Embed Size (px)
Citation preview

Practical Fundamentals of E-manufacturing, MES and Supply Chain Management
WHO ARE WE? IDC Technologies is internationally acknowledged as the premier provider of practical, technical training for engineers and technicians. We specialize in the fields of electrical systems, industrial data communications, telecommunications, automation and control, mechanical engineering, chemical and civil engineering, and are continually adding to our portfolio of over 60 different workshops. Our instructors are highly respected in their fields of expertise and in the last ten years have trained over 200,000 engineers, scientists and technicians. With offices conveniently located worldwide, IDC Technologies has an enthusiastic team of professional engineers, technicians and support staff who are committed to providing the highest level of training and consultancy. TECHNICAL WORKSHOPS TRAINING THAT WORKS We deliver engineering and technology training that will maximize your business goals. In today’s competitive environment, you require training that will help you and your organization to achieve its goals and produce a large return on investment. With our ‘training that works’ objective you and your organization will:
• Get job-related skills that you need to achieve your business goals • Improve the operation and design of your equipment and plant • Improve your troubleshooting abilities • Sharpen your competitive edge • Boost morale and retain valuable staff • Save time and money
EXPERT INSTRUCTORS We search the world for good quality instructors who have three outstanding attributes:
1. Expert knowledge and experience – of the course topic 2. Superb training abilities – to ensure the know-how is transferred effectively and quickly to you in
a practical, hands-on way 3. Listening skills – they listen carefully to the needs of the participants and want to ensure that you
benefit from the experience. Each and every instructor is evaluated by the delegates and we assess the presentation after every class to ensure that the instructor stays on track in presenting outstanding courses. HANDS-ON APPROACH TO TRAINING All IDC Technologies workshops include practical, hands-on sessions where the delegates are given the opportunity to apply in practice the theory they have learnt. REFERENCE MATERIALS A fully illustrated workshop book with hundreds of pages of tables, charts, figures and handy hints, plus considerable reference material is provided FREE of charge to each delegate. ACCREDITATION AND CONTINUING EDUCATION Satisfactory completion of all IDC workshops satisfies the requirements of the International Association for Continuing Education and Training for the award of 1.4 Continuing Education Units. IDC workshops also satisfy criteria for Continuing Professional Development according to the requirements of the Institution of Electrical Engineers and Institution of Measurement and Control in the UK, Institution of Engineers in Australia, Institution of Engineers New Zealand, and others.
THIS BOOK WAS DEVELOPED BY IDC TECHNOLOGIES
CERTIFICATE OF ATTENDANCE Each delegate receives a Certificate of Attendance documenting their experience. 100% MONEY BACK GUARANTEE IDC Technologies’ engineers have put considerable time and experience into ensuring that you gain maximum value from each workshop. If by lunchtime on the first day you decide that the workshop is not appropriate for your requirements, please let us know so that we can arrange a 100% refund of your fee. ONSITE WORKSHOPS All IDC Technologies Training Workshops are available on an on-site basis, presented at the venue of your choice, saving delegates travel time and expenses, thus providing your company with even greater savings. OFFICE LOCATIONS
AUSTRALIA • CANADA • INDIA • IRELAND • MALAYSIA • NEW ZEALAND • POLAND • SINGAPORE • SOUTH AFRICA • UNITED KINGDOM • UNITED STATES
On-Site Training
All IDC Technologies Training Workshops are available on an on-site basis, presented at the venue of your choice, saving delegates travel time and expenses, thus providing your company with even
greater savings. For more information or a FREE detailed proposal contact Kevin Baker by e-mailing:
[email protected] www.idc-online.com
Visit our website for FREE Pocket Guides IDC Technologies produce a set of 6 Pocket Guides used by
thousands of engineers and technicians worldwide. Vol. 1 – ELECTRONICS Vol. 4 – INSTRUMENTATION Vol. 2 – ELECTRICAL Vol. 5 – FORMULAE & CONVERSIONS Vol. 3 – COMMUNICATIONS Vol. 6 – INDUSTRIAL AUTOMATION
To download a FREE copy of these internationally best selling pocket guides go to:
www.idc-online.com/downloads/
SAVE MORE THAN 50% OFF the per person
cost
CUSTOMISE the training to YOUR WORKPLACE!
Have the training delivered WHEN
AND WHERE you need it!

IDC TECHNOLOGIES
Worldwide Offices
AUSTRALIA Telephone: 1300 138 522 • Facsimile: 1300 138 533
West Coast Office
1031 Wellington Street, West Perth, WA 6005 PO Box 1093, West Perth, WA 6872
East Coast Office
PO Box 1750, North Sydney, NSW 2059
CANADA Toll Free Telephone: 1800 324 4244 • Toll Free Facsimile: 1800 434 4045
Suite 402, 814 Richards Street, Vancouver, NC V6B 3A7
INDIA Telephone : +91 444 208 9353
35 4th Street, Kumaran Colony, Vadapalani, Chennai 600026
IRELAND Telephone : +353 1 473 3190 • Facsimile: +353 1 473 3191
Caoran, Baile na hAbhann, Co. Galway
MALAYSIA Telephone: +60 3 5192 3800 • Facsimile: +60 3 5192 3801
26 Jalan Kota Raja E27/E, Hicom Town Center Seksyen 27, 40400 Shah Alam, Selangor
NEW ZEALAND
Telephone: +64 9 263 4759 • Facsimile: +64 9 262 2304 Parkview Towers, 28 Davies Avenue, Manukau City
PO Box 76-142, Manukau City
POLAND Telephone: +48 12 6304 746 • Facsimile: +48 12 6304 750
ul. Krakowska 50, 30-083 Balice, Krakow
SINGAPORE Telephone: +65 6224 6298 • Facsimile: + 65 6224 7922
100 Eu Tong Sen Street, #04-11 Pearl’s Centre, Singapore 059812
SOUTH AFRICA Telephone: +27 87 751 4294 or +27 79 629 5706 • Facsimile: +27 86 692 4368
68 Pretorius Street, President Park, Midrand PO Box 389, Halfway House 1685
UNITED KINGDOM
Telephone: +44 20 8335 4014 • Facsimile: +44 20 8335 4120 Suite 18, Fitzroy House, Lynwood Drive, Worcester Park, Surrey KT4 7AT
UNITED STATES
Toll Free Telephone: 1800 324 4244 • Toll Free Facsimile: 1800 434 4045 5715 Will Clayton #6175, Humble, TX 77338, USA
Website: www.idc-online.com
Email: [email protected]

Presents
Practical Fundamentals of
E-manufacturing, MES and Supply Chain Management
Revision 9.1
Website: www.idc-online.com E-mail: [email protected]

IDC Technologies Pty Ltd PO Box 1093, West Perth, Western Australia 6872 Offices in Australia, New Zealand, Singapore, United Kingdom, Ireland, Malaysia, Poland, United States of America, Canada, South Africa and India Copyright © IDC Technologies 2009. All rights reserved. First published 2009 All rights to this publication, associated software and workshop are reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means electronic, mechanical, photocopying, recording or otherwise without the prior written permission of the publisher. All enquiries should be made to the publisher at the address above. Disclaimer Whilst all reasonable care has been taken to ensure that the descriptions, opinions, programs, listings, software and diagrams are accurate and workable, IDC Technologies do not accept any legal responsibility or liability to any person, organization or other entity for any direct loss, consequential loss or damage, however caused, that may be suffered as a result of the use of this publication or the associated workshop and software.
In case of any uncertainty, we recommend that you contact IDC Technologies for clarification or assistance.
Trademarks All logos and trademarks belong to, and are copyrighted to, their companies respectively. Acknowledgements IDC Technologies expresses its sincere thanks to all those engineers and technicians on our training workshops who freely made available their expertise in preparing this manual.

