Embed Size (px)
Citation preview

Hydrometallurgy 108 (2011) 80–86
Contents lists available at ScienceDirect
Hydrometallurgy
j ourna l homepage: www.e lsev ie r.com/ locate /hydromet
Process for the recovery of cobalt oxalate from spent lithium-ion batteries
Liang Chen, Xincun Tang ⁎, Yang Zhang, Lianxing Li, Zhiwen Zeng, Yi ZhangSchool of Chemistry and Chemical Engineering, Central South University, Changsha 410083, PR China
⁎ Corresponding author. Fax: +86 731 88879616.E-mail address: [email protected] (X. Tang).
0304-386X/$ – see front matter. Crown Copyright © 20doi:10.1016/j.hydromet.2011.02.010
a b s t r a c t
a r t i c l e i n f oArticle history:Received 23 August 2010Received in revised form 19 February 2011Accepted 28 February 2011Available online 5 March 2011
Keywords:Spent lithium-ion batteriesReductive acid leachingSolvent extractionCobalt oxalate recovery
A hydrometallurgical process for the recovery of cobalt oxalate from spent lithium-ion batteries (LIBs) hasbeen developed using alkali leaching followed by reductive acid leaching, solvent extraction and chemicaldeposition of cobalt oxalate. The active cathode powder material was first leached with 5 wt.% NaOH solutionfor the selective removal of aluminum; and the residues were further leached with 4 M H2SO4+10% v/v H2O2
solution. The leaching efficiency of cobalt was 95% and lithium was 96% under optimum conditions of liquid/solid ratio 10:1, leaching time 120 min and a temperature 85 °C. The impurity ions of Fe(III), Cu(II), Mn(II) inthe leach liquor were precipitated by adjusting the pH value. Cobalt(II) was then extracted selectively fromthe purified aqueous phase with saponified P507 (2-ethylhexyl phosphonic acid mono-2-ethylhexyl ester)and chemically deposited as oxalate from the strip liquor with a yield of ~93% and purity N99.9%. This processis simple, environmentally friendly and adequate for the recovery of valuable metals from spent LIBs.
Crown Copyright © 2011 Published by Elsevier B.V. All rights reserved.
1. Introduction
Lithium-ion batteries (LIBs) are dominantly used as electrochem-ical power sources in mobile telephones, personal computers, video-cameras and other modern-life appliances due to their favorablecharacteristics of light weight, high energy density and goodperformance (Ra and Han, 2006; Nan et al., 2005). They are alsolikely to be chosen to provide power for electric automobiles in thefuture. However, the spent LIBs not only contain metal values such asnickel, cobalt, copper, and lithium, but also produce large amounts ofmetal-containing hazardous waste. Therefore, the development ofrecycling technologies for spent LIBs has attracted great attention,both for environmental protection and resource conservation.
At present, LiCoO2 is the most widely-used active cathode materialfor lithium-ion secondary batteries. However, due to the obviousdrawbacks such as high cost and toxicity of cobalt, LiMn2O4 and Li(Mn,Ni,Co)O2 are gradually being used to replace LiCoO2 as alternativecathode materials. This means that the active cathode materials in thespent LIBs contain cobalt, nickel and manganese with variableconcentrations, thus making chemical processes for recovery of thespent LIBs more complex.
In order to efficiently recover the value metals (Co, Ni, Mn and Li),various physical and chemical processes have been reported,involving crushing, dismantling, sieving, acid leaching, solventextraction, chemical precipitation and electrochemistry. Table 1 out-lines some of the main chemical recovery processes studied and
11 Published by Elsevier B.V. All ri
proposed for the spent lithium-ion secondary batteries. According toTable 1, cobalt and lithium are easily leached from spent Li-ionbatteries using HNO3 (Castillo et al., 2002), HCl (Zhang et al., 1998;Contestabile et al., 2001) and H2SO4 (Shin et al., 2005; Swain et al.,2007) as leaching agents; but generally, reducing agents likehydrogen peroxide (H2O2) are required, otherwisemore concentratedacid solutions are necessary to obtain comparative dissolutions. Forthe purification of Co(II) from the leach liquor, the separationmethods such as chemical precipitation and electrolysis wereproposed. However, the important drawback of the above methodsis the low purity of the cobalt compounds. Solvent extraction has beenwidely used for the recovery and separation of metals from the leachliquor. The demand for high purity metals has focused more attentiononto solvent extraction, which appears to meet the requirements forperformance and economics.
