Embed Size (px)
Citation preview

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in
Existing Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 1
PRE - FEASIBILITY REPORT
1.0 EXECUTIVE SUMMARY
(I) INTRODUCTION
In line with the ambitious programme of Govt. of India like “MAKE IN INDIA” and to
become self-dependent on fuel within the country, M/s. Piccadily Agro Industries Limited
has planned for proposing installation of Unit II – 60 KLPD Molasses based Ethanol Plant
along with 2 MW Co-generation Power Plant in Existing Distillery Plant at Village Bhadson,
Umri Road, Tehsil Indri, District Karnal (Haryana).
Molasses will be transported through pipelines from own sugar mill located next to
Distillery & nearby Sugar Mills.
The company has an existing 90 KLPD Molasses/Grain Based Distillery along with 3 MW
Co-generation Power Plant at Village Bhadson, Umri Road, Tehsil Indri, District Karnal
(Haryana).
As per EIA Notification dated 14th Sep., 2006 as amended from time to time; the project
falls in Category ‘A’, Project or Activity - 5(g).
Table - 1
Salient Features of the Project
S. NO.
PARTICULARS DETAILS
A. Nature & Size of the Project Proposing installation of Unit II – 60 KLPD Molasses based
Ethanol Plant along with 2 MW Co-generation Power Plant in
Existing Distillery Plant
B. Category of the Project As per EIA Notification dated 14th September, 2006 and as
amended from time to time; the project falls in Category ‘A’,
S. No. - 5(g).
C. Location Details
Village Bhadson
Tehsil Indri
District Karnal
State Haryana
Latitude 29° 54’ 04.21” N to 29° 54’ 32.93” N
Longitude 76° 58’ 40.83” E to 76° 59’ 05.25” E
Toposheet No. 53 C/13 & 53 G/1
D. Area Details
Total Plant Area
• Existing plant area: 70 Acres/28.3 Ha
• No additional land is required for the proposed
expansion, as the same will be done within the existing
plant premises

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in
Existing Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 2
Greenbelt / Plantation Area 23 acres/9.3 ha i.e. 33% of the total plant area has already
been developed.
E. Environmental Setting Details (with approximate aerial distance & direction from plant site)
1. Nearest Village Bir Majra (~ 1.0 km in WNW direction)
2. Nearest Town & City Town - Kurukshetra (~ 12 km in NW direction)
Karnal District Headquarter (~ 25 km in South direction)
3. Nearest National Highway /
State Highway
NH-1 (~ 6 km in WSW direction)
4. Nearest Railway station Nilokheri Railway Station (~ 9 km in SW direction)
Kurukshetra Railway Station (~ 12 km in NW direction)
5. Nearest Airport Chandigarh (~ 88 km in NNW direction)
6. Archaeological Important Site None within 10 km radius
7. National Parks, Wild Life
Sanctuaries, Biosphere
Reserves, Tiger/ Elephant
Reserves, Wildlife Corridors etc.
within 10 km radius
No National Park, Wild Life Sanctuary, Biosphere Reserve,
Tiger / Elephant Reserve, Wildlife Corridors etc. falls within 10
km radius of the plant site.
8. Reserved Forests (RF) /
Protected Forests (PF) etc.
within 10 Km. radius
Bir Seonti Reserved Forest (~ 7.5 km in North direction)
No Protected Forest falls within 10 km radius study area.
9. River / Water Body (within 10 km
radius)
• Chautang Nadi – Seasonal (~2.5 km in West direction)
• Sirsa Branch Canal (~ 3.0 km in South direction)
• Khand Nala - Seasonal (~ 7.5 km in NNW direction)
• Western Yamuna Canal (~ 5.5 km in SW direction)
F. Cost Details
Total Cost of the Project Rs. 47.0 Crores
Cost for Environment
Management Plan
o Capital Cost - Rs. 10 Crores
o Recurring Cost - Rs. 1.0 Crores / annum
G. Basic Requirements for the project
Main Raw Material – Molasses 282 to 300 MT/day
Source:- Sugar Mills
Water Requirement 526
Source:- Ground Water
Power Requirement
1.2 MW
Source: - 2 MW Co-gen Power Plant & D.G Set (for
emergency).
Man Power Requirement 60
Source:- Unskilled / Semi-Skilled - Local Area; Skilled
H. Product Mix Ethanol
I. Working Days Working days - 330 Days per Annum

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in
Existing Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 3
1.1 Environment Management Plan
Particulars Details
Air Management
Emissions � A stack of 35 m height equipped with ESP/Bag Filter will be installed with the
boiler of 25 TPH capacity to control the particulate and gaseous emissions
due to combustion of fuel.
� CO2 generated during the fermentation process will be collected by utilizing
CO2 Scrubbers and sold to authorized vendors.
� All the roads are asphalted to control the fugitive dust emissions
� Proper servicing & maintenance of vehicles is being/will be carried out.
� Green Belt around the periphery and within premises already exists and the
same will be maintained after proposed expansion, modernization &
installation.
Monitoring Ambient air quality and stack emission will be regularly monitored to ensure that
ambient air quality standards and suggested limits on stack emission loads would
be met honestly at all the time.
Water Management
Management � The project will be based on “Zero Effluent Discharge”.
� Fresh water requirement of the project will be met by Ground Water &
Recycled water. Efforts will be made to conserve as much water as possible
by recycling and reuse.
� Spent wash generated during Molasses operation will be concentrated in
Multi-effect evaporator and then used for Bio-composting.
� Record of wastewater returned back to process for utilization in
Fermentation/cooling tower and to gardening will be kept.
� Process condensate from MEE will be treated and recycled back in the
process.
Monitoring Regular monitoring of water quality will be carried out.
Noise Management
Management � Personal Protective Equipment like earplugs and earmuffs will be provided to
the workers exposed to high noise level.
� D.G sets will be provided with acoustic to control the noise level within the
prescribed limit.
� Proper maintenance, oiling and greasing of machines at regular intervals will
be done to reduce generation of noise.

