Embed Size (px)
Citation preview

Presentation

OLARRA S.A.OLARRA S.A.
MECAMAXMECAMAXSTAINLESS STEEL WITH IMPROVED MACHINABILITYSTAINLESS STEEL WITH IMPROVED MACHINABILITY
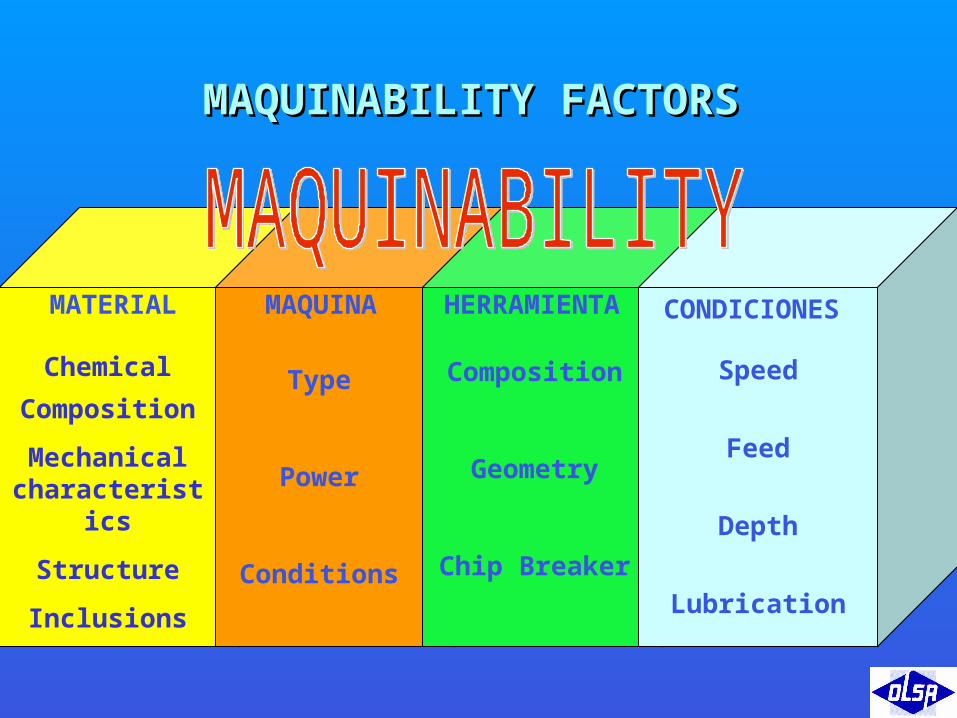
MAQUINABILITY FACTORSMAQUINABILITY FACTORS
MATERIAL
Chemical
Composition
Mechanical characteristics
Structure
Inclusions
MAQUINA
Type
Power
Conditions
HERRAMIENTA
Composition
Geometry
Chip Breaker
CONDICIONES
Speed
Feed
Depth
Lubrication
THE TOOLTHE TOOL
• TYPE OF MATERIALTYPE OF MATERIAL– HIGH SPEED STEELHIGH SPEED STEEL– CARBIDE TOOLCARBIDE TOOL– COATED CARBIDE TOOLCOATED CARBIDE TOOL– EDGE DIAMOND COVEREDEDGE DIAMOND COVERED
• DESINGDESING– GEOMETRY : GEOMETRY : POSITIVE (Cut)POSITIVE (Cut)
NEGATIVE (Pull out)NEGATIVE (Pull out)
– CHIP BREAKERS CHIP BREAKERS
FEATURES FOR SELECTIONFEATURES FOR SELECTION
• MATERIAL TO MACHINEMATERIAL TO MACHINE• TYPE OF MACHININGTYPE OF MACHINING• TYPE OF OPERATIONTYPE OF OPERATION
– FINISHING, ROUGH.FINISHING, ROUGH.
• CONDITIONSCONDITIONS – CONTINUOUS CUTCONTINUOUS CUT– UNCONTINUOUS CUTUNCONTINUOUS CUT
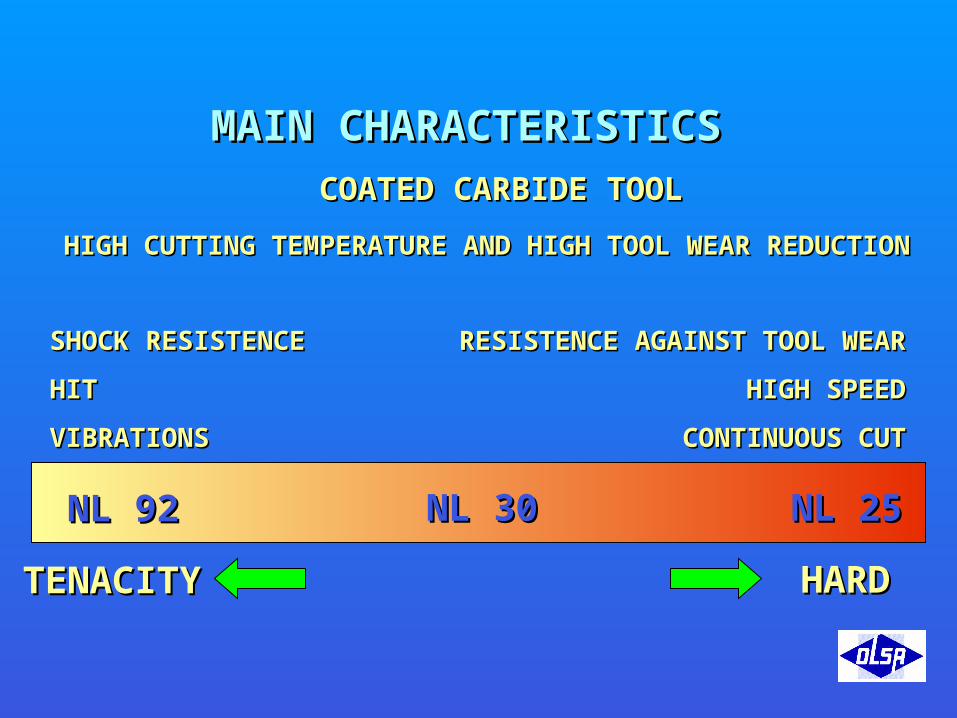
MAIN CHARACTERISTICS MAIN CHARACTERISTICS
NL 92NL 92 NL 30NL 30 NL 25NL 25
TENACITY TENACITY HARDHARD
SHOCK RESISTENCESHOCK RESISTENCE
HITHIT
VIBRATIONSVIBRATIONS
RESISTENCE AGAINST TOOL WEARRESISTENCE AGAINST TOOL WEAR
