Embed Size (px)
Citation preview
Process Integration in Iron and Steel Industry – Some Examples
Henrik Saxén Åbo Akademi University
Finland
International Process Integration Jubilee Conference Göteborg, 2013

Contents
Why Process Integration in Steelmaking?
PI in Steelmaking − Opportunities and Challenges
Primary Steelmaking - Basics
Some Examples PI within the plant: Minimize energy use, emissions or costs PI with external plant: Methanol production
Conclusions
2
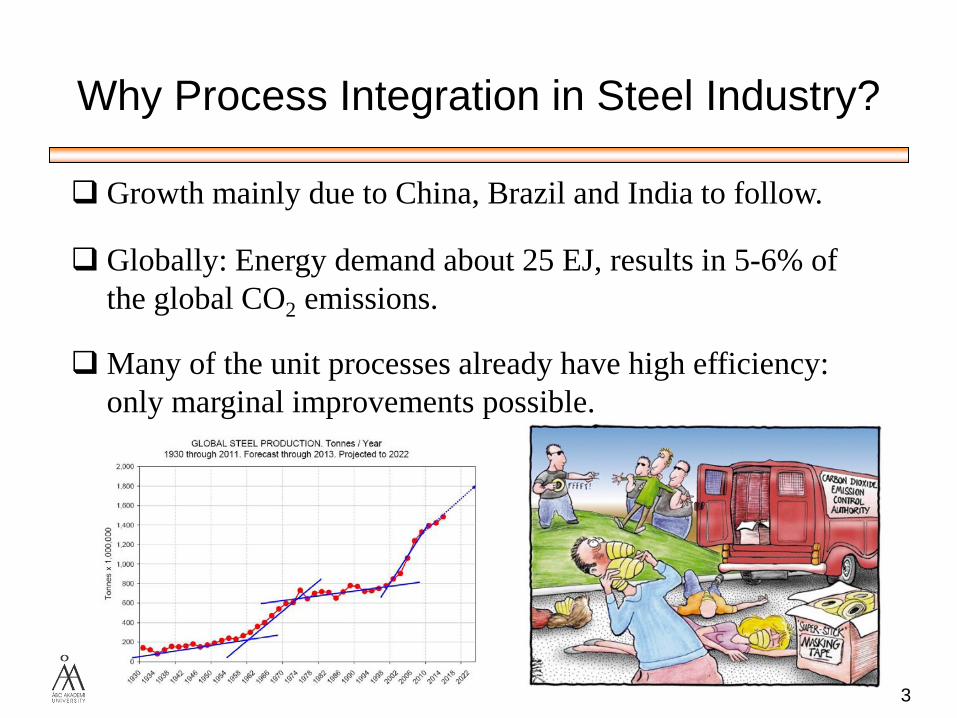
Why Process Integration in Steel Industry?
Growth mainly due to China, Brazil and India to follow.
Globally: Energy demand about 25 EJ, results in 5-6% of the global CO2 emissions.
Many of the unit processes already have high efficiency: only marginal improvements possible.
3

Primary Steelmaking - Basics Iron concentrate
Coal Limestone
Coking plant - Coke
Sintering plant - Sinter
Oxygen plant - Oxygen Blast furnace
Recycled steel
Slab
Hot metal Desulphuri- sation
LD-KG converter - Steel
Continuous casting
Lime kilns
Granulation
Pellets
Steel
Roughing mill
Finishing mill Strip cooling
Cut lengths
Slit coils
Pickled coils Pickling line
Slitting line
Cutting line Skin pass mill
Coilers
Patterned plates
Edging mill
Walking beam furnace
Hot-rolled coils
Coil box
Hot strip rolling
Pusher type slab reheating furnaces
Plate mill
Direct quenching and
Hot leveller Hot leveller
Marking Normalising furnace
Inspection
Flame cutting
Plate products
Marking
Cooling banks Crop shears
Mechanical cutting
Cold leveller
Prefabricated plate products Precision and shape cutted plates Bending
machine
Thick-walled tubes and profiles Curving of tubes and welding
Plate rolling
Slag
Pre-leveller accelerated cooling
CAS-OB, ladle furnace and vacuum degassing
4

More Detailed View
Limestone
Iron concentrate
Coal
Oxygen
Oil
Sinter
Pellets
Coke
Coking plant
Sintering plant
Oxygen plant Lime burning kilns
Blast furnace
Recycled steel
Slab
Desulphurisation
Converter
Continuous casting
Pig iron Steel
Oxygen
Ladle furnace
Vacuum
2 x CAS-OB
CO,H2
Heat
5

