Embed Size (px)
Citation preview

1
Supporting Information
Principles of Aerosol Jet Printing
Ethan B. Secor*
Sandia National Laboratories, P.O. Box 5800, Albuquerque, NM, USA
KEYWORDS: printed electronics, nanomaterial inks, direct-write printing, fluid mechanics,
aerosol physics
Section 1: Model Details
Definitions for variables (exceptions are noted for specific cases)
𝑑𝑝: 𝑑𝑟𝑜𝑝𝑙𝑒𝑡 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟 𝑅: 𝑟𝑎𝑑𝑖𝑢𝑠 (𝑡𝑢𝑏𝑒) 𝐷: 𝑑𝑖𝑓𝑓𝑢𝑠𝑖𝑜𝑛 𝑐𝑜𝑒𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑡
𝜌𝑝: 𝑑𝑟𝑜𝑝𝑙𝑒𝑡 𝑑𝑒𝑛𝑠𝑖𝑡𝑦 𝐿: 𝑙𝑒𝑛𝑔𝑡ℎ (𝑡𝑢𝑏𝑒) 𝐶𝑐: 𝑠𝑙𝑖𝑝 𝑐𝑜𝑟𝑟𝑒𝑐𝑡𝑖𝑜𝑛 𝑓𝑎𝑐𝑡𝑜𝑟
𝜇: 𝑣𝑖𝑠𝑐𝑜𝑠𝑖𝑡𝑦 (𝑔𝑎𝑠) 𝑓𝑎: 𝑎𝑒𝑟𝑜𝑠𝑜𝑙 𝑓𝑙𝑜𝑤 𝑟𝑎𝑡𝑒 𝑘: 𝐵𝑜𝑙𝑡𝑧𝑚𝑎𝑛𝑛 𝑐𝑜𝑛𝑠𝑡𝑎𝑛𝑡
𝜔: 𝑓𝑟𝑒𝑞𝑢𝑒𝑛𝑐𝑦 𝑓𝑠: 𝑠ℎ𝑒𝑎𝑡ℎ 𝑓𝑙𝑜𝑤 𝑟𝑎𝑡𝑒 𝑡: 𝑡𝑖𝑚𝑒
𝜎: 𝑠𝑢𝑟𝑓𝑎𝑐𝑒 𝑡𝑒𝑛𝑠𝑖𝑜𝑛 𝑓𝑡: 𝑡𝑜𝑡𝑎𝑙 𝑓𝑙𝑜𝑤 𝑟𝑎𝑡𝑒 𝑇: 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑒
𝜂: 𝑣𝑖𝑠𝑐𝑜𝑠𝑖𝑡𝑦 (𝑖𝑛𝑘) 𝑢, 𝑈: 𝑣𝑒𝑙𝑜𝑐𝑖𝑡𝑦 𝜏: 𝑐ℎ𝑎𝑟𝑎𝑐𝑡𝑒𝑟𝑖𝑠𝑡𝑖𝑐 𝑡𝑖𝑚𝑒
𝐷, 𝐷𝑛: 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟 (𝑡𝑢𝑏𝑒, 𝑛𝑜𝑧𝑧𝑙𝑒) 𝑔: 𝑔𝑟𝑎𝑣𝑖𝑡𝑦 𝑎𝑐𝑐. 𝑄: 𝑓𝑙𝑜𝑤 𝑟𝑎𝑡𝑒
𝑅𝑒 =𝜌𝑢𝐷
𝜇 𝑆𝑡 =
𝜌𝑝𝐷𝑝2𝐶𝑐
18𝜇0
𝑈0
𝐷0
𝐶𝑐 = 1 +2𝜆
𝑑[𝐴1 + 𝐴2 ∗ exp (
−𝐴3𝜆
𝑑)]
𝜆 (𝑚𝑒𝑎𝑛 𝑓𝑟𝑒𝑒 𝑝𝑎𝑡ℎ 𝑜𝑓 𝑓𝑙𝑢𝑖𝑑), 𝐴1 = 1.257, 𝐴2 = 0.40, 𝐴3 = 0.55
The carrier gas is assumed to be dry air at STP, and the droplet density is set at 1 g/cm3

