Embed Size (px)
Citation preview

Systems and Solutions for the Process Industry
processnews
10th edition March 1|2005
s
Integrated BenefitsProfibus conquers industrial communication in the process industry
Integrated BenefitsProfibus conquers industrial communication in the process industry

proce
6 14 18
Profibus reduced wiring and commissioningcosts while greatly improving diagnosticcapabilities in the world’s largest productionplant for vitamin E at DSM Nutrional Products
For almost 14 years, Bitburger is consistentlyusing Profibus in their plants – the outcome:flexible, powerful and transparent productionprocesses
Simatic technology is increasingprocess visibility in the biotech pilotplant of Novartis
CONTENTS2
n
3 EDITORIAL
4 NEWSModernization project with Simatic PCS 7 at ThyssenKrupp Stahl AG
Siemens to equip cement works in southern Bavaria with newinstrumentation and control system
Process Automation User Conferencecoming to Tampa, Florida
International Industrial EthernetSymposium in Amsterdam
FOCUSIndustrial Communication
6 One Bus for Everything (Almost)Profibus DP- and PA-basedcommunication solution at DSMNutritional Products
10 One for AllProfibus in the process industry
12 More CommunicationIndustrial communication for the process industry
14 Successful Bit by BitBitburger Brewery has relied on Profibus for 14 years
CASE STUDIES
Technical Gases16 Next Generation
Air Products turns to Simatic PCS 7 for reducedproduct development time and optimized control
Pharmaceutical Industry18 Organic Growth
Novartis biotechnical pilot plant modernized with Simatic technology
Pharmaceutical Industry 20 Smooth Transition
Siemens integrates new buffer preparation tankduring ongoing production
process news 1/2005
Profibus DP and PAPhoto: Publicis
DSM
Nu
trio
nal
Pod
uct
s
Bitb
urg
er

ess
24
Dear Readers,Fieldbus systems can guarantee long-term profits inautomation technology. In the future, they will makea significant contribution to minimizing the down-time of plants through improved diagnostics andpreventive, simplified maintenance – that is thegeneral conclusion of the ARC white paper on thesubject of fieldbuses.
However, in addition to this statement, the ARCGroup also documents the unique benefits ofProfibus. Profibus is the only fieldbus system world-wide that can cover all areas and functions in theproduction and process industry. Profibus DP is usedworldwide in almost all plants using DCS and fieldbustechnology. Profibus DP is absolutely essential for theconnection of motors, remote I/Os, and other devices.If Profibus DP is available in every plant, Profibus PAcan easily be used for the integration of processdevices such as measuring transducers, actuators,and so on.
This approach leads to substantial benefits for the plant owner: full utilization of the functions ofProfibus DP and Profibus PA, Profibus for HARTdevices as an important means for protecting invest-ments in field devices, and Profisafe for integration of fail-safe technology.
This leads to a drastic reduction in the complexityand costs – through integrated engineering, reducedspare parts stocking, less training for personnel, effi-cient asset management in the life cycle of a plant,and so on – because all the fieldbus technology canbe implemented on the basis of one technology.
In this issue of Process News, we have picked aProfibus application at DSM Nutritional Products asone example of the many successful projects inrecent time that show how using Profibus really paysoff. You will find out more in the focus on industrialcommunication starting on page 7.
I hope we will be able to give you a few valuabletips.
Yours,
With a well-designed, comprehensivesolution, Siemens equipped the only currentgreenfield sugar factory project in Europe
3
news
Shipping22 Improving Shipping Safety
Detecting water ingress in bulk carriers usingSitrans LC 300
Cement23 Fail-safe and Robust
Noncontact level monitoring with Sitrans in acement works
Sugar24 A Perfect Concept
Konya Seker benefits from integrated processautomation
Semiconductor26 Systematic Growth
Silicon wafer production with Simatic technology
TECHNOLOGY
Process Automation17 Engineering ABC
Guidelines for implementing automation projectsin a GMP environment
27 DIALOGUE
EDITORIAL
process news 1/2005
Siem
ens
Nov
arti
s
Bernd TheilmannHead of PCS 7 Product Management
process news 1/2005
4 NEWS
Modernization project with Simatic PCS 7 at ThyssenKrupp Stahl AG
Duisburg-Beeckerwerth is one of the most advanced high-tech facilitiesof ThyssenKrupp Stahl AG
Find out more:www.siemens.com/pcs7E-mail: [email protected]
S iemens has received an order from thecompany Südbayerische Portland Ze-
mentwerk Gebr. Wiesböck & Co. GmbH,Rohrdorf, to modernize the instrumenta-tion and control system of its rotary kiln andcement mills. Cemat V6.0 will be used asthe control system. The aim of the modern-ization is to ensure the maximum possibleavailability of the production equipment.
The rotary kiln is the heart of the cementworks. Coal and heavy oil are used as the pri-mary fuels; secondary fuels include pro-cessed plastic, paper degasifying materials,tires and liquid secondary fuels. In order tomake efficient use of these fuels by ensuringfault-free operation of the installation and,at the same time, to reduce emission ofwaste gases to a minimum, Rohrdorfer Ze-ment decided to install modern instrumen-tation and control technology.
For the rotary kiln, Siemens is supplyingthe Cemat V6.0 control system. Cemat V6.0is based on Simatic PCS 7 and was speciallydeveloped for the cement industry. In addi-tion, the four Cemat V5 cement mills are tobe upgraded to Cemat V6.0. In the contextof the current project, Siemens will also ex-
Siemens to equip cement works in southern Bavaria with new instrumentation and control system
pand the operator control and visualizationsystem at the central control station byadding a variety of redundancy features.This will increase protection against failurein the future.
Established in 1930, Südbayerische Port-land Zementwerk Gebr. Wiesböck & Co.
Siem
ens
AG
The cement works in Rohrdorf has an annual capacity of one million tons
GmbH belongs to the Rohrdorfer Zementcorporation, which owns 35 companies with800 employees, manufacturing a variety ofbuilding materials in Bavaria and Austria. ■
Find out more:www.siemens.com/cementE-mail: [email protected]
Owing to the company’s wealth of expe-rience in the field of blow steelworks as
well as an optimized automation solutionbased on the modern Simatic PCS 7 processcontrol system, gefeba Elektro GmbH re-ceived an order from Thyssen-Krupp StahlAG to modernize the Beeckerwerth steel-works in Duisburg. The order includes thecomplete replacement of the existing con-trol system during ongoing operation.
The project includes, among other things,45,000 I/Os, 40 automation systems, and50 operator stations distributed over fivecontrol stands.
Other components of the solution are asophisticated redundant concept to in-crease the availability of the control systemand long-term archiving of process data. ■

process news 1/2005
5
The 2nd International Industrial EthernetSymposium 2005, held May 9 and 10,
2005, in Amsterdam, focuses on currenttrends and developments relating to In-dustrial Ethernet. Which network solutionis suitable for which application? What cri-teria must be taken into consideration inthe selection of the network configuration?What savings and productivity gains can beachieved with an optimum network solu-tion? The symposium will provide the an-swers to these and other questions.
Numerous participants from more than50 countries will take the opportunity to
U sers of Siemens process au-tomation, process safety,
and manufacturing executionsystems are preparing to attendthe annual Process AutomationUser Conference hosted bySiemens Energy & Automation.This action-packed conference,which is being held on May 4 toMay 6 in Tampa, Florida, is opento all users of Siemens processautomation systems. New tothe conference this year is theaddition of a focus area for theMES community, called theSimatic IT Summit.
“This conference providesusers with an excellent oppor-tunity to network, share realworld experiences, and meetwith Siemens technical experts as well asmanagement”, said Gary Dickinson, thechairman of the user community and su-perintendent, I&E, at CF Industries.
The conference offers a number of ener-gizing and engaging sessions with severalwell-known keynote speakers from a broadrange of industries, as well as keynotespeeches from Siemens top management.Moreover, it also offers sessions on productroadmaps and technical workshops and dis-cussions of best practice solutions for topicssuch as industrial security, DCS lifecyclemanagement, and many more.
According to past attendees, one of themost valuable portions of past conferenceshas been the “Solution Showcase” – a tech-nology exhibit where users can talk withthe product experts about their particularapplications, as well as get a chance to seethe latest technology in action. This year’sSolution Showcase will demonstrate howSiemens systems and solutions help usersmanage the lifecycle of existing automa-tion systems. “The Solutions Showcase isone of the main events at the conference.In addition to providing a sneak peek, theshowcase offers attendees numerous op-
Process Automation User Conference coming to Tampa, Florida
portunities for ‘hands-on’ time with the lat-est technology from Siemens and ‘face time’with Siemens product experts”, accordingto Chris DaCosta, controls platform man-ager at Air Products and Chemicals, Inc.,and user community vice chairman.
Due to the popularity of the US confer-ence, an additional conference is beingplanned for the European Region in autumn2005. ■
the event will present a number of suc-cessful Industrial Ethernet applications inmany different sectors, ranging from theautomotive to the paper industry. Othertopics addressed will be both establishedIndustrial Ethernet standards such as Profi-net and new technologies such as networkand access protection as well as solutionsfor mobile and wireless communication. ■
Find out more:www.siemens.com/ies2005E-mail: [email protected]
International Industrial Ethernet Symposium in Amsterdam
Set against the bright Tampa Skyline: the Process Automation User Conference
Tam
pa B
ay C
onve
nti
ons
& V
isit
ors
Bure
au
Find out more:www.sea.siemens.com/process/05pauc.htmlE-mail: [email protected]
discuss practical solutions and currenttrends, and share experiences. In addition,

