Embed Size (px)
Citation preview

© Copyright Center for Precision Forming, 2006. All rights reserved. 1
CPFCPFR & D Update
Evaluation of Lubricants for Production
Conditions in Metal Forming
Center for Precision Forming (CPF)(formerly Engineering Research Center for Net Shape Manufacturing)
www.cpforming.org or www.ercnsm.orgThe Ohio State University
Columbus, Ohio
May 2006

© Copyright Center for Precision Forming, 2006. All rights reserved. 2
CPFCPFOutline
1. Objectives – Industrially Relevant Research onFriction, Lubrication and Tool Wear
2. Tests to Evaluate Lubricants for Forging- Double Cup Extrusion Test for cold forging- Ring Compression Test for cold & hot forging
3. Tests to Evaluate Lubricants for Stamping- Deep Drawing Test- Ironing Test at elevated temperature- Modified Limiting Dome Height Test
4. Tests to Evaluate Lubricants for Hydroforming
- The Guiding Zone / Expansion Zone Tests

© Copyright Center for Precision Forming, 2006. All rights reserved. 3
CPFCPF1. Objectives – Industrially Relevant Research on Friction, Lubrication & Tool Wear
• Development of Tribotests that can emulate real production conditions
• Reliable evaluation of lubricants used in various metal forming processes (stamping, forging and hydroforming)
• Development of effective lubricants for emerging novel manufacturing processes such as:
- Sheet hydroforming
- Microforming
- Warm Forming of Tube and Sheet
• Replacement of phosphate and graphite based lubricants with environmental friendly lubricants

© Copyright Center for Precision Forming, 2006. All rights reserved. 4
CPFCPF2. Tests to Evaluate Lubricants for Forging- Double Cup Extrusion Test
The ratio of the cup heights, Rch=h1/h2, increases with increasing coefficient of friction (or friction factor, m)
Double cup extrusion tooling (ERC/NSM)

© Copyright Center for Precision Forming, 2006. All rights reserved. 5
CPFCPF2. Tests to Evaluate Lubricants for Forging - Double Cup Extrusion Test
h1
h2
Initial billet Formed billet• Ranking the lubricants based on cup height ratio (Rch = h1 / h2)
• Surface analysis is done on the cut specimen to investigate galling
• By comparing the experimental and FE results of cup height ratio (Rch) vs. stroke curves, the friction factor (m) will be determined

© Copyright Center for Precision Forming, 2006. All rights reserved. 6
CPFCPF2. Tests to Evaluate Lubricants for Forging - Double Cup Extrusion Test
Alternatives to Zinc Phosphate Coating Based Lubrication
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08Fr
ictio
n fa
ctor
(m)
Zinc Phosphate Coating + Soap
MEC HOMAT
MCI Z-Coat
Daido Aqualub
The performance comparison between zinc phosphate and the three tested lubricants shows the potential for replacing zinc phosphate for mild forging processes

© Copyright Center for Precision Forming, 2006. All rights reserved. 7
CPFCPF2. Tests to Evaluate Lubricants for Forging- Double Cup Extrusion Test
List of Recently Published Reports and Papers
• Schrader, T., Shirgaokar, M. and Altan, T., “Analysis of Double Cup Extrusion Test for Evaluation of Lubricants”, Proceedings, Int. Seminar on Precision Forging, Mar. 21-24, Nara, Japan, Paper No. 576 (2006)
• Report No. ERC/NSM-05-R-13 entitled “Evaluation of Lubricant Performance in Cold Forging operations and Fundamental study of the Double Cup Extrusion Test” (2005)
• Report No. ERC/NSM-05-R-13 entitled “A Cold Forming Coating / Lubricant Study (A Collaborative Study between Henkel Surface Technologies and The Ohio State University)” (2005)
• Report No. F/ERC/NSM-02-R-85 entitled “Development of Replacements for Phoscoating used in Forging, Extrusion and Metal Forming Processes” (2002)
• Kim, H., Shriniwas, P. and Altan, T "Evaluation of New Lubricants for Cold Forging Without Zinc Phosphate Coating", Proceedings of the International Cold Forging Group 37th Plenary Meeting, Istanbul, Turkey, Sep. 13-15, Paper No. 525-1 (2004)
• Gariety, M., Ngaile, G. and Altan. T. "Evaluation of Environmentally Friendly Lubricants for Cold Forging Processes", submitted to the International Journal of Machine Tool and Manufacture, July, Paper No. 525 (2003)