2
1A. Droplet generation and evaporation
Atomization
Ultrasonic atomization leads to a narrow particle size distribution in which the number median
diameter is proportional to the capillary wavelength.[1, 2] This is described by
𝑑𝑝 = 𝑐1 (8𝜋𝜎
𝜌𝜔2)
13
𝑤ℎ𝑒𝑟𝑒 𝑐1 = 0.34, 𝑑𝑝 𝑔𝑖𝑣𝑒𝑠 𝑡ℎ𝑒 𝑛𝑢𝑚𝑏𝑒𝑟 𝑚𝑒𝑑𝑖𝑎𝑛 𝑑𝑖𝑎𝑚𝑒𝑡𝑒𝑟
The particle size distribution is modeled as a log-normal distribution consistent with prior
literature,[3] with a width proportional to the median size[4]
𝑓(𝑥) = 1
𝑥𝜎√2𝜋exp [−
(𝑙𝑛(𝑥) − 𝜇)2
2𝜎2] ;
𝑠
𝑥𝑚= 0.25
A Hatch-Choate conversion is used to convert number-weighted to mass-weighted
distribution[5]
𝑑𝑚
𝑑𝑛= exp [3(ln(𝜎𝑔))
2]
Note: for final mass-weighted particle size distributions following evaporation, the initial mass
distribution is used (solute mass distribution), rather than the final mass distribution (solvent mass
distribution)
Evaporation volume loss
Ideal gas behavior is assumed (<1% deviation expected based on van der Waals equation
constants for common solvents), and effects of Kelvin equation are neglected (<1% deviation
expected from Kelvin equation for 1 µm water droplets)
𝑛1
𝑉𝑡=
𝑥1𝑣𝑎
𝑉𝑚,1=
𝑝𝑠𝑎𝑡,1
𝑅𝑇+
𝑛1,𝑙
𝑉𝑡
𝑛2
𝑉𝑡=
(1 − 𝑥1)𝑣𝑎
𝑉𝑚,2 =
𝑝𝑠𝑎𝑡,2
𝑅𝑇+
𝑛2,𝑙
𝑉𝑡
𝑥 𝑖𝑠 𝑚𝑜𝑙𝑒 𝑓𝑟𝑎𝑐𝑡𝑖𝑜𝑛, 𝑉𝑚 𝑖𝑠 𝑚𝑜𝑙𝑎𝑟 𝑣𝑜𝑙𝑢𝑚𝑒, 𝑣𝑎 𝑖𝑠 𝑎𝑒𝑟𝑜𝑠𝑜𝑙 𝑣𝑜𝑙𝑢𝑚𝑒 𝑓𝑟𝑎𝑐𝑡𝑖𝑜𝑛, 𝑉𝑡 𝑖𝑠 𝑡𝑜𝑡𝑎𝑙 𝑣𝑜𝑙𝑢𝑚𝑒

3
𝑓𝑟𝑎𝑐𝑡𝑖𝑜𝑛 𝑟𝑒𝑚𝑎𝑖𝑛𝑖𝑛𝑔 𝑙𝑖𝑞𝑢𝑖𝑑, 𝑦1 = 1 −𝑝𝑠𝑎𝑡,1
𝑅𝑇(
𝑉𝑚,1
𝑥1𝑣𝑎) ; 𝑥1~0.9, 𝑉𝑚~10−4
𝑚3
𝑚𝑜𝑙, 𝑣𝑎~5 ∗ 10−5
1B. Transport Efficiency
Gravitational Settling
Gravitational settling is modeled with a vertical velocity equal to the terminal settling velocity
𝑡𝑒𝑟𝑚𝑖𝑛𝑎𝑙 𝑠𝑒𝑡𝑡𝑙𝑖𝑛𝑔 𝑣𝑒𝑙𝑜𝑐𝑖𝑡𝑦, 𝑢𝑇𝑆 =𝜌𝑝𝑑𝑝
2𝑔𝐶𝑐
18𝜇
The fraction of particles remaining suspended after transport through a horizontal tube of length
L and radius R is given by:[6]
𝐹 =2
𝜋(𝛼𝛽 + sin−1 𝛽 − 2𝛼3𝛽)
𝑤ℎ𝑒𝑟𝑒 𝛼 = (3𝐿𝑢𝑇𝑆
8𝑢𝑎𝑅)
13
; 𝛽 = √1 − 𝛼2; 𝑢𝑎 𝑖𝑠 𝑎𝑣𝑒𝑟𝑎𝑔𝑒 𝑓𝑙𝑜𝑤 𝑣𝑒𝑙𝑜𝑐𝑖𝑡𝑦,𝑄
𝜋𝑅2
Diffusion
Stokes-Einstein relation gives the aerosol diffusion coefficient as a function of droplet diameter
𝐷 =𝑘𝑇𝐶𝑐
3𝜋𝜇𝑑𝑝
The critical radius is calculated assuming particles outside this radius are within a mean square
diffusion displacement from the tube walls:
𝑅 − 𝑟𝑐 = √2𝐷(𝑑𝑝)𝑡(𝑟𝑐, 𝑄, 𝑅)
𝑡(𝑟) =𝐿
𝑢(𝑟)=
𝜋𝐿𝑅4
2𝑄(𝑅2 − 𝑟2) 𝑓𝑜𝑟 𝑙𝑎𝑚𝑖𝑛𝑎𝑟 𝑝𝑖𝑝𝑒 𝑓𝑙𝑜𝑤, 𝑢(𝑟) = 2𝑢𝑎 (1 −
𝑟2
𝑅2) ; 𝑢𝑎 =
𝑄
𝜋𝑅2
𝑇ℎ𝑖𝑠 𝑔𝑖𝑣𝑒𝑠: (𝑅 − 𝑟𝑐)2(𝑅2 − 𝑟𝑐2) = 𝐷(𝑑𝑝)
𝜋𝐿𝑅4
𝑄
𝑆𝑒𝑡𝑡𝑖𝑛𝑔 𝑥𝑐 =𝑟𝑐
𝑅, (1 − 𝑥𝑐)2(1 − 𝑥𝑐
2) =𝜋𝐷(𝑑𝑝)𝐿
𝑄