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in
Existing Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 4
� Green Belt of inside the plant premises and at the plant boundary has been
developed.
Monitoring Regular monitoring of noise level will be carried out and corrective measures in
concerned machinery will be adapted accordingly to the possible extent.
Solid & Hazardous Waste Management
Management
� Spent Wash generated during the process, will be first treated in Bio-Digester
(Bio-Methanation) and after that will be concentrated in Multi-effect
evaporator and concentrate is used for bio composting.
� Ash from the Boiler will be used in bio-composting & also given to nearby
brick manufacturers.
� Yeast sludge & Digesters sludge will be finally disposed as Mixing with Press
Mud.
� The company will utilize the spent wash for manufacturing bio-compost
within the premises, with proper labelling and marketing of the finished
compost, in sealed bags, bearing the name and seal of our industry and the
composition of the bio-compost.
� The company will not sell compost in open tractors/ trolleys.
Green Belt Development / Plantation
Management � Green belt development in and around the plant site helps to attenuate the
pollution level.
� Out of the total plant area approx. 33% land is already developed as green belt
and it will be maintained in future also.
� Green belt has been developed as per Central Pollution Control Board (CPCB)
guidelines.
� Native species have been planted in consultation with the local DFO.
Odour Management
Management � The remedial measures will be taken such as better house-keeping by regular
steaming of all fermentation equipments and same will be followed in future.
� Temperature will be kept under control during fermentation to avoid in-
activation/killing of yeast and staling of fermented wash will be avoided.
2.0 INTRODUCTION OF THE PROJECT/ BACKGROUND INFORMATION
(i) Identification of Project and Project Proponent
Piccadily Agro Industries Ltd. (PAIL), a Public Limited Company was incorporated in the
year 1994. It is spread over an area of 168 Acres of Land. It started its operation in the

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in
Existing Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 5
year 1996 - 97 for manufacture of White crystal sugar with installed capacity of 2500
TCD along with in-house facilities for 6 MW Co-generation of power at Umri-Indri Road,
Tehsil Indri, District Karnal, (Haryana).
The company there after started expansion & modernization of the Sugar Mill and
enhanced the crushing capacity to 5000 TCD w.e.f. 02/12/2004 i.e from crushing season
2004 - 2005.
The company further expanded its business & set up a Distillery Unit with an installed
capacity of 60 KLPD in year 2007, which has further been expanded to 90 KLPD.
Piccadily Agro Industries Ltd. (PAIL) is having an existing 90 KLPD Molasses/ Grain
Based Distillery at Village Bhadson, Tehsil Indri, District Karnal (Haryana).
Environmental Clearance for the same has been obtained from MoEF, New Delhi vide
Letter No. J-11011/495/2008- 1A II (I) dated 23rd October, 2008 and amendment on dated
25th May, 2016.
(ii) Brief description of nature of the project
In line with the ambitious programme of Govt. of India like “MAKE IN INDIA” and to
become self-dependent on fuel within the country, M/s. Piccadily Agro Industries
Limited has planned for proposing installation of Unit II – 60 KLPD Molasses based
Ethanol Plant along with 2 MW Co-generation Power Plant in Existing Distillery Plant at
Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana).
Molasses will be transported through pipelines from own sugar mill located next to
Distillery & nearby Sugar Mills.
M/s. Piccadily Agro Industries Limited has an existing 90 KLPD Molasses/Grain Based
Distillery at Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana).
As per EIA Notification dated 14th September, 2006 and as amended from time to time;
the project falls in Category ‘A’, S. No. - 5 (g).
(iii) Need for the project and its importance to the country and or region
Advancement in science and technology has created so many products that have
enhanced the quality of human life in every passing year. The human race is largely
dependent on industrialization for up gradation in quality of life. Progress of the nation
is judged through its economic growth which is largely dependent on industrial
productivity. In Indian economy (which is agro based) many industries are dependent
over agricultural produce for production of luxury and need based commodities.
Alcohol has assumed a very important place in the Country’s economy. It is a vital raw
material for a number of chemicals. It has been a source of revenue by way of excise

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in
Existing Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 6
duty levied by the State Government on alcohol liquors. The use of alcohol for the
purpose of potable liquor is as high as its use for industrial purposes.
According to analysts, the Indian Ethanol industry is expected to witness accelerating
growth in coming years. Ethanol is an alcohol fuel that is added to petrol in some
countries to lower cost to the consumer, reduce consumption of oil, and lessen the
environmental impact of transportation. Mixed fuels are rated by the amount of
ethanol contained; for example, common blends are E10, which contains 10% ethanol,
and E15, which contains 15% alcohol. Another common blend is E85, also known as flex
fuel, in which the ethanol ranges from 51% in winters to 83% in summers.
In addition, though ethanol reduces air particulate pollution, its production results in
fairly high greenhouse gas emissions and negates any the environmental benefit of the
shift from fossil fuel.
The biggest concern with the addition of ethanol to India's fuel supply is that it will take
up scarce land set aside for grazing and other crops to grow fuel. With the demand
likely to be huge, there is bound to be a shift in land use from food crops to fuel crops.
Agriculture will become even more intensive. Without adequate reforms and education
in the agricultural sector to increase productivity, the shift to fuel crops will result in
food price inflation. The savings from reduced oil imports will be spent instead on
subsidies and higher food prices.
Furthermore, technology can improve at two ends - energy efficiency at the EV end and
greater storage capacity at the EVB end. The latter would translate into better
performing vehicles without the consumer having to regularly upgrade his EV.
In the path of company’s growth and development this proposed project will serve as
yet another milestone.
(iv) Demand- Supply Gap
Not required in this Project. This depends on excise Department.
(v) Import vs. Indigenous Production
Indian market could not meet present alcohol demand. So they import alcohol 5-7% of
total demand. As far as ethanol production is concerned, Indian market play a vital role
at both domestic & international level. So they require producing more alcohol to meet
the demand.
(vi) Export Possibility
Export of ethanol is currently governed by Govt. policy.

