Embed Size (px)
Citation preview

Preliminary Techno-economic Analysis of Hydrogen Carriers Dr Ned Stetson Program Manager Hydrogen and Fuel Cell Technologies Office Hydrogen Technologies Program
HTAC Washington DC
March 9 2020
What are hydrogen carriers
bull Programrsquos definition
ndash Hydrogen carriers are hydrogen-rich liquid or solid phase materials from which hydrogen can be liberated on-demand Ideal hydrogen carriers have relatively high hydrogen densities at low pressure and near ambient temperature
bull Consensus from November workshop on hydrogen carriers
ndash Keep a broad definition of hydrogen carriers and let the requirements for specific applications narrow the scope of hydrogen carriers for consideration for those applications
2 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Examples of program activities on hydrogen carriers to date
bull Prior to 2010 ndash supported Air Products and Chemicals to investigate heterocyclic materials as potential hydrogen storage materials focused efforts on n-ethylcarbazole
bull 2018 ndash Initiated techno-economic analysis at Argonne National Lab to establish a baseline comparison between conventional compressed and liquid hydrogen delivery with several commonly cited hydrogen carriers
bull 2018 ndash Initiated preliminary efforts within HyMARC to investigate hydrogen carrier materials with an emphasis on ldquoadditionalrdquo potential benefits (eg chemical compression)
bull 2019 ndash included a topic in the FCTO FOA on hydrogen carriers selected 4 projects to investigate and develop novel hydrogen carrier concepts
bull Nov 2019 ndash Held a hydrogen carrier workshop in Golden CO - 74 participants representing industry universities and national labs and from N America Europe and Asia
3 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
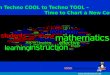
For Techno-Economic Analysis (TEA) ndash where system boundary is set and the pathway followed matters
E N E R G Y T E C H N O LO G IE S AR E A E N ER G Y AN A L YS IS A N D E N VIR O N M EN T A L I MPA C T S D IVIS IO N
Compressor Cooling
system
HCOOH Dehydrogenation
HCOOH
Transportation
CO2
storage
CO2
hydrogenation
amp HCOOH
fueling
CO2
Transportation
HCOOH
storage Filling
station Direct
HCOOH
FCEV
FCEV
HCOOH Refueling Station
CO2
source
CO2 storage
amp
fueling
Compressor H2
source Compressor High-P
buffer
system
Cooling
system
Filling
station
High
Mid
Low
H2 Refueling Station (Baseline)
Compression Transportation
(Baseline)
H2 storage
amp fueling
H2 storage
amp fueling HCOOH
dehydrogenation
Path 1
Path 2
H2
Transportation
Energy amp
Other
Material
Flows
Emissions
Recycling amp
Disposal
4 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline TEA of hydrogen carriers with compressed hydrogen
bull All cases
ndash 50000 kg H2day delivery to city gate terminal
ndash Includes 10 days of storage at city gate terminal
bull Hydrogen Carriers
ndash Carriers transported from point of production to storage terminal
ndash Carriers transported 150 km from storage terminal to city gate terminal
ndash H2 release at city gate terminal
ndash Local distribution as compressed gaseous hydrogen to refueling stations
ndash Two-way carriers include transportation costs back to production site
bull Gaseous Hydrogen case
ndash H2 production using SMR
ndash Transmission as in trailer trucks for 150 km to city gate terminal
ndash Local distribution to hydrogen refueling stations 5 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Gaseous hydrogen baseline
$495kg H2 delivery to fueling station for gaseous hydrogen
50 tonne H2 per day by SMR 150 km from production site to terminal trailer truck transport transmission and distribution costs combined
6 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
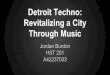
Hydrogen carriers included in baseline study
bull One-way carriers
ndash Ammonia (separate H2 production step)
ndash Methanol (direct with no separate H2 production step)
bull Two-way carrier
ndash Methylcyclohexanetoluene MP BPoC
oC wt gL P bar T
oC P bar T
oC DH
kJmol-H2
Ammonia
-78 -334 176 121 150 375 20 800 306
Methanol
-98 647 1875 149 51 250 3 290 166
MCH
-127 101 61 47 10 240 2 350 683
CuZnOAl2O3 Catalyst
Non-PGM Catalyst PtAl2O3 Catalyst
High-Temperature Cracking
Ni Catalyst
Steam Reforming
Production DecompositionH2 Capacity
Haber-Bosch Process
Fe Based Catalyst
7 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Factors to consider for hydrogen carriers
1 Capacity of carrier productiondehydrogenation plants
a Production - assumed plants not built and sized just based on targeted H2 delivery per day
b Dehydrogenation - plants are sized for targeted hydrogen capacity
2 Production - cost and energy to produce hydrogenated carrier
3 Transmission ndash cost to delivery carrier from point of production to storage terminal (rail ship pipeline etc) and then to city gate (150 km by truck)
a For two-way carriers - includes cost to return dehydrogenated product to hydrogenation site
4 Dehydrogenation - cost and energy to dehydrogenate and release the hydrogen from the carrier at the city gate terminal
a Includes purification costs to clean-up the hydrogen
b For two-way carriers ndash includes replacement costs of lost carrier (eg evaporation side reactions etc)
Production Transmission Dehydrogenation Distribution 8 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
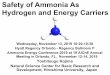
Plant capacity matters
Example ndash methanol ndash production method can change as plant capacity varies to reduce capital costs
9 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized cost for production
bull Levelized production cost for methanol the lowest when produced in high capacity plants (10k tonday)
bull Methylcyclohexane production through hydrogenation of toluene competitive with methanol levelized production cost
bull Ammonia production highest on a levelized production cost plants more capital intensive than methanol plants
Production Transmission Dehydrogenation Distribution 10 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission from point of production to city gate
Production Transmission Dehydrogenation Distribution
NG
Water
MeOH
Methanol Production
Methanol Decomposition
MeOH
Utilities
H2
H2 Purification ndash ISOSAE
H2NG
+ CO CO2MeOH
Transmission
StorageGH2 Terminal
Liquid Methanol CarrierLarge Plant
Electricity
Storage amp Transportation Infrastructure
Storage Terminal
Transmission
Central Production Plant
City Gate
3000-5000 tpd
bull Large-scale methanol and ammonia production planes with low-cost natural gas located in gulf coast region
bull H2 refueling stations are located in California
H2
station locations
3250 km
150 km
11 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission cost comparison through various means
bull H2 capacity of the carrier is an important factor in determining the transmission cost by rail - Toluene has nearly the same train transmission cost as methanol on tpd basis but is gt3X costlier on kg-H2
basis
bull Toxicity and handling are also important factors in determining rail transmission costs - Ammonia has nearly the same H2 capacity as methanol but is gt2X costlier to move by train
bull Long H2 or carrier pipelines (gt1000 mile) do not offer significant cost savings - Pipelines may not be economically viable for two-way carriers
Comparison costs by rail by pipeline by ship for MCHtoluene
Railroad Waybill 2016 Data
$111
$158 147
$035
$024
015$146
$182
162
$00
$05
$10
$15
$20
$25
$30
1 Ship 2 Ships Rail
$k
g-H
2
Transmission
Port Facilities
$070$098
147$023
$015
01
$093
$112
$157
1 Ship 2 Ships Rail
$051
$098
147$018
$015
005
$070
$112
$152
1 Ship 2 Ships Rail
$055
$147018
$004
$073
$151
3 Ships Rail
50 TPD 130 TPD
12 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized transmission cost comparison