Recovery of metals from spent LIBs by leaching followed by solid–liquid separation and solvent extraction using PC-88A (known asP507 in China), D2EHPA, and Cyanex 272 has been reported by severalgroups (Zhang et al., 1998; Swain et al., 2007; Danuza et al., 2006;Dorella and Mansur, 2007). The reported studies have focused mainlyon cobalt and lithium separation or cobalt and nickel separation fromsynthetic solution or cathodic material. In particular, most of theseresearches are not flexible enough to dispose the spent LIBs withdifferent types of cathode materials, especially for Co–Ni–Mn-basedcathode materials.
In the present study, the recovery of all metal components in spentLIBs is accounted for in the hydrometallurgical process, but onlycobalt was considered as an economically recoverable metal.Therefore, experiments focused on the leaching and purification ofcobalt solutions and the selective recovery of cobalt by solventextraction and precipitation.
ghts reserved.

Table 1Chemical process of the recovery technology for the spent lithium-ion secondary batteries.
References Sample Leaching conditions Separating method (reagents)
Castillo et al. (2002) Li Mn Ni (cylindrical spent battery) 2 M HNO3, 80 °C, 2 h Precipitation(NaOH)Zhang et al. (1998) LiCoO2 batteries 4 M HCl, 80 °C, l h SX(PC-88A)Contestabile et al. (2001) LiCoO2 cell(cylindrical 18650 size) 4 M HCl, 80 °C, l h Precipitation(NaOH)Lee and Rhee (2002, 2003) LiCoO2 cell (cylindrical 18650 size) 1 M HNO3+1.7 vol.% H2O2, 75 °C, 1 h Precipitation( Citric acid)Shin et al. (2005) LiCoO2 batteries H2SO4+15 vol.%H2O2, 75 °C, 10 min –
Swain et al. (2007) LiCoO2 batteries 2 M H2SO4+5 vol.% of H2O2, 75 °C, 30 min SX (Cyanex 272)Danuza et al. (2006) NiCd, NiMH and LiCoO2 batteries H2SO4+ H2O2 SX (Cyanex 272)Li et al. (2009a,b) LiCoO2 batteries 1.25 M C6H8O7·H2O+1.0 vol.%H2O2,
90 °C, 30 min–
Dorella and Mansur (2007) LiCoO2 batteries 6 vol.% of H2SO4+ H2O2,65 °C, 1 h Precipitation and SX(NH4OH and Cyanex 272)
Ferreira et al. (2009) LiCoO2 batteries 10 wt.%NaOH,30 °C 1 h and6 vol.% of H2SO4+1 vol.% of H2O2,60 °C, 1 h
Crystallization
Li et al. (2009a,b) NixCoyMnz batteries 6 M HCl+H2O2, 60 °C,2 h Precipitation
81L. Chen et al. / Hydrometallurgy 108 (2011) 80–86
2. Experimental
2.1. Materials and reagents
Spent LIBs used in different mobile phones were collected for thisstudy and were dismantled through a manual procedure describedelsewhere (Dorella and Mansur, 2007) to remove both plastic andsteel shells. Both the anode and cathode films were crushed in therange of 1–5 mm in size and then thermally treated at 150–200 °C for2–3 h. The mixed powder of active anode and cathode materials waseffectively separated from copper and aluminum support substrates(which were recovered here in the metallic form). The dried mixturepowder was finally ground for 30 min to provide a fine powder thatwas screened in sequential sieves with openings ranging from 10 to500 μm.
Aqua regia (3:1 HCl:HNO3 ratio) was used to digest the powder at90 °C and the solutionwas analyzed for the Co, Ni, Mn and Li contents.The metal composition of the mixed powder is presented in Table 2and shows small amounts of nickel andmanganese that are containedin the LiCoO2 cathode material due to the doping used to increase thecapacity of the LIBs.