Table of Contents
1 Introduction to E-Manufacturing systems 1 1.1 Preface 1 1.2 Why e-Manufacturing? 2 1.3 E-Manufacturing definition 11 1.4 Background 12 1.5 E-Manufacturing strategy 12 1.6 E-manufacturing challenges 13 1.7 E-Manufacturing benefits 17 1.8 E-manufacturing and supply chain 18
2 History of business automation 19 2.1 Introduction 19 2.2 Evolution of measurement instrumentation 20 2.3 Evolution of control systems 21 2.4 Evolution of process visualization systems 26 2.5 The evolution of accounting systems 27 2.6 Evolution of computers 29 2.7 Evolution of networks 30 2.8 Evolution of the Internet 32 2.9 Development of supply chain management (SCM) systems 34 2.10 Evolution of Manufacturing Execution Systems (MES) 36
3 System hierarchies and components 39 3.1 Introduction 39 3.2 Programmable Logic Controllers (PLC’s) 44 3.3 Distributed Control System (DCS) 47 3.4 Supervisory Control and Data Acquisition System (SCADA) 48 3.5 DCS and SCADA/PLC comparison 52 3.6 Hybrid Control Systems (HCS) 54 3.7 Manufacturing Execution Systems (MES) 55
3.8 Enterprise Resource Planning systems (ERP) 61 3.9 ERP & SCM relationship 66 3.10 Supply Chain Management (SCM) 67 3.11 Operation Management Systems (OMS) 74 3.12 Collaborative Manufacturing Management Strategy (CMMS) 79
4 Business process design models, concepts and standards used in operations systems 83
4.1 Introduction 83 4.2 Theory of Constraints (TOC) 84 4.3 The Supply Chain Operation Reference (SCOR) model 89 4.4 The Ready, Execute, Process, Analyze, Co-ordinate (REPAC)
model 94 4.5 Industry standards 102 4.6 Introduction to the IEC 61131-3 standard 102 4.7 S88 batch control standard 105 4.8 S95 Enterprise-control system integration standard 113 4.9 Code of Federal Regulation (CFR) Title 21 part 11 134 4.10 Six Sigma 135
5 Business process and system modeling tools and packages 137
5.1 Introduction 137 5.2 Generic business modeling tools (BMT) 138 5.3 IDEF0 144 5.4 Unified Modeling Language (UML) 149 5.5 Computer Aided Software Engineering (CASE) tools 157 5.6 ARIS 161 5.5 Computer Aided Software Engineering (CASE) tools 157 5.6 ARIS 161 5.7 VISIO 167 5.8 PFS suite 172
6 Enterprise planning and supply chain interaction 175 6.1 Introduction 175 6.2 Logistics planning and optimization 181 6.3 E-fulfillment 185 6.4 Business process optimization 192 6.5 Procurement management 200 6.6 Supplier Relationship Management (SRM) 208 6.7 Customer relationship management 212 6.8 Material returns management 217
7 Product and plant knowledge management 221 7.1 Introduction 221 7.2 Plant life-cycle management 234 7.3 Product life-cycle management 237 7.4 Quality management 241 7.5 Laboratory Information Management Systems (LIMS) 245 7.6 Document management 251 7.7 Enterprise content management 255
8 Production capability management 259 8.1 Introduction 259 8.2 Labor management 260 8.3 Management of environment, health and safety (EH&S) 262 8.4 Equipment management 267 8.5 Material storage and availability management 279 8.6 Lean manufacturing 291
9 Production scheduling, management and control 293 9.1 Introduction 293 9.2 Planning and scheduling concepts 296 9.3 Finite Capacity Scheduling (FCS) 307
9.4 Dispatching production units 314 9.5 Resource allocation 318 9.6 Process management 324 9.7 Production systems collaboration 331
10 Production data collection and performance analysis 335
10.1 Introduction 335 10.2 Changing face of manufacturing strategies 336 10.3 Performance analysis strategies 339 10.4 Performance analysis systems 346 10.5 Performance analysis concepts 352 10.6 Outcome metrics 356 10.7 Product tracking and genealogy 359 10.8 Data collection/acquisition 368
11 Project motivation and benefit quantification 379 11.1 Introduction 379 11.2 Project portfolio 379 11.3 Project motivation 382 11.4 Potential benefits 382 11.5 Benefits derived from IT architecture components 383 11.6 Benefit quantification 384 11.7 Benefits and architectural levels 393 11.8 Extended benefit analysis 394 11.9 Benefits of an extended business case 395 11.10 Benefit examples 396 11.11 Measurement examples 399
12 System integration models and concept 403 12.1 Introduction 403 12.2 The Gap between ERP and PMC 405 12.3 ERP - MES integration 407 12.4 MES within an enterprise – data flow diagram 410

12.5 Integration architectures evolution 411 12.6 Eight systems architecture alternatives 412 12.7 Integration data identification 418 12.8 Common communication protocol 420
13 Product and vendor evaluation methodology 425 13.1 Software vendor functional scope 425 13.2 Software selection trends 426 13.3 Product landscape 430 13.4 Solution design assumptions 431 13.5 Proposed approach 432 13.6 Design revisit 438 13.7 System functionality and architecture design 438 13.8 Evaluation and selection teams 438 13.9 Visits to reference sites 439 13.10 Vendor survey form example 440
14 Software project management 441 14.1 Project management 441 14.2 Development life-cycle 443 14.3 Risk minimization 443 14.4 Solution design requirements 445 14.5 Software development life-cycle 450 14.6 Software life-cycle components 457 14.7 Control and instrumentation projects 466 14.8 Project planning and control 468 14.9 Critical chain project management 471
15 Change management 473 15.1 Organizational readiness 473 15.2 Reason for change 476 15.3 Strategies for change 479 15.4 Requirements for effective change 484 15.5 Change during system implementation 488
15.6 The 3 phases of change adoption 497 15.7 Change checklist 498
16 Conclusion 501 16.1 Manufacturing future 501 16.2 Establishing leadership 502 16.3 Success dependencies 503
Appendix A 515
Appendix B 541
Appendix C 555
Appendix D 563

1
Introduction to E-Manufacturing systems
Learning objectives • To understand why companies are seriously starting to look at e- Manufacturing systems • To understand what e-Manufacturing is all about • To understand where e-Manufacturing is going and what is required to make this possible • To understand the implications of embarking on a e-Manufacturing strategy • To understand how e-Manufacturing integrates with supply chain systems
1.1 Preface To make e-manufacturing work, integration is needed between various disparate systems. To understand why this is such an issue, one needs to understand what the different systems or system components do, their objectives, their specific focus areas and how they interact with other systems. It is also required to understand how these systems evolved to their current state, as the concepts used during the early development of systems and technology tend to remain in place throughout the life-cycle of the systems/technology. It is thus important to know how systems and technology evolved over time to understand their current operation, benefit and deficiencies.
The following chapters will take the reader through the evolution of systems and technology in order to establish a base-line understanding of the various kinds of systems and what lead to their development and evolution. It will then explore various standards, concepts and techniques used over the years to model systems and hierarchies in order to understand where they fit into the organization and