© Copyright Center for Precision Forming, 2006. All rights reserved. 8
CPFCPF2. Tests to Evaluate Lubricants for Forging- Ring Compression Test
• Evaluation of lubricant performance (RT ~ 200 deg. C)• Investigation of the effect of surface topography (i.e. surfaceroughness or the real contact area ratio) on friction and lubrication• Investigation of friction in function of stroke and location
- The reduction of inner diameter (Ri) indicates the friction on ring surface
RiRi

© Copyright Center for Precision Forming, 2006. All rights reserved. 9
CPFCPF2. Tests to Evaluate Lubricants for Forging- Ring Compression Test
Test Conditions Final Ring Geometries
RC1
Lubricated (top & bottom)TD:150 °CBD, Ring: 25 °CSpeed: 65mm/sec
ID: 19.78 mm (top), 20.56 mm (bottom)
RC2
Lubricated (top & bottom)TD,BD,Ring:150 °CSpeed: 65mm/sec
ID: 19.81 mm (top & bottom)
RC3
Dry (top)Lubricated (bottom)TD,BD,Ring:150 °CSpeed: 65mm/sec
ID: 18.71 mm (top), 19.98 mm (bottom)
Effect of Die temperature on Lubrication condition
[ Note: TD = the top die, and BD = the bottom die, Initial ring dimensions: OD / ID / height = 35/18/18 mm, made from AISI 1018 HR steel ]

© Copyright Center for Precision Forming, 2006. All rights reserved. 10
CPFCPF2. Tests to Evaluate Lubricants for Forging- Ring Compression Test
List of Recently Published Reports
• Report No. PF/ERC/NSM-05-R-14 entitled “Investigation of Friction in Metal Forming Using The Ring Compression Test (Phase I: Effects of Surface Topography on Friction)” (2005)
• Report No. PF/ERC/NSM-04-R-28 entitled “Investigation of the Effect of Temperature on Lubrication and Flow Stress in Cold Forming Using the Ring Compression Test” (2005)
• Report No. PF/ERC/NSM-04-R-21 entitled “Micro-Tribology for Metal forming – A Literature Review” (2004)
• Altan, T. and Kim, H., “Experimental and Numerical Studies on Friction & Lubrication in Metal Forming Processes”, submitted to Proceedings of the NSF Design, Service, and Manufacturing Grantees and Research Conference, St. Louis, Missouri, July (2006)
© Copyright Center for Precision Forming, 2006. All rights reserved. 11
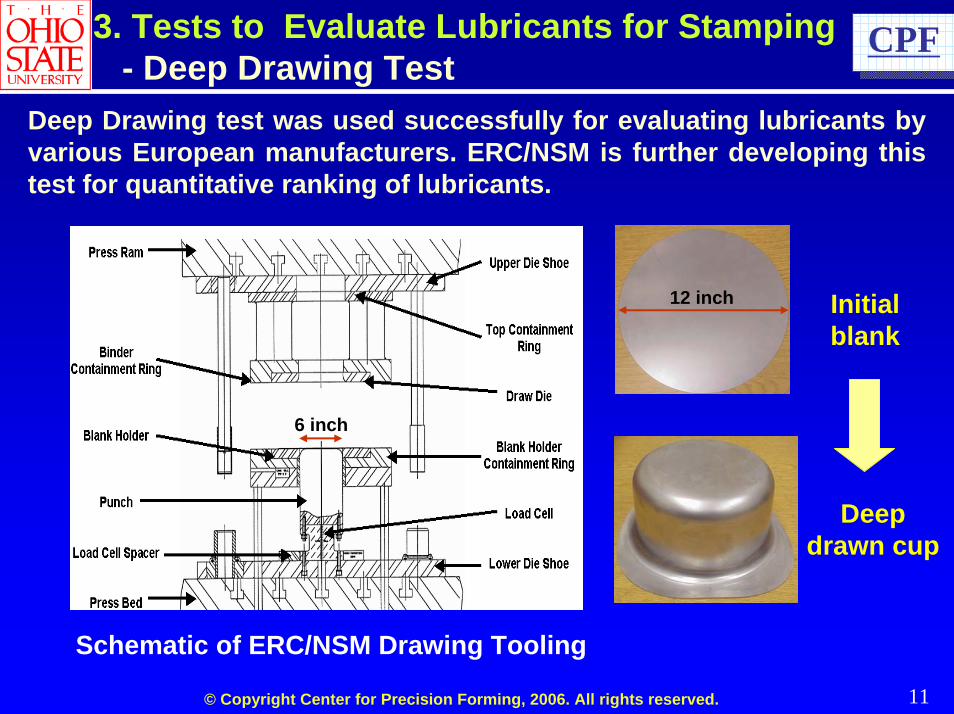
CPFCPF3. Tests to Evaluate Lubricants for Stamping- Deep Drawing Test
Deep Drawing test was used successfully for evaluating lubricants by various European manufacturers. ERC/NSM is further developing this test for quantitative ranking of lubricants.
Initial blank
12 inch
6 inch
Deep drawn cup
Schematic of ERC/NSM Drawing Tooling