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in
Existing Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 7
(vii) Domestic / Export Markets
Sales and Marketing division has always been a key focus area for our company. Over
the years we have reached a number of key customers through our initiatives. We have
a thrust on institutional Buyers which is a paradigm shift from the tradition of selling to
wholesale market.
(viii) Employment Generation (Direct and Indirect) due to the project
For smooth functioning of the plant, the company needs a team of 60 persons. These
persons are responsible towards their respective department such as Process Plant,
Boiler Operating Plant and administrative block.
3.0 PROJECT DESCRIPTION
(i) Type of Project including interlinked and independent projects, if any.
There are no interlinked projects related to this project.
ii) Location (map showing general location, specific location, and project boundary & project
site layout) with coordinates

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in
Existing Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 8
Figure - 1: Location Map

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 9
(ii) Key Plan
Figure - 2: Key Plan

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 10
(iv) Details of alternative sites consideration and basis of selecting the proposed site,
particularly the environmental considerations gone into should be highlighted.
The proposed installation of Unit II will be done within the existing Distillery plant premises
and no additional land will be required; therefore, no alternative site has been considered.
(v) Size or magnitude of operation
M/s. Piccadily Agro Industries Limited has planned for proposing installation of Unit II – 60
KLPD Molasses based Ethanol Plant along with 2 MW Co-generation Power Plant in Existing
Distillery Plant at Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana). Molasses
will be transported through pipelines from own sugar mill located next to Distillery & nearby
Sugar Mills. The company has an existing 90 KLPD Molasses/Grain Based Distillery at Village
Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana).
(vi) Project Description with Process Details
Project Description
S. No. Units Capacity
1. Ethanol Plant 60 KLPD
2. Co-Generation Power Plant 2.0 MW
Process Description
A. Molasses Based Operation
Alcohol is produced from carbohydrates by fermentation with yeast. Yeasts are
unicellular, uninucleate fungi that can reproduce by budding, fission or both. They have
been used for centuries to brew alcoholic beverages and are the most commonly used
micro-organism in the industrial production of alcohol by fermentation. Ethanol
production by fermentation comprises four steps:
• Yeast propagation from yeast slant from the laboratory.
• Fermentation to produce fermented wash containing alcohol.
• Recovery, enrichment and purification of alcohol from fermented wash to produce
95.5 V/V alcohols.
• Production of absolute alcohol by dehydration of 95.5% V/V alcohol to produce
absolute alcohol.
A proper choice of appropriate technology in each of these steps governs the efficient
and viable operation of fermentation alcohol plant.

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 11
Yeast Propagation
Yeast, for the production of alcohol is characterized by high selectivity of the yeast
species, low production of by-products (side products), high ethanol yield, high
fermentation rate, good tolerance towards both high ethanol concentration and high in
organics in the fermenting substrate, high temperature tolerance, land high genetically
stability. Although finding a strain that has all these characteristics is difficult, a proper
selection and development of the best possible strain is needed. Sacharomy-cervisiae is
the commonly deployed yeast strains in alcohol fermentation of sugars. The purity and
sterility of yeast culture used as inoculums have great influence on the alcohol yield and
longevity of yeast in fermenter. Flocculating yeasts are deployed for continuous
fermentation particularly with yeast recycle system. The selectivity of yeast is also
essential to maintain the required metabolic reaction pathways specific to conversion of
sugars to alcohol. The side products are higher alcohols, acids, etc. which naturally
reduce the alcohol yields and final quality of alcohol. It is, therefore, customary to
propagate yeast from laboratory strain in increasing volumes under sterile and aerobic
conditions protecting the same from other wild yeasts and moulds during their growth.
This is done in 3 or four stages starting from a 1 lit inoculums developed in laboratory
from a well preserved yeast culture slant.
Yeast will be developed in plant from fresh slant to laboratory flash culture and then in 3
stage S.S. yeast propagation vessels (VO1, VO2 and VO3) which operate in series but in
batch mode. When enough bio mass strength is developed, it is pitched Into Fermenter
(VO4).
Fermentation
The yeast propagation is only at the start and stabilization of the fermenter. When once
the continuous fermentation is on, the yeast propagation is stopped and only a periodic
continuous addition of small make up of fresh culture from yeast vessel is done to
maintain the activity of yeast in the active yeast count in the fermenter. The yeast vessels
are fitted with jacket for sterilizing and cooling the medium in situ. Sterile air is supplied
to these vessels through compressor (G-01) and the sterilization-system comprising a
series of fine filters followed by HEPA filters. Molasses from the molasses tank T-01 in the
yard are pumped to transfer pump (P-02) into tipper type molasses weighing system W-
01 and weighed molasses feed tank (T-03) from where molasses feed pump it to yeast
vessels (when necessary) or to fermenter (V-04) through a static mixer type molasses
diluter. Main fermenter could be one or two stages depending on the control system
envisaged based on the final designs. The heat of fermentation is extracted by
circulating the fermenter contents through wort coolers (EO1 & EO3). Temperature in
the fermenter is to be maintained at 32 – 34°C. Carbon dioxide evolved during