process news 1/2005
6Industrial Communication
FOCUS
Vitamin EVitamin E (tocopherol – theillustration shows crystals underpolarized light) is a fat-solublevitamin and, like vitamins A and C,has a very important cell-protection function in the body. It protects red blood cells, muscles,nerves, and other tissue fromdamage by free radicals. The dailyrequirement is approximately30 milligrams.
Vitamin E is found naturally invegetable oils, cereal grains, andeggs, but is also being producedsynthetically, and is becomingmore and more significant as ahealth-promoting and cell-protecting additive in foods andcosmetics.
DSM Nutritional Products inSwitzerland is the world’s largestproducer of vitamin E. The Vitexplant in Sisseln is one of the mostimportant production sites forvitamin E, covering about 50percent of world demand.
process news 1/2005
7
P rofibus is now widely established infactory automation, and is consid-ered a standard for integrating actu-
ators, sensors, and drives in automationsystems. In the process industry, however,with its generally large plants and hetero-geneous system environments, the pre-vailing opinion had been that a uniformand totally integrated fieldbus solution wassimply not conceivable.
DSM Nutritional Products in Switzer-land, however, did not share this opinion.
For its new Vitex plant for manufactur-ing vitamin E (tocopherol) in Sisseln inSwitzerland, the company consciously ig-nored the reservations and decided to stan-dardize the plant’s automation with Profi-bus. The reasons were convincing: simplewiring, central parameterization, and thepossibility of transferring diagnostic datadirectly from the fieldbus devices to theprocess control system.
Since DSM had already had positive ex-perience with the Simatic PCS 7 process
All
pict
ure
s: D
SM N
utr
itio
nal
Pro
duct
s
Profibus DP- and PA-based communication solution at DSM Nutritional Products
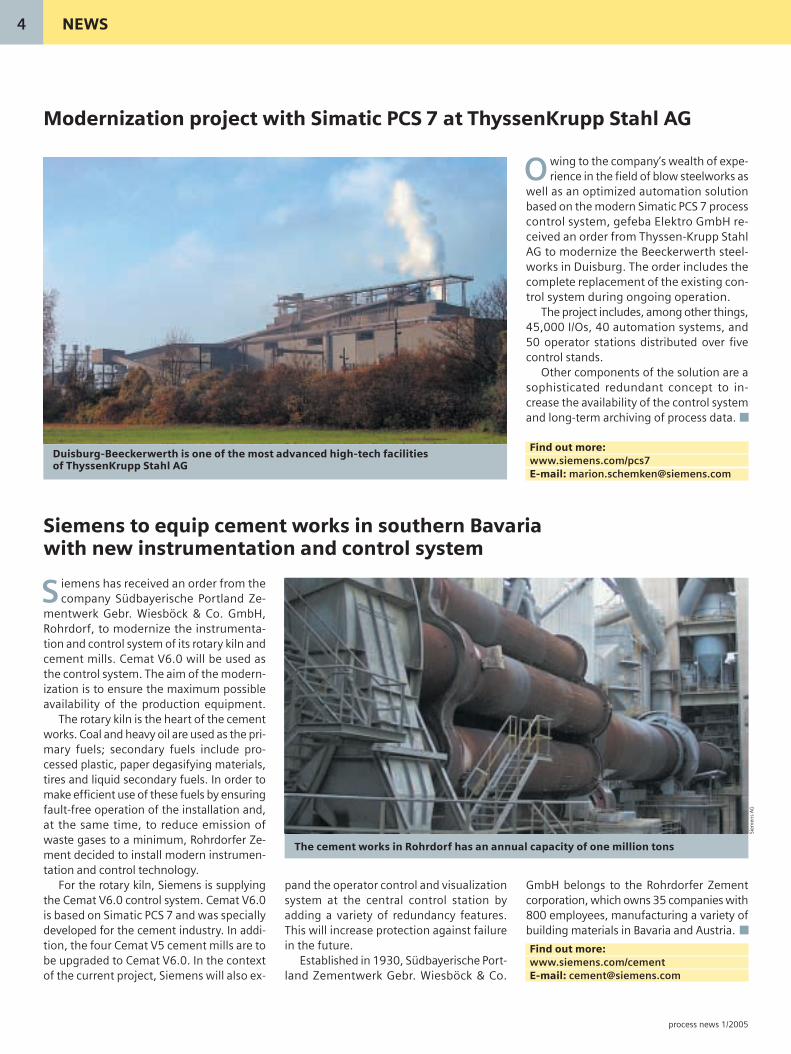
One Bus for Everything(Almost)Profibus is conquering more and more areas of application, including theprocess industry, as an example in Switzerland demonstrates. The state-of-the-art vitamin E production plant of DSM Nutritional Products, designed forreliable, continuous operation with downtimes reduced to the absoluteminimum, was automated with the Simatic PCS 7 process control system. Alldevices in the process were networked using Profibus DP and PA. The positiveresult: Profibus reduces wiring and commissioning costs and considerablysimplifies process instrumentation diagnostics.
B
The new vitamin E productionfacility in Sisseln has a capacity of
25,000 tons a year and supplies halfof the world’s demand for vitamin E

8Industrial Communication
FOCUS
control system in numerous productionplants, PCS 7 was also used in the new plantin Sisseln – but with a new feature. Basedon successful preliminary tests in otherplants, DSM decided to implement all of thecommunication on the process level withProfibus DP and PA for the first time.
Emphasis on productivity
Today, vitamin E is increasingly used in nu-trition, and is therefore manufactured on alarge industrial scale. The production fa-cility in Sisseln has a capacity of 25,000 tonsa year, and is therefore one of the largestplants of its kind worldwide. DSM’s mainconcern, already during the conceptionphase, was productivity – which, of course,gave the automation technology a particu-larly important position. Above all, how-ever, the plant was to be designed to allowcontinuous operation with minimal down-time.
The plant, which stretches over severalfloors of the building, is made up of 27 sub-plants, each of which is equipped with itsown Simatic PCS 7 automation system. Allautomation systems are networked via In-dustrial Ethernet. From every automationsystem, a Profibus DP segment integratesthe drives, and a Profibus PA segment theprocess instruments (including 70 Sitrans Ppressure transmitters), with the controlsystem.
Special tasks, dedicated solutions
Siemens solution provider ControlmaticGmbH, in close cooperation with DSM en-
gineers, implemented all the automationtechnology for the plant. Controlmatic hadalso already made positive experience withProfibus in two smaller pilot projects. on-sequently, all parties involved were confi-dent of being able to complete the projectsuccessfully, despite the relatively tighttime schedule. The software test, with sim-ulation of the peripheral hardware, made amajor contribution to rapid commission-ing. The line test / loop check of the ap-proximately 1,000 Profibus PA devices wascompleted two to three times faster than inthe 4–20 milliampere devices. Due to itsmodular structure, which allows different
All
pict
ure
s:D
SMN
utr
ion
al P
rodu
cts
Intuitive system diagnostics with Profibus PATo create a common diagnostic standard for all plants and to simplify the associated
configuration, Siemens submitted a proposal for standardizing the quality code.
The proposal has since been accepted by the PNO (Profibus user organization).
Considering the NAMUR recommendations NE 107, “Self-monitoring and diagnosis
of field devices,” and NE 91, “Close to plant asset management,” four distinct values were
selected from the states available for the quality code to represent the four status messages
“function check,” “device failure,” “maintenance required,” and “out of specification,”
as specified in NE 107. A fifth value (corresponding to “OK”) is transmitted if the device
is not in any of the mentioned states.
The value range of the quality code can include another 12 status bits to transmit
more finely graduated status information beyond the status messages required by NE
107. This detailed information can be reduced again to the status message in NE 107
in the maintenance station if desired. The detailed quality code contains the actual state
of the measured parameter in three-status form (“good,” “uncertain,” or “poor”), the
device status (for example, “local operation”), and the information for the maintenance
personnel – also in three-status form (“maintenance required,” “maintenance request,”
or “maintenance alarm”). The detailed failure analysis (e.g., “sensor soiled 33 percent”)
is transmitted in the acyclic communication slot via diagnostic tools such as Simatic
PDM. This procedure prevents a message flood and makes it easier for operators to
respond specifically to diagnostic messages.
This principle is implemented consistently in the maintenance station of Simatic PCS 7
V6.1. Hierarchically structured diagnostic images are created automatically from the
hardware configuration of the plant, and all components of the control system are
represented in the form of uniform faceplates, without additional engineering effort.
An intuitive “traffic light” look (green – yellow – red), together with plain text messages,
enables rapid localization of faults. For automatic tracking of repairs, PCS 7 also offers
the possibility of starting maintenance orders and logging their progress.
B
DSM initially developed the tech-nique for the complex production
processes on a small scale in its ownVitamin Tech Center in Sisseln