© Copyright Center for Precision Forming, 2006. All rights reserved. 12
CPFCPF3. Tests to Evaluate Lubricants for Stamping- Deep Drawing Test
As blank holder pressure (Pb) increases, frictional stress (τ) increases based on Coulomb’s law.
Schematic of deep drawing
b
where = the frictional shear stress the coefficient of friction P = the blank holder pressure
bPτ µτµ
= ⋅
=Coulomb’s law

© Copyright Center for Precision Forming, 2006. All rights reserved. 13
CPFCPF3. Tests to Evaluate Lubricants for Stamping- Deep Drawing Test
Performance evaluation criteria:
• The max. drawing load attained
• The max. applicable blank holder force without failure of the cup
• Measurement of draw-in length, Ld, or perimeter of flange in
a drawn cup
• Evaluation of lubricant build-up on the die for dry film lubricant

© Copyright Center for Precision Forming, 2006. All rights reserved. 14
CPFCPF3. Tests to Evaluate Lubricants for Stamping- Deep Drawing Test
Lubricants are ranked based on the highest constant BHF that can be applied in the deep drawing before the cup fails
BHF = 50 tons
Test speed = 65 mm/sec
Load-stroke curves of formed vs. fractured cups
© Copyright Center for Precision Forming, 2006. All rights reserved. 15
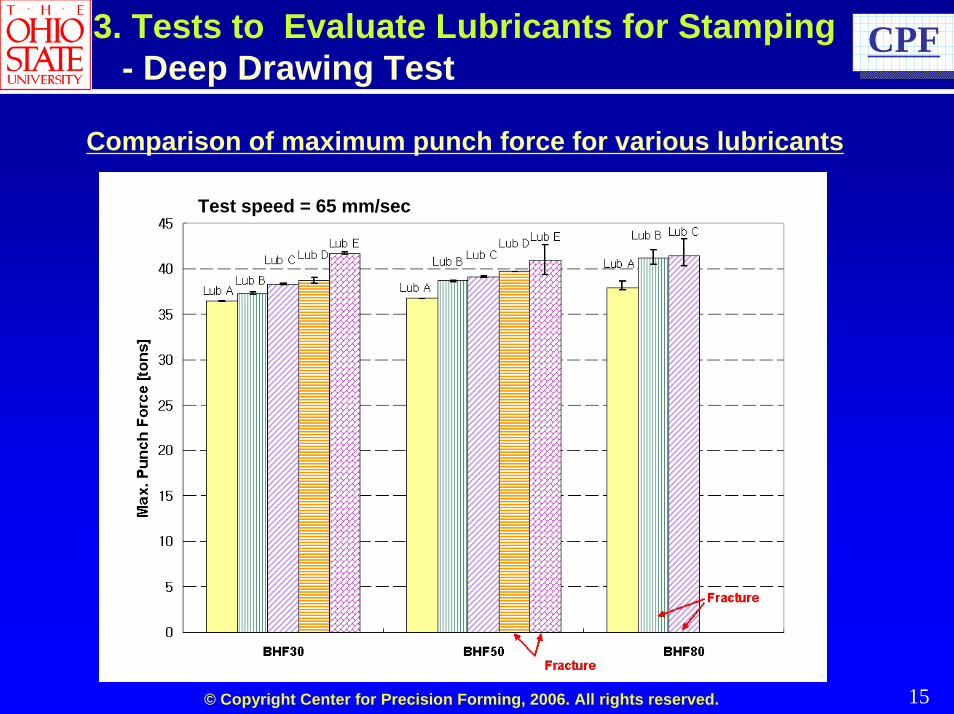
CPFCPF3. Tests to Evaluate Lubricants for Stamping- Deep Drawing Test
Comparison of maximum punch force for various lubricants
Test speed = 65 mm/sec

