Embed Size (px)
Citation preview
122 Sci. Technol. Energ. Mater., Vol. 82, No. 5, 2021
© Copyright Japan Explosives Society. All rights reserved.
Preparation of ceramic-intermetallics-metal three layered clad by novel hot explosive welding
Ryuichi Tomoshige *†, Kensaku Takaki*, Yoshihisa Maeda*, Shouta Momokita*, and Kazushi Kai*
* Department of Nanoscience, Faculty of Engineering, Sojo University, 4-22-1 Ikeda, Nishi-ku, Kumamoto, 860-0082 JAPAN Corresponding author: [email protected] Phone: +81-96-326-3749
Received: December 14, 2020 Accepted: March 25, 2021
Abstract We have developed a novel welding technique for joining ceramic materials and metals. The technique composes of combustion synthesis, which is an exothermic reaction with very high temperature, and explosive welding. Layered powder bed consisting of raw material powders for TiC-Al 2O 3 ceramic composite and TiNi intermetallics was combustion-synthesized on a copper plate by using the metal heating coil. After that, the explosive was detonated immediately for welding under elevated temperature associated with the combustion synthesis. Consequently, a three-layered clad was obtained with cohesive interface between the dissimilar materials. Hardness value in the ceramics layer increased with the amounts of explosives. The rapid quenching tests using the strip specimen showed no exfoliation at the interfaces of the samples. It is suggested that TiNi with pseudo elastic effect was effective to relax the thermal stress caused between the dissimilar materials.
Keywords: interface, rapid quenching, multi-layered clad, combustion synthesis, explosion
1. Introduction
Many advanced engineering ceramics have been attracted for their excellent functions characterized by lightweight, heat- and abrasion-resistances, high strength at elevated temperature, and so on. Therefore, development of hybrid composites involving the ceramics must be so beneficial. Some of the dedicated researchers have tried to create the hybrid materials in combination with metals despite their different mechanical and thermal properties as well as chemical bonding 1),2). As one of the preferable processes for creating the hybrid materials, a joining process, e.g., brazing and laser processing, can be listed 3),4). However, the joining process often requires a relatively long processing time. An explosive welding process, which utilizes the strong energy of explosives, might be a predominant candidate among the joining process because of an advantage of its short time processing. The study on the explosive welding has also been energetically promoted by many researchers so far, but in most cases, their researches have been made on a combination between dissimilar metals 5-9). On the other hand, combustion synthesis or self-
propagating high-temperature synthesis (SHS) has a characteristic that combustion wave, i.e., exothermic reaction, progresses spontaneously accompanying with high temperature of several thousand degrees Celsius 10). The simple and quick synthesis processes have been utilized for various applications such as liner coating of pipe or surface coating of bulky metal in order to increase wear or chemical resistance, etc. by other researchers. For example, Singsarothai et al. have succeeded in coating the inner surface of a steel pipe with a cermet layer produced by combustion synthesis 11). Prior to this, Odawara had successfully coated the inner surface of the 3 m-long steel pipe with ceramics 12). These are effective examples using combustion synthesis, but their production required a centrifuge machine that rotates at ultra-high speeds of 125 G or 200 G. Other researchers poured the molten metallic copper, which also was used as a heat source for initiation of combustion synthesis, onto a powder mixture consisting of titanium and carbon under vacuum so as not to oxidize them. As a result, the two materials have been successfully bonded each other by impregnating the synthesized porous ceramics including TiC with copper 13),14). This method is an appropriate strategy to compensate for a weak point of the
Researchpaper
Sci. Technol. Energ. Mater., Vol. 82, No. 5, 2021 123
combustion-synthesized product becoming a porous body by impregnation with metal. But the report was pointed out that crack-like gaps and relatively large pores were shown in the ceramics, too. In common with the above studies, there are strategies to join ceramics and metals by taking advantage of the characteristics of combustion synthesis that the reaction product is in a semi-molten state. However, there are not many examples of combining such a combustion synthesis with shock energy. In this situation, our research group has carried out a hot dynamic compaction of difficult-to-consolidate materials such as intermetallics, and oxide and non-oxide ceramics either individually or in layers by a combination of an explosive powder compaction technique and combustion synthesis without the need for large-scale equipment 15-17). Furthermore, functionally graded materials have been also produced 18),19). However, since the size of these samples was 10 to 20 mm, they were not practical. Considering the actual use of the materials, the ceramic-metal cladding materials with a large area are necessary. Even though it is considered that the explosive welding is effective for achieving the actual use, most of the examples of explosive welding so far, as mentioned earlier, are combinations of dissimilar metal materials, and the examples of joining metal with ceramics are limited to the report of joining between metal foil and bulk ceramics by Hokamoto et al 20). In fact, when a hard ceramic material fabricated by sintering process is used as a workpiece material in the explosive welding, it is obvious that the hard material will be broken the moment at which the shock energy is applied. Therefore, in-situ synthesis of ceramics by combustion synthesis is advantageous for the processing because the ceramics can be kept under high temperature and in a softened state. In this study, we aimed to fabricate closely-joined hybrid ceramic-metal cladding materials by simultaneously
applying high temperature from combustion synthesis and ultrahigh-pressure from explosives. The processing is called hot explosive welding. In this study, it is reported on the fabrication of the layered hybrid joint composed of TiC-Al 2O 3 ceramic composite and copper metal with TiNi intermetallics as a buffer material against thermal stress by hot explosive welding.
