Embed Size (px)
Citation preview

J. Ind. Eng. Chem., Vol. 13, No. 6, (2007) 1002-1008
Preparation of Electrospun Porous Ethyl Cellulose Fiber by
THF/DMAc Binary Solvent System
Ju Young Park, Sung Woo Han, and In Hwa Lee†
Department of Environmental Engineering, BK21 Team for Biohydrogen Production, Chosun University, Gwangju
501-759, Korea
Received June 21, 2007; Accepted September 6, 2007
Abstract: Morphological change of electrospun fiber with various solvent was conducted to figure out solvent
effect on the surface of ethyl cellulose nanofiber. THF (bp 66 o
C) and DMAc (bp 165 o
C) binary solvent sys-
tem was introduced and electrospinning was performed with different ratio of THF/DMAc including each pure
solvent at 100 µL/min flow rate of 15 % (w/v) ethyl cellulose dissolved in the solvent. The applied voltage was
10, 13, 15, and 20 kV under 10 cm tip-to-collector distances. Morphology of fibers was evaluated by SEM im-
age through the various magnification. Regular holes were formed on the surface of fiber from pure THF and
80 % THF in DMAc, while smooth surface was observed for the pure DMAc and 80 to 20 % DMAc ratio in
THF. As the electric conductivity increased, the diameter of electrospun fiber decreased. In case of binary sol-
vent, the average diameter decreased from 1100 to 500 nm as increased the ratio of DMAc from 20 to 80 %.
Keywords: electrospinning, ethyl cellulose, nanofiber, binary solvent, morphology
Introduction1)
Cellulose is a naturally occurring polymer of particular
interest due to its abundant availability and biodegrada-
bility. These properties make cellulose fiber useful in a
wide range of area such as filtration, biomedical applica-
tions and protective clothing [1]. Unfortunately however,
there is a few research article has been reported on the fi-
ber of cellulose and its derivatives produced by the elec-
trospinning method. Ethyl cellulose is a kind of cellulose
ether, and it shows good thermostability and electric
properties. The film made from ethyl cellulose has quite
good permeability, it has been widely used industrial air
filter [2].
Electrospinning has been extensively investigated for
the preparation of nanofibers exhibiting high surface
area-to-volume and length-to-diameter ratios. These
characteristics are essential for practical applications
such as separation membranes. The characteristic of fiber
during electrospinning depends on the solution properties
such as viscosity, surface tension, conductivity, boiling
†To whom all correspondence should be addressed.
(e-mail: [email protected])
point and dielectric constant [3]. The morphology of
electrospun nanofibers also depends on the electrospinn-
ing parameters such as polymer concentration, spinning
distance and solvent properties [4].
Ultrafine porous fibers were prepared by the rapid
phase separation during the electrospinning process when
a highly volatile solvent was used [5]. Wendorff and
coworkers prepared porous fibers from poly-L-lactide,
polycarbonate, and polyvinylcarazole with methylene
chloride [6] and these porous nanofibers have potential in
applications such as nanofiltration and functional nano-
tubes by fiber templates [7-9]. Han reported for the pre-
paring the porous fiber and non-porous from cellulose
triacetate using methylene chloride and ethanol mixed
solvent [5]. At this paper, mixed solvents had low vapor
pressure by adding larger amount of ethanol and sub-
stantially the solidification of polymer became dominant,
resulting in the non porous fiber structure. The dielectric
constant of solvent has a significant influence on elec-
trospinning. If a solvent of a higher dielectric constant is
added to a s solution to improve the electro spinnability
of the solution, the interaction between the mixtures such
as the solubility of the polymer will also have an impact
on the morphology of the electrospun fibers [4]. When

Preparation of Electrospun Porous Ethyl Cellulose Fiber by THF/DMAc Binary Solvent System 1003
Table 1. Properties of Solvents used in This Study
Solvent b.p (oC) ε
aµb
THF 66 7.47 1.7
DMAc 165 37.8 3.72a Dielectric constant at 20
oC,
b Dipolemoment in Debyes.