9
transmission techniques and numerousapplication profiles, Profibus is suitable forall sections of a plant and enables unre-stricted, uniform communication. ProfibusPA is ideal for the supply and simultaneouscommunication of sensors and actuatorsin the explosion-hazardous zone, for ex-ample, while with Profibus DP, distributedautomation structures with a high data vol-ume can be implemented.
In Sisseln, the PA field devices are linkedby a DP/PA coupler and field barriers, theconventional HART field devices are linkedby a Profibus DP remote I/O system, and thevalves by a DP valve terminal. Motors withfrequency converters are linked directly viaProfibus DP, and the other nonvariable-speed motors via an I/O card in the processcontrol system.
Since the power supply on the bus is lim-ited in the explosive areas for safety rea-
sons, the number of devices per Profibussegment is restricted, consequently Profi-bus PA fieldbus barriers are used. Thesebarriers ensure that higher power can beapplied on the input side, while on the fieldside, the intrinsically safe and reaction-freeconnection of up to four Profibus PA field-bus devices is possible. That way, it waspossible to combine up to 24 fieldbus de-vices with intrinsic safety in one segment.Despite the relatively large number of de-vices per PA segment, and the lower trans-mission capacity of Profibus PA comparedto the Profibus DP backbone with 31.25kilobits per second, the maximum accesscycle was less than 0.4 seconds. With thiscycle time, all of the time requirements ofthe plant can be met.
Diagnostic capability as a systemadvantage
One considerable advantage of Profibus isthe possibility of monitoring the functionof the individual fieldbus devices throughthe network. To achieve this, different sta-tus data are transmitted – according to alargely uniform standard – that allow spe-cific detection of malfunctions.
This diagnostic capability was especiallyimportant for the vitamin E plant in Sis-seln. Because the plant was to be operatedcontinuously and with minimum interrup-tions, the automation system had to be ableto detect malfunctions in individual com-ponents at an early stage to largely elimi-nate downtime – a requirement that waseasily satisfied by Profibus. The operatingstate of individual fieldbus devices is dis-played in plain text so that technical servicepersonnel can proactively intervene beforea single component or even the entire plantfails.
The cyclic communication of process orcontrol parameters is tagged over ProfibusPA by the actual value in connection with astatus byte or quality code. In the Profibusprofile V3.0 PA, 256 different values are de-fined, of which a certain number are occu-pied by device diagnostics (e.g., sensorshort circuit), depending on the devicetype. This enables a wide range of individ-ual status messages, yet is making effec-tive asset management difficult.
In the meantime, a new standard thatreduces this large number of diagnosticmessages to a more manageable level (seebox on the left) has become available. How-ever, the standardized diagnostics were not
available during the Sisseln project. There-fore, DSM developed its own special I/Odriver components, including the appro-priate software for visualization on theWinCC level. This system allows the vita-min E plant to evaluate the diagnostic mes-sages of the individual fieldbus devices ac-cording to NAMUR recommendation 64,and to only record the information that isactually relevant to the operation of theplant.
Working perfectly
The first concept meetings with DSM wereheld in July 2002. In May 2004, the plantwent into operation, and has since met allexpectations. The relatively tight timeschedule for a project of this size was ulti-mately only achievable because Profibusenabled integrated, uniform communica-tion between the control and the fieldbuslevel. The time-saving programming of theSimatic PCS 7 system and the rapid config-uration of the connected field devices withthe aid of the Simatic process device man-ager (PDM) also contributed to the fastcommissioning. ■
Find out more:www.siemens.com/profibuswww.siemens.com/pcs7www.dsmnutritionals.comE-mail: [email protected]: [email protected]
The vitamin E production plantat DSM uses Simatic PCS 7 andProfibus, achieving a highdegree of automation
ControlmaticGesellschaft fürAutomation undElektrotechnik GmbHAutomation, electrical engineering,
measuring and regulation technology,
and environment analysis
Founded in: 1964
Address:
Hegenheimer Str. 5
79576 Weil am Rhein
Germany
Phone: +49 (0) 76 21-66 03-0
Fax: +49 (0) 76 21-66 03-40
E-mail:
Internet: www.controlmatic.de

process news 1/2005
10Industrial Communication
FOCUS
F or a long time, the subject of field-buses in the process industry wasconsidered with great reserve. How-
ever, in view of the considerable economicadvantages of fieldbus tech-nology, Profibus is beingincreasingly used as a com-munication solution inchemical plants. Profibushas proven itself in practiceand has left an extremelypositive impression. Thiswas also documented byNAMUR at its annual gen-eral meeting in November2004, says Volker Oestreich:“NAMUR has confirmed thematurity of Profibus PA foruse in the process industry.The positive experiences inmultivendor projects weresingled out especially. Thisassessment tells us thatthe further developments ofthe Profibus systems in re-cent years fully meet the re-quirements of the processindustry. Competitive sys-tems, on the other hand, were consideredto need additional improvements.”
Integrated solution especially forhybrid applications
Profibus can draw on a wide and solid baseof experience in almost all industries. Withmore than 13 million nodes, Profibus haseasily become the world’s number onefieldbus system. “The universal applicationpossibilities for practically all jobs in theindustrial environment are another ofProfibus’s strengths,” Volker Oestreich
adds. “The demand for totally networkedproduction landscapes, especially in so-called hybrid applications in the pharma-ceutical, chemical, and cosmetic industries,
is getting louder and louder.Profibus is the only univer-sal fieldbus that allowsuniform solutions in pro-duction and process au-tomation.” The same opin-ion is expressed in a whitepaper of the ARC AdvisoryGroup.
Effective investmentprotection and processoptimization
However, there are still re-gional differences in Profi-bus acceptance, VolkerOestreich acknowledges:“We still have a lot of catch-ing up to do, especially inNorth America.” For thisreason, the Profibus tradeorganization and the Profi-bus integration center havestarted a number of Profi-
bus seminars in which the advantagesof Profibus are presented (see box onthe right). The pressure for cost-ef-fective, efficient production is veryhigh today in all industries – andobviously also in the process in-dustry. Therefore, in the fur-ther development of Profibusfor applications in the processindustry, particular attentionwas paid to the demand foreffective tools to optimizelife-cycle costs.
Improving process qual-ity and asset managementare important goals inthe process industry.With the possibility offield device diagnos-tics, Profibus PA of-fers an importantelement for effec-tive asset man-
Profibus in the process industry
One for AllFieldbus systems enable cost savings in the planning phase, in engineering,in the building of the plant, and in operation, according to the FuRIOS studyconducted by Infraserv Hoechst, the control systems technology interestgroup IGR, and Aventis. In addition, Profibus offers its users a number ofunique advantages, as Dr. Volker Oestreich, managing director of the Profibususer organization, confirms: “Profibus is the only fieldbus that allows uniformsolutions in production and process automation.”
Dr. Volker Oestreich
“Profibus hasproven itself in
practice and hasleft an extremely
positiveimpression.”
Dr. Claus-DieterMayer, head ofproduction servicetechnology, atClariant in Frankfurt
“We use Profibus DP and PA because we needfewer hardware components in comparison with a conventional solution. This reduces the costs,not only in the initial purchase, but also for thewhole life cycle of the plant, from planning tomaintenance. For Clariant, it is also important thatthe measured values arrive at the control systemwith a higher level of accuracy, because there is no longer any need for conversion from digitalto analog and vice versa. Alternative fieldbussystems would be out of the question for us,because Profibus has the strongest support in our region, and the choice of field devicesis the biggest.”

process news 1/2005
11
agement. With its remote I/O for processcontrol and HART on Profibus profiles,Profibus also plays a dominant role in theupgrading of existing plants, and con-tributes to protecting investements: Exist-ing instruments and new Profibus devicescan be combined easily.
The FuRIOS study, which was conductedby Infraserv Hoechst, IGR, and Aventis, alsoconfirms that the use of fieldbus-basedcommunication solutions enables consid-erable cost savings compared to remote I/O.“We can see that our concept is making amajor contribution to protecting invest-ments and reducing the total cost of own-ership. That is why the percentage of Profi-bus devices in process technology will growconsiderably in the next few years,” VolkerOestreich predicts. ■
Find out more:www.siemens.com/profibusE-mail: [email protected]: [email protected]
"Profibus for the Process Industry” seminars score in the USThe Profibus Trade Organization (PTO) and the Profibus Integration Center (PIC)recently conducted Profibus roadshows in Philadelphia, Houston, and Atlanta.
The seminars drew over 200 participants and included detailed instructionalpresentations on how to engineer and install a Profibus based control system forprocess industry applications. End user presentations by engineers from Air Productsand Chemicals Inc., Maverick Technologies, and Control Corporation of Americashared their experience using Profibus . Using a single fieldbus technology for allapplications in a process plant provides opportunities for significant cost savings inengineering, training, and maintenance costs. A live multivendor demonstration wason display that included instrumentation from Siemens, hosted on a Simatic PCS 7process control system. This demonstration provided seminar participants with a firsthand look at Profibus.
The feedback from participants has been overwhelmingly positive at each of theseminars. The PTO plans to host several more one-day "Profibus for Process Industry”seminars in various cities across the US during the remainder of 2005.
Upcoming Seminars: April 14, 2005 Charlotte, NC; May 10, 2005 St. Louis, MO;July 14, 2005 Boston, MA; September 14, 2005 Los Angeles, CA.
Find out more:www.us.profibus.com/www/xE-mail: [email protected]
Reduced total costof ownership:Profibus is the onlyfieldbus that can beused in all productionunits and throughoutthe process chain
Established and consistent: the Proffibus ffieldbus system
Proven technology: There are more than13 million installedProfibus nodes, withmore than 2 millionnodes installed inprocess applications
Investment security:Profibus allows smoothintegration of alreadyinstalled 4–20 mA andHART devices
Flexibility: Profibus iscompatible witha broad spectrumof transmissionmedia
Worldwide support: Profibus International has 1,200manufacturer and user companies,25 regional Profibus organizations,30 competence centers, 7 testlaboratories, and more than 50 work groups

12Industrial Communication
FOCUS
R obustness, simplicity, and reliabil-ity – with these positive traits, Profibusis conquering the process industry.
Profibus supports both rapid communica-tion with intelligent distributed peripheraldevices (Profibus DP) and communicationand simultaneous power supply for meas-uring transmitters and actuators (ProfibusPA). It can be extended during operation,and can be used in both standard environ-ments and in explosive areas.
Due to its modular concept with mutu-ally supportive transmission technologies,a uniform communication protocol, and alarge number of application-specific pro-files based on these protocols, Profibus isthe only fieldbus that can be used in boththe production and the process industries.Profibus also supports HART communica-tion for linking preinstalled HART devicesas well as safety-oriented communicationfor fail-safe applications up to safety classSIL3 or AK6.
Numerous manufacturers of controlsystems and process instruments offer awide range of equipment that meets prac-tically all of the requirements in the pro-cess industry. The Profibus portfolio ofSiemens ranges from network componentssuch as links and bus interfaces for con-trollers and automation systems or Profi-bus DP/PA couplers, through operator pan-els, process instruments, analyzers, andcontrol devices for motors and drives.
With the Profisafe profile, Profibus canalso be used for safe Profibus communica-tion between safety-oriented devices in thefield, and safety-relevant applications run-ning in automation systems, without hav-ing to change the standard Profibus com-munication mechanisms. In addition to the
controllers and distributed I/O modulesthat have been available since 2000, Siemensis currently working on process instru-ments that support the application of Profi-safe in process automation, for example inpressure monitoring. The first instrumentsare expected for the end of this year.
Efficient, manufacturer-neutralengineering by Profibus
Intelligent field devices offer a large num-ber of integrated evaluation and diagnosticfunctions and therefore make effective as-set management easier. The interoperabil-ity of Profibus also allows single-controlleroperation of field devices made by differentmanufacturers.
The foundation for this interoperabilityis the device descriptions, device masterfile (GSD), and electronic device descrip-tion (EDD). The GSD defines the valuerange for the cyclic data exchange betweenProfibus master and Profibus slaves. TheEDD stores the standardized and manu-facturer-specific properties for the acyclicparameterization, diagnosis, and moni-toring of measured values for every de-vice; engineering tools such as SimaticPDM define the specific device parame-ters for parameterization, diagnosis,or measured value monitoring.
Future topics: Vertical integrationand Profinet
As the distribution of Profibus in pro-cess automation grows, the importanceof vertical networking on the produc-tion and management level is also in-creasing. Here Industrial Ethernet hasestablished itself as an efficient commu-nication backbone. With the growing dis-
tribution of intelligent field devices, effortsare now being made in many industry sec-tors to connect advanced asset manage-ment systems and MES with IT functionsdirectly via Industrial Ethernet.
For this purpose, the Profinet standardwas developed. It is based on IndustrialEthernet and can penetrate right into thefield level. Special emphasis was placed onprotecting investments: existing fieldbussystems such as Profibus networks can beintegrated easily, without modifying exist-ing devices.
Industrial communication for the process industry
More CommunicationThe enormous economic advantages of networking processes with Profibus areconvincing more and more companies to abandon conventional point-to-pointtechnology. New products, a broad technology platform, and the possibility of automating the entire production process – from raw material deliverythrough actual production, packing and logistics – with one fieldbus system are important factors in the success of Profibus in the process industry.
process news 1/2005
Two versions, onesuccessful system:Profibus DP and PA

