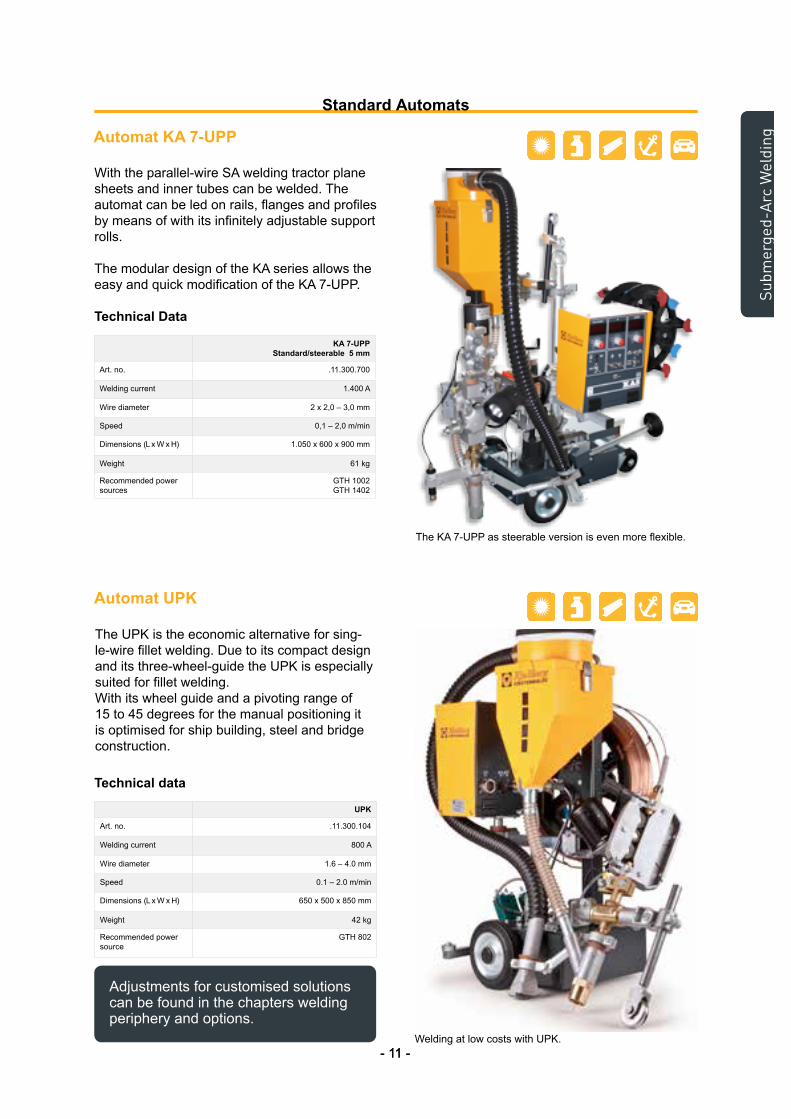
Automat KA 7-UPP
7KH�.$���833�DV�VWHHUDEOH�YHUVLRQ�LV�HYHQ�PRUH�ÀH[LEOH�
KA 7-UPP Standard/steerable 5 mm
Art. no. .11.300.700
Welding current 1.400 A
Wire diameter ��[�����±�����PP
Speed 0,1 – 2,0 m/min
'LPHQVLRQV��/�[�:�[�+� ������[�����[�����PP
Weight 61 kg
Recommended power sources
GTH 1002GTH 1402
With the parallel-wire SA welding tractor plane sheets and inner tubes can be welded. The DXWRPDW�FDQ�EH�OHG�RQ�UDLOV��ÀDQJHV�DQG�SUR¿OHV�E\�PHDQV�RI�ZLWK�LWV�LQ¿QLWHO\�DGMXVWDEOH�VXSSRUW�rolls.
The modular design of the KA series allows the HDV\�DQG�TXLFN�PRGL¿FDWLRQ�RI�WKH�.$���833�
Technical Data
Technical data
Automat UPK
Welding at low costs with UPK.
UPK
Art. no. .11.300.104
Welding current 800 A
Wire diameter 1.6 – 4.0 mm
Speed 0.1 – 2.0 m/min
'LPHQVLRQV��/�[�:�[�+� ����[�����[�����PP
Weight 42 kg
Recommended power source
GTH 802
The UPK is the economic alternative for sing-OH�ZLUH�¿OOHW�ZHOGLQJ��'XH�WR�LWV�FRPSDFW�GHVLJQ�and its three-wheel-guide the UPK is especially VXLWHG�IRU�¿OOHW�ZHOGLQJ��With its wheel guide and a pivoting range of 15 to 45 degrees for the manual positioning it is optimised for ship building, steel and bridge construction.
Adjustments for customised solutions can be found in the chapters welding periphery and options.
- 12 -
Technical data
- 12 -
Manual SA Welding Technique
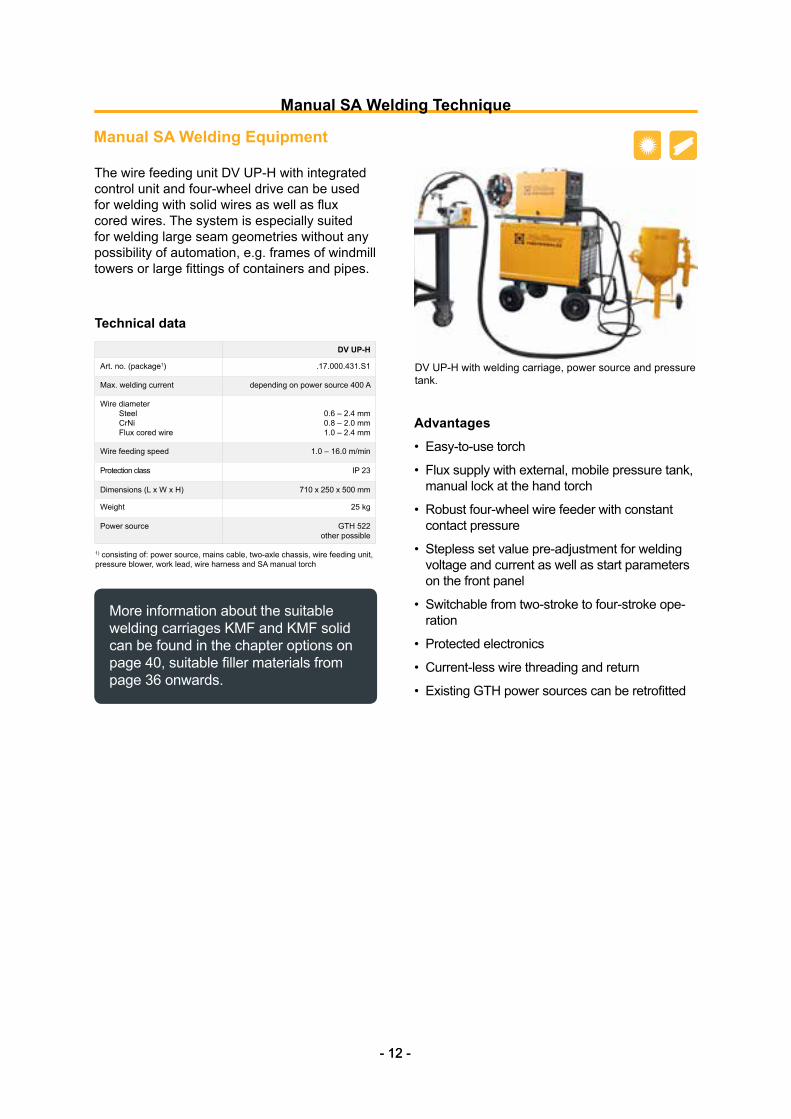
Manual SA Welding Equipment
DV UP-H with welding carriage, power source and pressure tank.
DV UP-H
Art. no. (package1) .17.000.431.S1
0D[��ZHOGLQJ�FXUUHQW depending on power source 400 A
Wire diameterSteelCrNi)OX[�FRUHG�ZLUH
0.6 – 2.4 mm0.8 – 2.0 mm1.0 – 2.4 mm
Wire feeding speed 1.0 – 16.0 m/min
Protection class IP 23
'LPHQVLRQV��/�[�:�[�+� ����[�����[�����PP
Weight 25 kg
Power source GTH 522other possible
The wire feeding unit DV UP-H with integrated control unit and four-wheel drive can be used IRU�ZHOGLQJ�ZLWK�VROLG�ZLUHV�DV�ZHOO�DV�ÀX[�cored wires. The system is especially suited for welding large seam geometries without any possibility of automation, e.g. frames of windmill WRZHUV�RU�ODUJH�¿WWLQJV�RI�FRQWDLQHUV�DQG�SLSHV�
More information about the suitable welding carriages KMF and KMF solid can be found in the chapter options on SDJH�����VXLWDEOH�¿OOHU�PDWHULDOV�IURP�page 36 onwards.
Advantages
�� Easy-to-use torch
�� )OX[�VXSSO\�ZLWK�H[WHUQDO��PRELOH�SUHVVXUH�WDQN��manual lock at the hand torch
�� Robust four-wheel wire feeder with constant contact pressure
�� Stepless set value pre-adjustment for welding voltage and current as well as start parameters on the front panel
�� Switchable from two-stroke to four-stroke ope-ration
�� Protected electronics
�� Current-less wire threading and return
�� ([LVWLQJ�*7+�SRZHU�VRXUFHV�FDQ�EH�UHWUR¿WWHG
1)�FRQVLVWLQJ�RI��SRZHU�VRXUFH��PDLQV�FDEOH��WZR�D[OH�FKDVVLV��ZLUH�IHHGLQJ�XQLW��pressure blower, work lead, wire harness and SA manual torch

- 13 -- 13 -
Subm
erge
d-Ar
c W
eldi
ng
Standard Power Sources
Technical Data
GTH 522 GTH 802 GTH 1002
Art. no. .11.907.602A .11.705.902A .11.903.103A
Characteristics Constant voltage (CV) Constant voltage (CV) Constant voltage (CV)
Mains voltage* ��[�����9�������������+] ��[�����9�������������+] ��[�����9�������������+]
Mains connection CEE 63 A CEE 63 A IMAx 118 A
Welding current range 70 A/18 V – 500 A/45 V����$��������$�����
80 A/18 V – 800 A/44 V����$��������$�����
100 A/19 V – 1,000 A/44 V������$�����
Protection class IP 23 IP 22 IP 21
Weight 260 kg 319 kg 440 kg
Dimensions (L x W x H) ������[�����[�����PP(with carriage)
����[�����[�������PP(with carriage)
������[�����[�������PP(stationary)
GTH 1402 W 1005 VC
Art. no. .11.903.802A .11.691.002
Characteristics Constant voltage (CV) Constant voltage (CV)
Mains voltage* ��[�����9�������������+] ��[�����9�3(�������������+]
Mains connection IMAx 135 A IMAx 190 A
Welding current range 100 A/19 V – 1,400 A/44 V������$����������$�����
200 A/25 V – 1,000 A/44 V������$�����
Protection class IP 21 IP 21
Weight 440 kg 510 kg
Dimensions (L x W x H) ������[�����[�������PP��VWDWLRQDU\� ������[�����[�����PP��VWDWLRQDU\�
GTF 401 GTF 551
Art. no. .11.708.001/2 .11.709.002/1
Characteristics Constant current (CC) Constant current (CC)
Mains voltage* ��[�����9���[����,���,����9�������������+] ��[�����9���[����,���,����9�������������+]
Mains connection CEE 32 A CEE 32 A
Welding current range 10 A/20 V – 400 A/36 V����$��������$�����
10 A/20 V – 550 A/42 V����$�������$��������$�����
Protection class IP 23 IP 22
Weight 169 kg 194 kg
Dimensions (L x W x H) ����[�����[�������PP��ZLWK�FDUULDJH� ����[�����[�������PP��ZLWK�FDUULDJH�
GTF 752 GTF 1002 GTF 1402
Art. no. .11.705.602 .11.903.202C .11.903.702C
Characteristics Constant current (CC) Constant current (CC) Constant current (CC)
Mains voltage* ��[�����9�������������+] ��[�����9�������������+] ��[�����9�������������+]
Mains connection CEE 125 A (63 A possible) IMAx 118 A IMAx 135 A
Welding current range 60 A/22,4 V – 750 A/44 V����$��������$�����
200 A/28 V – 1,000 A/44 V������$�����
100 A/19 V – 1,000 A/44 V������$����������$�����
Protection class IP 22 IP 21 IP 21
Weight 304 kg 438 kg 438 kg
Dimensions (L x W x H) ����[�����[�������PP(with carriage)
������[�����[�������PP(stationary)
������[�����[�������PP(stationary)
Power sources with CC characteristics
Power sources with CV characteristics
*Power source with mains voltage of 60 Hz on request.