Methanol transmission lowest methylcyclohexane more costly due to return leg
bull Unit train (once every 10 days) to storage terminal in California (3250 km)
bull Local transmission by truck (150 km) to city gate terminal
bull Similar case for both methanol and ammonia methylcyclohexane includes return leg for toluene
Production Transmission Dehydrogenation Distribution 13 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

What are hydrogen carriers
bull Programrsquos definition
ndash Hydrogen carriers are hydrogen-rich liquid or solid phase materials from which hydrogen can be liberated on-demand Ideal hydrogen carriers have relatively high hydrogen densities at low pressure and near ambient temperature
bull Consensus from November workshop on hydrogen carriers
ndash Keep a broad definition of hydrogen carriers and let the requirements for specific applications narrow the scope of hydrogen carriers for consideration for those applications
2 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Examples of program activities on hydrogen carriers to date
bull Prior to 2010 ndash supported Air Products and Chemicals to investigate heterocyclic materials as potential hydrogen storage materials focused efforts on n-ethylcarbazole
bull 2018 ndash Initiated techno-economic analysis at Argonne National Lab to establish a baseline comparison between conventional compressed and liquid hydrogen delivery with several commonly cited hydrogen carriers
bull 2018 ndash Initiated preliminary efforts within HyMARC to investigate hydrogen carrier materials with an emphasis on ldquoadditionalrdquo potential benefits (eg chemical compression)
bull 2019 ndash included a topic in the FCTO FOA on hydrogen carriers selected 4 projects to investigate and develop novel hydrogen carrier concepts
bull Nov 2019 ndash Held a hydrogen carrier workshop in Golden CO - 74 participants representing industry universities and national labs and from N America Europe and Asia
3 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
For Techno-Economic Analysis (TEA) ndash where system boundary is set and the pathway followed matters
E N E R G Y T E C H N O LO G IE S AR E A E N ER G Y AN A L YS IS A N D E N VIR O N M EN T A L I MPA C T S D IVIS IO N
Compressor Cooling
system
HCOOH Dehydrogenation
HCOOH
Transportation
CO2
storage
CO2
hydrogenation
amp HCOOH
fueling
CO2
Transportation
HCOOH
storage Filling
station Direct
HCOOH
FCEV
FCEV
HCOOH Refueling Station
CO2
source
CO2 storage
amp
fueling
Compressor H2
source Compressor High-P
buffer
system
Cooling
system
Filling
station
High
Mid
Low
H2 Refueling Station (Baseline)
Compression Transportation
(Baseline)
H2 storage
amp fueling
H2 storage
amp fueling HCOOH
dehydrogenation
Path 1
Path 2
H2
Transportation
Energy amp
Other
Material
Flows
Emissions
Recycling amp
Disposal
4 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline TEA of hydrogen carriers with compressed hydrogen
bull All cases
ndash 50000 kg H2day delivery to city gate terminal
ndash Includes 10 days of storage at city gate terminal
bull Hydrogen Carriers
ndash Carriers transported from point of production to storage terminal
ndash Carriers transported 150 km from storage terminal to city gate terminal
ndash H2 release at city gate terminal
ndash Local distribution as compressed gaseous hydrogen to refueling stations
ndash Two-way carriers include transportation costs back to production site
bull Gaseous Hydrogen case
ndash H2 production using SMR
ndash Transmission as in trailer trucks for 150 km to city gate terminal
ndash Local distribution to hydrogen refueling stations 5 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Gaseous hydrogen baseline
$495kg H2 delivery to fueling station for gaseous hydrogen
50 tonne H2 per day by SMR 150 km from production site to terminal trailer truck transport transmission and distribution costs combined
6 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Hydrogen carriers included in baseline study
bull One-way carriers
ndash Ammonia (separate H2 production step)
ndash Methanol (direct with no separate H2 production step)
bull Two-way carrier
ndash Methylcyclohexanetoluene MP BPoC
oC wt gL P bar T
oC P bar T
oC DH
kJmol-H2
Ammonia
-78 -334 176 121 150 375 20 800 306
Methanol
-98 647 1875 149 51 250 3 290 166
MCH
-127 101 61 47 10 240 2 350 683
CuZnOAl2O3 Catalyst
Non-PGM Catalyst PtAl2O3 Catalyst
High-Temperature Cracking
Ni Catalyst
Steam Reforming
Production DecompositionH2 Capacity
Haber-Bosch Process
Fe Based Catalyst
7 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Factors to consider for hydrogen carriers
1 Capacity of carrier productiondehydrogenation plants
a Production - assumed plants not built and sized just based on targeted H2 delivery per day
b Dehydrogenation - plants are sized for targeted hydrogen capacity
2 Production - cost and energy to produce hydrogenated carrier
3 Transmission ndash cost to delivery carrier from point of production to storage terminal (rail ship pipeline etc) and then to city gate (150 km by truck)
a For two-way carriers - includes cost to return dehydrogenated product to hydrogenation site
4 Dehydrogenation - cost and energy to dehydrogenate and release the hydrogen from the carrier at the city gate terminal
a Includes purification costs to clean-up the hydrogen
b For two-way carriers ndash includes replacement costs of lost carrier (eg evaporation side reactions etc)
Production Transmission Dehydrogenation Distribution 8 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Plant capacity matters
Example ndash methanol ndash production method can change as plant capacity varies to reduce capital costs
9 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized cost for production
bull Levelized production cost for methanol the lowest when produced in high capacity plants (10k tonday)
bull Methylcyclohexane production through hydrogenation of toluene competitive with methanol levelized production cost
bull Ammonia production highest on a levelized production cost plants more capital intensive than methanol plants
Production Transmission Dehydrogenation Distribution 10 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission from point of production to city gate
Production Transmission Dehydrogenation Distribution
NG
Water
MeOH
Methanol Production
Methanol Decomposition
MeOH
Utilities
H2
H2 Purification ndash ISOSAE
H2NG
+ CO CO2MeOH
Transmission
StorageGH2 Terminal
Liquid Methanol CarrierLarge Plant
Electricity
Storage amp Transportation Infrastructure
Storage Terminal
Transmission
Central Production Plant
City Gate
3000-5000 tpd
bull Large-scale methanol and ammonia production planes with low-cost natural gas located in gulf coast region
bull H2 refueling stations are located in California
H2
station locations
3250 km
150 km
11 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission cost comparison through various means
bull H2 capacity of the carrier is an important factor in determining the transmission cost by rail - Toluene has nearly the same train transmission cost as methanol on tpd basis but is gt3X costlier on kg-H2
basis
bull Toxicity and handling are also important factors in determining rail transmission costs - Ammonia has nearly the same H2 capacity as methanol but is gt2X costlier to move by train
bull Long H2 or carrier pipelines (gt1000 mile) do not offer significant cost savings - Pipelines may not be economically viable for two-way carriers
Comparison costs by rail by pipeline by ship for MCHtoluene
Railroad Waybill 2016 Data
$111
$158 147
$035
$024
015$146
$182
162
$00
$05
$10
$15
$20
$25
$30
1 Ship 2 Ships Rail
$k
g-H
2
Transmission
Port Facilities
$070$098
147$023
$015
01
$093
$112
$157
1 Ship 2 Ships Rail
$051
$098
147$018
$015
005
$070
$112
$152
1 Ship 2 Ships Rail
$055
$147018
$004
$073
$151
3 Ships Rail
50 TPD 130 TPD