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 12
fermentation is vented out through scrubber (C-03) to recover entrained alcohol vapors.
Dilute molasses are fed to the fermenter continuously. The final fermented wash is
transferred by wash pump (P-05) to yeast separation system comprising hydrocolones F-
01 & F-02 and centrifuge F-03. The sludge and dead yeast are purged into sludge tank and
yeast cream is returned to the fermenter (V-04) while clear fermented wash is collected
in wash tank V-02. Sludge from sludge tank is fed to the bottom of Analyzer Column (C-
01) in the distillation section. Part of spent wash from a selected tray in the column C-01
is returned to fermenter V-04 after cooling the same to as near to ambient temperature
as possible. Anti-foam oil is added from T-04 whenever necessary when the level in the
fermenter rises beyond a limit due to foaming because of runaway fermentation rate.
The operations in the fermenter can be controlled closely through automation. Process
water is taken into scrubber water tank from where it is fed to scrubber (C-03) and
overhead water tank (T-12) by water pump (P-10). All process water in the fermentation
section is supplied by gravity from this overhead tank (T-12).
RS/AA /ETHANOL/ENA Spirit Distillation
Fermented wash from wash holding tank T-01 is pumped by wash feed pump P-01 to the
top of degassing column (C-2) after preheating the same in beer heater E-02 and spent
wash heat exchanger E-01. The vapors along with non-condensable gases from the top of
degassing column (C-02) are rectified in Heads column (C-03), to expel the high volatiles,
technically know as heads. Bottom liquid from the degasser flows into analyzer column
(C-01) where alcohol is stripped from the liquid. The liquid from bottom of analyzer
column (C-01) is completely stripped of alcohol and is pumped out by spent wash
discharge pump P-02 through heat exchanger E-01 where it preheats the fermented wash
before it enters degassing column. Part of spent wash from a tray, few numbers above
the bottom tray is cooled and returned to the fermenters as a measure of water saving
and reduction of effluent discharge.
The dilute alcohol vapors from near the top of analyzer column (C-01) are condensed first
in beer heater (E-02) while exchanging heat with wash feed and then in analyzer
condenser (E03). Degasser and analyzer operate under vacuum. The condensate from E-
02 and E-03 is collected in Rectifier Feed Tank V-02. The vapors for stripping alcohol are
generated from analyzer column bottom liquid in the analyzer column re-boiler (E-04) by
using the rectified column top vapors, as discussed subsequently.
Vapors from the top of heads column (C-03) are condensed in heads column condenser
(E-06) and then in head column vent condenser (E-07). Part of the condensate is
returned to column C-03 as reflux while a small portion is taken out as an impure spirit
cut. Liquid from bottom of C-03 is also taken into Rectified feed tank V-02.

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 13
Dilute alcohol water mixture from rectifier feed tank (V-02) are pumped by rectifier feed
pump (P-04) through rectifier feed pre-heater E-11 in to rectifying column (C-04). Rectifier
and its associated equipment work under pressure so that these vapors can supply the
necessary heat for generating the vapors
The condensate from E-04 is then pumped as Reflux to rectifying column C-04. Rich
alcohol vapors at a concentration of 95.5% v/v from top of rectifying column (C-04) are
condensed first in Analyzer (E-04) and then in Reflux Vent Condenser (E-05). The liquid
from E04 and E-05 are collected in Rectifier Reflux Tank (V-01). Part of the liquid from E-
05 may be drawn off as impure spirit. The impure spirit cut will be maintained as little as
possible to maintain aldehyde levels to meet the required limits in Absolute Alcohol.
Liquid from the reflux tank (V-01) is pumped by Product Pump (P-03) partly as product
and partly as reflux to the top of the Rectifying Column (C-04). The necessary rectifying
vapors to C-04 are generated by boiling the C-04 bottom liquid in Rectifier Column Re-
boiler E-08 using medium pressure steam. Some side streams are drawn from rectifier
column as light and heavy fractions of higher alcohols called fusel oils and cooled in fusel
oil coolers E-09 and E-10 and are mixed with water and allowed to separate out in fuel oil
separator F-01. All vents from E-03, E-07, V-02 and E-05 are connected to Vent Gas
Absorber (C-05) where the vent gases are scrubbed with water to recover entrained
alcohol. The scrubber water is used for washing the fusel oils in fusel oil separator to
recover alcohol from the fusel oil fractions. The absorber vent is connected to vacuum
pump (G-01) which is used to create vacuum in the analyzer and degasser.
The products Rectified Spirit and Impure Spirit, are cooled in product coolers and
collected in the respective receiver tanks prior to pumping the same through respective
transfer pumps into storage tanks in the excise godown. Impure spirit, is however,
returned to Ethanol plant along with the rectified spirit feed, subject to maintaining, the
Absolute Alcohol quality required for blending with petrol.
Fuel Grade Ethanol
Absolute alcohol is manufactured by dehydration of Rectified Spirit. The process
adopted here is based on Pressure Swing Adsorption (PSA) system using Molecular
Sieves (3-A). The flow scheme is shown in above referred flow diagram.
Rectified spirit, after preheating by waste hot streams, is vaporized and superheated in E-
03 and E-04 by using medium pressure steam at 6 Kg/cm2g pressure. Hot vapors at
kg/cm² g pressure and 130° C temperature pass through PSA column S-01A/S-01B where
the water vapors are retained while water free alcohol is released as vapors. The vapors
are condensed in E-07 and E-08 and collected as Absolute Alcohol. When the molecular
sieve bed is saturated with water the alcohol vapors are shifted to the other tower and

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 14
the first tower is taken for regeneration. Regeneration is done first by pressure releasing
and creating vacuum and then by elutriating with dehydrated alcohol vapors from the
tower in dehydration operation. The vapors are condensed in E-06 and E-05 and the vent
vapors are recovered through scrubber C-02. Vacuum can be created vacuum by P-04.
(Eductor may also be considered for this duty). Product is cooled in E-09 and transferred
to Absolute Alcohol receiving tank and then on to storage tank.
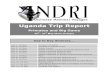
Figure 3: Molasses Based Distillery Process
B. Effluent Handling Section
Effluent discharged from the distillation process, commonly known as Spent Wash, is one
of the most polluting effluents with very high values of BOD and COD. It is first treated in
a Bio-methanation System, which not only reduces the effluent load, but also produces
methane rich biogas. Biogas is a high calorific value fuel and is used as fuel for boiler to
produce power and steam to run distillery plant. The production of extra power from
biogas improves the economics of the ethanol project. The effluent after Bio-
methanation is being/will be concentrated in Multi-effect evaporator and then used for
Bio-composting.
1) Bio-methanation Process
Bio-methanation involves conversion of organic compounds present in the effluent, using
a consortium of bacteria under anaerobic conditions. During their life cycle, the bacteria