- 14 -
The right cast
for every leading role
AC/DC from II/2014
- 14 -
KUB inverters are versatilely applicable: SA, PTA, GMA, TIG, InFocus, MMA welding, gouging
Multifunctional SA Welding Inverters
KUB Inverter Series
KUB inverter technology
Compared to conventional power sources welding inverters offer better welding behaviour DQG�KLJKHU�HI¿FLHQF\�DQG�DUH�WKXV�XVHG�SUHIHU-ably. Due to a sophisticated electronic system no heavy transformer is needed. The increased operating frequency allows optimal control of various welding processes and an enhanced OHYHO�RI�HI¿FLHQF\����
Advantages
�� Welding method freely selectable
�� Easy switching from AC to continuous DC CC/CV
�� Compact and light weight
�� Suitable for gouging
�� Primarily clocked inverter moduls
�� More powerful and energy-saving than con-ventional power sources
�� ,PSURYHG�OHYHO�RI�HI¿FLHQF\
�� Anti Stick, Hot Start and Arc Force
�� ([WHUQDO�DFWLYDWLRQ�YLD�GLJLWDO�FRQWURO
- 15 -- 15 -
Subm
erge
d-Ar
c W
eldi
ng
Multifunctional SA Welding Inverters
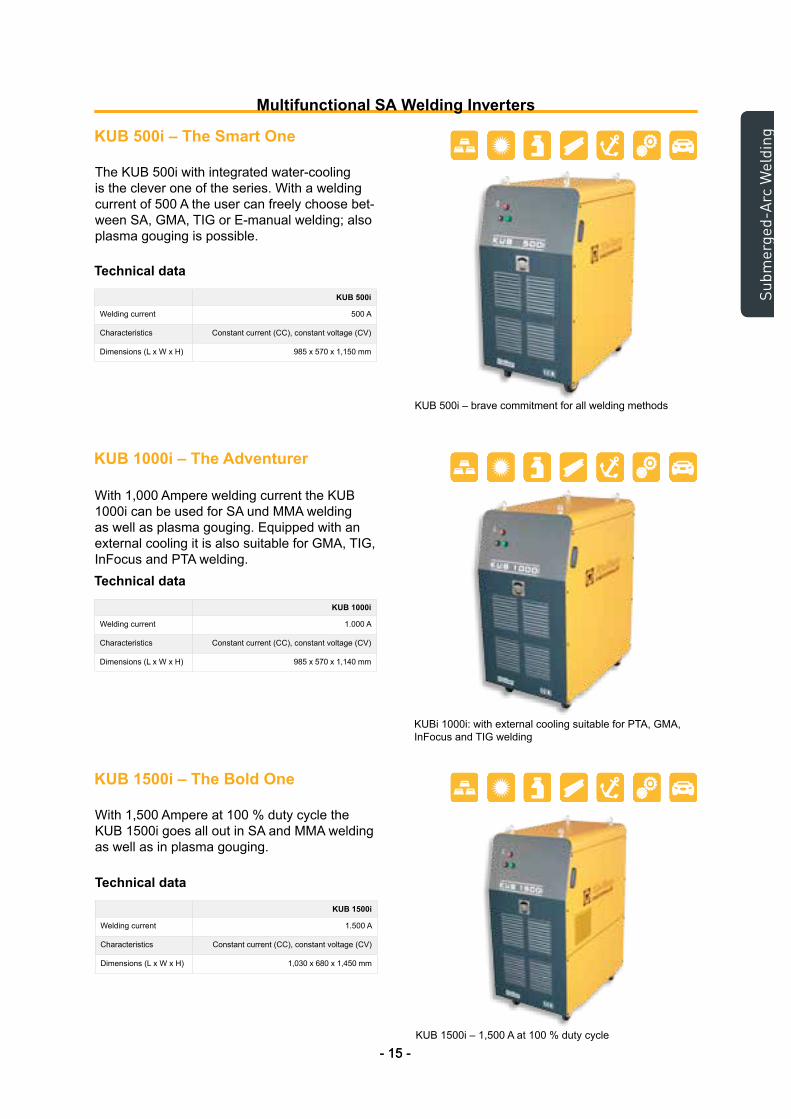
KUB 500i – The Smart One
KUB 500i – brave commitment for all welding methods
The KUB 500i with integrated water-cooling is the clever one of the series. With a welding current of 500 A the user can freely choose bet-ween SA, GMA, TIG or E-manual welding; also plasma gouging is possible.
KUB 1000i – The Adventurer
.8%L�����L��ZLWK�H[WHUQDO�FRROLQJ�VXLWDEOH�IRU�37$��*0$��InFocus and TIG welding
With 1,000 Ampere welding current the KUB 1000i can be used for SA und MMA welding as well as plasma gouging. Equipped with an H[WHUQDO�FRROLQJ�LW�LV�DOVR�VXLWDEOH�IRU�*0$��7,*��InFocus and PTA welding.
KUB 1500i – The Bold One
.8%�����L�±�������$�DW�������GXW\�F\FOH
:LWK�������$PSHUH�DW�������GXW\�F\FOH�WKH�KUB 1500i goes all out in SA and MMA welding as well as in plasma gouging.
Technical data
KUB 500i
Welding current 500 A
Characteristics Constant current (CC), constant voltage (CV)
'LPHQVLRQV��/�[�:�[�+� ����[�����[�������PP
Technical data
KUB 1000i
Welding current 1.000 A
Characteristics Constant current (CC), constant voltage (CV)
'LPHQVLRQV��/�[�:�[�+� ����[�����[�������PP
Technical data
KUB 1500i
Welding current 1.500 A
Characteristics Constant current (CC), constant voltage (CV)
'LPHQVLRQV��/�[�:�[�+� ������[�����[�������PP
- 16 -- 16 -
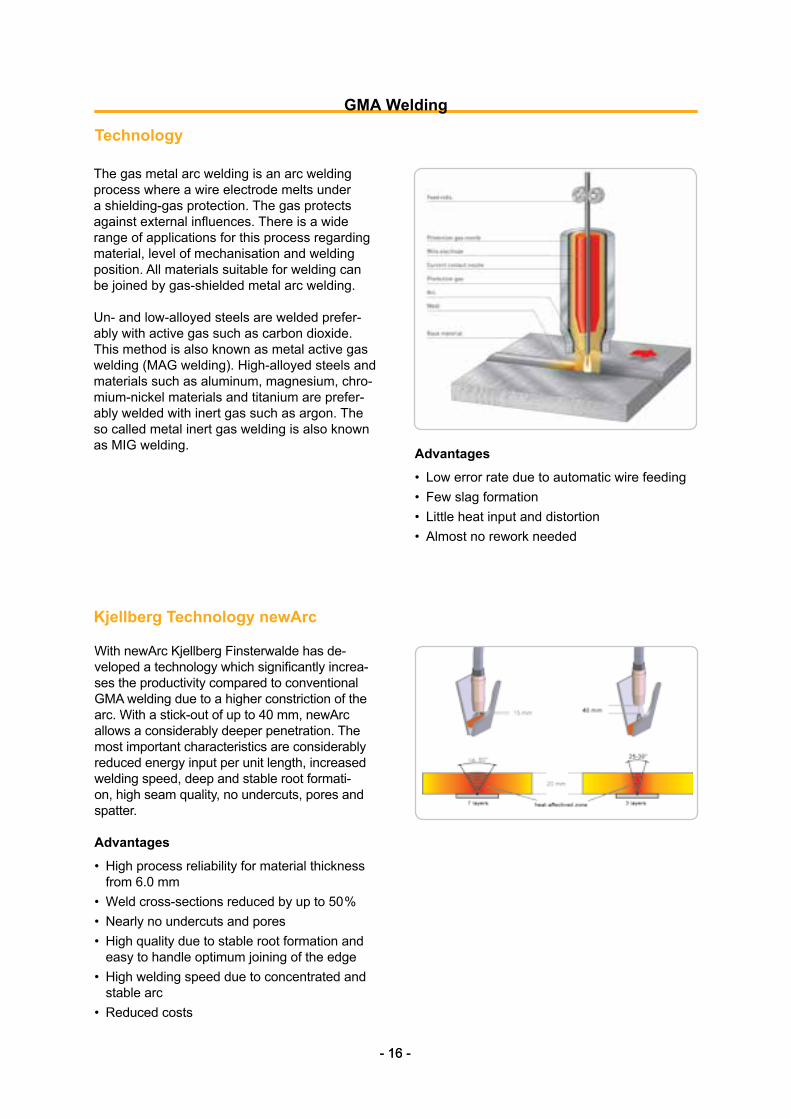
The gas metal arc welding is an arc welding process where a wire electrode melts under a shielding-gas protection. The gas protects DJDLQVW�H[WHUQDO�LQÀXHQFHV��7KHUH�LV�D�ZLGH�range of applications for this process regarding material, level of mechanisation and welding position. All materials suitable for welding can be joined by gas-shielded metal arc welding.
Un- and low-alloyed steels are welded prefer-DEO\�ZLWK�DFWLYH�JDV�VXFK�DV�FDUERQ�GLR[LGH��This method is also known as metal active gas welding (MAG welding). High-alloyed steels and materials such as aluminum, magnesium, chro-mium-nickel materials and titanium are prefer-ably welded with inert gas such as argon. The so called metal inert gas welding is also known as MIG welding.
GMA Welding
Technology
Advantages
�� Low error rate due to automatic wire feeding�� Few slag formation�� Little heat input and distortion�� Almost no rework needed
Kjellberg Technology newArc
With newArc Kjellberg Finsterwalde has de-YHORSHG�D�WHFKQRORJ\�ZKLFK�VLJQL¿FDQWO\�LQFUHD-ses the productivity compared to conventional GMA welding due to a higher constriction of the arc. With a stick-out of up to 40 mm, newArc allows a considerably deeper penetration. The most important characteristics are considerably reduced energy input per unit length, increased welding speed, deep and stable root formati-on, high seam quality, no undercuts, pores and spatter.
Advantages
�� High process reliability for material thickness from 6.0 mm
�� :HOG�FURVV�VHFWLRQV�UHGXFHG�E\�XS�WR������ Nearly no undercuts and pores�� High quality due to stable root formation and
easy to handle optimum joining of the edge�� High welding speed due to concentrated and
stable arc�� Reduced costs

- 17 -- 17 -
GM
A W
eldi
ng
GMA Equipment
Technical data
Pulsed Power Source KH 600 newArc
Reliable welding with KH 600 newArc.
The power source KH 600 newArc allows nearly spatter-free welding at a permanently high seam quality. The abundance of materials that can be processed, also in a quick change, guarantees high productivity.
KH 600 newArc
Art. no. (package1) .11.707.703.S1
Mains voltage ��[���������9������������+]
Mains connection CEE 63 A
Welding current range 600 A I 40�����$�,�����
Open circuit voltage 85 V
Welding diameterSolid wire)OX[�FRUHG�ZLUH
0.8 – 2.0 mm1.0 – 2.4 mm
Protection class IP 23
'LPHQVLRQV��/�[�:�[�+� ������[�����[�������PP�ZLWKRXW�ZLUH�IHHGHU
Weight 183 kg
Advantages
�� Nearly spatter-free pulse arc welding due to short-circuit-free drop transfer for steel, CrNi, aluminium
�� Constant wire feeding due to electronically controlled four-wheel wire feeder
�� Pulse frequency synergistically self-adjusting from 10 to 500 Hz
�� 'LDJQRVWLF�GLVSOD\�WR�DYRLG�H[FHVV�WHPSHUD-ture, insulation faults and water shortage
1) Consisting of: Power source with mains power cable 5 m with CEE plug 63 A, FKDVVLV��ZLUH�IHHGLQJ�XQLW��ER[�ZLWK�ZLUH�IHHG�UROOHUV�IRU�VWHHO��UHPRWH�DGMXVWHU��hose parcel, torch, work piece cable with work piece clamp, gas hose, pressure regulator, basket coil adapter
Rutile and basic electrodes for welding with the KH 600 newArc can be found in the FKDSWHU�¿OOHU�PDWHULDOV��SDJHV����WR����
Wire Feeding Units
Data
Wire feeding units DV 4W-1DV 4W-3DV 4G-3
DV 4W-3MDV 4G-3m
Wire feeding speed 1–16 m/min
Wire diameterSteelCrNiAluminium)OX[�FRUHG�ZLUH
0.6 – 1.6 mm0.8 – 1.6 mm1.0 – 1.6 mm1.0 – 2.0 mm
Wire coil diameter up to 300 mm
The wire feeding units that can be used with water- or gas-cooled torches and are especially VXLWHG�IRU�UH¿WWLQJ�H[LVWLQJ�SRZHU�VRXUFHV�
Features
�� Four-wheel-drive with stable contact pressure�� Times for burn-free, spot-welding, inter-
val-welding and interval pause adjustable
Technical data
- 18 -- 18 -
GM
A W
eldi
ng
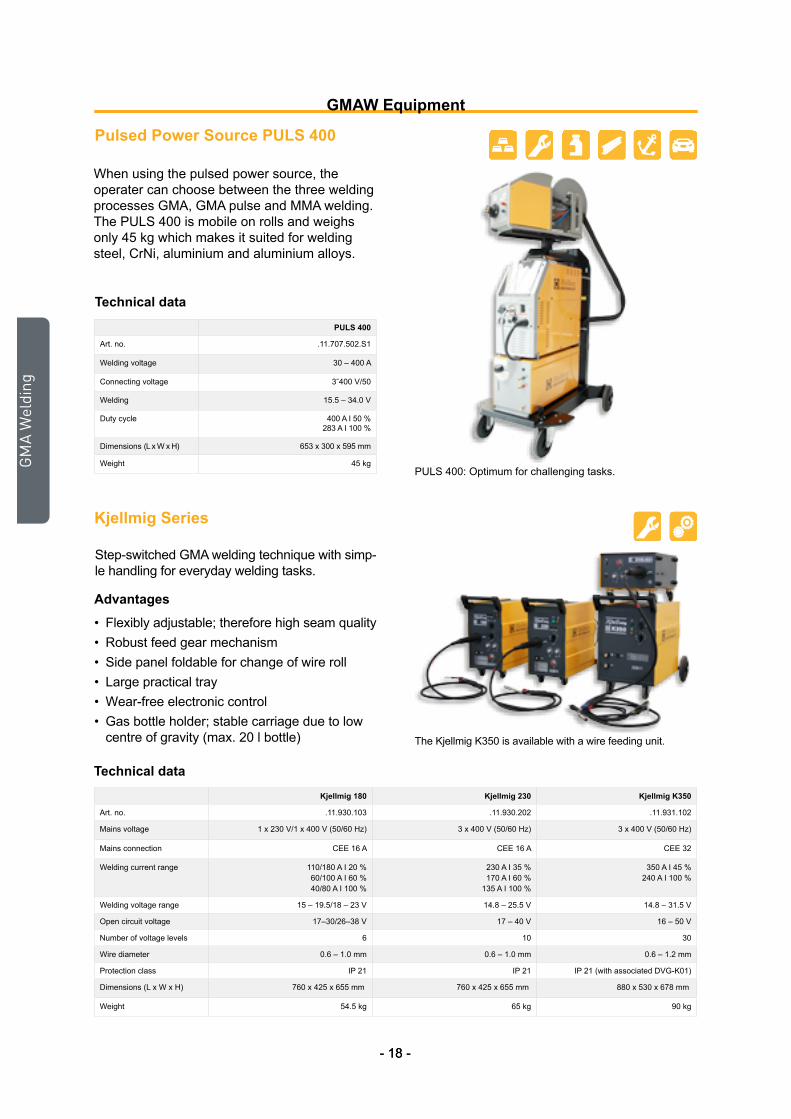
When using the pulsed power source, the operater can choose between the three welding processes GMA, GMA pulse and MMA welding. The PULS 400 is mobile on rolls and weighs only 45 kg which makes it suited for welding steel, CrNi, aluminium and aluminium alloys.
GMAW Equipment
Pulsed Power Source PULS 400
Technical data
PULS 400
Art. no. .11.707.502.S1
Welding voltage 30 – 400 A
Connecting voltage 3˜400 V/50
Welding 15.5 – 34.0 V
Duty cycle ����$�,���������$�,������
'LPHQVLRQV��/�[�:�[�+� ����[�����[�����PP
Weight 45 kgPULS 400: Optimum for challenging tasks.
Technical data
Kjellmig Series
The Kjellmig K350 is available with a wire feeding unit.
Step-switched GMA welding technique with simp-le handling for everyday welding tasks.