© Copyright Center for Precision Forming, 2006. All rights reserved. 16
CPFCPF3. Tests to Evaluate Lubricants for Stamping- Deep Drawing Test
Comparison of Draw-in length for various lubes tested under different BHF

© Copyright Center for Precision Forming, 2006. All rights reserved. 17
CPFCPF3. Tests to Evaluate Lubricants for Stamping- Deep Drawing Test
List of Recently Published Papers
• Kim, H. and Altan, T., “Evaluation of Dry Film Lubricants for Stamping under Realistic Production Conditions”, accepted to Stamping Journal, Mar. 2006 (Paper No. 579)
• Kim, H. and Altan, T., "Evaluation of Dry Film Lubricants for Automotive Applications - Part I: A General Review", R&D Update, Stamping Journal, September 2005, p.38 (Paper No. 555-9)
• Kim, H. and Altan, T., “Evaluation of Dry Film Lubricants for Automotive Applications – Part II: The Ironing Test”, R&D Update, Stamping Journal, to be published in October 2005 (Paper No. 555-10)
• Kim, H. and Altan, T., “Evaluation of Dry Film Lubricants for Automotive Applications – Part III: Testing through Deep Drawing”, R&D Update, Stamping Journal, to be published in November 2005 (Paper No. 555-11)
• Report No. ERC/NSM-05-R-16 entitled “Evaluation of Dry Film Lubricants using the Deep Drawing Test” (2005)

© Copyright Center for Precision Forming, 2006. All rights reserved. 18
CPFCPF3. Tests to Evaluate Lubricants for Stamping - Ironing Test at the elevated temperature
Ironing Test developed at ERC/NSM successfully reproduces production conditions (contact pressure up to 650 MPa (= 94.2 ksi) and temperature up to 150 °C (=302 °F) in a laboratory setup
Schematic of Ironing processThe ironing test was used to determine the performance of
dry-film lubricants under production conditions

© Copyright Center for Precision Forming, 2006. All rights reserved. 19
CPFCPF3. Tests to Evaluate Lubricants for Stamping- Ironing Test at the elevated temperature
The performance of lubricants is evaluated based on the following evaluation criteria: • The maximum ironing load attained • Surface topography of the ironed cups after test • Cup side-wall thinning • Temperature range at which the lubricant fails • Coating weight loss or lubricant build-up on die
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
16.00
0.00 10.00 20.00 30.00 40.00 50.00
Stroke [mm]
Ironi
ng L
oad
[ton
]
Lub BLub A
0
1
2
3
4
5
6
Lub A Lub B
Coa
ting
loss
wei
ght/u
nit a
rea
[g/m
^2] Initial coating weight per unit area: 6.5 g/m^2

© Copyright Center for Precision Forming, 2006. All rights reserved. 20
CPFCPF3. Tests to Evaluate Lubricants for Stamping- Ironing Test at the elevated temperature
List of Recently Published Reports and Papers
• Report No. ERC/NSM-05-R-06 entitled “Performance Evaluation of Dry Film Lubricants at Various Temperatures Using Ironing Tribotest” (2005)
• Report No. S/ERC/NSM-02-R-38 entitled “Performance Evaluation of Stamping Lubricants at Various Temperatures Using Ironing Test” (2002)
• Report No. S/ERC/NSM-02-R-37 entitled “Evaluation of Lubricants at Different Temperatures Using Deep Drawing and Ironing” (2002)
• Chandrasekharan, S., Palaniswamy, H., Jain, N. and Altan, T "Evaluation of Stamping Lubricants at Various Temperature Levels using the Ironing Test", The International Journal of Machine Tools & Manufacture, November 2003 (Paper No. 539)
• ERC/NSM "Evaluation of Stamping Lubricants using the Ironing Test", R&D Update, Stamping Journal, November/December, 2003, p.50 (Paper No. 501-6)

© Copyright Center for Precision Forming, 2006. All rights reserved. 21
CPFCPF4. Tests to Evaluate Lubricants for Hydroforming- The Guiding Zone Test
- Friction Test for the Guiding Zone This test is based on pressurizing the tubular specimen to the required pressure level and pushing it through a cylindrical die. This tooling uses viscous material to pressurize the tube instead of hydraulic oil.
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0.04
0.045
0.05
0 20 40 60 80 100 120
Sliding length [mm]
Coe
ffic
ient
of f
rictio
n
Lub DLub CLub A
Lub B
Test results