12 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized transmission cost comparison
Methanol transmission lowest methylcyclohexane more costly due to return leg
bull Unit train (once every 10 days) to storage terminal in California (3250 km)
bull Local transmission by truck (150 km) to city gate terminal
bull Similar case for both methanol and ammonia methylcyclohexane includes return leg for toluene
Production Transmission Dehydrogenation Distribution 13 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Examples of program activities on hydrogen carriers to date
bull Prior to 2010 ndash supported Air Products and Chemicals to investigate heterocyclic materials as potential hydrogen storage materials focused efforts on n-ethylcarbazole
bull 2018 ndash Initiated techno-economic analysis at Argonne National Lab to establish a baseline comparison between conventional compressed and liquid hydrogen delivery with several commonly cited hydrogen carriers
bull 2018 ndash Initiated preliminary efforts within HyMARC to investigate hydrogen carrier materials with an emphasis on ldquoadditionalrdquo potential benefits (eg chemical compression)
bull 2019 ndash included a topic in the FCTO FOA on hydrogen carriers selected 4 projects to investigate and develop novel hydrogen carrier concepts
bull Nov 2019 ndash Held a hydrogen carrier workshop in Golden CO - 74 participants representing industry universities and national labs and from N America Europe and Asia
3 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
For Techno-Economic Analysis (TEA) ndash where system boundary is set and the pathway followed matters
E N E R G Y T E C H N O LO G IE S AR E A E N ER G Y AN A L YS IS A N D E N VIR O N M EN T A L I MPA C T S D IVIS IO N
Compressor Cooling
system
HCOOH Dehydrogenation
HCOOH
Transportation
CO2
storage
CO2
hydrogenation
amp HCOOH
fueling
CO2
Transportation
HCOOH
storage Filling
station Direct
HCOOH
FCEV
FCEV
HCOOH Refueling Station
CO2
source
CO2 storage
amp
fueling
Compressor H2
source Compressor High-P
buffer
system
Cooling
system
Filling
station
High
Mid
Low
H2 Refueling Station (Baseline)
Compression Transportation
(Baseline)
H2 storage
amp fueling
H2 storage
amp fueling HCOOH
dehydrogenation
Path 1
Path 2
H2
Transportation
Energy amp
Other
Material
Flows
Emissions
Recycling amp
Disposal
4 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline TEA of hydrogen carriers with compressed hydrogen
bull All cases
ndash 50000 kg H2day delivery to city gate terminal
ndash Includes 10 days of storage at city gate terminal
bull Hydrogen Carriers
ndash Carriers transported from point of production to storage terminal
ndash Carriers transported 150 km from storage terminal to city gate terminal
ndash H2 release at city gate terminal
ndash Local distribution as compressed gaseous hydrogen to refueling stations
ndash Two-way carriers include transportation costs back to production site
bull Gaseous Hydrogen case
ndash H2 production using SMR
ndash Transmission as in trailer trucks for 150 km to city gate terminal
ndash Local distribution to hydrogen refueling stations 5 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Gaseous hydrogen baseline
$495kg H2 delivery to fueling station for gaseous hydrogen
50 tonne H2 per day by SMR 150 km from production site to terminal trailer truck transport transmission and distribution costs combined
6 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Hydrogen carriers included in baseline study
bull One-way carriers
ndash Ammonia (separate H2 production step)
ndash Methanol (direct with no separate H2 production step)
bull Two-way carrier
ndash Methylcyclohexanetoluene MP BPoC
oC wt gL P bar T
oC P bar T
oC DH
kJmol-H2
Ammonia
-78 -334 176 121 150 375 20 800 306
Methanol
-98 647 1875 149 51 250 3 290 166
MCH
-127 101 61 47 10 240 2 350 683
CuZnOAl2O3 Catalyst
Non-PGM Catalyst PtAl2O3 Catalyst
High-Temperature Cracking
Ni Catalyst
Steam Reforming
Production DecompositionH2 Capacity
Haber-Bosch Process
Fe Based Catalyst
7 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Factors to consider for hydrogen carriers
1 Capacity of carrier productiondehydrogenation plants
a Production - assumed plants not built and sized just based on targeted H2 delivery per day
b Dehydrogenation - plants are sized for targeted hydrogen capacity
2 Production - cost and energy to produce hydrogenated carrier
3 Transmission ndash cost to delivery carrier from point of production to storage terminal (rail ship pipeline etc) and then to city gate (150 km by truck)
a For two-way carriers - includes cost to return dehydrogenated product to hydrogenation site
4 Dehydrogenation - cost and energy to dehydrogenate and release the hydrogen from the carrier at the city gate terminal
a Includes purification costs to clean-up the hydrogen
b For two-way carriers ndash includes replacement costs of lost carrier (eg evaporation side reactions etc)
Production Transmission Dehydrogenation Distribution 8 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Plant capacity matters
Example ndash methanol ndash production method can change as plant capacity varies to reduce capital costs
9 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized cost for production
bull Levelized production cost for methanol the lowest when produced in high capacity plants (10k tonday)
bull Methylcyclohexane production through hydrogenation of toluene competitive with methanol levelized production cost
bull Ammonia production highest on a levelized production cost plants more capital intensive than methanol plants
Production Transmission Dehydrogenation Distribution 10 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission from point of production to city gate
Production Transmission Dehydrogenation Distribution
NG
Water
MeOH
Methanol Production
Methanol Decomposition
MeOH
Utilities
H2
H2 Purification ndash ISOSAE
H2NG
+ CO CO2MeOH
Transmission
StorageGH2 Terminal
Liquid Methanol CarrierLarge Plant
Electricity
Storage amp Transportation Infrastructure
Storage Terminal
Transmission
Central Production Plant
City Gate
3000-5000 tpd
bull Large-scale methanol and ammonia production planes with low-cost natural gas located in gulf coast region
bull H2 refueling stations are located in California
H2
station locations
3250 km
150 km
11 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission cost comparison through various means
bull H2 capacity of the carrier is an important factor in determining the transmission cost by rail - Toluene has nearly the same train transmission cost as methanol on tpd basis but is gt3X costlier on kg-H2
basis
bull Toxicity and handling are also important factors in determining rail transmission costs - Ammonia has nearly the same H2 capacity as methanol but is gt2X costlier to move by train
bull Long H2 or carrier pipelines (gt1000 mile) do not offer significant cost savings - Pipelines may not be economically viable for two-way carriers
Comparison costs by rail by pipeline by ship for MCHtoluene
Railroad Waybill 2016 Data
$111
$158 147
$035
$024
015$146
$182
162
$00
$05
$10
$15
$20
$25
$30
1 Ship 2 Ships Rail
$k
g-H
2
Transmission
Port Facilities
$070$098
147$023
$015
01
$093
$112
$157
1 Ship 2 Ships Rail
$051
$098
147$018
$015
005
$070
$112
$152
1 Ship 2 Ships Rail
$055
$147018
$004
$073
$151
3 Ships Rail
50 TPD 130 TPD
12 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized transmission cost comparison
Methanol transmission lowest methylcyclohexane more costly due to return leg
bull Unit train (once every 10 days) to storage terminal in California (3250 km)
bull Local transmission by truck (150 km) to city gate terminal
bull Similar case for both methanol and ammonia methylcyclohexane includes return leg for toluene
Production Transmission Dehydrogenation Distribution 13 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

