Embed Size (px)
Citation preview
Process Studies in Precision Injection Molding. II: Morphology and Precision in Liquid
Crystal Polymers C . LIU* and L. T. MANZIONE
AT& T Bell Laboratories Murray Hill, New Jersey 07974
Precision injection molding is an important technology for improving productiv- ity and lowering costs in fields such as electronics, photonics, and medical plastics by allowing the substitution of molded plastics for more expensive metal and ceramic parts. The work in this phase of the program examines correlations between morphology and precision of injection molded liquid crystal polymers. The materials were polytbenzoate naphthoate) polymers with several different filler packages including glass fibers and minerals. These materials show a distinct skin/core morphology in which the relative amounts of skin and core vary with process parameters. The precision of the parts is affected by this ratio of skin to core.
MORPHOLOGY AND PRECISION
he relationship between the morphology and pre- T cision of molded parts is not well understood. There have been numerous studies concerning flow and orientation effects in mold cavities, but none have discussed precision in conjunction with mor- phology (1). A n in-depth treatment of molecular ori- entation in injection molding was published by Tad- mor (2). Horio et al, published a study correlating mechanical properties to orientation (3) . The skin/core effect, namely the difference in orientation that exists in the skin and the core layers, has been described, but an effort to understand the fundamen- tals of precision in molding from a morphological standpoint has yet to be undertaken.
MATERIALS AND MOLDED SPECIMEN
This phase of the studies was conducted on two grades of polytbenzoate naphthoate) liquid crystal polymers as described in Part I. The first grade is a commercial formulation that contains 30 wt% of short glass fibers, and is designated LCP/G. The second grade contains 25 wt% of short glass fibers and 25 wt% of a low aspect ratio mineral filler. This material is designated LCP/GM. The molded specimen for the morphological studies was the same part used in the process parameter study reported in Part I. Process parameters used in molding this part with these ma- terials can also be found in Part I.