2. Experimental
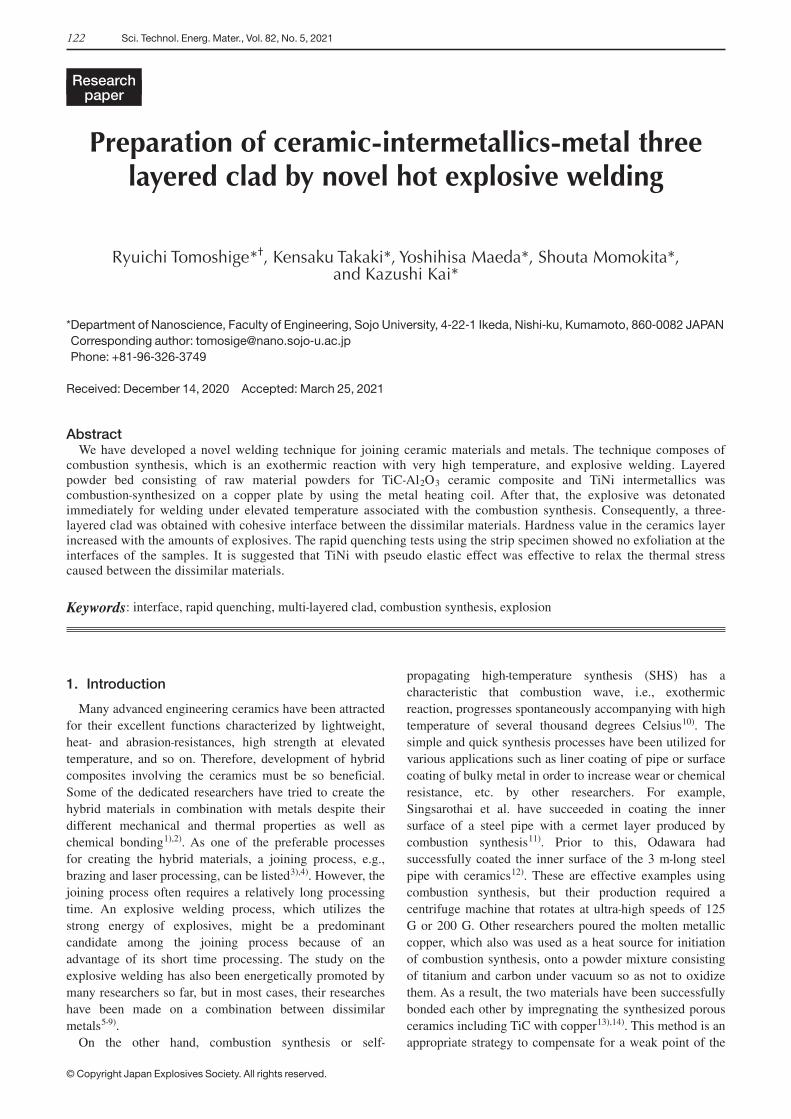
Figure 1 shows a schematic illustration of an experimental apparatus. This apparatus is separated into two portions; explosive and chemical reaction parts. A plastic explosive is placed above a copper- or stainless steel-made flyer plate (FP). For the latter material, we used a material called SUS304 in the Japanese Industrial Standards. Commercially available titanium oxide (anatase type, particle size 0.1 to 0.3 μm, purity 98.0 %), aluminum (about 2.0 μm, 99.5 %), graphite (1.0 to 2.0 μm, 99.0 %), titanium (less than 45 μm, 99.4 %,) and nickel powders (3 to 7 μm, 99.0 %) were used. The stoichiometric amount of raw material powders was weighed according to Equations (1) and (2), pestled in ethanol for 1 hour using mortar, and then dried fully. After that, the powder mixtures were stacked on a copper-made base plate (BP; 70 mm × 70 mm × 2 mm in size) in the order of layers of ceramics and intermetallics from the top. Then, the powder mixtures were compacted into a powder bed of 3 mm in thickness by a hydraulic press.