13
Focus on safetyHaving a single network standard for the en-tire system reduces training and spare partscosts, and simplifies the implementation ofinterfaces and software. With Profinet as anefficient Ethernet standard for the field levelas well, greater data volumes necessary forfunctions such as asset management and di-agnostics can be transmitted without anyproblems. To ensure a smooth, trouble-freedata exchange within the uniform Ethernet
A broad introduction of Profinet is aboutto take place in the automotive industry,the food and beverage industry, and logis-tics. In some applications, Profinet has al-ready proven its capabilities. However, forapplications in the process industry, a fewtechnological questions still remain to beclarified – for example, the transmissionof auxiliary energy on the bus and the topicof explosion protection. Siemens is cooper-ating with the Profibus user organizationto find solutions that will make Profinet fitfor process automation.
network, Siemens has developed special se-curity modules for automation technologythat enable delineation of stand-alone net-work segments. The result are protected, butat the same time connected, islands. Thisapproach avoids misaddressing and unde-sirable communication. Appropriate solu-tions for the process industry are currentlybeing developed by Siemens and the Profi-bus user organization in cooperation withNAMUR, GMA, VDMA, and ZVEI. ■
Profibus DPProfibus PA
DrivesSimocode DP motorprotection and controlsystem, Micromasterfrequency converters,drives for DC motors andvariable-speed ACmotors, converters forsingle drives up to 800kilowatts
ProcesscontrollersSipart DR compactcontrollers
Weighing and dosing systemsSiwarex weighing processors, belt scales,proportioning scales, bulk flowmeters
Distributed devicesSimatic ET 200M,Simatic ET 200iSP,Simatic ET 200S
Process analyticsCalomat 6 gas analyzers,Ultramat 23 multicomponent NDIR analyzers,Ultramat 6 IR analyzers,Oxymat 6 oxygen analyzers,Ultramat/Oxymat 6 combi-analyzers,Oxymat 61 oxygen analyzers
Positioners Sipart PS2 electro-pneumatic positioners
Measuring instruments Sitrans F flow transmitters,Sitrans P pressure transmitters,Sitrans T3K PA temperature transmit-ters, Pointek CLS level switches, SitransLR radar level transmitters, Sitrans LCcapacitive level transmitters
New Profibus DP/PA couplerThe new Profibus DP/PA coupler offers doubled performance in comparison with its predecessor. The voltage has beenincreased from 19 to 31 volts, and the current from 400 to1,000 milliamps, while the power loss has been keptconstantly low at 12 watts.
This means that up to 31 devices can now be connected toa DP/PA coupler via Profibus PA and integrated into Profibus DPnetworks. In addition, enough power is available to supplyother components of the connected devices such as the radarexcitation of a level sensor. In the future, classic four-wiretransmitters with external supply could require only two wiresas a result.
The increase in the voltage now also allows much greatersegment expansions of up to 1,900 meters, without anyproblems. In conjunction with active subdistributors withintegrated barriers, so-called ex-hubs, or field barriers, the new DP/PA coupler can also be used for ex-zone applications.
Find out more:www.siemens.com/profibusE-mail: [email protected]

year, and Bitburger was taking a certainrisk with this brand-new bus system.
The frequency converters of filling plant4 were the first to be networked with Profi-bus, primarily with the aim of considerablyreducing the wiring costs. The solutionproved to be so good in this initial applica-tion that Bitburger installed Profibus in allsubsequent modernizations. The brewerybenefited enormously from the opennessand versatility of Profibus: all tasks, rightup to synchronization of the drives in the
process news 1/2005
14 FOCUS
A lmost everyone in Germany knowsthe catchy slogan from the TV com-mercial: “Bitte ein Bit” (“A Bit, please”).
Bitburger Brewery is one of the largest andmost important private breweries in Ger-many. The best raw materials, qualifiedstaff, and extremely precise high-tech pro-cessing procedures are important ingredi-ents in the success of the brewery in thisfiercely competitive industry. A reliableand efficient process and plant automationsystem is indispensable to guarantee boththe high quality and economic efficiency ofproduction.
Ready for the future
The Bitburger company philosophy is touse progressive technologies that guaran-
tee high quality standards. In line with thismaxim, the company decided to work withSiemens in 1982 to automate the produc-tion processes with the Braumat processcontrol system. Since then, the Braumat so-lution has continuously been modernizedand expanded, so that today Bitburger hasa technologically advanced and extensiveprocess management and information sys-tem that protects existing investments withits capacity for integration, while also leav-ing room for further modernization.
One of the most decisive steps in the his-tory of process automation at Bitburger wasthe decision in 1991 to use a communica-tion solution based on the digital Profibusfieldbus system for the first time. Profibushad been on the market for only about a
Braumat and Profibusat Bitburger1982: Installation of the first Braumat
system
1992: First installation with Profibus
1996: New filtrate buffer unit equipped with Profibus DP devices
1997: First use of Profibus PA and PAprocess instruments in thefermentation and storage cellars
1999: Modernization of the filtrationunit and
2002: Modernization of the hazardous area in the dealcoholization unit with Profibus DP and PA devices
2004: More than 1600 devicesnetworked via Profibus DP and PA
Quality is the essence: Here in the brew house …
Bitburger Brewery has relied on Profibus for 14 years
Successful Bit by BitBitburger Brewery Th. Simon GmbH chose Profibus for the first time in 1991 to modernize its production facilities, and the company has since continued to extend the use of Profibus in several expansion and conversion projects. Theeconomic benefit that results from higher plant efficiency and product quality,as well as reduced maintenance and service effort has become increasinglyevident the longer the digital fieldbus network is in operation. Bit by bit,Profibus has been ensuring cost-effective and reliable production for 14 years.
Transparency in every sense of the word: The control room at Bitburger
Industrial Communication

process news 1/2005
15
filling plants, can be networked using by asingle fieldbus system.
Integration ensures greater efficiency
The far-sightedness and desire for innova-tion that Bitburger demonstrated in itschoice of Profibus has more than paid off.The automation solution based on Braumatand Profibus offers Bitburger numerousadvantages above and beyond the originalaim of reducing wiring costs.
With Braumat and Profibus, the princi-ple of horizontal and vertical standardiza-tion is implemented throughout the plantat both the management and process lev-els. All process instruments communicatevia the same communication protocol –from the drives of the filling plant and thefrequency converters to the pressure andtemperature sensors. This means that costsfor installation, data storage, documenta-tion, and training are also considerably re-duced. The standardized communicationensures that data storage is consistentthroughout the plant, allowing Bitburger tomanage everything without isolated is-lands of automation. In addition, digitalcommunication increases the accuracy ofthe process values, and opens up new waysto optimize production. For example, animportant process parameter can be ex-actly determined based on a very slight dif-ference in the density of the fermentingboiler, and used to save time in the process.
Bitburger can also fully exploit the po-tential of the increasing distribution of in-telligent devices in the process, and opti-mize the maintenance and service of theautomation infrastructure – for example,using the diagnostic capabilities of Profi-bus. This can both eliminate unnecessaryaction and costs, and effectively preventfailure of components and systems.
Protecting investments, now and in the future
A further important element in the assess-ment of the economic advantages of the au-
tomation solution is the protection of pre-vious investments. Thanks to the opennessand compatibility of Profibus and Braumat,the systems installed at Bitburger willlargely survive the next round of modern-ization with few problems – as they have forthe last 14 years. ■
Find out more:www.siemens.com/breweriesE-mail: [email protected]
Brewing industry: A typical example of hybrid plants with Profibus
In a brewery, slow and continuous technical process steps in areas such as the brewing
house, fermentation and storage cellars, filtration, and power are closely linked with
very rapid and discrete technical production processes in the filling area. Industries with
such a mixture of production processes are referred to as hybrid industries.
A communication solution using Profibus simplifies the integration of all of the pro-
duction steps in a standardized network – especially in such applications. All production
and process industries and individual tasks from incoming goods to quality control and
dispatch have been taken into account in the development of Profibus. Profibus, with its
Profibus DP communication protocol and the Profibus PA version for linking devices in
the process environment, can therefore be used for all automation tasks in all areas –
which eliminates heterogeneous systems and the need for additional interfaces.
… and also in the filling plant
All
pict
ure
s: B
itbu
rger