* Current address: Department of Polymer Science and Engineering, Uni- versity of Massachusetts, Amherst, Mass.
FOUNTAIN FLOW AND THE SKIN/CORE EFFECT
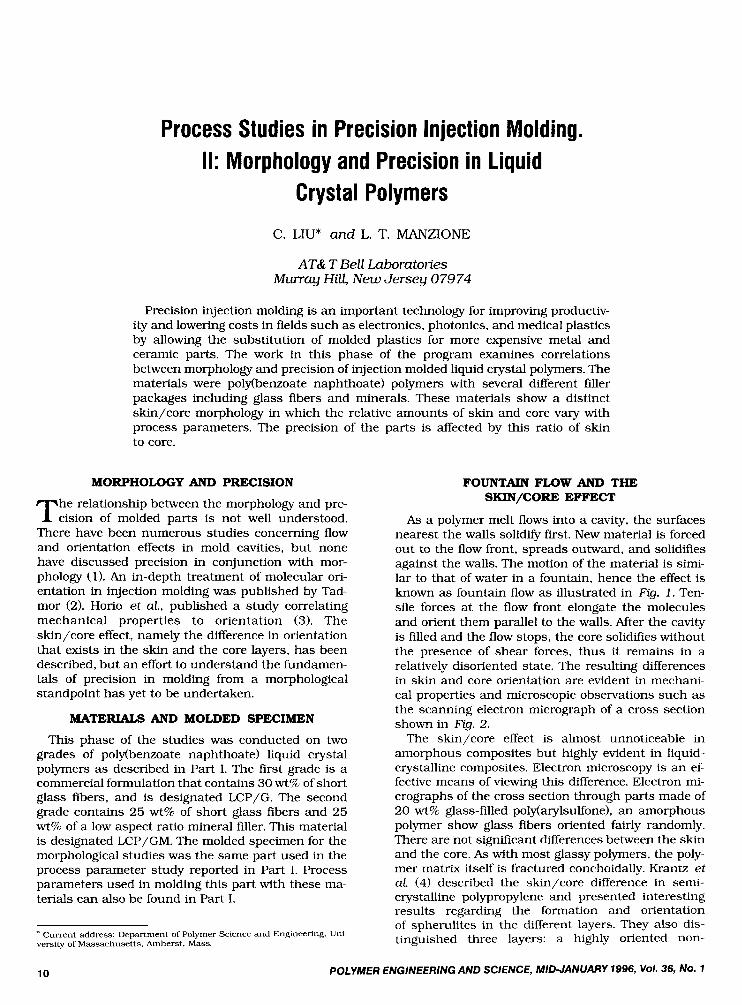
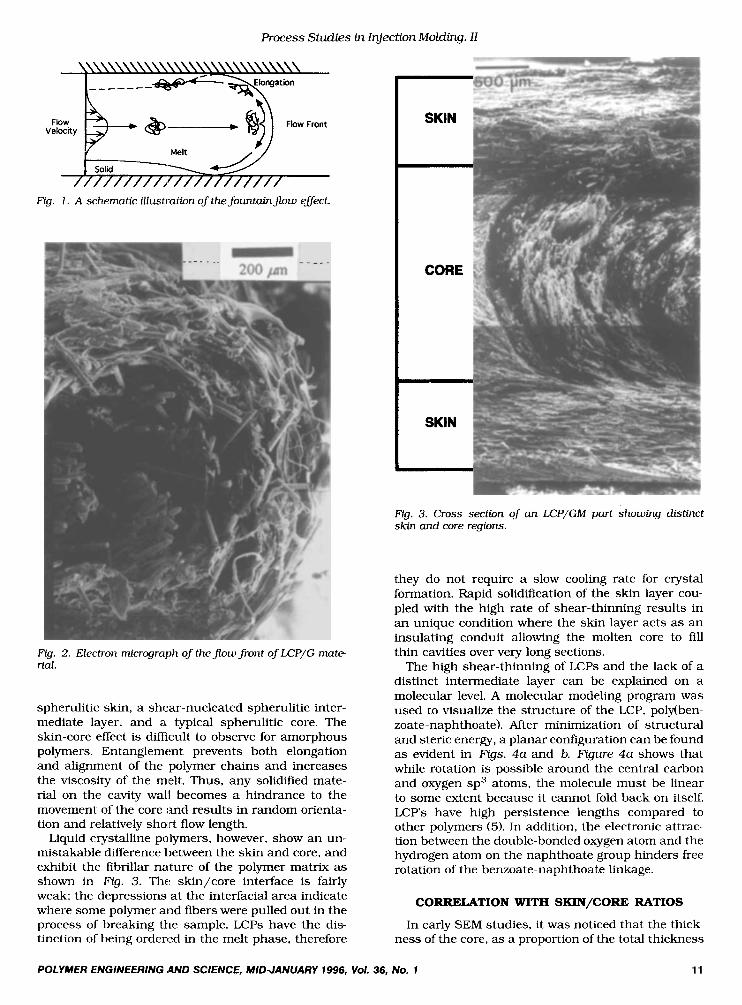
As a polymer melt flows into a cavity, the surfaces nearest the walls solidify first. New material is forced out to the flow front, spreads outward, and solidifies against the walls. The motion of the material is simi- lar to that of water in a fountain, hence the effect is known as fountain flow as illustrated in Fig. 1 . Ten- sile forces at the flow front elongate the molecules and orient them parallel to the walls. After the cavity is filled and the flow stops, the core solidifies without the presence of shear forces, thus it remains in a relatively disoriented state. The resulting differences in skin and core orientation are evident in mechani- cal properties and microscopic observations such as the scanning electron micrograph of a cross section shown in Fg. 2.
The skin/core effect is almost unnoticeable in amorphous composites but highly evident in liquid- crystalline composites. Electron microscopy is an ef- fective means of viewing this difference. Electron mi- crographs of the cross section through parts made of 20 wt% glass-filled polytarylsulfone), an amorphous polymer show glass fibers oriented fairly randomly. There are not significant differences between the skin and the core. As with most glassy polymers, the poly- mer matrix itself is fractured conchoidally. Krantz et aL (4) described the skin/core difference in semi- crystalline polypropylene and presented interesting results regarding the formation and orientation of spherulites in the different layers. They also dis- tinguished three layers: a highly oriented non-
10 POLYMER ENGINEERING AND SCIENCE, MIDJANUARY 1996, Vol. 36, No. 1
Process Studies in Injection Molding. 1I
\\\\\\\\\\\\\\\\\\\\\\\\\\\\\\ * -wan _ _ _ _ _ - -
I Ftg. 1 . A schematic illustration of the fountainJow effect.