The extractant P507 (2-ethylhexyl phosphonic acid mono-2-ethylhexyl ester) was saponified by NaOH solution before it wasused. The sulfonated kerosenewas used as the diluent and tri-n-butyl-phosphate was used as the phase modifier.
2.2. Alkaline leaching, roasting and reductive acid leaching withH2SO4+H2O2
The leaching of the active powder materials from Li-ion batterieswas carried out in three steps: firstly, leached with 5% w/v NaOH toselectively dissolve aluminum; then roasted in the temperature range700–800 °Cfor 4–5 h in order to burn off carbon and binder; andfinally leached with H2SO4 and H2O2. After roasting and cooling theactive powder materials were submitted for X-ray diffraction (XRD)and Inductively Coupled Plasma-Atomic Emission Spectroscopy (ICP-AES) for qualitative analysis.
The leaching tests were carried out using a covered 250 ml glassreactor immersed in a bath for temperature control and stirredmechanically at 480 rpm. All solutions were prepared in distilledwater and all reagents were of analytical grade.
Table 2Metal composition of dry powder of Li-ion batteries.
Composition Co Li Al Cu Fe Mn Ni
wt.% 26.77 3.34 5.95 1.24 3.76 1.1 0.34
2.3. Removal of iron, manganese and copper by precipitation
The separation of iron, manganese and copper from the leachsolution was carried out in the glass reactor in two-stages. In the firststage, 100 mL leach solution was adjusted to the appropriate pH valueby adding 10 wt.% NaOH solution and heated to 95 °C for 2 h toprecipitate the main proportion of iron as sodium jarosite. In thesecond stage, manganese was precipitated as MnO2 by addingammonium persulfate solution at a relatively high pH value, whichwas maintained constant by adding dilute NaOH solution. After thatcopper was precipitated as Cu(OH)2 by further addition of 10 wt.%NaOH solution to pH 5.5. The purified solution and precipitate wereseparated by filtration. The content of each metal in the filtrate wasmeasured by ICP-AES.
2.4. Solvent extraction studies
Extraction and stripping tests were carried out at 25±1 °C bycontacting suitable volumes of aqueous and organic solutions in a125 mL separatory funnel by manually shaking for 10 min. The initialpH of the aqueous phase was controlled before equilibration. Theequilibrium pH and metal concentrations in the aqueous phasewere measured after phase separation. The concentration of metalions in the organic phase was calculated from the difference betweenthe metal ion concentration in the aqueous phase before and afterextraction.
2.5. Precipitation of cobalt oxalate
The cobalt was precipitated from the strip liquor of the P507extractant by addition of excess ammonium oxalate. The consumptionof ammonium oxalate was studied. The precipitated cobalt oxalatewas filtered, washed with distilled water and the composition andphase purity of the oxalate particles were characterized by X-raydiffractometry.
2.6. Analysis methods
The concentrations of various metal ions in the solutions were alldetermined by ICP-AES (PS-6, U.S.A.) or atomic absorption spectro-photometry (Model AA320, China). The mass of metal in the organicphase were calculated according to a mass balance. When required,the organic phase analysis was determined by complete stripping ofthe organics with sulfuric acid 2 M and subsequent analysis of theaqueous strip liquors obtained. The pH values of the aqueous solutionswere measured with a pH/mV meter (Model PHS-3C, China). Acomputerized X-ray diffraction equipment (Rigaku, Japan) was usedto identify the spent battery powder. Thermal analyses for the

0 200 400 600 800 1000
50
60
70
80
90
100
Temperature(°)
TG
/%
-6
-4
-2
0
2
4
6
8
DS
C/(
mw
/mg)mass
change: -40.72%
exo
Peak:681.4°C
Fig. 1. Simultaneous TG/DSC curves for battery powder in Ar atmosphere (heating rate:10 °C/min, initial mass: 25 mg).
Table 3Metal composition of powdered materials after calcination.
Composition Co Li Al Cu Fe Mn Ni
wt.% 44.2 5.5 – 2.04 6.23 1.8 0.56
82 L. Chen et al. / Hydrometallurgy 108 (2011) 80–86
alkaline-leached powder were performed using a TG/DSC (NetzschSTA 449C, Germany) thermo-gravimetric analyzer in an argonatmosphere from 0 to 900 °C at a heating rate of 10 °C/min.