Blast Furnace (BF) – the Core

Major Flows Including Recycled Ones
7

Steelmaking PI – Opportunities and Challenges?
O. Big business – large saving opportunities. O. High temperatures, large amounts of rich residual gases O. Large quantities of waste heat, traditionally of little interest O. Steelmaking seldom integrated with other production (except to
heat and power production)
C. High temperatures and hostile environment (liquid metal and slag, dust, mechanical wear, etc.)
C. Complex entities, difficult time constraints C. Very specific unit processes C. Internal integration sometimes quite efficient
8
9
Case 1: PI within the Steel Plant
In a steel plant, there are numerous ways to save material and energy, but the complexity of the plant makes the realization difficult.
An example on evaluating different potentials by optimization will be presented, where ten different ways to save energy and/or costs, and to reduce emissions were considered. Each case was separately optimized. Larsson, M. and Dahl, J. ISIJ International 43 (2003), 1664.
The problems were solved by MILP An alternative formulation studied the BF-BOF system with
optimal distribution of scrap under different goals (minimize energy, emissions or costs). Wang et al., Int. J. Greenhouse Gas Control 3 (2009), 29.
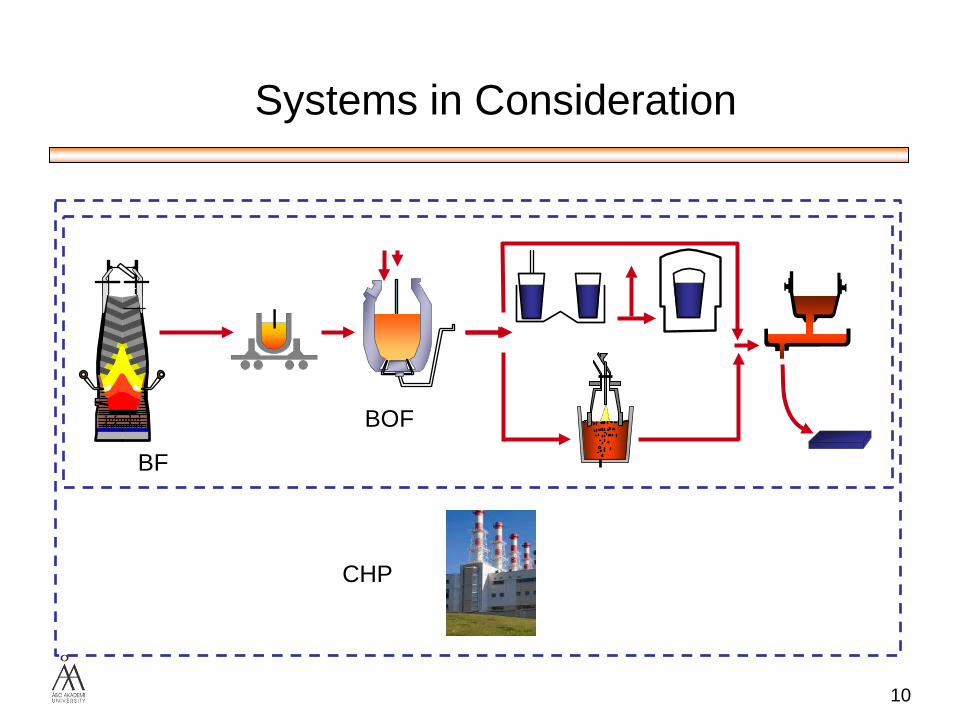
Systems in Consideration
10
BF
BOF
CHP

11
Formulation, constraints and results

Alternative formulation: BF vs. BOF scrap use
Pig iron
Pellet Coke Coal NG O2
Flux Power
Scrap
Steel Gas
12

Some results: Optimized scrap use
13

14
ULCOS by K. Meijer
Case 2: PI of Plant with Future Blast Furnace
Early idea to use heavy oxygen enrichment in the BF to yield a top gas suitable for ammonia synthesis Okamoto et al., Trans ISIJ 14 (1975) 122.
Top gas recycling with CO2 strip-ping opens up new possibilities as the top gas can change to very low N2, high CO and CO2 contents. Tseitlin, M. A. et al. ISIJ International 34 (1994), 570.
Top gas recycling also reduces the dependence on coke and makes CO2 separation easier