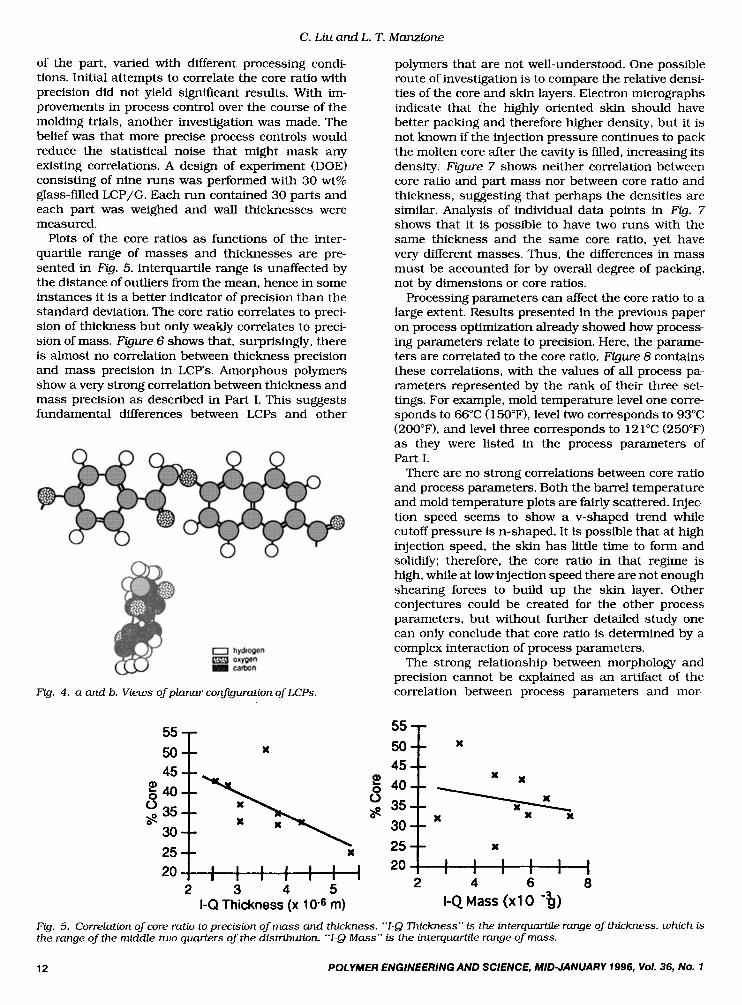
Fig. 3. Cross section of an LCP/GM part showing distinct skin and core regions.
Fg. 2. Electron micrograph of themwfront of LCP/G mate lial.
spherulitic skin, a shear-nucleated spherulitic inter- mediate layer, and a typical spherulitic core. The skin-core effect is difficult to observe for amorphous polymers. Entanglement prevents both elongation and alignment of the polymer chains and increases the viscosity of the melt. Thus, any solidified mate- rial on the cavity wall becomes a hindrance to the movement of the core and results in random orienta- tion and relatively short flow length.
Liquid crystalline polymers, however, show an un- mistakable difference between the skin and core, and exhibit the fibrillar nature of the polymer matrix as shown in Fig. 3. The skin/core interface is fairly weak: the depressions at the interfacial area indicate where some polymer and fibers were pulled out in the process of breaking the sample. LCPs have the dis- tinction of being ordered in the melt phase, therefore
they do not require a slow cooling rate for crystal formation. Rapid solidification of the skin layer cou- pled with the high rate of shear-thinning results in an unique condition where the skin layer acts as an insulating conduit allowing the molten core to fill thin cavities over very long sections.
The high shear-thinning of LCPs and the lack of a distinct intermediate layer can be explained on a molecular level. A molecular modeling program was used to visualize the structure of the LCP, poldben- zoate-naphthoate). After minimization of structural and steric energy, a planar configuration can be found as evident in Qs. 4a and b. Figure 4a shows that while rotation is possible around the central carbon and oxygen sp3 atoms, the molecule must be linear to some extent because it cannot fold back on itself. LCPs have high persistence lengths compared to other polymers (5). In addition, the electronic attrac- tion between the double-bonded oxygen atom and the hydrogen atom on the naphthoate group hinders free rotation of the benzoate-naphthoate linkage.
CORRELATION WITH SKIN/CORE RATIOS
In early SEM studies, it was noticed that the thick- ness of the core, as a proportion of the total thickness
POLYMER ENGINEERING AND SCIENCE, MIDJANUARY 1996, Vol. 36, NO. 1 11
C . Liu and L. T. Manzione
of the part, varied with different processing condi- tions. Initial attempts to correlate the core ratio with precision did not yield significant results. With im- provements in process control over the course of the molding trials, another investigation was made. The belief was that more precise process controls would reduce the statistical noise that might mask any existing correlations. A design of experiment (DOE) consisting of nine runs was performed with 30 wt% glass-filled LCP/G. Each run contained 30 parts and each part was weighed and wall thicknesses were measured.