For Techno-Economic Analysis (TEA) ndash where system boundary is set and the pathway followed matters
E N E R G Y T E C H N O LO G IE S AR E A E N ER G Y AN A L YS IS A N D E N VIR O N M EN T A L I MPA C T S D IVIS IO N
Compressor Cooling
system
HCOOH Dehydrogenation
HCOOH
Transportation
CO2
storage
CO2
hydrogenation
amp HCOOH
fueling
CO2
Transportation
HCOOH
storage Filling
station Direct
HCOOH
FCEV
FCEV
HCOOH Refueling Station
CO2
source
CO2 storage
amp
fueling
Compressor H2
source Compressor High-P
buffer
system
Cooling
system
Filling
station
High
Mid
Low
H2 Refueling Station (Baseline)
Compression Transportation
(Baseline)
H2 storage
amp fueling
H2 storage
amp fueling HCOOH
dehydrogenation
Path 1
Path 2
H2
Transportation
Energy amp
Other
Material
Flows
Emissions
Recycling amp
Disposal
4 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline TEA of hydrogen carriers with compressed hydrogen
bull All cases
ndash 50000 kg H2day delivery to city gate terminal
ndash Includes 10 days of storage at city gate terminal
bull Hydrogen Carriers
ndash Carriers transported from point of production to storage terminal
ndash Carriers transported 150 km from storage terminal to city gate terminal
ndash H2 release at city gate terminal
ndash Local distribution as compressed gaseous hydrogen to refueling stations
ndash Two-way carriers include transportation costs back to production site
bull Gaseous Hydrogen case
ndash H2 production using SMR
ndash Transmission as in trailer trucks for 150 km to city gate terminal
ndash Local distribution to hydrogen refueling stations 5 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Gaseous hydrogen baseline
$495kg H2 delivery to fueling station for gaseous hydrogen
50 tonne H2 per day by SMR 150 km from production site to terminal trailer truck transport transmission and distribution costs combined
6 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Hydrogen carriers included in baseline study
bull One-way carriers
ndash Ammonia (separate H2 production step)
ndash Methanol (direct with no separate H2 production step)
bull Two-way carrier
ndash Methylcyclohexanetoluene MP BPoC
oC wt gL P bar T
oC P bar T
oC DH
kJmol-H2
Ammonia
-78 -334 176 121 150 375 20 800 306
Methanol
-98 647 1875 149 51 250 3 290 166
MCH
-127 101 61 47 10 240 2 350 683
CuZnOAl2O3 Catalyst
Non-PGM Catalyst PtAl2O3 Catalyst
High-Temperature Cracking
Ni Catalyst
Steam Reforming
Production DecompositionH2 Capacity
Haber-Bosch Process
Fe Based Catalyst
7 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Factors to consider for hydrogen carriers
1 Capacity of carrier productiondehydrogenation plants
a Production - assumed plants not built and sized just based on targeted H2 delivery per day
b Dehydrogenation - plants are sized for targeted hydrogen capacity
2 Production - cost and energy to produce hydrogenated carrier
3 Transmission ndash cost to delivery carrier from point of production to storage terminal (rail ship pipeline etc) and then to city gate (150 km by truck)
a For two-way carriers - includes cost to return dehydrogenated product to hydrogenation site
4 Dehydrogenation - cost and energy to dehydrogenate and release the hydrogen from the carrier at the city gate terminal
a Includes purification costs to clean-up the hydrogen
b For two-way carriers ndash includes replacement costs of lost carrier (eg evaporation side reactions etc)
Production Transmission Dehydrogenation Distribution 8 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Plant capacity matters
Example ndash methanol ndash production method can change as plant capacity varies to reduce capital costs
9 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized cost for production
bull Levelized production cost for methanol the lowest when produced in high capacity plants (10k tonday)
bull Methylcyclohexane production through hydrogenation of toluene competitive with methanol levelized production cost
bull Ammonia production highest on a levelized production cost plants more capital intensive than methanol plants
Production Transmission Dehydrogenation Distribution 10 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission from point of production to city gate
Production Transmission Dehydrogenation Distribution
NG
Water
MeOH
Methanol Production
Methanol Decomposition
MeOH
Utilities
H2
H2 Purification ndash ISOSAE
H2NG
+ CO CO2MeOH
Transmission
StorageGH2 Terminal
Liquid Methanol CarrierLarge Plant
Electricity
Storage amp Transportation Infrastructure
Storage Terminal
Transmission
Central Production Plant
City Gate
3000-5000 tpd
bull Large-scale methanol and ammonia production planes with low-cost natural gas located in gulf coast region
bull H2 refueling stations are located in California
H2
station locations
3250 km
150 km
11 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission cost comparison through various means
bull H2 capacity of the carrier is an important factor in determining the transmission cost by rail - Toluene has nearly the same train transmission cost as methanol on tpd basis but is gt3X costlier on kg-H2
basis
bull Toxicity and handling are also important factors in determining rail transmission costs - Ammonia has nearly the same H2 capacity as methanol but is gt2X costlier to move by train
bull Long H2 or carrier pipelines (gt1000 mile) do not offer significant cost savings - Pipelines may not be economically viable for two-way carriers
Comparison costs by rail by pipeline by ship for MCHtoluene
Railroad Waybill 2016 Data
$111
$158 147
$035
$024
015$146
$182
162
$00
$05
$10
$15
$20
$25
$30
1 Ship 2 Ships Rail
$k
g-H
2
Transmission
Port Facilities
$070$098
147$023
$015
01
$093
$112
$157
1 Ship 2 Ships Rail
$051
$098
147$018
$015
005
$070
$112
$152
1 Ship 2 Ships Rail
$055
$147018
$004
$073
$151
3 Ships Rail
50 TPD 130 TPD
12 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized transmission cost comparison
Methanol transmission lowest methylcyclohexane more costly due to return leg
bull Unit train (once every 10 days) to storage terminal in California (3250 km)
bull Local transmission by truck (150 km) to city gate terminal
bull Similar case for both methanol and ammonia methylcyclohexane includes return leg for toluene
Production Transmission Dehydrogenation Distribution 13 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Baseline TEA of hydrogen carriers with compressed hydrogen
bull All cases
ndash 50000 kg H2day delivery to city gate terminal
ndash Includes 10 days of storage at city gate terminal
bull Hydrogen Carriers
ndash Carriers transported from point of production to storage terminal
ndash Carriers transported 150 km from storage terminal to city gate terminal
ndash H2 release at city gate terminal
ndash Local distribution as compressed gaseous hydrogen to refueling stations
ndash Two-way carriers include transportation costs back to production site
bull Gaseous Hydrogen case
ndash H2 production using SMR
ndash Transmission as in trailer trucks for 150 km to city gate terminal
ndash Local distribution to hydrogen refueling stations 5 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Gaseous hydrogen baseline
$495kg H2 delivery to fueling station for gaseous hydrogen
50 tonne H2 per day by SMR 150 km from production site to terminal trailer truck transport transmission and distribution costs combined
6 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Hydrogen carriers included in baseline study
bull One-way carriers
ndash Ammonia (separate H2 production step)
ndash Methanol (direct with no separate H2 production step)
bull Two-way carrier
ndash Methylcyclohexanetoluene MP BPoC
oC wt gL P bar T
oC P bar T
oC DH
kJmol-H2
Ammonia
-78 -334 176 121 150 375 20 800 306
Methanol
-98 647 1875 149 51 250 3 290 166
MCH
-127 101 61 47 10 240 2 350 683
CuZnOAl2O3 Catalyst
Non-PGM Catalyst PtAl2O3 Catalyst