DMF added to polystyrene (PS) solution, beads are
formed even though electro spinnability should improve
due to higher dielectric constant of DMF [10].
In this study, we try to prepare the porous nanofiber
from ethyl cellulose dissolved in a THF/DMAc binary
solvent system having a different boiling temperature
and dielectric constant. Also, we want find out the role of
solvent on the morphology of electrospun ethyl cellulose
fiber through observing the magnified images of the fiber
prepared with various solvent ratio using THF and
DMAc those are having different solvent properties. We
expect the more volatile solvent make a hole due to the
high evaporating rate during electropinning.
Experimental
Materials
Ethyl cellulose, tetrahydrofuran (THF), and dimethyla-
cetamide (DMAc) purchased from Sigma. These chem-
icals were used without further purification. The basic
properties of these solvents are summarized in Table 1.
Preparation and Characterization of Ethyl Cellulose
Solutions
Ethyl cellulose solutions having a different ratio of bi-
nary solvent were prepared with 15 % (w/v) ethyl cellu-
lose dissolved in the THF/DMAc according to volume
ratios of 100/0, 80/20, 60/40, 50/50, 40/60, 20/80, and
0/100. The viscosity and the conductivity of the prepared
solution were measured by viscometer (LVDV II+,
Brookfield Co., USA) and conductivity meter (CM-11P,
TOA Electronic Ltd). Surface tension for each solution
was measured tensionmeter (K9, Kruss Co., Germany).
Characterization
The morphology of electrospun ethyl cellulose fibers
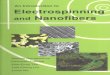
Figure 1. Schematic and photo of electrospinning apparatus.
such as status of surface, diameter of fiber were observed
by Image microscope (Sometech Inc, Korea) and Scann-
ing electron microscope (FE-SEM, Hitch 8400s, Japan),
respectively. The diameter of the electrospun fibers is de-
termined with image analyzer (imageJ).
Electrospinning Process
The schematic experimental system used for the electro-
spinning process is shown in Figure 1. The eletrospin-
ning system composed as follows, syringe pump (200
series, KD Scientific Inc., USA) used as injector having
plat capillary tip 0.8 mm diameter and connected high
voltage DC power supplier generating positive DC vol-
tages up to 50 kV (DC power supply PS/ER 50R06
DM22, Glassman high voltage Inc., USA).
Grounded counter electrode was connected to collector
which covered with aluminum foil. Positive voltage ap-
plied to polymer solution controlled between 10 and 20
kV with stepwise increase. The concentration of ethyl
cellulose solution for fiber formation was fixed with 15
% (w/v). The flow rate were fixed to 100 µL/min and tip
to collector distance (TCD) is fixed at 10 cm. All electro-
spinning were carried out at the room temperature.
Results and Discussion
Effect of Solution
For the preliminary experiment electrospun of ethyl cel-
lulose performed with each THF and DMAc as a single
solvent. We prepare electrospun solution with 15 %
(w/v) ethyl cellulose dissolve in the THF or DMAc.
Electrospinning carried out at 100 µL/min flow rate, ap-
plied voltage was 15 kV under 10 cm tip-to collector dis-
tance (TCD). Figure 2 shows SEM images of electrospun
ethyl cellulose fiber for the various solvent. The result of
electrospinning, both THF and DMAc formed electro-
spun ethyl cellulose fiber (Figures 2(a) and (c)). In case
of THF, hole was formed on the surface of fiber, on the
contrary DMAc gave a smooth surface of nanofiber
(Figures 2(b) and (d)). For the further study, we evaluate
the effect of THF/DMAc binary system according to ratio
of solvent.

Ju Young Park, Sung Woo Han, and In Hwa Lee1004
(a) (b)
(c) (d)
Figure 2. SEM image on the surface of electrospun ethyl cellu-
lose with various solvents (ethyl cellulose; 15 % (w/v), applied
voltage; 15 kV, flow rate; 100 µL/min, TCD; 10 cm) (a) THF
(× 150), (b) THF (× 1000), (c) DMAc (× 1200), (d) DMAc (×
10000).