2 Practical Fundamentals of E-Manufacturing, MES and Supply Chain Management
supply chain. It will look at the specific system components and what they do, and at the ways in which they can be designed and graphically depicted for easy understanding by both IT and non-IT personnel.
Without a good implementation philosophy, very few systems add any real benefit to an organization. For this reason, the ways in which systems are implemented and installation projects are managed is explored, and recommendations are made as to possible methods that have proven successful in the past. The human factor and how that impacts on system success are also addressed, as is the motivation for system investment and subsequent benefit measurement processes.
Finally, the vendor/user supply/demand within the e-manufacturing domain is explored and a method is put forward that enables the reduction of vendor bias during vendor selection.
The objective of this book is to provide the reader with a good understanding regarding the four critical factors (business/physical processes, systems supporting the processes, company personnel and company/personal performance measures) that influence the success of any e-manufacturing implementation, and the synchronization required between these factors.
1.2 Why e-Manufacturing? Productivity is where the action is. Manufacturing companies can look at indicators such as inflation, market values, exchange rates and a number of other indicators to indicate the economic well-being of a company, but in the long run, productivity makes the difference. If products are not manufactured productively, the company is going to lose money. This section uses results and materials from a number of reputable companies such as Aberdeen Group, AMR Research and Proudfoot Consulting to explore what manufacturers are doing, or not doing to improve their company results.
I have often used the simile of a passenger liner when describing the conditions in a typical manufacturing company. Between the lights and the fanfare at the top, the captain and his officers (read CEO and Directors) mingle with the passengers (read customers), direct the activities on board the vessel (read company) and every so often send down instructions regarding the direction and speed of travel. On the bridge, the captain and his officers have radar, compass, speed and all sorts of information available to ensure the comfort of the passengers.
Contrast this with what the harried Chief Engineer (read Production manager) has to work with deep down in the dark underbelly of the vessel. No bright environment, no windows to see where the vessel is going, only a communication unit with the bridge from where the voice of the officer in charge shouts down instructions, urging the engineer to coax out the last ounce of power from the over-stretched motors (read manufacturing plants). In fact, the engine room is place where the vessel is moved from. If anything goes wrong here, the vessel is stranded; no matter how accurate the course has been calculated and set by the captain.
1.2.1 Manufacturing companies today The above situation still currently exists in numerous manufacturing companies. The board of directors has the financial information readily available within the company ERP system. They assess profits, sales, customer spending patterns, cost

Introduction to E-Manufacturing systems 3
trends and manufacturing performance frequently; regardless of the army of employees collecting information to continuously feed the frenzied information hungry system.
On the factory floor though, the situation is completely reversed. The manufacturing facility is well automated, with instrumentation, PLC and SCADA systems collecting and displaying real-time information all the time. This information is unfortunately inadequate for the manufacturing managers to plan and control the different manufacturing operations in a coordinated manner. To make decisions and ensure effective and efficient operations, information is necessary that provides context and relationships between operations and processes. The useful information is normally required at a finer granularity than that provided by the ERP, but not as detailed as the information on the SCADA. This information is required by the production manager to:
• Anticipate (forecast) the production to be accomplished; • Plan and schedule the production; • Assign production (products, raw materials, personnel and equipment) to be
accomplished; • Coordinate, control and follow-up on the production operations; • Measure the results obtained from the production processes and take corrective
action when deviations occur; • Report on the effectiveness of the production operations.
The above six elements are all interrelated, and if one is ineffective, the entire
system is ineffective. Without the information to achieve the above being readily available, it will be difficult for the manufacturing manager to affect or even calculate production performance. The layer of systems that can provide the above information is commonly called e-Manufacturing, MES or in terms of the ISA 95 standard, level 3 systems.
1.2.2 What do management executives think? Let us consider the data captured during 2,614 studies from 100 medium to large companies in 12 countries (including South Africa) by Proudfoot consulting in 2004 and published in a report in 2005. In Table 1.1 compare the executive perception of the state of their Management Operating System (the Proudfoot convention for systems that enable the six elements above) and the findings by Proudfoot.
Poor/
InappropriateGood/ Appropriate
Average/ Improvement required
Executive perception 8% 58% 34%
Proudfoot assessment 41% 29% 30% Source: 2005 Proudfoot Productivity Report
Table 1.1 Management operating system effectiveness
4 Practical Fundamentals of E-Manufacturing, MES and Supply Chain Management
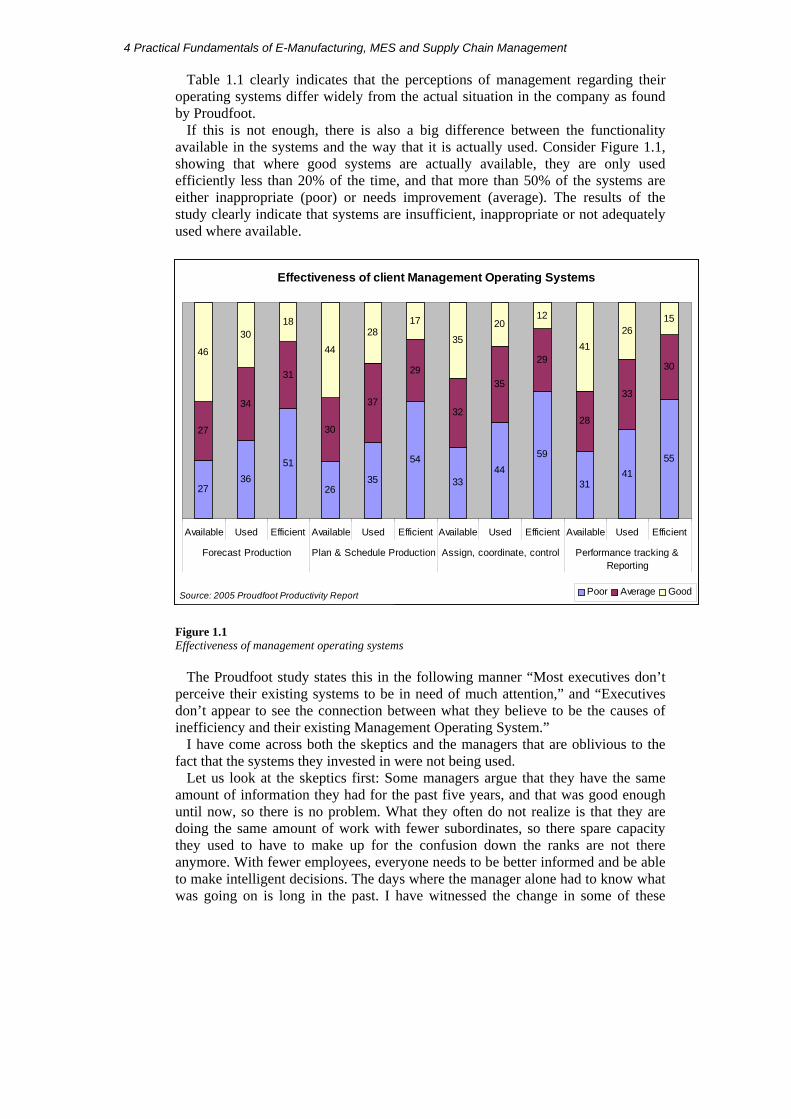
Table 1.1 clearly indicates that the perceptions of management regarding their operating systems differ widely from the actual situation in the company as found by Proudfoot.
If this is not enough, there is also a big difference between the functionality available in the systems and the way that it is actually used. Consider Figure 1.1, showing that where good systems are actually available, they are only used efficiently less than 20% of the time, and that more than 50% of the systems are either inappropriate (poor) or needs improvement (average). The results of the study clearly indicate that systems are insufficient, inappropriate or not adequately used where available.
Effectiveness of client Management Operating Systems
2736
51
2635
54
3344
59
3141
55
27
34
31
30
37
29
32
35
29
28
33
3046
3018
44
2817
3520
12
4126
15
Available Used Efficient Available Used Efficient Available Used Efficient Available Used Efficient
Forecast Production Plan & Schedule Production Assign, coordinate, control Performance tracking &Reporting
Poor Average GoodSource: 2005 Proudfoot Productivity Report
Figure 1.1 Effectiveness of management operating systems
The Proudfoot study states this in the following manner “Most executives don’t perceive their existing systems to be in need of much attention,” and “Executives don’t appear to see the connection between what they believe to be the causes of inefficiency and their existing Management Operating System.”
I have come across both the skeptics and the managers that are oblivious to the fact that the systems they invested in were not being used.
Let us look at the skeptics first: Some managers argue that they have the same amount of information they had for the past five years, and that was good enough until now, so there is no problem. What they often do not realize is that they are doing the same amount of work with fewer subordinates, so there spare capacity they used to have to make up for the confusion down the ranks are not there anymore. With fewer employees, everyone needs to be better informed and be able to make intelligent decisions. The days where the manager alone had to know what was going on is long in the past. I have witnessed the change in some of these