process news 1/2005
16Technical Gases
CASE STUDY
A ir Products won the contract tobuild and operate the new ASU inMay 2004. The company was al-
ready supplying the steel works with oxy-gen from an existing ASU at its own Gent fa-cility, but a new ASU was needed to satisfythe work’s increasing demand, as the com-pany looked to improve its operations.
Uniform control solution helps reducedevelopment time-scale
An ASU capable of producing 960 tons ofoxygen per day requires a highly sophisti-cated control system to monitor and con-trol various product flows and pressures,and to guarantee product quality. Simatic
PCS 7 offers a uniform, common platformfor control and automation extending fromfield level to controller level to ERP and MESlevel, thus simplifying system integrationand commissioning, and so helping to re-duce the ASU’s development time-scalewhilst improving overall control.
Air Products control systems managerDave Weir comments: “The tight integra-tion was a real benefit for us in the devel-opment of the new ASU. If you take theSCADA and HMI aspects, for example, we’vehad to use separate, bolt-on software pack-ages in previous projects, and integratingthe hardware and software to make themwork together is a real engineering chal-
Find out more:www.siemens.com/chemicalsE-mail: [email protected]
All
pict
ure
s: A
ir P
rodu
cts
Pure oxygen isproduced throughdestillation at lowtemperatures in airseperation units
Air Products turns to Simatic PCS 7 for reduced product development time and optimized control
Next GenerationWorldwide equipment, gas and chemicals provider Air Products brought a new air separation unit (ASU) online at its plant in Gent, Belgium, to satisfy a neighboring steel producer’s demand for pure oxygen. Capable of producingsome 960 tons of oxygen per day, the new ASU is the third generation ofseparation unit at the site, but represents the first to use the Simatic PCS 7process control system.
lenge. But with PCS 7, they’ve been specifi-cally designed to work together, so devel-opment time and commissioning timeare reduced to a minimum. That’s a realstrength.”
Protecting investments while offeringample upgrade opportunities
Using the PCS 7 system also made it easyfor Air Products to leverage its investmentin the legacy DCS system, configured forits complex regulatory and advanced con-trol strategies, says Dave Weir. “In the past,if we had looked to add a new HMI layer, forexample, that would have meant signifi-cant engineering work to integrate with theDCS, or might even have meant scrappingthe DCS system altogether and startingfrom scratch,” says David Weir. “With PCS 7,we have protected that investment so thatwe can build on our strengths and not haveto reinvent any wheels. At the same time,”he concludes, “the scalability of the PCS 7architecture will provide an easy upgradepath for the future when we look to migratefrom the legacy product to an all-Siemenssolution.” ■
effort. The engineering manual presentsthe various software modules of SimaticPCS 7, and explains how to handle thesetools correctly in a validated environment.
System design made easy
The guidelines provide detailed documen-tation on what criteria are important forthe configuration and implementation ofthe control system, and can help ensurethat the system builder understands thecompliance requirements prior to design.The user receives a basic introduction tothe current regulations and requirementsfor process systems, and how to meet theserequirements through the correct configu-ration of the individual hardware and soft-ware components.
The engineering manual offers strongand consistent specification and configu-ration guidelines that minimize engineer-ing, design, and change costs in GMP-com-pliant PCS 7 projects. ■
process news 1/2005
17TECHNOLOGY
T o make things even easier for userswho have to configure and imple-ment a GMP-compliant automation
solution, Siemens has compiled a specialGMP engineering manual that illustrateshow to implement solutions based onSimatic PCS 7 in plants requiring valida-tion in a GMP context. The manual uses theextensive validation and GMP know-how ofSiemens, summarizing this expertise in theform of a best-practice guideline.
Configuration in the GMP environment
In the new PCS 7 GMP engineering man-ual, the implementation procedure is ex-plained step by step following the system’s
life-cycle, starting from the software in-stallation and operating system setups todata archiving and backup, the configur-ing of individual applications such as engi-neering, batch controller, operator inter-face and archive with respect to topics suchas access protection, change management,electronic signature, audit trail, etc.
Moreover, a detailed description is givenregarding good engineering practices(GEP). Simatic PCS 7 offers a number ofhelpful engineering tools that support GEP(for example, libraries, Import/Export As-sistant, Process Object View, etc.) and con-cepts (for example type/instance, modules)that reduce the engineering and validation
Process Automation
Find out more:www.siemens.com/pharmaE-mail: [email protected]
Guidelines for implementing automation projectsin a GMP environment
Engineering ABC
The Simatic PCS 7 process control system has been in use successfully for years all over the world in production plants that have to comply with GMPregulations. Especially relevant for applications in the pharmaceutical industry,the new version 6.0, that was released last year, features numerous additionalvalidation and 21 CFR Part 11 support functions. The Simatic PCS 7 GMPengineering manual is a practical guideline which describes how both theperformance and flexibility of Simatic PCS 7 can be optimally exploited inautomating plants that must be validated.
18Pharmaceutical Industry
CASE STUDY
A t its headquarters in Basel, Switzer-land, the Novartis pharmaceuticalcompany operates a biotechnical
pilot plant that is used for the manufactureof natural substances for research. At theheart of the system are 24 fermenters witha capacity of between 10 and 3,000 liters in
which natural substances can be producedon a scale ranging from a few grams to afew kilograms.
Controlled conditions for precise results
The specific fermentation process requiresnot only an exactly dosed feeding of nutri-
ent solutions. Numerous parameters, suchas pH value, temperature, and the contentof dissolved oxygen, must also be main-tained. This demanding task requires ab-solutely reliable process automation tech-nology. Since the existing system could nolonger meet these requirements, Novartisdecided to renew the out-dated and inflex-ible technology.
Siemens implemented the project withPenta-Electric AG, a solution provider fromthe Basel region. The solution was basedon Totally Integrated Automation usingSimatic components: S7-300 controllers,ET 200, MP 370 touch panels, and SimaticNet. This choice guarantees trouble-free in-
Novartis biotechnical pilot plant modernized with Simatic technology
Organic Growth
Natural substancesfor pharmaceuticalpurposes areproduced in theNovartis pilot plant
Natural substances and their synthetically produced derivates are importantbasic ingredients for drugs in almost all therapeutic fields. The Swiss pharma-ceutical company Novartis is one of the world leaders in the manufacture of such basic ingredients. Its biotechnical pilot plant has now been completelyupdated with Simatic technology.

19
teraction of all of the software and hard-ware components. Penta-Electric was re-sponsible for all services relating to auto-mation, electrical engineering, and plantconstruction.
Conversion during operation
A total of nine fermenters were equippedwith a new automation solution. The spe-cial challenge for the project team was thatthe conversion of all of the hardware andsoftware had to be done during operation.The individual systems were dismantledand assembled one at a time, in predeter-
mined building phases, while productionin the other fermenters continued.
This step-by-step conversion requiredsophisticated planning and correspondinglogistics. The new automation technologywas implemented in several phases. Afterthe planning and configuration phase,which began in April 2002, the automationand electrical installation as well as controltechnology for two fermenters were ex-changed until November 2002. The result-ing standards and the experience gainedinthese projects was the foundation for thefurther conversion phases, which werecompleted by July 2003.
Increased functional scope
The new automation concept is character-ized not only by absolute reliability, butalso by significant improvements in thepractical handling of the production pro-cess. Every fermenter has its own control
unit with a display on which, for example,the entire fermentation process can be vi-sualized with curve diagrams. “The fer-menters have become more user friendlywith the touch panels,” says Eric Weber, fer-mentation engineer in the pilot plant. “Thetouch panel also enables us to respond di-rectly to alarm situations on site, and tospecify whether or not the alarm is to be re-layed to the control center, for example.Tasks like these used to be more compli-cated to handle in the past.” Another ad-vantage of the new system is the much im-proved maintenance friendliness of theplant. Maintenance and operation of theplant can be performed by the appropri-ately trained service staff of Novartis.
Availability and continuous dataarchiving
To secure the availability of the plant evenin the event of a component failure, theuser interfaces, curve diagrams, and userprograms can be saved centrally in themain engineering and service station. If acontrol panel or central unit fails, the re-quired user software can be uploaded fromthe central engineering service station tothe replaced component. It is immediatelyready for operation afterwards.
Another important component of theautomation solution is the MIS-Light Server,which guarantees the continuous processdocumentation and data archiving that isessential in the pharmaceutical industry. Itreceives all of the process data directlyfrom the fermenter controllers via Indus-trial Ethernet OPC. In this way, the data canbe called up at any time for documentationand evaluation. In addition, all touch panelson the individual fermenters are equippedwith memory cards so that process datacan be stored and displayed locally for theduration of a batch. These data are trans-ferred to the MIS-Light server at regular in-tervals for long-term archiving and laterevaluation.
Weber is extremely pleased with theproject, which was completed at the end of2003. The operation of the plant is basicallythe same, but with significant improve-ments. “In principle the new plant is a copyof the old one,” he says, “but it is an opti-mized copy.” ■
Find out more:www.siemens.com/pharmaE-mail: [email protected]
Real-time batch data canalso be displayed locally onthe touch panel of everyfermenter
Penta-Electric AGSpecialist in electrical, measuring,
control, and regulating technology
Employees: 122
Founded in: 1993
Address:
Frankfurtstrasse 78a
CH-4142 Münchenstein
Switzerland
Phone: +41 (0)61-416 36 36
Fax: +41(0) 61- 416 36 66
E-mail: [email protected]
Internet: www.penta-electric.ch
All
pict
ure
s:N
ovar
tis