HIGH SPEEDHIGH SPEED
CONTINUOUS CUTCONTINUOUS CUT
COATED CARBIDE TOOLCOATED CARBIDE TOOL
HIGH CUTTING TEMPERATURE AND HIGH TOOL WEAR REDUCTIONHIGH CUTTING TEMPERATURE AND HIGH TOOL WEAR REDUCTION
TOOLS GEOMETRYTOOLS GEOMETRY
• CUTTING ANGLECUTTING ANGLE
– POSITIVE POSITIVE
– WITH UNCONTINUOUS CUTTING NEGATIVE WITH UNCONTINUOUS CUTTING NEGATIVE
• CHIP BREAKERCHIP BREAKER
– WITHOUT SHOCK: GEOMETRY 61WITHOUT SHOCK: GEOMETRY 61
– WITH LIGHT SHOCK: GEOMETRY 2NWITH LIGHT SHOCK: GEOMETRY 2N
– WITH HEAVY SHOCK: GEOMETRY 4TWITH HEAVY SHOCK: GEOMETRY 4T
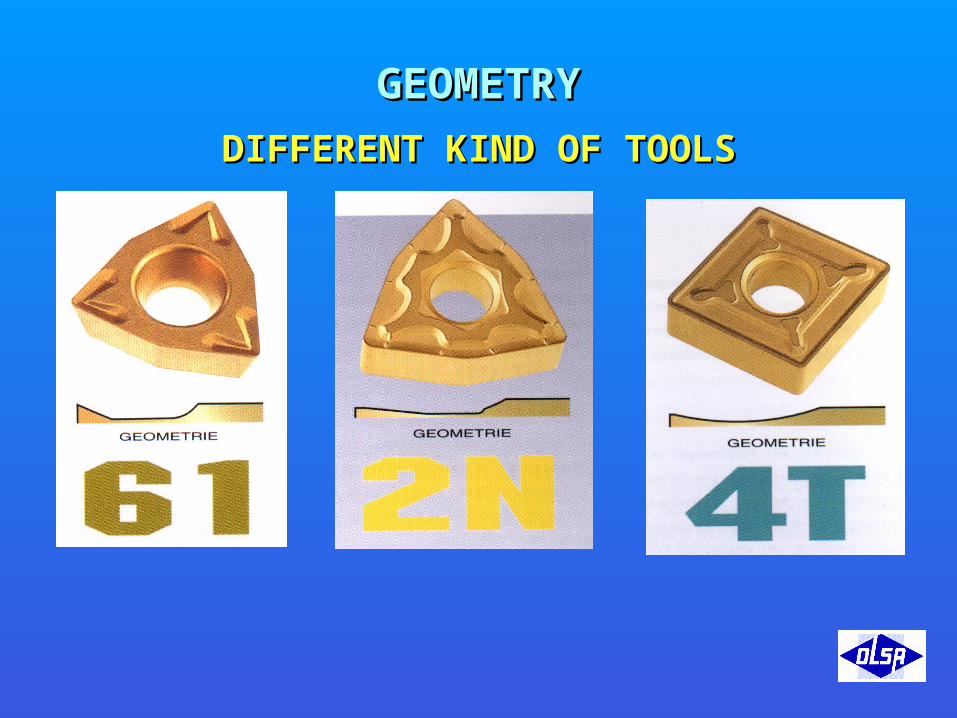
GEOMETRYGEOMETRY
DIFFERENT KIND OF TOOLSDIFFERENT KIND OF TOOLS
EL CUTTING FLUIDSEL CUTTING FLUIDS
• LUBRICATE AND REDUCE THE LUBRICATE AND REDUCE THE FRICTIONFRICTION
• COOL THE MATERIAL AND THE TOOLCOOL THE MATERIAL AND THE TOOL– Protection against oxidationProtection against oxidation– Tool wear reductionTool wear reduction– Enhaces chip removalEnhaces chip removal– Improvement in dimensional Improvement in dimensional
tolerancetolerance
SELECTION OF THE CUTTING FLUIDSELECTION OF THE CUTTING FLUID
• MATERIAL SEVERITYMATERIAL SEVERITY
• MACHINING OPERATION SEVERITYMACHINING OPERATION SEVERITY
• TEMPERATURE LIMIT FOR TOOL USETEMPERATURE LIMIT FOR TOOL USE
• CUTTING SPEEDCUTTING SPEED
• TOOLING AND FIXTURESTOOLING AND FIXTURES