Effect of Binary Solvent Ratio
From the preliminary experiment, it was found that the
morphology of the fibers depends on the solvent si-
gnificantly. We prepare various solutions with fixed 15
% (w/v) ethyl cellulose according to volume ratios of
80/20, 60/40, 50/50, 40/60, and 20/80. Figures 3 and 4
show SEM image of electrospun ethyl cellulose fibers
prepared from different ratios of THF/DMAc (v/v). El-
(a) (b) (c)
(d) (e)
Figure 3. Low magnified SEM image of the electrospun ethyl cellulose fiber with various solvent ratio; (a) THF/DMAc = 80/20, (b)
THF/DMAc = 60/40, (c) THF/DMAc = 50/50, (d) THF/DMAc = 40/60, (e) THF/DMAc = 20/60 (ethyl cellulose; 15 % (w/v), ap-
plied voltage; 20 kV, flow rate; 100 µL/min, TCD; 10 cm) (× 1000).
ectrospinning was performed for the various ratio of
THF/DMAc including each pure solvent at 100 µL/min
flow rate of 15 % (w/v) ethyl cellulose dissolved under
applied voltage 20 kV applied to 10 cm tip-to-collector
distances (TCD). It was found that the addition of DMAc
gave the changes not only surface structure of fiber but
also the fiber diameter (Figures 3 and 4). Regular holes
were formed on the surface of fiber from pure THF
(Figure 4(a)) and 80 % THF in DMAc (Figure 4(b)),
while smooth surface was observed in pure DMAc
(Figure 4(g)) and 80 to 20 % DMAc in THF (Figures
4(c)∼(e)). We studied about chemical properties of
solvent including boiling point and dielectric constant
with various THF/DMAc ratios.
Chemical Properties of Ethyl Cellulose Solutions
The chemical properties of the polymer solution have
the most significant influence in the electrospining proc-
ess and the resultant fiber morphology. The surface ten-
sion has a part to play in the formation of beads along the
fiber length. The viscosity of the solution and its elec-
trical properties will determine the extent of elongation
of the solution. This will in turn have an effect on the di-
ameter of the resultant electrospun fibers [4].
Figures 5 and 6 are plots of viscosity and surface
tension of ethyl cellulose solution with different solvent
ratio of THF and DMAc. The properties of viscosity and
surface tension of binary solvent are less than each single
component. Comparing the morphology of electrospun
fiber and above results, the properties of viscosity and
surface tension did not affect significantly on the poro-

Preparation of Electrospun Porous Ethyl Cellulose Fiber by THF/DMAc Binary Solvent System 1005
(a) (b) (c)
(d) (e) (f)
(g)
Figure 4. High magnified SEM image of the electrospun ethyl cellulose fiber with various solvent ratio; (a) only THF (× 1000), (b)
THF/DMAc = 80/20 (× 6000), (c) THF/DMAc = 60/40 (× 3000), (d) THF/DMAc = 50/50 (× 20000), (e) THF/ DMAc = 40/60 (×
30000), (f) THF/DMAc = 20/60 (× 40000), (g) only DMAc (× 100000) (ethyl cellulose; 15 % (w/v), applied voltage; 20 kV, flow
rate; 100 µL/min, TCD; 10 cm).
Figure 5. Viscosity change of ethyl cellulose solution for the
various solvent ratio.
sity of fiber.
On the contrary the electric conductivity plays the
important role on the average diameter and shapes of the
Figure 6. Surface tension change of ethyl cellulose solution for
the various solvent ratio.
fiber. Figure 7 show the electric conductivities of
solvent, THF is almost insulator and DMAc is conductor
and the conductivities of mixed solvents are increase as

Ju Young Park, Sung Woo Han, and In Hwa Lee1006
Figure 7. Electric conductivity change of ethyl cellulose sol-
ution for the various solvent ratios.
the DMAc ratio increased.
As the electric conductivity increase, the electrospun fi-
ber diameter decreased. For the binary solvent the aver-
age diameter decreased from 1100 to 500 nm as in-
creased the ratio of DMAc from 20 to 80 %.
