Embed Size (px)
Citation preview
M. Jahoda
Safety Engineering-Pressure Systems-
2Introduction
Pressure Systems
Examples of pressure systems include:
• steam boilers and steam heating systems
• pressurised process plant and piping
• compressed air systems
• refrigeration systems
means a system comprising one or more pressure vessels of rigid construction, any associated piping and protective devices and pressure accessories which contains or is liable to contain a relevant fluid
Source: http://knw-series.com
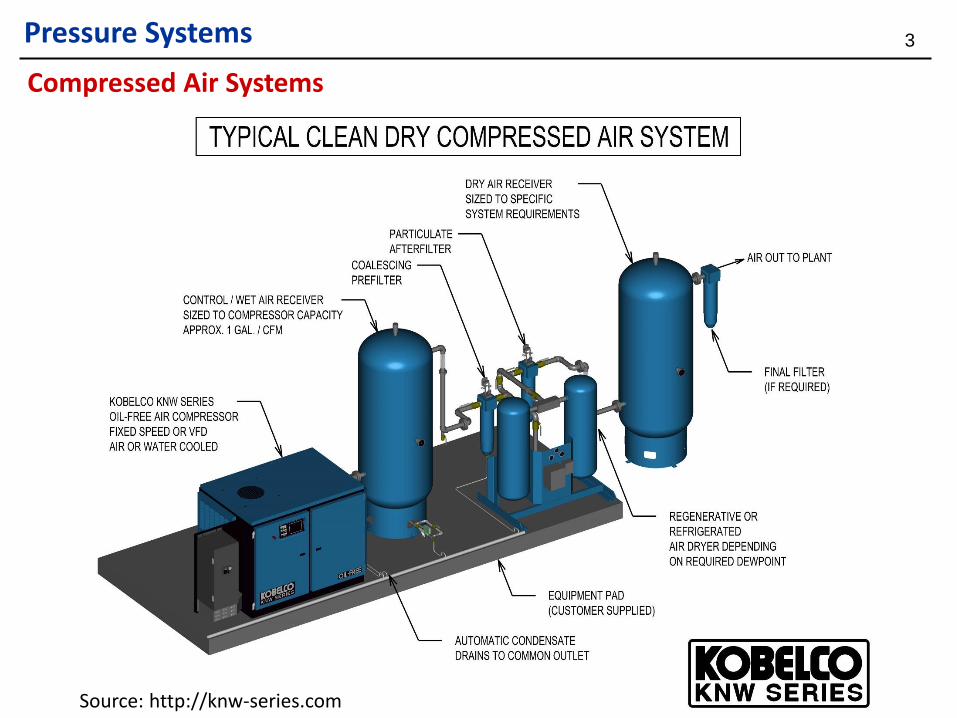
3Pressure Systems
Compressed Air Systems
Source: http://knw-series.com
4
Causes of Faliur
Pressure Systems
• Faulty Design
• Operator error or poor maintenance
• Operation above max allowable working pressures
• Change of service condition
• Over temperature
• Safety valve
• Improper installation
• Corrosion
• Cracking
• Welding problems
• Erosion
• Stress
Ladokun T et al., Accidents in Pressure Vessels: Hazard Awareness, Proc. of the World Congress on Engineering 2010
5
Causes of Faliure
Pressure Systems
• Improper selection of materials or defects
• Low water condition
• Improper repair of leakage
• Burner failure
• Improper installation
• Fabrication error
• Over pressurisation
• Failure to inspect frequently enough
• Erosion
• Unsafe modifications or alteration
• Unknown or under investigation
Ladokun T et al., Accidents in Pressure Vessels: Hazard Awareness, Proc. of the World Congress on Engineering 2010
6
Hazard Awareness
Pressure Systems
• Blast Effects
• Fragmentation damage
• Suffocation
• Poisoning
• Fire Explosion - leakage of fuel or gas
• BLEVE
• Chemical burn
• Thermal burns
• Loss of lives and property
• Permanent injuries or disabilities on affected people
• Loss of earning/income
Ladokun T et al., Accidents in Pressure Vessels: Hazard Awareness, Proc. of the World Congress on Engineering 2010
7
Hazard Awareness - BLEVE
Pressure Systems
• Boiling Liquid Expanding Vapor Explosion
This is a type of explosion that can occur when a vessel containing a pressurizedliquid is ruptured. Such explosions can be extremely hazardous.
A BLEVE results from the rupture of a vessel containing a liquid substantiallyabove its atmospheric boiling point. The substance is stored partly in liquidform, with a gaseous vapor above the liquid filling the remainder of thecontainer.
https://www.youtube.com/watch?v=UM0jtD_OWLU
8
Safety Approach
Pressure Systems
There are standards and codes laid down by approved regulatorybodies for the design, construction, welding, testing, marking,operation, inspection, and repair of any pressure systems, whichprovides fundamental safeguards and good safety practices. Thestandards and codes vary from country to country.
Ladokun T et al., Accidents in Pressure Vessels: Hazard Awareness, Proc. of the World Congress on Engineering 2010
The commonly used codes are:
• ASME Boilers and Pressure Vessel Codes (codes and standards, since 1914)
• API Standards (The American Petroleum Institute, since 1924)
• PD5500 (Specification for unfired, fusion welded pressure vessels), UK
• British Standards
• European Codes and Standards
• Other International Codes
9Pressure Systems
Regulations for design, construction and safe operating limits
The pressure system should be manufactured from materials suitable for thesubstances it will contain.
The supplier of the equipment should be able to demonstrate that it complieswith the relevant European Directives and standards.
The adequate design, installation and maintenance of pressure systems includesmeasures to protect against vacuum in situations where vacuum can occur.
It is good practice to have a preventive maintenance programme andmaintenance file for the system as a whole and for some systems where there isthe potential for serious injury or damage, they are a necessity.
10Pressure Systems
Regulations for design, construction and safe operating limits
It is not operated or allowed to be operated beyond its safe operating limitsexcept for testing purposes as specified by, and under the direction of, acompetent person. The only reason a system should be operated above the safeoperating limits is for the purposes of testing under specialist supervision.
It is provided with adequate and appropriate protective devices, and any suchdevice designed to release contents shall do so safely.
A person who installs pressure equipment or a pressure system at a place ofwork shall ensure that it is installed so that it may be used safely, without risk tohealth or impairing the operation of any protective device or inspection facility.