NEW TENDENCY FOR CUTTING FLUIDSNEW TENDENCY FOR CUTTING FLUIDS
• HIGHER USE OF WATER SOLUBLE HIGHER USE OF WATER SOLUBLE FLUIDSFLUIDS– RentabilityRentability– Faster coolingFaster cooling
• SINTETIC CUTTING FLUIDSSINTETIC CUTTING FLUIDS– New technology that avoids the New technology that avoids the
machinability of all ferrous materialsmachinability of all ferrous materials– Greater duration and microbiologic Greater duration and microbiologic
resistenceresistence– Greater grateful use Greater grateful use
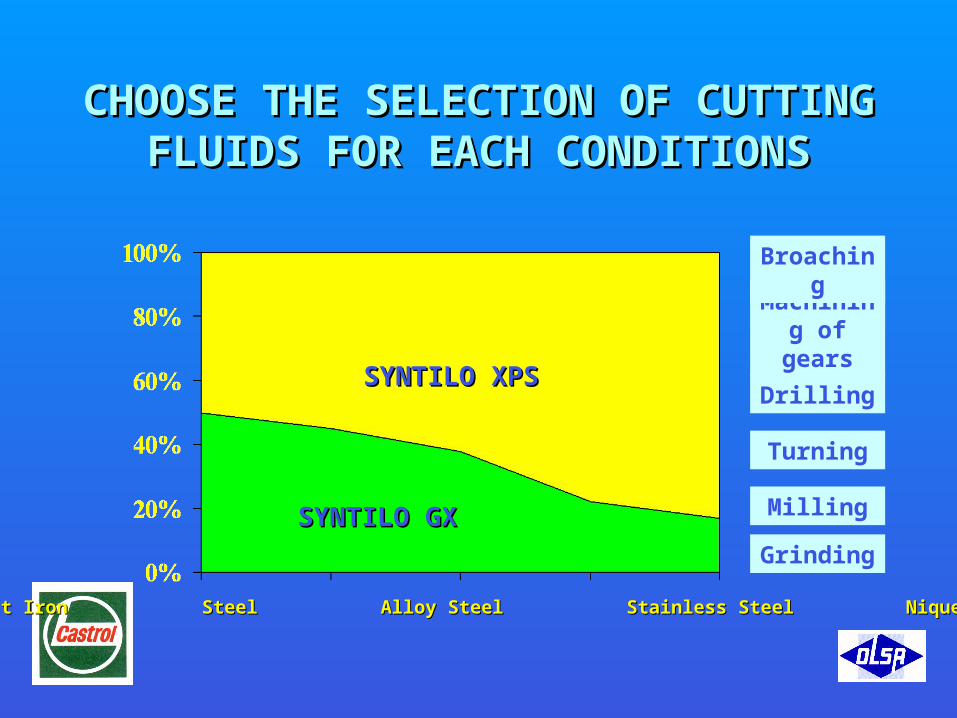
CHOOSE THE SELECTION OF CUTTING CHOOSE THE SELECTION OF CUTTING FLUIDS FOR EACH CONDITIONSFLUIDS FOR EACH CONDITIONS
Grinding
Milling
Turning
Drilling
Machining of gears
Broaching
SYNTILO XPSSYNTILO XPS
SYNTILO GXSYNTILO GX
Cast Iron Steel Alloy Steel Stainless Steel NiquelCast Iron Steel Alloy Steel Stainless Steel Niquel
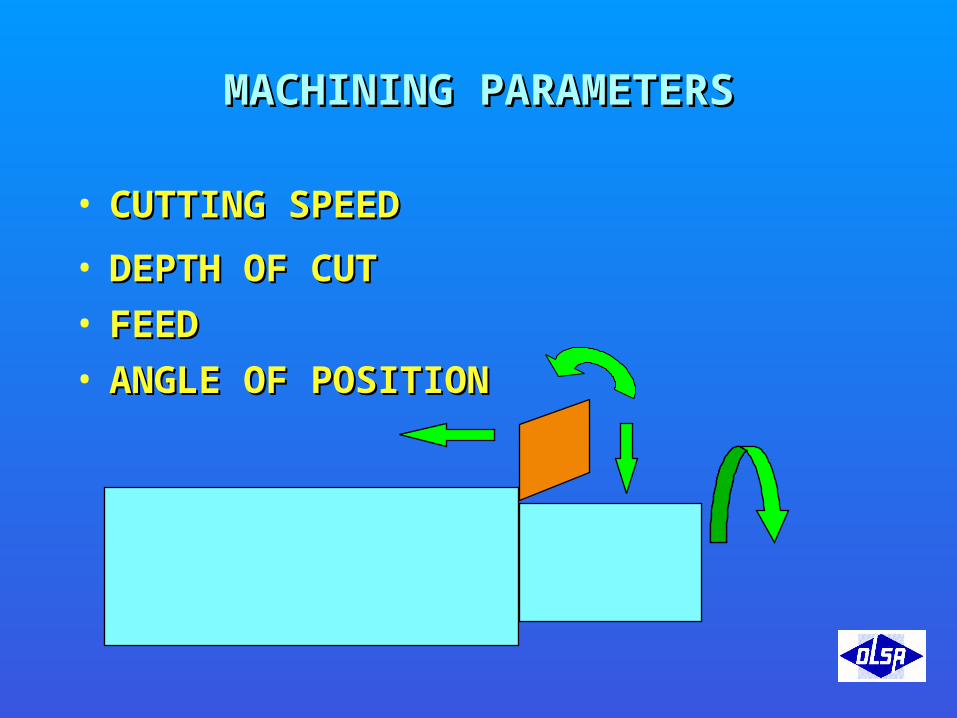
MACHINING PARAMETERSMACHINING PARAMETERS
• CUTTING SPEEDCUTTING SPEED
• DEPTH OF CUTDEPTH OF CUT
• FEEDFEED
• ANGLE OF POSITIONANGLE OF POSITION
MACHINING CONDITIONSMACHINING CONDITIONS
• CUTTING SPEEDCUTTING SPEED– IT DEFINES THE CUTTING TEMPERATURE IT DEFINES THE CUTTING TEMPERATURE
AND THE TOOL FRICTIONAND THE TOOL FRICTION
• DEPTH OF CUTDEPTH OF CUT– IT IS LIMITED BY THE LENGTH OF THE IT IS LIMITED BY THE LENGTH OF THE