© Copyright Center for Precision Forming, 2006. All rights reserved. 22
CPFCPF
Protrusion Height indicates Lubricant Performance
68
68.5
69
69.5
70
70.5
71
71.5
72
72.5
Lub A Lub E Lub D Lub B No Lub
Lubricants
Prot
rusi
on h
eigh
t PH
[mm
] Specimen material SS304
Increasing interface friction
ααα
Die
Tube
4. Tests to Evaluate Lubricants for Hydroforming- The Expansion Zone Test
PH
© Copyright Center for Precision Forming, 2006. All rights reserved. 23
CPFCPF4. Tests to Evaluate Lubricants for Hydroforming- The Guiding / Expansion zone Tests
List of Recently Published Reports and Papers• Report No. THF/ERC/NSM-04-R-44 entitled “Improvement of TribologicalConditions in Tube Hydroforming by Using Textured Tubes” (2004)
• Report No. THF/ERC/NSM-04-R-14 (confidential / available only to CromptonCorp.) entitled “Evaluation of Crompton Lubricant for THF” (2004)
• Report No. THF/ERC/NSM-03-R-90 entitled “Enhancement of TribologicalConditions in Tube Hydroforming” (2003)
• Report No. THF/ERC/NSM-02-R-91(confidential / available only to CromptonCorp.) entitled “Evaluation of Crompton Lubricant for Tube Hydroforming” (2002)
• Report No. THF/ERC/NSM-02-R-44 entitled “Flow Stress Determination & Lubricant Evaluation for Hydrofoming of Aluminum Alloy Tubes” (2002)
• Report No. THF/ERC/NSM-02-R-35 entitled “Evaluation of Lubricants for Tube Hydroforming” (2002)
• Report No. S/ERC/NSM-00-R-13A-THF entitled “Determination of Friction Coefficient and Ranking of Lubricants for Tube Hydroforming (THF) by Limiting Dome Height (LDH): Test Progress Report I - The Case of Transition Zone in THF”(2000)
• Report No. S/ERC/NSM-02-R-57 entitled “Modified Limiting Dome Height Test”(2002)
• Report No. S/ERC/NSM-01-R-14-THF entitled “Estimation of Friction Coefficients of Lubricants Used in TH/Comparison of Limiting Dome Height” (2001)

© Copyright Center for Precision Forming, 2006. All rights reserved. 24
CPFCPF4. Tests to Evaluate Lubricants for Hydroforming–The Guiding / Expansion zone Tests
List of Recently Published Reports and Papers• Altan, T. and Kim, H., “Improvement of Tribological Conditions in Tube Hydroforming by Using Textured Tubes”, submitted to Proceedings of the NSF Grantee's Conference, Scottsdale, Arizona, January 2005 (Paper No. 551)
• Ngaile, G., Gariety, M., and Altan, T. "Enhancing Tribological Conditions in Tube Hydroforming by Using Textured Tubes", submitted to ASME Journal of Tribology, February 2004 (Paper No. 524)
• Ngaile, G., Jaeger, S., and Altan T. "Lubrication in Tube Hydroforming-Part I., Transition and Expansion Zones", Journal of Materials Processing Technology, Volume 146, Issue 1 , pp.108-115 (Paper No. 436)
• Siegert, K., et al "Evaluation of Lubrication in Tube Hydroforming", Production Engr., vol. X, Nr. 1, 2003, pp.23 (Paper No. 529)
• Ngaile, G., Jaeger, S., and Altan T. "Lubrication in Tube Hydroforming-Part II., LDH Test and Pear Shaped Expansion Test" , Journal of Materials Processing Technology, Volume 146, Issue 1, pp.116-123 (Paper No. 437)
• Cho, H. & Altan, T. "Determination of Flow Stress and Interface Friction at Elevated Temperatures by Inverse Analysis Technique" submitted to Journal of Materials Processing Technology, Aug, 2004 (Paper No. 520)
• Cho, H., Ngaile, G. and Altan, T. "Simultaneous Determination of Flow Stress and Interface Friction by Finite Element Based Inverse Analysis Technique, annals of CIRP, Vol.1, 2003, pp.221 (Paper No. 516)

© Copyright Center for Precision Forming, 2006. All rights reserved. 25
CPFCPFCONCLUSIONS
We are continuously looking for :
• Industry cooperation and potential applications of our testing methods for lubricant / coating selection and evaluation
• Industry support, suggestions and interest are most welcome
• Contacts: Hyunok Kim, GRA ([email protected], 614-292-3736)
Taylan Altan, Professor ([email protected], 614-292-5063)