3TiO 2+4Al+3C → 3TiC+2Al 2O 3 (1)
Ti+Ni → TiNi (2)
Combustion synthesis of the powder bed placed on BP was initiated by applying electrical current to an ignition coil made from a tungsten wire which was embedded in the
441
Figure 1 Schematic illustration of the hot explosive welding.
124 Ryuichi Tomoshige et al.
powder bed. Between 10 to 40 s after initiating the reaction, explosives were detonated with an electric detonator. Consequently, ceramics and intermetallics were successfully impacted by flyer plate with high velocity under high temperature of the combustion synthesis and were welded with the copper metal plate of FP.Here, the synthesized TiNi is known as one of the intermetallic compounds with pseudo-elastic effect 21). The effect plays an important role in the relaxation of the thermal stress generated between the ceramic and the metal. The detonation velocity of SEP plastic explosive used in this study is about 6900 m・s -1, and the amount of the explosive was either 56.0 g or 113 g in order to vary the pressure applied to the combustion-synthesized products. The explosive charge was shaped into a cuboid with a size of about 70 mm × 70 mm × 10 mm or 20 mm. Phase identification of the reaction products was performed by X-ray diffraction (XRD, PANalytical, X’pert PRO). The obtained joints were cut by a cutting machine, mirror-polished, and observed with scanning electron microscopy (SEM, Keyence VE-7800). Vickers hardness tests (Mitsutoyo, HMV) were carried out on the ceramics layer. In addition, a rapid quenching test was also performed to evaluate both thermal shock properties and the relaxation effect of TiNi layer against