Embed Size (px)
Citation preview

1
Yanir Shaked
University of Massachusetts, Lowell
Shenkar College of Engineering and Design
Green Plastics Technology
June 08
Processing and Characterization
of Bio-Plastics
Thursday, June 26, 2008

2
• Bio-Plastics are not a single class of polymers but rather a family of products which can vary considerably
• A generally recognized definition of the concept does not exist
• Bio-Plastics consist of– Biobased plastics, based on renewable resources
– Biodegradable polymers, which meet all criteria of scientifically recognized norms for biodegradability and compostability
Introduction
Thursday, June 26, 2008

3
• Slow Recrystallization• Moisture absorption
– Hydrolytical degradation, mainly PLA above Tg– Bulk imperfections for PHA
• Thermal degradation– Mw reduction affecting Melt strength, Mechanical
properties
• Viscosity– Melt elasticity of linear polyesters
• Foaming, Thermoforming, Blown Film, Blow Molding
– Shear thinning effects, coupled with Mw reduction
Bio-Plastics’ Properties
Thursday, June 26, 2008

4
• Implications– Drying
– Increased cycle time, lower line speeds (compare to polyolefines)
– Low processing temperatures, many times at relatively high viscosity
• High Pressure, and Torque requirements
– Tools’ design for reduced viscous heating and residence time
Processing Considerations
Thursday, June 26, 2008

5
Processing of Bio-Plastics
Nature Works, Jim Nangeroni, 2007Thursday, June 26, 2008

6
Processing of Bio-Plastics
Nature Works, Jim Nangeroni, 2007Thursday, June 26, 2008

7
Processing of Bio-Plastics
Telles, Robert S Whitehouse, 2007
Thursday, June 26, 2008

8
Processing of Bio-Plastics
Nature Works, Jim Nangeroni, 2007Thursday, June 26, 2008

9
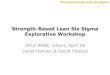
• Poly Hydroxybutyrate, PHB, is the most common of PHA
• Bio-Based and Bio-Degradable Polymer
• Aliphatic, thermoplastic, linear, semi-crystalline polyester
• When copolymerized can cover a wide range of mechanical properties
Poly Hydroxybutyrate
0.5µm
K. Sudesh et al, 2000Thursday, June 26, 2008

10
PHB, Melt CharacteristicsDSC
PP2300c
Thursday, June 26, 2008

11
Parallel Plate Rheology
Slope:-2.601X10-4
Slope: -1.516X10-3
@ 300sec (5min), 26% reduction in Mw @ 1850c 5% reduction in Mw @ 1650c
165oc185oc
PHB, Melt Characteristics
Thursday, June 26, 2008

12
Rheological Characterization
• Tm – 1700c
• Capillary Rheometer @ 1800C
• 27% MW loss
J. Zhang, et al, 2004
Thursday, June 26, 2008

13
DSC
700c
PHB, Melt Characteristics
Thursday, June 26, 2008

14
PHB, Processing
• Super cooling
• Processing below Tm
• Reverse Temperature Profile
J. Zhang, et al, 2004
Thursday, June 26, 2008

15
PHB, Processing
• Implement
– Characterization
– ProcessingT3 T2 T1
Thursday, June 26, 2008

16
• Extrusion Rheology
– True steady state
– Separate variables
• Viscous heating – Screw RPM and Design
• Residence time – Screw RPM and Design
• Temperature – Extruder and Die temperature profiles
– Extensive super-cooling
PHB, Extrusion Rheology
Thursday, June 26, 2008

17
PHB, Extrusion Rheology
• Apparent shear rate from flow rate
• Apparent shear stress from ΔP
• Apparent viscosity
H=1.5mmW=32mm
L=70mm
ΔP
Thursday, June 26, 2008

18
PHB, Extrusion Rheology
500
1000
1500
20 70 120
Pa*s
ec
Sec-1
160 172
Flow Curve
Thursday, June 26, 2008

19
PHB, Extrusion Rheology
Die melt temperature, different extruder temperatures
165
170
175
170 180 190
Die
mel
t T [0
C]
zone 3 set point [0C]
Thursday, June 26, 2008

20
PHB, Extrusion Rheology
Mw as a function of die set point, different RPM
160 170 180
Mw
Die setpoint 0C
30 50 40
Thursday, June 26, 2008

21
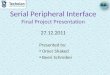
PHB, Extrusion Rheology
Extruder Melt temperature as a Function of RPM, different Temp. Set Point
190
195
200
205
210
30 40 50
Mel
t T [0
C]
RPM
171c 177c 182c
Thursday, June 26, 2008

22
PHB, Extrusion Rheology
Mw as a function of Melt temperature,
190 195 200 205 210
Mw
Melt T [0C]
30 40 50
Thursday, June 26, 2008

23
PHB, Extrusion Rheology
Parallel plate Rheology, as a function of
500
800
1100
1400
1700
30 40 50 60 70
Pa*
sec
RPM
CR=3.5, T3=166c CR=3, T3=154c
Thursday, June 26, 2008

24
PHB, Extrusion Rheology
Extrusion well below Tm
120
135
150
165
180
120 135 150 165 180
Die
mel
t T [0
C]
Die set point [0C]
Thursday, June 26, 2008

25
Conclusions
• Extrusion Rheology is a very powerful tool for the determination of PHB flow characteristics, and possibly other thermally unstable Bio-Plastics
• Residence time effects overwhelm temperature effect, for the evaluated range
• Super cooling of the melt is possible up to 1350c, ~350c below Tm
• Best MW retention achieved at low temperatures, short residence times, and low shear
Thursday, June 26, 2008

26
Conclusions
• While as solid PHB resembles the behavior of other known polymers, its melt state differs substantially
• Loss in molecular weight during processing should be taken into account
• There will always be some reduction in MW down the process stream
• Knowing the polymer’s limitations will ease its implementation into existing processes
• The use of Bio-Plastics in large scale manufacturing is doable
Thursday, June 26, 2008

27
Questions
Thursday, June 26, 2008