Embed Size (px)
Citation preview

Processing Properties of High- and low-Density Po lye t h y I e n es and The i r BI e n d s
BRYCE MAXWELLand E. J. DORMIER
Polymer Materials Program Department of Chemical Engineering
Princeton University Princeton, New Jersey 08544
and
F. P. SMITH and P. P. TONG
Plastics Technical Center Cities Service Company
Lake Charles, Louisiana 70601
Blends of two characterized linear polyethylenes with a branched polyethylene have been prepared by melt extrusion. It has been found that the linear polyethylenes can be shear modified in a reversible manner similar to branched polymers and that this shear modification and its reversal by re-heating does not change the molecular weight distribution, thereby indicating that the shear modification is a physical rather than chemical change in structure. Because both the high- and low-density polyethylene components of the blends are capa- ble of undergoing reversible shear modification, it is possible to produce blends with either greater or less melt elasticity than the individual components by adjusting the conditions of blending. This demonstrates that the correlation of the proper- ties of blends with the properties of their components should not be attempted without consideration of the effect of the blending process on the properties of the individual compo- nents.
INTRODUCTION n order to understand and predict processing be-
I h avior, the melt properties of high-density polyeth- ylene and of low-density, long-chain-branched poly- ethylene have been measured by several techniques. The objective of the research reported here is to first characterize and compare the melt properties of the individual polymers and then to prepare blends of high- and low-density materials, with the ultimate ob- jective of obtaining an understanding of the relationship of the melt properties of the blends to the melt proper- ties of their individual components.
MATERIALS
was used to obtain the high shear rate viscosity. A 0.050 inch capillary with two-inch length and an entrance angle of 90" was used. Entrance effect was corrected using data from a "zero-length' capillary of the same entrance angle, and the Weissenberg-Rabinowitsch correction was made. All measurements were made at 190OC.
Dynamic Data A Rheometrics Viscoelastic Tester was used to obtain
the storage modulus (G') and the magnitude of the complex viscosity (q*) as a function of frequency at 190°C. A 25 mm cone and plate fixture (cone angle 0.1 radians) was used at an applied strain amplitude of 10 percent. All measurements were made at 190°C.
The polyethylenes studied are described in Table 1 . Table 1.
EXPERIMENTAL METHODS Steady Shear Data Melt
Identification Type Structure Mw/Mn Index A Rheometrics Mechanical Spectrometer was used to
obtain the low shear rate viscosity (q) and first normal LB-1.3 LDPE Branched 11.8 1.3 HN-3.0 HDPE Linear 7.9 3.0 HB-0.3 HDPE Linear N.A. 0.3 stress difference ( N , ) using a 25 mm cone and plate with
0.1 radian cone angle. An Instron Capillary Rheometer
280 POLYMER ENGINEERING AND SCIENCE, MID-APRIL, 1982, Vol. 22, No. 5

Processing Properties of High- and Low-Density Polyethylenes and Their Blends
Melt Elasticity Data A Custom Scientific Instruments Company Melt
Elasticity Tester was used to obtain the time-dependent recoverable strain data. All tests were performed with an applied shear strain of eleven strain units applied at a shear rate (7) of 1 s-’. Various test temperatures were used and will be described later.
The first two test methods, steady shear and dynamic, are well-established melt rheology tech- niques. The third, melt elasticity, is much newer and, although described in the literature (1-4), will be briefly described here.
As shown in Fig. 1 , the geometry is essentially that of a Couette viscometer. The melt specimen is located in the annular space between the inside of a cylindrical cup and the outside of a co-axial central cylindrical member. Both the cup and central member can be rotated about their common axis.
During the test, the rotation of the central member is prevented by the restraining arm while the cup is ro- tated about the axis to shear the specimen. When the desired magnitude of strain has been applied, the rota- tion of the cup is abruptly stopped and the restraining arm of the center member is concurrently released. The center member then rotates about the axis in accordance with the elastic recoil of the specimen. This recoil is recorded by a photographic means to produce a plot of elastic recoverable strain as a function of time.