thermal stress. For this test, welded materials were cut into a rectangular shape with the size of 13 mm × 5 mm × 4 mm, inserted into an electric furnace, and kept at 600 °C for 10 minutes in the air, and then dropped into a water tank at room temperature.
3. Results and discussion
The amount of explosive was changed to investigate the effect of an impact by the flyer plate on products obtained by combustion synthesis when the flyer plate collided with the product. Therefore, a velocity of accelerated flyer plate V was estimated with the Gurney equation in the case of using open-faced sandwich configurations as shown in Equation (1) 22).
V =√
2E 1 + (1 + 2M/C)3 /6(1 + M/C) + M/C−1/2
(1)
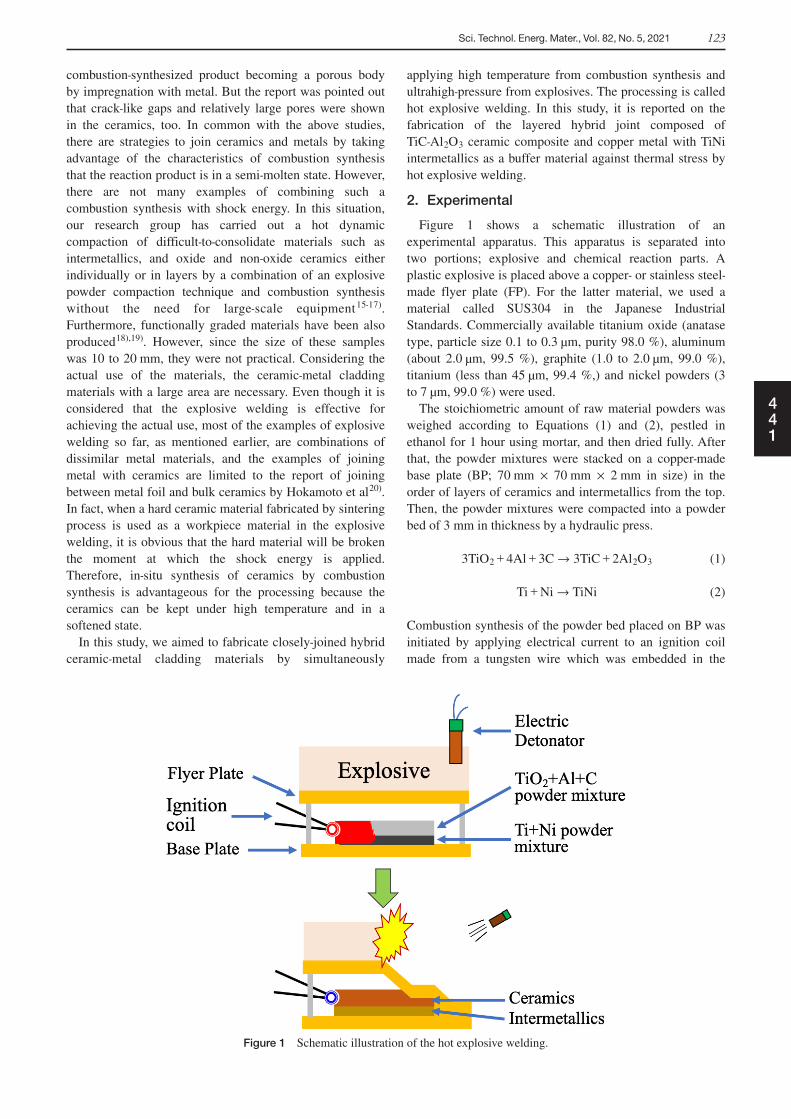
Where, E is Gurney energy that depends on the kind of explosive material, and 2E is the so-called Gurney constant. A value of 2.16 MJ・kg -1 was adopted on E, which was referred from the report of Tanaka et al. who conducted a study using the same SEP explosive 23). M is the mass of the metal flyer plate, and C is the mass of the explosive material. Measured mass of copper flyer plate with a size of 70 mm × 70 mm × 2 mm was 87.6 g. Consequently, the calculated velocity of the flyer plate was about 835 m・s -1 and 1330 m・s -1 in the case of using 56.0 g and 113 g of SEP explosive, respectively. This result indicates predictably that the more the explosive being used, the stronger the impacted load on the products. Figure 2 shows a result of temperature profile measured with Pt-PtRh thermocouple at the edge of the powder bed for TiNi intermetallics during combustion synthesis. Rapid temperature change, which is a feature of combustion synthesis, was indicated at an early stage. Maximum