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 15
break down these organic compounds into methane and carbon dioxide. The bacteria,
being living organisms, require specific conditions to prosper. This is achieved by
controlling the following parameters:
Temperature
Acidity
Organic Loading
Nutrient Balance
The existing bio-methanation system uses a specially designed CSTR, called bio-digester,
to convert organic matter into useful energy in the form of biogas. The biological process
of conversion takes place at mesophilic temperature in a controlled atmosphere,
ensuring maximum conversion efficiency and production of biogas.
Following are the salient features of the process:
• Pre - Settling
Before entering the bio digester, the spent wash from the distillery unit is received
into a spent wash pit to enable settling of suspended solids. The pre-settling system
ensures consistent operation by reducing the solid build up in the bio digester. The
settled solids are removed periodically from the pit for further disposal.
• pH Control
Spent wash pH is adjusted to 6.5-7.0 by recycling part of the treated effluent.
• Mixing in Bio digester
Mixing is done by recirculation of biomass, using a specially designed mixing system
and is further enhanced by gas propagation. Efficient mixing helps micro organisms to
reach fresh nutrients in a favourable living condition and convert organic matter into
methane and carbon dioxide. Various sample points are provided in the biodigester to
measure the concentration of sludge. Drain points are provided to drain the sludge
from the bio digester. The sludge is settled in the parallel plate clarifier, which is
recycled to increase solid retention time in the bio digester. Supernatant liquid from
the clarifier is sent for further treatment. Excess biomass and sludge is removed from
the bottom of the bio digester regularly and sent to sludge drying beds for disposal.
• Gas Collection & Handling
Biogas produced in the bio digester is collected from the top of the digester and flows
to the gas holder. The gas holder acts as an intermediate gas storage and pressure
control device. Biogas is transferred to a biogas power plant to produce power. A flare
unit is provided for excess gas burning.

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 16
• Safety Systems
For safe operation, flame arresters are provided on gas lines to protect the bio
digester from backfire & pressure relief valves are provided on bio digester to protect
from excess pressure or vacuum.
• Control Systems
Controlling pH ensures the smooth and safe operation of the system. Temperature,
volatile acidity and alkalinity are also controlled, using various control features
provided.
• Type of Bacteria
Anaerobic digestion of organic compounds is carried out, using different bacteria.
Three main groups of bacteria, used in the process are indicated below:
� Hydrolyzing bacteria ( Solubilising bacteria)
� Acetogenic bacteria ( Acetate forming bacteria)
� Methanogenic bacteria ( Methane forming bacteria)
2) Multi-Effect Evaporation
Direct spent wash will be concentrated in a multistage vacuum evaporator from 5-7% to
30-35% solids. The total process is under vacuum and the vapours generated in the system
are compressed in a TVR to economize steam consumption. Condensate water generated
from the evaporation system will be recycled back in the process. The concentrated
effluent is used in Bio-composting
3) Bio Compost Plant
The composting process consists of converting the spent wash into useful manure. This is
done with the help of specialized microbial culture or using fresh compost as seed for the
micro-organisms. The raw materials required for composting are concentrated spent
wash from multi effect evaporator, bacterial culture, Press mud from the sugar factory,
ash from boiler
Composting is a biological oxidation process for decomposing organic material by a
mixed microbial population in a suitably warm and moist environment under aerobic
conditions. The degradation converts the material to a stable organic fertilizer which is
also a soil improver. The aerobic composting process involves arranging the press mud
(filler material) in 300 to 400 m long windrows of triangular section of about 1.5 m height
by 3.0 m. width on impervious ground usually with the help of front end loaders. The
windrows are sprayed with a measured quantity of spent wash, in the ratio of 3.5:1 (spent
wash to press mud). The ratio will vary depending on the moisture content of the filler
materials. The spraying of spent wash is done when the moisture content of the press

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 17
mud drops to 50%. The moisture content is not allowed to exceed 65% as at that moisture
anaerobic condition start prevailing which is detrimental to the composting process. The
windrows are inoculated with the seed material after the first spray. About 1 Kg. of bio
culture is required per ton of press mud. From ambient temperature at start up the
temperature rises to 65 Deg. C. by the second week and continues up to the 4th week.
The total duration for completion of the reactions is about 6 weeks by which time the
temperature returns to ambient. A further 2 weeks is allowed for curing. Carbon to
nitrogen ratio is the deciding factor to determine the completion of the bio composting
process. Specialized mixing machines called aero-tillers, traveling along the length of the
windrows are used to mix and aerate the decomposing mass, about once in three days.
This results in increased spent wash absorption, oxygen supply for proper growth of
micro-organisms and dissipation of heat, which is liberated due to metabolic activity of
micro-organisms. The moisture content during composting is maintained at 50-60% by
periodic spraying of the spent wash. Adequate holding capacity (min. 30 days) is to be
provided for the spent wash in lined lagoons to cater to any demand mismatch. The
lagoons should be duly lined and pitched by stone/bricks with cement mortar to prevent
leachate. Composting is to be carried out on a raised impervious floor protected by bunds
with provision for leachate collection and surface runoff and it’s pumping to the holding
lagoon. Pipe network is laid for automatic spraying of spent wash.
C. Power Co-generation 2 MW
OPERATIONS
The unit proposes to set-up boiler and power turbine.
In this proposed expansion project a 25 TPH boiler will be installed and based on
Bagasse/Rice Husk/Coal and Biogas as available fuel options. This Boiler will operate
mainly to feed steam to Molasses based operations and 2 MW power generations from
Turbine.
Proposed 2 MW co-generation plant consists of a high pressure water tube steam boiler
extraction cum condensing steam turbine. Fuel in the steam boiler will be burnt with the
help of air in the boiler furnace. Water will be circulated in the boiler drum and tubes thus
getting heated by the flame burning in the boiler furnace. Water comes out of the boiler
drum located at the top of the boiler as steam. Flue gases rise in the boiler furnace and
come in contact with the steam coming out of boiler drum. Steam after coming in
contact with flue gases gets heated up further thus getting superheated. Super heated
steam leaves the boiler in a pipe. Flue gases after super heating the steam pass through
economizer where they pre-heat the boiler feed water before it enters the boiler drum.
After economizer, flue gases pass through air pre-heaters where they heat the air which