High-Temperature Cracking
Ni Catalyst
Steam Reforming
Production DecompositionH2 Capacity
Haber-Bosch Process
Fe Based Catalyst
7 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Factors to consider for hydrogen carriers
1 Capacity of carrier productiondehydrogenation plants
a Production - assumed plants not built and sized just based on targeted H2 delivery per day
b Dehydrogenation - plants are sized for targeted hydrogen capacity
2 Production - cost and energy to produce hydrogenated carrier
3 Transmission ndash cost to delivery carrier from point of production to storage terminal (rail ship pipeline etc) and then to city gate (150 km by truck)
a For two-way carriers - includes cost to return dehydrogenated product to hydrogenation site
4 Dehydrogenation - cost and energy to dehydrogenate and release the hydrogen from the carrier at the city gate terminal
a Includes purification costs to clean-up the hydrogen
b For two-way carriers ndash includes replacement costs of lost carrier (eg evaporation side reactions etc)
Production Transmission Dehydrogenation Distribution 8 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Plant capacity matters
Example ndash methanol ndash production method can change as plant capacity varies to reduce capital costs
9 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized cost for production
bull Levelized production cost for methanol the lowest when produced in high capacity plants (10k tonday)
bull Methylcyclohexane production through hydrogenation of toluene competitive with methanol levelized production cost
bull Ammonia production highest on a levelized production cost plants more capital intensive than methanol plants
Production Transmission Dehydrogenation Distribution 10 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission from point of production to city gate
Production Transmission Dehydrogenation Distribution
NG
Water
MeOH
Methanol Production
Methanol Decomposition
MeOH
Utilities
H2
H2 Purification ndash ISOSAE
H2NG
+ CO CO2MeOH
Transmission
StorageGH2 Terminal
Liquid Methanol CarrierLarge Plant
Electricity
Storage amp Transportation Infrastructure
Storage Terminal
Transmission
Central Production Plant
City Gate
3000-5000 tpd
bull Large-scale methanol and ammonia production planes with low-cost natural gas located in gulf coast region
bull H2 refueling stations are located in California
H2
station locations
3250 km
150 km
11 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission cost comparison through various means
bull H2 capacity of the carrier is an important factor in determining the transmission cost by rail - Toluene has nearly the same train transmission cost as methanol on tpd basis but is gt3X costlier on kg-H2
basis
bull Toxicity and handling are also important factors in determining rail transmission costs - Ammonia has nearly the same H2 capacity as methanol but is gt2X costlier to move by train
bull Long H2 or carrier pipelines (gt1000 mile) do not offer significant cost savings - Pipelines may not be economically viable for two-way carriers
Comparison costs by rail by pipeline by ship for MCHtoluene
Railroad Waybill 2016 Data
$111
$158 147
$035
$024
015$146
$182
162
$00
$05
$10
$15
$20
$25
$30
1 Ship 2 Ships Rail
$k
g-H
2
Transmission
Port Facilities
$070$098
147$023
$015
01
$093
$112
$157
1 Ship 2 Ships Rail
$051
$098
147$018
$015
005
$070
$112
$152
1 Ship 2 Ships Rail
$055
$147018
$004
$073
$151
3 Ships Rail
50 TPD 130 TPD
12 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized transmission cost comparison
Methanol transmission lowest methylcyclohexane more costly due to return leg
bull Unit train (once every 10 days) to storage terminal in California (3250 km)
bull Local transmission by truck (150 km) to city gate terminal
bull Similar case for both methanol and ammonia methylcyclohexane includes return leg for toluene
Production Transmission Dehydrogenation Distribution 13 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Gaseous hydrogen baseline
$495kg H2 delivery to fueling station for gaseous hydrogen
50 tonne H2 per day by SMR 150 km from production site to terminal trailer truck transport transmission and distribution costs combined
6 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Hydrogen carriers included in baseline study
bull One-way carriers
ndash Ammonia (separate H2 production step)
ndash Methanol (direct with no separate H2 production step)
bull Two-way carrier
ndash Methylcyclohexanetoluene MP BPoC
oC wt gL P bar T
oC P bar T
oC DH
kJmol-H2
Ammonia
-78 -334 176 121 150 375 20 800 306
Methanol
-98 647 1875 149 51 250 3 290 166
MCH
-127 101 61 47 10 240 2 350 683
CuZnOAl2O3 Catalyst
Non-PGM Catalyst PtAl2O3 Catalyst
High-Temperature Cracking
Ni Catalyst
Steam Reforming
Production DecompositionH2 Capacity
Haber-Bosch Process
Fe Based Catalyst
7 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Factors to consider for hydrogen carriers
1 Capacity of carrier productiondehydrogenation plants
a Production - assumed plants not built and sized just based on targeted H2 delivery per day
b Dehydrogenation - plants are sized for targeted hydrogen capacity
2 Production - cost and energy to produce hydrogenated carrier
3 Transmission ndash cost to delivery carrier from point of production to storage terminal (rail ship pipeline etc) and then to city gate (150 km by truck)
a For two-way carriers - includes cost to return dehydrogenated product to hydrogenation site
4 Dehydrogenation - cost and energy to dehydrogenate and release the hydrogen from the carrier at the city gate terminal
a Includes purification costs to clean-up the hydrogen
b For two-way carriers ndash includes replacement costs of lost carrier (eg evaporation side reactions etc)
Production Transmission Dehydrogenation Distribution 8 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Plant capacity matters
Example ndash methanol ndash production method can change as plant capacity varies to reduce capital costs
9 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized cost for production
bull Levelized production cost for methanol the lowest when produced in high capacity plants (10k tonday)
bull Methylcyclohexane production through hydrogenation of toluene competitive with methanol levelized production cost
bull Ammonia production highest on a levelized production cost plants more capital intensive than methanol plants
Production Transmission Dehydrogenation Distribution 10 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission from point of production to city gate
Production Transmission Dehydrogenation Distribution
NG
Water
MeOH
Methanol Production
Methanol Decomposition
MeOH
Utilities
H2
H2 Purification ndash ISOSAE
H2NG
+ CO CO2MeOH
Transmission
StorageGH2 Terminal
Liquid Methanol CarrierLarge Plant
Electricity
Storage amp Transportation Infrastructure
Storage Terminal
Transmission
Central Production Plant
City Gate
3000-5000 tpd
bull Large-scale methanol and ammonia production planes with low-cost natural gas located in gulf coast region
bull H2 refueling stations are located in California
H2
station locations
3250 km
150 km
11 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission cost comparison through various means
bull H2 capacity of the carrier is an important factor in determining the transmission cost by rail - Toluene has nearly the same train transmission cost as methanol on tpd basis but is gt3X costlier on kg-H2
basis
bull Toxicity and handling are also important factors in determining rail transmission costs - Ammonia has nearly the same H2 capacity as methanol but is gt2X costlier to move by train
bull Long H2 or carrier pipelines (gt1000 mile) do not offer significant cost savings - Pipelines may not be economically viable for two-way carriers
Comparison costs by rail by pipeline by ship for MCHtoluene
Railroad Waybill 2016 Data