process news 1/2005
20Pharmaceutical Industry
CASE STUDY
Z LB Behring, employing 1,500 peopleat its Marburg site, is one of theworld’s leading providers of drugs
made from human plasma. These includeproducts for treating clotting disorders, aswell as immunoglobulins for immune de-fect therapy. ZLB Behring is a subsidiary ofthe Australian biopharmaceutical manu-facturer CSL Limited, and operates produc-tion sites in Germany, Switzerland, and theUnited States.
A pharmaceutical buffer preparationtank and the appropriate heating and cool-ing system were recently added at the Fak-tor IX production division in Görzhausen,near Marburg, Germany. The aim of thisproject was to avoid delays and bottlenecksin the production of buffers, and to in-crease production capacity.
The additional components had to be in-stalled and commissioned within an ex-tremely tight time schedule. Only six weekswere available for the entire implementa-tion phase, from assembly through pipebuilding and electrical installation, up toautomation, commissioning, optimization,and qualification. This ambitious goal re-quired sophisticated planning, and was ul-timately achievable only because the indi-vidual building units were largely prefabri-cated and delivered as fully functional units.
The Siemens Competence Center for LifeScience in Marburg was contracted to han-dle the project. In addition to the overallproject management, its tasks included theprocess-technical design, planning, instal-lation, and qualification of the plant tech-nology, supplemented by the implementa-
tion of the entire automation, control andprocess technology.
Expert interaction
Jürgen Gliemann, project manager at ZLBBehring, explained the decision of his com-pany: “The combination of automation ex-pertise and validation competence led usto decide in favor of Siemens.” This viewwas underlined by project engineer PeterScherer: “Another advantage was the localpresence of Siemens and its existing know-how in pharmaceutical engineering.”
Close communication with the staff in-volved was typical of the cooperation be-tween ZLB Behring and Siemens; this con-tributed to a very efficient project develop-ment. The entire project management washandled by one project manager, whose job
Siemens integrates new buffer preparation tank duringongoing production
Smooth TransitionAltering a production system during ongoing production is always a challenge –especially when the operation should not be disturbed, and work must becompleted within a tightly defined schedule. At ZLB Behring, Siemensdemonstrated with a powerful combination of process and automationexpertise how to install a buffer preparation tank with sophisticated coolingcontrol and integrate it into the existing production system without causingany interruptions.
Ensuring quality:Continued andextensive checksare part of theroutine at ZLBBehring toguaranteeproduct safety
Plasma protein products are the key business of ZLB Behring
process news 1/2005
21
it was to form the Siemens staff involvedinto a unified team and, at the same time,act as a central contact for the customer.
Integration without change
In addition to the tight schedule, anotherchallenge was to integrate the additionalpharmaceutical buffer tank into the existingand perfectly coordinated production area,without changing any structures or influ-encing mutual locks. For this reason, thesource code of the existing Simatic controllerwas first modified, and the user interface forthe buffer preparation tank implemented inthe Simatic PCS7 process control system.
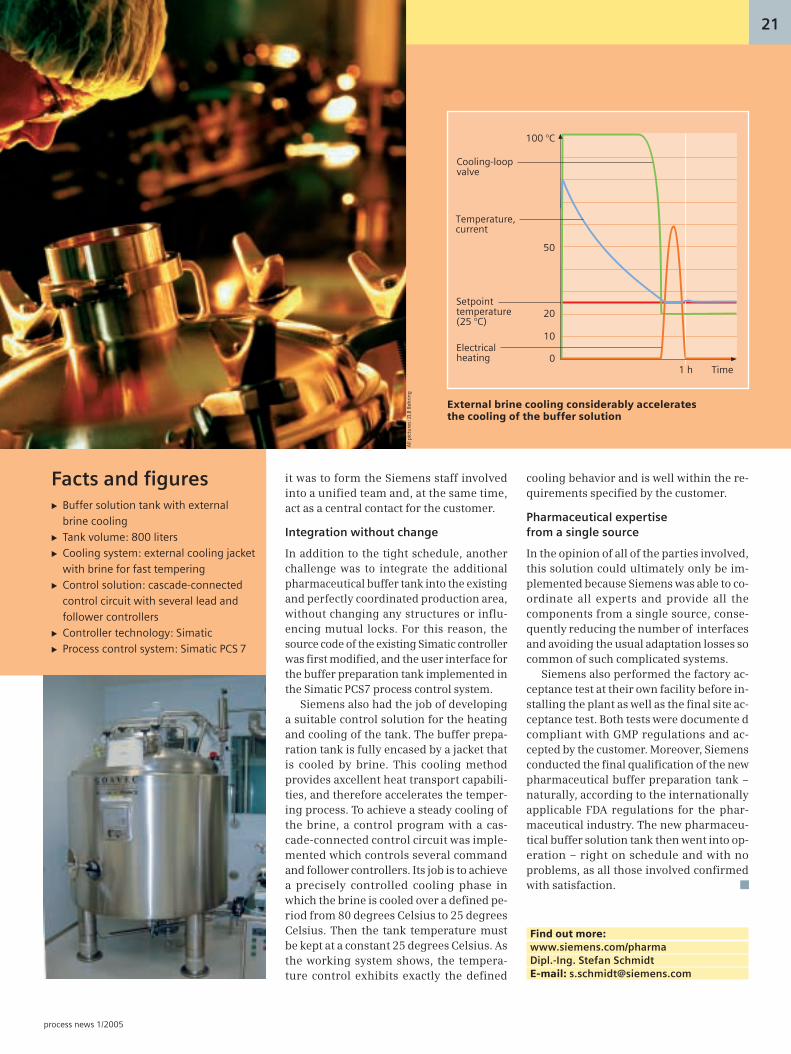
Siemens also had the job of developinga suitable control solution for the heatingand cooling of the tank. The buffer prepa-ration tank is fully encased by a jacket thatis cooled by brine. This cooling methodprovides axcellent heat transport capabili-ties, and therefore accelerates the temper-ing process. To achieve a steady cooling ofthe brine, a control program with a cas-cade-connected control circuit was imple-mented which controls several commandand follower controllers. Its job is to achievea precisely controlled cooling phase inwhich the brine is cooled over a defined pe-riod from 80 degrees Celsius to 25 degreesCelsius. Then the tank temperature mustbe kept at a constant 25 degrees Celsius. Asthe working system shows, the tempera-ture control exhibits exactly the defined
cooling behavior and is well within the re-quirements specified by the customer.
Pharmaceutical expertise from a single source
In the opinion of all of the parties involved,this solution could ultimately only be im-plemented because Siemens was able to co-ordinate all experts and provide all thecomponents from a single source, conse-quently reducing the number of interfacesand avoiding the usual adaptation losses socommon of such complicated systems.
Siemens also performed the factory ac-ceptance test at their own facility before in-stalling the plant as well as the final site ac-ceptance test. Both tests were documente dcompliant with GMP regulations and ac-cepted by the customer. Moreover, Siemensconducted the final qualification of the newpharmaceutical buffer preparation tank –naturally, according to the internationallyapplicable FDA regulations for the phar-maceutical industry. The new pharmaceu-tical buffer solution tank then went into op-eration – right on schedule and with noproblems, as all those involved confirmedwith satisfaction. ■
Find out more:www.siemens.com/pharmaDipl.-Ing. Stefan SchmidtE-mail: [email protected]
External brine cooling considerably acceleratesthe cooling of the buffer solution
Cooling-loopvalve
Temperature,current
Electricalheating
Setpointtemperature(25 °C)
Time1 h
100 °C
50
20
10
0
Facts and figuresB Buffer solution tank with external
brine coolingB Tank volume: 800 litersB Cooling system: external cooling jacket
with brine for fast temperingB Control solution: cascade-connected
control circuit with several lead and follower controllers
B Controller technology: SimaticB Process control system: Simatic PCS 7
All
pict
ure
s: Z
LB B
ehri
ng