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 18
is fed to the boiler furnace for burning the fuel. After air pre heaters flue gases pass
through Bag Filter/ESP where the dust particles are collected.
High pressure superheated steam from boiler will be passed through a steam turbine,
which will be used for distillery process operations. While passing through the turbine,
the high pressure and temperature steam rotates the turbine rotor and an electric
alternator mounted on the same shaft. Electric power will be generated by the
alternator. This electric power generated will be consumed in house i.e. for running the
distillery and utilities like boilers auxiliaries etc.
Figure 4: Process Flow Chart for Cogeneration Power Plant
(vii) Raw material required along with estimated quantity, likely source, marketing area of final
products, mode of transport of raw material and finished product.
(a) Raw Material Requirement
The raw materials required for the Molasses based distillery can be broadly categorized
as follows:
• Molasses
• Enzymes & Chemicals
• Steam
• Water
• Fuel
• Power etc.

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 19
Details regarding quantity of raw materials required their source along with distance &
mode of transportation for proposed project are given in Table below.
Table 2
RAW MATERIAL REQUIREMENT FOR MOLASSES BASED DISTILLERY
S.
No.
Particulars Total
Requirement
Source and mode of transportation
1. Molasses 282 to 300 MT/day Own sugar mills through pipelines/
road
2. Chemicals
Sodium Hydroxide (Caustic) 600 kg/day Nearby market
NH2-CO- NH2 (Nutrients) 50 kg/day
Enzymes As per
requirement
Antifoam Agent 100 Kg/day
Yeast (Active Dry Yeast/Distiller’s
Yeast)
Own Propagation
(b) Fuel Requirement
S. No. Fuel
Total requirement for proposed 25 TPH Boiler
Source
1 Biogas 32000m3/day Own plant through pipelines
2 Bagasse 84 ton/day Own plant through conveyor belt
Rice Husk 100 Ton/Day Nearby area
Note: 10 - 15% Auxiliary Fuel will be used such as Coal.
(viii) Resources optimization/ recycling and reuse envisaged in the project, if any, should be
briefly outlined.
Water as a resource will be recycled at each possible step of the process and latest
technology and methodology will be adopted to conserve and reuse the resources.
(ix) Availability of water it’s source, energy /power requirement and source should be given.
(a) Water Requirement and Source
Total fresh water requirement for proposed 60 KLPD Ethanol Plant will be 526 KLPD.
Source of Water: Ground Water

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 20
TABLE – 3 (A)
TOTAL WATER INPUT
S. No Section Water quantity (KLD)
1 Process Water in Fermentation 455
2 DM Water for RS Dilution 575
3 DM Water for Boiler Feed 480
4 Soft Water for analyzer flash tank 104
5 Soft Water for Make for vacuum pump and others 30
6 Soft water makeup for cooling tower 290
7 Water in Molasses 56
8 Other Domestic Use (Provisional) 10
9 Miscellaneous Washing (Provisional) 10
TOTAL WATER INPUT 2010
TABLE – 3 (B)
TOTAL WATER OUTPUT
S. NO SECTION Water quantity (KLD)
1 Steam Condensate 364
2 Water in Spent wash 590
3 Spent lees(rectifier) 575
4 Spent Lees ( Pre-rectifier) 76
5 CT Evaporation & Blowdown 290
6 Domestic Consumption 10
7 Boiler Blowdown 65
8 Vacuum Pump Sealing/Purge 30
9 Miscellaneous Washing (provisional) 10
TOTAL WATER OUTPUT 2010
TABLE – 3 (C)
RECYCLING & UTILIZING STREAM
S. No. SECTION Water quantity (KLD)
1 Lees recycle for RS dilution 495
2 Steam Condensate recycle for boiler 364
3 Spent lees(Rect) cooling tower Make up 80
4 Process condensate recycle to process& CT 520
5 Vacuum Pump water recirculation 25
TOTAL RECYCLING/RE-UTILIZATION OF WATER PER DAY 1484
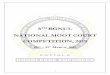
TOTAL FRESH WATER INPUT 526
� Hence, fresh water Requirement is 526 KLD
� Water requirement for first run would be 2010 KLD

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 21
Figure 5: Water Balance of 60 KLPD Molasses Based Ethanol Plant

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 22
(b) Power Requirement and Source
The total power requirement of the plant will be 1.2 MW which will be sourced from proposed
2.0 MW Co-Generation Power Plant.
(c) Steam Requirement
The total steam requirement of the plant will be 18.5 TPH. The source will be proposed 25 TPH
boilers.
The steam requirement for different purposes is given below:
TABLE – 4
STEAM REQUIREMENT
S. No. Purpose Steam Required (TPH)
1. Multi-pressure Distillation 8.5
2. Multi Effect Evaporator 8.0
3. Boiler Deaeration 2.0
Total 18.5
(d) Boiler Details
One Boiler with 25 TPH capacity is proposed to be installed. Others details regarding this are
mentioned in the table given below
TABLE – 5 BOILER DETAILS
S. No. Details Proposed
1. Type of Fuel Bagasse/Rice Husk/Coal and Biogas
2. Capacity of Boiler 25 TPH
3. Stack Height 51 m
4. Pollution Control Equipment Measures ESP/Bag Filter
(e) Details regarding the D.G. Sets
1 D.G. sets of 500 KVA will be installed for the power backup. Details regarding the D.G. Sets
are mentioned in the table given below:
TABLE – 6 DETAILS REGARDING THE D.G.SETS
S. No. Details
1. Type of Fuel HSD
2. Capacity 500 KVA
3. Stack Height (above roof level) As per CPCB/SPCB norms
4. Pollution Control Equipment Measures Adequate stack height/ Acoustic