3. Results and discussion
3.1. Alkaline leaching and roasting
According to the Table 2, themixture powder contains about 5.95%Al so the battery powder was leached with NaOH to avoid theintroduction of Al3+ in the next separation steps. It was found thatunder optimized conditions 99.9% Al was dissolved after 4 hours using5 wt.% NaOH solution at room temperature and a liquid-to-solid ratioof 10:1.
The particles from crushing and mechanical separation containedfine carbon and organic binder which can cause problems in thefiltration process of the leachate after acid leaching (Shin et al., 2005).In order to determine the best conditions for calcination, the residuewas studied by simultaneous Thermogravimetric and DifferentialScanning Calorimetry (TG/DSC). Fig. 1 shows the TG–DSC curves ofbattery dust in an argon atmosphere at a heating rate of 10 °C/min.The sample slightly loses it's mass before 600 °C and loses massheavily in the temperature range of 600–800 °C. No significant massloss or peak was observed in the DSC curve before 600 °C, while alargemass loss and exothermic DSC peak appeared in the temperaturerange of 700–750 °C.
The removal of the carbon was confirmed by X-ray diffractionanalysis shown in Fig. 2. The difference between the two spectrabefore and after incineration indicates complete elimination of the
0 10 20 30 40 50 60 70 80 90
0
2000
4000
6000
8000
10000
12000
14000
16000
LiCoO 2CCoO
Inte
nsity
( C
PS
)
2-Theta (°C)
a
b
Fig. 2. XRD patterns of (a) dismantled powder materials from a spent LIB, (b) powdermaterials after dismantling and calcination.
carbon powder and the appearance of a small amount of CoO as aconsequence of carbon reduction. The metal composition of pow-dered materials after incineration is shown in Table 3.
3.2. Reductive acid leaching
To obtain the optimized leaching conditions for themixed powder,the following operational variables and levels were performed invarious sulfuric acid and hydrogen peroxide concentration, liquid-to-solid ratio, respectively. All the leaching experiments were carried outfor 2 hours at 85 °C.
Fig. 3 shows a significant effect of the sulfuric acid concentration onthe leaching of the battery powder (10% w/v) together with 10 vol.%H2O2. The extraction of cobalt and lithium increased from 20 to 92% andfrom 43 to 95%, respectively, when the sulfuric acid concentrationincreased from 0.5 to 4 M., but decreased with higher concentrations.
Fig. 4 shows the effect of H2O2 concentration on the leaching ofbattery powder with 4 MH2SO4 indicating that the leaching efficiencyincreased from 50 to 95% for cobalt and 70 to 96% for lithium as theH2O2 concentration increased from0 to 25 vol.%. However, 91% Co and92% Li were leached with 10 vol.% H2O2 and a further increase in H2O2
concentration did not significantly increase the recovery of cobalt andlithium.
The effect of L/S ratio on the leaching yields of battery powder with4 M H2SO4+10 vol.% H2O2 is presented in Fig. 5 which indicates thatthe leaching efficiencies of cobalt and lithium decreases significantlywhen the L/S ratio decreases below 10:1. However, an increase in L/Sratio from 10:1 to 15:1 and 50:1 has little effect on metals extraction.
From the results mentioned above, the best leaching conditionsare [H2SO4]=4 M and [H2O2]=10 vol.%, L/S ratio=10:1 at 85 °C,giving recoveries of 95% Co and 96% Li. The resulting leach solutioncontained, in gL−1, 3.6 Fe, 1.8 Cu ,1.8 Mn , 0.5 Ni, 20.6 Co, 2.5 Li.
3.3. Removal of iron, manganese and copper
It is well known that iron(III) can be easily inclined to hydrolysis tocolloidal iron(III) hydroxide. This product is very difficult to filter out.For the removal of iron from leach solution, three traditionalprecipitation methods: jarosite, goethite and hematite are usually
0 2 4 6 8 10 1210
20
30
40
50
60
70
80
90
100
Leac
hing
effc
ienc
y (%
)
[ H2SO4], M
CoLi
Fig. 3. Effect of sulfuric acid concentration on the leaching of Co and Li from batterypowder ([H2O2]=10 vol.%, L/S ratio=10:1 , T=85 °C and t=2h).