Find out more:www.siemens.com/processinstrumentationE-mail:[email protected]
process news 1/2005
22Shipping
CASE STUDY
N ew international standards intro-duced in 2002 to improve shippingsafety require water ingress detec-
tion and alarm systems in the cargo holdsof all new single-skin bulk carriers. Shipsbuilt before 2003 must comply by the timethey are 10 years old or, if they are alreadymore than 10 years old, by their third an-nual inspection. C&A Stavros KassidiarisLtd. is a marine engineering and retro-fitting firm in Piraeus, Greece, with 25 yearsof experience in supplying automationsystems. To help the marine industry meetthe new standard, the company designed asystem that is fully compliant with the newregulation. This required a reliable, easy-to-install, low cost instrument to detect wa-ter in the many different materials that aship may carry as cargo. Lloyd’s Registerand American Bureau of Shipping (ABS)approvals are required for insurance pur-poses. Floats are not suitable because theycannot handle material build-up and re-
quire regular maintenance and frequentreplacement.
Solution: Sitrans LC 300
C&A Stavros Kassidiaris found a reliable,low cost solution with the Sitrans LC 300interface measurement instrument fromSiemens. This two-wire capacitance in-strument uses a unique inverse-frequencyapproach to capacitance technology thatoffers superior resolution and repeatabil-ity. Its patented Active-Shield technologyprotects the measurement from the effectsof material build-up, vapor, dust or con-densation. It works accurately in materialswith low or high dielectric properties.
In a typical application, a Sitrans LC 300sensor probe is attached to a cable in ametal stilling pipe located in the cargohold. The 4-20 mA output is connected to awater ingress monitoring panel on thenavigation bridge. The panel includes anLCD and buttons for calibration and diag-
nostics. It monitors the status of eachcargo hold, indicating normal operation,material at alarm heights, and sensor orcable failure.
Reliable and cost-effective
Sitrans LC 300 reduces installation time,construction of pipes, and electrical wiring,making it a low cost solution.
“C&A’s Water Ingress Detection Moni-toring & Alarm System with Sitrans LC 300requires less time for procurement andinstallation, and no maintenance,” saidStavros Kassidiaris. “The result is a signif-icant decrease of the total cost.” The systemenables the marine industry to meet thenew regulations, and enhances shippingsafety. ■
Detecting water ingress in bulk carriers using Sitrans LC 300
Improving ShippingSafetySince 2003, Kassidiaris has installed more than 100 Sitrans LC 300instruments on bulk carriers. They have proven highly reliable andaccurate in detecting water ingress. The instrument is easy to install,and its push-button calibration and integrated local display make it easy to set up. Since Sitrans LC 300 detects level at two preset points, it requires only one unit for each cargo hold. This is a savings, because other technologies require two instruments.
Siem
ens
Sitrans LC 300 level instruments are partof the water ingress detection systeminstalled in bulk carriers by C&A StavrosKassidiaris Ltd.
All
pict
ure
s: S
iem
ens
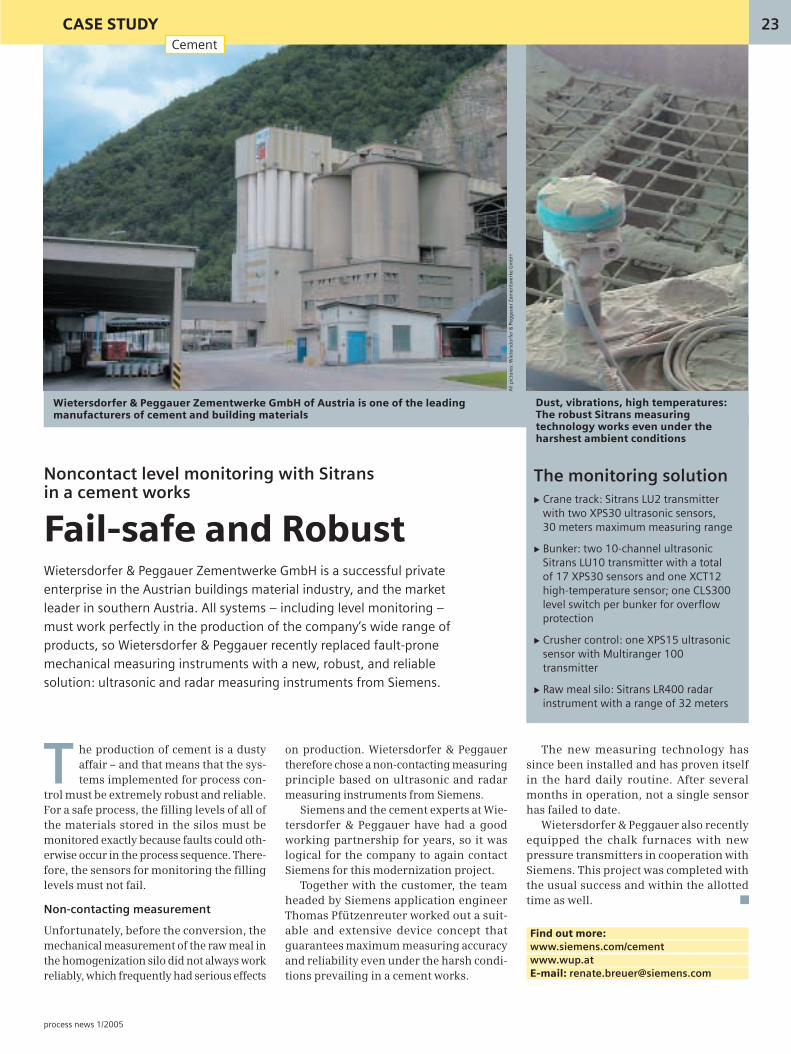
Noncontact level monitoring with Sitrans in a cement works
Fail-safe and RobustWietersdorfer & Peggauer Zementwerke GmbH is a successful privateenterprise in the Austrian buildings material industry, and the marketleader in southern Austria. All systems – including level monitoring –must work perfectly in the production of the company’s wide range ofproducts, so Wietersdorfer & Peggauer recently replaced fault-pronemechanical measuring instruments with a new, robust, and reliablesolution: ultrasonic and radar measuring instruments from Siemens.
process news 1/2005
23
T he production of cement is a dustyaffair – and that means that the sys-tems implemented for process con-
trol must be extremely robust and reliable.For a safe process, the filling levels of all ofthe materials stored in the silos must bemonitored exactly because faults could oth-erwise occur in the process sequence. There-fore, the sensors for monitoring the fillinglevels must not fail.
Non-contacting measurement
Unfortunately, before the conversion, themechanical measurement of the raw meal inthe homogenization silo did not always workreliably, which frequently had serious effects
on production. Wietersdorfer & Peggauertherefore chose a non-contacting measuringprinciple based on ultrasonic and radarmeasuring instruments from Siemens.
Siemens and the cement experts at Wie-tersdorfer & Peggauer have had a goodworking partnership for years, so it waslogical for the company to again contactSiemens for this modernization project.
Together with the customer, the teamheaded by Siemens application engineerThomas Pfützenreuter worked out a suit-able and extensive device concept thatguarantees maximum measuring accuracyand reliability even under the harsh condi-tions prevailing in a cement works.
The new measuring technology hassince been installed and has proven itselfin the hard daily routine. After severalmonths in operation, not a single sensorhas failed to date.
Wietersdorfer & Peggauer also recentlyequipped the chalk furnaces with newpressure transmitters in cooperation withSiemens. This project was completed withthe usual success and within the allottedtime as well. ■
Find out more:www.siemens.com/cementwww.wup.atE-mail: [email protected]
CASE STUDYCement
The monitoring solutionB Crane track: Sitrans LU2 transmitter
with two XPS30 ultrasonic sensors, 30 meters maximum measuring range
B Bunker: two 10-channel ultrasonicSitrans LU10 transmitter with a total of 17 XPS30 sensors and one XCT12high-temperature sensor; one CLS300level switch per bunker for overflowprotection
B Crusher control: one XPS15 ultrasonicsensor with Multiranger 100transmitter
B Raw meal silo: Sitrans LR400 radarinstrument with a range of 32 meters
Wietersdorfer & Peggauer Zementwerke GmbH of Austria is one of the leadingmanufacturers of cement and building materials
Dust, vibrations, high temperatures:The robust Sitrans measuringtechnology works even under theharshest ambient conditions
All
pict
ure
s: W
iete
rsdo
rfer
& P
egga
uer
Zem
entw
erke
Gm
bH

process news 1/2005
Konya Seker is the largest privatesugar producer in Turkey. At theend of 2004, the company put a new
sugar factory into operation. The factoryis located in Cumra, in the highlands ofMiddle Anatolia, about 185 miles southof Ankara, and about 19 miles southeastof Konya, a town with a population of40,000. The factory can process up to12,000 tons of sugar beet per day, yieldingabout 1,500 tons of sugar.
The new factory was the largest singleproject in the European sugar industry atthe time. In the automation of the plant, thetask was to achieve two goals that had al-ways been considered incompatible. On theone hand, a highly modern plant was to beinstalled which would impress every engi-neer and set a new standard for the entiresugar industry. On the other hand, demand-ing economical aspects had to be taken intoconsideration: The production was to oper-
ate more cost-effectively than any other inthe industry.
Experience as a basis for the optimumsolution
With more than 50 years of experience inthe sugar industry, Siemens came with thebest recommendations for meeting theseseemingly contradictory requirements. Onthe basis of numerous successfully com-pleted new building projects in the sugarindustry, Siemens designed the overallconcept in close cooperation with the cus-tomer. The concept combines the advan-tages of Totally Integrated Automation witha uniform automation concept using Profi-bus as a fieldbus system. The result is anopen, efficient, and at the same time cost-effective automation solution for the long-term. Siemens supplied all of the drive andcontrol technology for the new factory aswell as the networking of the field instru-mentation, from the pH analytics to the fre-quency converters. Simatic PCS 7 was usedas the process control system. Siemens alsosupplied a complete turbo set for powergeneration.
24Sugar
CASE STUDY
Greenfield project: The sugar factory in Cumra
Konya Seker benefits from integrated process automation
A Perfect ConceptKonya Seker’s new sugar factory in Turkey is currently the only greenfield plant project in the European sugar industry. Thanks to its industry expertiseand a convincing overall concept, Siemens was able to secure a large share of the orders for the factory installations – from energy generation toinstrumentation. The well-designed concept was one of the main reasons whythis large and important project was completed so quickly and smoothly.