TOOL CUTTING EDGE. IT DEFINES THE CHIP TOOL CUTTING EDGE. IT DEFINES THE CHIP WIDEWIDE
• FEEEDFEEED– IT DEFINES THE CHIP THICKNESSIT DEFINES THE CHIP THICKNESS
• ANGLE OF POSITIONANGLE OF POSITION– IT DEFINES THE CHIP WIDE AND THICKNESSIT DEFINES THE CHIP WIDE AND THICKNESS
BEST CONDITIONS FOR STAINLESS STEEL BEST CONDITIONS FOR STAINLESS STEEL MACHININGMACHINING
• HIGH CUTTING SPEEDHIGH CUTTING SPEED– IT RAISES THE TEMPERATURE IN THE IT RAISES THE TEMPERATURE IN THE
CUTTING POINT AND DECREASE THE CUTTING POINT AND DECREASE THE ADHESIONADHESION
• DEEP AND FEED ADAPTED TO THE TOOL DEEP AND FEED ADAPTED TO THE TOOL GEOMETRYGEOMETRY– LOW FEED MAY INCREASE THE CHIP LOW FEED MAY INCREASE THE CHIP
LENGTHLENGTH
• ANGLE OF POSITION LESS THAN 90ºANGLE OF POSITION LESS THAN 90º– IT ALLOWS A BETTER ENTRY FOR THE IT ALLOWS A BETTER ENTRY FOR THE
TOOLTOOL
MATERIALMATERIAL
• THE QUEMICAL COMPOSITIONTHE QUEMICAL COMPOSITION
• INCLUSIONSINCLUSIONS
• MECHANICAL PROPERTIESMECHANICAL PROPERTIES
• STRUCTURESTRUCTURE
QUEMICAL COMPOSITIONQUEMICAL COMPOSITION
SULFUR CONTENTSSULFUR CONTENTS
GAINGAIN
IMPROVES MACHINABILITYIMPROVES MACHINABILITY
INCONVENIENTSINCONVENIENTS
LOWER CORROSION LOWER CORROSION RESISTENCERESISTENCE
LOWER MECHANICAL LOWER MECHANICAL PROPERTIESPROPERTIES
SULFUR = 0.300%SULFUR = 0.300%