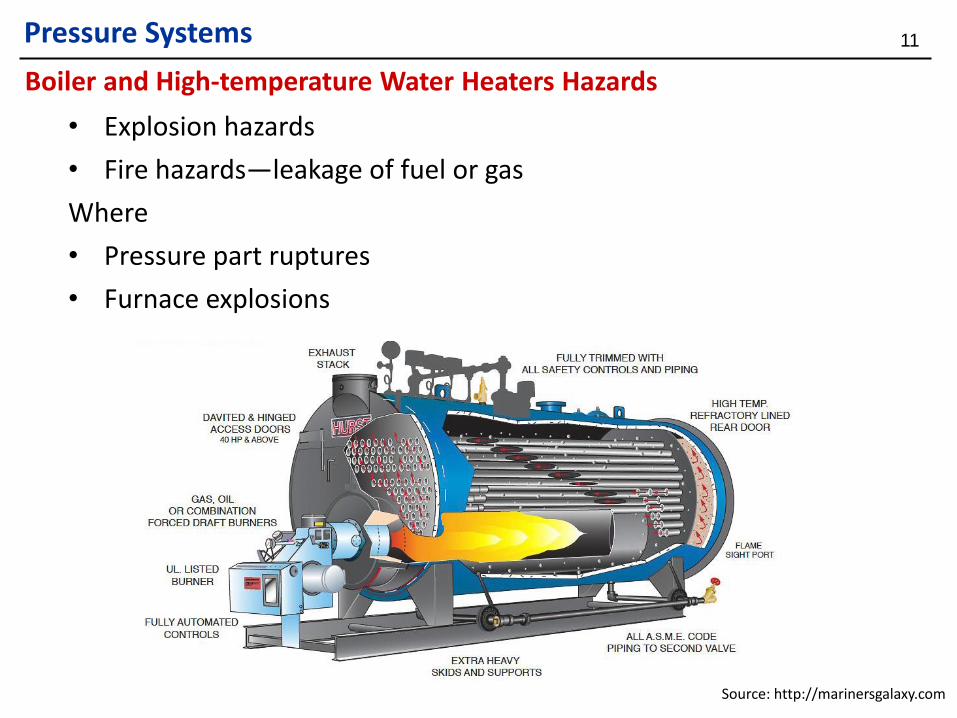
11Pressure Systems
• Explosion hazards
• Fire hazards—leakage of fuel or gas
Where
• Pressure part ruptures
• Furnace explosions
Boiler and High-temperature Water Heaters Hazards
Source: http://marinersgalaxy.com

12Pressure Systems
http://www.thermofin.net
Prevention for Boiler Fires
• Fully enclosed boiler rooms
• Large door openings on boiler rooms
• Noncombustible ceiling and automatic sprinklers
• Proper clearance around exterior walls
• Clean boilers promptly.
• Follow correct guidelines.
• Schedule maintenance guidelines.
• Follow general precautions for entrance.
• Wear proper attire when entering.
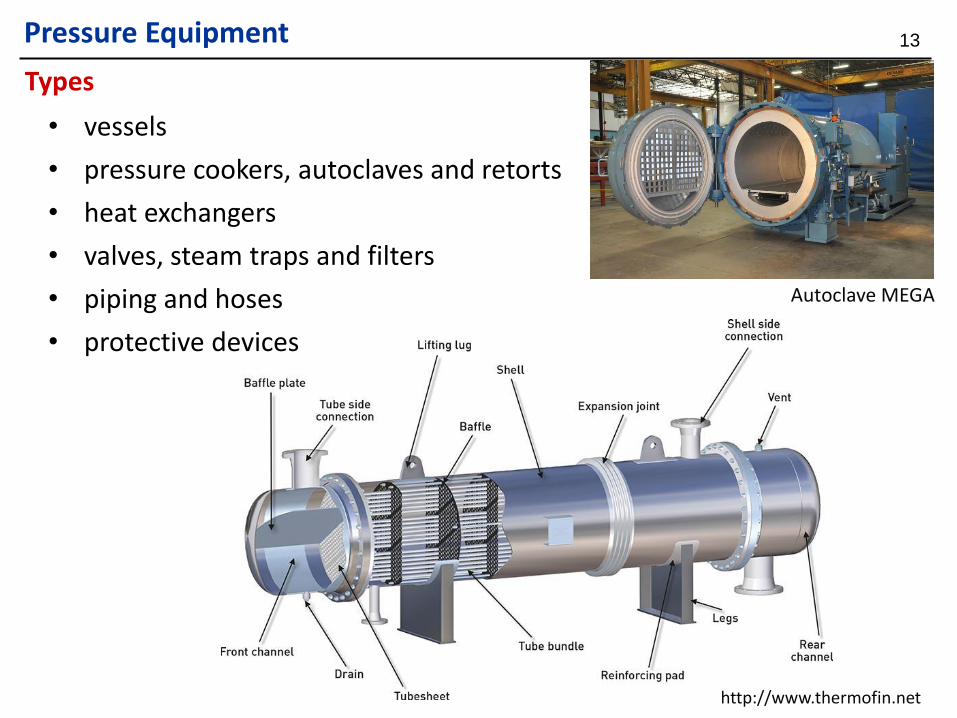
13Pressure Equipment
• vessels
• pressure cookers, autoclaves and retorts
• heat exchangers
• valves, steam traps and filters
• piping and hoses
• protective devices
Types
Autoclave MEGA
http://www.thermofin.net
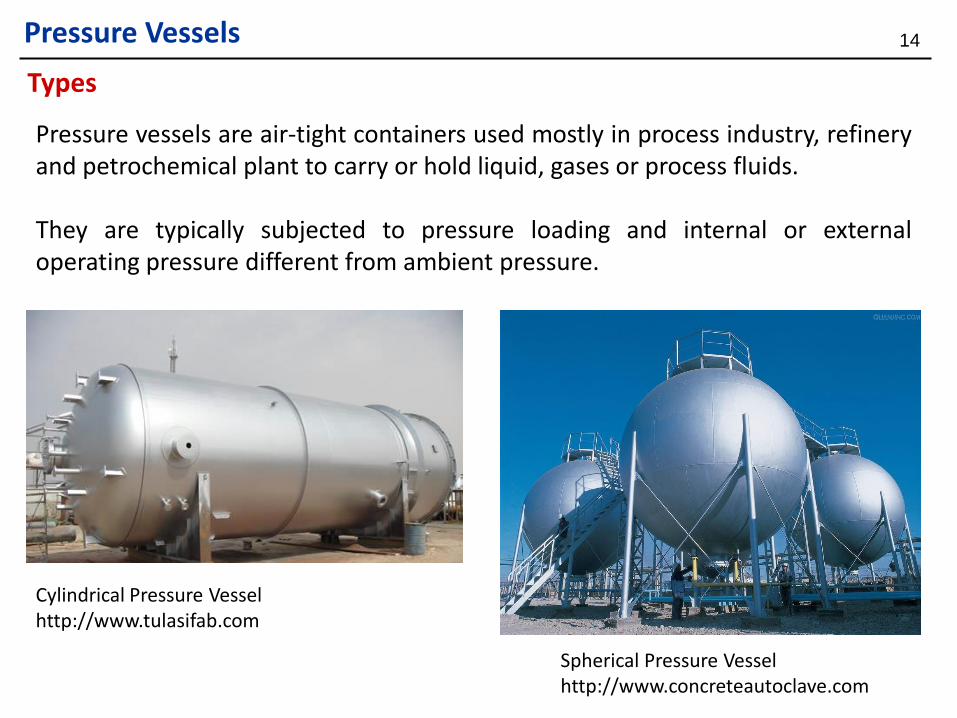
14Pressure Vessels
Types
Spherical Pressure Vesselhttp://www.concreteautoclave.com
Cylindrical Pressure Vesselhttp://www.tulasifab.com
Pressure vessels are air-tight containers used mostly in process industry, refineryand petrochemical plant to carry or hold liquid, gases or process fluids.
They are typically subjected to pressure loading and internal or externaloperating pressure different from ambient pressure.