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 23
(x) Quantity of waste to be generated (liquid and solid) and scheme for their
management/disposal
o The project will be based on “Zero Effluent Discharge”.
o Spent wash generated during Molasses operation will be concentrated in Multi-effect
evaporator and then used for Bio-composting.
o Process condensate from MEE will be treated and recycled back in the process.
o Record of wastewater returned back to process for utilization in Fermentation/cooling
tower and to gardening will be kept.
o The sewage generated from the sanitary blocks is being/will be treated in septic tanks
and applied on to soak pits and used for irrigation.
o Spent Wash generated during the process will be first treated in Bio-Digester (Bio-
Methanation) and after that will be concentrated in Multi-effect evaporator and
concentrate is used for bio composting.
o Ash from the Boiler will be used in bio-composting & also given to nearby brick
manufacturers.
o Yeast sludge & Digesters sludge will be finally disposed as Mixing with Press Mud.
o The company will utilize the spent wash for manufacturing bio-compost within the
premises, with proper labelling and marketing of the finished compost, in sealed bags,
bearing the name and seal of our industry and the composition of the bio-compost.
o The company will not sell compost in open tractors/ trolleys.
o Used oil & grease generated from plant machinery / Gear boxes & D.G. Set is being / will
be partly used in oiling & greasing as lubrication of external parts of machinery & partly is
being / will be sold to the CPCB authorized recycler.
4.0 SITE ANALYSIS
(i) Connectivity
The plant site is located about at Bhadson Village; umri road, block Indri, Dist Karnal,
Haryana. The plant site is well connected to NH 1 (Approx 6 km in SW direction from
the plant site). Nearest town/city to the plant site is Kurukshetra (~ 12 km in NW
direction) & Karnal District Headquarter (~ 25 km in South direction). Nearest railway
station is Nilokheri Railway Station (~ 9 km in SW direction) & Kurukshetra Railway
Station (~ 12 km in NW direction) and nearest airport is Chandigarh Airport, which is ~
88 km in NNW direction from the plant site. The site is suitably located with respect to
availability of raw material, water, road network, skilled/semi skilled/unskilled and
professional manpower etc. All communication facilities such as telephone, telefax &
internet are available in the vicinity of the plant site.

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 24
(ii) Land from Land use and Land ownership
Total plant area is 70 acres/ 28.32 ha. Since, the proposed installation of Unit II will be
done within the existing plant premises, thus, no additional land is required. Hence,
land ownership will be considered as Industrial type.
(iii) Topography
The topography of the area is almost flat.
(iv) Existing land use pattern (agriculture, non-agriculture, forest, water bodies (including
area under CRZ)), shortest distances from the periphery of the project to periphery of
the forests, national park, wild life sanctuary, eco sensitive areas, water bodies
(distance from the HFL of the river), CRZ. In case of notified industrial area, a copy of
the Gazette notification should be given
Environmental Settings of the Area
S. NO. PARTICULARS DETAILS
1. Nearest Village Bir Majra (~ 1.0 km in NW direction)
2. Nearest Town & City Town - Kurukshetra (~ 12 km in NW direction)
Karnal District Headquarter (~ 25 km in South direction)
3. Nearest National Highway / State
Highway
NH-1 (~ 6 km in WSW direction)
4. Nearest Railway station Nilokheri Railway Station (~ 9 km in SW direction)
Kurukshetra Railway Station (~ 12 km in NW direction)
5. Nearest Airport Chandigarh (~ 88 km in NNW direction)
6. National Parks, Wild Life
Sanctuaries, Biosphere Reserves,
Tiger/ Elephant Reserves, Wildlife
Corridors etc. within 10 km radius
No National Park, Wild Life Sanctuary, Biosphere Reserve,
Tiger / Elephant Reserve, Wildlife Corridors etc. falls
within 10 km radius of the plant site.
7. Reserved Forests (RF) / Protected
Forests (PF) etc. within 10 Km.
radius
Bir Seonti Reserved Forest (~7.5 km in North)
No Protected Forest falls within 10 km radius study area.
8. River / Water Body (within 10 km
radius)
• Chautang Nadi (~2.5 km in West direction)
• Sirsa Branch Canal (~ 3.0 km in South direction)
• Khand Nala (~ 7.5 km in NNW direction)
• Western Yamuna Canal (~ 5.5 km in SW direction)
9. Soil Type Sandy Loams
10. Seismic Zone Zone - III [as per IS 1893 (Part-I): 2002]
(v) Existing Infrastructure
Total plant area is about 70 Acres/28.3 ha. Proposed installation of Unit II will be done
within the existing plant premises.

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 25
(vi) Soil classification
The soils in Gharaunda and SE half of Karnal blocks are young, stratified with no
profile development. They are sandy to fine sandy loams. The soils in SE half of
Nilokheri, SW extremity of Karnal block touching Nilokheri, eastern portion of
Nissang, Western half of Gharaunda block are heavily textured varying from sandy
loam at the surface to clayey loam at about one meter depth.
(vii) Climatic data from secondary sources
The climate of the district is characterized by the dryness of the air with an intensely
hot summer and a cold winter. The year may be divided in to four seasons. The cold
season starts by late November and extends to the middle of March. It is followed
by hot season which continues to the end of June when the southwest monsoon
arrives over the district. July to September is the southwest monsoon season. The
post monsoon season period is from October to December.
The normal annual rainfall of the district, based on the record for the period 1978-
2005 is 696mm recorded in 33 rainy days in a year. About 82.39% of the annual
rainfall is recorded during the southwest monsoon from June-September. August is
the wettest month of the year with an average of 8.4 rainy days and 214 mm rainfall.
During the period 1978-2005, deficient to scanty rainfall was recorded in 10 years.
Maximum rainfall of 1404 mm and minimum rainfall of 255 mm were observed in the
years 1998 and 1987 respectively.
(viii) Social Infrastructure available
Nearest habitation is at Bir Majra village. The nearest town is Kurukshetra, which is
approx. 12 km distance from the plant site. The nearest major city is Karnal which is
District Headquarter also and is about 25 km from the plant site.
At Kurukshetra Town & Karnal City schools, Hospital, dispensaries, colleges, places of
worship, Railway station, Markets & other facility etc are available. Electrical power
supply in most of surrounding villages is available.
Telephone, Medical facilities are available in the nearby towns. Almost all the
villages in the buffer zone are electrified. L.T. power is being supplied for drawing
water from a large number of tube wells sunk around the important village of the
buffer zone, for irrigation purpose. Most of the tanks and ponds as well as the river
water are being utilized for irrigation.