The distributions of diameter for the fiber were plotted
at Figure 9 as a function of solvent ratio. As DMAc ratio
increase, that is increase the electric conductivity, the
distribution of the diameter is shift to regular shape.
Such results can be explained by Taylor cone theory
(a) (b) (c)
(d) (e)
Figure 9. The distribution about fiber diameter of electrospun ethyl cellulose as a function solvent ratio; (a) THF/DMAc = 80/20, (b)
THF/DMAc = 60/40, (c) THF/DMAc = 50/50, (d) THF/DMAc = 40/60, (e) THF/DMAc = 20/80 (ethyl cellulose; 15 % (w/v), ap-
plied voltage; 20 kV, flow rate; 100 µL/min, TCD; 10 cm).
Figure 8. The average diameter of electrospun fiber as a func-
tion of THF/DMAc solvent ratios (applied voltage 20 kV, flow
rate 100 µL/min, TCD; 10 cm).
[11], as the electric conductivity increased the mobility
of solution increased in the high voltage of electric field
owe to abundant electric charges in the solution. We
could concluded that as DMAc ratio increase caused
electric conductivity increase in the mixed solvent,
consequently the diameter of fiber are decreased and
distribution of the fiber became more regular.
The dielectric constant of a solvent known as a
significant property for the electrospinning. Generally, a

Preparation of Electrospun Porous Ethyl Cellulose Fiber by THF/DMAc Binary Solvent System 1007
(a) (b)
(c) (d)
Figure 10. 1000× magnified SEM image of electrospun ethyl
cellulose fiber under different applied voltage; (a) 10 kV, (b)
13 kV, (c) 15 kV, and (d) 20 kV (ethyl cellulose; 15 % (w/v),
THF/DMAc = 20/80 (v/v), flow rate; 100 µL/min, TCD; 10
cm).
solution with a greater dielectric property reduces the
beads formation and the diameter of electrospun fiber
[12]. Solvent such as N,N-Dimethylformanide (DMF)
contributes to the solution increasing its dielectric
property to improve of the fiber morphology [13].
In case of ethyl cellulose solution under THF solvent,
bead formed due to low dielectric constant (7.47). While
the dielectric constant of DMAc (37.8) was higher than
THF (7.47), the diameter of ethyl cellulose fiber became
more uniform fiber as DMAc ratio increased. Practically,
as DMAc ratio increased, the diameter of ethyl cellulose
fiber decreased to approximately from 1000 nm in THF
single solvent system to 400 nm in DMAc single solvent
system (Figure 3).
The formation of micro hole on the fiber surface owe to
the volatility difference of two solvent, THF and DMAc.
(a) (b) (c)
Figure 11. 2000× magnified SEM image of electrospun ethyl cellulose fiber under different applied voltage; (a) 10 kV, (b) 13 kV, (c)
20 kV (ethyl cellulose; 15 % (w/v), THF/DMAc = 60/40 (v/v), flow rate; 100 µL/min, TCD; 10 cm).
The boiling points of THF and DMAc are 65 and 165 o
C,
respectively. Because of THF is higher vapor pressure
than DMAc, THF evaporate rapidly during electro-
spinning, while a considerable amount of less volatile
solvent remains within ethyl cellulose fiber. Conse-
quently, microhole on the surface of fiber could be
formed by elctrospinning of the ethyl cellulose with the
high boiling point solvent. Practically only THF was
used as a solvent, blockage of tip observed, while DMAc
was a single solvent jets appeared to be continuous with-
out a blockage. These phenomena also attributed to
mainly from boiling point difference of two solvent [14].
Effect of Applied Voltage
A series of experiments was performed with 15 % (w/v)
ethyl cellulose solution in 20/80 THF/DMAc volume ra-
tio solvent under applied voltage was varied from 10 to
20 kV and the tip-to target distance was fixed at 10 cm.