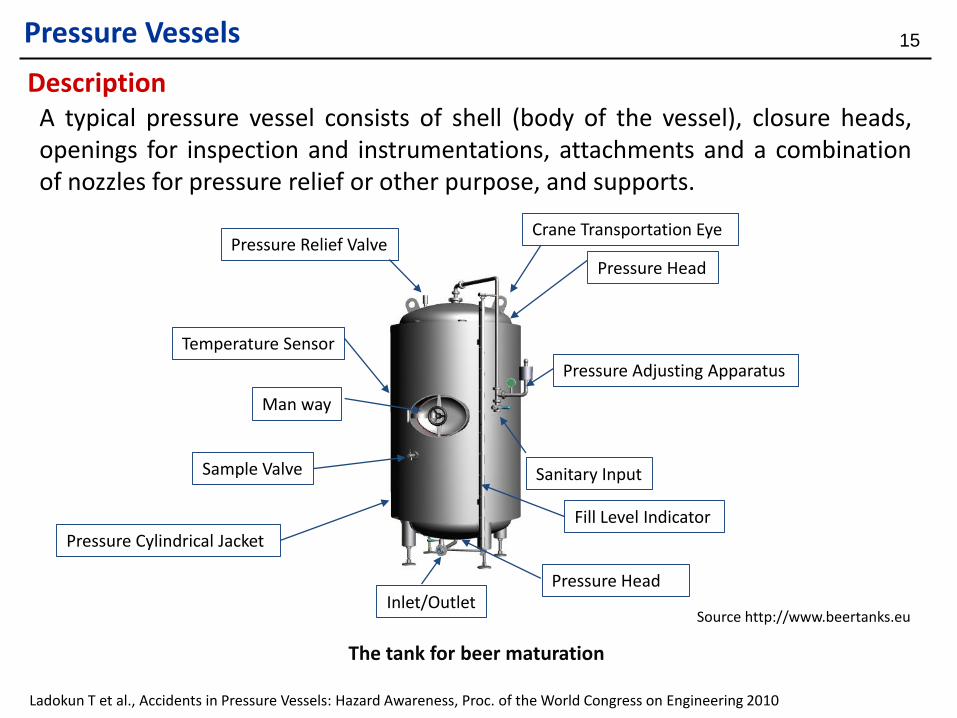
15Pressure Vessels
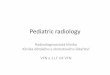
Description
Ladokun T et al., Accidents in Pressure Vessels: Hazard Awareness, Proc. of the World Congress on Engineering 2010
Pressure Adjusting Apparatus
Pressure Relief Valve
Sanitary Input
Temperature Sensor
Man way
A typical pressure vessel consists of shell (body of the vessel), closure heads,openings for inspection and instrumentations, attachments and a combinationof nozzles for pressure relief or other purpose, and supports.
Inlet/Outlet
Sample Valve
Source http://www.beertanks.eu
Fill Level Indicator
Pressure Head
Crane Transportation Eye
Pressure Head
The tank for beer maturation
Pressure Cylindrical Jacket
16Pressure Vessels
What shape of pressure vessel uses the least amount of metal to contain a givenvolume, pressure?
A sphere!
Why is this shape not more widely used?
• Usually need to have an extended section of constant cross-section toprovide support for vessel internals, trays, distributors, etc.
• It is much easier to obtain and maintain uniform flow in a cylindrical bed ofcatalyst or packing than it is in a non-uniform cross-section.
• A cylinder takes up a lot less plot space for the same volume.
• A sphere is more expensive to fabricate.
Shape
17Pressure Vessels
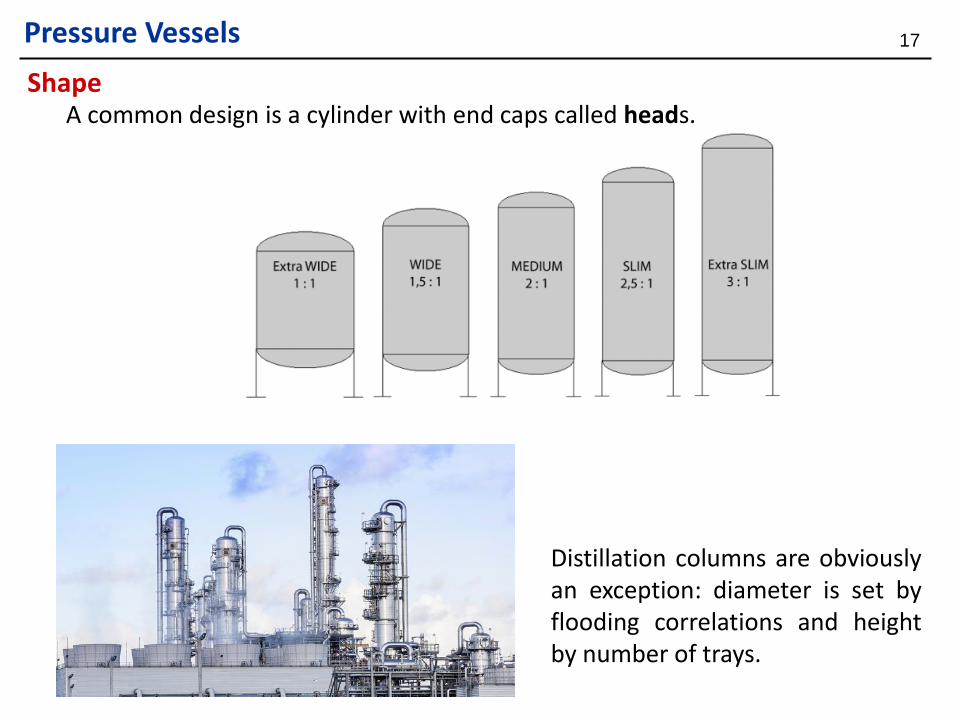
ShapeA common design is a cylinder with end caps called heads.
Distillation columns are obviouslyan exception: diameter is set byflooding correlations and heightby number of trays.