0 5 10 15 20 2540
50
60
70
80
90
100
Leac
hing
effc
ienc
y (%
)
Amount of H2O2 (vol.% )
CoLi
Fig. 4. Effect of hydrogen peroxide concentration on the leaching of Co and Li frombattery powder. ([H2SO4]=4mol/l, L/S ratio=10:1 , T=85 °C and t=2h).
2.0 2.5 3.0 3.5 4.0 4.5 5.080
82
84
86
88
90
92
94
96
98
100
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Dep
ositi
ng e
ffici
ency
(%
)
pH
Mn Co
Fig. 6. Effect of the pH values on the deposition efficiencies of Co and Mn (n(S2O82-):n(Mn2+)=1.4:1,T=80 °C).
83L. Chen et al. / Hydrometallurgy 108 (2011) 80–86
used. In this study, the iron was removed by precipitation in the formof sodium jarosite. The precipitation reaction is:
Fe2ðSO4Þ3 þ 12H2O þ Na2SO4 ¼ Na2Fe6ðSO4Þ4ðOHÞ12 þ 6H2SO4
The optimized condition for this reaction is: terminal pH about3.0~3.5, reaction temperature is 95 °C, and reaction time is 2 h. About99.99% iron can be removed, whilst the loss of cobalt was b1%. Theprecipitate formed in the process was easily filterable.
The manganese in the leach liquor undergoes a selective redoxreaction and is complete removed with an ammonium persulfatereagent through the following reaction:
Mn2þ þ ðNH4Þ2S2O8 þ 2H2O ¼ MnO2 þ ðNH4Þ2SO4 þ H2SO4 þ 2H
þ ð1Þ
During experiments carried out over a fixed time, the principalparameters which governed the oxidation stage were: pH, the molarratio of S2O8
2− to Mn2+ and temperature.Fig. 6 shows a significant effect of the pH value on the deposition
efficiencies of manganese and cobalt with a molar ratio of S2O82− to
Mn2+ of 1.4 at 80 °C. The deposition efficiency of manganeseincreased from 93 to 98.3% and the loss of cobalt increased from 0.2to 2.1% with the increase of pH value from 2.0 to 5.0. Therefore, the pHvalue was set at 4.0 in further precipitation experiments to optimizemanganese recovery whilst limiting the cobalt loss.
Fig. 7 shows the effect of the molar ratio of S2O82− to Mn2+ on the
precipitation of manganese and cobalt with pH of 4 at 80 °C. Theoxidation ofMn2+ rises from 92.5% to 98.5% and the loss of cobalt risesto 1.6% as the molar ratio rises to 1.8. However, varying the tem-
0 10 20 30 40 5050
60
70
80
90
100
Leac
hing
effc
ienc
y (%
)
L/S ratio ( ml/g )
CoLi
Fig. 5. Effect of L/S ratio on the leaching of Co and Li from battery powder ([H2SO4]=4mol/l, [H2O2]=10 vol.%, T=85 °C and t=2h).
perature from 40 to 90 °C has a relatively small effect on manganeseand cobalt precipitation as shown in Fig. 8. The co-precipitation loss ofcobalt did increase rather more above 70 °C, so further studies on theprecipitation of manganese were carried out at 70 °C.
At the end of precipitation of manganese, copper was precipitatedby 10 wt.% sodium hydroxide with the adjustment of pH to 5.5 andover 98.5% Cu was removed.
Based on the above experimental results, the best conditions forthe iron, manganese and copper separation from the leach solutionusing three-stage selective precipitation is: add NaOH to terminal pH3 at 95 °C for 2 h to remove iron; then adjust to pH 4 at 70 °C and add10% (NH4)2S2O8 solution to removemanganese; then adjust the pH to5.5 to remove copper. As a result, 99% iron and manganese and 98.5%copper were removed, and at the same time the loss of cobalt was lessthan 2%. Finally, there was only 0.001 gL−1 Fe, 0.0005 gL−1 Mn and0.003 gL−1 Cu left in the leach solution together with 20 gL−1 Co,0.5 gL−1 Ni, 2.5 gL−1 Li.