HIGH MACHINABILITYHIGH MACHINABILITY
SULFUR < 0.030%SULFUR < 0.030%
HIGH CORROSION HIGH CORROSION RESITENCERESITENCE
MECAMAX CONCEPTMECAMAX CONCEPT
• IMPROVE MACHINABILITYIMPROVE MACHINABILITY
• NO DECREASE THE REST OF THE STEEL NO DECREASE THE REST OF THE STEEL PROPERTIESPROPERTIES
POINTS TO ACTPOINTS TO ACT
• SULFUR LEVEL CONTROLSULFUR LEVEL CONTROL
– S < 0.030 %S < 0.030 %
– S = 0.300 %S = 0.300 %
• MODIFY THE INCLUSIONSMODIFY THE INCLUSIONS
MODIFICATIONS OF THE MODIFICATIONS OF THE INCLUSIONSINCLUSIONS
• AVOID THE ABRASIVE INCLUSIONS AVOID THE ABRASIVE INCLUSIONS THAT PERJUDICE THE TOOLTHAT PERJUDICE THE TOOL
• GENERATE SOFTER INCLUSIONS AND GENERATE SOFTER INCLUSIONS AND LOWER FUSION POINTLOWER FUSION POINT– LUBRICATION FILM BETWEEN THE TOOL LUBRICATION FILM BETWEEN THE TOOL
AND THE MATERIAL AND THE MATERIAL
THE CONTACT BETWEEN THE MATERIAL AND THE TOOL THE CONTACT BETWEEN THE MATERIAL AND THE TOOL GENERATES HEATGENERATES HEAT
LUBRICATION EFFECTLUBRICATION EFFECT
IT PRODUCES THE FUSION OF THE INCLUSIONS IT PRODUCES THE FUSION OF THE INCLUSIONS
IT GENERATES THE LUBRICATION EFFECT IT GENERATES THE LUBRICATION EFFECT
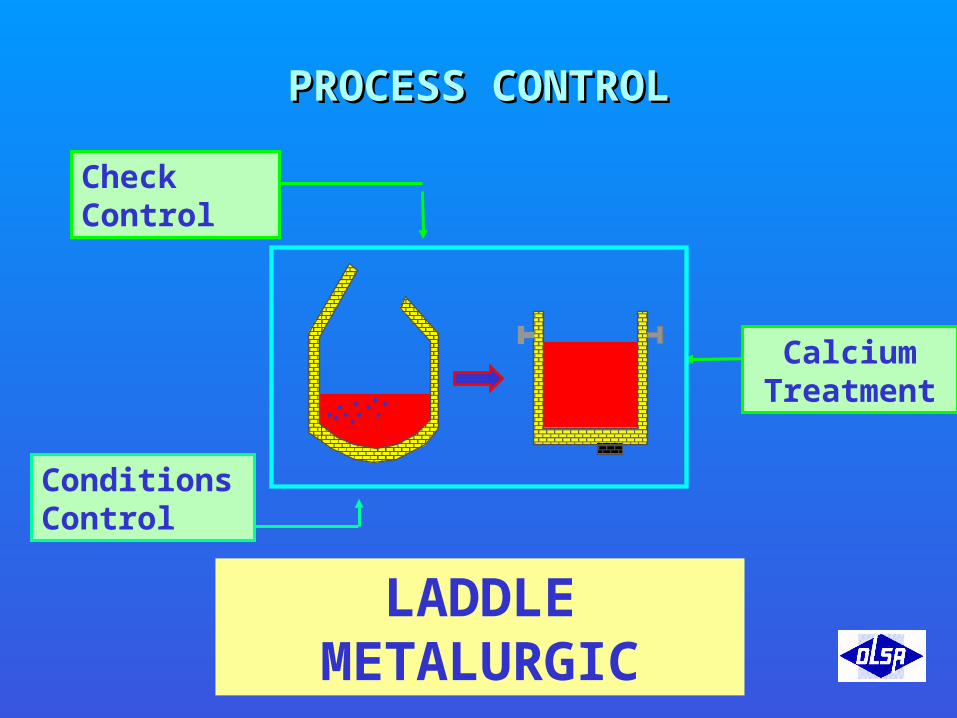
PROCESS CONTROLPROCESS CONTROL
LADDLE METALURGIC
Conditions Control
Check Control
Calcium Treatment
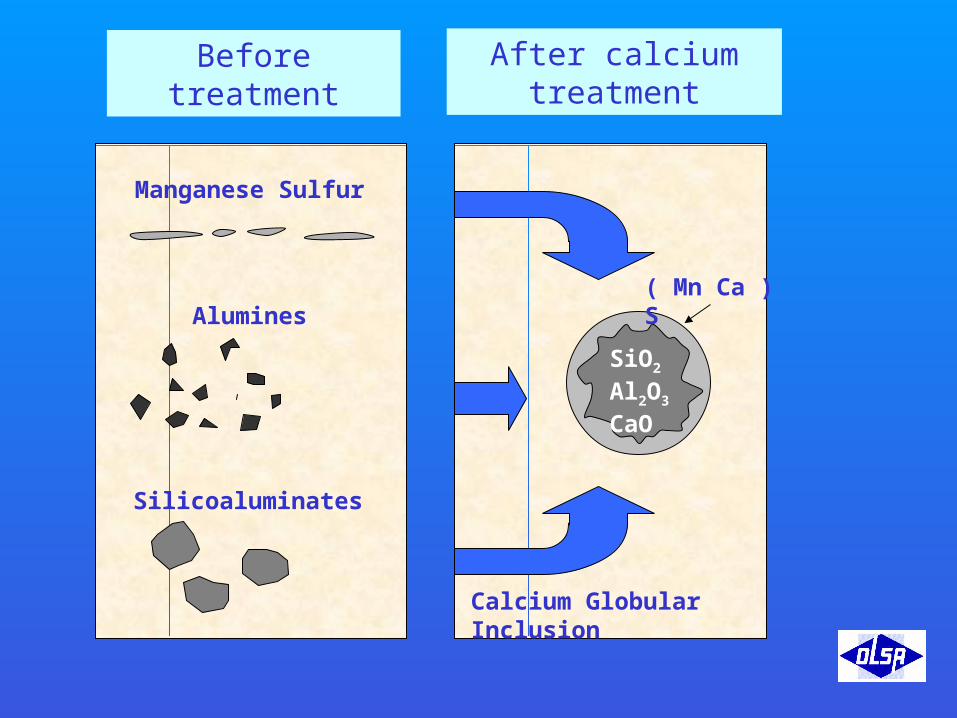