Preparation of Blends Blends of the two high-density polyethylenes with
the low-density polyethylene were prepared in an elas- tic melt extruder (5). Figure 2 is a schematic drawing of this type of extruder. The polymer enters the shear zone along the exterior surface of a cylindrical rotor and then flows into the axial gap. Here it undergoes a large, extensional, spiral shear experience and is centripetally pumped to the central exit port of the stationary header due to the elastic energy generated in the melt by the spiral shearing. It is important to note that, in this type of extruder, the polymer melt is subjected to a large magnitude of shear strain as it traverses the spiral path, thereby imparting extensive mixing. The amount of mix- ing can be controlled by varying the size of the axial gap, the rotational speed, and the melt temperature (6).
I restraining arm
Section View Plan View
Fig. 1 . Schematic drawing of the melt elasticity tester.
Side Front
Fig. 2 . Schematic druwing of the sheur zone in un elustic melt extruder.
Pellets of the two polymers to be blended were weighed out in the desired proportion and tumble blended prior to melt blending. The extrusion condi- tions used were melt temperature 156OC, axial gap 0.014 inches, 30 rpm. The extruded blends were pel- letized and tumbled prior to test. Reproducibility of the blends was found to be within 1 percent, as deter- mined by melt elasticity tests.
RESULTS Characterization of the Materials “As Received The steady-state viscosity (q) at 190°C of LB-1.3,
HN-3.0, and HB-0.3 as a function of shear rate, as well as the first normal stress difference (N , ) , are shown in Fig. 3. The viscosity data follow the expected trends with the molecular characterization. At low shear rates, the high-molecular-weight, broad-distribution linear polymer has the highest viscosity, followed by the moderate-molecular-weight, broad-distribution branched material. The narrow-distribution, lower- molecular-weight linear material has the lowest viscos- ity in the low-shear-rate (Newtonian) range. As shear rate is increased, the viscosities of all three materials decrease until they approach rather similar values at high shear rates.
The normal force ( N J is often associated with the elastic character of the melt. Clearly, the broad-
3 10 - t
LB 1.. ti
I I I I
16’ loo 10’ loz d Shear Rate,Sss-’
Fig . 3. Shear-rate-dependent uiscosity (Poise) and shear-rate- dependentfirst normal stress difference (Dyneslcm’) of LB-1.3, HN-3.0, and HB-0.3, “as received.”
POLYMER ENGINEERING AND SCIENCE, MID-APRIL. 1982, VOI. 22, NO. 5 28 1

B y c e Maxwell, E . J . Downier, F. P. Smith and P . P . Tong
distribution branched material exhibits a greater nor- mal force than the narrow-distribution linear material. Data could not be taken on the normal force for the broad-distribution, high-molecular-weight linear ma- terial due to problems of maintaining specimen integ- rity in the cone and plate shear field. It is expected that this material would exhibit a higher normal force than the other two.
The dynamic properties of the three melts at 190°C are shown in Fig. 4 in terms of the complex viscosity (q*) and the storage modulus (G') as a function of frequency. The general trends of the frequency-dependent com- plex viscosity correspond nicely with the shear- rate-dependent viscosities of Fig. 3. The frequency- dependent storage modulus also shows a similarity to the shear-rate-dependent normal stress (N1), again showing that the broad-distribution low-density mate- rial is more elastic than the narrow-distribution high- density material and also that the broad-distribution high-density material is more elastic than the other two.
The dictionary definition of the work "elastic" does not involve the word modulus but, rather, states that an elastic material is one that has the ability to recover from a previously applied strain. Within this framework of terminology, it is not possible to say that a high modulus directly indicates a high elastic response. Accordingly, recoverable strain measurements were performed on melts of the three "as-received" polymers.
The recoverable strain characteristics (3) of the low- density broad-distribution material (LB-1.3) are shown in Fig. 5 at various temperatures. The recoverable strain
/ /HN3.0
10 100
Fig. 4 . Frequency-dependent storage modulus (Dyneslcm') and complex viscosity (Poise) of LB-I .3, HN-3.0, and HB-0.3, "as receioed."
c.p.s. lo 0.1 1
1
2 .
3
4
0 1 2 3 4 5 6
Time, seexl0 -2
Fig. 5 . Effect of melt elasticity test temperature on LB-1.3: a = 160"C, b = 150"C, c = 140°C, d = 130°C.
is plotted downward to show recovery. The lower time scale extends to 600 s. The curves and scale in the upper right show the recoverable strain during the first 10 s.