CP: Coke Plant, SP: Sinter Plant, ST: Hot Stoves, CCP: CO2 Capturing Plant, BF: Blast Furnace, BOF: Basic Oxygen Furnace and CHP: Combined Heat and Power Plant, GR: Gas Reforming unit, MP: Methanol Plant
15
System Studied
”1”
”2”
16
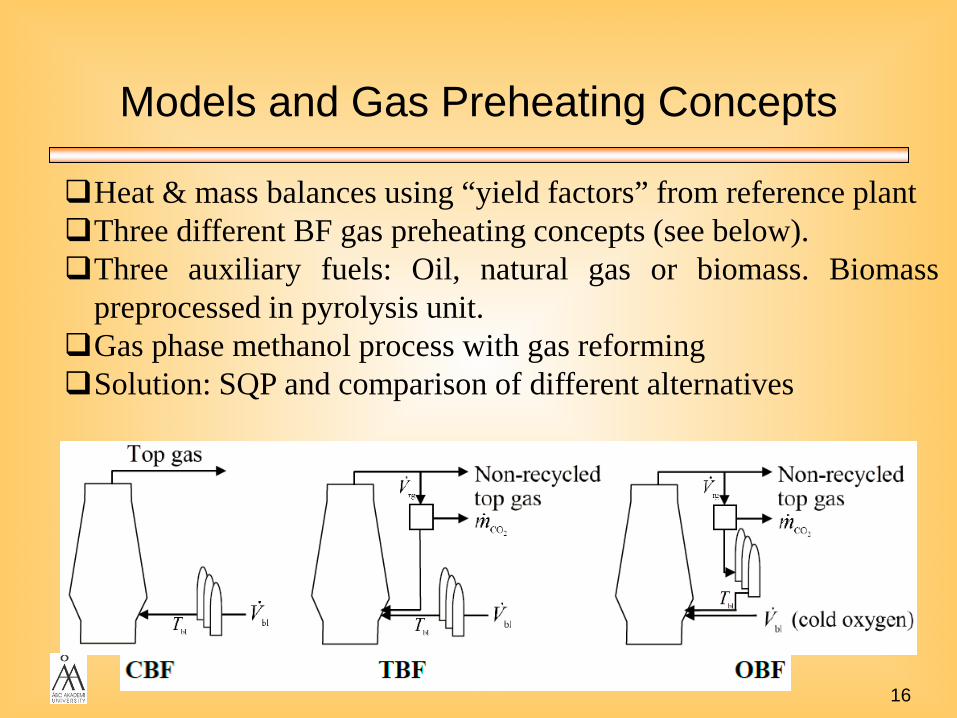
Heat & mass balances using “yield factors” from reference plant Three different BF gas preheating concepts (see below). Three auxiliary fuels: Oil, natural gas or biomass. Biomass
preprocessed in pyrolysis unit. Gas phase methanol process with gas reforming Solution: SQP and comparison of different alternatives
Models and Gas Preheating Concepts

17
Some Results: OBF plant with auxiliary fuels
18
Approach developed together with Prof. Grossmann’s group
Reduced complexity by applying surrogate linear BF model
Increased complexity by evaluating different gas treatment and upgrading alternatives, including ways to handle the CCS problem
MINLP problem solved by Generalized Disjunctive Programming (BARON or DICOPT from GAMS)
Solution provides details about the polygeneration plant as well as its optimal integration with the steel plant
Extended Model

19
Superstructure of Polygeneration System
20
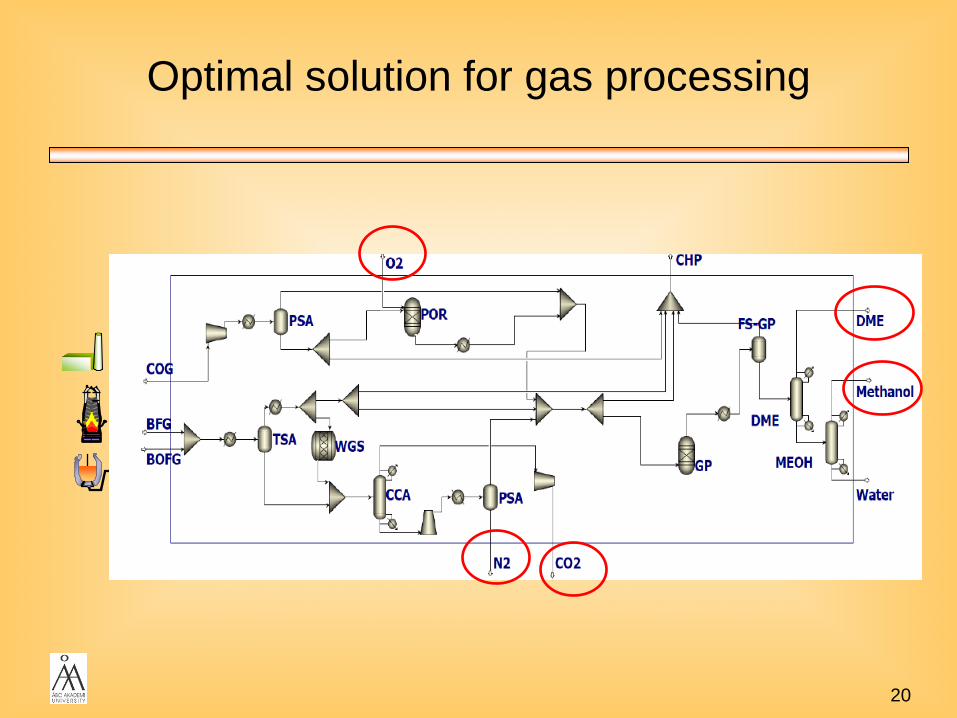
Optimal solution for gas processing