Advantages
�� )OH[LEO\�DGMXVWDEOH��WKHUHIRUH�KLJK�VHDP�TXDOLW\�� Robust feed gear mechanism�� Side panel foldable for change of wire roll�� Large practical tray�� Wear-free electronic control�� Gas bottle holder; stable carriage due to low FHQWUH�RI�JUDYLW\��PD[�����O�ERWWOH�
Kjellmig 180 Kjellmig 230 Kjellmig K350
Art. no. .11.930.103 .11.930.202 .11.931.102
Mains voltage ��[�����9���[�����9��������+]� ��[�����9��������+]� ��[�����9��������+]�
Mains connection CEE 16 A CEE 16 A CEE 32
Welding current range ��������$�,������������$�,������������$�,�������
����$�,����������$�,����������$�,�������
����$�,����������$�,�������
Welding voltage range 15 – 19.5/18 – 23 V 14.8 – 25.5 V 14.8 – 31.5 V
Open circuit voltage 17–30/26–38 V 17 – 40 V 16 – 50 V
Number of voltage levels 6 10 30
Wire diameter 0.6 – 1.0 mm 0.6 – 1.0 mm 0.6 – 1.2 mm
Protection class IP 21 IP 21 IP 21 (with associated DVG-K01)
'LPHQVLRQV��/�[�:�[�+� ����[�����[�����PP ����[�����[�����PP ����[�����[�����PP
Weight 54.5 kg 65 kg 90 kg
- 19 -- 19 -
TIG
Wel
ding
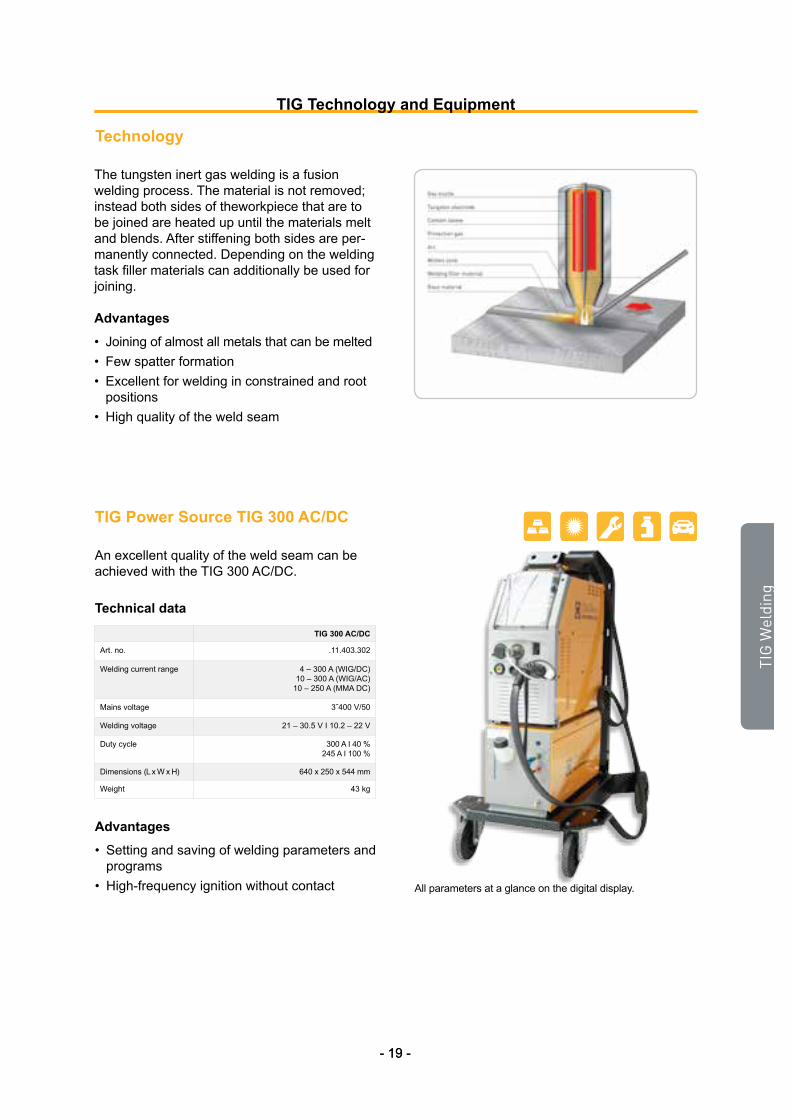
$Q�H[FHOOHQW�TXDOLW\�RI�WKH�ZHOG�VHDP�FDQ�EH�achieved with the TIG 300 AC/DC.
TIG Power Source TIG 300 AC/DC
Technical data
TIG 300 AC/DC
Art. no. .11.403.302
Welding current range 4 – 300 A (WIG/DC) 10 – 300 A (WIG/AC)
10 – 250 A (MMA DC)
Mains voltage 3˜400 V/50
Welding voltage 21 – 30.5 V I 10.2 – 22 V
Duty cycle ����$�,���������$�,������
'LPHQVLRQV��/�[�:�[�+� ����[�����[�����PP
Weight 43 kg
Advantages
�� Setting and saving of welding parameters and programs
�� High-frequency ignition without contact All parameters at a glance on the digital display.
TIG Technology and Equipment
The tungsten inert gas welding is a fusion welding process. The material is not removed; instead both sides of theworkpiece that are to be joined are heated up until the materials melt and blends. After stiffening both sides are per-manently connected. Depending on the welding WDVN�¿OOHU�PDWHULDOV�FDQ�DGGLWLRQDOO\�EH�XVHG�IRU�joining.
Advantages
�� Joining of almost all metals that can be melted�� Few spatter formation�� ([FHOOHQW�IRU�ZHOGLQJ�LQ�FRQVWUDLQHG�DQG�URRW�
positions�� High quality of the weld seam
Technology
- 20 -- 20 -
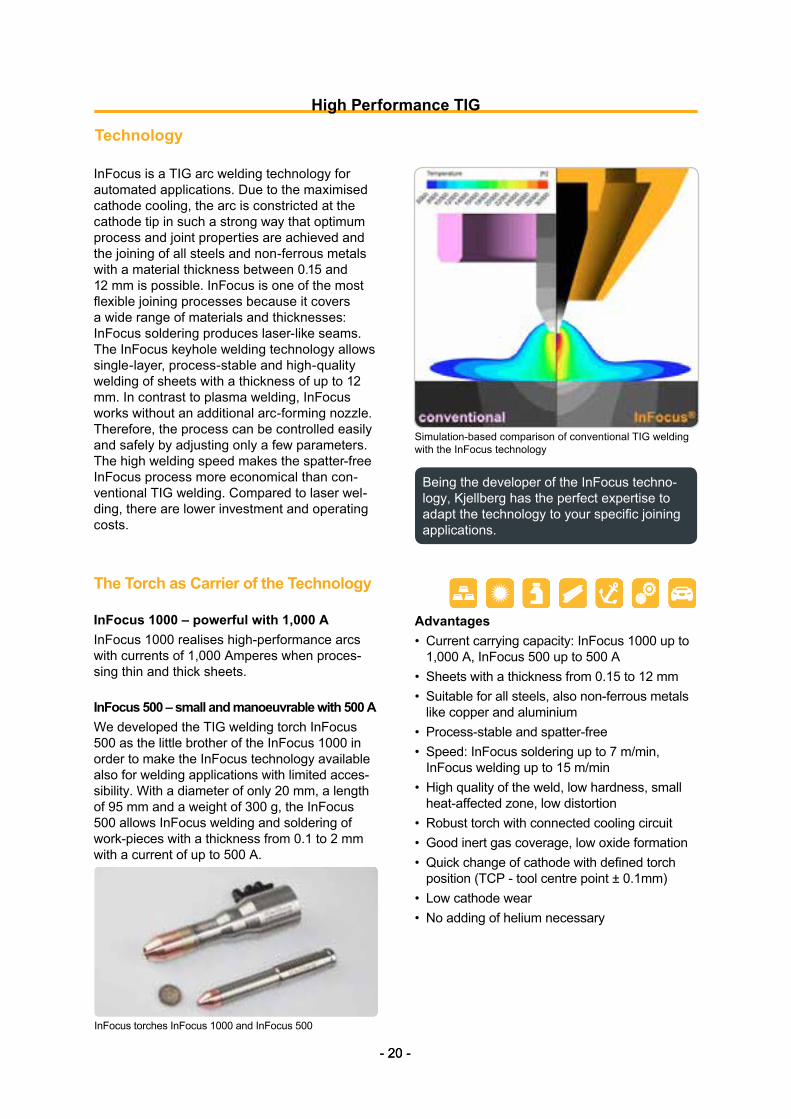
InFocus is a TIG arc welding technology for DXWRPDWHG�DSSOLFDWLRQV��'XH�WR�WKH�PD[LPLVHG�cathode cooling, the arc is constricted at the cathode tip in such a strong way that optimum process and joint properties are achieved and the joining of all steels and non-ferrous metals with a material thickness between 0.15 and 12 mm is possible. InFocus is one of the most ÀH[LEOH�MRLQLQJ�SURFHVVHV�EHFDXVH�LW�FRYHUV�a wide range of materials and thicknesses: InFocus soldering produces laser-like seams. The InFocus keyhole welding technology allows single-layer, process-stable and high-quality welding of sheets with a thickness of up to 12 mm. In contrast to plasma welding, InFocus works without an additional arc-forming nozzle. Therefore, the process can be controlled easily and safely by adjusting only a few parameters. The high welding speed makes the spatter-free InFocus process more economical than con-ventional TIG welding. Compared to laser wel-ding, there are lower investment and operating costs.
The Torch as Carrier of the Technology
InFocus 1000 – powerful with 1,000 AInFocus 1000 realises high-performance arcs with currents of 1,000 Amperes when proces-sing thin and thick sheets.
InFocus 500 – small and manoeuvrable with 500 A We developed the TIG welding torch InFocus 500 as the little brother of the InFocus 1000 in order to make the InFocus technology available also for welding applications with limited acces-sibility. With a diameter of only 20 mm, a length of 95 mm and a weight of 300 g, the InFocus 500 allows InFocus welding and soldering of work-pieces with a thickness from 0.1 to 2 mm with a current of up to 500 A.
Technology
Advantages�� Current carrying capacity: InFocus 1000 up to
1,000 A, InFocus 500 up to 500 A�� Sheets with a thickness from 0.15 to 12 mm�� Suitable for all steels, also non-ferrous metals
like copper and aluminium�� Process-stable and spatter-free�� Speed: InFocus soldering up to 7 m/min,
InFocus welding up to 15 m/min�� High quality of the weld, low hardness, small
heat-affected zone, low distortion�� Robust torch with connected cooling circuit�� *RRG�LQHUW�JDV�FRYHUDJH��ORZ�R[LGH�IRUPDWLRQ�� 4XLFN�FKDQJH�RI�FDWKRGH�ZLWK�GH¿QHG�WRUFK�SRVLWLRQ��7&3���WRRO�FHQWUH�SRLQW������PP�
�� Low cathode wear�� No adding of helium necessary
Being the developer of the InFocus techno-ORJ\��.MHOOEHUJ�KDV�WKH�SHUIHFW�H[SHUWLVH�WR�DGDSW�WKH�WHFKQRORJ\�WR�\RXU�VSHFL¿F�MRLQLQJ�applications.
High Performance TIG
Simulation-based comparison of conventional TIG welding with the InFocus technology
InFocus torches InFocus 1000 and InFocus 500
- 21 -
InFocus Keyhole Welding
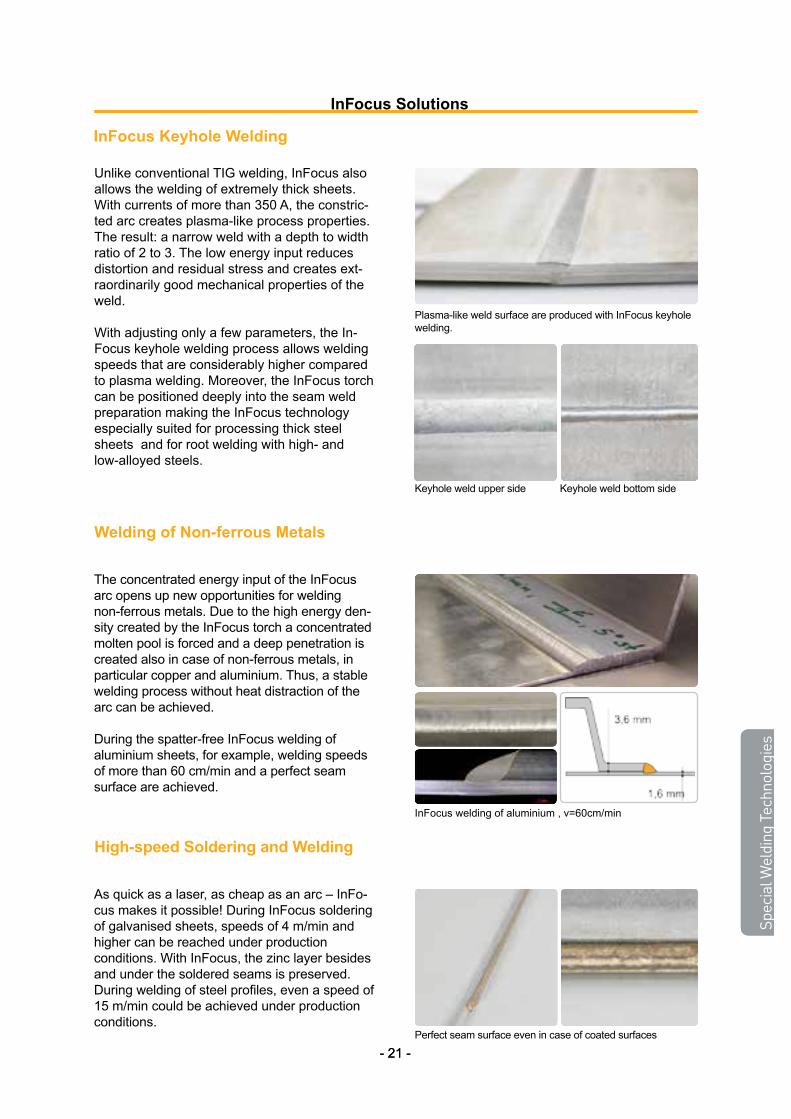
Unlike conventional TIG welding, InFocus also DOORZV�WKH�ZHOGLQJ�RI�H[WUHPHO\�WKLFN�VKHHWV��With currents of more than 350 A, the constric-ted arc creates plasma-like process properties. The result: a narrow weld with a depth to width ratio of 2 to 3. The low energy input reduces GLVWRUWLRQ�DQG�UHVLGXDO�VWUHVV�DQG�FUHDWHV�H[W-raordinarily good mechanical properties of the weld.
With adjusting only a few parameters, the In-Focus keyhole welding process allows welding speeds that are considerably higher compared to plasma welding. Moreover, the InFocus torch can be positioned deeply into the seam weld preparation making the InFocus technology especially suited for processing thick steel sheets and for root welding with high- and low-alloyed steels.
Welding of Non-ferrous Metals
The concentrated energy input of the InFocus arc opens up new opportunities for welding non-ferrous metals. Due to the high energy den-sity created by the InFocus torch a concentrated molten pool is forced and a deep penetration is created also in case of non-ferrous metals, in particular copper and aluminium. Thus, a stable welding process without heat distraction of the arc can be achieved.