Introduction to E-Manufacturing systems 5
managers when the first results of a proper information gathering and presentation system came to light. The skeptics most often turn into the greatest champions.
Now let us look at the oblivious: These managers assume that the systems are available and that they are being used. They get all the data they need from the system and often even the expected results, so in their minds the systems are working effectively. What they are often not aware of is that the system are being kept alive only to please the manager, but that in its current state it has little use for the subordinates aside from adding to their workload. The reason for this is that the business process (or workflow) that the system was implemented to drive and the current process are not synchronized anymore. The people are working for the system, not the other way around like it should be. These managers were often intimately involved in the design and implementation of the systems, so it is hard for them to accept that it has become outdated and more of a hindrance than a benefit.
I suggest you go ask your supervisors and first-line managers how the current systems are helping them perform their daily tasks and solve problems. While you are at it, ask them to show you what routines they have to follow to keep the system current and the spreadsheets they have to maintain to produce your reports every day or every week.
1.2.3 So what does this have to do with productivity? Some executives may argue that even if the above is true in their company, that it has not impacted their productivity and that they have been achieving good results regardless, thank you very much. That may be true, but think of the results that could have been achieved if the systems were better and more efficiently utilized. To illustrate this, let us consider some other findings from Proudfoot. Figure 1.2 indicates the six barriers identified by Proudfoot that impede organizational effectiveness (company productivity) as published in their 2006 Productivity Report.

6 Practical Fundamentals of E-Manufacturing, MES and Supply Chain Management
Barriers that impede organisational effectiveness
4%
7%
17%
6%
38%
28%
1%
8%
9%
4%
31%
46%
4%
8%
8%
9%
32%
40%
0% 5% 10% 15% 20% 25% 30% 35% 40% 45% 50%
IT Problems
Inappropriately qualifiedworkforce
Poor worker morale
Ineffective communication
Inadequate supervision
Insufficient planning andcontrol
2005 2004 2003Source: 2006 Proudfoot Productivity Report
Figure 1.2 Barriers that impede organizational effectiveness
The graph indicates that the major barriers impeding productivity are “Insufficient planning and control” and “Inadequate supervision”, adding up to 66%. If manufacturers thus improve their ability to coordinate, plan, control and supervise, they will be able to dramatically improve productivity.
To enable better planning, control and supervision, more accurate and readily available information is required at the right time. This requires better systems that are more efficiently used. The reality is that the supervisory systems (SCADA) supervisors have available to manage their daily functions are normally completely separated from the command and control systems (ERP) of the business. Supervisors do not get adequate or clear direction from their management through planning and priority information in order to react to problems appropriately. They thus operate in the dark most of the time.
In one company recently a manager was actually surprised when I suggested that his supervisors need to be supplied with better decision-making information. His actual words were “Do you think it is wise having them make those decisions?”
Well, they are making those decisions anyway on night shift right? So is it not a good idea to give them the tools and teach them to make better decisions? Yes, the manager may be available 24 hours per day, and only a phone call away, but from personal experience I know that at two o’clock in the morning, without seeing the actual problem and without the data in front of me, even I am not at my best.