The points to be noted include the following: The amount of recoverable strain is large (approximately 4.7 strain units) curve d. The strain recovery process is still going on after 600 s. The amount of recoverable strain decreases with increasing temperature. The trends of the short-time recoverable strain, first 10 seconds, are the same as those for long-time recoveries.
The recoverable strain characteristics of the high- density narrow-distribution polyethylene (HN-3.0) are shown in Fig. 6. The same general trends are observed with temperature. By comparing curve "a" in Fig. 5 and Fig. 6, we see that, at approximately 160°C, the low- density broad-distribution material (LB-1.3) is much more elastic than the high-density narrow-distribution material (HN-3.0), having approximately 3.3 strain units, as compared to 1.0 strain units at the recovery time of 600 s.
0
1
2 2 0 > 8 3
$ 4
a E (0 .-
5
g
I I I I I
0 1 2 3 4 5 6 Time, sec- x10 -2
Fig. 6 . Effect of melt elasticity test temperature on HN-3.0: a = 159SoC,b =144.7"C,c =139.S0C,d =135.0°C,e =133.5"C,f = 132.2"c, g = 131.0"C.
282 POLYMER ENGINEERING AND SCIENCE, MID-APRIL, 1982, Vol. 22, NO. 5

Processing Properties of High- and Low-Density Polyethylenes and Their Blends
The data of Fig. 6 cover a wide temperature range, the lower end of which is below the melting point of the polymer. The total recoverable strain at 600 s recovery time is plotted as a function of temperature for HN-3.0 in Fig. 7. This shows that it is possible to measure recoverable strain below the melting point in the melt elasticity tester and that the recoverable strain charac- teristics go through a sharp transition at the melting point, Tm. It is apparent that, below the melting point Tm = 135”C, the total recoverable strain is a very strong function of temperature. Above Tm, the total recover- able strain is a much weaker function of temperature.
The high-density narrow-distribution material (HN- 3.0) is compared to the high-density broad-distribution material (HB-0.3) in Fig. 8 at a test temperature of 160°C. Clearly, the broad distribution material is much more elastic than the narrow distribution material. HB-0.3 exhibits approximately four times as much re- coverable strain and is still recovering after 30 minutes.
Effect of Extrusion Experience and Re-heating (Shear Modification)
The effects of extruding the “as-received,” low- density broad-distribution material, LB-1.3, under conditions that would be used to melt blend with other polymers are shown in Fig. 9. The “as-received” mate-
O L I I I I I I
130 140 150 160
Temp. OC
Fig. 7. Total recoverable strain at 600 s as a function of tempera- ture for HN-3.0.
0
1 W-3.0
I I I 0 2 4 6 8 10 12 14 16 16
Time, sac. I 1 6 ’
Fig. 8. Time-dependent recoverable strain of HN-3 .0 and HB-0.3 at test temperature of 160°C.
I- I
-B I
t 61 I I I I 0 lo 20 30 40
Time, min.
Fig. 9. Effect of extrusion and reheating on the recocerable strain of LB-1.3.
rial is shown for comparison. The curve marked A shows the melt elasticity of this material after extrusion. It is obvious that the extrusion process has markedly re- duced the melt elasticity. The recoverable strain is reduced by about 50 percent. If the “as-extruded’’ ma- terial is re-heated, as shown by curves B and C, some of the melt elasticity that was lost returns.
A similar effect is observed with high-density poly- ethylene. Figure I0 shows the t ime-dependent recoverable-strain characteristics of the high-density broad-distribution material as a function of extrusion temperatures: A = 140°C, B = 157”C, C = 169”C, D = “as received.” Here again, we see that, even for this linear polymer, the extrusion process decreases the melt elasticity, and the lower the extrusion tempera- ture, the greater the reduction in melt elasticity.