3.4. Solvent extraction studies
After the precipitation of Fe3+, Mn2+ and Cu2+ from the leachsolution, the metal values of Co2+, Ni2+ and Li+ still remain in thesolution. Separation of cobalt from nickel and lithium was subse-quently performed by employing solvent extraction with theextractant P507 (Sarangi et al., 1999; Swain et al., 2006). Theextractant was 70% converted to the sodium salt by the addition of
1.0 1.2 1.4 1.6 1.891.5
93.0
94.5
96.0
97.5
99.0
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Dep
ositi
ng e
ffici
ency
(%
)
n( S2O82-) :n( Mn2+)
MnCo
Fig. 7. Effect of molar ratio of S2O82− toMn2+ on the deposition efficiencies of Co andMn
(pH=4, T=80 °C).

40 50 60 70 80 9090
92
94
96
98
100
0.0
0.5
1.0
1.5
2.0
2.5
3.0
MnCoD
epos
iting
effi
cien
cy (
%)
Temperature(°)
Fig. 8. Effect of temperature on the deposition efficiencies of Co and Mn (pH=4, n(S2O82-):n(Mn2+)=1.6:1).
5 10 15 20 25 30
0
10
20
30
40
50
60
70
P507 (vt%)
Ext
ract
ion
(%)
Co LiNi
Fig. 10. Effect of P507 concentration on extraction and separation of Co, Ni and Li at aninitial pH=3.5 and O/A=1.
84 L. Chen et al. / Hydrometallurgy 108 (2011) 80–86
sodium hydroxide. To obtain the optimized conditions for separatingCo2+ from Ni2+ and Li+ with P507, several extraction factors,including equilibrium pH value, extractant concentration and O/Aphase ratio were investigated.
3.4.1. Effect of equilibrium pHThe extraction and separation of cobalt, nickel and lithium from a
mixed sulfate solution were performed using 25 wt.% P507 atdifferent equilibrium pH values with an A/O ratio of 1:1. The effectof the equilibrium pH on the extraction and separation of cobalt fromthe mixed sulfate solution is shown in Fig. 9. As expected for thisreagent, the extraction of cobalt was ahead of nickel and increaseswith increasing equilibrium pH, whereas the extraction of lithiumwasnegligible. The pH50 value for cobalt was about 3.8 whilst the value fornickel was about 5.8.
As shown in Fig. 9, the separation factor for cobalt over lithiumincreased with increasing pH and a maximum separation factor of 42for cobalt over nickel was obtained at equilibrium pH 4.15 whichcorresponds to an initial pH of 3.5 in the aqueous phase. At thisequilibrium pH, only 8% Ni and 8% Li was co-extracted, most likelysome by entrainment. Therefore the initial pH of 3.5 was chosen as theworking pH value.
1 2 3 4 5 6
0
10
20
30
40
50
60
70
80
90
Ext
ract
ion
(%)
equilibrium pH
Co LiNi
0
10
20
30
40
50
60
β
β ( DCo/DLi)β ( DCo/DNi)
Fig. 9. Effect of equilibrium pH on extraction and separation of Co, Ni and Li using 25 wt.%P507 and O/A=1.
3.4.2. Effect of extractant concentrationThe competitive extraction of cobalt, nickel and lithium was
studied with 5–30 wt.% P507 at an initial pH of 3.5 with an A/O ratio of1:1. The results presented in Fig. 10 indicate that as the extractantconcentration increased over this range, the extraction of cobaltincreased from 15% to 64% whilst the extraction nickel and lithiumwas only 0.8% with 5% P507 increasing to about 6% with 30% P507.However, the viscosity of the organic phase also increased with theincreasing concentration of extractant in the organic phase leading toproblems with phase disengagement and entrainment with morethan 30 wt.% P507. Therefore further experiments were carried outusing 25 wt.% P507.
3.4.3. Effect of O/A phase ratioClearly, an increase in O/A ratio will also increase the extraction of
cobalt at an initial pH of 3.5. The results with 25 wt.% P507 presentedin Fig. 11 show that the extraction of cobalt increased from 30% to 99%as the O/A ratio increased from 0.5 to 2; whilst the extraction of nickeland lithium increased from 1% to 11% and from 3% to 16%,respectively. The increase in nickel and lithium extraction wasparticularly significant above an O/A ratio of 1.5 due to poorerphase separation. Therefore to avoid scrubbing problems a maximumO/A ratio was chosen. At this O/A ratio, the loaded organic phasecontained about 18.6 gL−1 Co, 0.065 gL−1 Ni and 0.35 gL−1 Li.