18Pressure Vessels
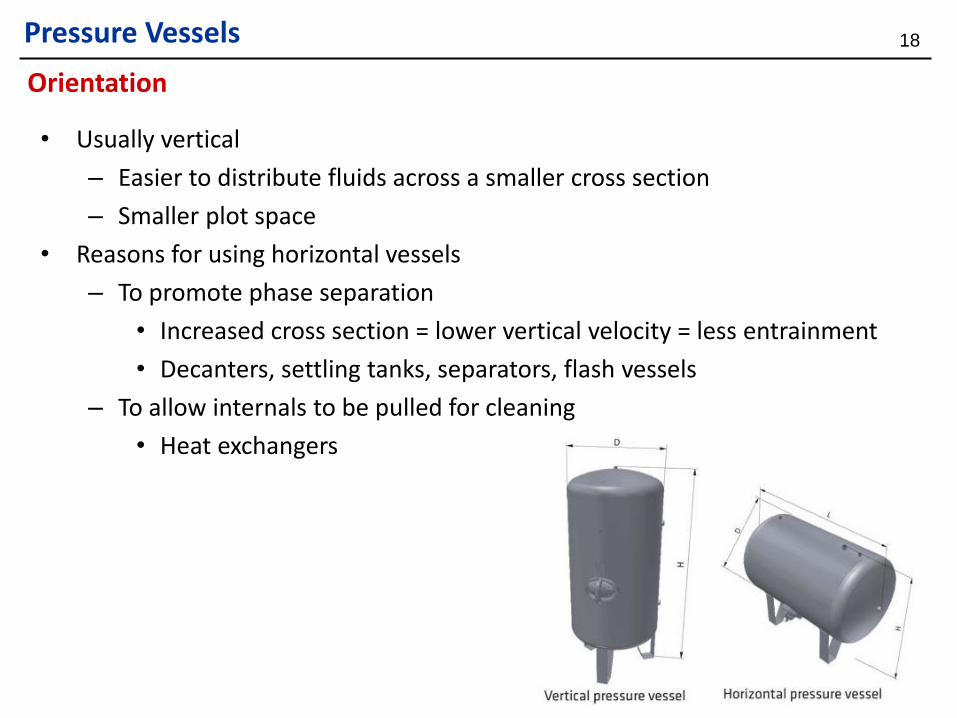
Orientation
• Usually vertical
– Easier to distribute fluids across a smaller cross section
– Smaller plot space
• Reasons for using horizontal vessels
– To promote phase separation
• Increased cross section = lower vertical velocity = less entrainment
• Decanters, settling tanks, separators, flash vessels
– To allow internals to be pulled for cleaning
• Heat exchangers
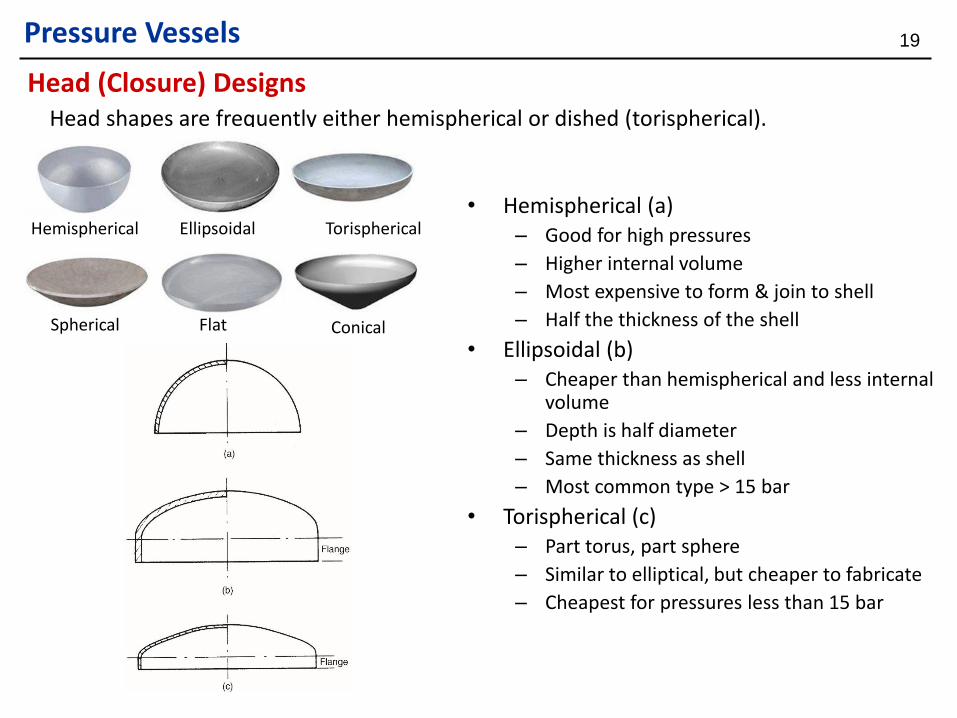
Head shapes are frequently either hemispherical or dished (torispherical).
19Pressure Vessels
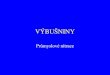
Head (Closure) Designs
Hemispherical Ellipsoidal Torispherical
Spherical Flat Conical
• Hemispherical (a)– Good for high pressures
– Higher internal volume
– Most expensive to form & join to shell
– Half the thickness of the shell
• Ellipsoidal (b)– Cheaper than hemispherical and less internal
volume
– Depth is half diameter
– Same thickness as shell
– Most common type > 15 bar
• Torispherical (c)– Part torus, part sphere
– Similar to elliptical, but cheaper to fabricate
– Cheapest for pressures less than 15 bar
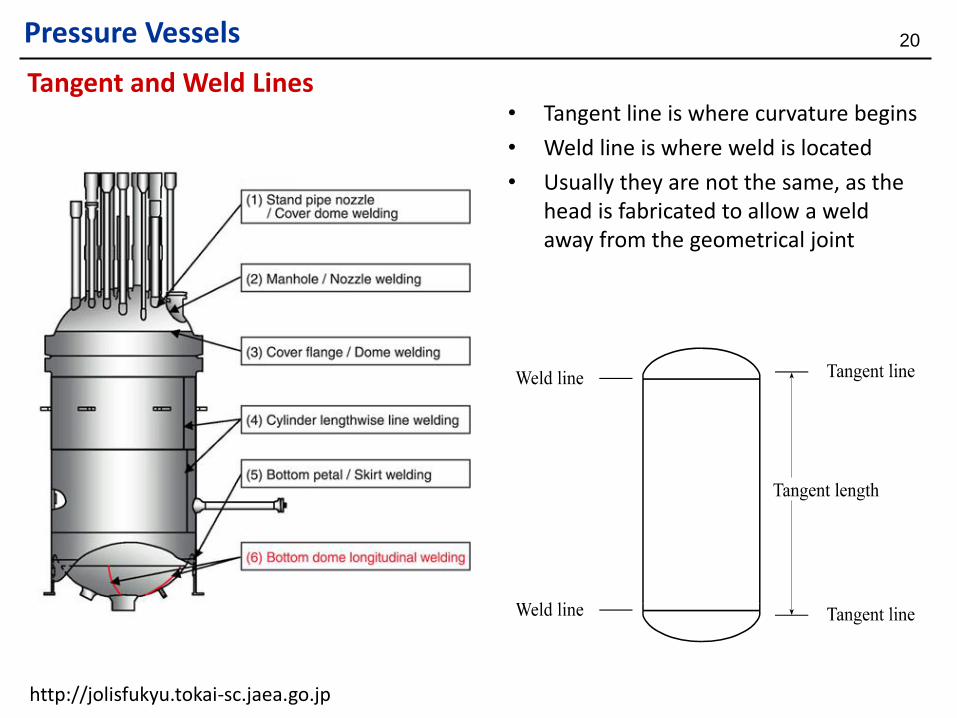
20Pressure Vessels
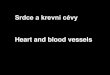
Tangent and Weld Lines• Tangent line is where curvature begins
• Weld line is where weld is located
• Usually they are not the same, as the head is fabricated to allow a weld away from the geometrical joint
http://jolisfukyu.tokai-sc.jaea.go.jp
21Pressure Vessels
Vessel Specifications Set By the Process Engineer
• The process engineer will usually specify the following parameters based on process requirements:
– Vessel size and shape (volume, L and D)
– Vessel orientation and elevation
– Maximum and minimum design pressure
– Maximum and minimum design temperature
– Number of nozzles needed (& location)
– Vessel internals
• Distillation trays
• Packing supports
• Distribution grids
• Heating or cooling coils
And often also:
– Material of construction
– Corrosion allowance
• There is often a lot of dialogue with the mechanical engineer to set the final specifications
22Pressure Vessels
Design Pressure
Normal operating pressure
• The pressure at which you expect the process to usually be operated
Maximum operating pressure
• The highest pressure expected including upset conditions such as startup, shutdown, emergency shutdown
Design pressure
• Maximum operating pressure plus a safety margin
• Margin is typically 10% of maximum operating pressure, whichever is greater
• Usually specify pressure at top of vessel, where relief valve is located
23Pressure Vessels
Vacuum can be caused by:
• Intentional process operation under vacuum (including start-up and shutdown)
• Cooling down a vessel that contains a condensable vapor
• Pumping out or draining contents without allowing enough vapor to enter
• Operator error
Vacuum puts vessel walls into compressive stress.