During the spatter-free InFocus welding of DOXPLQLXP�VKHHWV��IRU�H[DPSOH��ZHOGLQJ�VSHHGV�of more than 60 cm/min and a perfect seam surface are achieved.
As quick as a laser, as cheap as an arc – InFo-cus makes it possible! During InFocus soldering of galvanised sheets, speeds of 4 m/min and higher can be reached under production conditions. With InFocus, the zinc layer besides and under the soldered seams is preserved. 'XULQJ�ZHOGLQJ�RI�VWHHO�SUR¿OHV��HYHQ�D�VSHHG�RI�15 m/min could be achieved under production conditions.
High-speed Soldering and Welding
- 21 -
Spec
ial W
eldi
ng T
echn
olog
ies
Plasma-like weld surface are produced with InFocus keyhole welding.
Perfect seam surface even in case of coated surfaces
InFocus welding of aluminium , v=60cm/min
Keyhole weld upper side Keyhole weld bottom side
InFocus Solutions
- 22 -- 22 -
MM
A W
eldi
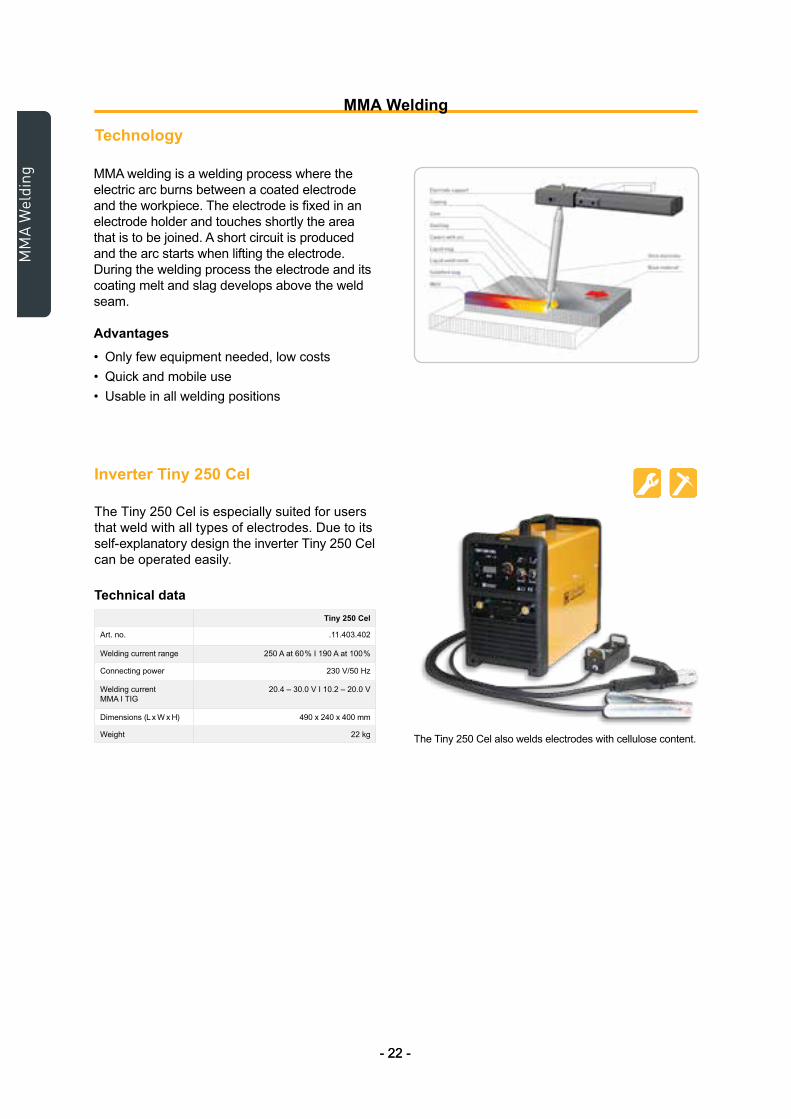
ng MMA welding is a welding process where the electric arc burns between a coated electrode DQG�WKH�ZRUNSLHFH��7KH�HOHFWURGH�LV�¿[HG�LQ�DQ�electrode holder and touches shortly the area that is to be joined. A short circuit is produced and the arc starts when lifting the electrode. During the welding process the electrode and its coating melt and slag develops above the weld seam.
Advantages
�� Only few equipment needed, low costs�� Quick and mobile use�� Usable in all welding positions
MMA Welding
Technology
The Tiny 250 Cel also welds electrodes with cellulose content.
The Tiny 250 Cel is especially suited for users that weld with all types of electrodes. Due to its VHOI�H[SODQDWRU\�GHVLJQ�WKH�LQYHUWHU�7LQ\�����&HO�can be operated easily.
Technical data
Inverter Tiny 250 Cel
Tiny 250 Cel
Art. no. .11.403.402
Welding current range ����$�DW�����,�����$�DW���������
Connecting power 230 V/50 Hz
Welding current MMA I TIG
20.4 – 30.0 V I 10.2 – 20.0 V
'LPHQVLRQV��/�[�:�[�+� ����[�����[�����PP
Weight 22 kg

- 23 -
Manual Plasma Cutting
- 23 -
Cutt
ing
Equi
pmen
t
The small power packages of the CUTi series are easy to handle and thus especially suitable for mobile use.
Mild steel, stainless steels, aluminium, brass, copper and other electrically conductive materi-als can be cut with air as plasma gas.
CUTi – Mobile Plasma Cutting Inverters
CUTi series: mobile application
CUTLINE – Strong and Reliable
Version with liquid-cooled plasma torch.
The robust units of the CUTLINE series are SDUWLFXODUO\�SUR¿WDEOH�ZKHQ�XVHG�IUHTXHQWO\��7KH\�are equipped with a liquid-cooled plasma torch. Due to the direct cooling of the consumables the OLIHWLPH�RI�WKH�FDWKRGH�DQG�QR]]OH�LV�XS�WR�¿YH�times higher.
CUTi 35C CUTi 35 CUTi 70 CUTi 90 CUTi 120
Mains voltage ��[�����9 ��[�����9 ��[�����9 ��[�����9 ��[�����9
Fuse, slow 16 A 16 A 16 A 25 A 32 A
Cutting current 12 – 25 [351] A 5 – 35 A 26 – 70 A 26 – 90 A 25 – 120 A
Cutting range 6[101] mm 12 mm 30 mm 35 mm 50 mm
Ignition Drawn arc Drawn arc High voltage High voltage High voltage
Air consumption 115 l/min 70 l/min 140 l/min 195 l/min 195 l/min
'LPHQVLRQV��/�[�:�[�+� ����[�����[�����PP ����[�����[�����PP ����[�����[�����PP ����[�����[�����PP ����[�����[�����PP
Weight 12.5 kg 10 kg 16.4 kg 17 kg 28.5 kg1�ZLWK�H[WHUQDO�FRPSUHVVHG�DLU�VXSSO\
Technical data
Technical data
CUTLINE 20W CUTLINE 40W
Mains voltage ��[����������9 ��[�����9
Fuse, slow 32/25 A 32 A
Cutting current 25/50 A 50/100 A
Cutting range 20 mm 40 mm
Ignition High voltage High voltage
Plasma Gas Ait Air
Air consumption 25 l/min 25 l/min
'LPHQVLRQV��/�[�:�[�+� ����[�����[�����PP ����[�����[����
Weight 84 kg 132 kg
Find more cutting equipment on www.kjellberg.de.
- 24 -- 24 -
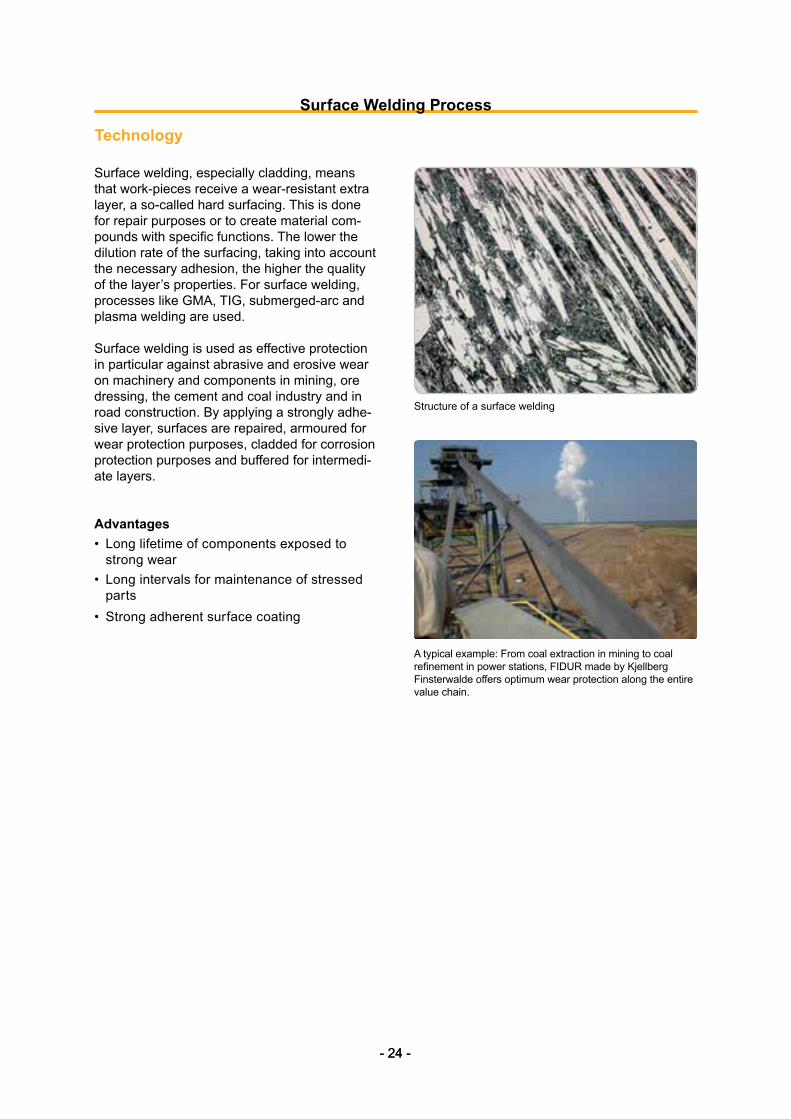
Surface welding, especially cladding, means WKDW�ZRUN�SLHFHV�UHFHLYH�D�ZHDU�UHVLVWDQW�H[WUD�layer, a so-called hard surfacing. This is done for repair purposes or to create material com-SRXQGV�ZLWK�VSHFL¿F�IXQFWLRQV��7KH�ORZHU�WKH�dilution rate of the surfacing, taking into account the necessary adhesion, the higher the quality of the layer’s properties. For surface welding, processes like GMA, TIG, submerged-arc and plasma welding are used.
Surface welding is used as effective protection in particular against abrasive and erosive wear on machinery and components in mining, ore dressing, the cement and coal industry and in road construction. By applying a strongly adhe-sive layer, surfaces are repaired, armoured for wear protection purposes, cladded for corrosion protection purposes and buffered for intermedi-ate layers.
Advantages�� /RQJ�OLIHWLPH�RI�FRPSRQHQWV�H[SRVHG�WR�
strong wear�� Long intervals for maintenance of stressed
parts�� Strong adherent surface coating
Surface Welding Process
Technology
$�W\SLFDO�H[DPSOH��)URP�FRDO�H[WUDFWLRQ�LQ�PLQLQJ�WR�FRDO�UH¿QHPHQW�LQ�SRZHU�VWDWLRQV��),'85�PDGH�E\�.MHOOEHUJ�Finsterwalde offers optimum wear protection along the entire value chain.
Structure of a surface welding
- 25 -- 25 -
Wea
r Pr
otec
tion
Systems for Surface Welding
Stationary and mobile plants
Do you want to produce your own surface-wel-ded sheets? For this purpose, Kjellberg Finster-walde offers suitable surface welding systems DV�FRPSOHWH�VROXWLRQV��VWDWLRQDU\��ZLWK�ÀH[LEOH�robot technique or as mobile plant.
Application advantages�� Process reliability due to stored parameter
sets and welding data collection�� High level of plant availability due to auto-
matic operation
System components�� Gantry as stable steel construction�� Welding power sources�� Welding heads�� Central control panel for adjustment of wel-
ding parameters�� Switching cabinet, etc.
Depending on the type of surface welding, local conditions and other parameters, we construct DQG�SURGXFH�D�SODQW�WRJHWKHU�ZLWK�\RX��WKDW�¿WV�\RXU�UHTXLUHPHQWV�H[DFWO\�±�QR�PDWWHU�ZKDW�VL]H�RU�VSHFL¿F�IHDWXUHV�
Mobile plant for working with mills�� Mobile plant for surface welding of cement
mill-stones�� Usable directly in the mill�� Low weight thanks to aluminium�� (DV\�DGDSWLRQ�WR�H[LVWLQJ�VXSSRUW�V\VWHPV�� Ready-to-use equipment: power source, FRROLQJ�GHYLFH��GLJLWDO�FRQWURO��D[LV�V\VWHP�ZLWK�water-cooled welding torch
�� ,QWHJUDWLRQ�RI�WKH�PLOO�GULYH��RU�DX[LOLDU\�GULYH��with limit switch for freely selectable seam offset
�� Digital control panel with touch screen (cur-rent, voltage, width of seam offset)
�� /DWHUDO�D[LV�������PP��KHLJKW�D[LV�����PP��motorised We also recommend our training courses
on surface welding to achieve optimum results with our welding plants. More infor-mation on page 46.
Stationary gantry for surface welding of standard sheets
The mobile welding system is set up for welding on your site and removed afterwards.
Robot welding station for refurbishing train wheels
- 26 -- 26 -
Surfaced-Welded Sheets
Standard Sheets
Special qualities and dimensions are available on request.
Surface-welded sheets can be cut with plasma, GHIRUPHG�DQG��LI�VSHFL¿F�UHJXODWLRQV�DUH�PHW��welded. To avoid adhering of the conveyed material Kjellberg offers sheets with particularly smooth surfaces.
Materials of the base sheetAll weldable steels, e.g. S235, S355, QSTE 690, 1.4301, 1.4828
Materials for hard surfacingChromium carbides in martensitic/austenitic PDWUL[
Sheet Fidur 10/65 P Fidur 10/65 VP Fidur 10/65 WP
Composition of the weld metal
���&������&U ���&������&U�����1E
���&������&U�����1E��
���0R��9��:
Hardness 60 HRC 62 HRC 65 HRC
0D[��RSHUDWLQJ�temperature
350 °C 350 °C 700 °C
Qualities
Surface-welded standard sheet of the type Fidur 10/65 P
Dimensions
Length 2,000 mm 2,500 mm 3,000 mm
Width 1,000 mm 1,250 mm 1,500 mm
Thickness (base PDWHULDO���OD\HU�
������PP������PP������PP������PP�������PP�������PP
������PP������PP������PP�������PP�������PP
������PP������PP�������PP�������PP
Special Sheets
Ready-to-install constructions are made of surface-welded standard sheets or pre-assemb-led parts are coated afterwards with the help of modern robot technique.