Before treatment After calcium treatment
Calcium Globular Inclusion
( Mn Ca ) S
SiO2
Al2O3 CaO
Manganese Sulfur
Alumines
Silicoaluminates
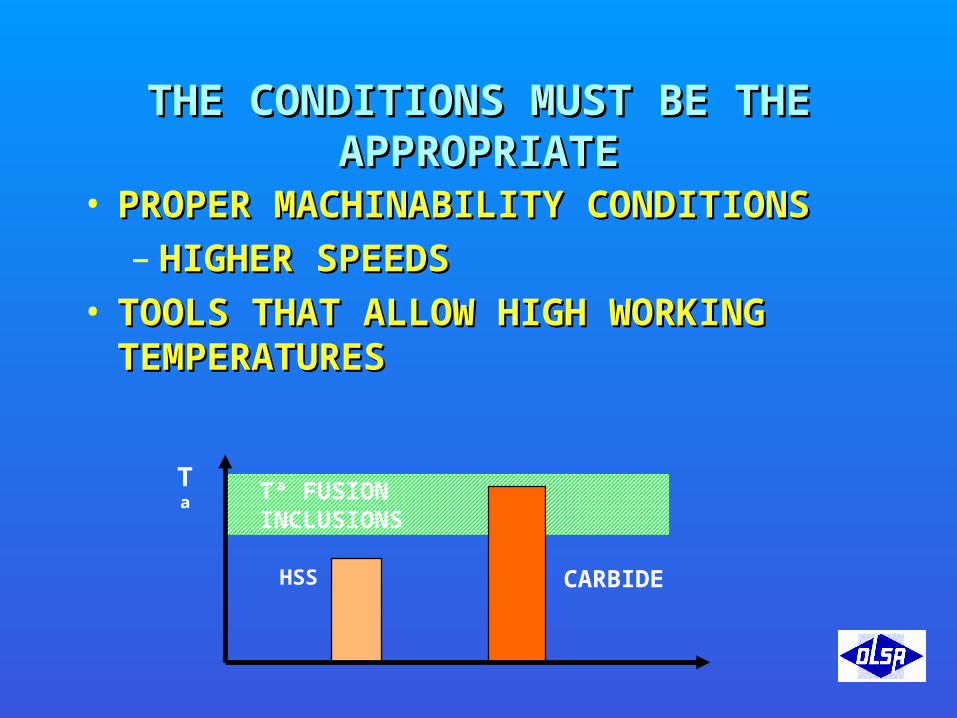
THE CONDITIONS MUST BE THE THE CONDITIONS MUST BE THE APPROPRIATEAPPROPRIATE
• PROPER MACHINABILITY CONDITIONSPROPER MACHINABILITY CONDITIONS– HIGHER SPEEDSHIGHER SPEEDS
• TOOLS THAT ALLOW HIGH WORKING TOOLS THAT ALLOW HIGH WORKING TEMPERATURESTEMPERATURES
Tª
HSS CARBIDE
Tª FUSION INCLUSIONS
FEATURES OF MECAMAX STAINLESS FEATURES OF MECAMAX STAINLESS
• Satisfied the International StandarsSatisfied the International Standars
• Corrosion ResistenceCorrosion Resistence
• Mechanical PropertiesMechanical Properties
• Material PriceMaterial Price
SIMILITUDES WITH BASE STEELSIMILITUDES WITH BASE STEEL
FEATURES OF MECAMAX STAINLESSFEATURES OF MECAMAX STAINLESS
• Cutting speed higherCutting speed higher
• Increase the ratio of cut off materialIncrease the ratio of cut off material
• Lower tool wearLower tool wear
• Reduce machine down timeReduce machine down time
• Homogenious behaviourHomogenious behaviour
GAIN RESPECT THE BASE STEELGAIN RESPECT THE BASE STEEL
BETTER MACHINABILITYBETTER MACHINABILITY
RESULTSRESULTS
• DECREASE THE MACHINING TIMEDECREASE THE MACHINING TIME– HIGHER SPEED, FEED AND DEPTHHIGHER SPEED, FEED AND DEPTH– LESS TOOLS CHANGES LESS TOOLS CHANGES