proactively before there is a total produc-tion outage.
From zero to full steam in just a fewweeks
The automation technology implementedat the sugar factory in Cumra provides thetechnical basis for optimized processes andcost-effective continuous operation of thefactory. That became clear already duringcommissioning, as production was suc-cessfully brought up to maximum capacitywithin just a few weeks. In close coopera-tion with the committed teams of the ma-chine manufacturers involved and KonyaSeker, Siemens proved that it is possible toreconcile the often conflicting demands oftechnicians and commercial managers –provided the technology is integrated justas well as the persons involved. That wascertainly the case in Cumra. ■
Full networking with Profibus
An essential step toward cost optimizationin the automation of the plant was theconsistent use of Profibus components forplantwide networking.
The process instruments are linked tothe control system via Profibus. Profibusnot only allows the transmission of the pureprocess signals, but also the transmissionof all calibration data from the central en-gineering system after installation of thedevice on site. This approach considerablysimplifies the engineering requirements:All of the instrumentation was configuredby just one project engineer.
In addition, Profibus PA transmits thepower to the individual devices. Up to 32measuring instruments can be connectedto one line that is supplied by a couplingmodule, without marshalling distributorsor signal conditioning. The field wiringwork was therefore limited to an absoluteminimum.
For measurements such as level, pres-sure, temperature, and flow, Siemens sen-sors and transmitters are used, while Sipananalyzers evaluate process parameters such
as pH value and conductivity online. All ac-tuators, such as vents, valves, motors, andfrequency converters, also communicatewith the control system via Profibus.
Transparent and reliable
The factory’s control technology is basedon the Simatic PCS 7 process control sys-tem throughout. This allowes redundantautomation systems to be dispensed withcompletely. Experience with other sugarfactories had shown that PCS 7 automationsystems are sufficiently robust even in theirsimplest forms. The PCS 7 servers, the op-erator systems, and all operating stationsare networked by Industrial Ethernet.
The main factory of Konya Seker in Konyais connected to the Cumra factory by an in-tranet link. A management informationsystem (MIS) was installed in Konya andCumra. It stores all the relevant processand laboratory data and generates all thereporting for the two factories, with exten-sive real-time reporting online. With theMIS, the company is able to continuouslykeep an eye on the processes, detect criticaldevelopments early, and respond to them
process news 1/2005
Find out more:www.siemens.com/sugarE-mail: [email protected]
All
pict
ure
s:Si
emen
s
The new Simatic PCS 7 control room Solution integrated right into the process: Siemens also suppliedsome of the process instrumentation for the new factory
25
Find out more:www.siemens.com/semiconductorE-mail: [email protected]: [email protected]
process news 1/2005
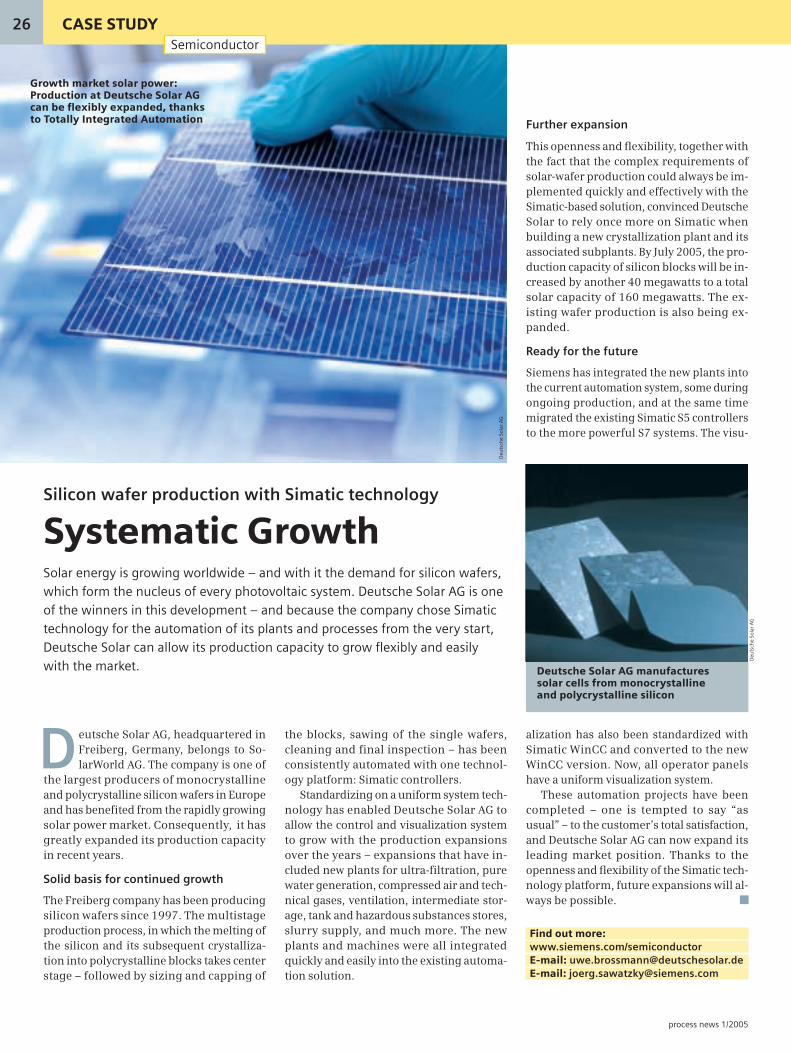
D eutsche Solar AG, headquartered inFreiberg, Germany, belongs to So-larWorld AG. The company is one of
the largest producers of monocrystallineand polycrystalline silicon wafers in Europeand has benefited from the rapidly growingsolar power market. Consequently, it hasgreatly expanded its production capacityin recent years.
Solid basis for continued growth
The Freiberg company has been producingsilicon wafers since 1997. The multistageproduction process, in which the melting ofthe silicon and its subsequent crystalliza-tion into polycrystalline blocks takes centerstage – followed by sizing and capping of
the blocks, sawing of the single wafers,cleaning and final inspection – has beenconsistently automated with one technol-ogy platform: Simatic controllers.
Standardizing on a uniform system tech-nology has enabled Deutsche Solar AG toallow the control and visualization systemto grow with the production expansionsover the years – expansions that have in-cluded new plants for ultra-filtration, purewater generation, compressed air and tech-nical gases, ventilation, intermediate stor-age, tank and hazardous substances stores,slurry supply, and much more. The newplants and machines were all integratedquickly and easily into the existing automa-tion solution.
Further expansion
This openness and flexibility, together withthe fact that the complex requirements ofsolar-wafer production could always be im-plemented quickly and effectively with theSimatic-based solution, convinced DeutscheSolar to rely once more on Simatic whenbuilding a new crystallization plant and itsassociated subplants. By July 2005, the pro-duction capacity of silicon blocks will be in-creased by another 40 megawatts to a totalsolar capacity of 160 megawatts. The ex-isting wafer production is also being ex-panded.
Ready for the future
Siemens has integrated the new plants intothe current automation system, some duringongoing production, and at the same timemigrated the existing Simatic S5 controllersto the more powerful S7 systems. The visu-
alization has also been standardized withSimatic WinCC and converted to the newWinCC version. Now, all operator panelshave a uniform visualization system.
These automation projects have beencompleted – one is tempted to say “asusual” – to the customer’s total satisfaction,and Deutsche Solar AG can now expand itsleading market position. Thanks to theopenness and flexibility of the Simatic tech-nology platform, future expansions will al-ways be possible. ■
Deu
tsch
e So
lar
AG
Silicon wafer production with Simatic technology
Systematic GrowthSolar energy is growing worldwide – and with it the demand for silicon wafers,which form the nucleus of every photovoltaic system. Deutsche Solar AG is oneof the winners in this development – and because the company chose Simatictechnology for the automation of its plants and processes from the very start,Deutsche Solar can allow its production capacity to grow flexibly and easilywith the market.
26Semiconductor
CASE STUDY
Deu
tsch
e So
lar
AG
Growth market solar power:Production at Deutsche Solar AGcan be flexibly expanded, thanksto Totally Integrated Automation
Deutsche Solar AG manufacturessolar cells from monocrystallineand polycrystalline silicon

ARC on Siemens Process IndustryStrategies and MES Strategy
The ARC Advisory Group has recently published several docu-ments that speak highly of Siemens systems and products.As stated in ARC’s white paper on Siemens’ process industrystrategies, two of Siemens’ key differentiators are its ability tobring together process and discrete automation under a singlecontrol environment, and its philosophy of ownership of core sys-tem technologies. ARC rates Siemens as a leading supplier of pro-cess automation systems and process instrumentation in Europe,but the company is also rapidly emerging as one of the top processautomation players in the worldwide market (particularly in theNorth American market). The focal point of growth for Siemens’process business is the Simatic PCS 7 system, which has reachedthe level of a “bulletproof” and fully scalable system on par withany other leading system available on the market today.Another hot topic relating to Siemens industry strategy was re-cently discussed at the Simatic IT Partner Conference held in Italylast year. A field report from Greg Gorbach of the ARC AdvisoryGroup states that Siemens presented a very thorough approach toits competitive strategy and organization. Because Simatic IT hasembraced ISA 95, Siemens is very well positioned to benefit fromthe interoperability initiatives ARC is spearheading in the market.
www.arcweb.com
infosinfosDo you want to know more about the systems and solutionsfor the process industry from Siemens Automation and Drives?Simply visit our information portal on the Internet:
www.siemens.com/processautomation
onlineonline
markets
www.siemens.com/processnewsHere you can download the current issue and past issues ofProcess News in PDF format, or search directly for articles aboutspecific topics, technologies or systems in the Reference Center.
markets
27DIALOGUE
process news 1-05PublisherSiemens Aktiengesellschaft,Bereich Automation and Drives (A&D), Gleiwitzer Str. 555, 90475 NurembergGermany
www.siemens.com/automation
Group Executive Management Helmut Gierse, Anton S. Huber, Alfred Ötsch
Responsible for ContentPeter Miodek
Responsible for Technical ContentCornelia Dürrfeld
ConceptChristian Leifels
EditorCornelia Dürrfeld, Siemens AG, A&D SPSiemensallee 84, 76187 Karlsruhe, GermanyTel.: +49 (0) 7 21/5 95-25 91Fax: +49 (0) 7 21/5 95-63 [email protected]
Editorial CommitteeSean Cahill, Inez Costenoble, Catherine Derkosh,Dr. Michael Gilluck, Achim Heim, ClaudeHestroffer, Hans-Jürgen Huber, Walter Huber,Bernd Langhans, Hartmut Oesten, Silvana Rau,Rüdiger Selig, Dieter Stolz, Roland Wieser
Publishing HousePublicis KommunikationsAgentur GmbH, GWACorporate Publishing ZeitschriftenP.O. Box 3240, 91050 Erlangen, GermanyTel.: +49 (0) 91 31/91 92-5 01Fax: +49 (0) 91 31/91 92-5 94
Editor in chief:Kerstin Purucker
Layout: Jürgen Streitenberger
Copy editing:Irmgard Wagner
DTP: Doess, Nuremberg
Printed by: Stürtz GmbH, Würzburg
process news is published quarterly
Circulation: 32.000
Jobnummer: 002100 RPE51
© 2005 by Siemens Aktiengesellschaft Munich and Berlin.
All rights reserved by the publisher.
This edition was printed on environ-mentally-friendly chlorine-free paper.
ISSN 1430-2292 (Print)
The following products are registeredtrademarks of Siemens AG:CALOMAT, ET 200, MICROMASTER, MP370,Oxymat, S7-300, SIMATIC, SIMATIC IT, PCS 7,SIMOCODE DP, SIPART, SITRANS, SIWAREX,TOTALLY INTEGRATED AUTOMATION,ULTRAMAT, WinCC
If trademarks, trade names, technicalsolutions or similar are not listed above,this does not imply that they are notregistered.
The information provided in this magazinecontains merely general descriptions or characteristics of performance whichin case of actual use do not always applyas described or which may change as a result of further development of theproducts. An obligation to provide therespective characteristics shall only existif expressly agreed in the terms of contract.
Order No.: E20001-M6105-B100-X-7600
Printed in Germany
The safe choice.
Process safety –
reliable, flexible, easy
When it comes to your processes, depend on total safety – with a Safety InstrumentedSystem (SIS) that does not allow for weak spots. SIMATIC® Safety Integrated is ourcomprehensive portfolio of safe, fault-tolerant and high-availability products for theprocess industries that leaves nothing to be desired. It’s reliable: it reduces risks withoutstopping production. It’s flexible: just look at the architecture and the bus systems – withintegrated or separate safety technology. And it’s easy: it connects up to any controlsystem and is simple to configure, for instance with the Safety Matrix cause & effectstool. Because it is part of Totally Integrated Automation, our certified SIS is already aharmoniously integrated component of the SIMATIC PCS 7 process control system.
Get more information by faxing 00 800/74 62 84 27, Infoservice AD/Z 1109Ewww.siemens.com/process-safety