Surface-welded plasma cuts to size for the lignite industry
0D[��OHQJWK 6,000 mm
0D[��ZLGWK 2,000 mm
Min. hole diameter 6 mm
0D[��VKHHW�WKLFNQHVV �������PP
Plasma cuts to size
Parts with surfacing
Parts Pipes, pipe elbows (inner
layer)
Containers, cyclones, other
constructions
Mechanically processed parts (turning, milling)
Min. diameter 200 mm — —
0D[��GLDPHWHU — 2,500 mm 1,500 mm
0D[��OHQJWK — 4,000 mm 4,000 mm
0D[��ZLGWK — 2,500 mm —
0D[��SDUW�ZHLJKW — 5,000 kg 2,500 kg
- 27 -- 27 -
Wea
r Pr
otec
tion
Plasma-Transferred Arc and Plasma Keyhole Welding
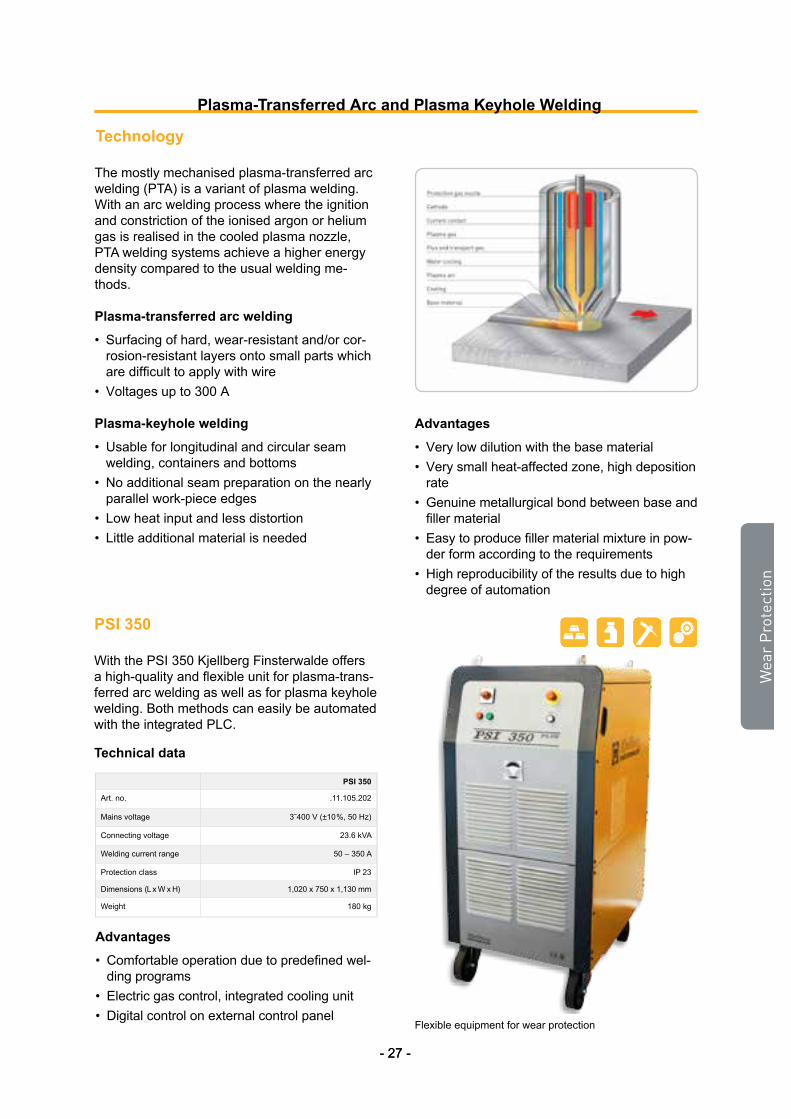
PSI 350
)OH[LEOH�HTXLSPHQW�IRU�ZHDU�SURWHFWLRQ
With the PSI 350 Kjellberg Finsterwalde offers D�KLJK�TXDOLW\�DQG�ÀH[LEOH�XQLW�IRU�SODVPD�WUDQV-ferred arc welding as well as for plasma keyhole welding. Both methods can easily be automated with the integrated PLC.
Advantages
�� &RPIRUWDEOH�RSHUDWLRQ�GXH�WR�SUHGH¿QHG�ZHO-ding programs
�� Electric gas control, integrated cooling unit�� 'LJLWDO�FRQWURO�RQ�H[WHUQDO�FRQWURO�SDQHO
The mostly mechanised plasma-transferred arc welding (PTA) is a variant of plasma welding.With an arc welding process where the ignition and constriction of the ionised argon or heliumgas is realised in the cooled plasma nozzle, PTA welding systems achieve a higher energydensity compared to the usual welding me-thods.
Plasma-transferred arc welding
�� Surfacing of hard, wear-resistant and/or cor-rosion-resistant layers onto small parts which DUH�GLI¿FXOW�WR�DSSO\�ZLWK�ZLUH
�� Voltages up to 300 A
Plasma-keyhole welding
�� Usable for longitudinal and circular seam welding, containers and bottoms
�� No additional seam preparation on the nearly parallel work-piece edges
�� Low heat input and less distortion�� Little additional material is needed
Technology
Advantages
�� Very low dilution with the base material�� Very small heat-affected zone, high deposition
rate�� Genuine metallurgical bond between base and ¿OOHU�PDWHULDO
�� (DV\�WR�SURGXFH�¿OOHU�PDWHULDO�PL[WXUH�LQ�SRZ-der form according to the requirements
�� High reproducibility of the results due to high degree of automation
PSI 350
Art. no. .11.105.202
Mains voltage 3˜400 V (������50 Hz)
Connecting voltage 23.6 kVA
Welding current range 50 – 350 A
Protection class IP 23
'LPHQVLRQV��/�[�:�[�+� ������[�����[�������PP
Weight 180 kg
Technical data

- 28 -- 28 -
Welding Devices
Clamping Devices of the RSV Series
Customised variants of our standard equipment are produced on request.
The welding devices of the RSV series make it easier to clamp, tilt and rotate workpieces with circular cross-section. The RSV series is ideally suited for manual and fully mechanized pipe welding. Due to the compact design, the devices are not only attractive for industrial prefabricati-on but also for installations and assemblies on construction sites.
The Kjellberg clamping devices operate on the basis of the roller clamping principle, i.e. theworkpiece is positioned between two driving rollers and one pressure roller. Thus, centricclamping even of curved work-pieces can easily and quickly be done.
Advantages
�� Manual tilting function up to 135 ° (optional: electrically driven)
�� ,Q¿QLWHO\�DGMXVWDEOH�URWDWLQJ�VSHHG�LQGHSHQ-dent from workpiece diameter
�� Welding in constant position without readjus-ting and interrupting the weld
�� Time-saving turning and adjusting of identical workpieces The welding devices of the RSV series allow various pipe
weldings.
Technical Data
RSV 150 RSV 500 RSV 1000
Art. no .18.600.210.002 .18.600.200.011.21 .18.600.210.004
5RWDWLQJ�VSHHG�LQ¿QLWHO\ up to 130 cm/min up to 130 cm/min up to 130 cm/min
Workpiece diameter clampedunclamped
20 – 200 NS20 – 300 NS
20 – 400 NS25 – 1,000 NS
25 – 800 NS30 – 2,000 NS
0D[��WXUQLQJ�PRPHQW 150 Nm 740 Nm 3,430 Nm
0D[��FDSDFLW\��at horizontal roller positionat vertical roller position
300 kg150 kg
1,000 kg500 kg
2,000 kg1,000 kg
Torque at the drive roller 50 Nm 200 Nm 490 Nm
Mains connection 220 V, 50 Hz 220 V, 50 Hz 380 V, 50/60 Hz
Power requirements 200 W 400 W 1.5 KW
Weight 110 kg 260 kg 800 kg

- 29 -- 29 -
Wel
ding
Per
iphe
ry
Welding Devices
5RWDU\�WLOWLQJ�WDEOHV�ZLWK�WLOW�DQJOH�RI�����
The rotary tilting turntable of the Kjellberg DK series are designed for welding different geo-metries. The workpiece rotates on a tiltable face SODWH�DW�DQ�LQ¿QLWHO\�DGMXVWDEOH�URWDWLQJ�VSHHG��Up to a weight of 500 kg the workpiece can be positioned via a footpedal. For workpieces of more than 500 kg a hand control unit can be used.
The DK series can optionally be equipped with clamping devices with a minimum diameter of 25 mm.
With the height-adjustable rotary tilting table DKT 1000 H workpieces can be tilted and posi-tioned easily for automated welding. The DKT 1000 H is available in various versi-ons.
Height-adjustable: DKT 1000 H
Technical data
Model Face plate diameter Max. capacity Rotating speed (circa) Max. welding current
DK 50 300 mm 20 kg 0–6 U/min 400 A
DK 300 500 mm 300 kg 0–3 U/min 400 A
DK 500 650 mm 500 kg 0–2.5 U/min 400 A
DK 1500 1,000 mm 1,500 kg 0–1.5 U/min 600 A
DK 3000 1,100 mm 3,000 kg 0–1 U/min 600 A
DK 5000 1,500 mm 5,000 kg 0–1 U/min 600 A
DK 10000 1,200 mm 10,000 kg 0–1 U/min 600 A
Others variants are manufactured on request.
DKT 1000 H
Art. no. .11.105.202
Mains voltage &((����$���[�����9�3(
Welding current transmission ����$�,�������
Face plate diameter 800 mm
0D[��KHLJKW�DGMXVWPHQW 600 mm (optional)
0D[��WLOW�DQJOH 120 °
0D[��WLOW�PRPHQW 3,500 Nm
0D[��WXUQLQJ�PRPHQW 710 Nm
Rotating speed 0–5 U/min
Load-bearing capacity 1,000 kg
Hydraulic pressure 150 bar
Weight 1,000 kg
Technical data
Advantages�� Welding in constant position without inter-
ruption of the weld�� Height-adjustable by hydraulic cylinder�� Adjustable rotating speed�� Electric motor-driven tilting�� Electronic controller protected in control
cabinet
Rotary tilting tables of the DK series are optionally available with turnable ground connection.

- 30 -
Clamping tables from Kjellberg for beam and SUR¿OH�ZHOGLQJ�DUH�PDQXIDFWXUHG�RQ�LQGLYLGXDO�customer request.
Clamping Table
Clamping tables from Kjellberg are custom-made.
Roller Block Rotating Devices
Variants
�� Rotating speed 75-1000 mm/min�� Manual or optional motor-driven diameter adjust-
ment�� Hand control unit�� Stationary, optional: mobile
Variants
�� For different workpiece diameters�� Further dimensions on request
Technical data
Height-Adjustable Pedestal
Technical dataModel Max. working load Max. rotating load
drive unitMin. container
diameterMax. container
diameterRoller diameter Roller width
BDV 2000 1,000 kg 20 kg 200 mm 2,500 mm 250 mm 120 mm
BDV 5000 2,500 kg 300 kg 200 mm 3,000 mm 250 mm 120 mm
BDV 10000 5,000 kg 500 kg 300 mm 4,000 mm 415 mm 200 mm
BDV 15000 7,500 kg 1,500 kg 300 mm 4,000 mm 415 mm 370 mm
BDV 20000 10,000 kg 3,000 kg 300 mm 4,500 mm 415 mm 370 mm
Height-adjustable pedestals for different workpiece diame-ters.
The roller blocks are available in different variants.
- 30 -
Welding Devices
Pedestal
Adjustment track 300 mm
0D[��ORDG 300 kg
Min. height 600 m
- 31 -- 31 -
Wel
ding
Per
iphe
ry
Welding Devices
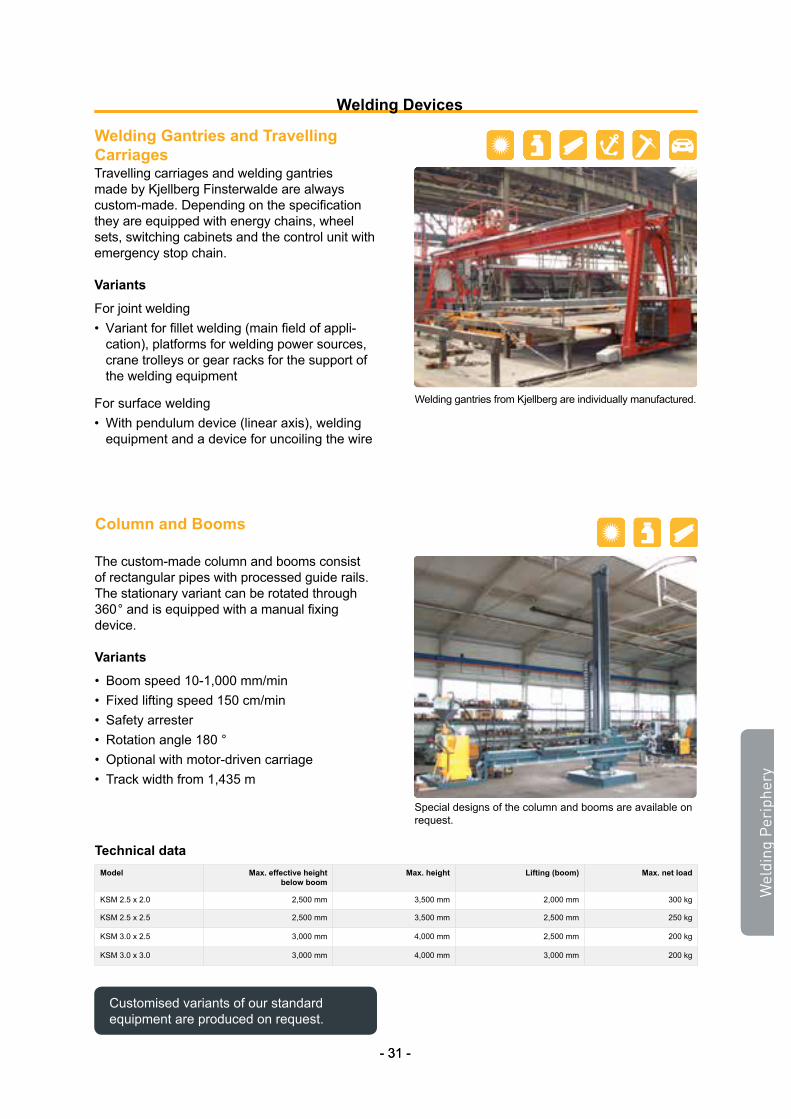
Welding Gantries and Travelling Carriages
Customised variants of our standard equipment are produced on request.