4
Particles within this critical radius remain suspended, while particles outside are assumed to
impact the walls
𝑓(𝑥𝑐) =∫ 𝐹(𝑥)𝑑𝑥
𝑥𝑐
0
∫ 𝐹(𝑥)𝑑𝑥1
0
=∫ 𝑥(1 − 𝑥2)𝑑𝑥
𝑥𝑐
0
∫ 𝑥(1 − 𝑥2)𝑑𝑥1
0
= 𝑥𝑐2(2 − 𝑥𝑐
2)
𝑤ℎ𝑒𝑟𝑒 𝐹(𝑥) 𝑖𝑠 𝑡ℎ𝑒 𝑓𝑙𝑢𝑥, 𝑝𝑟𝑜𝑝𝑜𝑟𝑡𝑖𝑜𝑛𝑎𝑙 𝑡𝑜 𝑐 ∗ 𝑢(𝑟)
1C. Sheath Gas: Collimation by Volume Displacement
Laminar pipe flow is assumed, with a central core laden with ink droplets and an outer sheath.
This is similar to the analysis by Binder, et al.[7]
𝑓𝑎 = ∫ 𝑢𝑑𝐴 = ∫ 𝑑𝜃2𝜋
0
∫ 𝑟𝑑𝑟 [2𝑢𝑎 (1 −𝑟2
𝑅2)]
𝑅𝑎
0
= 𝜋𝑢𝑎𝑅𝑎2 [2 −
𝑅𝑎2
𝑅2]
𝑓𝑠 = ∫ 𝑑𝜃2𝜋
0
∫ 𝑟𝑑𝑟 [2𝑢𝑎 (1 −𝑟2
𝑅2)]
𝑅
𝑅𝑎
= 𝜋𝑢𝑎 [𝑅2 +𝑅𝑎
4
𝑅2− 2𝑅𝑎
2]
𝑥𝑐 =𝑅𝑎
𝑅 𝑖𝑠 𝑡ℎ𝑒 𝑒𝑓𝑓𝑒𝑐𝑡𝑖𝑣𝑒 𝑓𝑜𝑐𝑢𝑠𝑖𝑛𝑔;
𝑓𝑎
𝑓𝑡=
1
1 +𝑓𝑠
𝑓𝑎
= 𝑥𝑐2(2 − 𝑥𝑐
2)
𝑥𝑐 𝑐𝑎𝑛 𝑏𝑒 𝑠𝑜𝑙𝑣𝑒𝑑 𝑓𝑜𝑟 𝑎𝑠 𝑎 𝑓𝑢𝑛𝑐𝑡𝑖𝑜𝑛 𝑜𝑓 𝐹𝑅 =𝑓𝑠
𝑓𝑎, 𝑡ℎ𝑒 𝑠ℎ𝑒𝑎𝑡ℎ: 𝑎𝑒𝑟𝑜𝑠𝑜𝑙 𝑓𝑙𝑜𝑤 𝑟𝑎𝑡𝑖𝑜
𝑦 = 𝑥2; 𝑦2 − 2𝑦 +1
1 + 𝐹𝑅= 0
𝑠𝑜𝑙𝑢𝑡𝑖𝑜𝑛 𝑓𝑜𝑟 𝑥𝑐 = √1 − √𝐹𝑅
1 + 𝐹𝑅