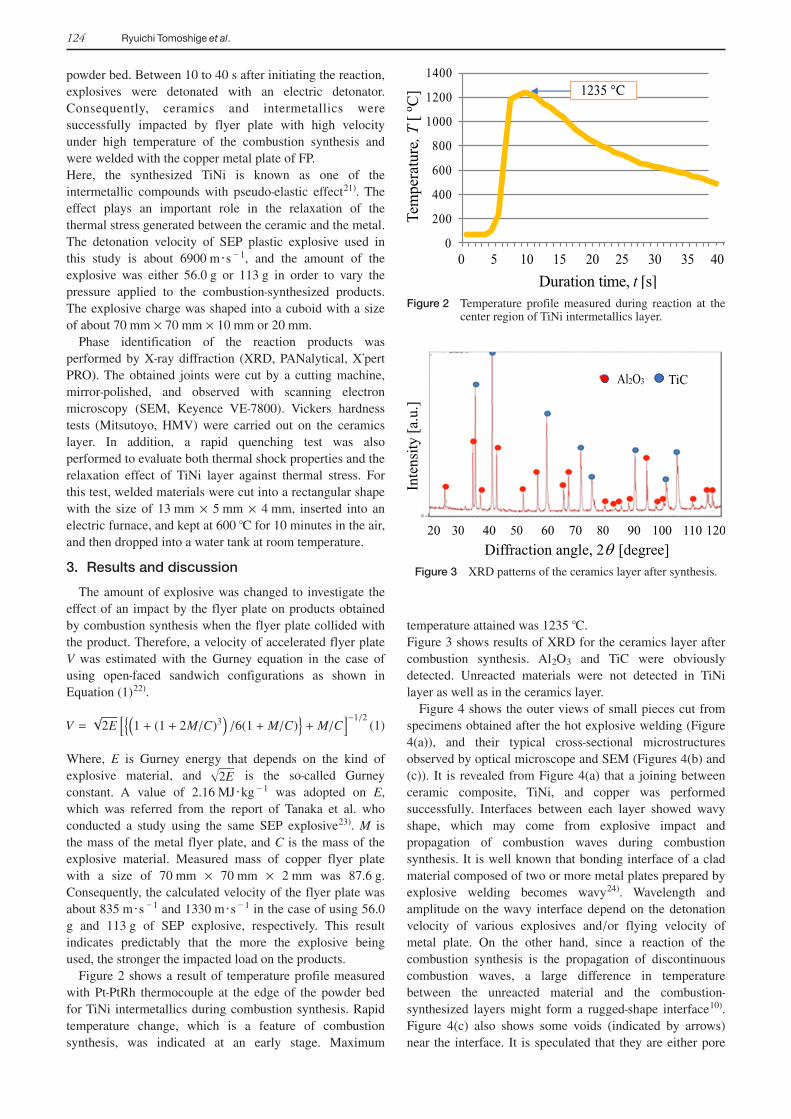
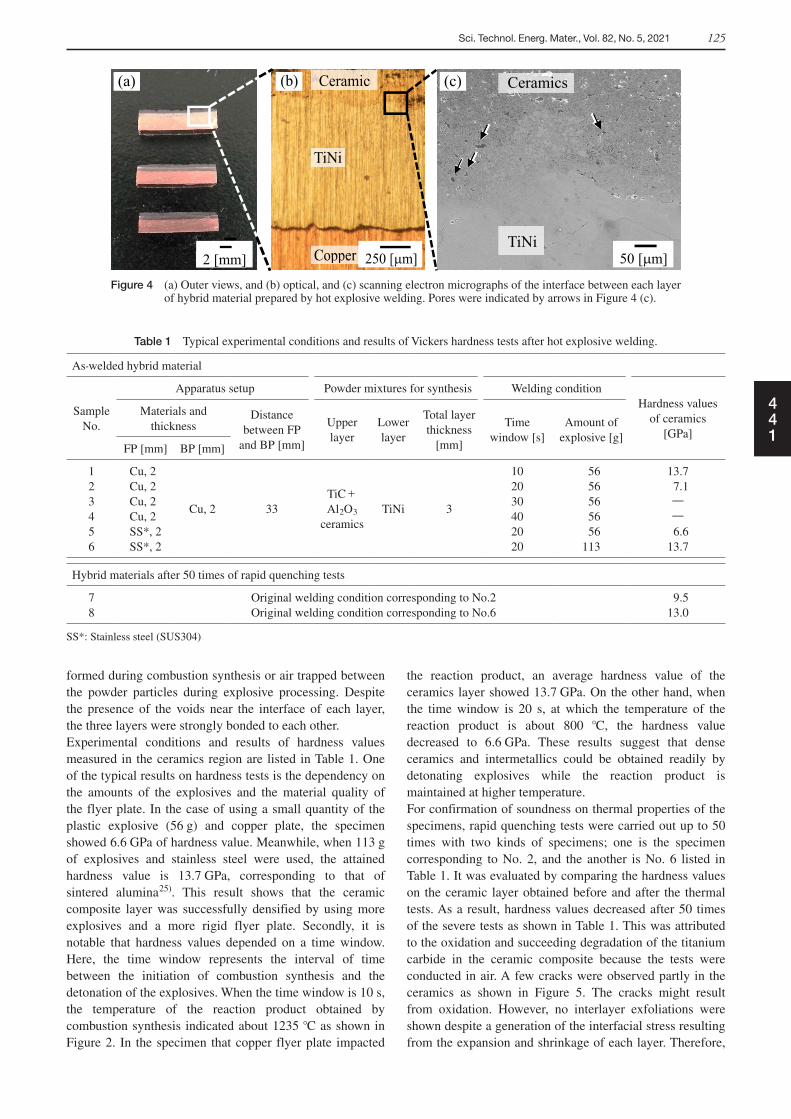
temperature attained was 1235 °C.Figure 3 shows results of XRD for the ceramics layer after combustion synthesis. Al 2O 3 and TiC were obviously detected. Unreacted materials were not detected in TiNi layer as well as in the ceramics layer. Figure 4 shows the outer views of small pieces cut from specimens obtained after the hot explosive welding (Figure 4(a)), and their typical cross-sectional microstructures observed by optical microscope and SEM (Figures 4(b) and (c)). It is revealed from Figure 4(a) that a joining between ceramic composite, TiNi, and copper was performed successfully. Interfaces between each layer showed wavy shape, which may come from explosive impact and propagation of combustion waves during combustion synthesis. It is well known that bonding interface of a clad material composed of two or more metal plates prepared by explosive welding becomes wavy 24). Wavelength and amplitude on the wavy interface depend on the detonation velocity of various explosives and/or flying velocity of metal plate. On the other hand, since a reaction of the combustion synthesis is the propagation of discontinuous combustion waves, a large difference in temperature between the unreacted material and the combustion-synthesized layers might form a rugged-shape interface 10). Figure 4(c) also shows some voids (indicated by arrows) near the interface. It is speculated that they are either pore
Figure 2 Temperature profile measured during reaction at the center region of TiNi intermetallics layer.