Introduction to E-Manufacturing systems 7
One of the major problems companies face is that integration between the ERP and the factory floor are not that straight-forward, and to provide useful decision making information, data is needed from both levels. Working from the assumption that supervisors are not capable to make decisions anyway, it follows that the cost-benefit analysis will go against attempting any integration.
All of the above is supported by the recent study by the Aberdeen group, identifying the organizational and systems challenges (see Figure 1.3) that companies are facing today.
Figure 1.3 Internal challenges companies face
The typical information that should be available for the supervisor to react appropriately in the event of deviations should answer questions similar to the following: What production is planned for the section in terms of priorities and alternatives? If a stock-out of packaging materials occurs, what alternative products can the section pack that will still enable the section and the business to achieve profitable operations? If an equipment breakdown occurs, what is the priority of the products being manufactured on the other lines and does the supervisor need to change products to negate the effect of the breakdown? Is the section producing at the correct rate according to plan (not more, not less)? Is the section producing the correct quality product, and if not, what action should be taken? How does the current shift perform in relation to other shifts?
The tools (SCADA systems) that supervisors have available to address the above provide a lot of detailed process control data, but little information that enables problem solving and decision making to answer these questions. To obtain this information, they often have to extract data from different systems (electronic and paper-based) and manipulate the data to produce the relevant decision-making information. Supervisors also spend a great deal of time collecting, collating and manipulating information in order to generate reports and to record data that assist them to do other administrative tasks - such as generating material orders. A lot of this time can be better spent doing more active supervision of the actual operations.
8 Practical Fundamentals of E-Manufacturing, MES and Supply Chain Management 1.2.4 Do mid-level management and supervisors really have it that bad?
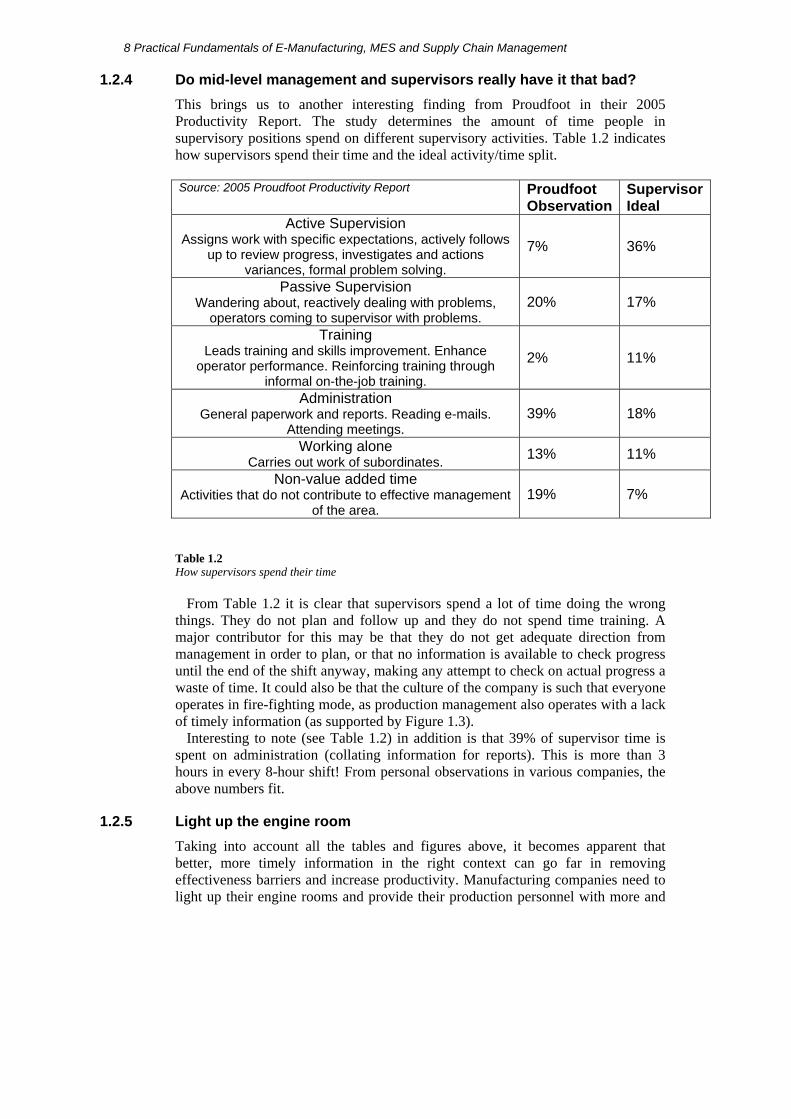
This brings us to another interesting finding from Proudfoot in their 2005 Productivity Report. The study determines the amount of time people in supervisory positions spend on different supervisory activities. Table 1.2 indicates how supervisors spend their time and the ideal activity/time split.
Source: 2005 Proudfoot Productivity Report Proudfoot
Observation Supervisor Ideal
Active Supervision Assigns work with specific expectations, actively follows
up to review progress, investigates and actions variances, formal problem solving.
7% 36%
Passive Supervision Wandering about, reactively dealing with problems,
operators coming to supervisor with problems. 20% 17%
Training Leads training and skills improvement. Enhance
operator performance. Reinforcing training through informal on-the-job training.
2% 11%
Administration General paperwork and reports. Reading e-mails.
Attending meetings. 39% 18%
Working alone Carries out work of subordinates. 13% 11%
Non-value added time Activities that do not contribute to effective management
of the area. 19% 7%
Table 1.2 How supervisors spend their time
From Table 1.2 it is clear that supervisors spend a lot of time doing the wrong things. They do not plan and follow up and they do not spend time training. A major contributor for this may be that they do not get adequate direction from management in order to plan, or that no information is available to check progress until the end of the shift anyway, making any attempt to check on actual progress a waste of time. It could also be that the culture of the company is such that everyone operates in fire-fighting mode, as production management also operates with a lack of timely information (as supported by Figure 1.3).
Interesting to note (see Table 1.2) in addition is that 39% of supervisor time is spent on administration (collating information for reports). This is more than 3 hours in every 8-hour shift! From personal observations in various companies, the above numbers fit.
1.2.5 Light up the engine room Taking into account all the tables and figures above, it becomes apparent that better, more timely information in the right context can go far in removing effectiveness barriers and increase productivity. Manufacturing companies need to light up their engine rooms and provide their production personnel with more and