5
1D. Aerodynamic Focusing
The effectiveness of aerodynamic focusing is dependent on the droplet Stokes number:
𝑆𝑡 = 𝜏𝑈0
𝐷0=
𝜌𝑝𝑑𝑝2𝐶𝑐
18𝜇0
𝑈0
𝐷0
For a typical lens design, a suitable range for the Stokes number is 0.5-1.5 for a contraction in
the aerosol beam; a Stokes number >2 leads to over-focusing in many cases, while low St is not
effectively focused (small droplets with little inertia remain on flow streamlines).[8, 9] For a
slowly converging conical nozzle, the target Stokes number varies with the taper angle. For the
low taper angle present in typical Nanojet nozzles, a target Stokes number is estimated to be ~4
based on the work of de la Mora, et al.[10] The modified ‘box plots’ describing the target droplet
size shown in Figures 4b, 6c-d, and S2 indicate St = 0.4, 2.0, 4.0, 6.0, and 8.0. Due to the lack of
simple analytical models, numerical modeling of aerodynamic focusing for relevant geometries is
warranted.
1E. Impaction
The model for impaction is based on 2D cylindrical stagnation flow, following Flagan and
Seinfeld (Chapter 5)[11]
𝑟∗ = 𝑟0∗ ∗ exp[−𝑝] ∗ {cosh(𝑝𝑞) +
1
𝑞sinh(𝑝𝑞)}
𝑟𝑒𝑎𝑙 𝑠𝑜𝑙𝑢𝑡𝑖𝑜𝑛 (𝑛𝑜 𝑖𝑚𝑝𝑎𝑐𝑡𝑖𝑜𝑛, 𝑆𝑡 ≤1
16) 𝑎𝑛𝑑 𝑖𝑚𝑎𝑔𝑖𝑛𝑎𝑟𝑦 𝑠𝑜𝑙𝑢𝑡𝑖𝑜𝑛 (𝑖𝑚𝑝𝑎𝑐𝑡𝑖𝑜𝑛, 𝑆𝑡 ≥
1
16):
𝑟𝑒𝑎𝑙: 𝑧∗ =1
2(1 − 𝑣𝑡
∗) exp[−𝑝] cosh(𝑝𝑞′) +1
2𝑞′(
1 + 𝑞′2
2− 𝑣𝑡
∗) exp[−𝑝] sinh(𝑝𝑞′) +𝑣𝑡
∗
2
𝑖𝑚𝑎𝑔: 𝑧∗ =1
2(1 − 𝑣𝑡
∗) exp[−𝑝] cos(𝑝𝑞′′) +1
2𝑞′′(
1 − 𝑞′′2
2− 𝑣𝑡
∗) exp[−𝑝] sinh(𝑝𝑞′′) +𝑣𝑡
∗
2

6
𝑝 =𝑡∗
4𝑆𝑡; 𝑞 = (1 + 8𝑆𝑡)
12; 𝑞′ = (1 − 16𝑆𝑡)
12; 𝑞" = (16𝑆𝑡 − 1)
12 ; 𝑆𝑡 =
𝜏𝑢∞
𝐷
1F. Sheath-Induced Drying
To explore the effect of sheath-induced drying, a simplified case of coupled diffusion and
evaporation is considered. This is primarily to demonstrate that this effect is expected, and not to
provide a quantitatively accurate solution. Because this effect is strongly dependent on the ink
characteristics, and thus not general, a more thorough investigation is reserved for future work.
Droplet evaporation is modeled following Ravindran and Davis.[12] For simplicity, the droplets
are assumed to have only nonvolatile solvent remaining, and estimated parameters for tetralin are
used for this. In addition, a uniform initial droplet diameter of 2.0 μm is considered (prior to loss
of volatile solvent). The solvent vapor is treated as an ideal gas (correction of <1% expected based
on typical van der Waals constants). The droplet surface temperature is assumed to be constant,
with a surface temperature depression caused by evaporative cooling.[13] Cylindrical geometry is
considered, and diffusion along the axis is neglected. Because the purpose of this exercise is
primarily to gauge the different timescales of evaporation and diffusion, such approximations can
be justified.
(𝜕𝑐
𝜕𝑡)
𝑑𝑖𝑓𝑓= 𝐷 [
𝜕2𝑐
𝜕𝑟2+
1
𝑟
𝜕𝑐
𝜕𝑟] ; (
𝜕𝑐
𝜕𝑡)
𝑒𝑣𝑎𝑝= 3𝐷𝑣𝑎
𝑎
𝑎03 (1 − 𝑐) 𝑖𝑓 𝑐𝑙𝑖𝑞 > 0
(𝜕𝑐
𝜕𝑡)
𝑡𝑜𝑡𝑎𝑙= (
𝜕𝑐
𝜕𝑡)
𝑑𝑖𝑓𝑓+ (
𝜕𝑐
𝜕𝑡)
𝑒𝑣𝑎𝑝
𝑐: 𝑣𝑎𝑝𝑜𝑟 𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑡𝑖𝑜𝑛 𝑛𝑜𝑟𝑚𝑎𝑙𝑖𝑧𝑒𝑑 𝑡𝑜 𝑡ℎ𝑒 𝑠𝑎𝑡𝑢𝑟𝑎𝑡𝑖𝑜𝑛 𝑣𝑎𝑝𝑜𝑟 𝑝𝑟𝑒𝑠𝑠𝑢𝑟𝑒
𝑎: 𝑑𝑟𝑜𝑝𝑙𝑒𝑡 𝑟𝑎𝑑𝑖𝑢𝑠; 𝑣𝑎: 𝑎𝑒𝑟𝑜𝑠𝑜𝑙 𝑣𝑜𝑙𝑢𝑚𝑒 𝑓𝑟𝑎𝑐𝑡𝑖𝑜𝑛; 𝐷: 𝑣𝑎𝑝𝑜𝑟 𝑑𝑖𝑓𝑓𝑢𝑠𝑖𝑜𝑛 𝑐𝑜𝑛𝑠𝑡𝑎𝑛𝑡
Simple finite difference calculations are run using estimates of the printhead flow cell geometry
(Section 2C). The timescale is normalized to the average transit time based on the flow rate and
geometry.