$111
$158 147
$035
$024
015$146
$182
162
$00
$05
$10
$15
$20
$25
$30
1 Ship 2 Ships Rail
$k
g-H
2
Transmission
Port Facilities
$070$098
147$023
$015
01
$093
$112
$157
1 Ship 2 Ships Rail
$051
$098
147$018
$015
005
$070
$112
$152
1 Ship 2 Ships Rail
$055
$147018
$004
$073
$151
3 Ships Rail
50 TPD 130 TPD
12 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized transmission cost comparison
Methanol transmission lowest methylcyclohexane more costly due to return leg
bull Unit train (once every 10 days) to storage terminal in California (3250 km)
bull Local transmission by truck (150 km) to city gate terminal
bull Similar case for both methanol and ammonia methylcyclohexane includes return leg for toluene
Production Transmission Dehydrogenation Distribution 13 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Hydrogen carriers included in baseline study
bull One-way carriers
ndash Ammonia (separate H2 production step)
ndash Methanol (direct with no separate H2 production step)
bull Two-way carrier
ndash Methylcyclohexanetoluene MP BPoC
oC wt gL P bar T
oC P bar T
oC DH
kJmol-H2
Ammonia
-78 -334 176 121 150 375 20 800 306
Methanol
-98 647 1875 149 51 250 3 290 166
MCH
-127 101 61 47 10 240 2 350 683
CuZnOAl2O3 Catalyst
Non-PGM Catalyst PtAl2O3 Catalyst
High-Temperature Cracking
Ni Catalyst
Steam Reforming
Production DecompositionH2 Capacity
Haber-Bosch Process
Fe Based Catalyst
7 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Factors to consider for hydrogen carriers
1 Capacity of carrier productiondehydrogenation plants
a Production - assumed plants not built and sized just based on targeted H2 delivery per day
b Dehydrogenation - plants are sized for targeted hydrogen capacity
2 Production - cost and energy to produce hydrogenated carrier
3 Transmission ndash cost to delivery carrier from point of production to storage terminal (rail ship pipeline etc) and then to city gate (150 km by truck)
a For two-way carriers - includes cost to return dehydrogenated product to hydrogenation site
4 Dehydrogenation - cost and energy to dehydrogenate and release the hydrogen from the carrier at the city gate terminal
a Includes purification costs to clean-up the hydrogen
b For two-way carriers ndash includes replacement costs of lost carrier (eg evaporation side reactions etc)
Production Transmission Dehydrogenation Distribution 8 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Plant capacity matters
Example ndash methanol ndash production method can change as plant capacity varies to reduce capital costs
9 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized cost for production
bull Levelized production cost for methanol the lowest when produced in high capacity plants (10k tonday)
bull Methylcyclohexane production through hydrogenation of toluene competitive with methanol levelized production cost
bull Ammonia production highest on a levelized production cost plants more capital intensive than methanol plants
Production Transmission Dehydrogenation Distribution 10 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission from point of production to city gate
Production Transmission Dehydrogenation Distribution
NG
Water
MeOH
Methanol Production
Methanol Decomposition
MeOH
Utilities
H2
H2 Purification ndash ISOSAE
H2NG
+ CO CO2MeOH
Transmission
StorageGH2 Terminal
Liquid Methanol CarrierLarge Plant
Electricity
Storage amp Transportation Infrastructure
Storage Terminal
Transmission
Central Production Plant
City Gate
3000-5000 tpd
bull Large-scale methanol and ammonia production planes with low-cost natural gas located in gulf coast region
bull H2 refueling stations are located in California
H2
station locations
3250 km
150 km
11 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission cost comparison through various means
bull H2 capacity of the carrier is an important factor in determining the transmission cost by rail - Toluene has nearly the same train transmission cost as methanol on tpd basis but is gt3X costlier on kg-H2
basis
bull Toxicity and handling are also important factors in determining rail transmission costs - Ammonia has nearly the same H2 capacity as methanol but is gt2X costlier to move by train
bull Long H2 or carrier pipelines (gt1000 mile) do not offer significant cost savings - Pipelines may not be economically viable for two-way carriers
Comparison costs by rail by pipeline by ship for MCHtoluene
Railroad Waybill 2016 Data
$111
$158 147
$035
$024
015$146
$182
162
$00
$05
$10
$15
$20
$25
$30
1 Ship 2 Ships Rail
$k
g-H
2
Transmission
Port Facilities
$070$098
147$023
$015
01
$093
$112
$157
1 Ship 2 Ships Rail
$051
$098
147$018
$015
005
$070
$112
$152
1 Ship 2 Ships Rail
$055
$147018
$004
$073
$151
3 Ships Rail
50 TPD 130 TPD
12 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized transmission cost comparison
Methanol transmission lowest methylcyclohexane more costly due to return leg
bull Unit train (once every 10 days) to storage terminal in California (3250 km)
bull Local transmission by truck (150 km) to city gate terminal
bull Similar case for both methanol and ammonia methylcyclohexane includes return leg for toluene
Production Transmission Dehydrogenation Distribution 13 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Factors to consider for hydrogen carriers
1 Capacity of carrier productiondehydrogenation plants
a Production - assumed plants not built and sized just based on targeted H2 delivery per day
b Dehydrogenation - plants are sized for targeted hydrogen capacity
2 Production - cost and energy to produce hydrogenated carrier
3 Transmission ndash cost to delivery carrier from point of production to storage terminal (rail ship pipeline etc) and then to city gate (150 km by truck)
a For two-way carriers - includes cost to return dehydrogenated product to hydrogenation site
4 Dehydrogenation - cost and energy to dehydrogenate and release the hydrogen from the carrier at the city gate terminal
a Includes purification costs to clean-up the hydrogen
b For two-way carriers ndash includes replacement costs of lost carrier (eg evaporation side reactions etc)
Production Transmission Dehydrogenation Distribution 8 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Plant capacity matters
Example ndash methanol ndash production method can change as plant capacity varies to reduce capital costs
9 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized cost for production
bull Levelized production cost for methanol the lowest when produced in high capacity plants (10k tonday)
bull Methylcyclohexane production through hydrogenation of toluene competitive with methanol levelized production cost
bull Ammonia production highest on a levelized production cost plants more capital intensive than methanol plants
Production Transmission Dehydrogenation Distribution 10 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission from point of production to city gate
Production Transmission Dehydrogenation Distribution
NG
Water
MeOH
Methanol Production
Methanol Decomposition
MeOH
Utilities
H2
H2 Purification ndash ISOSAE
H2NG
+ CO CO2MeOH
Transmission
StorageGH2 Terminal
Liquid Methanol CarrierLarge Plant
Electricity
Storage amp Transportation Infrastructure
Storage Terminal
Transmission
Central Production Plant
City Gate
3000-5000 tpd
bull Large-scale methanol and ammonia production planes with low-cost natural gas located in gulf coast region
bull H2 refueling stations are located in California
H2
station locations
3250 km
150 km
11 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission cost comparison through various means
bull H2 capacity of the carrier is an important factor in determining the transmission cost by rail - Toluene has nearly the same train transmission cost as methanol on tpd basis but is gt3X costlier on kg-H2
basis