Travelling carriages and welding gantries made by Kjellberg Finsterwalde are always FXVWRP�PDGH��'HSHQGLQJ�RQ�WKH�VSHFL¿FDWLRQ�they are equipped with energy chains, wheel sets, switching cabinets and the control unit with emergency stop chain.
Variants
For joint welding�� 9DULDQW�IRU�¿OOHW�ZHOGLQJ��PDLQ�¿HOG�RI�DSSOL-
cation), platforms for welding power sources, crane trolleys or gear racks for the support of the welding equipment
For surface welding�� :LWK�SHQGXOXP�GHYLFH��OLQHDU�D[LV���ZHOGLQJ�
equipment and a device for uncoiling the wire
Welding gantries from Kjellberg are individually manufactured.
Technical data
Column and Booms
The custom-made column and booms consist of rectangular pipes with processed guide rails. The stationary variant can be rotated through �����DQG�LV�HTXLSSHG�ZLWK�D�PDQXDO�¿[LQJ�device.
Variants
�� Boom speed 10-1,000 mm/min�� )L[HG�OLIWLQJ�VSHHG�����FP�PLQ�� Safety arrester�� Rotation angle 180 °�� Optional with motor-driven carriage�� Track width from 1,435 m
Special designs of the column and booms are available on request.
Model Max. effective height below boom
Max. height Lifting (boom) Max. net load
.60�����[���� 2,500 mm 3,500 mm 2,000 mm 300 kg
.60�����[���� 2,500 mm 3,500 mm 2,500 mm 250 kg
.60�����[���� 3,000 mm 4,000 mm 2,500 mm 200 kg
.60�����[���� 3,000 mm 4,000 mm 3,000 mm 200 kg

- 32 -- 32 -
Telescopic Column with Retractable BoomThe Kjellberg telescopic column with boom is XQLTXH�LQ�LWV�ÀH[LELOLW\��7KH�ERRP�FDQ�EH�H[WHQ-ded through its joints. Thus it is very space sa-YLQJ�DW�LWV�ZRUNSODFH��)RU�HYHQ�PRUH�ÀH[LELOLW\�LW�FDQ�EH�URWDWHG�DURXQG�LWV�RZQ�D[LV�DQ�LV�KHLJKW�adjustable.
Advantages�� Space-saving retractable boom with telesco-
pic height adjustment�� 7HOHVFRSLF�ERRP�H[WHQGDEOH�E\���P�� 5RWDWDEOH�E\�PD[LPXP������DURXQG�LWV�RZQ�D[LV
�� Optional: welders seat
Technical data
Customisation
Complete System Solutions
Besides the variety of high-quality standard technique custom-made solutions are needed particularly in the large scale industries. For H[DPSOH��$�VSHFLDO�ZHOGLQJ�KHDG�IRU�D�VWDQGDUG�welding tractor of the KA series that has to be ¿[HG�XSVLGH�GRZQ�IRU�ZHOGLQJ�URWDWLYHO\��KLJKHU�column and booms or longer booms, special rails for plants and many other individual requi-rements more.
Our developers, mechanics, engineers, techni-cians and advisers are specialists and work WRJHWKHU�IRU�¿QGLQJ�VROXWLRQV�IRU�GLI¿FXOW�RU�H[W-raordinary requests.
We plan, construct, implement and test your individual technical solution in agreement with you as our customer. Moreover, we offer training courses and maintenance service as desired WR�PDNH�\RX�IHHO�FRQ¿GHQW�LQ�XVLQJ�WKH�PRVWO\�FRPSOH[�V\VWHPV�±�PRUH�LQIRUPDWLRQ�RQ�SDJH�46.
The telescopic boom is manufactured in special dimensions on request.
Telescopic boom
Movement of the boom 3 m
0D[��KHLJKW�EHORZ�ERRP 4 m
0D[��URWDWLRQ�DQJOH ����
0D[��ZHLJKW�DW�ERRP�HQGLQJ 400 kg
'LPHQVLRQV�UHWUDFWHG��/�[�:�[�+� ������[�������[�������PP
Weight 4,270 kg
Telescopic boom with multi-kinematic movability.

- 33 -- 33 -
Syst
em S
olut
ions
In Practice
Container and Pipe Welding Plant
Application example�� Welding of containers and pipes�� Circular and longitudinal seams�� SA welding with wire diameter of up to 5 mm
and with several wires�� Work-piece diameter 1,000 mm – 4,000 mm
Features�� Movable column and boom on rail system�� 5ROOHU�EORFNV�ZLWK�D�PD[LPXP�WRWDO�ORDG�RI�
30 tons�� Welding of inner and outer seams�� Automatic, tactile seam tracking for both
torches
:LWK�WKH�UDLO�V\VWHP�DX[LOLDU\�SURFHVV�WLPHV�IRU�FKDQJH�IURP�inside to outside seam welding are reduced.
Double-T Beam Welding Plant
Application example�� :HOGLQJ�RI�ZHE�SODWHV�DQG�ÀDQJH�DQJOHV�WR�GRXEOH�7�DQG�FURVV�VHFWLRQV�DV�ZHOO�DV�RI�ER[�girders in PA und PB position
�� Double-wire SA welding
Features�� 'LPHQVLRQV��������[�������[�������PP�� Travel length up to 32,000 mm�� 0D[��ORDG�FDSDFLW\�����NJ�� Welding speed 0.12-2m/min�� 8S�WR�PD[���[��PP�ZLUH�SHU�VLGH 7KH�SODQW�DOORZV�WKH�ZHOGLQJ�RI�ZRUNSLHFHV�ZLWK�D�PD[LPXP�
size of 4 metre.
Container SA Welding Unit
Application example�� Joint welding of rolled plates�� Circular and longitudinal seams�� &RQWDLQHU�GLDPHWHU�PD[LPXP�����PP�� Sheet thickness 3 mm�� 0D[��GLPHQVLRQV������[�����P�� Materials: mild steel, pressure vessel steel
Features�� Solid base frame with two support
combinations and container rotary device�� With holding mandrel, roller guide-way and
support combination
The container welding unit welds two circular seams simul-taneously.
- 34 -- 34 -
In Practice
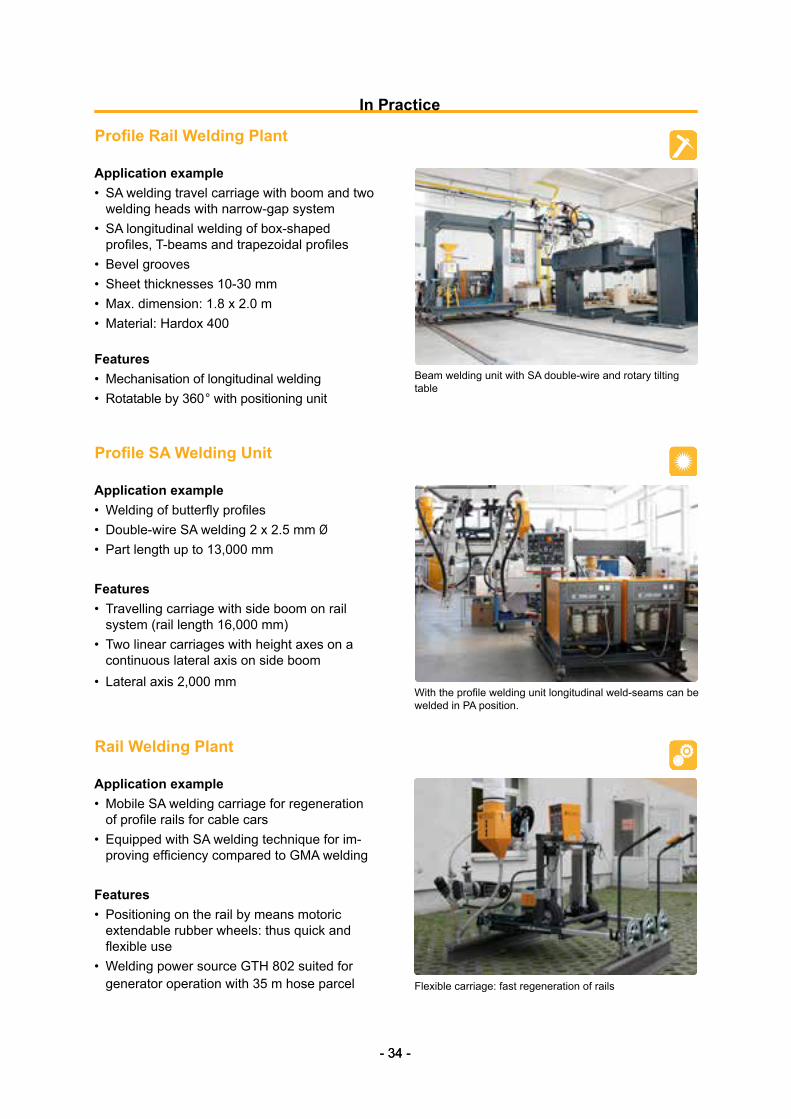
3UR¿OH�5DLO�:HOGLQJ�3ODQW
Application example�� SA welding travel carriage with boom and two
welding heads with narrow-gap system�� 6$�ORQJLWXGLQDO�ZHOGLQJ�RI�ER[�VKDSHG� SUR¿OHV��7�EHDPV�DQG�WUDSH]RLGDO�SUR¿OHV
�� Bevel grooves�� Sheet thicknesses 10-30 mm�� 0D[��GLPHQVLRQ������[�����P�� 0DWHULDO��+DUGR[����
Features�� Mechanisation of longitudinal welding�� 5RWDWDEOH�E\������ZLWK�SRVLWLRQLQJ�XQLW
Beam welding unit with SA double-wire and rotary tilting table
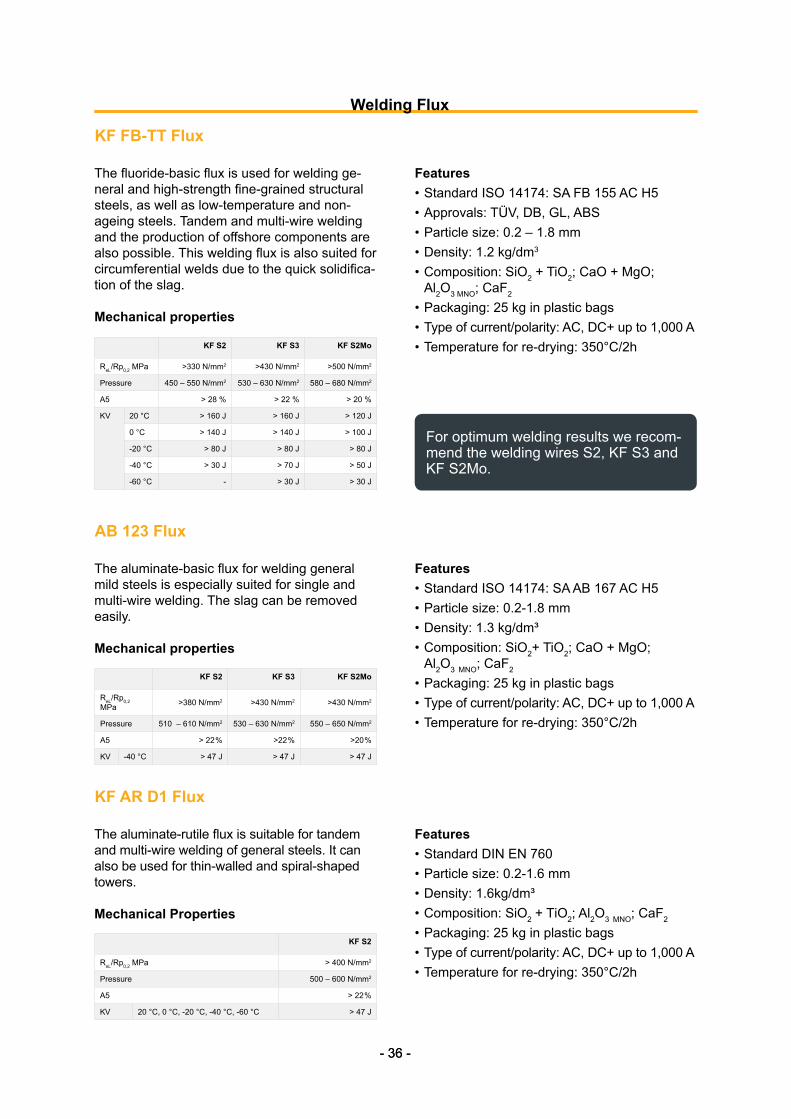
Rail Welding Plant
Application example�� Mobile SA welding carriage for regeneration RI�SUR¿OH�UDLOV�IRU�FDEOH�FDUV
�� Equipped with SA welding technique for im-SURYLQJ�HI¿FLHQF\�FRPSDUHG�WR�*0$�ZHOGLQJ
Features�� Positioning on the rail by means motoric H[WHQGDEOH�UXEEHU�ZKHHOV��WKXV�TXLFN�DQG�ÀH[LEOH�XVH
�� Welding power source GTH 802 suited for generator operation with 35 m hose parcel )OH[LEOH�FDUULDJH��IDVW�UHJHQHUDWLRQ�RI�UDLOV
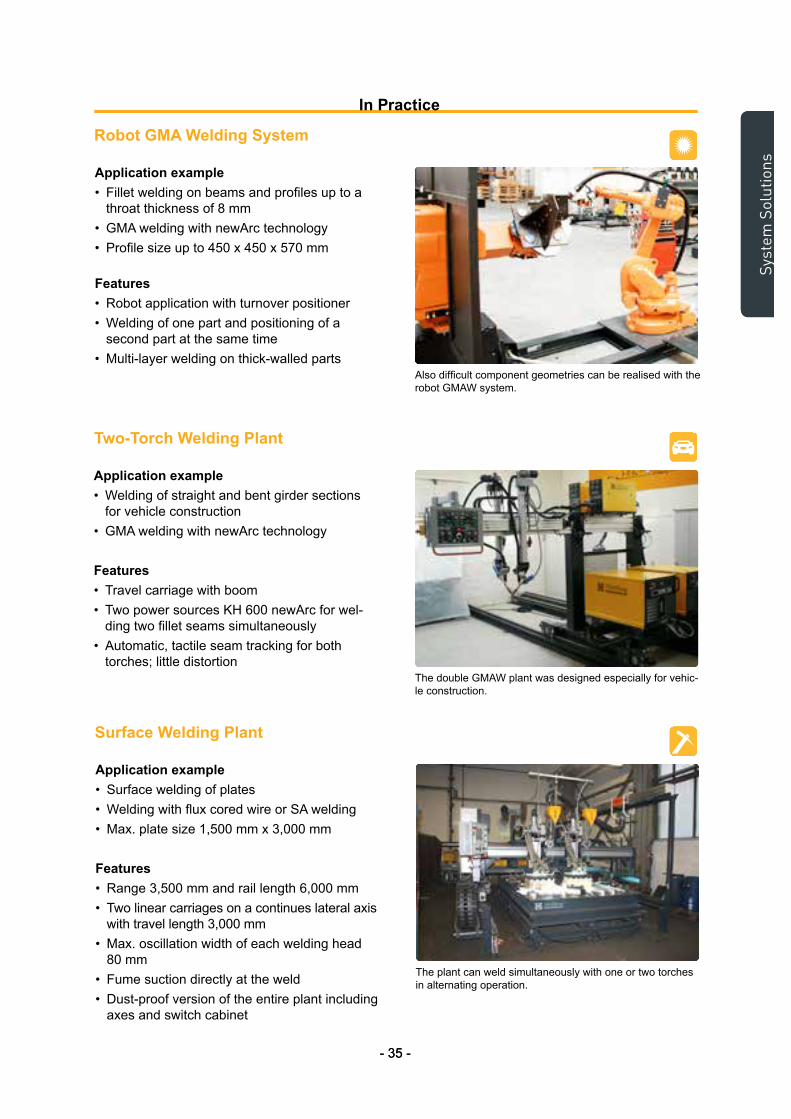
3UR¿OH�6$�:HOGLQJ�8QLW
Application example�� :HOGLQJ�RI�EXWWHUÀ\�SUR¿OHV�� 'RXEOH�ZLUH�6$�ZHOGLQJ���[�����PP�Ø�� Part length up to 13,000 mm
Features�� Travelling carriage with side boom on rail
system (rail length 16,000 mm)�� 7ZR�OLQHDU�FDUULDJHV�ZLWK�KHLJKW�D[HV�RQ�D�FRQWLQXRXV�ODWHUDO�D[LV�RQ�VLGH�ERRP
�� /DWHUDO�D[LV�������PP:LWK�WKH�SUR¿OH�ZHOGLQJ�XQLW�ORQJLWXGLQDO�ZHOG�VHDPV�FDQ�EH�welded in PA position.