Figure 3 XRD patterns of the ceramics layer after synthesis.
Sci. Technol. Energ. Mater., Vol. 82, No. 5, 2021 125
formed during combustion synthesis or air trapped between the powder particles during explosive processing. Despite the presence of the voids near the interface of each layer, the three layers were strongly bonded to each other.Experimental conditions and results of hardness values measured in the ceramics region are listed in Table 1. One of the typical results on hardness tests is the dependency on the amounts of the explosives and the material quality of the flyer plate. In the case of using a small quantity of the plastic explosive (56 g) and copper plate, the specimen showed 6.6 GPa of hardness value. Meanwhile, when 113 g of explosives and stainless steel were used, the attained hardness value is 13.7 GPa, corresponding to that of sintered alumina 25). This result shows that the ceramic composite layer was successfully densified by using more explosives and a more rigid flyer plate. Secondly, it is notable that hardness values depended on a time window. Here, the time window represents the interval of time between the initiation of combustion synthesis and the detonation of the explosives. When the time window is 10 s, the temperature of the reaction product obtained by combustion synthesis indicated about 1235 °C as shown in Figure 2. In the specimen that copper flyer plate impacted
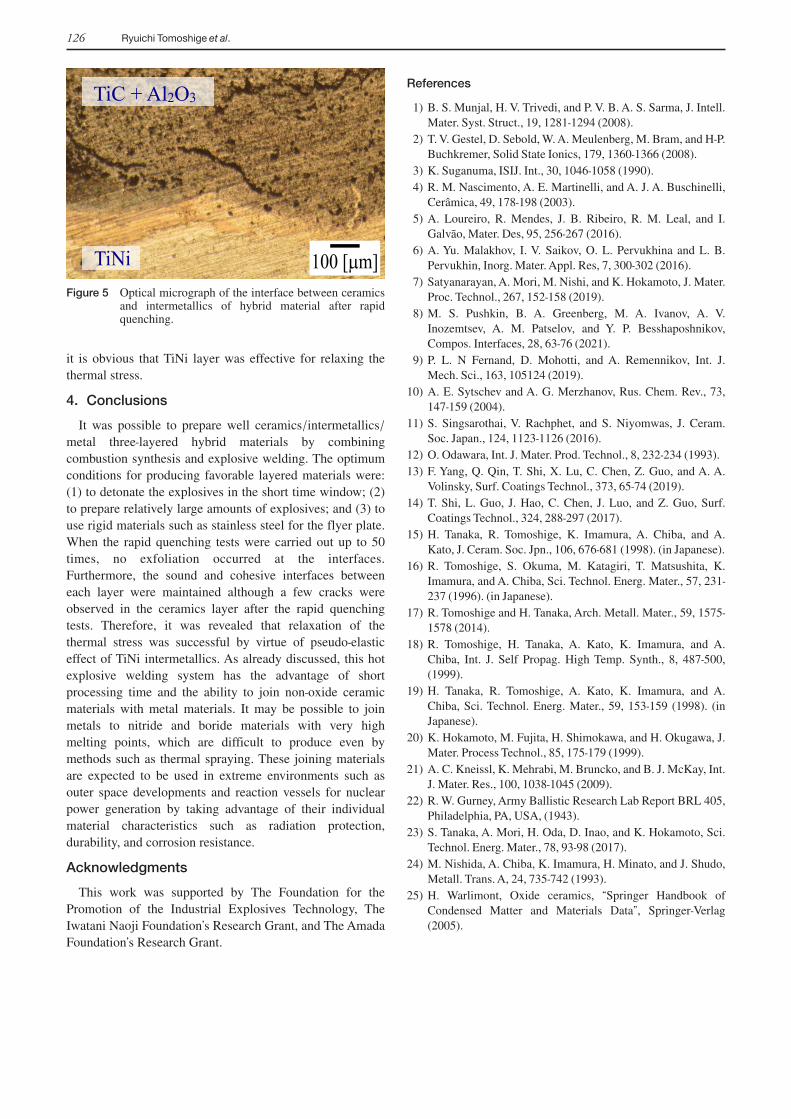
the reaction product, an average hardness value of the ceramics layer showed 13.7 GPa. On the other hand, when the time window is 20 s, at which the temperature of the reaction product is about 800 °C, the hardness value decreased to 6.6 GPa. These results suggest that dense ceramics and intermetallics could be obtained readily by detonating explosives while the reaction product is maintained at higher temperature.For confirmation of soundness on thermal properties of the specimens, rapid quenching tests were carried out up to 50 times with two kinds of specimens; one is the specimen corresponding to No. 2, and the another is No. 6 listed in Table 1. It was evaluated by comparing the hardness values on the ceramic layer obtained before and after the thermal tests. As a result, hardness values decreased after 50 times of the severe tests as shown in Table 1. This was attributed to the oxidation and succeeding degradation of the titanium carbide in the ceramic composite because the tests were conducted in air. A few cracks were observed partly in the ceramics as shown in Figure 5. The cracks might result from oxidation. However, no interlayer exfoliations were shown despite a generation of the interfacial stress resulting from the expansion and shrinkage of each layer. Therefore,
441