Design Vacuum
24Pressure Vessels
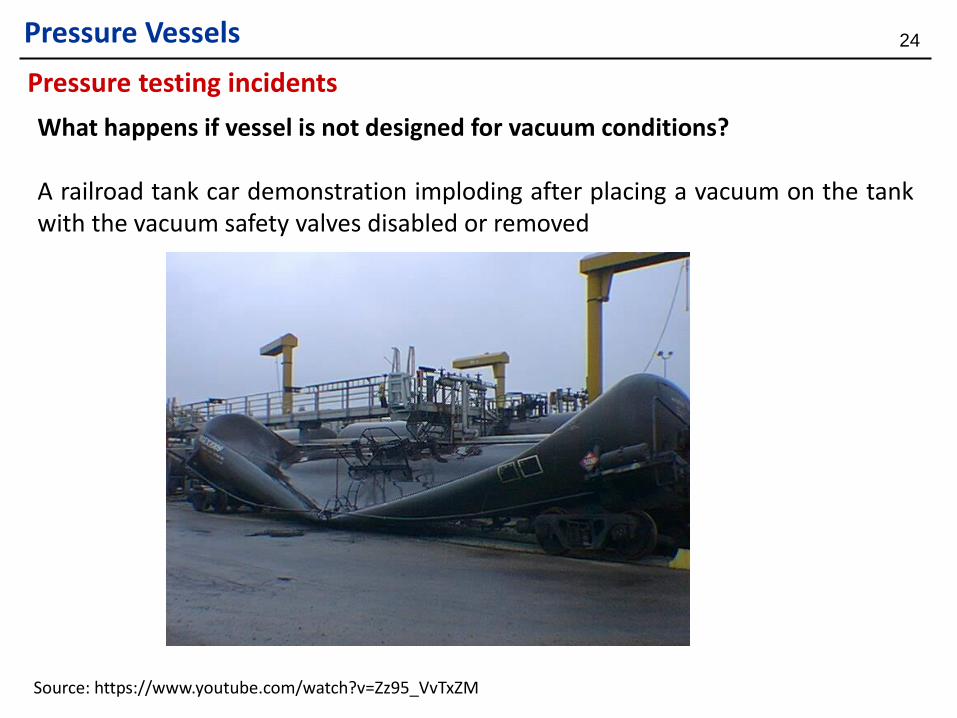
Pressure testing incidents
What happens if vessel is not designed for vacuum conditions?
A railroad tank car demonstration imploding after placing a vacuum on the tankwith the vacuum safety valves disabled or removed
Source: https://www.youtube.com/watch?v=Zz95_VvTxZM
25Pressure Vessels
Commonly Used Materials
Steels• Carbon steel, Killed carbon steel (deoxidized with a strong deoxidizing
agentsuch as silicon or aluminum) – cheap, widely available• Low chrome alloys (<9% Cr) – better corrosion resistance than CS, KCS• Stainless steels:
· 304 – cheapest austenitic stainless steel· 316 – better corrosion resistance than 304, more expensive· 410
Nickel Alloys• Inconel, Incolloy – high temperature oxidizing environments• Monel, Hastelloy – expensive, but high corrosion resistance, used for strong
acids
Other metals such as aluminum and titanium are used for special applications.Fiber reinforced plastics are used for some low temperature & pressureapplications.
26Pressure Vessels
Inspection
Internal inspection• Periodic internal inspections to evaluate integrity of equipment.• Inspections should be carried out by licensed inspectors to ensure
compliance with jurisdictional or insurance requirements.• Preventive maintenance
• Inspection or maintenance department should keep file or log of originaldesign documents, records of inspections, and vessel history documents. manufacturer’s data reports and instructions design data, including location of dimensional checkpoints installation information records of process changes vessel’s historical profile, including records of all repairs and conditions
found during inspections
27Pressure Vessels
Inspection
Potential hazards of confined spaces:• Toxic materials including inert gases• Flammable vapors which may be ignited• Insufficient oxygen• Heat or smoke from fire inside vessel• Introduction of hot gases or fluids from external sources• Start up of agitators or putting confined space in motion
Prior to entry into pressure vessel:• Ensure it is properly drained, ventilated, and cleaned• Test atmosphere for oxygen content, explosiveness, and toxic levels• Disconnect and blank all connecting pipelines, or close, lock out, and tag
valves on the line• All power-driven devices—disconnected, locked out, and tagged• Confined-space permit issued• Provide access for safe entry and exit from vessel• Use safety harnesses and lifelines
28Pressure Vessels
Testing
Hydrostatic tests• Can be used for vessels constructed without access for an internal inspection
to ensure the vessel is fit for continued service.
• Targeted for the maximum allowable working pressure, the set pressure ofthe lowest installed safety valve, or the normal operating pressure of theboiler or pressure vessel at discretion of the authorized inspector.
• Testing should follow Codes and Standards.
• Minimize hazards to personnel during testing, isolate test area fromoperations, and provide suitable barricades.
Detecting cracks/measuring thickness• Non-destructive methods
• radiography• ultrasonic examination
29Pressure Vessels
Pressure testing incidents
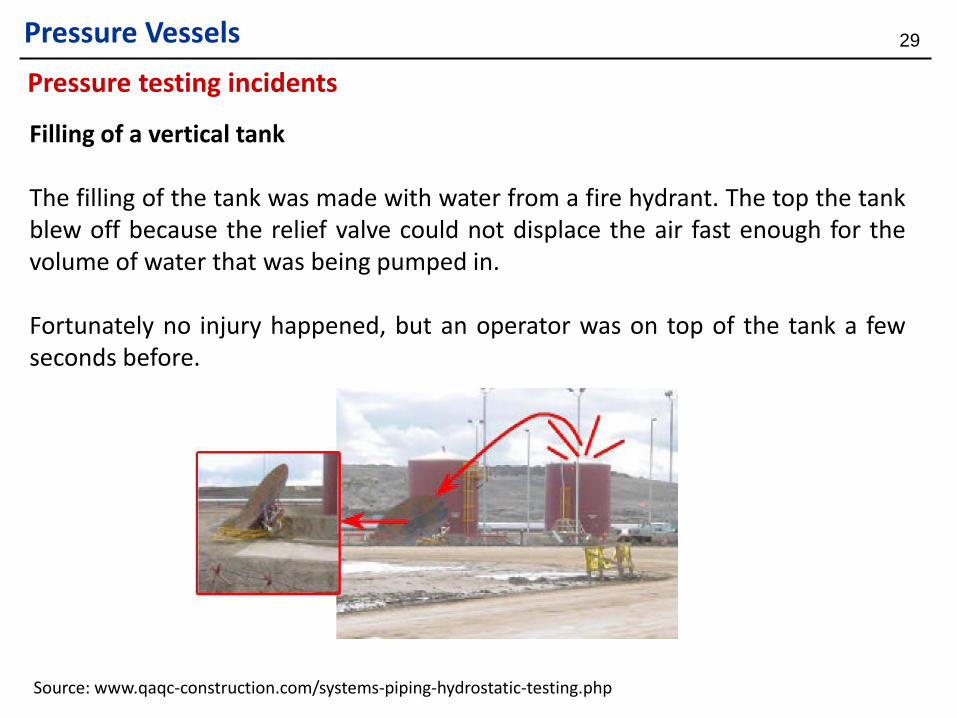
Filling of a vertical tank
The filling of the tank was made with water from a fire hydrant. The top the tankblew off because the relief valve could not displace the air fast enough for thevolume of water that was being pumped in.