- 35 -- 35 -
Syst
em S
olut
ions
In Practice
Robot GMA Welding System
Application example�� )LOOHW�ZHOGLQJ�RQ�EHDPV�DQG�SUR¿OHV�XS�WR�D�
throat thickness of 8 mm�� GMA welding with newArc technology�� 3UR¿OH�VL]H�XS�WR�����[�����[�����PP
Features�� Robot application with turnover positioner�� Welding of one part and positioning of a
second part at the same time�� Multi-layer welding on thick-walled parts
$OVR�GLI¿FXOW�FRPSRQHQW�JHRPHWULHV�FDQ�EH�UHDOLVHG�ZLWK�WKH�robot GMAW system.
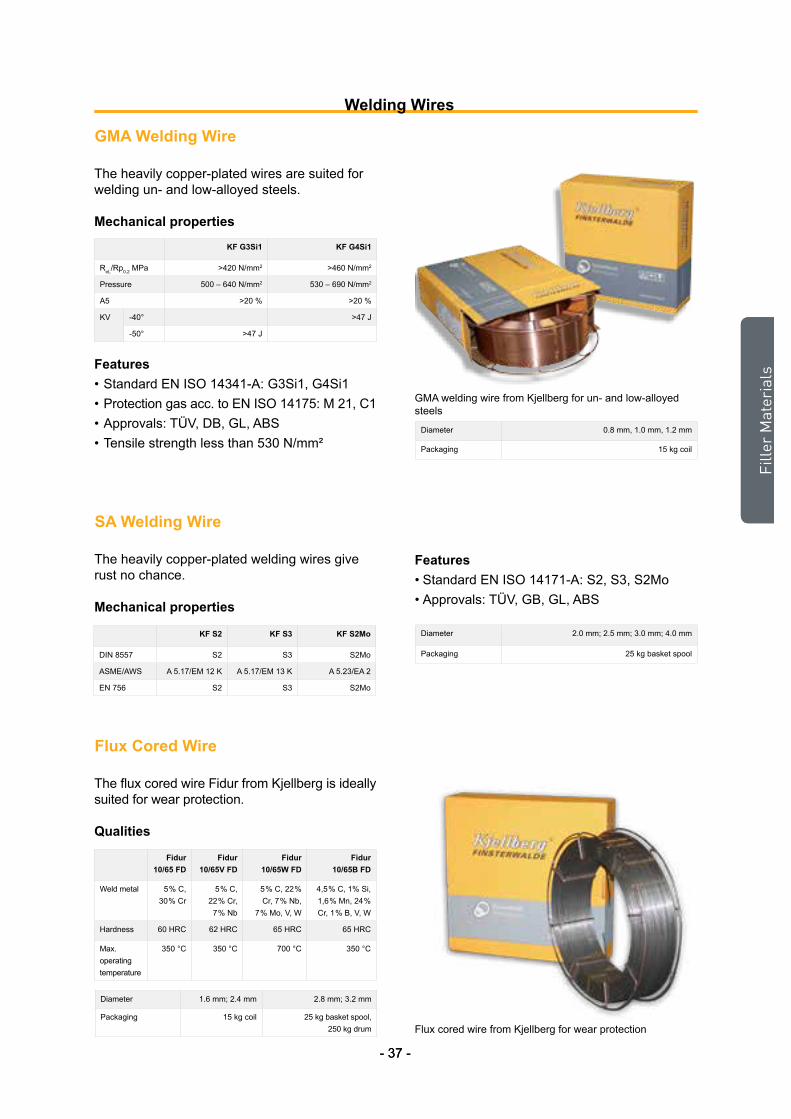
Surface Welding Plant
Application example�� Surface welding of plates�� :HOGLQJ�ZLWK�ÀX[�FRUHG�ZLUH�RU�6$�ZHOGLQJ�� 0D[��SODWH�VL]H�������PP�[�������PP
Features�� Range 3,500 mm and rail length 6,000 mm�� 7ZR�OLQHDU�FDUULDJHV�RQ�D�FRQWLQXHV�ODWHUDO�D[LV�
with travel length 3,000 mm�� 0D[��RVFLOODWLRQ�ZLGWK�RI�HDFK�ZHOGLQJ�KHDG�
80 mm�� Fume suction directly at the weld�� Dust-proof version of the entire plant including D[HV�DQG�VZLWFK�FDELQHW
The plant can weld simultaneously with one or two torches in alternating operation.
Two-Torch Welding Plant
Application example�� Welding of straight and bent girder sections
for vehicle construction�� GMA welding with newArc technology
Features�� Travel carriage with boom�� Two power sources KH 600 newArc for wel-GLQJ�WZR�¿OOHW�VHDPV�VLPXOWDQHRXVO\
�� Automatic, tactile seam tracking for both torches; little distortion
The double GMAW plant was designed especially for vehic-le construction.
- 36 -- 36 -
Welding Flux
KF FB-TT Flux
7KH�ÀXRULGH�EDVLF�ÀX[�LV�XVHG�IRU�ZHOGLQJ�JH-QHUDO�DQG�KLJK�VWUHQJWK�¿QH�JUDLQHG�VWUXFWXUDO�steels, as well as low-temperature and non- ageing steels. Tandem and multi-wire welding and the production of offshore components are DOVR�SRVVLEOH��7KLV�ZHOGLQJ�ÀX[�LV�DOVR�VXLWHG�IRU�FLUFXPIHUHQWLDO�ZHOGV�GXH�WR�WKH�TXLFN�VROLGL¿FD-tion of the slag.
Mechanical properties
KF S2 KF S3 KF S2Mo
ReL/Rp0,2 MPa >330 N/mm2 >430 N/mm2 >500 N/mm2
Pressure 450 – 550 N/mm2 530 – 630 N/mm2 580 – 680 N/mm2
A5 !����� !����� !�����
KV 20 °C > 160 J > 160 J > 120 J
0 °C > 140 J > 140 J > 100 J
-20 °C > 80 J > 80 J > 80 J
-40 °C > 30 J > 70 J > 50 J
-60 °C - > 30 J > 30 J
AB 123 Flux
7KH�DOXPLQDWH�EDVLF�ÀX[�IRU�ZHOGLQJ�JHQHUDO�mild steels is especially suited for single and multi-wire welding. The slag can be removed easily.
Mechanical properties
For optimum welding results we recom-mend the welding wires S2, KF S3 and KF S2Mo.
Features��Standard ISO 14174: SA FB 155 AC H5��Approvals: TÜV, DB, GL, ABS��Particle size: 0.2 – 1.8 mm��Density: 1.2 kg/dm3
��Composition: SiO2���7L22��&D2���0J2�� Al2O3 MNO; CaF2
��Packaging: 25 kg in plastic bags��7\SH�RI�FXUUHQW�SRODULW\��$&��'&��XS�WR�������$��Temperature for re-drying: 350°C/2h
Features��Standard ISO 14174: SA AB 167 AC H5��Particle size: 0.2-1.8 mm��Density: 1.3 kg/dm³��Composition: SiO2��7L22��&D2���0J2��
Al2O3 MNO; CaF2
��Packaging: 25 kg in plastic bags��7\SH�RI�FXUUHQW�SRODULW\��$&��'&��XS�WR�������$��Temperature for re-drying: 350°C/2h
KF S2 KF S3 KF S2Mo
ReL/Rp0,2 MPa >380 N/mm2 >430 N/mm2 >430 N/mm2
Pressure 510 – 610 N/mm2 530 – 630 N/mm2 550 – 650 N/mm2
A5 !���� !��� !���
KV -40 °C > 47 J > 47 J > 47 J
KF AR D1 Flux
7KH�DOXPLQDWH�UXWLOH�ÀX[�LV�VXLWDEOH�IRU�WDQGHP�and multi-wire welding of general steels. It can also be used for thin-walled and spiral-shaped towers.
Mechanical Properties
Features��Standard DIN EN 760��Particle size: 0.2-1.6 mm��Density: 1.6kg/dm³��Composition: SiO2���7L22; Al2O3 MNO; CaF2
��Packaging: 25 kg in plastic bags��7\SH�RI�FXUUHQW�SRODULW\��$&��'&��XS�WR�������$��Temperature for re-drying: 350°C/2h
KF S2
ReL/Rp0,2 MPa > 400 N/mm2
Pressure 500 – 600 N/mm2
A5 !����
KV 20 °C, 0 °C, -20 °C, -40 °C, -60 °C > 47 J
- 37 -- 37 -
Fille
r M
ater
ials
Welding Wires
SA Welding Wire
The heavily copper-plated welding wires give rust no chance.
Mechanical properties
Features��Standard EN ISO 14171-A: S2, S3, S2Mo��Approvals: TÜV, GB, GL, ABS
KF S2 KF S3 KF S2Mo
DIN 8557 S2 S3 S2Mo
ASME/AWS A 5.17/EM 12 K A 5.17/EM 13 K A 5.23/EA 2
EN 756 S2 S3 S2Mo
GMA Welding Wire
The heavily copper-plated wires are suited for welding un- and low-alloyed steels.
Mechanical properties
Features��Standard EN ISO 14341-A: G3Si1, G4Si1 ��Protection gas acc. to EN ISO 14175: M 21, C1��Approvals: TÜV, DB, GL, ABS��Tensile strength less than 530 N/mm²
KF G3Si1 KF G4Si1
ReL/Rp0,2 MPa >420 N/mm2 >460 N/mm2
Pressure 500 – 640 N/mm2 530 – 690 N/mm2
A5 !���� !����
KV -40° >47 J
-50° >47 J
Flux Cored Wire
7KH�ÀX[�FRUHG�ZLUH�)LGXU�IURP�.MHOOEHUJ�LV�LGHDOO\�suited for wear protection.