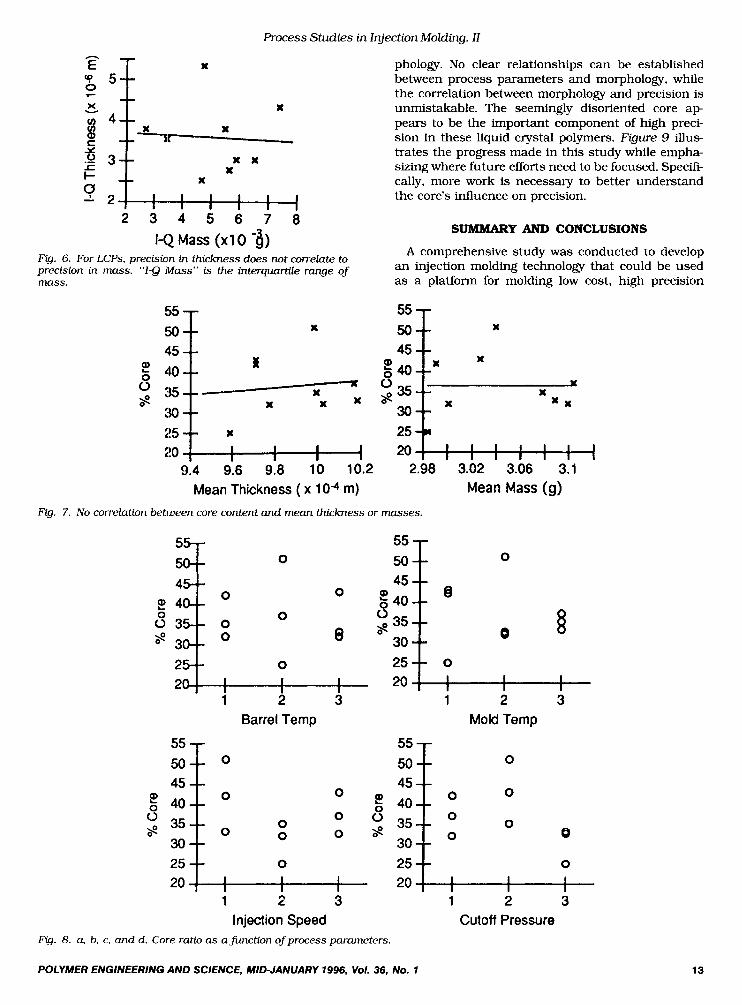
Plots of the core ratios as functions of the inter- quartile range of masses and thicknesses are pre- sented in Fig. 5. Interquartile range is unaffected by the distance of outliers from the mean, hence in some instances it is a better indicator of precision than the standard deviation. The core ratio correlates to preci- sion of thickness but only weakly correlates to preci- sion of mass. Figure 6 shows that, surprisingly, there is almost no correlation between thickness precision and mass precision in LCPs. Amorphous polymers show a very strong correlation between thickness and mass precision as described in Part I. This suggests fundamental differences between LCPs and other
polymers that are not well-understood. One possible route of investigation is to compare the relative densi- ties of the core and skin layers. Electron micrographs indicate that the highly oriented skin should have better packing and therefore higher density, but it is not known if the injection pressure continues to pack the molten core after the cavity is filled, increasing its density. Figure 7 shows neither correlation between core ratio and part mass nor between core ratio and thickness, suggesting that perhaps the densities are similar. Analysis of individual data points in Fig. 7 shows that it is possible to have two runs with the same thickness and the same core ratio, yet have very different masses. Thus, the differences in mass must be accounted for by overall degree of packing, not by dimensions or core ratios.
Processing parameters can affect the core ratio to a large extent. Results presented in the previous paper on process optimization already showed how process- ing parameters relate to precision. Here, the parame- ters are correlated to the core ratio. Figure 8 contains these correlations, with the values of all process pa- rameters represented by the rank of their three set- tings. For example, mold temperature level one corre- sponds to 66°C (1 50°F). level two corresponds to 93°C (200°F). and level three corresponds to 121°C (250°F) as they were listed in the process parameters of Part I.