Introduction to E-Manufacturing systems 9
better information. With improved, timely information, production management can be far more proactive and effective in driving the objectives of the company. In one company that I have been involved with, they have had to write off millions of dollars of product every year. The materials they received and the product they produced just never balanced out, even after implementing just about every security measure they could think of. They could never track down the problem until they implemented an e-Manufacturing system integrated with their ERP. With the correct and accurate information available and easily accessible in real-time, showing the movement of the materials, they identified and resolved the problem within the first three weeks after implementation, paying for the complete project within the first month.
It was not even any serious breach of procedure, or theft or product waste, but a simple thing like weighing containers received in a different manner than used by the plant upstream in the value chain for tare weight/nett weight calculation. With the data being transferred on paper between people, this was not noticed for a number of years, until an integrated ERP and MES were implemented.
Companies are beginning to realize that financial, sales, supply chain and strategic planning alone will not solve all their productivity problems. They are realizing that without real-time feedback from plant-floor systems, these tools are just about as useful as a white-board schedule that is only changed on a weekly basis. Manufacturing companies are starting to take note and are actively looking at providing information closer to the factory floor.
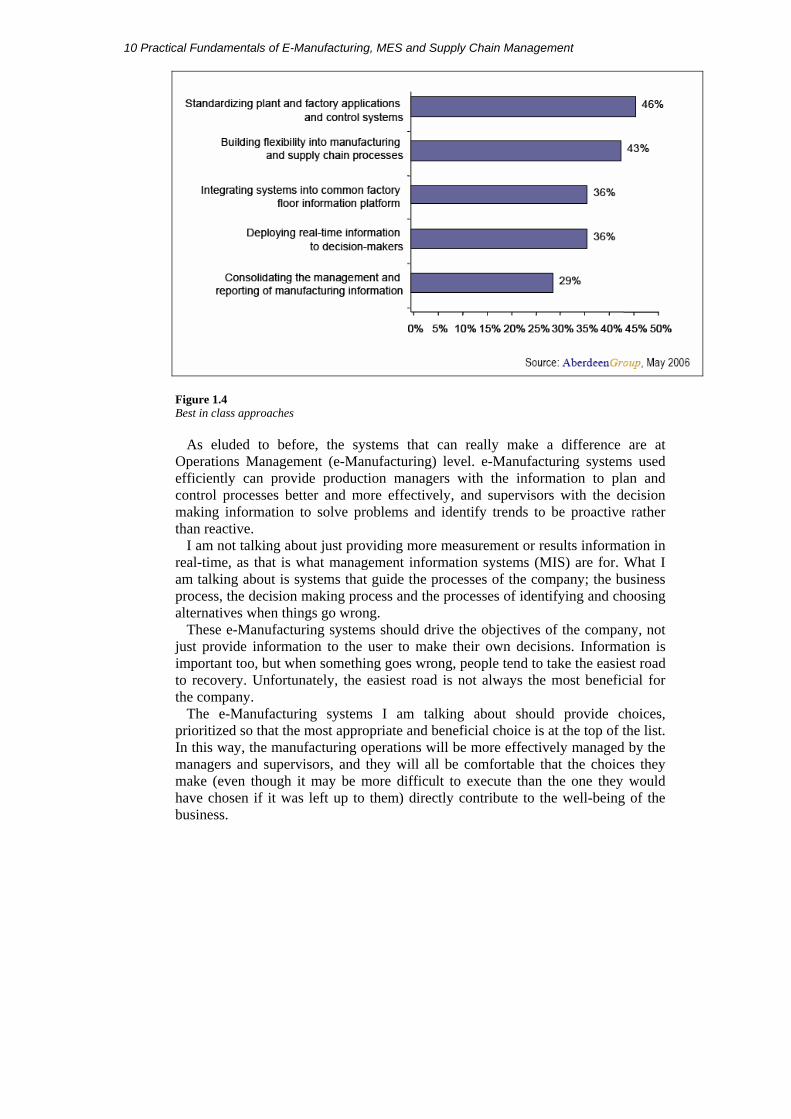
1.2.6 How are world class companies approaching this? A study by the Aberdeen Group (see Figure 1.4) indicates that companies are building flexible systems that can change with changing customer and business process requirements. Without this flexibility, keeping applications synchronized with changing processes are going to be difficult and costly, and will result in the situation where the people are working for the system, and not the system working for the people as it should be.
The other approaches discussed in some detail already include bringing decision-making information closer to the factory floor and integrating the factory floor with higher-level systems.
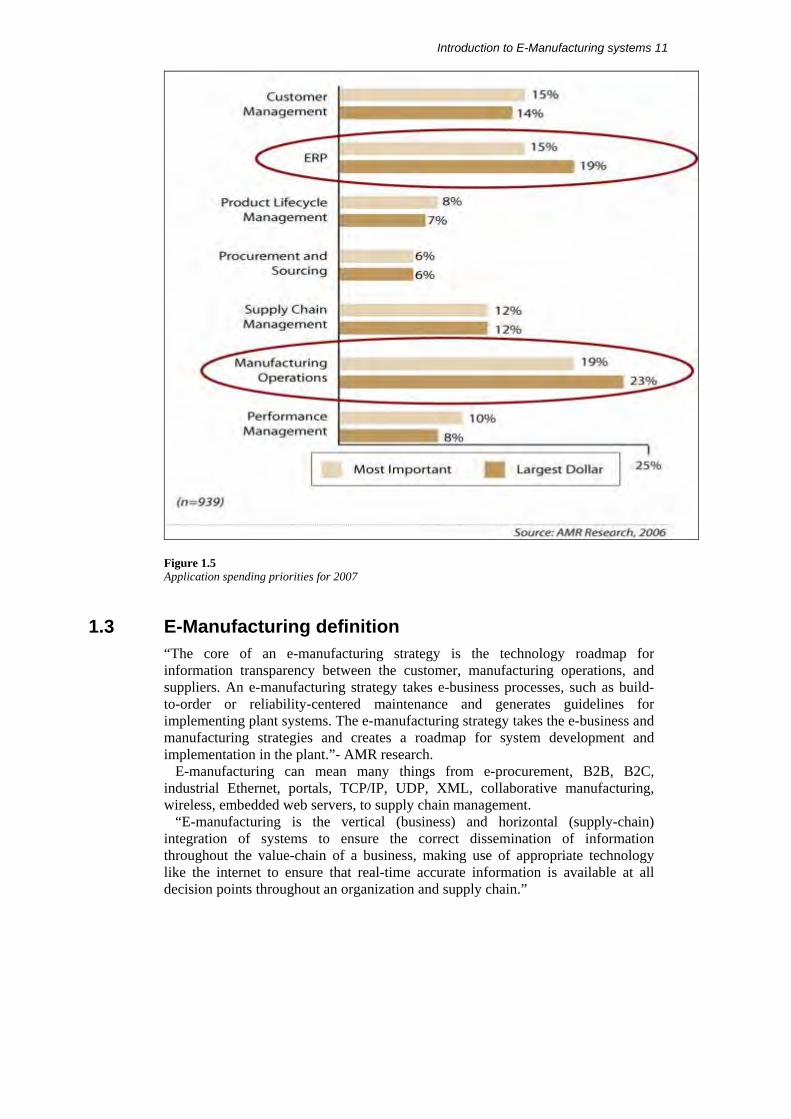
The results of this can already be seen in the difference between the “Insufficient planning and control” productivity barrier result of 2004 and 2005 in Figure 1.2, down from 46% to 28%. That this trend will continue is further supported by a AMR Research study published in 2006 (see Figure 1.5 below), indicating that companies plan to spend more on manufacturing operation applications (e-Manufacturing) than on ERP applications. This is a turnaround, as a number of years ago until recently the biggest spend was on ERP.
10 Practical Fundamentals of E-Manufacturing, MES and Supply Chain Management
Figure 1.4 Best in class approaches
As eluded to before, the systems that can really make a difference are at Operations Management (e-Manufacturing) level. e-Manufacturing systems used efficiently can provide production managers with the information to plan and control processes better and more effectively, and supervisors with the decision making information to solve problems and identify trends to be proactive rather than reactive.
I am not talking about just providing more measurement or results information in real-time, as that is what management information systems (MIS) are for. What I am talking about is systems that guide the processes of the company; the business process, the decision making process and the processes of identifying and choosing alternatives when things go wrong.
These e-Manufacturing systems should drive the objectives of the company, not just provide information to the user to make their own decisions. Information is important too, but when something goes wrong, people tend to take the easiest road to recovery. Unfortunately, the easiest road is not always the most beneficial for the company.
The e-Manufacturing systems I am talking about should provide choices, prioritized so that the most appropriate and beneficial choice is at the top of the list. In this way, the manufacturing operations will be more effectively managed by the managers and supervisors, and they will all be comfortable that the choices they make (even though it may be more difficult to execute than the one they would have chosen if it was left up to them) directly contribute to the well-being of the business.
Introduction to E-Manufacturing systems 11
Figure 1.5 Application spending priorities for 2007
1.3 E-Manufacturing definition “The core of an e-manufacturing strategy is the technology roadmap for information transparency between the customer, manufacturing operations, and suppliers. An e-manufacturing strategy takes e-business processes, such as build-to-order or reliability-centered maintenance and generates guidelines for implementing plant systems. The e-manufacturing strategy takes the e-business and manufacturing strategies and creates a roadmap for system development and implementation in the plant.”- AMR research.
E-manufacturing can mean many things from e-procurement, B2B, B2C, industrial Ethernet, portals, TCP/IP, UDP, XML, collaborative manufacturing, wireless, embedded web servers, to supply chain management.
“E-manufacturing is the vertical (business) and horizontal (supply-chain) integration of systems to ensure the correct dissemination of information throughout the value-chain of a business, making use of appropriate technology like the internet to ensure that real-time accurate information is available at all decision points throughout an organization and supply chain.”