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 26
5.0 PLANNING BRIEF
(i) Planning Concept (type of industries, facilities, transportation etc.) Town and country
Planning/ Development authority classification.
The existing unit is Distillery industry. Transportation of raw material and final product
is being / will be done via existing road and cement concrete road has been developed
within the existing plant premises.
(ii) Population Projection
M/s Piccadily Agro Industries Limited has also organised various activities in nearby
villages under corporate social responsibility (CSR) programme which leads to better
living standards of villagers.
(iii) Land use planning (breakup along with green belt etc)
Total Plant area is 70 Acres/28.3 ha. This project is for proposed installation of Unit II
which will be done within the existing plant premises. No additional land will be
required. About 33 % of the total project area is being/will be covered under green belt
& plantation in order to reduce dust & noise pollution levels & to increase aesthetic
beauty of the area.
(iv) Assessment of infrastructure demand (Physical & Social)
Piccadily Agro Industries Limited has assessed the demand of infrastructure (Physical
& Social) in nearby area of the plant site and development activities are being
undertaken under corporate social responsibilities program for rural development
initiatives for the upliftment of the nearby communities from time to time.
(v) Amenities/Facilities
Piccadily Agro Industries Limited has developed and will further develop the
Amenities/Facilities in nearby area of the Plant site as per requirement of local people
of the nearby area under corporate social responsibilities programs.
6.0 PROPOSED INFRASTRUCTURE
(i) Industrial Area (Processing Area)
No additional infrastructure will be required for the project as the project is of proposed
installation of Unit II 60 KLPD Ethanol Plant and is already set up in the existing plant
premises.
(ii) Residential area (Non Processing area)
No residential area is envisaged. The local labor will be preferred to provide employment
opportunities.

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 27
(iii) Green Belt
Out of the total plant area i.e. 70 Acres/28.3 ha, 23 acres/9.3 ha (~33%) has already been
developed under greenbelt / plantation area. The same will be maintained in order to
reduce dust & noise pollution levels & to increase aesthetic beauty of the area.
(iv) Social Infrastructure
The project has resulted in growth of the surrounding areas by increased direct and
indirect employment opportunities in the region including ancillary development and
supporting infrastructure.
(v) Connectivity
The site is well connected with communication facilities like telephone, fax, and wireless
as such, no constraints are envisaged in this aspect as the Tehsil and District headquarters
are near to the site.
(vi) Drinking Water
5 m3/ day water will be required for drinking purpose which will be sourced from Ground
Water.
(vii) Sewage Treatment System
The sewage generated from the sanitary blocks will be treated via soak pit. Treated water
will be utilized in process, greenbelt development & dust suppression.
(viii) Industrial Waste management
The Molasses based Ethanol Plant will be based on “ZERO DISCHARGE”.
(ix) Solid Waste Management
� Spent Wash generated during the process, will be first treated in Bio-Digester (Bio-
Methanation) and after that will be concentrated in Multi-effect evaporator and
concentrate is used for bio composting.
� Ash from the Boiler will be used in bio-composting & also given to nearby brick
manufacturers.
� Yeast sludge & Digesters sludge is being/will be finally disposed as Mixing with Press
Mud.
(x) Power requirement and source
The total power requirement of the plant will be 1.2 MW which will be sourced from
proposed 2.0 MW Co-Generation Power Plant & & D.G Sets (for emergency).

Proposed installation of Unit II – 60 KLPD Molasses based Ethanol Plant alongwith 2 MW Co-generation Power Plant in Existing
Distillery Plant
At Village Bhadson, Umri Road, Tehsil Indri, District Karnal (Haryana)
Pre - feasibility Report
M/s. Piccadily Agro Industries Limited 28
7.0 REHABILITATION AND RESETTLEMENT (R & R) PLAN
(i) Policy to be adopted (Central/State) in respect of the project affected persons including
home oustees, land oustees and landless labourers (a brief outline to be given).
The proposal is for installation of Unit II – 60 KLPD Molasses based Ethanol Plant which
will be done within the existing plant premises. No additional land is required. Therefore
there will not be displacement of people and hence Rehabilitation & Resettlement is not
applicable.
8.0 PROJECT SCHEDULE AND COST ESTIMATES
(i) Likely date of start of construction and likely date of completion (time schedule for the
project to be given).
The project will start only after obtaining Environmental Clearance and all other required
clearance and will complete within 2 years of commencement.
(ii) Estimated project cost along with analysis in term of economic viability of the project.
� Total cost of the Project: Rs. 47.0 Crores
� Cost for Environment Protection Measures:
� Capital Cost: Rs. 10 Crores
� Recurring Cost/annum: Rs. 1.0 Crores/annum
9.0 ANALYSIS OF PROPOSAL
(i) Financial and social benefits with special emphasis on the benefit to the local people
including tribal population, if any, in the area.
Proposed project will result in growth of the surrounding areas by increasing direct and
indirect employment opportunities in the region including ancillary development and
supporting infrastructure. Special emphasis on Financial and Social benefits will be given
to the local people including tribal population, if any, in the area.
Development of social amenities will be in the form of medical facilities, education to
underprivileged and creation of self help groups.
Haryana state will get revenues in terms of taxes and local people will get direct &
indirect employment. Business opportunities for local community will be available like
transport of alcohol to market, fly ash transport to Brick manufactures, maintenance &
house-keeping contract work etc.