According to the above studies, the optimized condition for theselective solvent extraction of cobalt is an initial aqueous feed pH of3.5, P507 concentration of 25 wt.%, and phase ratio O/A of 1.5. Underthese conditions about 95% Co was extracted with b5% Ni and Li co-
0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2
0
10
20
30
40
50
60
70
80
90
100
CoLi Ni
Organic/Aqueous volume ratio (O/A)
Ext
ract
ion
(%)
Fig. 11. Effect of O/A volume ratio on extraction and separation of Co, Ni and Li at aninitial pH=3.5 and O/A=1.

0.95 1.00 1.05 1.10 1.15 1.20 1.25 1.30 1.3593
94
95
96
97
98
99
100R
ecov
ery
effic
ienc
y (%
)
n(C2O42-) : n(Co2+)
Fig. 12. Effect of the ammonium oxalate concentration on the recovery efficiency ofcobalt with terminal pH 1.5.
spent lithium ion batteries
dismantling of batteries steel crusts
crushing
thermal treatment
screening plastics, Al and Cufoils
leaching with alkalis
calcination
dissolving withH2SO4+H2O2
filtration
separation of Fe, Mn and Cu by chemical precipitation
filtration
separation of Ni and Li by solvent extraction
stripping of Co
chemical depositing with oxalate
CoC2O4
Fig. 14. The flow chart of the recovery of cobalt oxalate from spent lithium-ion batteries.
85L. Chen et al. / Hydrometallurgy 108 (2011) 80–86
extraction. The cobalt in the organic phasewas easily strippedwith a 3MH2SO4 solution at an O:A ratio of 4:1. After the stripping, the organicphase was recycled to the extraction circuit for reuse.
3.5. Recovery of cobalt
Previous work related to the precipitation of cobalt as oxalate hasbeen well documented (Wang and Zhou, 2002). It has also been foundthat acidity influenced the precipitation of cobalt significantly and aterminal pH 1.5 was close to optimum conditions. Therefore, the stripsolution was first neutralized to pH 0.8 by concentrated sodiumhydroxide, and then the cobalt was precipitated as a cobalt oxalateby an addition of an excess of ammonium oxalate until the terminalpH 1.5. Fig. 12 shows the effect of molar ratio of ammonium oxalate toCo2+ on the recovery and deposition of cobalt oxalate and indicatesthe optimum ratio is 1.15:1.0 which precipitated 99% Co. The XRDpattern of cobalt oxalate powder is shown in Fig. 13.
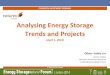
4. Conclusions
A relatively simple hydrometallurgical process has been developedfor the separation and recovery of cobalt from spent lithium-ionbatteries with efficient removal of impurities of Al, Fe, Mn and Cu. Anoverall flow chart is presented in Fig. 14. The process comprises thefollowing steps: [1] battery dismantling to remove steel crusts,crushing and thermal treatment to separate the spent battery powderfrom plastics, Al and Cu foils; [2] selective removal of Al by leachingwith 5% NaOH, calcination for removal of the carbon and organicbinder; [3] dissolution of the powder with 4 M H2SO4+10%v/v H2O2;
10 20 30 40 50 60 70 80
0
50
100
150
200
250
300
Inte
nsity
(C
PS
)
2-Theta (°C)
α -CoC2O
4· 2H
2O
202
400
004
022
115
511
224
602
026
132
Fig. 13. XRD pattern of the cobalt oxalate product.
[4] selective chemical precipitation of iron as sodium jarosite,manganese as MnO2 and copper as Cu(OH)2 from the leach liquorunder controlled pH conditions; [5] selective solvent extractionof cobalt from nickel and lithium with 25 wt.% P507 in kerosene;[6] stripping of cobalt with 3 M H2SO4 and precipitation of cobaltoxalate at pH 1.5 using ammonium oxalate.