Fortunately no injury happened, but an operator was on top of the tank a fewseconds before.
Source: www.qaqc-construction.com/systems-piping-hydrostatic-testing.php
30Pressure Vessels
Pressure Testing Incidents
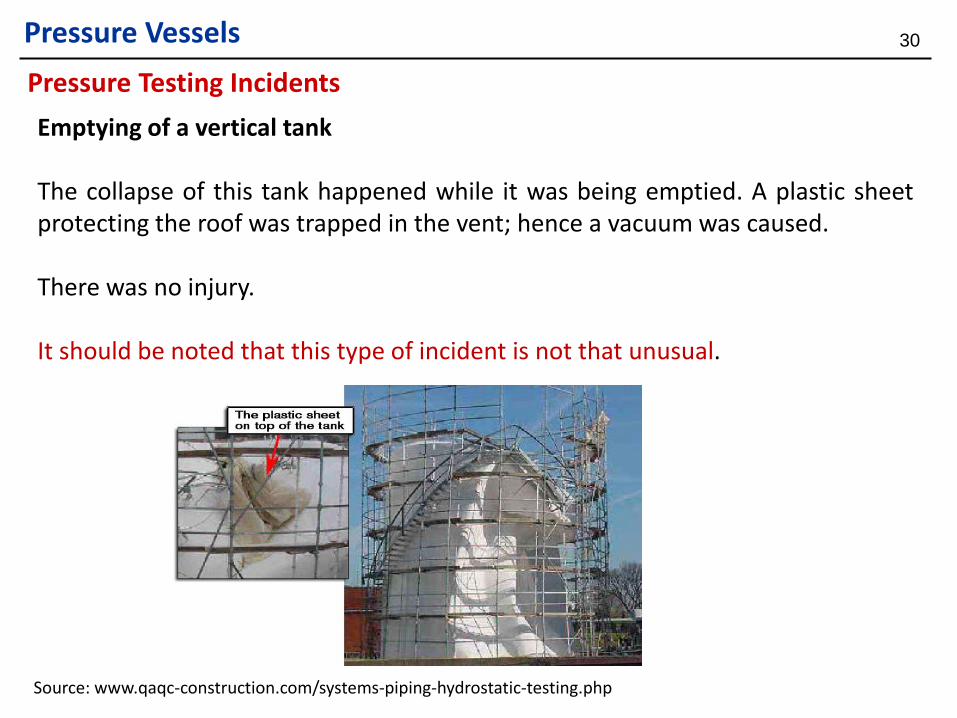
Emptying of a vertical tank
The collapse of this tank happened while it was being emptied. A plastic sheetprotecting the roof was trapped in the vent; hence a vacuum was caused.
There was no injury.
It should be noted that this type of incident is not that unusual.
Source: www.qaqc-construction.com/systems-piping-hydrostatic-testing.php
31Pressure Equipment
Protective Devices
means devices designed to protect the pressure equipment against the safeoperating limits being exceeded
• Devices for direct pressure limitation safety valves bursting disc safety devices (membranes) controlled safety pressure relief systems
• Limiting devices, which either activate the means for correction or provide for shutdown or shutdown and lockout pressure switches, temperature switches, fluid level switches safety related measurement control regulation devices
• Devices designed to give warning that the safe operating limits are being exceeded

32Protective Devices