Qualities
Fidur 10/65 FD
Fidur 10/65V FD
Fidur 10/65W FD
Fidur 10/65B FD
Weld metal 5��&��30��&U
5��&��22��&U��7��1E
5��&������Cr, 7��1E��
7��0R��9��:
4,5��&�����6L��1,6��0Q������Cr, 1��%��9��:
Hardness 60 HRC 62 HRC 65 HRC 65 HRC
0D[��operating temperature
350 °C 350 °C 700 °C 350 °C
Diameter 1.6 mm; 2.4 mm 2.8 mm; 3.2 mm
Packaging 15 kg coil 25 kg basket spool, 250 kg drum
GMA welding wire from Kjellberg for un- and low-alloyed steels
Diameter 2.0 mm; 2.5 mm; 3.0 mm; 4.0 mm
Packaging 25 kg basket spool
Diameter 0.8 mm, 1.0 mm, 1.2 mm
Packaging 15 kg coil
)OX[�FRUHG�ZLUH�IURP�.MHOOEHUJ�IRU�ZHDU�SURWHFWLRQ

- 38 -- 38 -
Welding Electrodes
Unalloyed Electrodesacc. to DIN EN ISO 2560-A, AWS A 5.1
�� LLOYD rutile, for shipbuilding
��LLOYD GRÜN rutile, cellulosic, for shipbuilding
��PRIMA rutile-cellulosic, for all positions
��PRIMA BLUE rutile-cellulosic, higher strength, for all positions
��TITAN ROT rutile, heavily coated
��TITAN S rutile, high strength and toughness, heavily coated
��TITAN rutile-basic
��TITAN K rutile-basic with high strength and toughness
��OPTIMAL rutile-basic, for thin sheets
��KONTAKT 160 rutile, heavily coated, high output
��TRUMPF acid, special electrode
��PROGRESS basic, for welding in vertical up position
��GARANT basic
� GARANT S basic, high strength
��GARANT K basic, Ni-alloyed, high strength und toughness, low H2-content
��GARANT x basic-rutile double coated
��GARANT BR basic double coated
��GARANT AC/DC basic, high strength
��PERFEKT basic, for vertical down welds
��KORREx basic, for weatherproof and rust resistant steels
Unalloyed electrode Optimal
High-Temperature Welding Electrodesacc. to DIN EN ISO 3580-A, AWS A 5.5
��KOMPLEx W UXWLOH��������0R
��IMPULS EDVLF��������1L�DQG�������0R�
��MOB EDVLF��������0R
��CROMO 1R UXWLOH������&U��������0R
��CROMO 1B EDVLF������&U��������0R
��CROMO 2B EDVLF��������&U������0R
Nickel-Base Electrodesacc. to DIN EN ISO 14172, AWS A 5.11
��FINOx 82 material number 2.4648
��FINOx 182 material number 2.4620
��FINOx 625 material number 2.4621
High-Alloyed Electrodesacc. to DIN EN ISO 3581-A, AWS A5.4
��FINOx 4820 AC �����&U������1L
��FINOx 4842 AC������&U�������1L
��FINOx 4842 B�EDVLF�������&U�������1L
��FINOx 4829 AC������&U�������1L
��FINOx 4009 AC������&U
��FINOx 4351 B�EDVLF�������&U��������1L
��FINOx 4015 AC������&U
��FINOx 4316 AC������&U������1L
��FINOx 4551 AC������&U������1L
��FINOx 4551 B basic with high toughness, �����&U�������1L��1E
��FINOx 4430 AC������&U�������1L������0R
��FINOx 4430 F for vertical down welds, �����&U�������1L������0R
��FINOx 4576 AC������&U�������1L������0R��1E
��FINOx 4462 AC�IRU�GXSOH[�VWHHOV� �����&U������1L������0R
��FINOx 4519 AC������&U�������1L������0R��&X
��FINOx 4370 AC �����&U������1L������0Q
��FINOx 4370 B EDVLF�������&U������1L������0Q
��FINOx 4370 S for surface-layer welding on rails, rutile EDVLF�������&U������1L������0Q
��FINOx 4431 AC �����&U�������1L������0R
��FINOx 4337 AC �����&U������1L
��FINOx 4332 AC �����&U�������1L
��FINOx 4459 AC������&U�������1L������0R
��FINOx 29/9 GOLD VSHFLDO�HOHFWURGH�������&U������1L
+LJK�DOOR\HG�HOHFWURGH�)LQR[������$&
- 39 -
&XWWLQJ�HOHFWURGH�0HW�2[
- 39 -
Fille
r M
ater
ials
Welding Electrodes
Electrode for surface welding Fidur 23/250
Cast Iron Electrodesacc. to DIN EN ISO 1071, AWS A 5.15
��FICAST NI pure nickel
��FICAST NIFE������1L�������)H
��FICAST NIFE K copper-plated NiFe core rod, �����1L�������)H
��FICAST NIFE B�ELPHWDO�������1L�������)H
��FICAST FE iron-based, special coating
Electrodes for Surface Weldingacc. to DIN EN 14700
��FIDUR 1/300 Mo-V low-alloyed, hardness 300 HB
��FIDUR 350 Mn-Cr low-alloyed, hardness 350 HB
��FIDUR 2/55 Cr-Ni-Mo low-alloyed, hardness 55 HRC
��FIDUR 3/50 for hot and cold working tools, Cr-W-V low-alloyed, hardness 50 HRC
��FIDUR 4/60 for high-speed tools, Cr-Mo-W-V low-alloyed, hardness 60 HRC
��FIDUR 6/55 Mn-Cr low-alloyed, hardness 55 HRC
��FIDUR 6/60 tough-hard, Cr-Mo-V low-alloyed, hardness 60 HRC
��FIDUR 6/60 R Cr-Mo-V low-alloyed, hardness 60 HRC, suitable for AC current
��FIDUR 7/200 Mn-Cr-alloyed, hardness 200 HB, work-hardenable up to 500 HB
��FIDUR 7200 Mn Mn-Cr-Ni-alloyed, hardness 200 HB, work-hardenable up to 450 HB
��FIDUR 8/200 Cr-Ni-Mn-alloyed, hardness 200 HB, work-hardenable up to 350 HB
��FIDUR 10/60 IRU�JULQGLQJ�ZHDU������&U�DOOR\HG��hardness 60 HRC
��FIDUR 10/65 for grinding wear, hardness 65 HRC
��FIDUR 10/65 W for grinding wear and high tempera-tures, Cr-Mo-Nb-W-V-alloyed, hardness 65 HRC
��FIDUR 10/70 for grinding wear, Cr-B-alloyed, hard-ness 70 HRC
��FIDUR 23/250 basic electrode, material number 2.4887, hardness 240 HB, work-hardenable up to 400 HB
��FILIT 6 cobalt-based electrode, hardness 40 HRC
��FILIT 21 cobalt-based electrode, hardness 35 HR
Special Electrodes
��MET-Ox for cutting
��KJELGOUGE for gouging
��KJELCUT for cutting

- 40 -- 40 -
Welding Carriage GMAW and SAW
Features�� Electronic speed adjustment�� Self-positioning (due to a permanent mag-
netic system in case of ferromagnetic mate-rials)
�� Piece and serial production�� Hand and machine torch available�� Adjustable guiding elements, protected
against spatter�� Highest reproducibility and quality of the weld VHDPV�GXH�WR�PHFKDQLFDO�IHHG�DQG�H[DFW�torch guidance
Technical data
KMF Operates more than 16 Hours
Due to its small track width of 85 mm the welding carriage is also suited for narrow webs.
The KMF solid can be used with hand and machine torch.
�� Digital speed adjustment/control�� Self-positioning (in case of ferromagnetic ma-
terials no tracks are required)�� Can be upgraded with an electronic pendulum
system�� Piece and serial production, also for short weld
lengths�� Hand and machine torch (remote control of the
power source integrated)
Technical data
KMF Solid with Double Magnetic Power
Art. no. .11.301.100.100
Welding speed 10 – 125 cm/min
Track width 85 mm
%DWWHU\�RSHUDWLRQ�ZLWKRXW�UHFKDUJLQJ�������GXW\�F\FOH� > 16 h
Battery charge time < 25 min
Permanent magnetic system: Adhesion > 180 N
Welding types and positions all but PD, PE
'LPHQVLRQV��/�[�:�[�+� ����[�����[�����PP
Weight 4.8 kg
Art. no. .11.301.101.100
Welding speed 10–200 cm/min
Track width 140 mm
%DWWHU\�RSHUDWLRQ�ZLWKRXW�UHFKDUJLQJ�������GXW\�F\FOH� > 12 h
Battery charge time < 25 min
Connectable magnetic system: Adhesion > 350 N
Welding types and positions all but PD, PE
'LPHQVLRQV��/�[�:�[�+� ����[�����[�����PP
Weight 6.8 kg

- 41 -- 41 -
Opt
ions
Control Units
Control DigiKAS
The digital control allows the combination of analogue feedback control and digital user interface. All parameters can be accessed via touchpad.
Features�� Setting of welding parameters and storing of
welding jobs �� Password-protected job storage �� Language selection�� Optional for KA series
The control can be operated by hard and soft keys.
Tactile sensor Inductive sensor
Visual laser pointer Laser scanner
Photo-optical monitoring
KAS with Digital Remote Control
Like DigiKAS also the control KAS for automats with digital activation KAS I/O allows the combi-nation of analogue feedback control and digital peripheral control such as portal, column and boom or robot controllers. The type KAS I/O is designed for switch cabinet construction. The control is mounted on a base plate with the size ����PP�[�����PP�[�FD������PP��/�[�:�[�+���This type is designed for user application.
Features�� &RQ¿JXUDWLRQ�RI�WKH�VXSHULRU�FRQWURO�GRQH�E\�
the operater�� Binary or analogue transfer of orders to KAS�� $PSOL¿FDWLRQ�RI�.$6�,�2�IRU�%86�FRQQHFWLRQ�
possible�� Article number: .17.000.480.700
Seam Tracking Systems
- 42 -- 42 -
Welding Heads
Features�� Electroslag and SA strip cladding�� 3-8 mm thick claddings per layer�� High deposition rate and low dilution rate�� Corrosion and wear protection layers possible GHSHQGLQJ�RQ�WKH�¿OOHU�PDWHULDO
Technical data
Strip Cladding Head
(I¿FLHQW�FODGGLQJ�ZLWK�VWULS�FODGGLQJ�KHDG�
Art. no. .11.300.810
0D[��ZHOGLQJ�FXUUHQW 1,250 A
Control voltage 42 V AC/50 Hz
Strip width 30–60 mm
Min. diameter of inner tube 500 mm
'LPHQVLRQ��/�[�:�[�+� ����[�����[�����PP
Weight 20 kg
Features�� 6PDOO�ÀX[�WDQN�ZLWK�SQHXPDWLF�ORFN�� Laser pointer and workplace LED lighting�� Motoric support combination with adjustment WUDFN�����[�����PP
Technical data
Welding Head for inner Tube
Control adaptable to welding task with GTH 802.
0D[��ZLUH�GLDPHWHU 2.5 mm
0D[��GLDPHWHU�RI�LQQHU�WXEH 450 mm
Features�� Torch with remote control and optional display
indication�� ([FHOOHQW�FRROLQJ�RI�WKH�SODVPD�QR]]OH�
Technical data
Plasma-transferred Arc Welding Head
The PTA torch can be used for robot welding.
Welding current 50 – 350 A
Welding voltage 15 – 40 V
Diameter tungsten electrode 3,2 oder 4,0 mm
Weight 1,5 kg
- 43 -- 43 -
Opt
ions
Features�� ,PSURYHG�HI¿FLHQF\�� Welding simultaneously with AC/DC-welding
head�� Multi-wire welding heads on request
Technical data
Tandem Welding Head
([DPSOH��WDQGHP�ZHOGLQJ�DW�D�FROXPQ�DQG�ERRP
Art. no. .17.000.487.500
0D[��ZHOGLQJ�FXUUHQW je 1,000 A
Control voltage 44 V
Wire diameter ��[��±��[���PP
Welding Heads
Water-Cooled Filler Wire Head
Features�� )RU�ZHOGLQJ�ZLWK�VHOI�SURWHFWLQJ�ÀX[�FRUHG�
wires�� Clamping diameter 12 mm
Technical data
The hose attachments for water inlet und outlet are const-ructed for the hose nipples R3/8’’.
Art. no. .17.000.082.000
0D[��ZHOGLQJ�FXUUHQW 1,250 A
Control voltage 42 V AC/50 Hz

- 44 -- 44 -
Welding Heads
Narrow-Gap System
Features�� (I¿FLHQW�GXH�WR�ORZ�VHDP�YROXPH�� Straight current contact nozzle or angled by �����IRU�¿OOHW�ZHOGLQJ
�� 6LPSOH�PRXQWLQJ�RQ�H[LVWLQJ�V\VWHPV�VXFK�DV�column and booms, gantries, tractors without changing the control
Technical dataThe narrow-gap system can be adapted to KA automats.
Art. no. .11.300.103.580
Wire diameter 2.5–5 mm
:LGWK�RI�WKH�ÀX[�V\VWHP 15 mm
'HSWK�RI�LPPHUVLRQ�ZLWK�ÀX[�V\VWHP 200 mm
0D[��GHSWK�RI�LPPHUVLRQ 250 mm
Min. gap width 25 mm
Weight 4.4 kg
SAW Nozzle Holder
Features�� 6XLWDEOH�IRU�.$�VHULHV�ZLWK�ÀX[�¿OO�DQG�HOHFWUL-
cal connection�� Variants with different lengths an angled vari-
ants available
Technical dataThe SA nozzle holder is also available for a wire diameter of PD[����PP�
SAW Narrow-Gap Nozzle Holder
The narrow-gap nozzle holder for a wire diameter of 3-5 mm is available on request.
Art. no. .11.300.103.580
Wire diameter 1.6–3 mm
0D[��ZHOGLQJ�FXUUHQW 600 A
Welding voltage 26 – 35 V
Wire feeding speed 0.1–10.1 m/min
Welding speed 0.25–1.0 m/min
UP 3 mm UP 5 mm UPP
Art. no. .11.300.103.560 .11.300.105.560 .11.300.700.560
Wire diameter 1–3.2 mm 3–5 mm ��[��±����PP
Features�� Small opening angle for V and x seams�� Little distortion due to low heat input
Technical data
- 45 -- 45 -
Opt
ions
Cooling Unit and Accessories
Cooling Unit KWE 750
3QHXPDWLF�ÀX[�UHFRYHU\ Pressure tank 50 l, 100 l )OX[�WDQN���O�����O
Suction nozzlesFlat current contact nozzles
Filter bags
Current contact nozzles )OX[�FDSV
Technical data
Recooling of heated components with coolant.
Art. no. .11.140.804
Mains connection ��[�����9��������+]���3(1
Fuse, slow 16 A
Tank capacity 11 l
Cooling capacity 3,600 W
0D[��RSHUDWLQJ�SUHVVXUH 6 bar
'LPHQVLRQV��/�[�:�[�+� ����[�����[�����PP
Weight 32 kg
Flux Feeding Systems
Consumables
Standard chipping hammer
Welding helmet
Pneumatic chipping hammer
Hand brush
Accessories
Rotatable ground connector Boom system
Welding gloves Guiding system KA
- 46 -- 46 -
Service
Maintenance downtimes and production peaks are no longer a problem if you choo-se our rental service. We offer advice and delivery as well as detailed instruction and FROOHFWLRQ�DIWHU�WKH�MRE�LV�GRQH��7KH�¿HOGV�RI�application and the possible combinations of our service are as diverse as are your demands on Kjellberg. That is why you can LQTXLUH�H[DFW�UHQWDO�IHHV�E\�WHOHSKRQH�DQG�online using our contact form.
Rental conditions��Minimum term of rent: one calendar week��Delivery, collection and instruction are
optional��Advice and offers are free of charge and
not binding
Contact person: Manuel Kornek7HOHSKRQH������������������
We offer to you not only the right equipment EXW�DOVR�RXU�H[WHQVLYH�NQRZOHGJH��.MHOOEHUJ�stands at your side from the implementing of new systems or machines, instruction, individual tests and trials to trainings on technology and usage – adapted to your individual demands.
Training topics��Technical instruction for special systems
and automats
��Development of technologies, e.g. weld test
��Trainings on operating and functioning of our welding equipment and various welding methods
Contact person: Frank Sprecher7HOHSKRQH������������������
Besides repairing machines and systems from Kjellberg our service departments helps in cases of:
��Regeneration of used Kjellberg equip-ment
��5HWUR¿WWLQJ�RI�WHFKQLFDO�LQQRYDWLRQV�� Individual reconstruction of used
machines��Maintenance service
Contact person: Frank Sprecher, 7HOHSKRQH������������������
Become an Expert with Kjellberg! Service Department: Always there for you
Renting for Production Peaks
- 47 -
Getting together is a begin-ning, staying together is an improvement, working to-gether is a success.
(Henry Ford; * 30. July 1863, † 7. April 1947, founded the automobile manufacturer Ford Motor Company)
Advisor and Full-Range Supplier
Kjellberg Finsterwalde Schweißtechnik und Verschleißschutzsysteme GmbHOscar-Kjellberg-Str. 18 | 03238 Finsterwalde | Germany 3KRQH�������������������_�)D[����������������_�www.kjellberg.de | [email protected] products represent a high level of quality and reliability. We re-VHUYH�WKH�ULJKW�WR�FKDQJH�WKH�GHVLJQ�DQG�RU�WHFKQLFDO�VSHFL¿FDWLRQV�during the series production. Claims of any kind cannot be derived from this brochure. || 13-08-24Copyright © 2013 Kjellberg Finsterwalde Schweißtechnik und Verschleißschutzsysteme GmbH. All rights reserved.
Planning and construction Sheet cutting to size
Colouring
Rolling and deforming Welding
Assembly and installation
SA welding technique��Automats and power sources��Equipment for SA manual welding
GMA welding technique
MMA welding technique
TIG welding technique
Special welding process InFocus
PTA welding and keyhole welding
Wear protection technique Fidur
Welding periphery��Column and booms, gantries, rotating
devices
Complex systems
Filler materials, accessories, options
Kjellberg Finsterwalde Group
Welding Electrodes Welding EquipmentCutting Equipment Mechanical Engineering
Expertise for all Requirements