7
𝑅 = 2.5 𝑚𝑚; 𝐿 = 10 𝑚𝑚; 𝑣𝑎 = 10−4; 𝑓𝑎 = 10 𝑠𝑐𝑐𝑚; 𝑓𝑠 = 50 𝑠𝑐𝑐𝑚
1G. Limiting cases
Pressure in deposition nozzle:
The pressure drop in the nozzle can be described as:[14] 𝑝0 − 𝑝𝑎𝑡𝑚 = 𝑎1
2𝜌𝑢𝑎
2
where a is the dimensionless pressure drop (~2.8 for the sheath pressure, experimentally)
𝑝0 − 𝑝𝑎𝑡𝑚 ∝ 𝑢𝑎2 𝑤ℎ𝑒𝑟𝑒 𝑢𝑎 =
4𝑄
𝜋𝐷2, 𝑠𝑜 𝑝0 − 𝑝𝑎𝑡𝑚 ∝
𝑄2
𝐷4
Jet Reynold’s number:
A jet Reynold’s number >2000 could lead to turbulence,[15] while jets in the transition zone
could be sensitive to defects and contamination in the deposition nozzle
𝑅𝑒 = 𝜌𝑢𝑎𝐷
𝜇=
4𝜌𝑄
𝜋𝜇𝐷∝
𝑄
𝐷
Flow Entry Length in Nozzle:
At high flow rates, the flow profile in the deposition nozzle is unlikely to be fully developed.
The entry length for fully developed laminar flow in a pipe is proportional to Q and is given by
𝐿ℎ = 0.05𝑅𝑒𝐷 =0.2
𝜋(
𝜌
𝜇) 𝑄~422𝑄 𝑜𝑟 7 ∗ 10−5 ∗ 𝑄𝑠𝑐𝑐𝑚 (𝑚)
𝑐𝑜𝑛𝑠𝑖𝑑𝑒𝑟𝑖𝑛𝑔 𝑡ℎ𝑒 𝑡𝑜𝑡𝑎𝑙 𝑙𝑒𝑛𝑔𝑡ℎ 𝑜𝑓 𝑡ℎ𝑒 𝑑𝑒𝑝𝑜𝑠𝑖𝑡𝑖𝑜𝑛 𝑡𝑖𝑝 𝑡𝑜 𝑏𝑒 ~8 𝑚𝑚, 𝑄𝑐~114 𝑠𝑐𝑐𝑚
𝑑𝑒𝑣𝑖𝑎𝑡𝑖𝑜𝑛 𝑒𝑥𝑝𝑒𝑐𝑡𝑒𝑑 𝑓𝑜𝑟 𝑐𝑜𝑛𝑖𝑐𝑎𝑙 𝑡𝑖𝑝, 𝑏𝑢𝑡 𝑠𝑐𝑎𝑙𝑖𝑛𝑔 𝑏𝑒ℎ𝑎𝑣𝑖𝑜𝑟 𝑚𝑎𝑦 𝑏𝑒 𝑐𝑜𝑚𝑝𝑎𝑟𝑎𝑏𝑙𝑒
Particle Stokes number:
Over-focusing in the aerodynamic lens would lead to poorer resolution for large particles (St>2
for a thin-plate lens). However, due to the gradually converging geometry of the exit nozzle, this
effect does not appear to be a primary concern. A lower limit to the Stokes number is established
by impaction, and this scales with the relevant parameters as:

8
𝑆𝑡 = 𝜌𝑝𝑑𝑝
2𝐶𝑐
18𝜇0
𝑈0
𝐷0=
𝜌𝑝𝑑𝑝2𝐶𝑐
18𝜇0
4𝑄
𝜋𝐷3∝
𝑄
𝐷3
Section 2: Supplemental Calculations
2A. Effect of printer design on transport loss
Settling losses occur during horizontal transport, while diffusion losses occur along the entire
length of the mist tube. To approximate the Nanojet and Optomec systems, the following
geometric parameters were used:
𝑁𝑎𝑛𝑜𝑗𝑒𝑡: 𝑅𝐻 = 3 𝑚𝑚, 𝐿𝐻 = 20 𝑚𝑚, 𝐿𝑇 = 100 𝑚𝑚
𝑂𝑝𝑡𝑜𝑚𝑒𝑐: 𝑅𝐻 = 1 𝑚𝑚, 𝐿𝐻 = 200 𝑚𝑚, 𝐿𝑇 = 500 𝑚𝑚
Calculations for these two cases are shown in Figure S1.
Figure S1. Printer design effects on transport losses and particle size. (a-c) Calculations assuming
Nanojet geometry of (a) transport efficiency for a distribution of droplet sizes, (b) survival
probability for a discrete droplet size based on diffusion alone, and (c) survival probability
accounting for both diffusion and gravitational settling. (d-f) Corresponding calculations for the
approximate Optomec geometry.

9
It is clear that the Nanojet geometry offers a larger particle size window at a given flow rate.
This allows low aerosol flow rates to be used, which leads to lower pressure for a given nozzle
diameter and sheath flow. In addition, for small droplets the transport efficiency is less sensitive
to the aerosol flow rate. Larger droplets, and a higher aerosol density transported through the mist
tube, reduce droplet evaporation and affect the particle size distribution for downstream focusing
and impaction.
2B. Additional Focusing Calculations
The baseline resolution based on volume displacement from the sheath gas is shown in Figure
S2a-b. It is evident that the flow ratio has a strong effect at low flow ratio, but offers diminishing
returns as it is increased. Thus, moving to smaller diameter deposition nozzles is required for very
fine resolution. Calculations of target droplet diameter for aerodynamic focusing as a function of
flow rate are shown for the four nozzle sizes experimentally used with the Nanojet in Figure S2c-
f. The modified ‘box plots’ shown in blue indicate St = 0.4, 2.0, 4.0, 6.0, and 8.0. Lower St will
not be effectively focused by the nozzle, while higher St could lead to over-focusing. The black
box plot on the right shows an example particle size distribution (5th, 25th, 50th, 75th, and 95th
percentiles, weighted by mass) to illustrate overlap with the target range.

10
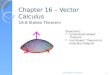
Figure S2. Additional calculations for focusing. (a) Schematic illustrations of the baseline
focusing based on volume displacement, with the aerosol gas shown in blue and the sheath gas
shown in red, before and after merging (height indicates the velocity profile, proportional to flux).
(b) Baseline resolution estimate as a function of flow ratio for various diameter deposition nozzles.
(c-f) Target droplet size for aerodynamic lensing for different lens diameters, showing St = 0.4,
2.0, 4.0, 6.0, and 8.0 in the blue ‘box plots.’ The black box plot shows an example particle size
distribution (5th, 25th, 50th, 75th, and 95th percentiles by mass).

11
2C. Sheath Effects on Deposition Rate
For high total flow rates and small nozzles, the pressure in the deposition tip becomes non-
negligible. As a result, the actual aerosol flow rate deviates from the set rate (in sccm) to overcome
this pressure. This results in a reduction in deposition rate as the sheath flow is increased for a
given aerosol flow rate. The pressure in the deposition nozzle scales with the square of the average
velocity through the tip:
∆𝑃 = 𝑎 ∗1
2𝜌𝑣2; 𝑣 =
4𝑄
𝜋𝐷2
The pressure upstream in the aerosol flow must overcome this extra pressure
𝑃𝑎𝑐𝑡 = 𝑃𝑎𝑡𝑚 + ∆𝑃
𝑃𝑎𝑐𝑡
𝑃𝑎𝑡𝑚= 1 +
∆𝑃
𝑃𝑎𝑡𝑚= 1 + 𝑃∗ = 1 + 𝑎 ∗
1
2
𝜌
𝑃𝑎𝑡𝑚
16
𝜋2
𝑄𝑎𝑡𝑚2
𝐷4
𝑄𝑎,𝑎𝑐𝑡 =1
1 + 𝑃∗𝑄𝑎,𝑎𝑡𝑚 =
𝑄𝑎,𝑎𝑡𝑚
1 + 𝑎 ∗𝜌
𝑃𝑎𝑡𝑚
8𝜋2
𝑄𝑡,𝑎𝑡𝑚2
𝐷4
This describes how the actual aerosol flow rate deviates from the set flow rate, as a function of
total flow and deposition nozzle diameter. The deposition rate is nonlinear with actual flow rate,
particularly at low deposition rates common for printer operation. Therefore, the drop in deposition
rate due to increased pressure will not be directly proportional to the drop in aerosol flow rate, and
is coupled with transport loss effects (gravitational settling and diffusion loss). Figure S3a-d
addresses this problem for two different cases representing the Nanojet and Optomec systems. This
effect of pressure build-up explains some of the pinch-off in deposition due to increased sheath
flow. Additional effects, such as increased ink drying upon contact with the sheath gas, are
explored further below.