bull Toxicity and handling are also important factors in determining rail transmission costs - Ammonia has nearly the same H2 capacity as methanol but is gt2X costlier to move by train
bull Long H2 or carrier pipelines (gt1000 mile) do not offer significant cost savings - Pipelines may not be economically viable for two-way carriers
Comparison costs by rail by pipeline by ship for MCHtoluene
Railroad Waybill 2016 Data
$111
$158 147
$035
$024
015$146
$182
162
$00
$05
$10
$15
$20
$25
$30
1 Ship 2 Ships Rail
$k
g-H
2
Transmission
Port Facilities
$070$098
147$023
$015
01
$093
$112
$157
1 Ship 2 Ships Rail
$051
$098
147$018
$015
005
$070
$112
$152
1 Ship 2 Ships Rail
$055
$147018
$004
$073
$151
3 Ships Rail
50 TPD 130 TPD
12 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized transmission cost comparison
Methanol transmission lowest methylcyclohexane more costly due to return leg
bull Unit train (once every 10 days) to storage terminal in California (3250 km)
bull Local transmission by truck (150 km) to city gate terminal
bull Similar case for both methanol and ammonia methylcyclohexane includes return leg for toluene
Production Transmission Dehydrogenation Distribution 13 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Plant capacity matters
Example ndash methanol ndash production method can change as plant capacity varies to reduce capital costs
9 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized cost for production
bull Levelized production cost for methanol the lowest when produced in high capacity plants (10k tonday)
bull Methylcyclohexane production through hydrogenation of toluene competitive with methanol levelized production cost
bull Ammonia production highest on a levelized production cost plants more capital intensive than methanol plants
Production Transmission Dehydrogenation Distribution 10 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission from point of production to city gate
Production Transmission Dehydrogenation Distribution
NG
Water
MeOH
Methanol Production
Methanol Decomposition
MeOH
Utilities
H2
H2 Purification ndash ISOSAE
H2NG
+ CO CO2MeOH
Transmission
StorageGH2 Terminal
Liquid Methanol CarrierLarge Plant
Electricity
Storage amp Transportation Infrastructure
Storage Terminal
Transmission
Central Production Plant
City Gate
3000-5000 tpd
bull Large-scale methanol and ammonia production planes with low-cost natural gas located in gulf coast region
bull H2 refueling stations are located in California
H2
station locations
3250 km
150 km
11 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission cost comparison through various means
bull H2 capacity of the carrier is an important factor in determining the transmission cost by rail - Toluene has nearly the same train transmission cost as methanol on tpd basis but is gt3X costlier on kg-H2
basis
bull Toxicity and handling are also important factors in determining rail transmission costs - Ammonia has nearly the same H2 capacity as methanol but is gt2X costlier to move by train
bull Long H2 or carrier pipelines (gt1000 mile) do not offer significant cost savings - Pipelines may not be economically viable for two-way carriers
Comparison costs by rail by pipeline by ship for MCHtoluene
Railroad Waybill 2016 Data
$111
$158 147
$035
$024
015$146
$182
162
$00
$05
$10
$15
$20
$25
$30
1 Ship 2 Ships Rail
$k
g-H
2
Transmission
Port Facilities
$070$098
147$023
$015
01
$093
$112
$157
1 Ship 2 Ships Rail
$051
$098
147$018
$015
005
$070
$112
$152
1 Ship 2 Ships Rail
$055
$147018
$004
$073
$151
3 Ships Rail
50 TPD 130 TPD
12 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized transmission cost comparison
Methanol transmission lowest methylcyclohexane more costly due to return leg
bull Unit train (once every 10 days) to storage terminal in California (3250 km)
bull Local transmission by truck (150 km) to city gate terminal
bull Similar case for both methanol and ammonia methylcyclohexane includes return leg for toluene
Production Transmission Dehydrogenation Distribution 13 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Levelized cost for production
bull Levelized production cost for methanol the lowest when produced in high capacity plants (10k tonday)
bull Methylcyclohexane production through hydrogenation of toluene competitive with methanol levelized production cost
bull Ammonia production highest on a levelized production cost plants more capital intensive than methanol plants
Production Transmission Dehydrogenation Distribution 10 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission from point of production to city gate
Production Transmission Dehydrogenation Distribution
NG
Water
MeOH
Methanol Production
Methanol Decomposition
MeOH
Utilities
H2
H2 Purification ndash ISOSAE
H2NG
+ CO CO2MeOH
Transmission
StorageGH2 Terminal
Liquid Methanol CarrierLarge Plant
Electricity
Storage amp Transportation Infrastructure
Storage Terminal
Transmission
Central Production Plant
City Gate
3000-5000 tpd
bull Large-scale methanol and ammonia production planes with low-cost natural gas located in gulf coast region
bull H2 refueling stations are located in California
H2
station locations
3250 km
150 km
11 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission cost comparison through various means
bull H2 capacity of the carrier is an important factor in determining the transmission cost by rail - Toluene has nearly the same train transmission cost as methanol on tpd basis but is gt3X costlier on kg-H2
basis
bull Toxicity and handling are also important factors in determining rail transmission costs - Ammonia has nearly the same H2 capacity as methanol but is gt2X costlier to move by train
bull Long H2 or carrier pipelines (gt1000 mile) do not offer significant cost savings - Pipelines may not be economically viable for two-way carriers
Comparison costs by rail by pipeline by ship for MCHtoluene
Railroad Waybill 2016 Data
$111
$158 147
$035
$024
015$146
$182
162
$00
$05
$10
$15
$20
$25
$30
1 Ship 2 Ships Rail
$k
g-H
2
Transmission
Port Facilities
$070$098
147$023
$015
01
$093
$112
$157
1 Ship 2 Ships Rail
$051
$098
147$018
$015
005
$070
$112
$152
1 Ship 2 Ships Rail
$055
$147018
$004
$073
$151
3 Ships Rail
50 TPD 130 TPD
12 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized transmission cost comparison
Methanol transmission lowest methylcyclohexane more costly due to return leg
bull Unit train (once every 10 days) to storage terminal in California (3250 km)
bull Local transmission by truck (150 km) to city gate terminal
bull Similar case for both methanol and ammonia methylcyclohexane includes return leg for toluene
Production Transmission Dehydrogenation Distribution 13 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Transmission from point of production to city gate
Production Transmission Dehydrogenation Distribution
NG
Water
MeOH
Methanol Production
Methanol Decomposition
MeOH
Utilities
H2
H2 Purification ndash ISOSAE
H2NG
+ CO CO2MeOH
Transmission
StorageGH2 Terminal
Liquid Methanol CarrierLarge Plant
Electricity
Storage amp Transportation Infrastructure
Storage Terminal
Transmission
Central Production Plant
City Gate
3000-5000 tpd
bull Large-scale methanol and ammonia production planes with low-cost natural gas located in gulf coast region
bull H2 refueling stations are located in California
H2
station locations
3250 km
150 km
11 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Transmission cost comparison through various means
bull H2 capacity of the carrier is an important factor in determining the transmission cost by rail - Toluene has nearly the same train transmission cost as methanol on tpd basis but is gt3X costlier on kg-H2
basis
bull Toxicity and handling are also important factors in determining rail transmission costs - Ammonia has nearly the same H2 capacity as methanol but is gt2X costlier to move by train