Relief Design Methodology
To ensure that limits are not exceeded, these protective devices should becorrectly specified and, where applicable, adjusted to the correct settings.
LOCATE RELIEFS CHOOSE TYPEDEVELOP
SCENARIOSSIZE RELIEFS
CHOOSE WORST CASE
DESIGN RELIEF SYSTEM
Where?
Spring-Operated Valves
Rupture Devices (membranes)
Solve Maximum
Outflow
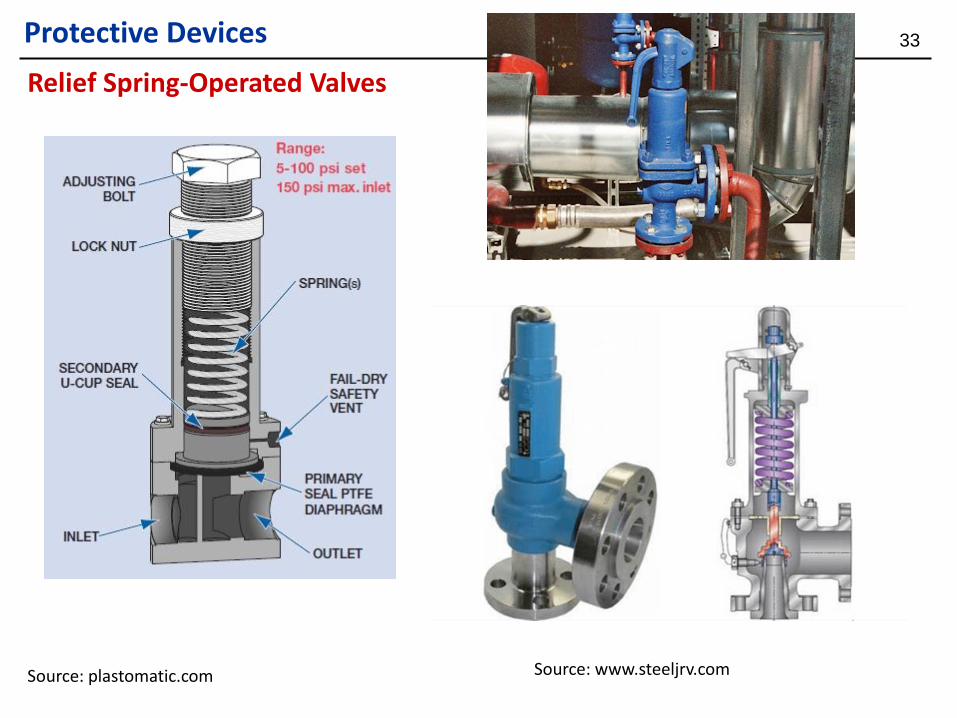
33Protective Devices
Relief Spring-Operated Valves
Source: plastomatic.com Source: www.steeljrv.com
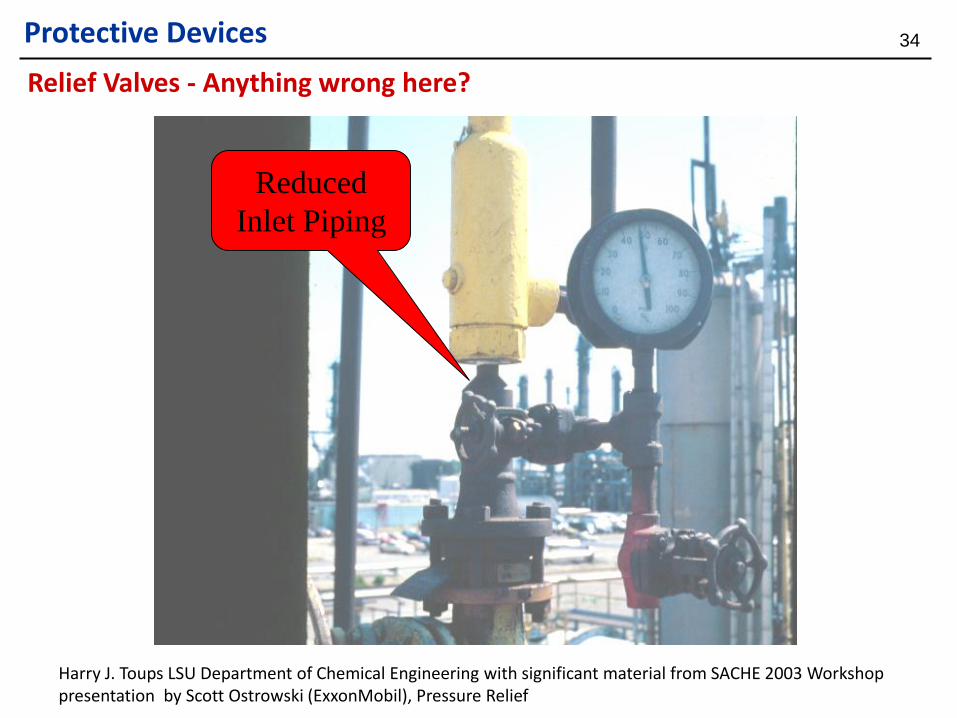
34Protective Devices
Relief Valves - Anything wrong here?
Reduced
Inlet Piping
Harry J. Toups LSU Department of Chemical Engineering with significant material from SACHE 2003 Workshop presentation by Scott Ostrowski (ExxonMobil), Pressure Relief
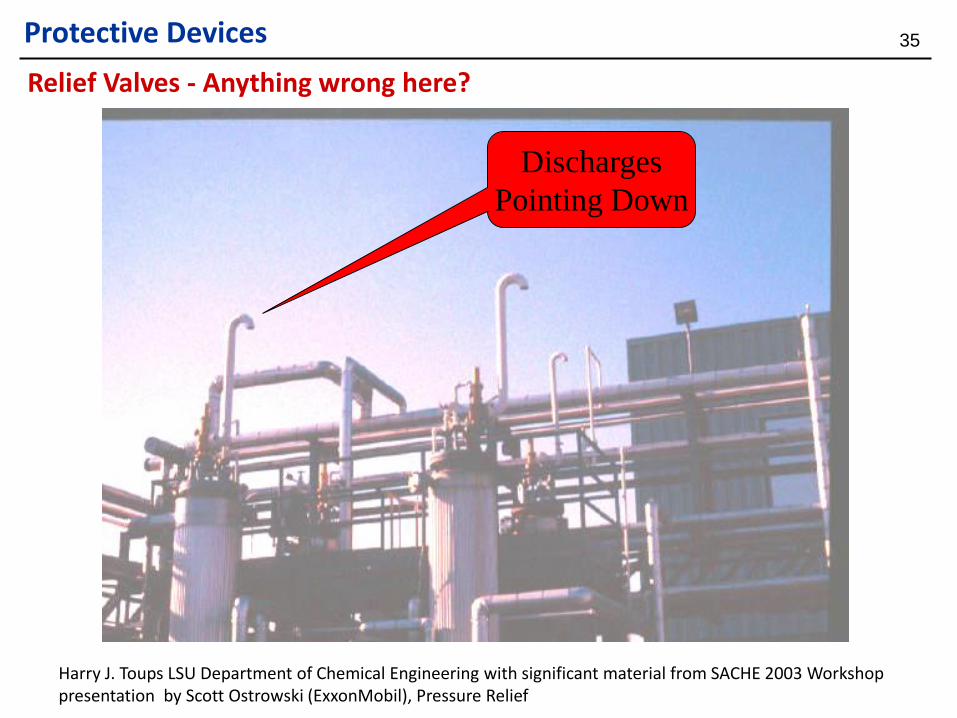
35Protective Devices
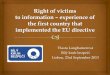
Relief Valves - Anything wrong here?
Harry J. Toups LSU Department of Chemical Engineering with significant material from SACHE 2003 Workshop presentation by Scott Ostrowski (ExxonMobil), Pressure Relief
Discharges
Pointing Down
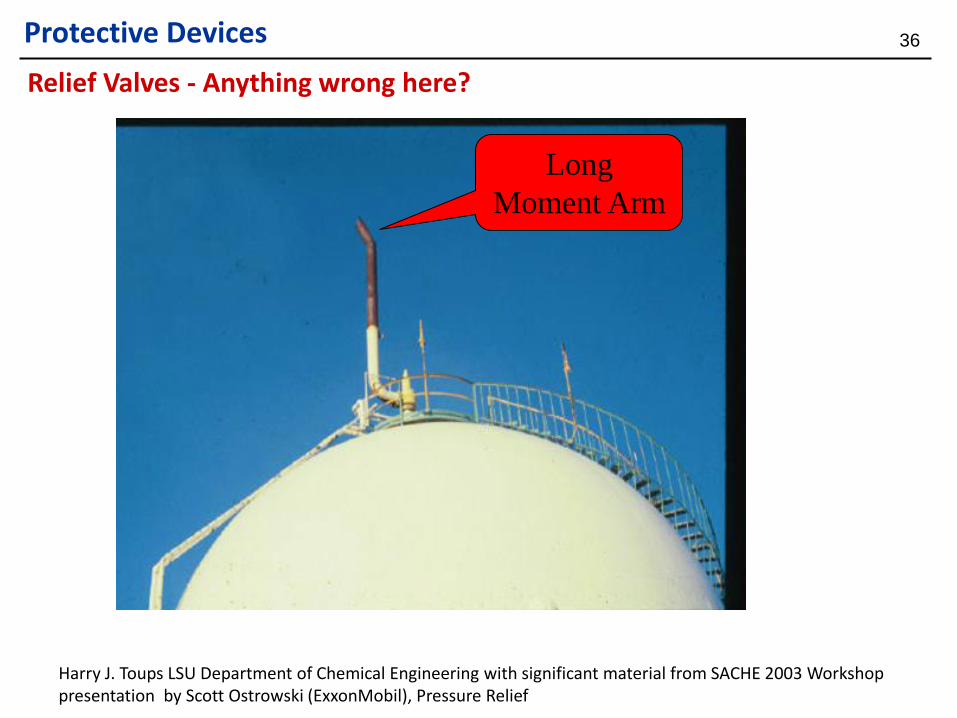
36Protective Devices
Relief Valves - Anything wrong here?