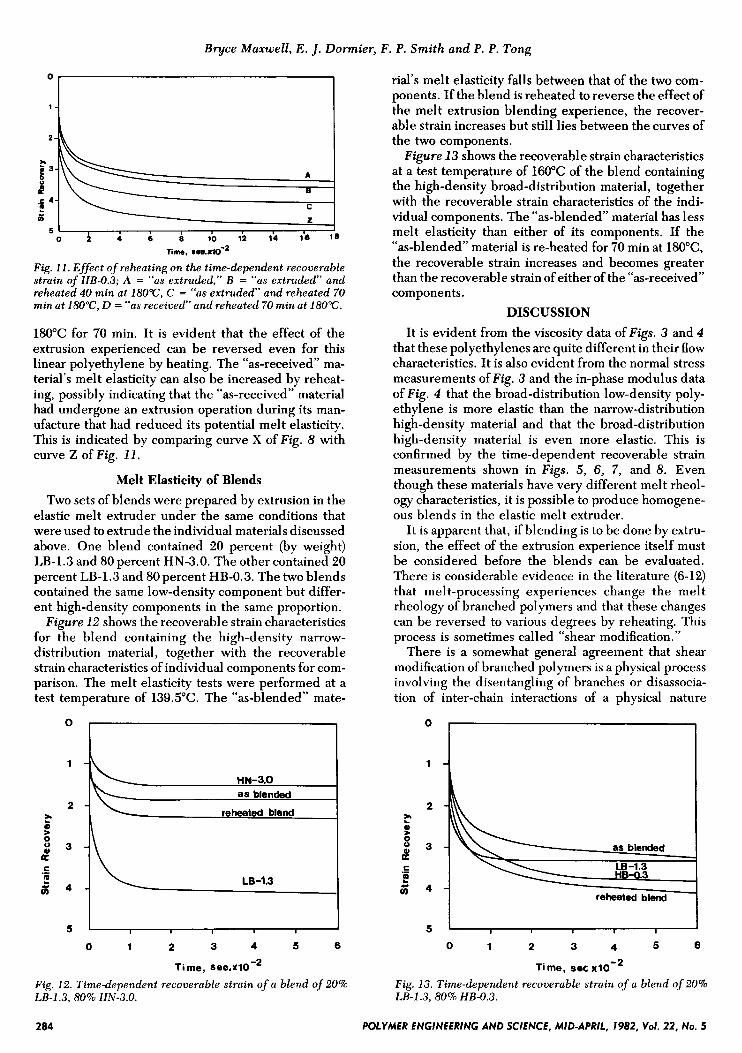
If this linear polyethylene’s melt elasticity can be reduced by extrusion, the question then arises, can the decrease in elasticity be reversed by reheating in a similar manner to that observed in the long-chain- branched material, LB-1.3. Figure 11 shows the results of reheating the “as-extruded,” high-density broad- distribution material, HB-0.3, for various times: A = “as extruded” at 140”C, B = “as extruded” and reheated at 180°C for 40 min, C = “as extruded” and reheated at 180°C for 70 min, and D = “as received” and heated at
Fig. 10. Effect of processing experience on the time-dependent recoverable strain of HB-0.3; A = 140°C extrusion temperature, B = 157°C estrusion temperature, C = 169°C extrusion temper- ature, D = “as received.”
POLYMER ENGINEERING AND SCIENCE, MID-APRIL, 1982, Vol. 22, No. 5 283
Bryce Maxwell, E . J . Domnier, F . P. Smith and P . P. Tong
’i I
5 1 I
o 1 1 8 8 10 12 14 18 18 Time, 8...alO-*
Fig. 1 1 . Effect of reheating on the time-dependent recoverable strain of HB-0.3; A = “as extruded,” B = “as extruded’ and reheated 40 min at 180“c, C = “as extruded” and reheated 70 min at 180°C, D = “as received” and reheated 70 min at 180“c.
180°C for 70 min. It is evident that the effect of the extrusion experienced can be reversed even for this linear polyethylene by heating. The “as-received” ma- terial’s melt elasticity can also be increased by reheat- ing, possibly indicating that the “as-received” material had undergone an extrusion operation during its man- ufacture that had reduced its potential melt elasticity. This is indicated by comparing curve X of Fig. 8 with curve Z of Fig. 1 1 .
Melt Elasticity of Blends Two sets of blends were prepared by extrusion in the
elastic melt extruder under the same conditions that were used to extrude the individual materials discussed above. One blend contained 20 percent (by weight) LB-1.3 and 80 percent HN-3.0. The other contained 20 percent LB-1.3 and 80percent HB-0.3. The two blends contained the same low-density component but differ- ent high-density components in the same proportion.