12 Practical Fundamentals of E-Manufacturing, MES and Supply Chain Management
1.4 Background Earlier days the plant floor was isolated from the rest of the enterprise, operating autonomously and out of the sight from the rest of the company as well as from the eye of the shareholders. Today everybody is driven by bottom line performance, and the shop floor is one area that shareholders and the financial analysts are becoming more interested in. Meeting or exceeding earnings forecasts and the return on net assets (RONA) are important criteria used to judge the performance of an organization and as such directly influence the share price.
In the case of a manufacturing company not only growing sales, but also the efficient operation of the unit are important criterion for success. With the removal of all non-value added activities and making effective use of technologies like Internet, a company can operate better, faster and cheaper compared to its’ competitors.
The manufacturing plant, in a manufacturing company, is the heart, where all value creation takes place. In the supply chain model, connection of the plant with the entire chain is crucial and accurate, timely information is more critical than ever. All functions from planning to logistics are under review for potential cost saving opportunities. While many companies are facing the challenge of meeting consumer demands for e-commerce channels, most manufacturers are also trying to make sense of the maintenance, repair and operations (MRO) organization and understand the true potential of the plant floor.
The most strategic advantage of any organization today is information, and accurate information is critical for making the right decisions, whether the challenge is faster-to-market cycles, improved process yield, non-stop operations or tighter supply chain coupling. The plant is the starting point for bigger information connectivity. Computer based plant floor controls for manufacturing machinery, material handling systems and related equipment generate a wealth of information about productivity, product design, quality and delivery.
Today a company can have a single, complete set of operational capabilities including rapid plant design and deployment, real-time business management system connectivity, comprehensive asset management of people, products and process and a seamless coupling to the entire supply chain via the web. This is e-manufacturing, a concept much greater than the sum of its parts.
Keys for a successful e-manufacturing strategy: Integrated plant-floor automation; Seamless connections to the enterprise systems enabled through software
and services; Comprehensive asset management and reliability-centered maintenance;
and Tailored e-business strategies for supply-chain efficiencies.
1.5 E-Manufacturing strategy A company’s manufacturing plants should be able to build-to-order and maintain non-stop operations. To achieve this four competencies are required of any manufacturer:
Design – the ability to rapidly deploy and reconfigure manufacturing production capacity based on demand for goods. Companies should be able to accelerate and streamline the design and deployment of production processes. Fast product
Introduction to E-Manufacturing systems 13
introduction in response to changing market demand and is a critical competitive advantage and a key to growth.
Operate – Optimization of process yield and consistency throughout the enterprise. Plant productivity has always been a focus in manufacturing. Initiatives like lean manufacturing drive out excess, achieving non-stop operations for maximum efficiency and throughput of production. Techniques like six-sigma reduce variability in processes to ensure peak quality.
Maintain - Efficient management of all company assets- materials, processes, and employees to ensure nonstop operations and optimum asset productivity. It is not possible to sustain such a fast paced environment where growth and profits are demanded simultaneously, without a solid information foundation.
Synchronize –Tight coupling of a manufacturing operation into the greater supply chain, both up- and down-stream. This is best achieved only after the other three competencies are firmly implemented.
E manufacturing requires a new approach to manufacturing and distribution systems throughout the design, operate, maintain and synchronies competencies. It is made possible through the complete integration of manufacturing control systems and enterprise applications using commercially developed, off-the-shelf-information technologies. e-Manufacturing provides direct information exchanges between manufacturing, customer relationship management (CRM) systems and supply chain management (SCM) systems.
Key requirements to successfully operate an e-manufacturing environment 24x7 availability of information to the supplier/customer, Scalability of systems - once information is available to people, many
more people will immediately want to make use of it, Variety of connectivity options - to handle many data sources, Intuitiveness or organization of information - people should get the data
easily, Personalization of information needs, Adaptability to constant change, Rapid development - faster time to the market, Legacy system integration - few people have the money and time for }
totally new systems on a frequent basis, Application interoperability, Management, Security, and Diagnostics.
1.6 E-manufacturing challenges
Changing attitudes of customers and the dynamic market environment increase the pressure on the organizations across the world whatever may be their field of operation, product/service, and size. Following is only a few of the challenges facing manufacturing organizations in the e-manufacturing era.
1.6.1 E-Commerce E-commerce refers generally to all forms of transactions relating to commercial activities that are based upon the processing and transmission of digitized data, including text, sound and visual images. It extends beyond the boundaries of a single enterprise and can be applied to almost any type of business relationship. It

14 Practical Fundamentals of E-Manufacturing, MES and Supply Chain Management
is far more than business-to-customer interaction over the Internet, and those who deploy solid business-to-business internet-enabled manufacturing technologies to fulfill the instant demand and mass customization expectations generated by e-Commerce, will have a definite advantage.
E-commerce and Supply Chain collaboration through the Internet align and strengthen the outward view, impression and operations of an organisation. An outward look, without an inward look to the operation itself, reduces the full potential benefits of eCommerce and Supply Chain Collaboration.
E-business customers want customized orders, more order information and faster response from the manufacturing supply chain, unlike other traditional customers who order from the already produced stock (Refer Figure 1.6). It therefore requires an investment in a new generation e-manufacturing system, which provides speed, flexibility and visibility to the entire enterprise and connects e-business orders to real-time production processes.
Figure 1.6 The E-Manufacturing challenge
1.6.2 Industry drivers
Global market
Customers now search the world Logistics systems are improving.
Technology is changing very fast
Digital technology revolution. Mobile technology exploring. New economy trends are real.
Demanding and fickle customer