There are no strong correlations between core ratio and process parameters. Both the barrel temperature and mold temperature plots are fairly scattered. Injec- tion speed seems to show a v-shaped trend while cutoff pressure is n-shaped. I t is possible that at high injection speed, the skin has little time to form and solidify: therefore, the core ratio in that regime is high, while at low injection speed there are not enough shearing forces to build up the skin layer. Other conjectures could be created for the other process parameters, but without further detailed study one can only conclude that core ratio is determined by a complex interaction of process parameters.
The strong relationship between morphology and precision cannot be explained as an artifact of the correlation between process parameters and mor- Fig. 4 . a and b. Views of planar con&uration of U p s .
45 g40 O35 $ 30 25 i
2 3 4 5 I-Q Thickness (x 10-6 m)
50 55T x
X
X X X 35
30 X
20 25 t,,‘,,,, 2 4 6 8
I-Q Mass ( x l 0 -$) Fig. 5. Correlation of core ratio to precision of mass and thickness. “I-Q Thickness” is the interquartile range of thickness, which is the range of the middle huo quarters of the distribution. “I-@ Mass” is the interquartile range of mass.
12 POLYMER ENGINEERING AND SCIENCE, MIDJANUARY 1996, Vol. 36, No. 1
Process Studies in Injection Molding. II
50 !a -- 45 -- 45
2? 40-- 35 8 :a -- 25 -- X 25 20 20
X
; 40-- X ri *35-- )( x s
li
30-- X
I I I
I I I i
h ; 5f X
X z 4
X -- X
-- X
Y X
X X X
--* 1 1 1 1 1 1 1 1 1 1 1 1
X
55 - 55 50-- O 50 45 --
e! 40 40-- 35-- 30 -- 25 -- 0 25 20 I 20
0 45;; 0
0 O 35-- 0 s 30 -- s! 0
I I
I I 1
phology. No clear relationships can be established between process parameters and morphology, while the correlation between morphology and precision is unmistakable. The seemingly disoriented core a p pears to be the important component of high preci- sion in these liquid crystal polymers. Figure 9 illus trates the progress made in this study while empha- sizing where future efforts need to be focused. Specifi- cally, more work is necessary to better understand the core’s influence on precision.
- 0 --
0 0
8
-- 0 I
0 0
0
I I
I I
SUMlKARY AND CONCLUSIONS 2 3 4 5 6 7 8
A comprehensive study was conducted to develop an injection molding technology that could be used as a platform for molding low cost, high precision
142 Mass ( x l 0 -8) Fg. 6. For LCPs, precision in thickness does not correlate to precision in mass. “1-Q 1 M a s s ” is the interquartile range of mass.
Fig. 7. No correlation between core content and man thickness or masses.
Q. 8. a, b, c. and d. Core ratio as afunction of process parameters.
POLYMER ENGINEERING AND SCIENCE, MIDJANUARY 1996, Vol. 36, NO. 1 13
C. Liu and L. T. Manzione
Precision
Process ? + Parameters
Morphology C-
Fg. 9. In this work, useful correlations between precision and processing and between precision and morphology were established. but a Jrm understanding of how morphology depends on process parameters was not resolved.
parts. In the phase of the project reported here, preci- sion was studied as a function of morphology in liquid crystal polymers. A summary of the significant conclusions derived from this aspect of the work is provided below:
1. LCPs were found to exhibit strong skin/core mor- phology which influenced precision.
2. Dimensional precision was found to correlate with the core thickncss.
3. No clear correlation was found between core ratio and process parameters, though, so it is difficult to devise robust process parameters that maxi- mize the amount of core.
4. Unlike amorphous materials, there is no correla- tion between part dimensions and part weight with LCP materials.
REFERENCES
1. C. Gogos and C. F. Huang, Polym Eng. Sci., 26, 1457
2. 2. Tadmor, J . Appl Polym Sci., 18. 1753 (1974). 3. M. Horio, E. Kamei, and S. Yao, J. Polym Process. Soc., 5.
4. M. R. Krantz, J. Newman, and F. H. Stigale, J . Appl
5. T.-S. Chung, Polym Eng. Sci., 26. 901 (1986).
(1986).
4 (1991).
Polym Sci., 16. 1249 (1972).
14 POLYMER ENGINEERING AND SCIENCE, MIDJANUARY 1996, Vol. 36, No. 1





