12
Figure S3. Effects of sheath gas flow on deposition rate. (a) Deposition rate as a function of aerosol
flow rate, with lines marking a baseline aerosol flow rate of 8 sccm and the actual flow rate given
sheath flow rates of 40, 80, 120, 160, and 200 sccm (nozzle diameter of 200 µm, droplet median
diameter of 2.3 µm). (b) Expected change in deposition rate as a function of sheath flow rate
resulting from pressure pinching off the aerosol flow. (c-d) Corresponding plots assuming typical
geometry for the Optomec system. The aerosol flow pressure is assumed to be greater than the
sheath gas pressure by a factor of 2 in both cases. (e) Reduction in deposition rate at low sheath
flow rate (aerosol flow of 7 sccm, nozzle diameter of 335 µm) due to impaction effects. Black

13
points show experimental thickness, while blue show nominal thickness calculated from the
impaction model (median drop diameter of 1.25 µm). (f) Effect of sheath gas flow on thickness,
with a gradual decrease in deposition rate at high sheath flow (pressure effects, sheath gas-induced
drying coupled with impaction effects). Under these conditions, pressure effects are minimal, such
that the amount of material leaving the printer nozzle is approximately constant. The decrease in
thickness at low and high sheath flow rates suggests material is deposited far from the print area
or becomes airborne due to impaction effects (low sheath flow rate) or sheath gas-induced drying
(high sheath flow rate).
An additional effect of sheath flow on deposition rate occurs at very low sheath flow rates, and
arises from the impaction process. During impaction, the focusing efficiency as a function of
droplet diameter asymptotes, with smaller droplets not impacting the surface. This results in a
decrease in deposition rate at low particle Stokes number. This can occur in practice for large
diameter nozzles, low total flow rate, and small droplets, and is observed experimentally (Figure
S3e-f). Importantly, drying of the outer aerosol stream upon contact with the dry sheath gas will
exacerbate this effect by reducing the droplet Stokes number around the periphery of the aerosol
stream where impaction effects leading to overspray and reduced deposition are most prevalent.
As mentioned above, the effect of sheath gas drying the aerosol stream is important to consider
in examining the resolution and deposition rate. This is explored using a simplified model
accounting for vapor diffusion and droplet evaporation (Section 1F, Figure S4). Upon contact with
the dry sheath gas, solvent vapor from the aerosol stream diffuses radially, reducing the local
solvent vapor partial pressure. This induces further evaporation of the ink droplets. Due to the
small nature of the droplets, with a modest under-saturation droplet evaporation nearly matches

14
diffusion. Because of this, in a wide-channel geometry aerosol droplets around the periphery of
the aerosol stream can be dried completely before aerosol droplets near the axis dry substantially.
In short, the droplet size distribution becomes strongly bimodal and radially dependent, with
aerosol droplets inside a critical radius largely preserved, while aerosol droplets outside this radius
are dried. Because this effect depends strongly on the solvent composition of the ink, several
examples are included here to demonstrate that this physical mechanism is expected, with a more
thorough evaluation reserved for future work. There are two broad regimes related to this effect.
At low focusing ratio and/or assuming a wet ink (high content of low volatility solvent), the sheath
gas can become nearly saturated. In other cases, a higher sheath gas flow rate increases the rate of
droplet evaporation while also increasing the flow velocity, thus reducing the timescale over which
diffusion can occur. Because the droplets around the periphery are dry, they are not expected to
impact the surface, resulting in a reduced deposition rate and improved realized resolution. This
effect can help explain the deviation in resolution from the baseline estimate in cases where a fairly
dry ink is used (Figure 5e, Figure S5a). In practice, the reduced utilization of the ink and the
substantial generation of airborne particulate species due to this effect are undesirable, motivating
a more thorough investigation. Importantly, the enhanced resolution due to this effect could in
many circumstances be mistaken for improved aerodynamic focusing.
This effect is strongly related to the geometry of the printhead. With a narrower tube, diffusion
effects are enhanced relative to evaporation, and a depressed vapor pressure (inducing evaporation)
is expected across the entire width of the aerosol flow stream. This is likely a more realistic case
for the Optomec printhead geometry, in which mixing of the aerosol and sheath flows occurs very
close to the print nozzle.