Figure 12 shows the recoverable strain characteristics for the blend containing the high-density narrow- distribution material, together with the recoverable strain characteristics of individual components for com- parison. The melt elasticity tests were performed at a test temperature of 139.5”C. The “as-blended” mate-
HN3.0 as blended
reheated blend
rial’s melt elasticity falls between that of the two com- ponents. If the blend is reheated to reverse the effect of the melt extrusion blending experience, the recover- able strain increases but still lies between the curves of the two components.
Figure 13 shows the recoverable strain characteristics at a test temperature of 160°C of the blend containing the high-density broad-distribution material, together with the recoverable strain characteristics of the indi- vidual components. The “as-blended” material has less melt elasticity than either of its components. If the “as-blended” material is re-heated for 70 min at 180”C, the recoverable strain increases and becomes greater than the recoverable strain of either of the “as-received” components.
DISCUSSION It is evident from the viscosity data of Figs. 3 and 4
that these polyethylenes are quite different in their flow characteristics. It is also evident from the normal stress measurements of Fig. 3 and the in-phase modulus data of Fig. 4 that the broad-distribution low-density poly- ethylene is more elastic than the narrow-distribution high-density material and that the broad-distribution high-density material is even more elastic. This is confirmed by the time-dependent recoverable strain measurements shown in Figs. 5 , 6, 7 , and 8. Even though these materials have very different melt rheol- ogy characteristics, it is possible to produce homogene- ous blends in the elastic melt extruder.
It is apparent that, if blending is to be done by extru- sion, the effect of the extrusion experience itself must be considered before the blends can be evaluated. There is considerable evidence in the literature (6-12) that melt-processing experiences change the melt rheology of branched polymers and that these changes can be reversed to various degrees by reheating. This process is sometimes called “shear modification.”
There is a somewhat general agreement that shear modification of branched polymers is a physical process involving the disentangling of branches or disassocia- tion of inter-chain interactions of a physical nature
reheated bled- I 5 1 I I I I 1
0 1 2 3 4 5 6
Ti me, see.xl0 -2
Fig. 12. Time-dependent recoverable strain of a blend of 20% LB-1.3, 80% HN-3.0.
5 ‘ I I I I I
0 1 2 3 4 5 6
Ti me, sec X I O - ~
Fig. 13. Time-dependent recoverable strain of a blend of 20% LB-1.3, 80% HB-0.3.
284 POLYMER ENGINEERING AND SCIENCE, MID-APRIL, 1982, YO/. 22, NO. 5

Processing Properties of High- and Low-Density Polyethylenes and Their Blends
rather than a chemical process involving chain scission. The reversal of shear modification may be associated with the diffusion-controlled re-entanglement of chain branches to rebuild interchain interactions.
The data of Figs. 10 and 11 indicate that linear poly- ethylene may also exhibit shear modification by extru- sion and that this shear modification can be reversed by heating. If this shear modification was of a chemical nature involving chain scission during extrusion and cross-linking during the reheating reversal cycle, it should then be possible to detect these changes by molecular weight measurements.
Figure 14 shows the gel permeation chromatography (GPC) curves of three samples: X = “as-received,” high-density, broad-molecular-weight material HB-0.3 (the material of curve X in Fig. 8) , Y = the same material “as extruded” (the material of curve Y in Fig. lo), Z = the same material as received and re-heated 70 min at 180°C (the material of curve Z of Fig. 11). It is not possible to distinguish any differences in the molecular weight distribution curves, and this is confirmed by Tabb 2 below, taken from the original three curves that form the data ofFig. 14. The molecular weight averages all seem to be the same within experimental error. This is strong confirmation that the shear modification of linear polyethylene is not a chemical process, but rather, a physical process. To further verify this point, a sample of HB-0.3 was shear modified by extrusion, reheated to reverse the shear modification, and then shear modified by extrusion again. The material was then tested for melt elasticity and found to have the same recoverable strain as it did after the first extrusion.