Harry J. Toups LSU Department of Chemical Engineering with significant material from SACHE 2003 Workshop presentation by Scott Ostrowski (ExxonMobil), Pressure Relief
Long
Moment Arm
37Protective Devices
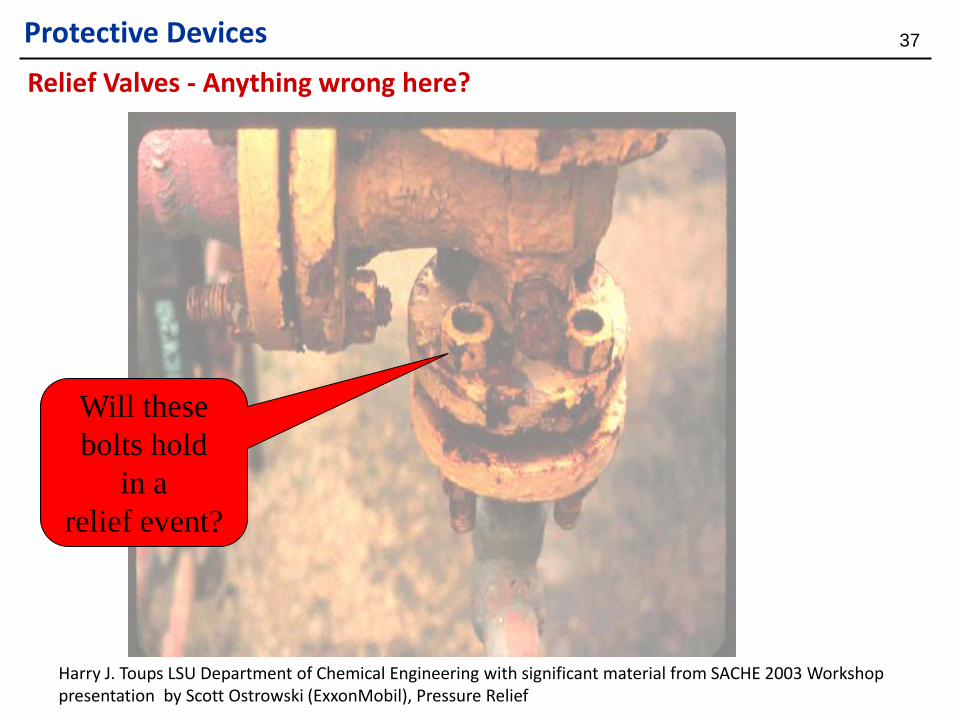
Relief Valves - Anything wrong here?
Harry J. Toups LSU Department of Chemical Engineering with significant material from SACHE 2003 Workshop presentation by Scott Ostrowski (ExxonMobil), Pressure Relief
Will these
bolts hold
in a
relief event?
38Protective Devices
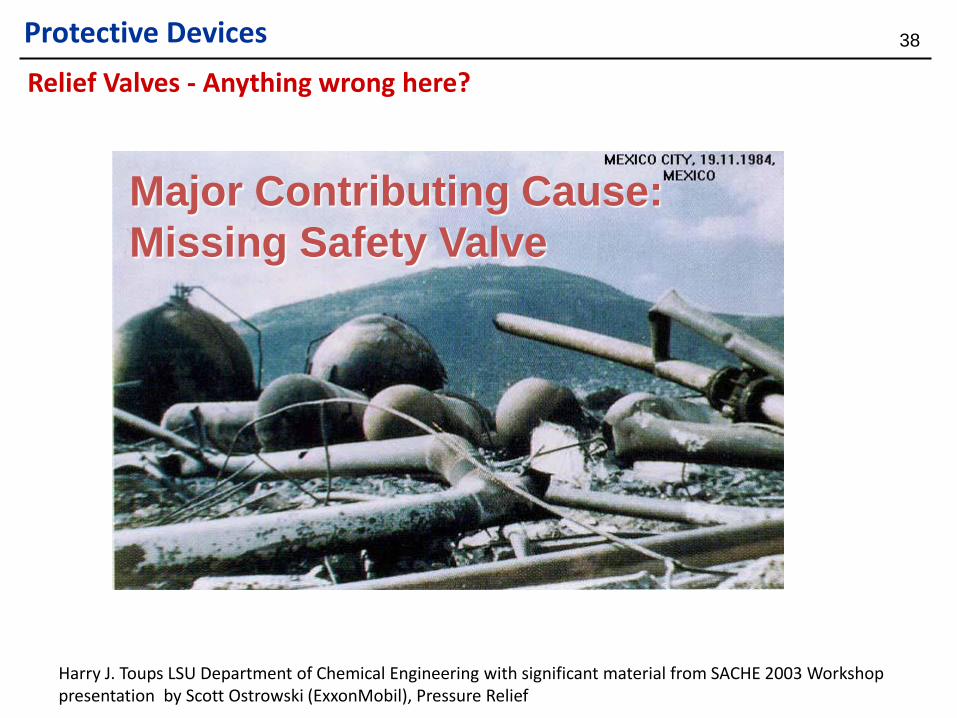
Relief Valves - Anything wrong here?
Harry J. Toups LSU Department of Chemical Engineering with significant material from SACHE 2003 Workshop presentation by Scott Ostrowski (ExxonMobil), Pressure Relief
Major Contributing Cause:
Missing Safety Valve
39Pressure Equipment
Preventions of Accidents
The catastrophic disasters caused by pressure vessel accidents could be totallyprevented by:
• Designing, fabricating and constructing pressure vessels to complywith applicable codes and standards, and where no pressure vessellaw exists, to internationally recognised pressure vessel safety codes.
• Operating the vessel at pressure below the maximum allowableworking pressure with proper pressure setting of relief devices, tohandle design pressures and temperatures.
• Periodically testing and inspecting the vessel as well as the reliefdevices in order to detect corrosion or erosion of the vessel that cancause holes, leaks, cracks, general thinning of the vessel walls or anyother defects. Safety relief valves must be taken off during safetyinspection to verify whether their settings are correct.
Ladokun T et al., Accidents in Pressure Vessels: Hazard Awareness, Proc. of the World Congress on Engineering 2010
40Pressure Equipment
Preventions of Accidents
The catastrophic disasters caused by pressure vessel accidents could be totallyprevented by:
• Keeping records of inspection reports and monitoring potentialproblem, so that the vessel may be taken out of service before itbecomes dangerous. Also, having all information displayedprominently.
• Ensuring that alterations or repairs of vessels are only done bycompetent and authorised persons and the repair must meet theaccepted industry quality standards for pressure vessel repair.
• Providing safety training for employees on job hazard and anticipatedconditions that could jeopardize their safety or the safety of others.
• Periodically provide training for operators on vessels operatingprocedures to avoid over pressurizing, as well as providing them withadequate and suitable instructions for vessel safe operations.
Ladokun T et al., Accidents in Pressure Vessels: Hazard Awareness, Proc. of the World Congress on Engineering 2010