Machinability value Standard
MECAMAX
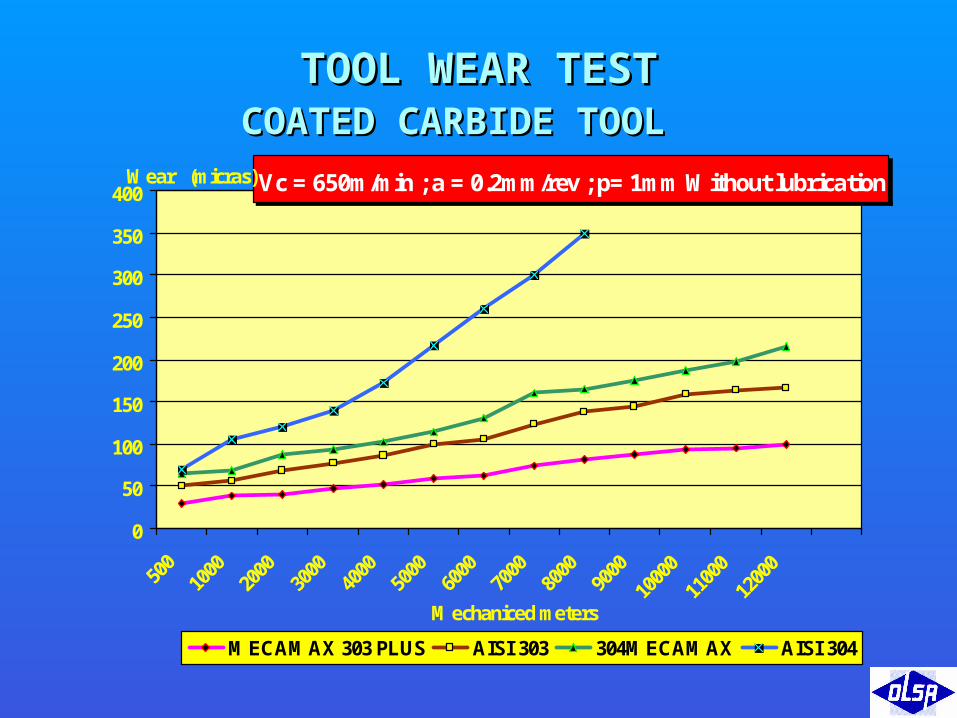
TOOL WEAR TESTTOOL WEAR TESTCOATED CARBIDE TOOLCOATED CARBIDE TOOL
Vc = 650m/min ; a = 0.2mm/rev ; p= 1mm Without lubrication
0
50
100
150
200
250
300
350
400
Mechaniced meters
Wear (micras)
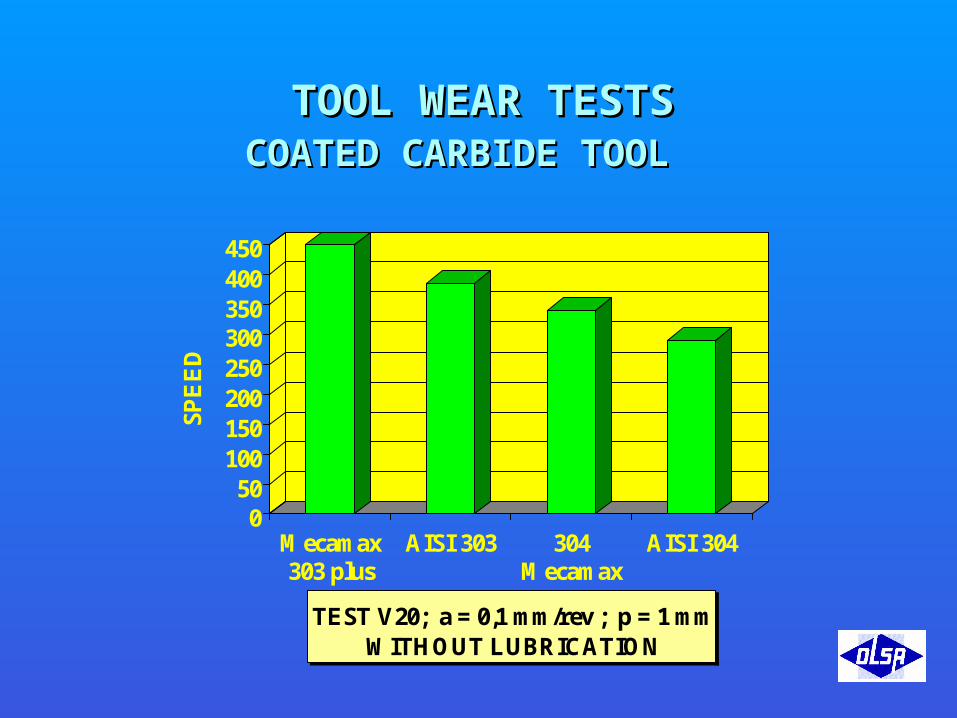
MECAMAX 303 PLUS AISI 303 304MECAMAX AISI 304
050
100150200250300350400450
SPE
ED
Mecamax303 plus
AISI 303 304Mecamax
AISI 304
TEST V20; a = 0,1 mm/rev ; p = 1 mmWITHOUT LUBRICATION
TOOL WEAR TESTSTOOL WEAR TESTSCOATED CARBIDE TOOLCOATED CARBIDE TOOL
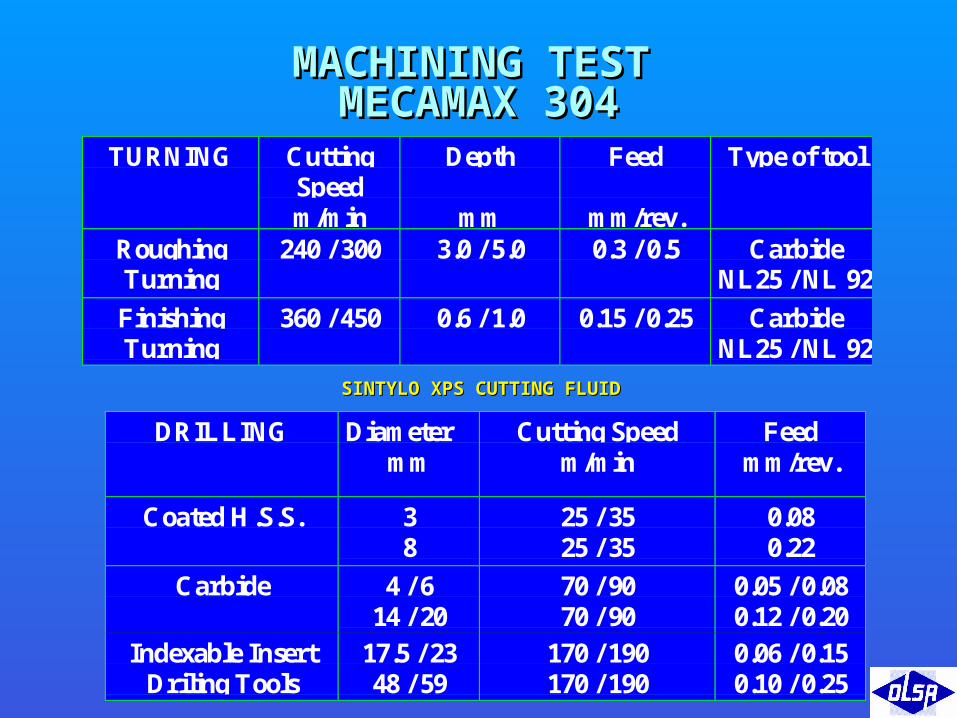
MACHINING TESTMACHINING TESTMECAMAX 304MECAMAX 304
TURNING CuttingSpeedm/min
Depth
mm
Feed
mm/rev.
Type of tool
RoughingTurning
240 / 300 3.0 / 5.0 0.3 / 0.5 CarbideNL25 / NL 92
FinishingTurning
360 / 450 0.6 / 1.0 0.15 / 0.25 CarbideNL25 / NL 92
DRILLING Diametermm
Cutting Speedm/min
Feedmm/rev.
Coated H.S.S. 38
25 / 3525 / 35
0.080.22
Carbide 4 / 614 / 20
70 / 9070 / 90
0.05 / 0.080.12 / 0.20
Indexable InsertDriling Tools
17.5 / 2348 / 59
170 / 190170 / 190
0.06 / 0.150.10 / 0.25
SINTYLO XPS CUTTING FLUIDSINTYLO XPS CUTTING FLUID
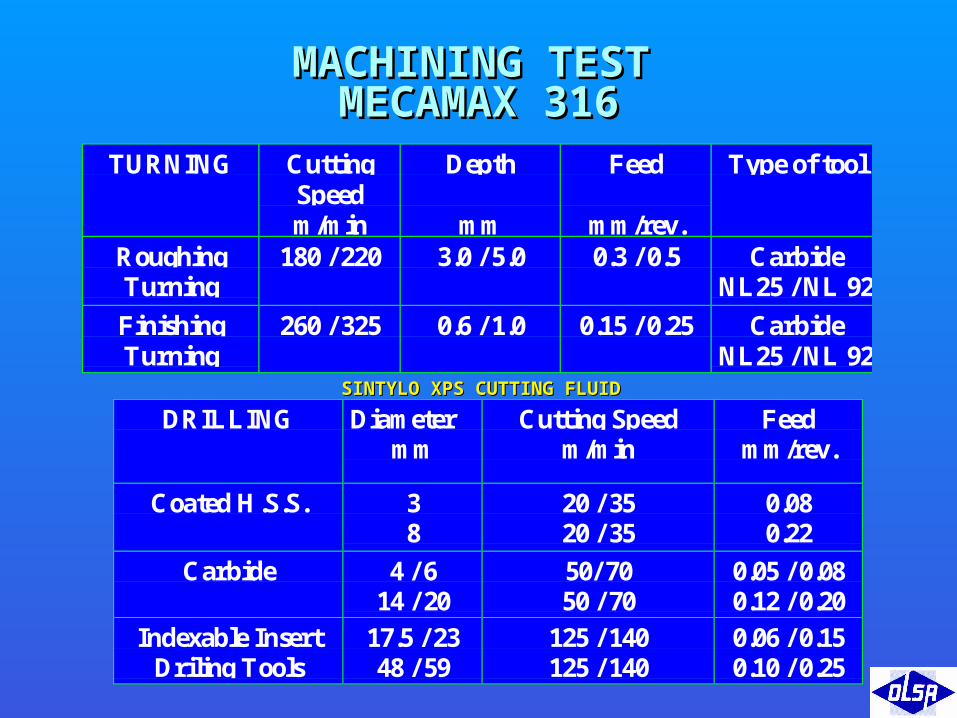
MACHINING TESTMACHINING TESTMECAMAX 316MECAMAX 316
TURNING CuttingSpeedm/min
Depth
mm
Feed
mm/rev.