15
Figure S4. Sheath flow-induced drying of the aerosol beam. (a-c) Case for an ink with 25% low-
volatility cosolvent, showing (a) normalized aerosol liquid concentration, (b) vapor concentration,
and (c) drop size profiles with radial and temporal variation due to the sheath gas flow. Red lines
indicate initial conditions on merging, with evolution over time to blue profiles (time units
normalized to average residence time in the chamber). (d-f) Corresponding plots assuming a lower
concentration of nonvolatile solvent (12.5%), leading to increased drying and a more collimated
active aerosol stream. (g-i) Corresponding plots for the ink in (d-f) with a longer, narrower
geometry for which diffusion effects are more pronounced. For simplicity, calculations are done
treating only the low volatility solvent, and assuming a uniform initial droplet diameter of 2 μm.

16
2D. Nonidealities in Resolution
Several nonidealities in resolution were discussed previously, and experimental support is
provided here. At high flow rates, poor resolution is observed deviating from the baseline estimate
(Figure S5a). This is likely due to incomplete development of a laminar flow profile in the
deposition nozzle. To first order, this effect should be independent of the nozzle diameter, but
depend on the length. This is experimentally observed. Nozzles with diameters from 160-335 µm
but similar geometry (length, shape) exhibit an onset of this behavior at a similar flow rate. Longer
tapered nozzles (250 µm diameter) exhibit this effect only at higher flow rates, providing support
for this explanation.
An additional source of nonideality arises when the ink is deposited too wet, and spreading
occurs following the initial impact (Figure S5b). This is sensitive to the ink formulation, including
viscosity upon impact. In practice, this is limited by the deposition rate normalized to print speed,
and thus a lower deposition rate or higher print speed can mitigate undesirable effects.
Figure S5. Nonidealities in printing. (a) Resolution error (actual resolution/baseline estimate)
plotted as a function of total flow rate for four different deposition nozzles. With the 335, 233,
and 160 µm nozzles, deviation above 1.0 is observed at high flow rates above ~100 sccm. The
250 µm nozzle is longer, and has a similar deviation at a higher onset flow rate. This error could
be related to flow profile in the deposition nozzle not being fully developed. (b) Deviation from

17
expected resolution at high deposition rate (normalized to print speed) resulting from spreading
of the fluid following deposition.
2E. Printing Stability
Several long-duration (3 hr) printing runs were performed to assess the stability and consistency
of printing. During these tests, a line array was continuously printed over 3 hours. The line
resolution was determined as a measure of the drift over time, with results summarized in Figure
S6. Some drift towards drier deposition was observed, leading to a slight change in the line
resolution. This is likely a result of drift in the ink composition, as solvent evaporation occurs
within the cartridge, altering the atomization properties. Efforts to mitigate this, such as pre-
saturation of the carrier gas with solvent vapor, constitute a future research effort.
Figure S6. Extended duration aerosol jet printing. (a-b) Line arrays printed at 2 mm/s with a 233
and 160 µm nozzle, respectively. (c) Large-area image of line array printed with a 160 µm nozzle.
(d) Line resolution as a function of printing time, showing a slight decrease in line width over time,
likely due to drift towards drier deposition.

18
REFERENCES
[1] Lang R J 1962 J. Acoust. Soc. Am. 34 6
[2] Peskin R L and Raco R J 1963 J. Acoust. Soc. Am. 35 1378
[3] Rodes C, Smith T, Crouse R and Ramachandran G 1990 Aerosol Sci. Technol. 13 220
[4] Donnelly T D, Hogan J, Mugler A, Schubmehl M, Schommer N, Bernoff A J, Dasnurkar
S and Ditmire T 2005 Rev. Sci. Instrum. 76 113301
[5] Heintzenberg J 1994 Aerosol Sci. Technol. 21 46
[6] Thomas J W 1958 JAPCA J. Air. Waste. Ma. 8 32
[7] Binder S, Glatthaar M and Rädlein E 2014 Aerosol Sci. Technol. 48 924
[8] Liu P, Ziemann P J, Kittelson D B and McMurry P H 1995 Aerosol Sci. Technol. 22 314
[9] Liu P, Ziemann P J, Kittelson D B and McMurry P H 1995 Aerosol Sci. Technol. 22 293
[10] De La Mora J F and Riesco-Chueca P 2006 J. Fluid Mech. 195 1
[11] Flagan R C and Seinfeld J H 1988 Fundamentals of Air Pollution Engineering,
(Englewood Cliffs, New Jersey: Prenice-Hall, Inc.)
[12] Ravindran P and Davis E J 1982 J. Colloid Interface Sci. 85 278
[13] Widmann J F and Davis E J 1997 Aerosol Sci. Technol. 27 243
[14] Martanto W, Baisch S M, Costner E A, Prausnitz M R and Smith M K 2005 AlChE J. 51
1599
[15] Koller-Milojevic D and Schneider W 1993 Fluid Dyn. Res. 12 307