It could be argued that GPC is not a sensitive-enough technique to detect the subtle molecular-weight changes that are involved in shear modification. In Ref. 3, data are presented on the relationship of recoverable stra:in in low-density polyethylene to various molecular-weight distributions, as measured by GPC. Here it is demonstrated that easily observed differ- ences in the GPC curves can be correlated with changes in recoverable strain characteristics. This gives further
Fig. 14. Gel permeation chromatography curves of HB-0.3; X = as received, Y = extruded, Z = reheated.
Table 2. Molecular Weight Averages - - -
Mz Mw/Mn Material Mn Mw
X = HB-0.3
Y = HB-0.3
Z = HB-0.3
(as received) 18,800 148,600 974,000 7.9
(extruded) 18,800 147,100 971,000 7.8
(reheated) 18,200 157,200 897,000 7.5
support to the concept that shear modification does not involve molecular weight changes.
The results on the blends of high-and low-density polyethylenes (Figs. 12 and 13) show that the properties of the blends depend on the process by which the blends are made and on the thermal history after blend- ing. The blend of HN-3.0 and LB-1.3 (Fig. 12) exhibits recoverable strain characteristics that lie between those of the two components both in the “as-blended’’ condi- tion and the reheated condition.
On the other hand, the blend of HB-0.3 and LB-1.3 (Fig. 13) exhibits recoverable strain characteristics that are less elastic in the “as-blended” condition than either of the two components and that, when reheated, exhibit greater recoverable strain than either component. This is probably due to the HB-0.3 component being more sensitive to shear modification and also being capable of a greater reversal of shear modification by reheating, as shown by Curve Z of Fig. 11.
CONCLUSIONS Homogeneous blends of high- and low-density
polyethylenes of very different melt properties can be produced.
Blends of high- and low-density polyethylenes can exhibit greater melt elasticity than would be ex- pected by a simple linear addition of the properties of the individual components.
The properties of such blends are dependent on shear modification and the reversibility of shear modification by reheating.
Linear polyethylene can be reversibly shear modified in a manner similar to the often-observed shear modification of branched polymers.
Shear modification of linear polyethylene and its reversal by reheating does not change the molecular weight distribution, thereby indicating that the changes in melt elasticity are due to a physical, rather than a chemical, change in the structure.
It is possible to produce blends with either greater or less melt elasticity than the individual com- ponents in the blends. This demonstrates that the corre- lation of properties of blends with the properties of the components should not be attempted without consider- ation of the effect of the blending process on the proper- ties of the components themselves.
ACKNOWLEDGMENT This research was supported in part by a grant from
the Petrochemicals Division of Cities Service Com- pany *
POLYMER FNGlNFFRlNG AND SCIFNCF, MID-APRIL, 1982, V d . 22, NO. 5 285

Bryce Maxwell, E . J . Dormier, F. P. Smith and P . P . Tong
REFERENCES 1. B. Maxwell and M. Nguyen, Polym. Eng. Sci., 19, 1140
2. B. A. Thomton, R. G. Villasenor, and B. Maxwell, J . Appl.
3. M. Nguyenand B. Maxwel1,Polym. Eng. Sci., 20,972(1980). 4. J. Plumeri and B. Maxwell, S P E , ANTEC Tech. Pupers., 26,
5. B. Maxwell, Plast. Eng., 40, May 1974.
6. B. Maxwell and A. Breckwoldt, J . Rheology, 25,55 (1981). 7. D. E. Hanson, Polym. Eng. Sci., 9, 6 (1969). 8. K. Wissbrun, J . Appl. Polym. Sci., 13, 232 (1969). 9. K. Fujiki, J . Appl. Polym. Sci., 15,47 (1971). 10. M. Rokudai, J . Appl. Polym. Sci., 23, 463 (1979). 11. M. Rokudai and T. Fujika, J . Appl. Polym. Sci., 23, 3295
12. M. Rokudai, S. Mihara, and T. Fujika, J . Appl. Polym. Sci.,
(1979).
Polym. Sci., 25, 653 (1980).
(1979).
23,3289 (1979). (1980).
286 POLYMER ENGINEERING AND SCIENCE, MID-APRIL, 1982, VOI. 22, NO. 5





