Figure 4 (a) Outer views, and (b) optical, and (c) scanning electron micrographs of the interface between each layer of hybrid material prepared by hot explosive welding. Pores were indicated by arrows in Figure 4 (c).
Table 1 Typical experimental conditions and results of Vickers hardness tests after hot explosive welding.
As-welded hybrid material
Sample No.
Apparatus setup Powder mixtures for synthesis Welding conditionHardness values
of ceramics [GPa]
Materials and thickness
Distance between FP
and BP [mm]
Upper layer
Lower layer
Total layer thickness
[mm]
Time window [s]
Amount of explosive [g]
FP [mm] BP [mm]
1 Cu, 2
Cu, 2 33TiC+Al 2O 3
ceramicsTiNi 3
10 56 13.72 Cu, 2 20 56 7.13 Cu, 2 30 56 ―4 Cu, 2 40 56 ―5 SS*, 2 20 56 6.66 SS*, 2 20 113 13.7
Hybrid materials after 50 times of rapid quenching tests
7 Original welding condition corresponding to No.2 9.58 Original welding condition corresponding to No.6 13.0
SS*: Stainless steel (SUS304)
126 Ryuichi Tomoshige et al.
it is obvious that TiNi layer was effective for relaxing the thermal stress.
4. Conclusions
It was possible to prepare well ceramics/intermetallics/metal three-layered hybrid materials by combining combustion synthesis and explosive welding. The optimum conditions for producing favorable layered materials were: (1) to detonate the explosives in the short time window; (2) to prepare relatively large amounts of explosives; and (3) to use rigid materials such as stainless steel for the flyer plate. When the rapid quenching tests were carried out up to 50 times, no exfoliation occurred at the interfaces. Furthermore, the sound and cohesive interfaces between each layer were maintained although a few cracks were observed in the ceramics layer after the rapid quenching tests. Therefore, it was revealed that relaxation of the thermal stress was successful by virtue of pseudo-elastic effect of TiNi intermetallics. As already discussed, this hot explosive welding system has the advantage of short processing time and the ability to join non-oxide ceramic materials with metal materials. It may be possible to join metals to nitride and boride materials with very high melting points, which are difficult to produce even by methods such as thermal spraying. These joining materials are expected to be used in extreme environments such as outer space developments and reaction vessels for nuclear power generation by taking advantage of their individual material characteristics such as radiation protection, durability, and corrosion resistance.
Acknowledgments
This work was supported by The Foundation for the Promotion of the Industrial Explosives Technology, The Iwatani Naoji Foundation’s Research Grant, and The Amada Foundation’s Research Grant.
References
1) B. S. Munjal, H. V. Trivedi, and P. V. B. A. S. Sarma, J. Intell. Mater. Syst. Struct., 19, 1281-1294 (2008).