The results are shown in Figure 10. There was a slight in-
crease in fiber diameter upon increasing the applied
voltage. Also, as the voltage increased, the shape of fiber
became more regular electrospun web. Increasing the ap-
plied voltage will increase electrostatic repulsion force
for fluid jet, which favors thinner-fiber formation. But
there was not observed a remarkable difference in the
morphology. Corona discharge was occurred over 20 kV
applied voltage, and it prevent electrospinning.
Figure 11 show the effect of the applied voltage on 15
% (w/v) ethyl cellulose solution (with a 60/40 THF/
DMAc volume ratio) 10 cm tip to collector distance
(TCD). With an increasing applied voltage, the diameter
of electrospun fibers gradually decreased, and the shape
of fiber was become regular. The structure of electrospun
ethyl cellulose fiber became the full developed fiber from
bead likeover 20 kV while mixed shapes observed in the
range of 10 to 15 kV of applied voltage. As the applied
voltage increased to 10, 13, and 20 kV, the average di-
ameter of fibers decreased 998, 821, and 763 nm
respectively.

Ju Young Park, Sung Woo Han, and In Hwa Lee1008
Conclusion
The morphology of electrospun fiber is very diverse
with the kinds and ratio of solvent in the THF/DMAc bi-
nary system. The diameter of the ethyl cellulose fibers
were influenced by ratio of solvent in the THF/DMAc bi-
nary system. Regular holes were formed on the surface
of fiber from pure THF and 80 % THF in DMAc, while
smooth surface was observed in pure DMAc and 80 to 20
% DMAc in THF. As DMAc ratio increased, the electric
conductivity increased almost linearly. For the mixed
solvent the average diameter decreased from 1100 to 650
nm as increased the ratio of DMAc from 20 to 80 %. In
terms of the applied voltage, the structure of ethyl cellu-
lose electrospun fiber changes at 10 kV from bead like to
full developed fiber as voltage increased to 20 kV.
Acknowledgments
This study was supported by research funds from
Chosun University, 2002.
References
1. C. W. Kim, D. S. Kim, S. Y. Kang, M. Manuel, and
Y. L. Joo, Polymer, 47, 5097 (2006).
2. W. Xiaohui, W. Linge, Y. Hui, and H. Young, J.
Polymer. 97, 1292 (2004).
3. J. M. Deitzel, J. Kleinmeyer, K. Harris, and N. C. B.
Tan, Polymer, 42, 261 (2001).
4. S. Ramakrishna, K. Fujihara, W. E. Teo, T. C. Lim,
and M. Zuwei, An Introduction Electrospinning and
Nanofibers, pp. 101, World Scientific Publishing
Company, Singapore (2005).
5. S. O. Han, W. K. Son, J. H. Youk, T. S. Lee, and W.
S. Lee, Mater. Lett., 59, 2998 (2005).
6. M. Bognitzki, H. Hou, M. Ishaque, T. Frese, M.
Hellwig, C. Schwarte, A. Schaper, J. H. Wendorff,
and A. Greiner, Adv. Mater. 13, 70 (2001).
7. M. Bognitzki, H. Hou, M. Ishaque, T. Frese, M.
Hellwing, C. Schwarte, A. Schaper, J. H. Wendorff,
and A. Greiner, Adv. Mater, 12, 637 (2000).
8. R. A. Caruso, J. H. Schattka, and A. Greiner, Adv.
Mater, 13, 1577 (2001).
9. H. Hou, Z. Jun, A. Reuning, A. Schaperm, J. H
Wendorff, and A. Greiner, Macromolecules, 35,
2429 (2002).
10. L. Wannatong, A. Sirivat, and P. Supaphol, polymer.
Int, 53, 1851 (2004).
11. X. H. Zhong, K. S. Kim, D. F. Fang, S. F. Ran, B. S.
Hsiao, and B. Chu, polymer, 43, 4403 (2002).
12. W. K. Son, J. H. Youk, T. S. Lee, and W. H. Park,
polymer, 45, 2959 (2004).
13. K. H. Lee, H. Y. Kim, Y. M. Ra, and D. R. Lee, pol-
ymer, 44, 1287 (2003).
14. H. Liu and Y. L. Hsieh, J. Poly. Sci., 40, 2119
(2002).