Introduction to E-Manufacturing systems 15
Price, quality, delivery, service. E-business and E-auction are changing the rules.
1.6.3 Company drivers
Cost efficiency
Need for size & scale. High global infrastructure costs.
Fast changing product lines
Some are exploding and some dying. Mechanical/electrical/electronic shift. Software increasingly the key driver.
Rising business complexity
Convert to E-manufacturing. Convertion to E-business.
1.6.4 Security Security needs to be managed from the start. Protection mechanisms include network security, platform security, application security, client authentication and authorization. Many Internet applications do not work through firewalls or require special modifications to work, as security was not designed into the solution from the beginning. Another way to address the security issue is with dedicated fibre. Big companies may consider dedicated fibre while implementing system.
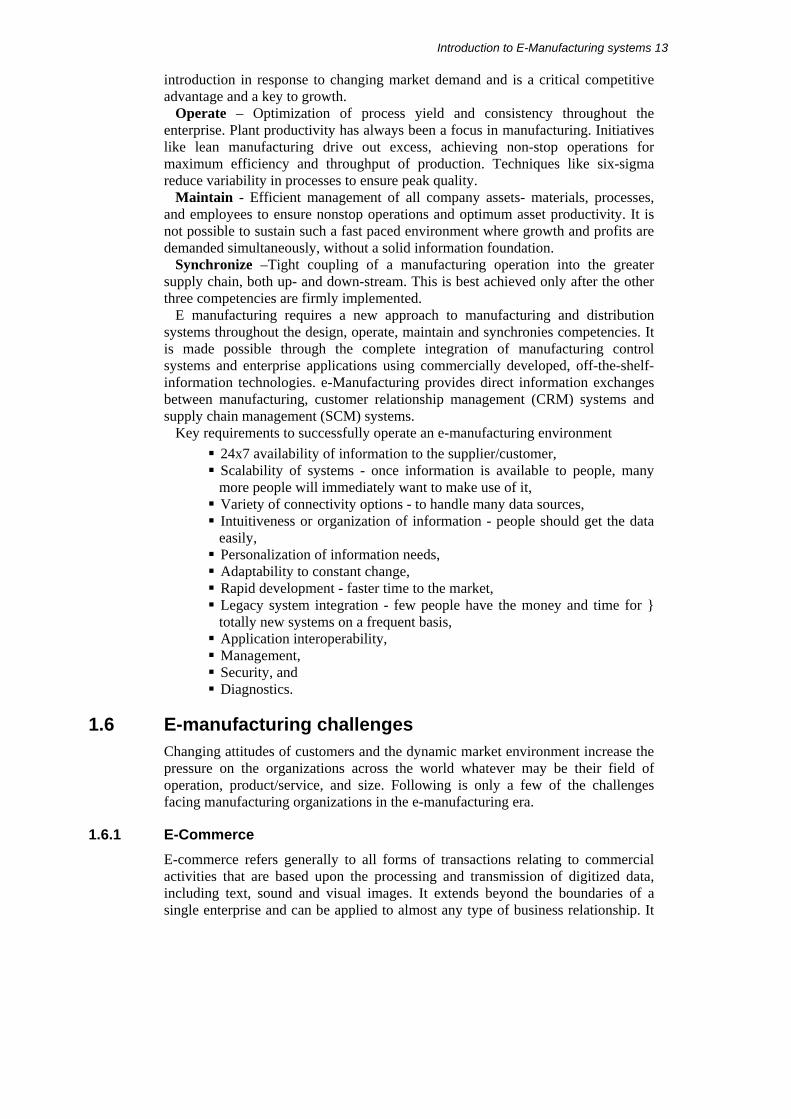
1.6.5 Seamless integration E-manufacturing requires seamless ‘Sensor to Boardroom & Beyond’ Systems integration for maximum benefit delivery (Refer Figure 1.7). The challenge is that most enterprise systems do not integrate well with operations due to the barrier created by the MRPII (Refer Figure 1.8).
16 Practical Fundamentals of E-Manufacturing, MES and Supply Chain Management
Figure 1.7 E-Manufacturing – Seamless system
Figure 1.8 E-Manufacturing challenge
Introduction to E-Manufacturing systems 17
Another problem is that most enterprise systems are patched together and not well integrated. “Best of Breed” solutions are costly to implement, complex to manage and require never-ending integration. Businesses are demanding more value, less risk, and better integration for a competitive advantage. They require affordable enterprise-wide business systems that really work, build-to-order manufacturing systems, supply chains that run at Internet speed and integrated, open-architecture systems that can be implemented quickly and applied seamlessly, producing higher productivity, less risk and higher returns from the software investment.
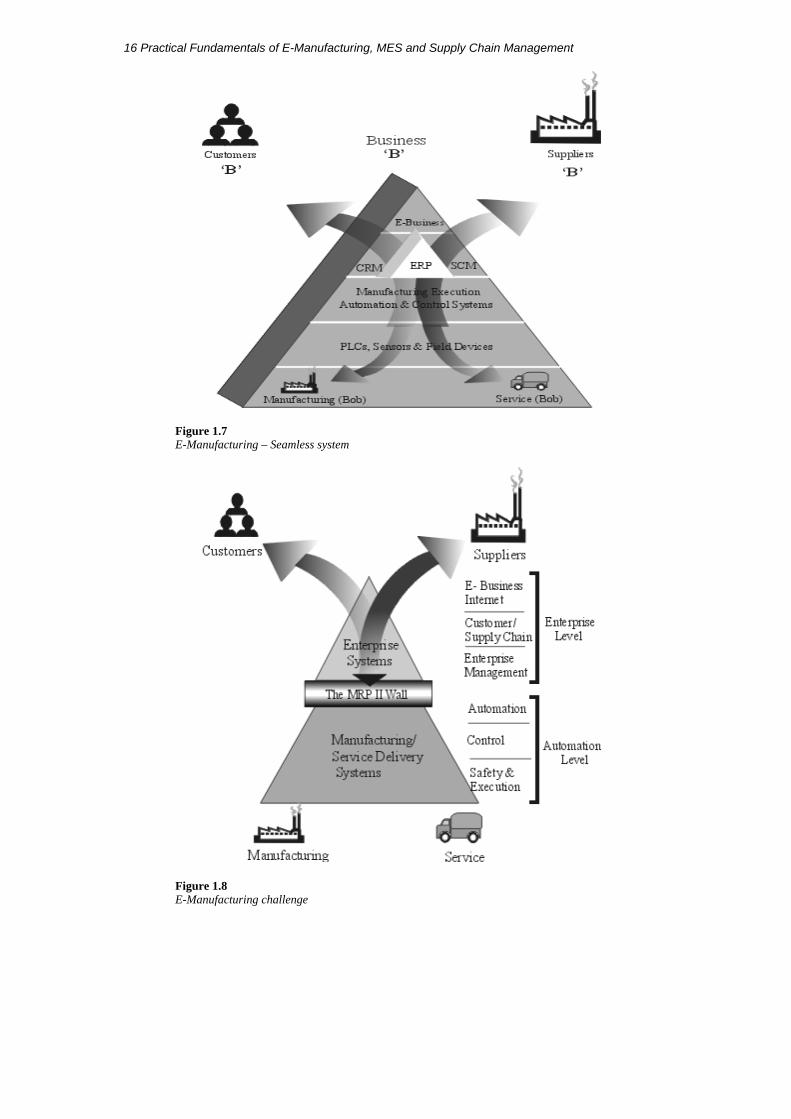
1.7 E-Manufacturing benefits An “E-manufacturing” survey report claims that organizations improved their performance by the following amounts through the implementation of an E-manufacturing strategy. This is compared to the historical “Lean Manufacturing enterprise including six sigma” and classic “MRPII enterprise” strategy implementations. This survey just indicates the potential benefits a well implemented e-manufacturing system can provide to a business.
Average Plants Classic MRP-II Manufacturing
Best Plants Lean Enterprise
And Six Sigma
E-Manufacturing
Plants
Lead Time 3 Months 3 Days 12 to 24 Hrs.
Quality level (defects)
500 ppm 50 ppm 3 ppm
Inventory Turns
5 X per year 10 X per year 20 X per year
Delivery performance
90% 98% 99.9%
Sales growth 3% 8% 10%
RoS% 10% 16% 20%

18 Practical Fundamentals of E-Manufacturing, MES and Supply Chain Management
1.8 E-manufacturing and supply chain E-manufacturing systems enable collaboration within the ERP/SCM environment without overlap.
ERP/SCM E-manufacturing
Financial systems Waste & downtime Tracking
Procurement Product Tracking Finished Goods, Raw
Materials Production Management
Customer Service Control Systems Integration
Customer Orders Process History Capacity Planning Real Time Quality
Management Shipping & Logistics Shop Floor Metrics
Warehouse Management Decision Support Supply Chain Planning Shop Floor User Interface
Scheduling
It has been stated that in the net age the company with the best supply chain in terms of cost and quality is likely to be the winner. This is precisely why more and more manufacturing enterprises globally are outsourcing for the best quality materials.
SCM focuses on those tasks that add real value to the product and give maximum profits to the organisation. Global businesses are contributing toward the shift of the supply chain from a position where SCM was critical to cost and quality to one where it is becoming one of the most powerful ways for companies to offer greater and differentiated value to customers.
In the past, great supply chain pre-supposed long-term relationships with vendors, with the enterprise and suppliers working together to improve design, boost quality, reduce costs, and share benefits. Now, in the internet-market, every player is, necessarily, a global one and manufacturers are likely to discover a low cost, high-quality supplier who fits the bill. The Internet is changing the chain:
Pre-determined pricing is giving way to auction-based bidding for the best price. Sourcing is becoming global as suppliers all over the world sell on the
internet. Long-term partnerships with vendors are making room for deal-to-deal
relationships. Buyers are being forced to compete with one another to secure the best
and cheapest suppliers.