2) T. V. Gestel, D. Sebold, W. A. Meulenberg, M. Bram, and H-P. Buchkremer, Solid State Ionics, 179, 1360-1366 (2008).
3) K. Suganuma, ISIJ. Int., 30, 1046-1058 (1990). 4) R. M. Nascimento, A. E. Martinelli, and A. J. A. Buschinelli,
Cerâmica, 49, 178-198 (2003). 5) A. Loureiro, R. Mendes, J. B. Ribeiro, R. M. Leal, and I.
Galvão, Mater. Des, 95, 256-267 (2016). 6) A. Yu. Malakhov, I. V. Saikov, O. L. Pervukhina and L. B.
Pervukhin, Inorg. Mater. Appl. Res, 7, 300-302 (2016). 7) Satyanarayan, A. Mori, M. Nishi, and K. Hokamoto, J. Mater.
Proc. Technol., 267, 152-158 (2019). 8) M. S. Pushkin, B. A. Greenberg, M. A. Ivanov, A. V.
Inozemtsev, A. M. Patselov, and Y. P. Besshaposhnikov, Compos. Interfaces, 28, 63-76 (2021).
9) P. L. N Fernand, D. Mohotti, and A. Remennikov, Int. J. Mech. Sci., 163, 105124 (2019).
10) A. E. Sytschev and A. G. Merzhanov, Rus. Chem. Rev., 73, 147-159 (2004).
11) S. Singsarothai, V. Rachphet, and S. Niyomwas, J. Ceram. Soc. Japan., 124, 1123-1126 (2016).
12) O. Odawara, Int. J. Mater. Prod. Technol., 8, 232-234 (1993). 13) F. Yang, Q. Qin, T. Shi, X. Lu, C. Chen, Z. Guo, and A. A.
Volinsky, Surf. Coatings Technol., 373, 65-74 (2019). 14) T. Shi, L. Guo, J. Hao, C. Chen, J. Luo, and Z. Guo, Surf.
Coatings Technol., 324, 288-297 (2017). 15) H. Tanaka, R. Tomoshige, K. Imamura, A. Chiba, and A.
Kato, J. Ceram. Soc. Jpn., 106, 676-681 (1998). (in Japanese). 16) R. Tomoshige, S. Okuma, M. Katagiri, T. Matsushita, K.
Imamura, and A. Chiba, Sci. Technol. Energ. Mater., 57, 231-237 (1996). (in Japanese).
17) R. Tomoshige and H. Tanaka, Arch. Metall. Mater., 59, 1575-1578 (2014).
18) R. Tomoshige, H. Tanaka, A. Kato, K. Imamura, and A. Chiba, Int. J. Self Propag. High Temp. Synth., 8, 487-500, (1999).
19) H. Tanaka, R. Tomoshige, A. Kato, K. Imamura, and A. Chiba, Sci. Technol. Energ. Mater., 59, 153-159 (1998). (in Japanese).
20) K. Hokamoto, M. Fujita, H. Shimokawa, and H. Okugawa, J. Mater. Process Technol., 85, 175-179 (1999).
21) A. C. Kneissl, K. Mehrabi, M. Bruncko, and B. J. McKay, Int. J. Mater. Res., 100, 1038-1045 (2009).
22) R. W. Gurney, Army Ballistic Research Lab Report BRL 405, Philadelphia, PA, USA, (1943).
23) S. Tanaka, A. Mori, H. Oda, D. Inao, and K. Hokamoto, Sci. Technol. Energ. Mater., 78, 93-98 (2017).
24) M. Nishida, A. Chiba, K. Imamura, H. Minato, and J. Shudo, Metall. Trans. A, 24, 735-742 (1993).
25) H. Warlimont, Oxide ceramics, “Springer Handbook of Condensed Matter and Materials Data”, Springer-Verlag (2005).
Figure 5 Optical micrograph of the interface between ceramics and intermetallics of hybrid material after rapid quenching.



![Delft University of Technology Self-Healing Al2O3 ceramics ...Prof. dr. A.J.A. Winnubst USTC/University of Twente ... [6], ceramics [7] or intermetallics [2] to the ceramic matrix](https://img.pdfslide.us/doc/110x75/5e8b2584b74ab414cf0466b7/delft-university-of-technology-self-healing-al2o3-ceramics-prof-dr-aja.jpg)