Under optimized conditions 96% Li and N95% Co was leached outfrom the spent LIBs and about 99% Fe, Mn and Cu were precipitatedfrom the leach liquor with b2% loss of cobalt. Solvent extractionrecovered 98% Co and removed 97% Ni and Li. The final purity of cobaltoxalate was at least 99%.
Acknowledgment
This work was supported by National Natural Science Foundationof China (No. 20876178).
References
Castillo, S., Ansart, F., Laberty-Robert, C., Portal, J., 2002. Advances in the recovering ofspent lithium battery compounds. Journal of Power Sources 112, 247–254.
Contestabile, M., Panero, S., Scrosati, B., 2001. A laboratory-scale lithium-ion batteryrecycling process. Journal of Power Sources 92, 65–69.
Danuza, P.M., Germano, D., Renata, C.A.E., Marcelo, B.M., 2006. Analysis of ahydrometallurgical route to recover base metals from spent rechargeable batteriesby liquid–liquid extraction with Cyanex 272. Journal of Power Sources 159,1510–1518.

86 L. Chen et al. / Hydrometallurgy 108 (2011) 80–86
Dorella, G., Mansur, M.B., 2007. A study of the separation of cobalt from spent Li-ionbattery residues. Journal of Power Sources 170, 210–215.
Ferreira, D.A., Prados, L.M.Z., Majuste, D., Mansur, M.B., 2009. Hydrometallurgicalseparation of aluminium, cobalt, copper and lithium from spent Li-ion batteries.Journal of Power Sources 187, 238–246.
Lee, C.K., Rhee, K.I., 2002. Preparation of LiCoO2 from spent lithium-ion batteries.Journal of Power Sources 109, 17–21.
Lee, C.K., Rhee, K.I., 2003. Reductive leaching of cathodic active materials from lithiumion battery wastes. Hydrometallurgy 68, 5–10.
Li, J., Li, X., Hu, Q., Wang, Z., Zheng, J., Wu, L., Zhang, L., 2009a. Study of extraction andpurification of Ni, Co and Mn from spent battery material. Hydrometallurgy 99,7–12.
Li, L., Ge, J., Wua, F., Chen, R., Chen, S., Wu, B., 2009b. Recovery of cobalt and lithiumfrom spent lithium ion batteries using organic citric acid as leachant. Journal ofHazardous Materials. doi:10.1016/j.jhazmat.2009.11.026.
Nan, J., Han, D., Zuo, X., 2005. Recovery of metal values from spent lithium-ion batterieswith chemical deposition and solvent extraction. Journal of Power Sources 152,278–284.
Ra, D.I., Han, K.S., 2006. Used lithium ion rechargeable battery recycling using Etoile–Rebatt technology. Journal of Power Sources 163, 284–288.
Sarangi, K., Reddy, B.R., Das, R.P., 1999. Extraction studies of cobalt (II) and nickel (II)from chloride solutions using Na-Cyanex 272. Separation of Co(II)/Ni(II) by thesodium salts of D2EHPA, PC88A and Cyanex 272 and their mixtures. Hydromet-allurgy 52, 253–265.
Shin, S.M., Kim, N.H., Sohn, J.S., Yang, D.H., Kim, Y.H., 2005. Development of a metalrecovery process from Li-ion battery wastes. Hydrometallurgy 79, 172–181.
Swain, B., Jeong, J., Lee, J.C., Lee, G.H., 2006. Separation of cobalt and lithium frommixedsulphate solution using Na-Cyanex 272. Hydrometallurgy 84, 130–138.
Swain, B., Jeong, J., Lee, J.C., Lee, G.H., Sohn, J.S., 2007. Hydrometallurgical process forrecovery of cobalt from waste cathodic active material generated duringmanufacturing of lithium ion batteries. Journal of Power Sources 167, 536–544.
Wang, Y., Zhou, C., 2002. Hydrometallurgical process for recovery of cobalt from zincplant residue. Hydrometallurgy 63, 225–234.
Zhang, P., Yokoyama, T., Itabashi, O., Suzuki, T.M., Inoue, K., 1998. Hydrometallurgicalprocess for recovery of metal values from spent lithium-ion secondary batteries.Hydrometallurgy 47, 259–271.