bull Long H2 or carrier pipelines (gt1000 mile) do not offer significant cost savings - Pipelines may not be economically viable for two-way carriers
Comparison costs by rail by pipeline by ship for MCHtoluene
Railroad Waybill 2016 Data
$111
$158 147
$035
$024
015$146
$182
162
$00
$05
$10
$15
$20
$25
$30
1 Ship 2 Ships Rail
$k
g-H
2
Transmission
Port Facilities
$070$098
147$023
$015
01
$093
$112
$157
1 Ship 2 Ships Rail
$051
$098
147$018
$015
005
$070
$112
$152
1 Ship 2 Ships Rail
$055
$147018
$004
$073
$151
3 Ships Rail
50 TPD 130 TPD
12 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized transmission cost comparison
Methanol transmission lowest methylcyclohexane more costly due to return leg
bull Unit train (once every 10 days) to storage terminal in California (3250 km)
bull Local transmission by truck (150 km) to city gate terminal
bull Similar case for both methanol and ammonia methylcyclohexane includes return leg for toluene
Production Transmission Dehydrogenation Distribution 13 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Transmission cost comparison through various means
bull H2 capacity of the carrier is an important factor in determining the transmission cost by rail - Toluene has nearly the same train transmission cost as methanol on tpd basis but is gt3X costlier on kg-H2
basis
bull Toxicity and handling are also important factors in determining rail transmission costs - Ammonia has nearly the same H2 capacity as methanol but is gt2X costlier to move by train
bull Long H2 or carrier pipelines (gt1000 mile) do not offer significant cost savings - Pipelines may not be economically viable for two-way carriers
Comparison costs by rail by pipeline by ship for MCHtoluene
Railroad Waybill 2016 Data
$111
$158 147
$035
$024
015$146
$182
162
$00
$05
$10
$15
$20
$25
$30
1 Ship 2 Ships Rail
$k
g-H
2
Transmission
Port Facilities
$070$098
147$023
$015
01
$093
$112
$157
1 Ship 2 Ships Rail
$051
$098
147$018
$015
005
$070
$112
$152
1 Ship 2 Ships Rail
$055
$147018
$004
$073
$151
3 Ships Rail
50 TPD 130 TPD
12 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized transmission cost comparison
Methanol transmission lowest methylcyclohexane more costly due to return leg
bull Unit train (once every 10 days) to storage terminal in California (3250 km)
bull Local transmission by truck (150 km) to city gate terminal
bull Similar case for both methanol and ammonia methylcyclohexane includes return leg for toluene
Production Transmission Dehydrogenation Distribution 13 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Levelized transmission cost comparison
Methanol transmission lowest methylcyclohexane more costly due to return leg
bull Unit train (once every 10 days) to storage terminal in California (3250 km)
bull Local transmission by truck (150 km) to city gate terminal
bull Similar case for both methanol and ammonia methylcyclohexane includes return leg for toluene
Production Transmission Dehydrogenation Distribution 13 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Capital cost of methylcyclohexane dehydrogenation plant
Production Transmission Dehydrogenation Distribution
MCH Tank
TOL (~100)
Toluene Tank H
2M
CHT
OL
C7H
14(g
)
350 degC
PSA
To Burner
H2 ISOSAE Standard
Tailgas (13 atm)
MCH (~100)
255 degC256 kWth
4 stagesIntercooled
40 degC1
5 a
tm
40 degC
H2 Purification amp Condensation
Compression
2 at
m
Dehydrogenation
20 atm
Storage 1
PSA Tailgas
NG 012 mols
High grade waste heat
20
8a
tm
Storage 2
Are
a 200
Area 101
Area 102
Area 300
Area 400
C7H
14(l
)
System Boundary
70 deg
C2
50
degC
C7H
8(l
)
Chill
er
To Storage
Losses
Toluene+MCH 084
Hydrogen 10
Heat 036 kWhthkWhth -H2
FeedstockUtilities
NG 022 kWhthKWhth -H2
Electricity 004 kWheKWth -H2
Capital Cost Factors 50 tpd-H2
Dependence of capital costs on capacity
14 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Levelized decomposition cost comparison
Levelized decomposition costs (LDC) are
comparable for the three carriers 061-078
$kg-H2 at 50 tpd-H2
At high throughput LDC decreases most for
ammonia However ammonia decomposes at
a high temperature (800oC) using a catalyst
(Ni) that may require further development and
field testing
Methanol decomposition method well
established but requires steam reforming and
water gas shift catalysts Cost may decrease if
methanol reformed at gt3 atm
MCH decomposes at 2 bar using a PGM
catalyst (PtAl2O3) and requires a large
compressor
Production Transmission Dehydrogenation Distribution 15 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Distribution costs
TRANSPORTATION
City-Gate Terminal to Refueling Comparing distribution as 350 amp 500 bar Station ldquoLast-Milerdquo Distribution compressed H2 and liquid H2 for various
distances
Some key initial findings bull Cost savings for cH2 do not scale at higher pressures bull The number of cH2 trucks required increases rapidly
with distance bull LH2 costs dominated by liquefaction cost and energy
penalty (32)
For baseline analysis all cases kept constant bull 400 kg H2day dispensing rate at fueling station bull Trailer capacity of 1024 kg 36 m3 volume
Production Transmission Dehydrogenation Distribution 16 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Baseline levelized cost of H2 at 50000 kg per day
bull At 50000 kg H2 per day methanol produced at high volume in the gulf coast area and transport to California can be cost competitive with ldquolocallyrdquo produced gaseous hydrogen
bull Ammonia and methylcyclohexane have a cost premium over ldquolocallyrdquo produced gaseous hydrogen FUEL CELL TECHNOLOGIES OFFICE US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY 17
Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Levelized costs of H2 at various daily demands
18 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Storage capacity defined as the g H l of material
Analysis of formate salts as hydrogen carriers
Electrochemistry enables regeneration of H2
carrier lsquowithout hydrogenrsquo
∆Go = 0
2
Volumetric capacity
Preliminary TEA suggests water removal is the most expensive process
TEA analysis suggests efforts are needed to perform regeneration at higher concentrations or a use case with cheap source of heat eg nuclear reactor
Deliverable capacity limited by the solubility of formate at 20 degC Usable capacity limited by the solubility of bicarbonate at 60 degC
19 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Summary
bull Hydrogen carriers can be cost competitive with gaseous hydrogen production
ndash Production capacity can influence cost competitiveness
ndash Transmission costs can vary depending on nature of the hydrogen carrier
ndash Two-way carriers are disadvantaged by two-way transportation costs and replacement costs
bull Application specific requirements need to be considered when determining suitability of a hydrogen carrier
bull Boundary conditions should be considered when comparing different TEAs
bull Future activities
ndash Including comparison with liquid hydrogen transmission and distribution
ndash Expand analysis of other types of hydrogen carriers (eg formate salts)
ndash Investigation of impact of yield cycle life energy use etc
ndash Consider other potential benefits (eg chemical compression)
20 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Acknowledgements
bull Argonne National Laboratory
ndash Rajesh Ahluwalia
ndash DD Papadias
ndash J-K Peng
bull Lawrence Berkeley National Laboratory
ndash Hanna Breunig
ndash Aikaterini Anastasopoulou
bull Pacific Northwest National Laboratory
ndash Tom Autrey
ndash Kat Grubel
ndash Kriston Brooks
21 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov

Thank you for your attention
Dr Ned Stetson Program Manager ndash Hydrogen Technologies
Hydrogen amp Fuel Cell Technologies Office NedStetsoneedoegov
22 US DEPARTMENT OF ENERGY OFFICE OF ENERGY EFFICIENCY amp RENEWABLE ENERGY FUEL CELL TECHNOLOGIES OFFICE
wwwhydrogenenergygov