Type of tool
RoughingTurning
180 / 220 3.0 / 5.0 0.3 / 0.5 CarbideNL25 / NL 92
FinishingTurning
260 / 325 0.6 / 1.0 0.15 / 0.25 CarbideNL25 / NL 92
DRILLING Diametermm
Cutting Speedm/min
Feedmm/rev.
Coated H.S.S. 38
20 / 3520 / 35
0.080.22
Carbide 4 / 614 / 20
50/ 7050 / 70
0.05 / 0.080.12 / 0.20
Indexable InsertDriling Tools
17.5 / 2348 / 59
125 / 140125 / 140
0.06 / 0.150.10 / 0.25
SINTYLO XPS CUTTING FLUIDSINTYLO XPS CUTTING FLUID
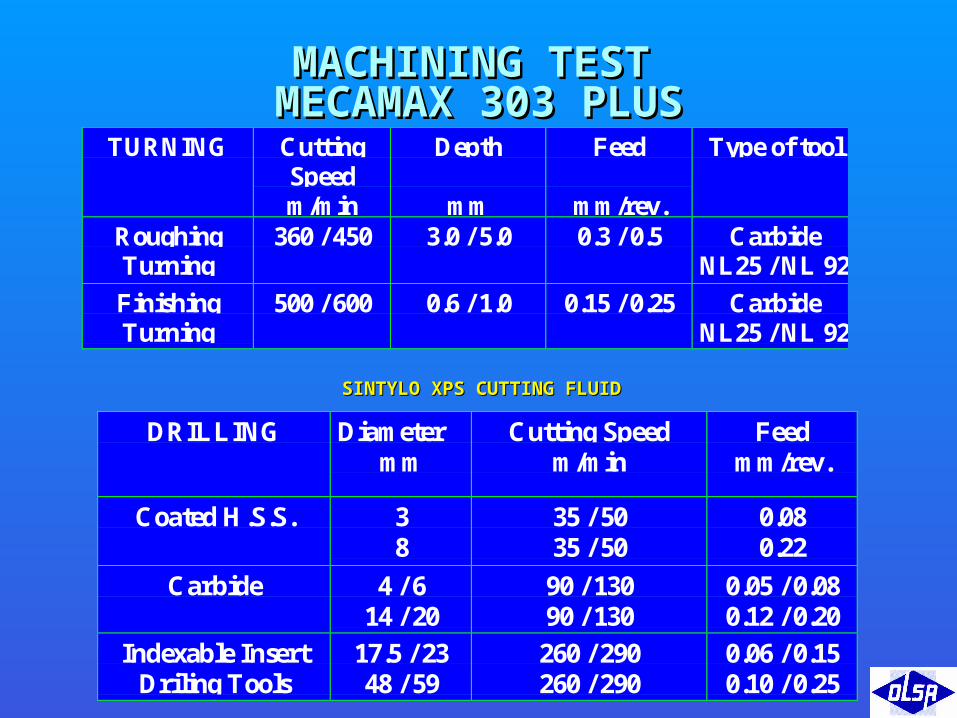
MACHINING TESTMACHINING TESTMECAMAX 303 PLUSMECAMAX 303 PLUS
TURNING CuttingSpeedm/min
Depth
mm
Feed
mm/rev.
Type of tool
RoughingTurning
360 / 450 3.0 / 5.0 0.3 / 0.5 CarbideNL25 / NL 92
FinishingTurning
500 / 600 0.6 / 1.0 0.15 / 0.25 CarbideNL25 / NL 92
DRILLING Diametermm
Cutting Speedm/min
Feedmm/rev.
Coated H.S.S. 38
35 / 5035 / 50
0.080.22
Carbide 4 / 614 / 20
90 / 13090 / 130
0.05 / 0.080.12 / 0.20
Indexable InsertDriling Tools
17.5 / 2348 / 59
260 / 290260 / 290
0.06 / 0.150.10 / 0.25
SINTYLO XPS CUTTING FLUIDSINTYLO XPS CUTTING FLUID
BENEFITS OF MECAMAX FOR THE BENEFITS OF MECAMAX FOR THE CUSTOMERCUSTOMER
• Improved Surface Finish• Improved Dimensional Tolerances• Reduced Machine Down Time• Increased Cutting Speeds• Increased Tool Life
GREATER PRODUCTIVITYGREATER PRODUCTIVITY
LOWER COSTSLOWER COSTS