21
Optimal states vs. emission & CCS costs

22
Pareto Frontier: NPV vs. Emissions
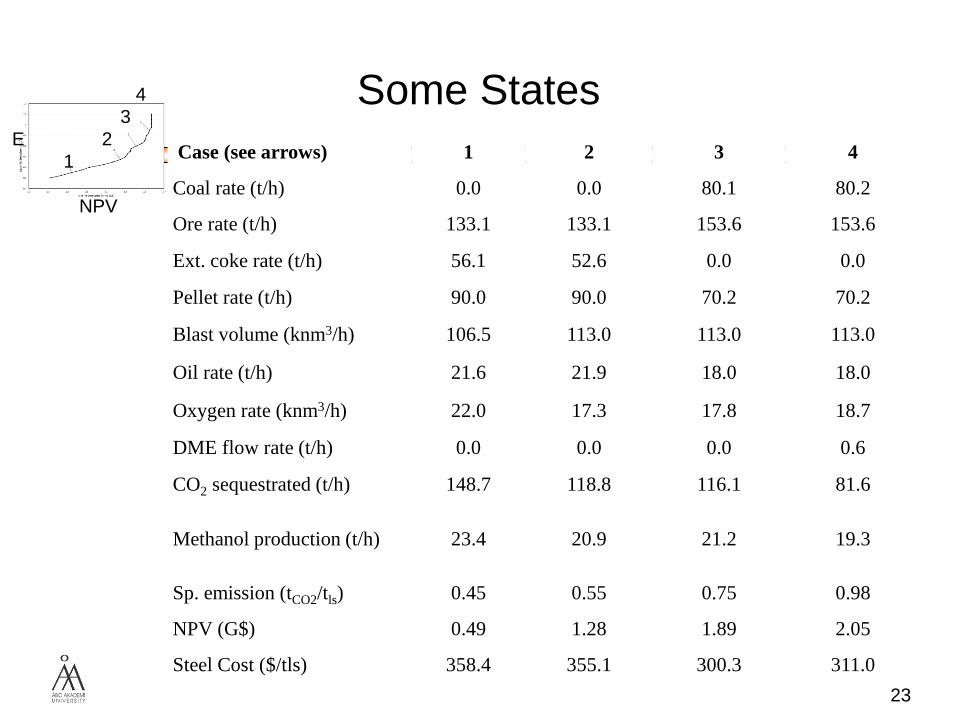
Some States
23
Case (see arrows) 1 2 3 4
Coal rate (t/h) 0.0 0.0 80.1 80.2
Ore rate (t/h) 133.1 133.1 153.6 153.6
Ext. coke rate (t/h) 56.1 52.6 0.0 0.0
Pellet rate (t/h) 90.0 90.0 70.2 70.2
Blast volume (knm3/h) 106.5 113.0 113.0 113.0
Oil rate (t/h) 21.6 21.9 18.0 18.0
Oxygen rate (knm3/h) 22.0 17.3 17.8 18.7
DME flow rate (t/h) 0.0 0.0 0.0 0.6
CO2 sequestrated (t/h) 148.7 118.8 116.1 81.6
Methanol production (t/h) 23.4 20.9 21.2 19.3
Sp. emission (tCO2/tls) 0.45 0.55 0.75 0.98
NPV (G$) 0.49 1.28 1.89 2.05
Steel Cost ($/tls) 358.4 355.1 300.3 311.0
4 3 E 2 1 NPV

Conclusions
A steel plant has been presented as a potential industrial system that could be improved by process integration
The basic operation and units of a steel plan have been reviewed
Two examples of process integration – internally and externally
– have been selected to illustrate some features.
An abundance of alternative PI concepts exist and should be explored in the future
24